Usługi obróbki miedzi metodą CNC na zamówienie stosuje się w sytuacjach, gdy element miedziany musi łączyć precyzję geometryczną z właściwościami elektrycznymi lub termicznymi. Typowe elementy to szyny zbiorcze, zaciski, bloki przewodzące, złącza elektryczne, elementy służące do wymiany ciepła oraz prototypy przeznaczone dla branży elektronicznej, lotniczej, medycznej i sprzętu przemysłowego. Zgodnie z ASTM Materiały B152/B152M – blachy, taśmy, płyty i pręty z walcowanej miedzi – są powszechnie stosowane w przemysłowych zastosowaniach wymagających wysokiej przewodności.
Nie chodzi tylko o to, czy maszyna CNC może ciąć miedź. Lepiej zapytać, czy projekt, gatunek miedzi, tolerancja, wykończenie i plan kontroli są dostosowane do właściwości tego materiału. Miedź jest miękka, plastyczna, przewodząca prąd oraz podatna na rozmazywanie się i powstawanie zadziorów. Cechy te są przydatne podczas eksploatacji, ale mogą sprawić, że obróbka będzie mniej stabilna niż w przypadku aluminium lub mosiądzu łatwo obrabialnego.
W przypadku inżyniera lub osoby odpowiedzialnej za zakupy techniczne proces oceny powinien przebiegać w następującej kolejności:
- Należy upewnić się, że dana geometria nadaje się do obróbki bez powstawania nadmiernych zadziorów, odkształceń lub ryzyka związanego z mocowaniem detalu.
- Należy dobrać gatunek miedzi w oparciu o przewodność, obrabialność oraz wymagania związane z przeznaczeniem.
- Wybierz ścieżkę procesu: frezowanie, obrót, wiercenie, szlifowanie, EDM, lub 5-osiowa obróbka CNC.
- Należy zapoznać się z wymaganiami dotyczącymi tolerancji, wykończenia, usuwania zadziorów oraz kontroli.
- Należy sprawdzić, czy dostawca posiada rzeczywiste doświadczenie w obróbce miedzi, a nie tylko ogólne możliwości w zakresie obróbki CNC.
Niniejszy przewodnik skupia się na tych decyzjach. Nie podaje on niepopartych danymi wartości tolerancji, kosztów ani terminów realizacji, ponieważ wyniki obróbki miedzi w dużym stopniu zależą od gatunku materiału, geometrii, oprzyrządowania, ustawienia maszyn oraz metody kontroli.

Czym jest obróbka miedzi na zamówienie metodą CNC i dlaczego ma to znaczenie
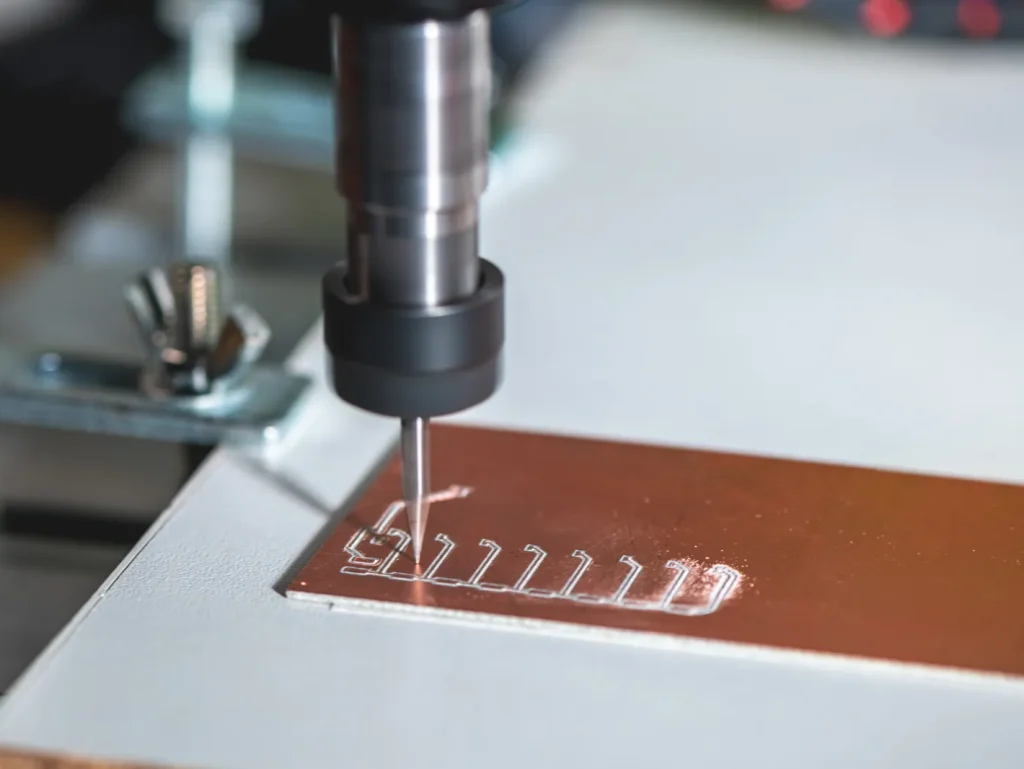
Obróbka miedzi metodą CNC na zamówienie polega na kontrolowanym usuwaniu materiału miedzianego przy użyciu urządzeń sterowanych komputerowo. Ostateczny kształt określa model CAD lub rysunek techniczny. Programy CNC kierują następnie narzędziami skrawającymi po miedzianym obrabianym elemencie w celu wykonania otworów, wnęk, szczelin, powierzchni czołowych, profili, gwintów oraz złożonych powierzchni.
Ma to znaczenie, ponieważ wielu elementów obrabianych z miedzi nie da się zastąpić standardowymi półfabrykatami. Złącze może wymagać precyzyjnie określonej powierzchni styku. Szyna zbiorcza może wymagać konkretnych otworów montażowych, zagięć lub wyfrezowanych wgłębień. Materiał termoprzewodzący może wymagać określonej płaskości i określonego wykończenia powierzchni. Prototyp może wymagać jednego lub kilku elementów funkcjonalnych przed podjęciem decyzji dotyczących oprzyrządowania lub produkcji.
Główną zaletą obróbki CNC miedzi jest możliwość powtarzalnego kształtowania elementów przewodzących prąd i ciepło bez konieczności stosowania specjalnych matryc do formowania lub narzędzi odlewniczych. Głównym zagrożeniem jest to, że miedź nie zawsze da się ciąć w sposób czysty. Projekt musi uwzględniać krawędzie podatne na powstawanie zadziorów, kontrolę wiórów, przywieranie narzędzia, przenoszenie ciepła oraz ewentualne odkształcenia.
Rola obróbki miedzi metodą CNC na zamówienie w produkcji precyzyjnych elementów
Obróbka miedzi metodą CNC na zamówienie sprawdza się najlepiej w przypadku elementów, których cechy wymagają uzyskania precyzyjnej geometrii po przygotowaniu surowca. Cechy te mogą obejmować frezowane wnęki, układy otworów, otwory gwintowane, pogłębienia, ściśle dopasowane powierzchnie styku, rowki łączące, elementy chłodzące lub płaskie powierzchnie styku.
Technologia ta jest często stosowana do produkcji prototypów i małych serii, ponieważ jej konfiguracja opiera się na plikach cyfrowych i standardowych półfabrykatach, co pozwala producentom na dostarczanie funkcjonalnych elementów miedzianych w krótszym czasie dzięki skróceniu cyklu rozwoju. Wykorzystuje się ją również w produkcji seryjnej, gdy geometria elementu jest zbyt specyficzna, by można było zastosować gotowe wyroby miedziane, lub gdy po cięciu, formowaniu czy wytłaczaniu konieczna jest obróbka końcowa.
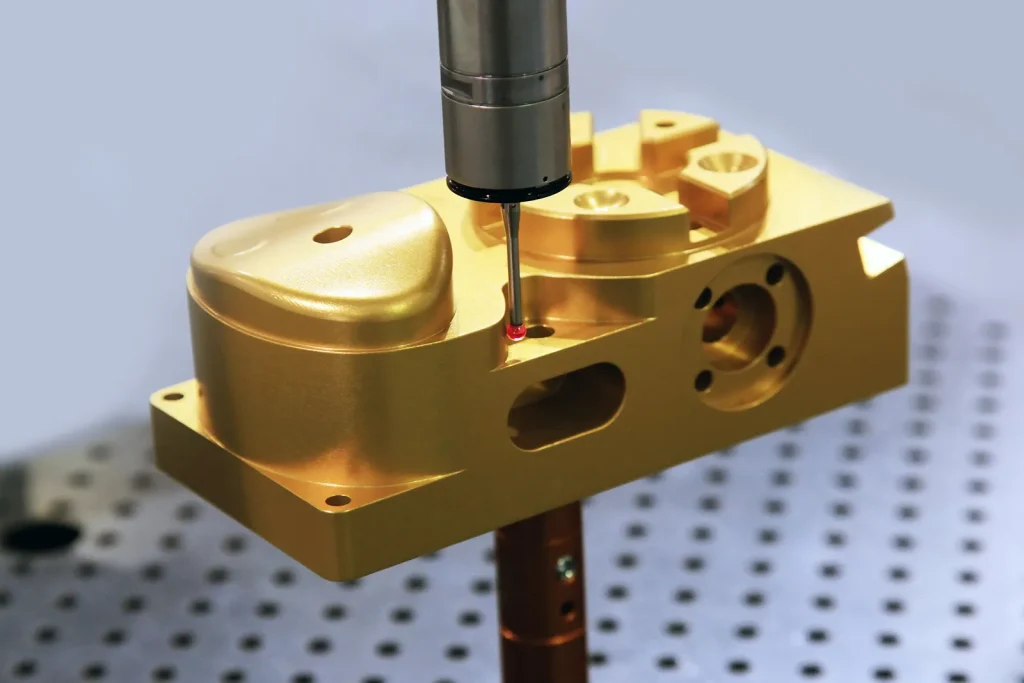
Proces ten ma szczególne znaczenie, gdy element musi zachować właściwości elektryczne lub termiczne miedzi. Na przykład blok przewodzący może wymagać zarówno ścieżki przewodzenia prądu, jak i precyzyjnie rozmieszczonych otworów montażowych. Element służący do wymiany ciepła może wymagać szerokich powierzchni styku i gładkich krawędzi. W takich przypadkach plan obróbki musi zapewnić zachowanie zarówno wymiarów, jak i powierzchni funkcjonalnych.
Frezowanie CNC, toczenie, wiercenie, szlifowanie oraz obróbka 5-osiowa elementów miedzianych
Frezowanie CNC jest szeroko stosowane w przypadku elementów miedzianych o płaskich powierzchniach, wnękach, rowkach, konturach i otworach. Technika ta jest powszechnie stosowana przy produkcji płytek łączących, elementów szyn zbiorczych, bloków wymiany ciepła oraz prototypowych obudów. Frezowanie pozwala na usuwanie materiału z kilku stron, jednak każda zmiana ustawienia wiąże się z ryzykiem związanym z mocowaniem i wyrównaniem detalu.
Toczenie CNC jest preferowaną metodą obróbki okrągłych elementów miedzianych, takich jak sworznie, tuleje, tuleje ślizgowe, zaciski i styki cylindryczne. Gdy główna geometria elementu ma charakter obrotowy, toczenie jest zazwyczaj prostszą metodą niż frezowanie, ponieważ element obraca się, podczas gdy narzędzie wycina średnicę zewnętrzną, średnicę wewnętrzną, rowki i powierzchnie czołowe.
Wiercenie stosuje się do wykonywania otworów przelotowych, otworów gwintowanych, przelotek oraz elementów mocujących. Plastyczność miedzi może powodować powstawanie długich wiórów lub zadziorów przy wylotach otworów, dlatego należy zwrócić uwagę na geometrię wiertła, chłodziwo oraz strategię wiercenia z powrotami.
Szlifowanie pozwala uzyskać gładsze powierzchnie i zapewnić większą precyzję po obróbce skrawaniem, zwłaszcza gdy skłonność miedzi do rozmazywania się utrudnia uzyskanie czystego wykończenia frezowanych powierzchni. Aby uniknąć zatykania się narzędzi, śladów przegrzania lub odkształceń, często stosuje się drobne materiały ścierne i kontrolowany nacisk.
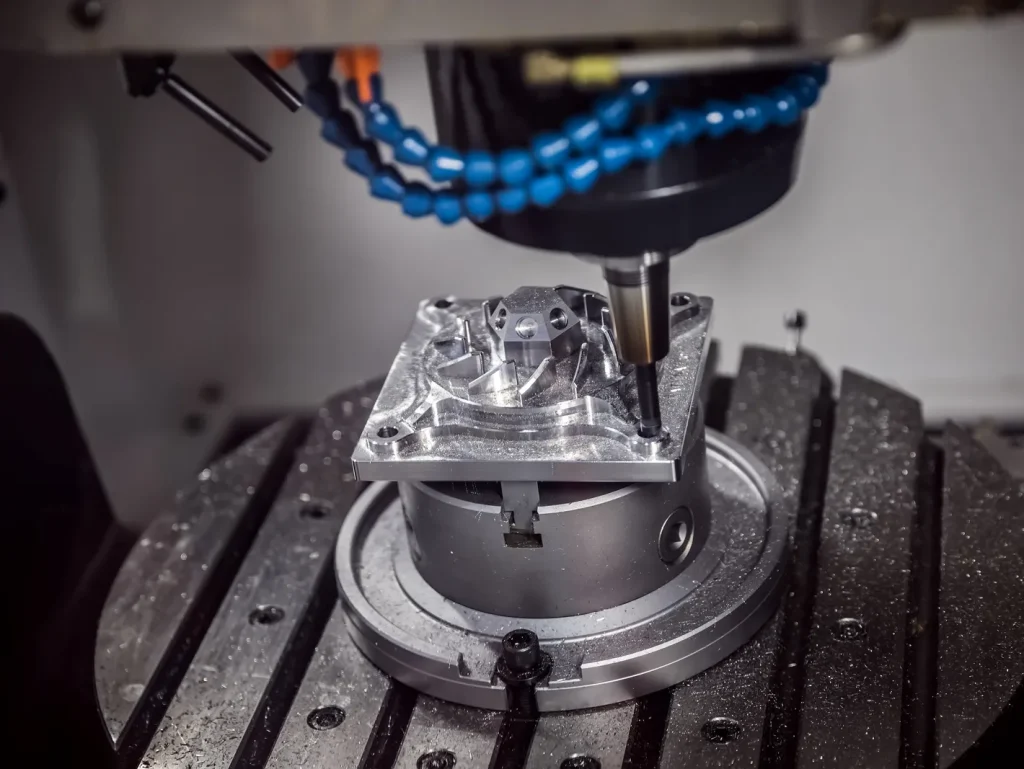
Obróbka CNC w 5 osiach umożliwia realizację skomplikowanych geometrii elementów miedzianych, pozwalając narzędziu zbliżać się do detalu pod różnymi kątami. Pozwala to zmniejszyć liczbę ustawień w przypadku detali z elementami pod kątem, podcięciami, powierzchniami złożonymi lub elementami rozmieszczonymi na kilku bokach. Nie oznacza to, że jest to automatycznie lepsze rozwiązanie dla każdego elementu miedzianego, ale w przypadku skomplikowanej geometrii może zmniejszyć ryzyko błędów związanych z ustawieniem oraz ryzyko powstania braku.
CNC a EDM, cięcie laserowe i obróbka ręczna elementów miedzianych — Tabela
| Metoda | Gdzie pasuje | Właściwości wytrzymałościowe elementów miedzianych | Główne ograniczenia lub zagrożenia |
|---|---|---|---|
| Frezowanie / toczenie CNC | Ogólne elementy miedziane na zamówienie, bloki, złącza, styki, zaciski | Elastyczna geometria, powtarzalne elementy, nadaje się do prototypów i małych serii | Zadziory, przywieranie narzędzia, odprowadzanie wiórów, odkształcenia w cienkich przekrojach |
| Wiercenie CNC | Rozmieszczenie otworów, otwory montażowe, otwory gwintowane | Precyzyjne rozmieszczenie otworów przy kontrolowanym ustawianiu | Zadziory, gromadzenie się wiórów, zużycie narzędzi, problemy z wykończeniem ścianek otworów |
| Szlifowanie CNC | Płaskość, gładkie powierzchnie, operacje wykończeniowe | Może poprawić jakość wykończenia powierzchni i zapewnić lepszą kontrolę po cięciu | Wymaga starannego doboru ciśnienia i materiału ściernego, aby uniknąć rozmazywania lub skutków przegrzania |
| 5-osiowe CNC | Złożone elementy z elementami kątowymi lub wielościennymi | Mniej konfiguracji, lepszy dostęp do skomplikowanych kształtów | Większa złożoność programowania i konfiguracji; nie jest to konieczne w przypadku prostych elementów |
| EDM | Skomplikowane elementy lub trudne do obróbki detale | Umożliwia tworzenie skomplikowanych kształtów bez użycia siły cięcia | Wolniejsze i zazwyczaj droższe; wymagany jest materiał przewodzący |
| Cięcie laserowe | Profile płaskie z blachy lub płyty | Przydatne do tworzenia konturów 2D i szybkiego cięcia | Należy sprawdzić jakość krawędzi, wpływ temperatury oraz ograniczenia dotyczące grubości |
| Obróbka ręczna | Proste, jednorazowe korekty | Przydatne do prac o niskim stopniu złożoności lub do montażu | Niższa powtarzalność i wyniki w większym stopniu zależne od operatora |
Źródła, na które należy się powołać: karty charakterystyki materiałów, branżowe wytyczne dotyczące obróbki skrawaniem, organizacje normalizacyjne
Decyzje dotyczące obróbki miedzi metodą CNC powinny opierać się na identyfikowalnych danych dotyczących materiału i jakości. Karty charakterystyki materiałów pomagają potwierdzić gatunek, czystość, stan utwardzenia oraz przewidywane właściwości. Organizacje normalizacyjne określają specyfikacje materiałowe, systemy jakości oraz terminologię stosowaną podczas kontroli.
W ramach weryfikacji przeprowadzanej przez zamawiającego istotne dokumenty referencyjne obejmują specyfikacje materiałowe miedzi, normy dotyczące rysunków wymiarowych, normy zarządzania jakością, normy dotyczące systemów kontroli oraz normy akredytacji laboratoriów. Dokumenty te nie zastępują weryfikacji technicznej, ale ograniczają niejasności między zamawiającym a dostawcą.
Wykonalność: Czy element miedziany można poddać obróbce skrawaniem w sposób zapewniający niezawodny wynik?
Możliwość wykonania niestandardowej obróbki miedzi metodą CNC zależy od wzajemnych zależności między projektem, gatunkiem materiału, postacią półfabrykatu, ustawieniem maszyny oraz wymaganiami kontrolnymi. Prosty blok miedziany z wywierconymi otworami jest zazwyczaj łatwiejszy do obróbki niż cienkościenna część miedziana z głębokimi rowkami, ostrymi narożnikami wewnętrznymi i krawędziami podatnymi na powstawanie zadziorów.
Miedź jest często opisywana jako trudna w obróbce skrawaniem, ponieważ jest miękka i plastyczna. Zamiast łamać się na czyste wióry, może się rozmazywać. Na krawędziach mogą powstawać zadziory. Jeśli nie zapewni się odpowiedniej kontroli temperatury i odprowadzania wiórów, może przyklejać się do narzędzi. Problemy te nie sprawiają, że miedź jest niemożliwa do obróbki, ale mają wpływ na wybory projektowe i planowanie procesu.
Zasady projektowania dotyczące obróbki skrawaniem elementów z miedzi o wysokiej przewodności
Przy projektowaniu elementów z miedzi o wysokiej przewodności elektrycznej należy w pierwszej kolejności wziąć pod uwagę przeznaczenie danej części. Jeśli część przewodzi prąd, istotne znaczenie mają powierzchnia styku, rozmieszczenie otworów oraz powierzchnie styku. Jeśli część służy do odprowadzania ciepła, płaskość, wykończenie powierzchni i nacisk styku mogą mieć większe znaczenie niż wygląd.
Gatunki miedzi o wysokiej przewodności są często trudniejsze w obróbce niż stopy miedzi o wysokiej skrawalności. Oznacza to, że podczas projektowania należy unikać elementów zwiększających tarcie, gromadzenie się wiórów lub rozdzieranie krawędzi. Głębokie, wąskie szczeliny, ostre narożniki wewnętrzne, cienkie żebra i bardzo małe otwory mogą zwiększać to ryzyko.
Grubość ścianek, narożniki wewnętrzne, otwory, szczeliny oraz stan krawędzi należy traktować jako czynniki związane z ryzykiem, a nie jedynie jako szczegóły rysunku technicznego. Niepodparte cienkie ścianki, głębokie wąskie szczeliny oraz małe, głębokie otwory wiążą się z większym ryzykiem, ponieważ na wynik mogą wpływać odkształcenia, ograniczenia związane z odprowadzaniem wiórów oraz stan krawędzi po gratowaniu. Wykonalność zależy od podparcia ścianek, głębokości elementu w stosunku do szerokości lub średnicy, dostępu frezu oraz tego, czy krytyczne krawędzie pozostają mierzalne po usunięciu zadziorów.
Ograniczenia związane z obróbką czystej miedzi w przypadku elementów o wąskich tolerancjach
Ograniczenia związane z obróbką czystej miedzi w przypadku elementów o wąskich tolerancjach wynikają z tych samych cech, które sprawiają, że miedź jest tak przydatna. Czysta lub o wysokiej czystości miedź dobrze przewodzi ciepło i łatwo ulega odkształceniom w porównaniu z twardszymi metalami. Podczas cięcia materiał może się rozmazywać, odsuwać od narzędzia lub tworzyć zadziory, które wpływają na wymiary pomiarowe.
Obróbka czystej miedzi z zachowaniem wąskich tolerancji może wymagać bardziej precyzyjnych narzędzi, ostrzejszych frezów, stabilnego mocowania oraz dodatkowych etapów wykańczania. Również kontrola jakości może wymagać szczególnej uwagi, ponieważ zadziory lub uniesione krawędzie mogą powodować fałszywe odczyty.
Czystą miedź można obrabiać, ale nie należy jej traktować jak stopu łatwoobrobialnego. Jeśli rysunek techniczny wymaga ścisłej kontroli wymiarów kilku elementów, zamawiający powinien liczyć się z przeglądem pod kątem optymalizacji procesu produkcji (DFM), skupiającym się na punktach odniesienia, kolejności ustawiania, usuwaniu zadziorów oraz dostępie do kontroli jakości.
Wyzwania związane z utrzymaniem tolerancji w przypadku cienkościennych elementów miedzianych
Trudności związane z utrzymaniem tolerancji w przypadku cienkościennych elementów miedzianych wynikają głównie ze sztywności i sposobu mocowania. Cienkie ścianki miedziane mogą ulegać ugięciu pod naciskiem narzędzia. Mogą się również przemieszczać podczas mocowania lub odskakiwać po usunięciu materiału.
Ciepło może stanowić dodatkowy problem. Miedź dobrze przewodzi ciepło, ale lokalne tarcie, ocieranie lub słabe odprowadzanie wiórów mogą nadal powodować przywieranie, tworzenie się nawarstwień na krawędziach, rozmazywanie powierzchni, zawijanie się krawędzi lub przemieszczanie się obrabianego elementu. W przypadku cienkich ścianek zjawiska te mogą powodować zmiany wymiarów podczas cięcia, a także wpływać na wyniki pomiarów po usunięciu zadziorów.
Cienkie elementy miedziane wymagają starannego zamocowania, równomiernego usuwania materiału, a czasami obróbki etapowej. Jeśli obrabiane są obie strony ścianki, kolejność operacji ma znaczenie. Jeśli ścianka musi pozostać płaska, rysunek techniczny powinien jasno określać punkty odniesienia funkcjonalne i powierzchnie krytyczne.
Lista kontrolna: CAD, grubość ścianek, narożniki wewnętrzne, otwory, szczeliny oraz elementy podatne na powstawanie zadziorów
W ramach weryfikacji wykonalności należy wspólnie przeanalizować model CAD i rysunek techniczny. Plik CAD przedstawia kształt, natomiast rysunek techniczny powinien określać tolerancje, rodzaje wykończenia, klasę materiału oraz wymagania kontrolne.
Przed sporządzeniem oferty lub rozpoczęciem produkcji należy sprawdzić następujące elementy:
- Stan modelu CAD: Należy sprawdzić, czy model jest kompletny, zamknięty i zgodny z wersją rysunku.
- Gatunek materiału: Należy określić C101, C110, miedź tellurową lub inny stop miedzi. Nie należy pozostawiać tego pola pustego, jeśli przewodność ma znaczenie.
- Grubość ścianek: Należy zidentyfikować cienkie ścianki, żebra i przegrody, które mogą ulegać ugięciu.
- Narożniki wewnętrzne: Należy unikać ostrych narożników wewnętrznych, w które nie zmieści się obracające się narzędzie tnące. Tam, gdzie to możliwe, należy zastosować zaokrąglenia.
- Otwory: Sprawdź głębokość, średnicę, stan otworu wylotowego, gwintowanie oraz dostęp do zadziorów.
- Rowki: Należy sprawdzić, czy w głębokich lub wąskich rowkach nie dochodzi do wydostawania się wiórów oraz czy narzędzie ma wystarczający zasięg.
- Elementy podatne na powstawanie zadziorów: Należy zaznaczyć krawędzie, na których zadziory mogłyby utrudniać montaż, zakłócać styk elektryczny lub zagrażać bezpieczeństwu.
- Dostęp do kontroli: Należy upewnić się, że po usunięciu zadziorów i wykończeniu możliwe jest zmierzenie kluczowych elementów.
Wybór gatunku miedzi do niestandardowych elementów obrabianych metodą CNC
Wybór gatunku miedzi pozwala zachować równowagę między przewodnością, obrabialnością, jakością wykończenia oraz ryzykiem związanym z kosztami. Gatunek o dobrych właściwościach elektrycznych może być trudniejszy w obróbce. Gatunek, który poddaje się obróbce bez problemów, może nie zapewniać takiej samej przewodności jak miedź o wysokiej czystości.
W przypadku obróbki miedzi metodą CNC na zamówienie należy wybrać gatunek materiału przed rozpoczęciem planowania procesu. Późniejsza zmiana gatunku może wpłynąć na dobór narzędzi, powstawanie zadziorów, jakość wykończenia powierzchni oraz właściwości użytkowe detalu.
Porównanie miedzi C101 i C110 pod kątem obróbki CNC — Tabela
| Czynnik | Miedź C101 | Miedź C110 |
|---|---|---|
| Ogólny opis | Miedź o wysokiej czystości, beztlenowa | Miedź elektrolityczna o grubej warstwie smoły |
| Typowy powód użycia | Wysoka wydajność elektryczna i termiczna w zastosowaniach, w których istotna jest czystość | Części elektryczne, szyny zbiorcze, zaciski, elementy przewodzące |
| Zachowanie podczas obróbki | Może to być trudne, ponieważ miedź o wysokiej czystości jest miękka i plastyczna | Również miękka i podatna na powstawanie zadziorów, ale szeroko stosowana do produkcji obrabianych części elektrycznych |
| Tematyka: przewodność | Doskonały wybór, gdy czystość jest kluczowym wymogiem | Doskonały wybór dla wielu elementów przewodzących |
| Punkt decyzyjny kupującego | Stosować, gdy dany zastosowanie wymaga miedzi o wysokiej czystości | Zastosować, gdy aplikacja wymaga wysokiej przewodności przy szerokiej dostępności |
Porównania miedzi C101 i C110 pod kątem obróbki CNC nie należy sprowadzać do wyboru jednej “najlepszej” opcji. Miedź C101 może być preferowana w sytuacjach, gdy kluczowe znaczenie ma czystość materiału. Miedź C110 jest powszechnie stosowana w elementach elektrycznych, w tym szynach zbiorczych i zaciskach, gdzie istotne znaczenie mają wysoka przewodność i dostępność.
Kiedy miedź tellurowa sprawdza się lepiej niż C110 przy obróbce skrawaniem
Miedź z dodatkiem telluru jest często brana pod uwagę, gdy łatwość obróbki skrawaniem ma większe znaczenie niż maksymalna przewodność. Dodatek telluru poprawia rozdrabnianie wiórów i właściwości skrawania w porównaniu z gatunkami czystej miedzi.
To, czy miedź tellurowa jest lepszym materiałem do obróbki skrawaniem niż C110, zależy od danego elementu. Może ona lepiej sprawdzać się w przypadku małych, szczegółowych lub produkowanych seryjnie elementów, gdzie istotne znaczenie mają ograniczenie powstawania zadziorów, trwałość narzędzia oraz stabilność cyklu produkcyjnego. Nie jest to jednak najlepszy wybór, gdy element musi spełniać najwyższe wymagania dotyczące przewodności.
Jest to klasyczny kompromis między przewodnością a obrabialnością stopów miedzi. Nabywca powinien sprawdzić, czy wymagania elektryczne lub termiczne pozwalają na zastosowanie stopu miedzi o zwiększonej obrabialności.
Najlepszy gatunek miedzi do obróbki szyn zbiorczych i zapewniający najlepszą przewodność
Najlepszym gatunkiem miedzi do obróbki szyn zbiorczych i zapewniającym najlepszą przewodność jest zazwyczaj miedź o wysokiej przewodności, taka jak C110, o ile projekt lub specyfikacja nie wymagają zastosowania innego gatunku. Szyny zbiorcze zazwyczaj wymagają sprawnego przepływu prądu, stabilnego rozmieszczenia otworów, czystych powierzchni stykowych oraz precyzyjnie wykończonych krawędzi.
W przypadku obróbki szyn zbiorczych głównymi zagrożeniami są zadziory wokół otworów, odkształcenia krawędzi oraz stan powierzchni w miejscach styku. Jeśli szyna zbiorcza zawiera skomplikowane wgłębienia, szczeliny lub elementy mocujące, znaczenie obrabialności staje się jeszcze większe. Jeśli głównym wymaganiem jest przewodność, należy dokładnie rozważyć zmianę gatunku materiału.
Wpływ czystości miedzi na obrabialność i właściwości użytkowe elementów
Kluczowym czynnikiem przy wyborze gatunku jest wpływ czystości miedzi na obrabialność i właściwości użytkowe elementów. Miedź o wyższej czystości zazwyczaj charakteryzuje się lepszymi właściwościami elektrycznymi i termicznymi, ale podczas obróbki może być bardziej miękka i plastyczna. Może to zwiększać ryzyko rozmazywania się materiału, powstawania zadziorów oraz przywierania narzędzia.
Gatunki miedzi o niższej czystości lub stopy miedzi mogą zapewniać czystsze cięcie, ponieważ wióry łamią się łatwiej. W zamian za to ich przewodność może być niższa niż w przypadku gatunków czystej miedzi. Z tego powodu wybór materiału powinien opierać się przede wszystkim na przeznaczeniu elementu, a nie wyłącznie na metodzie obróbki.
Jak przebiega obróbka miedzi na zamówienie metodą CNC
Obróbka miedzi na zamówienie metodą CNC rozpoczyna się od analizy projektu, a kończy na kontroli jakości. Proces cięcia może wydawać się prosty z pozoru, jednak obróbka elementów miedzianych często wymaga starannego planowania, ponieważ materiał ten może się rozmazywać, przyklejać i odkształcać.
Sposób obróbki dobiera się w zależności od kształtu. Zarówno toczony zacisk, frezowana szyna zbiorcza, nawiercona płyta przewodząca, jak i uziemiona warstwa termoprzewodząca mogą być wykonane z miedzi, ale wymagają zastosowania odmiennej logiki konfiguracji.
Kiedy toczenie CNC jest preferowane zamiast frezowania w przypadku elementów miedzianych
Gdy w przypadku elementów miedzianych preferuje się toczenie CNC zamiast frezowania, element ten ma zazwyczaj kształt okrągły lub w większości okrągły. Przykłady obejmują sworznie, tuleje, zaciski gwintowane, styki cylindryczne i tuleje. Toczenie pozwala zachować geometrię wycentrowaną wokół wrzeciona, co może być efektywne w przypadku średnic, rowków, otworów i powierzchni czołowych.
Frezowanie można nadal wykonać po toczeniu, jeśli element wymaga wykonania płaskich powierzchni, otworów poprzecznych lub rowków. W wielu przypadkach najlepszym rozwiązaniem nie jest samo frezowanie ani samo toczenie, lecz sekwencja operacji, która ogranicza liczbę przezbrajań i zapewnia stabilność najbardziej krytycznego punktu odniesienia.
W jaki sposób obróbka CNC w 5 osiach umożliwia realizację skomplikowanych kształtów elementów miedzianych
Obróbka CNC w 5 osiach umożliwia realizację skomplikowanych geometrii elementów miedzianych, pozwalając frezowi zbliżać się do detalu pod różnymi kątami bez konieczności wielokrotnego ręcznego przestawiania narzędzia. Rozwiązanie to sprawdza się w przypadku, gdy element miedziany posiada otwory pod kątem, powierzchnie złożone, elementy na kilku ściankach lub jest trudno dostępny.
Najważniejsze jest to, czy geometria uzasadnia dodatkowy nakład pracy związany z programowaniem i przygotowaniem obróbki. W przypadku prostej, płaskiej szyny zbiorczej obróbka 5-osiowa może wnieść niewielką wartość dodaną. Natomiast w przypadku kompaktowego elementu miedzianego służącego do wymiany ciepła, posiadającego ukośne kanały i wielostronne elementy, może ona zmniejszyć liczbę operacji przygotowawczych oraz ryzyko związane z wyrównaniem.
Zasady dotyczące ścieżki narzędzia, chłodziwa, odprowadzania wiórów oraz mocowania obrabianego elementu
Obróbka miedzi w dużym stopniu zależy od ostrych narzędzi, kontrolowanego przyłożenia oraz usuwania wiórów. Jeśli wióry pozostaną w miejscu cięcia, mogą powodować otarcia, zgrzewanie się lub gromadzenie się w zagłębieniach. Powoduje to wzrost temperatury i może uszkodzić powierzchnię wykończeniową.
Ścieżki narzędzia powinny unikać nadmiernego tarcia i zapewniać równomierny odpływ wiórów. Chłodziwo lub smar pomagają zmniejszyć tarcie i odprowadzać wióry z obszaru skrawania. Uchwyt roboczy musi podtrzymywać element bez zgniatania ani odkształcania miękkich powierzchni miedzianych.
Zapobieganie przywieraniu narzędzia podczas obróbki miedzi metodą CNC sprowadza się do tych samych zasad: ostrych krawędzi tnących, odpowiednich posuwów i prędkości obrotowych, stabilnego dopływu chłodziwa, wystarczającej przestrzeni na odprowadzanie wiórów oraz unikania sytuacji, w których narzędzie pozostaje w miejscu, a frez ociera się o materiał zamiast go ciąć.
Schemat procesu: weryfikacja projektu CAD → DFM → przygotowanie → obróbka skrawaniem → gratowanie → kontrola jakości
Typowy przebieg procesu obróbki miedzi metodą CNC na zamówienie można przedstawić w następujący sposób:
Kontrola projektu CAD → Kontrola DFM → Dobór materiałów → Planowanie konfiguracji → Obróbka skrawaniem → Usuwanie zadziorów → Obróbka powierzchniowa (w razie potrzeby) → Kontrola jakości → Dokumentacja
Kontrola DFM jest ważna, ponieważ pozwala wykryć problemy jeszcze przed rozpoczęciem cięcia. Elementy miedziane często wymagają planowanego usuwania zadziorów, a nie tylko czyszczenia po obróbce. Kontrola powinna odbywać się po usunięciu zadziorów, jeśli mają one wpływ na mierzone cechy.
Zalety, ograniczenia i kompromisy inżynieryjne
Główną zaletą obróbki miedzi metodą CNC na zamówienie jest możliwość wytwarzania precyzyjnych, funkcjonalnych elementów miedzianych bez konieczności stosowania specjalnych narzędzi do formowania. Metoda ta charakteryzuje się elastycznością w przypadku prototypów, małych serii oraz elementów konstrukcyjnych o specyficznych cechach.
Głównym ograniczeniem jest to, że pożądane właściwości miedzi mogą negatywnie wpływać na stabilność obróbki. Miękkość, plastyczność, wysoka przewodność oraz reaktywność powierzchni mają wpływ na planowanie procesu.
Kompromisy między przewodnością a obrabialnością w stopach miedzi
Kompromisy między przewodnością a skrawalnością stopów miedzi są często pierwszym czynnikiem branym pod uwagę przy wyborze materiału. Gatunki miedzi o wysokiej czystości zapewniają lepsze właściwości elektryczne i termiczne, ale trudniej je obrabiać z zachowaniem czystości powierzchni. Stopy miedzi o wysokiej skrawalności lepiej się obrabiają, ale mogą charakteryzować się mniejszą przewodnością.
W przypadku złączy elektrycznych i szyn zbiorczych priorytetem jest często przewodność. W przypadku małych, szczegółowych elementów, gdzie kluczowe znaczenie ma kontrola wiórów, warto rozważyć zastosowanie stopu łatwiejszego w obróbce. Rysunek techniczny elementu powinien określać wymagany gatunek materiału lub wymagania eksploatacyjne, aby dostawca nie dokonał niewłaściwego kompromisu.
Wpływ miękkości miedzi na dokładność frezowania CNC
Wpływ miękkości miedzi na dokładność frezowania CNC przejawia się na kilka sposobów. Miedź może odsuwać się od frezu, rozmazywać się na krawędziach oraz tworzyć zadziory, które zmieniają zmierzone wymiary. Siła docisku może również pozostawiać ślady lub zniekształcać miękkie powierzchnie.
Miękkość nie jest kwestią związaną wyłącznie z obróbką skrawaniem. Ma ona wpływ na obsługę, mocowanie, usuwanie zadziorów oraz kontrolę jakości. W przypadku elementów krytycznych plan obróbki powinien określać sposób mocowania detalu oraz sposób usuwania zadziorów bez zmiany geometrii detalu.
W jaki sposób nagrzewanie się materiału wpływa na precyzyjną obróbkę miedzi
Wpływ nagrzewania się materiału na precyzyjną obróbkę miedzi wynika z tarcia i odprowadzania wiórów. Miedź dobrze przewodzi ciepło, jednak niekorzystne warunki skrawania mogą mimo to powodować lokalne nagrzewanie się krawędzi narzędzia. Może to prowadzić do powstawania smug, obciążenia narzędzia oraz uszkodzeń powierzchni.
Nagrzewanie się narzędzia jest również powiązane z jego przywieraniem. Jeśli narzędzie ociera się zamiast ciąć, miedź może przylegać do krawędzi tnącej. Gdy tak się stanie, zmienia się geometria narzędzia, co może prowadzić do spadku dokładności. Płyn chłodzący, odprowadzanie wiórów oraz ostrość narzędzia pomagają utrzymać stabilność procesu.
Dlaczego przewodność elektryczna spada po obróbce miedzi?
Sama obróbka skrawaniem zazwyczaj nie powoduje zmniejszenia przewodności elektrycznej miedzi w stanie masowym. Częstszym problemem jest pogorszenie właściwości na styku spowodowane zadziorami, warstwami tlenku, pozostałościami, chropowatością lub zanieczyszczeniami powstałymi podczas przenoszenia, co prowadzi do wzrostu rezystancji styku.
Jednak element miedziany obrabiany maszynowo może wykazywać gorsze właściwości elektryczne na styku, jeśli powierzchnia styku jest chropowata, utleniona, zanieczyszczona, nieprawidłowo pokryta powłoką galwaniczną lub pokryta zadziorami.
Właśnie dlatego powierzchnie styków elektrycznych wymagają szczególnej uwagi. Usuwanie zadziorów, czyszczenie, dobór wykończenia oraz kontrola powierzchni stykowych mogą mieć równie duże znaczenie jak gatunek materiału podstawowego. Jeśli przewodność ma kluczowe znaczenie, w rysunku technicznym należy określić funkcjonalne powierzchnie stykowe oraz wszelkie ograniczenia dotyczące obróbki.
Typowe przyczyny awarii podczas obróbki miedzi metodą CNC
Usterki powstające podczas obróbki miedzi metodą CNC często objawiają się w postaci zadziorów, słabej jakości wykończenia, przeciążenia narzędzia, odchyleń wymiarowych lub odkształceń elementów. Usterki te wynikają zazwyczaj z procesu obróbki, jednak ich wystąpienie może być bardziej prawdopodobne w przypadku nieodpowiedniej konstrukcji.
Dobra analiza wykonalności powinna wskazać, gdzie może dojść do uszkodzeń, jeszcze przed rozpoczęciem obróbki. Ma to szczególne znaczenie w przypadku czystej miedzi, cienkich ścianek, głębokich rowków i małych otworów.
Przyczyny powstawania zadziorów podczas frezowania czystej miedzi na maszynach CNC
Do przyczyn powstawania zadziorów podczas frezowania czystej miedzi w obróbce CNC należą: plastyczność materiału, ostrość narzędzia, kierunek wyjścia frezu, krawędzie niepodparte oraz odprowadzanie wiórów. Zamiast ulegać czystemu pęknięciu, miękka miedź może się rozciągać i fałdować na krawędzi cięcia.
Zadziory często pojawiają się przy wylotach otworów, krawędziach szczelin, cienkich ściankach oraz w miejscach cięć przerywanych. Nie są one jedynie problemem estetycznym. Zadziory mogą utrudniać montaż, powodować problemy z kontaktem elektrycznym lub wpływać na wyniki kontroli.
Kontrola zadziorów zaczyna się już na etapie projektowania. Pomocne są tu odpowiednio zaprojektowane krawędzie, właściwe promienie oraz realistyczne wymagania dotyczące usuwania zadziorów. Proces ten wymaga również ostrych narzędzi, stabilnego cięcia oraz zaplanowanego wykończenia krawędzi.
Jak zapobiegać przywieraniu narzędzia podczas obróbki miedzi metodą CNC
Zakleszczenie narzędzia występuje, gdy miedź przylega do krawędzi tnącej. Jest to bardziej prawdopodobne, gdy narzędzia są tępe, chłodziwo jest niewystarczające, wióry nie są usuwane lub narzędzie ociera się o powierzchnię podczas cięcia.
Skuteczność zapobiegania zależy od czystego cięcia. Pomocne są w tym ostre narzędzia z węglików spiekanych, odpowiednia geometria narzędzia, chłodziwo lub smarowanie oraz sprawne odprowadzanie wiórów. Ścieżki narzędzia powinny unikać długich czasów postoju oraz przejść, podczas których narzędzie styka się z miedzią, nie usuwając przy tym wiórów.
Typowe problemy związane z oprzyrządowaniem w precyzyjnej obróbce miedzi
Do typowych problemów związanych z oprzyrządowaniem w precyzyjnej obróbce miedzi należą: osadzanie się wiórów na krawędzi narzędzia, szybkie stępianie się krawędzi, gromadzenie się wiórów, słaba jakość wykończenia otworów oraz nierównomierna wielkość zadziorów. Problemy te mogą powodować trudności z uzyskaniem odpowiedniego wykończenia oraz odchylenia wymiarowe.
Wybór narzędzia powinien być dostosowany do danej operacji. Narzędzia frezarskie, wiertła, rozwiertaki i ściernice w różny sposób oddziałują na miedź. W przypadku prac precyzyjnych dostawca powinien być w stanie wyjaśnić, w jaki sposób dobiera się narzędzia do obróbki miedzi, zamiast stosować ogólne podejście do obróbki skrawaniem metali.
Ryzyko odkształcenia w niestandardowych elementach miedzianych obrabianych metodą CNC
Ryzyko odkształcenia niestandardowych elementów miedzianych obrabianych metodą CNC wzrasta, gdy elementy są cienkie, długie, mają wiele wgłębień lub są mocowane na niewielkich powierzchniach. Miedź może się wyginać lub ulegać odkształceniom pod naciskiem uchwytu. Może się również przesuwać, gdy z jednej strony usuwana jest duża ilość materiału.
Ryzyko można ograniczyć poprzez obróbkę etapową, równomierne usuwanie materiału, stosowanie miękkich szczęk, wykorzystanie elementów mocujących oraz staranne usuwanie zadziorów. Na rysunku należy zaznaczyć, które powierzchnie pełnią funkcję użytkową, aby dostawca mógł uniknąć ich mocowania lub znakowania.
Wykończenie powierzchni, obróbka i kwestie środowiskowe
Wykończenie powierzchni miedzi wpływa na jej wygląd, właściwości stykowe, odporność na korozję oraz montaż. Lśniąca, obrobiona powierzchnia nie zawsze jest odpowiednią powierzchnią pod względem funkcjonalnym. W przypadku elementów elektrycznych istotna jest jakość styku. W przypadku elementów termicznych liczy się płaskość styku i czystość.
Miedź zmienia również swój wygląd pod wpływem powietrza oraz podczas użytkowania. Plan wykończenia powinien uwzględniać środowisko eksploatacji, warunki przechowywania oraz metodę montażu.
Czynniki wpływające na jakość powierzchni obrabianych elementów z miedzi C110
Czynniki wpływające na jakość powierzchni obrabianych elementów z miedzi C110 to między innymi ostrość narzędzia, strategia posuwu, chłodziwo, odprowadzanie wiórów, zużycie narzędzia oraz kontrola zadziorów. Miedź C110 jest szeroko stosowana do produkcji elementów elektrycznych, jednak podczas obróbki skrawaniem może nadal ulegać rozmazywaniu.
Na wykończenie powierzchni ma również wpływ sposób mocowania i gratowania elementu. Czysta powierzchnia frezowana może ulec uszkodzeniu w wyniku zbyt agresywnego wykańczania krawędzi lub nieostrożnego obchodzenia się z elementem. W przypadku powierzchni styku plan kontroli powinien przewidywać sprawdzenie powierzchni po gratowaniu i czyszczeniu, a nie tylko po obróbce skrawaniem.
Metody obróbki powierzchniowej obrabianych elementów elektrycznych z miedzi
Opcje obróbki powierzchniowej obrabianych elementów elektrycznych z miedzi mogą obejmować czyszczenie, polerowanie, galwanizację, powłoki przeciwutleniające lub inne określone zabiegi ochronne. Wybór wykończenia powinien uwzględniać zachowanie przewodności, lutowalność, odporność na utlenianie, zużycie w punktach styku oraz dopuszczalną rezystancję styku.
Niektóre zabiegi mogą poprawić odporność na korozję lub trwałość połączenia. Inne mogą zmniejszyć przewodność na styku, jeśli nie zostaną prawidłowo określone. Nabywca powinien określić, czy powierzchnia ma charakter estetyczny, elektryczny, termiczny czy ochronny.
Obawy związane z korozją elementów miedzianych obrabianych metodą CNC
Do problemów związanych z korozją elementów miedzianych obrabianych metodą CNC należą utlenianie, matowienie oraz oddziaływanie czynników środowiskowych podczas eksploatacji. Miedź może tworzyć warstwy powierzchniowe pod wpływem działania powietrza, wilgoci i zanieczyszczeń. W niektórych zastosowaniach może to być dopuszczalne. Jednak w obszarach styków elektrycznych może to wpływać na działanie urządzenia.
Istotne znaczenie mogą mieć również warunki przechowywania i opakowanie. Odciski palców, pozostałości płynów chłodzących oraz środki czyszczące mogą wpływać na stan powierzchni. Jeśli część jest wykorzystywana w środowisku elektrycznym lub medycznym, czyszczenie i dokumentacja powinny stanowić część specyfikacji.
Jakie wykończenie nadaje się do miedzianych złączy elektrycznych?
Wybór odpowiedniej powłoki dla miedzianych złączy elektrycznych zależy od konstrukcji styku oraz warunków eksploatacji. Niezabezpieczona miedź może być dopuszczalna w niektórych zastosowaniach wewnętrznych lub w środowiskach chronionych, jednak może ulegać utlenianiu. W sytuacjach, w których wymagana jest stabilność styku lub odporność na korozję, można zastosować powłoki galwaniczne lub ochronne.
Wykończenie nie powinno być wybierane wyłącznie ze względu na wygląd. Musi ono zapewniać odpowiedni kontakt elektryczny, odporność na zużycie podczas łączenia, spełniać wymagania dotyczące lutowania lub łączenia oraz być odporne na działanie czynników środowiskowych. Na rysunku należy oddzielnie zaznaczyć obszary stykowe i obszary bezstykowe, jeśli wymagania dotyczące wykończenia są różne.
Czynniki kosztów, tolerancji i czasu realizacji
Koszt, tolerancja i czas realizacji w przypadku obróbki miedzi metodą CNC na zamówienie zależą od złożoności projektu i kontroli procesu. Sam materiał miedziany może nie być głównym czynnikiem wpływającym na koszt, jeśli element wymaga skomplikowanych ustawień, trudnego gratowania, precyzyjnego wykończenia lub szczegółowej kontroli.
Ponieważ nie ma uniwersalnych cen ani terminów obowiązujących dla wszystkich gatunków miedzi i typów części, nabywcy powinni opierać się na czynnikach wpływających na koszt, a nie na stałych szacunkach. Pozwala to na bardziej przejrzyste porównanie ofert.
Czynniki wpływające na koszty w projektach obróbki miedzi metodą CNC na zamówienie
Czynniki wpływające na koszt, które zazwyczaj mają największe znaczenie, to liczba konfiguracji, nakład pracy związany z usuwaniem zadziorów, dostępność gatunków materiału, obciążenie związane z kontrolą jakości oraz wszelkie wymagane wykończenia lub powłoki galwaniczne. Koszt prototypu często zależy od programowania, przygotowania osprzętu i ręcznego oczyszczania krawędzi, podczas gdy koszt produkcji seryjnej zależy w większym stopniu od stabilności procesu, czasu cyklu i spójności procesu gratowania. Konstrukcje zawierające wiele drobnych elementów, trudne do osiągnięcia miejsca lub powierzchnie o krytycznym znaczeniu dla styku zazwyczaj kosztują więcej niż proste kształty zewnętrzne wykonane z tego samego materiału.
Powstawanie zadziorów i smug na miedzi może zwiększyć nakład pracy po obróbce. Cienkie ścianki i ciasne elementy mogą wydłużyć czas przygotowania. Złożone elementy mogą wymagać obróbki 5-osiowej lub wielu operacji. Jeśli element wymaga certyfikatu materiałowego lub szczegółowych raportów z kontroli, dodatkowy wysiłek wiąże się również z przygotowaniem dokumentacji.
Geometria, liczba konfiguracji, wielkość partii, oprzyrządowanie i wymagania dotyczące kontroli — Tabela
| Czynnik kosztowy lub czas realizacji | Dlaczego ma to znaczenie | Wpływ decyzji |
|---|---|---|
| Złożoność geometrii | Głębokie wnęki, cienkie ścianki, małe otwory i wąskie szczeliny zwiększają ryzyko związane z obróbką | Może to wymagać zastosowania specjalnych narzędzi, zmniejszenia prędkości skrawania lub wprowadzenia zmian konstrukcyjnych |
| Liczba ustawień | Każda zmiana położenia wiąże się z dodatkowymi czynnościami związanymi z ustawianiem i mocowaniem obrabianego elementu | Mniejsza liczba konfiguracji może zmniejszyć ryzyko, ale może wymagać bardziej zaawansowanego sprzętu |
| Wielkość partii | Nakład pracy związany z montażem rozkłada się na liczbę części | Małe partie są bardziej wrażliwe na czas potrzebny na przygotowanie i programowanie |
| Oprzyrządowanie | Miedź może wymagać ostrych narzędzi i określonej geometrii | Wybór narzędzia ma wpływ na jakość wykończenia, powstawanie zadziorów oraz przywieranie narzędzia |
| Gratowanie | Miedź często tworzy zadziory na krawędziach i otworach | W fazie projektowania należy uwzględnić dostęp do miejsc, w których przeprowadzane będzie usuwanie zadziorów |
| Kontrola | Kluczowe cechy wymagają stabilnych punktów odniesienia i powierzchni, które można zmierzyć | Szczegółowa kontrola może wpłynąć na kolejność procesów i termin dostawy |
| Wykończenie lub obróbka | Czyszczenie, powlekanie lub zabezpieczanie wiąże się z dodaniem kolejnych etapów procesu | Wybór wykończenia musi być dostosowany do funkcji elektrycznej lub termicznej |
W jaki sposób wymagania dotyczące tolerancji wpływają na wykonalność i strategię obróbki
Wymagania dotyczące tolerancji wpływają na wykonalność, określając dopuszczalny zakres zmienności procesu. W przypadku miedzi zmienność ta może wynikać ze zużycia narzędzi, zadziorów, odkształceń spowodowanych mocowaniem, ciepła oraz stosowanej metody kontroli.
Wykonalność tolerancji należy oceniać na podstawie typu elementu, strategii punktu odniesienia oraz warunków pomiaru, a nie na podstawie jednej ogólnej wartości liczbowej. Cienkie ścianki, położenie otworów w pobliżu krawędzi, płaskość powierzchni styku, elementy gwintowane oraz wymiary tworzone w ramach wielu ustawień wiążą się zazwyczaj z większym ryzykiem w przypadku miedzi. Kryteria akceptacji należy zdefiniować dla stanu po usunięciu zadziorów i oczyszczeniu, tak aby usunięcie zadziorów lub pozostałości powierzchniowe nie zafałszowały wyników kontroli.
Co wpływa na czas realizacji niestandardowych prototypów miedzianych i małych serii?
Czas realizacji zależy zazwyczaj od dostępności materiałów, czasu oczekiwania w kolejce, stopnia złożoności przygotowania, nakładu pracy związanego z gratowaniem, metody kontroli oraz ewentualnych zewnętrznych etapów wykańczania. W przypadku prototypów czas realizacji jest często uzależniony od przeglądu technicznego i kontroli pierwszego egzemplarza, natomiast w przypadku seryjnych partii zależy on w większym stopniu od dostępnych mocy produkcyjnych i przebiegu procesów wykańczania. Części wymagające ostrożnego obchodzenia się z uwagi na obecność zadziorów, powlekane powierzchnie stykowe lub trudny dostęp do pomiarów powinny zostać poddane wczesnej weryfikacji.
Produkcja małoseryjna może przebiegać sprawnie, gdy projekt jest jasny, materiał jest dostępny, a wymagania kontrolne są ograniczone. Może się ona jednak spowolnić, gdy rysunki są niekompletne, tolerancje niejasne lub wymagania dotyczące wykończenia nie są określone.
Zastosowania i przykłady wykorzystania niestandardowych elementów miedzianych obrabianych metodą CNC
Niestandardowe elementy miedziane obrabiane metodą CNC znajdują zastosowanie w sytuacjach, gdy konieczne jest połączenie właściwości elektrycznych, termicznych lub materiałowych z określoną geometrią. Proces ten jest powszechnie stosowany w elektronice, systemach energetycznych, przemyśle lotniczym i kosmicznym, urządzeniach medycznych oraz przy produkcji prototypów.
Wybór materiału i procesu powinien zależeć od przeznaczenia. Szyna zbiorcza, radiator, element urządzenia medycznego i prototypowe złącze mogą być wykonane z miedzi, ale nie charakteryzują się tym samym profilem ryzyka.
Złącza elektryczne, szyny zbiorcze, zaciski i bloki przewodzące
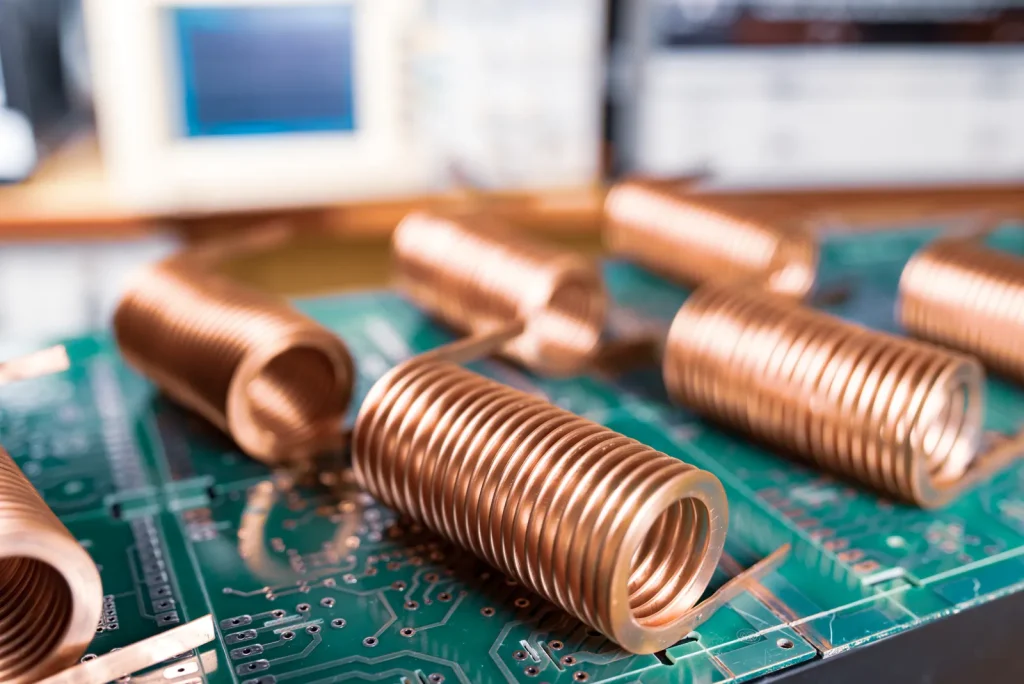
Złącza elektryczne, szyny zbiorcze, zaciski i bloki przewodzące to typowe przykłady zastosowań obróbki CNC miedzi na zamówienie. Elementy te wymagają precyzyjnie wytyczonych ścieżek przepływu prądu, dokładnego rozmieszczenia otworów, gładkich krawędzi oraz odpowiednich powierzchni stykowych.
Do produkcji tych elementów często rozważa się zastosowanie miedzi C110, ponieważ ważna jest tu przewodność. W przypadku trudniejszych operacji obróbki skrawaniem oraz gdy pozwalają na to wymagania elektryczne, można rozważyć zastosowanie miedzi tellurowej. Kluczowe znaczenie ma kontrola zadziorów, ponieważ mogą one zakłócać dopasowanie i styk.
Miedziane elementy wymiany ciepła, radiatory i materiały termoprzewodzące
Miedziane elementy służące do wymiany ciepła wykorzystują właściwości termiczne miedzi w połączeniu z precyzyjnie obrobioną geometrią. Przykłady obejmują radiatory, płyty chłodzące, rozpraszacze ciepła oraz bloki styku.
W przypadku tych elementów płaskość, jakość wykończenia powierzchni i czystość mogą mieć większe znaczenie niż wygląd. Głębokie żebra, cienkie ścianki i wąskie kanały mogą zwiększać ryzyko odkształceń i powstawania zadziorów. Obróbka 5-osiowa może okazać się pomocna, gdy elementy termiczne są ustawione pod kątem lub rozmieszczone na kilku powierzchniach.
Elementy miedziane dla przemysłu medycznego, lotniczego, elektronicznego oraz prototypowe
Elementy miedziane stosowane w medycynie, lotnictwie, elektronice oraz prototypach często wymagają odpowiedniej dokumentacji i starannej kontroli. Elementy te mogą być wykorzystywane w urządzeniach, oprzyrządowaniu, instalacjach elektrycznych lub sprzęcie testowym.
W przypadku części medycznych i lotniczych nabywcy powinni sprawdzić systemy jakości, identyfikowalność, metody kontroli oraz certyfikaty materiałów. W przypadku prototypów elektronicznych szybkość może mieć znaczenie, ale projekt musi być na tyle szczegółowy, aby umożliwić kontrolę nad zadziorami, wykończeniem i przewodnością.
Struktura studium przypadku: problem → wybór materiału/procesu → wyzwanie związane z obróbką → wynik kontroli
Przydatne studium przypadku dotyczące obróbki miedzi metodą CNC nie powinno przypominać opowieści o sukcesie pozbawionej szczegółów technicznych. Powinno ono przedstawiać problem inżynieryjny, powody wyboru materiału i procesu, wyzwania związane z obróbką oraz wyniki kontroli.
Na przykład w przypadku obudowy z bloku przewodzącego określono by przebieg prądu i wymagania montażowe, wyjaśniono, dlaczego wybrano materiał C110 lub C101, wskazano, że wyzwaniem podczas obróbki były zadziory lub płaskość powierzchni, oraz przedstawiono, w jaki sposób kontrola potwierdziła właściwości funkcjonalne. W przypadku prototypu urządzenia medycznego wyjaśniono by, dlaczego w przypadku złożonej geometrii konieczna była obróbka 5-osiowa lub wsparcie w zakresie projektowania pod kątem produkcji (DFM). W przypadku obudowy do wysokiej klasy urządzeń elektronicznych wyjaśniono by, dlaczego zastosowano szlifowanie w celu wygładzenia powierzchni po tym, jak rozmazywanie się miedzi wpłynęło na jej wykończenie.

Jak ocenić dostawcę usług obróbki miedzi metodą CNC na zamówienie
Przy wyborze dostawcy należy skupić się na kompetencjach związanych konkretnie z obróbką miedzi. Zakład może dobrze radzić sobie z obróbką aluminium i stali, ale mimo to mieć problemy z zadziorami na czystej miedzi, przywieraniem narzędzi lub odkształcaniem cienkich ścianek.
Nabywca powinien zapytać, w jaki sposób dostawca ocenia gatunki miedzi, planuje mocowanie obrabianych elementów, kontroluje powstawanie zadziorów, zajmuje się wykańczaniem oraz dokumentuje wyniki kontroli. Dostawca nie musi ujawniać wszystkich wewnętrznych metod, powinien jednak być w stanie wyjaśnić logikę tych procesów.
Jakie doświadczenie w obróbce miedzi powinni sprawdzić nabywcy?
Nabywcy powinni sprawdzić doświadczenie dostawcy w zakresie konkretnego gatunku miedzi i typu elementu. Doświadczenie w zakresie szyn zbiorczych C110 nie oznacza automatycznie, że dostawca jest w stanie wykonać cienkościenne elementy termiczne z miedzi C101 lub małe styki z miedzi tellurowej.
Warto zapytać, czy dostawca miał już do czynienia z obróbką podobnych gatunków miedzi, podobnych grubości ścianek, podobnych układów otworów oraz podobnych wymagań dotyczących wykończenia. Nabywca powinien również sprawdzić, czy plan procesu obejmuje gratowanie i kontrolę jakości.
Lista kontrolna możliwości dostawcy: gatunki materiałów, procesy, kontrola jakości, projektowanie pod kątem produkcji (DFM), wykończenie, dokumentacja
Praktyczna lista kontrolna dostawców powinna zawierać:
- Obsługiwane gatunki miedzi, w tym C101, C110 oraz stopy miedzi o ulepszonej obrabialności.
- Frezowanie CNC, toczenie, wiercenie, szlifowanie oraz, w stosownych przypadkach, obróbka 5-osiowa.
- Doświadczenie w zakresie elementów miedzianych podatnych na powstawanie zadziorów.
- Metody mocowania elementów z miękkiej lub cienkiej miedzi.
- Analiza DFM pod kątem grubości ścianek, narożników wewnętrznych, wyjść otworów i szczelin.
- Opcje wykończenia powierzchni lub obróbki elementów elektrycznych i termicznych.
- Metody kontroli zgodne z rysunkiem.
- W razie potrzeby certyfikacja materiałów i identyfikowalność.
- Dokumentacja systemu jakości, jeśli wymaga tego przeznaczenie produktu.
Macierz decyzyjna: frezowanie vs toczenie vs szlifowanie vs elektroerozja vs obróbka 5-osiowa CNC
| Potrzebna część | Frezowanie | Obrót | Szlifowanie | EDM | 5-osiowe CNC |
|---|---|---|---|---|---|
| Płaska płyta przewodząca | Mocne dopasowanie | Ograniczony | Przydatne do wykończenia | Ograniczone zastosowanie | Zazwyczaj nie jest to konieczne |
| Okrągły zacisk lub kołek | Funkcje dodatkowe | Mocne dopasowanie | Możliwe wykończenia | Ograniczone zastosowanie | Zazwyczaj nie jest to konieczne |
| Gładka warstwa termoprzewodząca | Obróbka zgrubna lub wykańczająca | Jeśli okrągły | Doskonała opcja wykończenia | Ograniczone zastosowanie | To zależy od geometrii |
| Skomplikowana konstrukcja wewnętrzna | Czasami jest to możliwe | Ograniczony | Ograniczony | Mocne dopasowanie | Dopasowanie idealne, o ile produkt jest dostępny |
| Wieloboczna, złożona geometria | Możliwe przy określonych konfiguracjach | Ograniczony | Tylko wykończenie | W razie potrzeby proszę o więcej szczegółów | Mocne dopasowanie |
| Otwory lub szczeliny podatne na zadziory | Często występujące, ale wymagają kontroli | W przypadku elementów osiowych | Nie jest to najważniejsze | Może zmniejszyć problemy związane z siłą cięcia | Może poprawić dostęp |
Matryca ta powinna służyć jako wskazówka przy wyborze procesu, a nie zastępować analizę procesu produkcyjnego. Najlepszym rozwiązaniem jest często połączenie kilku procesów, takich jak frezowanie i wiercenie, toczenie i frezowanie lub frezowanie i szlifowanie.
Źródła, na które należy się powołać: normy ISO/systemy jakości, normy kontroli, certyfikaty materiałów
W ocenie dostawców należy w miarę możliwości opierać się na uznanych normach. Systemy jakości zgodne z normami ISO mogą wspierać kontrolę procesów. Normy dotyczące kontroli jakości oraz normy rysunków technicznych pomagają określić sposób interpretacji wymiarów. Certyfikaty materiałów pomagają potwierdzić określoną gatunkowość i stan miedzi.
W przypadku zastosowań podlegających regulacjom lub wiążących się z wysokim ryzykiem dokumentację należy uzgodnić przed rozpoczęciem produkcji. Może ona obejmować certyfikaty materiałowe, raporty z kontroli, system kontroli wersji oraz dokumentację dotyczącą identyfikowalności.
Wnioski
Obróbka miedzi metodą CNC na zamówienie sprawdza się w sytuacjach, gdy element miedziany musi charakteryzować się zarówno odpowiednimi właściwościami materiałowymi, jak i precyzyjnie określoną geometrią. Rozwiązanie to doskonale nadaje się do produkcji złączy elektrycznych, szyn zbiorczych, zacisków, bloków przewodzących, elementów służących do wymiany ciepła oraz prototypów.
Głównymi zagrożeniami są miękkość miedzi, powstawanie zadziorów, przywieranie narzędzi, skutki termiczne na powierzchni oraz odkształcenia w cienkich lub słabych miejscach. Zagrożeniami tymi można zarządzać poprzez wspólną analizę projektu, gatunku materiału, schematu technologicznego, planu usuwania zadziorów oraz metody kontroli.
Z obróbki CNC należy korzystać, gdy element wymaga precyzyjnych cech, powtarzalnej geometrii lub elastyczności w zakresie prototypowania.
Obróbka miedzi metodą CNC na zamówienie zazwyczaj nie jest dobrym rozwiązaniem, gdy element ma prosty profil produkowany w dużych ilościach, do którego lepiej nadaje się tłoczenie lub cięcie laserowe z dodatkowymi operacjami obróbczymi; gdy niepodparte żebra lub ścianki są zbyt kruche, by można je było prawidłowo zamocować w uchwycie; gdy do elementów wewnętrznych nie można dotrzeć przy użyciu realistycznego oprzyrządowania; lub gdy wymagania dotyczące powierzchni styku są sprzeczne z wybranym gatunkiem materiału, procesu lub wykończenia. Części spełniające te warunki należy traktować jako obarczone wysokim ryzykiem i przed dopuszczeniem do produkcji należy rozważyć alternatywne metody wytwarzania.
FAQ
Czy obróbka miedzi metodą CNC jest trudna?
Miedź nie należy do najtrudniejszych w obróbce metali, jednak wymaga starannego przygotowania, aby osiągnąć stabilne wyniki w niestandardowych projektach obróbki miedzi metodą CNC. Ponieważ materiał ten jest miękki i bardzo plastyczny, może przyklejać się do narzędzi skrawających i tworzyć długie wióry, które negatywnie wpływają na dokładność i jakość powierzchni. Producenci zazwyczaj rozwiązują te problemy, stosując ostre narzędzia z węglików spiekanych, odpowiedni przepływ chłodziwa oraz zoptymalizowane ustawienia wrzeciona. W produkcji przemysłowej powszechnie stosuje się również stopy zaprojektowane z myślą o lepszej skrawalności, zwłaszcza gdy firmy potrzebują stałych tolerancji i wydajnych czasów cyklu przy produkcji części w dużych ilościach.
Jak zapobiegać powstawaniu zadziorów podczas obróbki miedzi?
Zapobieganie powstawaniu zadziorów podczas frezowania miedzi metodą CNC zaczyna się od stosowania ostrych narzędzi skrawających oraz utrzymania stabilnych parametrów skrawania przez cały czas trwania operacji. Miękkie metale mają tendencję do odkształcania się wzdłuż krawędzi, jeśli prędkości posuwu są zbyt wysokie lub jeśli narzędzie zaczyna ocierać się o materiał zamiast wykonywać czyste cięcie. Odpowiednie smarowanie pomaga zmniejszyć tarcie i poprawia odprowadzanie wiórów, natomiast frezowanie w górę często zapewnia gładszą jakość krawędzi. Wiele zakładów stosuje również na końcowym etapie lekki proces wykańczania lub gratowania, aby zapewnić czystsze powierzchnie elementów gotowych do montażu.
Jaki stop miedzi najlepiej nadaje się do elementów elektrycznych?
Wybór najlepszego materiału na elementy przewodzące prąd zależy od równowagi między przewodnością, wytrzymałością i obrabialnością wymaganymi w danym zastosowaniu. Czyste gatunki miedzi wybiera się zazwyczaj wtedy, gdy potrzebny jest maksymalny przepływ prądu, natomiast specjalistyczne stopy są preferowane ze względu na większą wydajność produkcji i trwałość. Wielu producentów decyduje się na obróbkę miedzi tellurowej, ponieważ zapewnia ona łatwiejszą kontrolę wiórów i szybszą obróbkę bez zbytniego obniżania przewodności. Wytrzymalsze stopy stosuje się również w złączach, zaciskach i systemach o wysokiej wydajności, gdzie oprócz parametrów elektrycznych istotna jest również niezawodność mechaniczna.
Jak zachować tolerancje podczas frezowania miedzi?
Utrzymanie wąskich tolerancji podczas produkcji precyzyjnych elementów miedzianych obrabianych metodą CNC wymaga sztywnego ustawienia maszyn, stabilnego oprzyrządowania oraz starannie kontrolowanych przejść wykańczających. Ponieważ miedź może ulegać odkształceniom pod wpływem nacisku skrawania, operatorzy często usuwają materiał stopniowo, a na koniec wykonują lekkie przejście wykańczające w celu zapewnienia dokładności wymiarowej. Równomierne podawanie chłodziwa pomaga kontrolować temperaturę podczas dłuższych serii produkcyjnych, a redukcja drgań poprawia powtarzalność wyników w poszczególnych partiach. Kontrole jakości i pomiary międzyoperacyjne są również powszechnie stosowane w zastosowaniach wymagających bardzo dokładnych komponentów przemysłowych lub elektronicznych.
Jakie są opcje wykończenia powierzchni elementów miedzianych?
Dla elementów miedzianych typu C110 dostępnych jest kilka opcji wykończenia, w zależności od tego, czy priorytetem jest wygląd, odporność na korozję, czy też właściwości użytkowe. Standardowe powierzchnie obrabiane mechanicznie są powszechnie stosowane w przemyśle, natomiast wykończenia polerowane nadają jasny, odblaskowy wygląd, często wykorzystywany w produktach dekoracyjnych lub z wyższej półki. Śrutowanie kulkowe zapewnia delikatniejszą, matową teksturę, a wykończenia szczotkowane nadają czystszy, nowoczesny wygląd. Niektóre elementy są również pokrywane powłokami ochronnymi lub galwanizowane w celu ograniczenia utleniania i poprawy długotrwałej wytrzymałości w wymagających warunkach.
Czy miedź ulega utwardzeniu podczas obróbki skrawaniem?
Miedź może ulegać utwardzeniu podczas obróbki skrawaniem, jeśli warunki skrawania nie są odpowiednio zoptymalizowane, zwłaszcza w przypadku produkcji niestandardowych elementów z miedzi C110. Nadmierne tarcie, stępione narzędzia lub powtarzające się płytkie przeskoki mogą spowodować utwardzenie warstwy powierzchniowej i zwiększyć zużycie narzędzi podczas kolejnych operacji. Aby ograniczyć ten efekt, operatorzy maszyn zazwyczaj utrzymują ciągłość cięcia przy użyciu ostrych narzędzi i stabilnych prędkości posuwu. Odpowiednie smarowanie oraz kontrolowane strategie obróbki pomagają zachować jakość powierzchni, poprawiając jednocześnie spójność wyników w zastosowaniach wymagających precyzyjnej produkcji.
Referencje
https://www.astm.org/b0152_b0152m-19.html
https://www.astm.org/b0187_b0187m-20.html
https://www.iso.org/standard/62085.html
https://www.asme.org/codes-standards/find-codes-standards/y14-5-dimensioning-tolerancing