Le service d'usinage CNC sur mesure du cuivre est utilisé lorsqu'une pièce en cuivre doit allier précision géométrique et performances électriques ou thermiques. Parmi les pièces typiques, on trouve les barres omnibus, les bornes, les blocs conducteurs, les connecteurs électriques, les pièces de transfert thermique et les prototypes destinés aux équipements électroniques, aérospatiaux, médicaux et industriels. Selon ASTM Les produits B152/B152M, sous forme de tôles, bandes, plaques et barres en cuivre laminé, sont couramment utilisés dans les applications industrielles nécessitant une conductivité élevée.
La question n'est pas seulement de savoir si une machine à commande numérique peut usiner le cuivre. Il convient plutôt de se demander si la conception, la nuance de cuivre, les tolérances, la finition et le plan de contrôle sont adaptés au comportement du matériau. Le cuivre est un matériau tendre, ductile et conducteur, qui a tendance à laisser des traces et à former des bavures. Ces caractéristiques sont utiles en application, mais peuvent rendre l'usinage moins stable que celui de l'aluminium ou du laiton à usinage facile.
Pour un ingénieur ou un responsable des achats techniques, le processus d'évaluation devrait se dérouler dans l'ordre suivant :
- Vérifiez que la géométrie peut être usinée sans générer de bavures excessives, de déformation ou de risque lié au serrage de la pièce.
- Choisissez la nuance de cuivre en fonction de la conductivité, de l'usinabilité et des exigences liées à l'utilisation finale.
- Choisissez le parcours de traitement : fraisage, tournant, forage, broyage, EDM, ou une machine CNC à 5 axes.
- Passer en revue les exigences en matière de tolérance, de finition, d'ébavurage et de contrôle.
- Vérifiez si le fournisseur dispose d'une véritable expérience dans l'usinage du cuivre, et pas seulement de compétences générales en matière de CNC.
Ce guide se concentre sur ces décisions. Il évite de mentionner des tolérances, des coûts ou des délais de livraison non étayés, car les résultats de l'usinage du cuivre dépendent fortement de la nuance, de la géométrie, de l'outillage, du réglage et de la méthode d'inspection.

Qu'est-ce que l'usinage CNC sur mesure du cuivre et pourquoi est-ce important ?
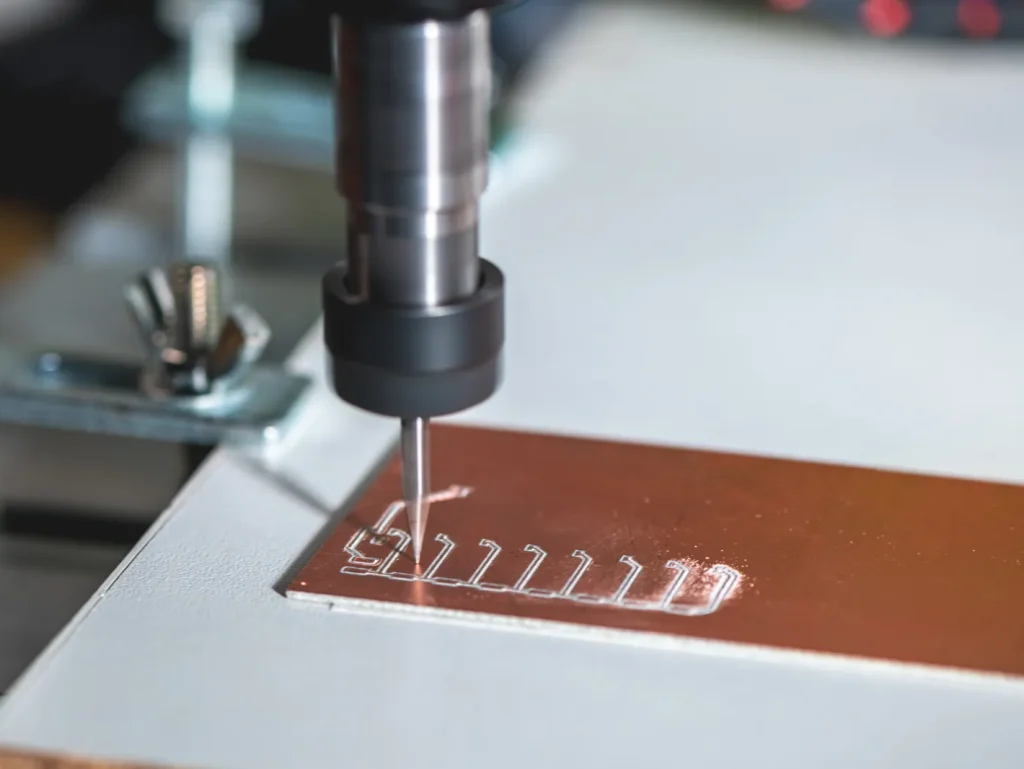
L'usinage CNC sur mesure du cuivre consiste à retirer de manière contrôlée de la matière de cuivre à l'aide d'équipements commandés par ordinateur. Un modèle CAO ou un dessin définit la forme finale. Des programmes CNC guident ensuite les outils de coupe sur la pièce en cuivre afin de réaliser des trous, des cavités, des fentes, des faces, des profils, des filetages et des surfaces complexes.
C'est important car de nombreuses pièces usinées en cuivre ne peuvent pas être remplacées par des pièces standard génériques. Un connecteur peut nécessiter une surface de contact précise. Une barre omnibus peut nécessiter des trous de fixation spécifiques, des courbures ou des évidements fraisés. Une interface thermique peut nécessiter une planéité et un état de surface contrôlés. Un prototype peut nécessiter une ou plusieurs pièces fonctionnelles avant que les décisions relatives à l'outillage ou à la production ne soient prises.
Le principal avantage de l'usinage CNC du cuivre réside dans la possibilité de façonner de manière reproductible des pièces conductrices et thermiques sans avoir recours à des matrices de formage ou à des outils de moulage spécifiques. Le principal risque réside dans le fait que le cuivre ne se coupe pas toujours proprement. La conception doit donc tenir compte des arêtes susceptibles de présenter des bavures, du contrôle des copeaux, du collage de l'outil, du transfert de chaleur et des déformations éventuelles.
Le rôle de l'usinage CNC sur mesure du cuivre dans la production de pièces de précision
L'usinage CNC sur mesure du cuivre est particulièrement adapté lorsque la pièce présente des caractéristiques nécessitant une géométrie contrôlée après la préparation de la matière première. Ces caractéristiques peuvent inclure des poches fraisées, des réseaux de trous percés, des trous taraudés, des lamages, des faces d'ajustement serré, des rainures de connexion, des canaux de refroidissement ou des surfaces de contact planes.
Ce procédé est souvent utilisé pour les prototypes et les petites séries, car la mise en œuvre peut s'appuyer sur des fichiers numériques et des formes standard disponibles en stock, ce qui permet aux fabricants de fournir dès aujourd'hui des pièces en cuivre fonctionnelles avec des cycles de développement plus courts. Il est également utilisé en production lorsque la géométrie est trop spécifique pour les produits en cuivre disponibles en stock ou lorsqu'un post-traitement est nécessaire après la découpe, le formage ou l'extrusion.
Ce procédé s'avère particulièrement pertinent lorsque la pièce doit conserver les propriétés électriques ou thermiques du cuivre. Par exemple, un bloc conducteur peut nécessiter à la fois un chemin de passage du courant et des trous de fixation positionnés avec précision. Un composant de transfert thermique peut quant à lui nécessiter de larges surfaces de contact et des arêtes nettes. Dans ces cas-là, le plan d'usinage doit préserver à la fois les cotes et les surfaces fonctionnelles.
Fraisage, tournage, perçage, rectification et usinage 5 axes par commande numérique pour les pièces en cuivre
Le fraisage CNC est largement utilisé pour la fabrication de pièces en cuivre présentant des faces planes, des poches, des rainures, des contours et des perçages. Il est couramment utilisé pour les plaques de connexion, les éléments de barres omnibus, les blocs de transfert thermique et les boîtiers de prototypes. Le fraisage permet d'enlever de la matière sur plusieurs faces, mais chaque réglage comporte un risque lié au serrage et à l'alignement de la pièce.
Le tournage CNC est privilégié pour les pièces rondes en cuivre telles que les broches, les bagues, les manchons, les bornes et les contacts cylindriques. Lorsque la géométrie principale est de type rotatif, le tournage s'avère généralement plus direct que le fraisage, car la pièce tourne tandis que l'outil usine le diamètre extérieur, le diamètre intérieur, les rainures et les faces.
Le perçage est utilisé pour réaliser des trous de passage, des trous filetés, des trous de passage traversants et des éléments de fixation. La ductilité du cuivre peut entraîner la formation de longs copeaux ou de bavures à la sortie des trous ; il convient donc d'accorder une attention particulière à la géométrie du foret, au liquide de refroidissement et à la stratégie de perçage par à-coups.
Le meulage permet d'obtenir des surfaces plus lisses et un contrôle plus précis après l'usinage, en particulier lorsque la tendance du cuivre à laisser des traces rend difficile la finition nette des surfaces fraisées. On utilise souvent des abrasifs fins et une pression contrôlée pour éviter l'encrassement, les marques de chaleur ou la déformation.
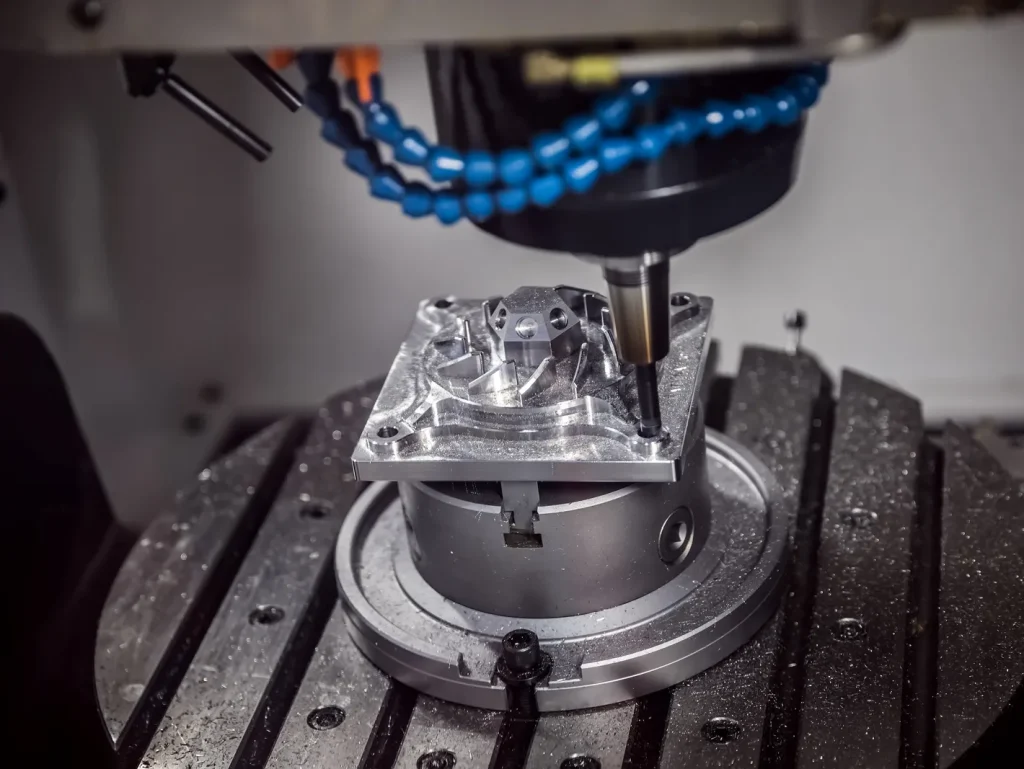
L'usinage CNC à 5 axes permet de traiter des géométries complexes en cuivre en autorisant l'outil à aborder la pièce sous plusieurs angles. Il permet de réduire le nombre de réglages pour les pièces présentant des éléments inclinés, des contre-dépouilles, des surfaces composées ou des éléments répartis sur plusieurs faces. Cette technique n'est pas systématiquement la meilleure solution pour toutes les pièces en cuivre, mais elle peut réduire les erreurs de réglage et le risque de rebut lorsque la géométrie est complexe.
Usinage CNC, électroérosion, découpe laser et usinage manuel des composants en cuivre — Tableau
| Méthode | Où il s'insère | Épaisseurs des pièces en cuivre | Principaux risques ou contraintes |
|---|---|---|---|
| Fraisage / tournage CNC | Pièces en cuivre sur mesure en général, blocs, connecteurs, broches, bornes | Géométrie flexible, caractéristiques reproductibles, adapté aux prototypes et aux petites séries | Bavures, grippage de l'outil, évacuation des copeaux, déformation des sections minces |
| Perçage CNC | Dispositions des trous, trous de fixation, trous filetés | Un positionnement précis des trous lorsque la configuration est contrôlée | Élimination des bavures, accumulation de copeaux, usure des outils, problèmes de finition des parois des alésages |
| Rectification CNC | Planéité, surfaces lisses, opérations de finition | Permet d'améliorer la finition de surface et le contrôle après l'usinage | Nécessite de choisir avec soin la pression et l'abrasif afin d'éviter les traces de frottement ou les effets de la chaleur |
| CNC à 5 axes | Pièces complexes présentant des angles ou des arêtes multiples | Moins de réglages, un meilleur accès aux géométries complexes | Complexité accrue de la programmation et de la configuration ; non nécessaire pour les pièces simples |
| EDM | Éléments complexes ou détails difficiles à usiner | Permet de réaliser des formes complexes sans force de coupe | Plus lent et généralement plus coûteux ; nécessite l'utilisation d'un matériau conducteur |
| Découpe au laser | Profilés plats à partir de tôles ou de plaques | Idéal pour les contours en 2D et la découpe rapide | Il convient de vérifier la qualité des arêtes, les effets thermiques et les contraintes d'épaisseur |
| Usinage manuel | Simples ajustements ponctuels | Utile pour les travaux peu complexes ou les ajustements | Une répétabilité moindre et des résultats davantage tributaires de l'opérateur |
Références à citer : fiches techniques des matériaux, guides d'usinage du secteur, organismes de normalisation
Les décisions relatives à l'usinage CNC du cuivre doivent s'appuyer sur des références traçables en matière de matériaux et de qualité. Les fiches techniques des matériaux permettent de vérifier la nuance, la pureté, l'état de trempe et le comportement attendu. Les organismes de normalisation définissent les spécifications des matériaux, les systèmes qualité et la terminologie relative aux contrôles.
Pour l'examen par l'acheteur, les types de références pertinents comprennent les spécifications techniques du cuivre, les normes relatives aux plans cotés, les normes de gestion de la qualité, les normes relatives aux systèmes d'inspection et les normes d'accréditation des laboratoires. Ces documents ne remplacent pas l'examen technique, mais ils permettent de réduire les ambiguïtés entre l'acheteur et le fournisseur.
Faisabilité : la pièce en cuivre peut-elle être usinée de manière fiable ?
La faisabilité de l'usinage CNC sur mesure du cuivre dépend de l'interaction entre la conception, la nuance du matériau, la forme de la pièce brute, la configuration de l'usinage et les exigences en matière de contrôle qualité. Un simple bloc de cuivre percé de trous est généralement plus facile à usiner qu'une pièce en cuivre à parois minces comportant des rainures profondes, des angles internes aigus et des arêtes sensibles aux bavures.
Le cuivre est souvent considéré comme difficile à usiner en raison de sa tendreté et de sa ductilité. Il peut s'étaler au lieu de se briser en copeaux nets. Il peut former des bavures sur les arêtes. Il peut adhérer aux outils si la chaleur et l'évacuation des copeaux ne sont pas maîtrisées. Ces problèmes ne rendent pas le cuivre impossible à usiner, mais ils influencent les choix de conception et la planification des processus.
Considérations de conception pour l'usinage de composants en cuivre à haute conductivité
Les considérations de conception relatives à l'usinage de composants en cuivre à haute conductivité commencent par la fonction de la pièce. Si celle-ci est destinée à conduire le courant, la surface de contact, l'emplacement des trous et les surfaces d'accouplement sont des éléments importants. Si la pièce sert à dissiper la chaleur, la planéité, l'état de surface et la pression de contact peuvent s'avérer plus importants que l'aspect esthétique.
Les nuances de cuivre à haute conductivité sont souvent moins faciles à usiner que les alliages de cuivre à usinage facile. Cela signifie que la conception doit éviter les éléments susceptibles d'augmenter le frottement, l'accumulation de copeaux ou la déchirure des bords. Les rainures profondes et étroites, les angles internes vifs, les nervures fines et les trous de très petit diamètre peuvent accroître ce risque.
L'épaisseur des parois, les angles internes, les trous, les fentes et l'état des arêtes doivent être considérés comme des facteurs de risque relatifs, et non pas simplement comme des détails de dessin. Les parois minces non soutenues, les fentes étroites et profondes ainsi que les petits trous profonds présentent un risque plus élevé, car la déformation, les limites d'évacuation des copeaux et l'état des arêtes après l'ébavurage peuvent tous modifier le résultat. La faisabilité dépend du soutien des parois, de la profondeur des éléments par rapport à leur largeur ou à leur diamètre, de l’accès de la fraise, ainsi que de la possibilité de mesurer les arêtes critiques après l’ébavurage.
Limites de l'usinage du cuivre pur pour les pièces à tolérances serrées
Les limites de l'usinage du cuivre pur pour les pièces à tolérances serrées découlent des mêmes propriétés qui font du cuivre un matériau utile. Le cuivre pur ou de haute pureté est un bon conducteur de chaleur et se déforme facilement par rapport aux métaux plus durs. Lors de l'usinage, le matériau peut s'étaler, être repoussé par l'outil ou former des bavures qui affectent les dimensions mesurées.
L'usinage du cuivre pur avec des tolérances serrées peut nécessiter un outillage plus précis, des outils de coupe plus tranchants, un serrage stable et des étapes de finition supplémentaires. L'inspection peut également requérir une attention particulière, car les bavures ou les arêtes saillantes peuvent entraîner des mesures erronées.
Le cuivre pur peut être usiné, mais il ne doit pas être traité comme un alliage à usinage facile. Lorsque le plan exige un contrôle rigoureux des cotes sur plusieurs éléments, l'acheteur doit s'attendre à une analyse DFM (conception pour la fabrication) axée sur les repères, la séquence de réglage, l'élimination des bavures et l'accès pour l'inspection.
Difficultés liées au respect des tolérances sur les composants en cuivre à parois minces
Les difficultés rencontrées pour respecter les tolérances sur les composants en cuivre à parois minces sont principalement liées à la rigidité et au serrage. Les parois minces en cuivre peuvent se déformer sous la pression de l'outil. Elles peuvent également se déplacer pendant le serrage ou subir un retour élastique après l'enlèvement de matière.
La chaleur peut aggraver le problème. Le cuivre est un bon conducteur de chaleur, mais les frottements locaux, les frottements en général ou une mauvaise évacuation des copeaux peuvent tout de même entraîner une adhérence, la formation d’un bourrelet, des traces sur la surface, un enroulement des bords ou un déplacement de la pièce. Sur les parois minces, ces effets peuvent modifier les cotes pendant l’usinage et fausser les mesures prises après l’ébavurage.
Les pièces en cuivre de faible épaisseur nécessitent un serrage soigné, un enlèvement de matière équilibré et, parfois, un usinage par étapes. Si les deux faces d'une paroi sont usinées, l'ordre d'usinage est important. Si la paroi doit rester plane, le plan doit définir clairement les repères fonctionnels et les surfaces critiques.
Liste de contrôle : CAO, épaisseur des parois, angles internes, trous, fentes et éléments susceptibles de présenter des bavures
Une vérification de faisabilité doit porter à la fois sur le modèle CAO et sur le plan. Le fichier CAO présente la forme, tandis que le plan doit définir les tolérances, les finitions, la nuance du matériau et les exigences en matière de contrôle.
Vérifiez les points suivants avant d'établir un devis ou de lancer la production :
- État du modèle CAO : Vérifiez que le modèle est complet, fermé et qu'il correspond à la révision du dessin.
- Nuance du matériau : Précisez C101, C110, cuivre au tellure ou un autre alliage de cuivre. Ne laissez pas la nuance indéterminée si la conductivité est un critère important.
- Épaisseur des parois : identifiez les parois minces, les nervures et les entretoises susceptibles de se déformer.
- Angles intérieurs : évitez les angles intérieurs trop prononcés dans lesquels une fraise rotative ne peut pas s'insérer. Prévoyez des rayons lorsque cela est possible.
- Trous : Vérifier la profondeur, le diamètre, l'état de la sortie, le taraudage et l'accès aux bavures.
- Rainures : Vérifiez les rainures profondes ou étroites pour vous assurer que les copeaux peuvent s’évacuer et que l’outil peut y accéder.
- Éléments susceptibles de présenter des bavures : marquer les arêtes où des bavures pourraient nuire à l'assemblage, au contact électrique ou à la sécurité.
- Accès pour l'inspection : assurez-vous que les caractéristiques critiques puissent être mesurées après l'ébavurage et la finition.
Choix de la nuance de cuivre pour les pièces CNC sur mesure
Le choix de la nuance de cuivre permet de trouver le juste équilibre entre conductivité, usinabilité, finition et risque lié au coût. Une nuance offrant de bonnes performances électriques peut s'avérer plus difficile à usiner. À l'inverse, une nuance qui s'usine facilement peut ne pas offrir la même conductivité qu'un cuivre de haute pureté.
Pour l'usinage CNC sur mesure du cuivre, il convient de choisir la nuance avant de planifier le processus. Changer de nuance par la suite peut avoir des répercussions sur l'outillage, la formation de bavures, l'état de surface et les performances de la pièce.
Comparaison entre le cuivre C101 et le cuivre C110 pour l'usinage CNC — Tableau
| Facteur | Cuivre C101 | Cuivre C110 |
|---|---|---|
| Description générale | Cuivre de haute pureté, exempt d'oxygène | Cuivre à haute résistance obtenu par électrolyse |
| Raison typique de l'utilisation | Hautes performances électriques et thermiques dans les applications où la pureté est essentielle | Composants électriques, barres omnibus, bornes, composants conducteurs |
| Comportement à l'usinage | Cela peut s'avérer difficile, car le cuivre de haute pureté est tendre et ductile | Également tendre et susceptible de présenter des bavures, mais largement utilisé pour les pièces électriques usinées |
| Zoom sur la conductivité | Un choix idéal lorsque la pureté est une exigence essentielle | Un choix idéal pour de nombreux composants conducteurs |
| Point de décision de l'acheteur | À utiliser lorsque l'application nécessite spécifiquement du cuivre de haute pureté | À utiliser lorsque l'application nécessite une conductivité élevée et une grande disponibilité |
Cette comparaison entre le cuivre C101 et le cuivre C110 pour l'usinage CNC ne doit pas se résumer à un seul “ meilleur ” choix. Le C101 peut être privilégié lorsque la pureté est un critère essentiel pour l'application. Le C110 est couramment utilisé pour les composants électriques, notamment les barres omnibus et les bornes, pour lesquels une conductivité élevée et une grande disponibilité sont importantes.
Quand le cuivre au tellure est plus adapté à l'usinage que le C110
Le cuivre au tellure est souvent privilégié lorsque l'usinabilité prime sur la conductivité maximale. L'ajout de tellure améliore l'évacuation des copeaux et les caractéristiques de coupe par rapport aux nuances de cuivre pur.
La question de savoir dans quels cas le cuivre au tellure est préférable au C110 pour l'usinage dépend de la pièce concernée. Il peut s'avérer plus adapté aux pièces de petite taille, à géométrie complexe ou produites en grande série, pour lesquelles le contrôle des bavures, la durée de vie des outils et la stabilité du cycle de production sont des critères importants. En revanche, il n'est peut-être pas le choix le plus approprié lorsque la pièce doit répondre à des exigences de conductivité très élevées.
Il s'agit là d'un compromis classique entre la conductivité et l'usinabilité des alliages de cuivre. L'acheteur doit vérifier si les exigences électriques ou thermiques permettent d'opter pour un alliage de cuivre présentant une meilleure usinabilité.
Meilleure qualité de cuivre pour l'usinage des barres omnibus et la conductivité
La meilleure nuance de cuivre pour l'usinage et la conductivité des barres omnibus est souvent un cuivre à haute conductivité, tel que le C110, sauf si la conception ou le cahier des charges impose une autre nuance. Les barres omnibus doivent généralement garantir une circulation efficace du courant, un positionnement stable des trous, des surfaces de contact propres et des arêtes bien définies.
En ce qui concerne l'usinage des barres omnibus, les principaux risques sont la formation de bavures autour des trous, la déformation des bords et l'état de surface au niveau des zones de contact. Si la barre omnibus comporte des cavités, des fentes ou des éléments de fixation complexes, l'usinabilité revêt une importance accrue. Si la conductivité est l'exigence principale, le choix d'une autre nuance doit être examiné avec soin.
Comment la pureté du cuivre influe sur l'usinabilité et les performances des pièces
L'influence de la pureté du cuivre sur l'usinabilité et les performances des pièces est un critère essentiel dans le choix de la nuance. Un cuivre de plus grande pureté offre généralement de meilleures performances électriques et thermiques, mais il peut se révéler plus tendre et plus ductile lors de l'usinage. Cela peut accroître les risques de bavures, de formation de résidus et d'adhérence de l'outil.
Les nuances de cuivre de moindre pureté ou alliées peuvent permettre une coupe plus nette, car les copeaux se brisent plus facilement. En contrepartie, leur conductivité peut être inférieure à celle des nuances de cuivre pur. C'est pourquoi le choix du matériau doit d'abord tenir compte de la fonction de la pièce, et pas uniquement de la méthode d'usinage.
Comment fonctionne l'usinage CNC sur mesure du cuivre
L'usinage CNC sur mesure du cuivre commence par une étude de conception et se termine par un contrôle qualité. Le processus d'usinage peut sembler simple vu de l'extérieur, mais les pièces en cuivre nécessitent souvent une planification minutieuse, car ce matériau peut laisser des traces, s'accrocher et se déformer.
Le choix du processus de fabrication dépend de la forme. Une borne tournée, une barre omnibus fraisée, une plaque conductrice percée et une interface thermique usinée peuvent toutes être réalisées en cuivre, mais elles nécessitent chacune une logique de configuration différente.
Quand le tournage CNC est préférable au fraisage pour les pièces en cuivre
Lorsque le tournage CNC est privilégié par rapport au fraisage pour les pièces en cuivre, celles-ci sont généralement rondes ou presque rondes. On peut citer comme exemples les goupilles, les manchons, les bornes filetées, les contacts cylindriques et les douilles. Le tournage permet de maintenir la géométrie centrée autour de la broche, ce qui peut s'avérer efficace pour les diamètres, les rainures, les alésages et les faces.
Il est toujours possible d'ajouter une opération de fraisage après le tournage si la pièce doit comporter des méplats, des alésages transversaux ou des rainures. Dans de nombreux cas, la meilleure méthode ne consiste pas à recourir uniquement au fraisage ou au tournage, mais à mettre en place une séquence d'opérations qui réduit le nombre de réglages et garantit la stabilité du repère le plus critique.
Comment l'usinage CNC à 5 axes permet de réaliser des géométries complexes en cuivre
L'usinage CNC à 5 axes permet de réaliser des géométries complexes en cuivre en autorisant la fraise à s'approcher de la pièce sous différents angles sans avoir à la repositionner manuellement à plusieurs reprises. Cela peut s'avérer utile lorsqu'une pièce en cuivre présente des trous inclinés, des surfaces composées, des éléments sur plusieurs faces ou des zones difficiles d'accès.
La question principale est de savoir si la géométrie justifie l'effort supplémentaire en termes de programmation et de réglage. Pour un simple jeu de barres plat, l'usinage 5 axes n'apporte peut-être qu'une valeur ajoutée minime. En revanche, pour une pièce compacte de transfert thermique en cuivre comportant des canaux inclinés et des éléments sur plusieurs faces, il peut permettre de réduire le nombre de réglages et le risque d'alignement.
Principes relatifs aux trajectoires d'usinage, au liquide de refroidissement, à l'évacuation des copeaux et au serrage des pièces
L'usinage du cuivre repose en grande partie sur l'utilisation d'outils bien affûtés, un engagement contrôlé et l'évacuation des copeaux. Si des copeaux restent dans la zone d'usinage, ils peuvent frotter, se souder ou s'accumuler dans les contours. Cela génère de la chaleur et peut endommager la finition.
Les trajectoires d'usinage doivent éviter tout frottement excessif et favoriser un écoulement régulier des copeaux. Le liquide de refroidissement ou la lubrification contribuent à réduire les frottements et à évacuer les copeaux de la zone de coupe. Le système de serrage doit maintenir la pièce sans écraser ni déformer ses surfaces en cuivre tendre.
Pour éviter que l'outil ne colle lors de l'usinage CNC du cuivre, il faut respecter les mêmes principes : des arêtes de coupe bien affûtées, des avances et des vitesses adaptées, un fluide de refroidissement stable, un dégagement suffisant pour les copeaux, et éviter que l'outil ne reste immobile à un endroit où il frotte au lieu de couper.
Schéma du processus : vérification CAO → conception pour la fabrication (DFM) → mise en place → usinage → ébavurage → contrôle
Un processus type d'usinage CNC sur mesure du cuivre peut se présenter comme suit :
Vérification CAO → Vérification DFM → Choix des matériaux → Planification de la mise en place → Usinage → Ébavurage → Traitement de surface si nécessaire → Contrôle → Documentation
L'analyse DFM est importante car elle permet de détecter les problèmes avant le début de l'usinage. Les pièces en cuivre nécessitent souvent un ébavurage planifié, et pas seulement un nettoyage après usinage. L'inspection doit avoir lieu après l'ébavurage si les bavures affectent les caractéristiques mesurées.
Avantages, limites et compromis techniques
Le principal avantage de l'usinage CNC sur mesure du cuivre réside dans sa capacité à produire des pièces en cuivre précises et fonctionnelles sans recourir à des outils de formage spécifiques. Cette technique offre une grande flexibilité pour la réalisation de prototypes, de petites séries et de composants techniques présentant des caractéristiques spécifiques.
La principale contrainte réside dans le fait que les propriétés intéressantes du cuivre peuvent nuire à la stabilité de l'usinage. Sa tendreté, sa ductilité, sa conductivité élevée et la réactivité de sa surface ont toutes une incidence sur la planification du processus.
Compromis entre la conductivité et l'usinabilité des alliages de cuivre
Le choix entre la conductivité et l'usinabilité des alliages de cuivre constitue souvent la première décision à prendre en matière de sélection des matériaux. Les nuances de cuivre de haute pureté offrent de meilleures performances électriques et thermiques, mais elles sont plus difficiles à usiner proprement. Les alliages de cuivre à usinage facile se découpent mieux, mais peuvent présenter une conductivité réduite.
Pour les connecteurs électriques et les barres omnibus, la conductivité est souvent prioritaire. Pour les petites pièces de précision où le contrôle des copeaux est essentiel, il peut être intéressant d’envisager un alliage plus facile à usiner. Le plan de la pièce doit préciser la nuance de matériau requise ou les exigences de performance, afin que le fournisseur ne fasse pas de mauvais compromis.
Influence de la ductilité du cuivre sur la précision du fraisage CNC
L'impact de la malléabilité du cuivre sur la précision du fraisage CNC se manifeste de plusieurs façons. Le cuivre peut s'éloigner de la fraise, s'étaler sur les bords et former des bavures qui modifient les dimensions mesurées. La pression de serrage peut également marquer ou déformer les surfaces tendres.
La tendreté n'est pas seulement un problème lié à l'usinage. Elle influe sur la manipulation, le serrage, l'ébavurage et le contrôle. Pour les caractéristiques critiques, le plan d'usinage doit préciser comment la pièce est maintenue et comment les bavures sont éliminées sans modifier la géométrie de la pièce.
Comment l'accumulation de chaleur affecte l'usinage de précision du cuivre
L'influence de l'accumulation de chaleur sur l'usinage de précision du cuivre est liée au frottement et à l'évacuation des copeaux. Le cuivre est un bon conducteur de chaleur, mais des conditions d'usinage défavorables peuvent néanmoins entraîner une accumulation locale de chaleur au niveau du tranchant de l'outil. Cela peut accroître le risque de maculage, la surcharge de l'outil et les dommages à la surface.
L'accumulation de chaleur est également liée au grippage de l'outil. Si l'outil frotte au lieu de couper, du cuivre peut adhérer à l'arête de coupe. Lorsque cela se produit, la géométrie de l'outil se modifie et la précision peut en pâtir. Le liquide de refroidissement, l'évacuation des copeaux et le tranchant de l'outil contribuent à assurer la stabilité du processus.
Pourquoi la conductivité électrique diminue-t-elle après l'usinage du cuivre ?
L'usinage ne réduit généralement pas en soi la conductivité électrique globale du cuivre. Le problème le plus courant réside plutôt dans la dégradation des performances aux interfaces, causée par des bavures, des films d'oxyde, des résidus, une rugosité excessive ou une contamination due à la manipulation, ce qui augmente la résistance de contact.
Cependant, une pièce en cuivre usinée peut présenter des performances électriques inférieures au niveau d'une interface si la surface de contact est rugueuse, oxydée, contaminée, mal plaquée ou présente des bavures.
C'est pourquoi les zones de contact électrique nécessitent une attention particulière. L'ébavurage, le nettoyage, le choix de la finition et l'inspection des surfaces de contact peuvent être tout aussi importants que la nuance de base. Si la conductivité est un critère essentiel, le plan doit définir les surfaces de contact fonctionnelles ainsi que les limites éventuelles des traitements.
Modes de défaillance courants dans l'usinage CNC du cuivre
Les défauts liés à l'usinage CNC du cuivre se manifestent souvent sous forme de bavures, d'une finition médiocre, d'un encrassement des outils, d'un écart dimensionnel ou de pièces déformées. Ces défauts sont généralement liés au processus d'usinage, mais la conception peut en augmenter la probabilité.
Une bonne étude de faisabilité doit permettre d'identifier les points susceptibles de poser problème avant le début de l'usinage. Cela est particulièrement important pour le cuivre pur, les parois minces, les rainures profondes et les petits trous.
Causes de la formation de bavures lors du fraisage CNC du cuivre pur
La formation de bavures lors du fraisage CNC du cuivre pur s'explique par plusieurs facteurs, notamment la ductilité du matériau, le tranchant de l'outil, la direction de sortie de la fraise, les arêtes non soutenues et l'évacuation des copeaux. Au lieu de se rompre proprement, le cuivre tendre peut s'étirer et se plier au niveau du bord de coupe.
Les bavures sont fréquentes au niveau des sorties de trous, des bords de fentes, des parois minces et des découpes interrompues. Elles ne sont pas seulement un problème esthétique. Les bavures peuvent gêner l'assemblage, entraîner des problèmes de contact électrique ou fausser les résultats des contrôles.
La maîtrise des bavures commence dès la conception. Des arêtes accessibles, des rayons adaptés et des exigences de débavurage réalistes y contribuent. Le processus nécessite également des outils bien affûtés, une coupe stable et une finition des arêtes bien planifiée.
Comment éviter que l'outil ne colle lors de l'usinage CNC du cuivre
Le collage de l'outil se produit lorsque du cuivre adhère au tranchant. Ce phénomène est plus susceptible de se produire lorsque les outils sont émoussés, que le liquide de refroidissement est de mauvaise qualité, que les copeaux ne sont pas évacués ou que l'outil frotte dans la coupe.
Pour éviter ce problème, il est essentiel de réaliser une coupe nette. Des outils en carbure bien affûtés, une géométrie d'outil adaptée, un liquide de refroidissement ou une lubrification, ainsi qu'une évacuation efficace des copeaux sont autant de facteurs qui y contribuent. Les trajectoires d'outils doivent éviter les temps d'arrêt prolongés et les passages de frottement au cours desquels l'outil entre en contact avec le cuivre sans enlever de copeaux utiles.
Problèmes courants liés à l'outillage dans l'usinage de précision du cuivre
Parmi les problèmes courants liés à l'outillage dans l'usinage de précision du cuivre, on peut citer l'accumulation de copeaux sur l'arête de coupe, l'émoussement rapide de celle-ci, l'accumulation de copeaux, une mauvaise finition des alésages et une taille irrégulière des bavures. Ces problèmes peuvent entraîner des défauts de finition et des variations dimensionnelles.
Le choix de l'outil doit être adapté à l'opération. Les fraises, les forets, les alésoirs et les meules interagissent tous différemment avec le cuivre. Pour les travaux de précision, le fournisseur doit être en mesure d'expliquer comment les outils sont sélectionnés spécifiquement pour le cuivre, plutôt que d'adopter une approche générique de l'usinage des métaux.
Risque de déformation des pièces en cuivre usinées sur mesure par CNC
Le risque de déformation des pièces en cuivre usinées sur mesure par CNC augmente lorsque celles-ci sont fines, longues, comportent de nombreuses cavités ou sont serrées sur de petites surfaces. Le cuivre peut se déformer ou présenter des marques sous la pression exercée par le dispositif de serrage. Il peut également se déplacer lorsqu'une grande quantité de matière est enlevée d'un seul côté.
Il est possible de réduire les risques grâce à un usinage par étapes, à un enlèvement de matière équilibré, à l'utilisation de mâchoires souples, à un support de fixation et à un ébavurage soigné. Le dessin doit indiquer quelles surfaces sont fonctionnelles afin que le fournisseur puisse éviter de les serrer ou de les marquer.
Finitions de surface, traitements et préoccupations environnementales
La finition de surface du cuivre influe sur l'aspect, le comportement au contact, la résistance à la corrosion et l'assemblage. Une surface usinée brillante n'est pas toujours la surface la plus adaptée sur le plan fonctionnel. Pour les composants électriques, la qualité du contact est primordiale. Pour les composants thermiques, la planéité du contact et la propreté sont essentielles.
Le cuivre change également d'aspect lorsqu'il est exposé à l'air et manipulé. Le plan de finition doit tenir compte de l'environnement d'exploitation, des conditions de stockage et de la méthode d'assemblage.
Facteurs influençant l'état de surface des pièces usinées en cuivre C110
Parmi les facteurs influençant l'état de surface des pièces en cuivre C110 usinées, on peut citer le tranchant de l'outil, la stratégie d'avance, le liquide de refroidissement, l'évacuation des copeaux, l'usure de l'outil et le contrôle des bavures. Le C110 est largement utilisé pour la fabrication de composants électriques, mais il peut néanmoins présenter des traces de maculage lors de l'usinage.
La finition de surface dépend également de la manière dont la pièce est maintenue et ébavurée. Une face fraisée propre peut être endommagée par une finition trop agressive des arêtes ou par une manipulation inappropriée. Pour les surfaces de contact, le plan d'inspection doit prévoir un contrôle de la surface après ébavurage et nettoyage, et pas seulement après l'usinage.
Options de traitement de surface pour les pièces électriques en cuivre usinées
Les options de traitement de surface pour les composants électriques en cuivre usinés peuvent inclure le nettoyage, le polissage, le placage, les revêtements anti-oxydation ou d'autres traitements protecteurs spécifiques. Le choix de la finition doit tenir compte de la préservation de la conductivité, de la soudabilité, de la résistance à l'oxydation, de l'usure au niveau des points de contact et de la résistance de contact admissible.
Certains traitements peuvent améliorer la résistance à la corrosion ou la durabilité des contacts. D'autres peuvent réduire la conductivité au niveau de l'interface s'ils ne sont pas correctement spécifiés. L'acheteur doit préciser si la surface a une fonction esthétique, électrique, thermique ou protectrice.
Risques de corrosion liés aux composants en cuivre usinés par CNC
Les risques de corrosion liés aux composants en cuivre usinés par CNC comprennent l'oxydation, le ternissement et les agressions environnementales en service. Le cuivre peut former des films de surface lorsqu'il est exposé à l'air, à l'humidité et à des contaminants. Dans certaines applications, ce phénomène peut être acceptable. Dans les zones de contact électrique, il peut toutefois nuire aux performances.
Le stockage et l'emballage peuvent également avoir leur importance. Les empreintes digitales, les résidus de liquide de refroidissement et les produits chimiques de nettoyage peuvent altérer l'état de la surface. Si la pièce est utilisée dans un environnement électrique ou médical, le nettoyage et la documentation doivent faire partie intégrante du cahier des charges.
Quelle finition convient aux connecteurs électriques en cuivre ?
Le choix d'un revêtement adapté aux connecteurs électriques en cuivre dépend de la conception des contacts et de l'environnement d'utilisation. Le cuivre nu peut convenir dans certaines applications internes ou protégées, mais il est susceptible de s'oxyder. Un placage ou un revêtement protecteur peut être utilisé lorsque la stabilité des contacts ou la résistance à la corrosion sont requises.
Le traitement de surface ne doit pas être choisi uniquement pour des raisons esthétiques. Il doit permettre d'assurer le contact électrique, de résister à l'usure due à l'accouplement, de répondre aux besoins en matière de soudure ou d'assemblage, et de résister aux contraintes environnementales. Le plan doit distinguer clairement les zones de contact des zones sans contact lorsque les exigences en matière de traitement de surface diffèrent.
Facteurs de coût, de tolérance et de délai d'exécution
Le coût, les tolérances et les délais de fabrication dans l'usinage CNC sur mesure du cuivre dépendent de la complexité de la conception et du contrôle des processus. Le coût du cuivre lui-même n'est pas nécessairement le principal facteur de coût si la pièce nécessite des réglages complexes, un ébavurage difficile, une finition soignée ou une inspection minutieuse.
Étant donné qu'il n'existe pas de barème de prix ni de délais universels applicables à toutes les qualités de cuivre et à tous les types de pièces, les acheteurs devraient se baser sur les facteurs de coût plutôt que sur des estimations fixes. Cela permet de comparer plus clairement les devis.
Facteurs de coût dans les projets d'usinage CNC sur mesure du cuivre
Les facteurs de coût qui pèsent généralement le plus sont le nombre de réglages, l’effort nécessaire à l’élimination des bavures, la disponibilité des nuances de matériau, la charge de travail liée au contrôle qualité, ainsi que toute finition ou placage requis. Le coût d’un prototype est souvent déterminé par la programmation, la mise en place des gabarits et le nettoyage manuel des arêtes, tandis que le coût de la production en série dépend davantage de la stabilité du processus, de la durée du cycle et de la régularité de l’ébavurage. Les conceptions comportant de nombreux détails de petite taille, des zones difficiles d’accès ou des surfaces où le contact est critique coûtent généralement plus cher qu’une géométrie externe simple réalisée dans le même matériau.
La formation de bavures et de traces de cuivre peut entraîner un surcroît de travail après l'usinage. Les parois minces et les éléments de petite taille peuvent allonger le temps de mise en place. Les pièces complexes peuvent nécessiter un usinage 5 axes ou plusieurs opérations. Si la pièce requiert une certification des matériaux ou des rapports d'inspection détaillés, la documentation entraîne également un surcroît de travail.
Géométrie, nombre de configurations, taille des lots, outillage et exigences en matière de contrôle — Tableau
| Facteur lié au coût ou au délai de livraison | Pourquoi c'est important | Impact de la décision |
|---|---|---|
| Complexité de la géométrie | Les poches profondes, les parois minces, les petits alésages et les fentes étroites augmentent les risques liés à l'usinage | Cela peut nécessiter l'utilisation d'outils spéciaux, une vitesse de coupe réduite ou des modifications de conception |
| Comptage de la mise en place | Chaque repositionnement implique des opérations d'alignement et de serrage | Un nombre réduit de configurations peut réduire les risques, mais peut nécessiter un équipement plus sophistiqué |
| Taille du lot | Le temps de préparation est réparti en fonction du nombre de pièces | Les petites séries sont plus sensibles aux délais de mise en place et de programmation |
| Outillage | Le cuivre peut nécessiter des outils tranchants et une géométrie spécifique | Le choix de l'outil influe sur la finition, la présence de bavures et le grippage de l'outil |
| Ébavurage | Le cuivre forme souvent des bavures au niveau des bords et des trous | L'accès pour l'ébavurage doit être prévu dès la conception |
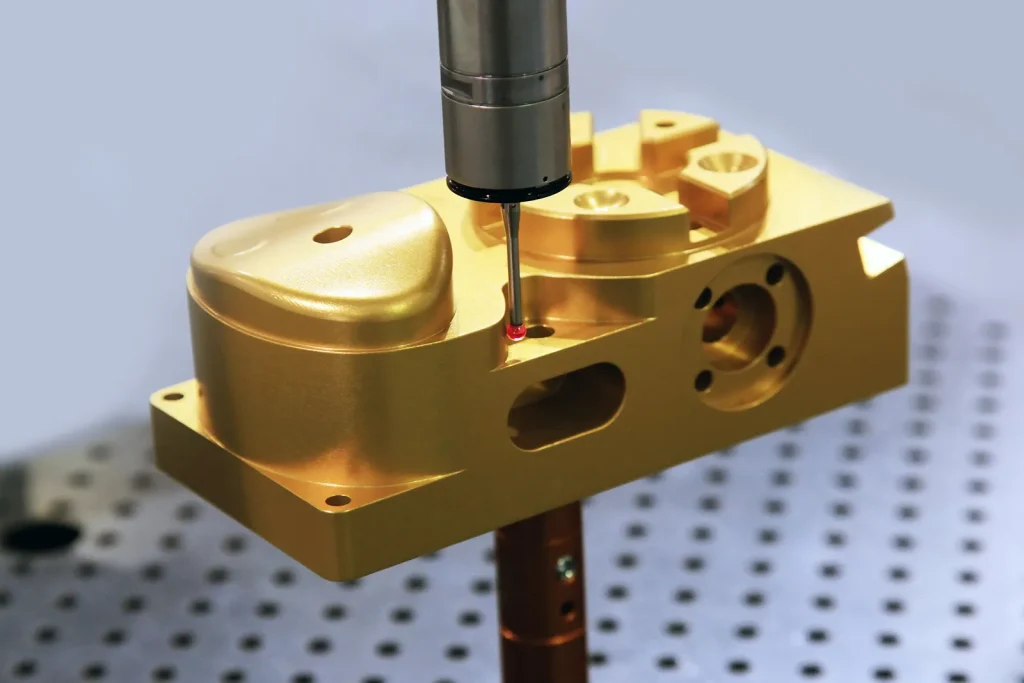
| L'inspection | Les caractéristiques critiques nécessitent des repères stables et des surfaces mesurables | Une inspection approfondie peut avoir une incidence sur le déroulement du processus et les délais de livraison |
| Finition ou traitement | Le nettoyage, le placage ou la protection impliquent des étapes supplémentaires dans le processus | Le choix de la finition doit correspondre à la fonction électrique ou thermique |
Comment les exigences de tolérance influencent la faisabilité et la stratégie d'usinage
Les exigences de tolérance influent sur la faisabilité en déterminant l'ampleur de la variation admissible au niveau du processus. Dans le cas du cuivre, cette variation peut provenir de l'usure des outils, des bavures, de la déformation due au serrage, de la chaleur et de la méthode d'inspection.
La faisabilité des tolérances doit être évaluée en fonction du type de caractéristique, de la stratégie de référence et des conditions de mesure, plutôt qu’à partir d’une seule valeur générale. Les parois minces, la position des trous à proximité des bords, la planéité de contact, les éléments filetés et les cotes créées sur plusieurs configurations présentent généralement un risque plus élevé dans le cuivre. Les critères d’acceptation doivent être définis pour l’état post-ébavurage et nettoyé, afin que l’élimination des bavures ou les résidus de surface ne faussent pas les résultats de l’inspection.
Quels sont les facteurs qui influencent les délais de livraison des prototypes en cuivre sur mesure et des petites séries ?
Le délai de fabrication dépend généralement de la disponibilité des matériaux, du temps d'attente, de la complexité de la mise en place, de la charge de débavurage, de la méthode d'inspection et de toute étape de finition externe. Le délai de fabrication d'un prototype est souvent déterminé par la révision technique et le contrôle du processus du premier article, tandis que les lots de série dépendent davantage de la capacité de production et du flux de finition. Les pièces nécessitant une manipulation délicate pour éviter les bavures, présentant des surfaces de contact plaquées ou difficiles d’accès pour la mesure doivent être examinées dès le début du processus.
La production en petites séries peut avancer rapidement lorsque la conception est claire, que les matériaux sont disponibles et que les exigences en matière de contrôle sont limitées. Elle peut en revanche ralentir lorsque les plans sont incomplets, que les tolérances ne sont pas clairement définies ou que les exigences de finition ne sont pas précisées.
Applications et cas d'utilisation des pièces en cuivre usinées sur mesure par CNC
Les pièces en cuivre usinées sur mesure par CNC sont utilisées lorsque les propriétés électriques, thermiques ou matérielles doivent être associées à une géométrie spécifique. Ce procédé est couramment utilisé dans les domaines de l'électronique, des systèmes d'alimentation électrique, de l'aérospatiale, des dispositifs médicaux et des prototypes.
Le choix des matériaux et des procédés doit être guidé par l'application. Une barre omnibus, un dissipateur thermique, un composant de dispositif médical et un prototype de connecteur peuvent tous être en cuivre, mais ils ne présentent pas le même profil de risque.
Connecteurs électriques, barres omnibus, bornes et blocs conducteurs
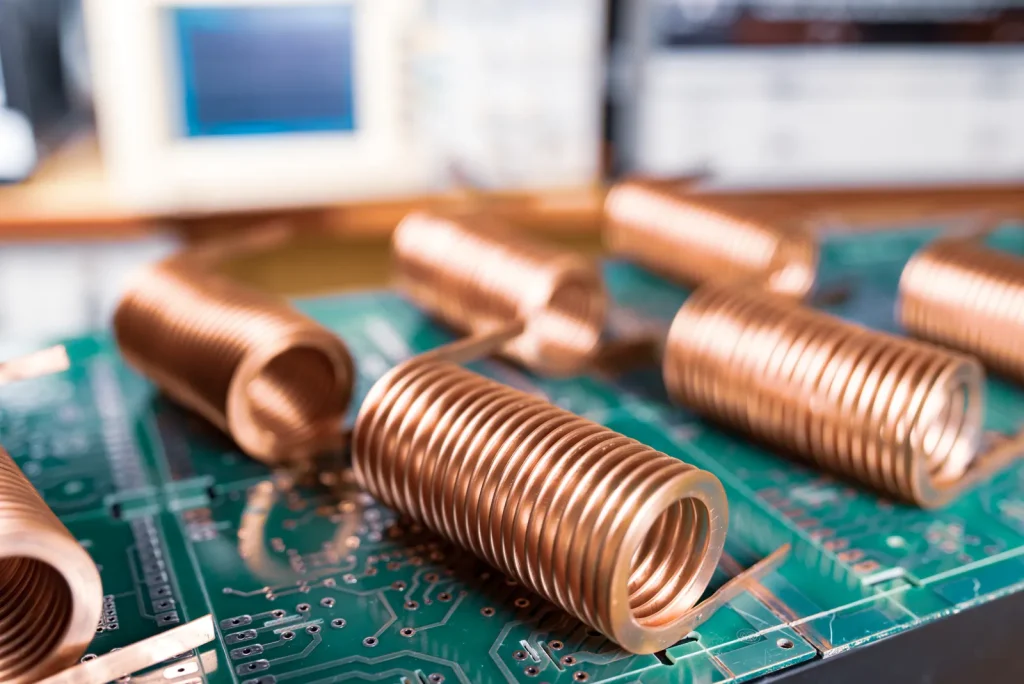
Les connecteurs électriques, les barres omnibus, les bornes et les blocs conducteurs constituent des exemples courants d'applications de l'usinage CNC sur mesure du cuivre. Ces pièces nécessitent des chemins de courant contrôlés, un positionnement précis des trous, des arêtes nettes et des surfaces de contact adaptées.
Le cuivre C110 est souvent privilégié pour ces pièces, car la conductivité est un critère important. Le cuivre au tellure peut être envisagé lorsque l'usinage des détails s'avère plus complexe et que les exigences électriques le permettent. Le contrôle des bavures est essentiel, car celles-ci peuvent nuire à l'ajustement et au contact.
Composants de transfert thermique en cuivre, dissipateurs thermiques et interfaces thermiques
Les composants de transfert thermique en cuivre exploitent les propriétés thermiques de ce matériau grâce à une géométrie usinée. Parmi les exemples, on peut citer les dissipateurs thermiques, les plaques froides, les diffuseurs thermiques et les blocs d'interface.
Pour ces pièces, la planéité, l'état de surface et la propreté peuvent primer sur l'aspect esthétique. Les ailettes profondes, les parois minces et les canaux étroits peuvent accroître le risque de déformation et de bavures. L'usinage 5 axes peut s'avérer utile lorsque les éléments thermiques sont inclinés ou situés sur plusieurs faces.
Composants en cuivre destinés aux secteurs médical, aérospatial, électronique et à la fabrication de prototypes
Les composants en cuivre destinés aux secteurs médical, aérospatial, électronique et à la fabrication de prototypes nécessitent souvent une documentation rigoureuse et une inspection minutieuse. Ces pièces peuvent être utilisées dans des équipements, des outillages, des systèmes électriques ou du matériel de test.
Pour les pièces destinées aux secteurs médical et aérospatial, les acheteurs doivent vérifier les systèmes qualité, la traçabilité, les méthodes d'inspection et la certification des matériaux. Pour les prototypes électroniques, la rapidité peut être un facteur important, mais la conception doit néanmoins être suffisamment détaillée pour permettre de contrôler les bavures, la finition et la conductivité.
Structure de l'étude de cas : problème → choix du matériau/du procédé → difficulté d'usinage → résultat du contrôle
Une étude de cas utile sur l'usinage CNC du cuivre ne doit pas se présenter comme un simple récit de réussite dépourvu de détails techniques. Elle doit exposer le problème technique, les raisons qui ont motivé le choix du matériau et du procédé, les difficultés rencontrées lors de l'usinage, ainsi que les résultats des contrôles.
Par exemple, le cas d’un boîtier conducteur permettrait de définir le cheminement du courant et les exigences de montage, d’expliquer pourquoi les normes C110 ou C101 ont été choisies, d’identifier les bavures ou le problème de planéité comme défi d’usinage, et de rendre compte de la manière dont l’inspection a confirmé les caractéristiques fonctionnelles. Dans le cas d'un prototype médical, on expliquerait pourquoi un usinage 5 axes ou une assistance à la conception pour la fabrication (DFM) était nécessaire en raison de la géométrie complexe. Dans le cas d'un boîtier électronique haut de gamme, on expliquerait pourquoi le meulage a été utilisé pour affiner une surface après que le comportement de maculage du cuivre eut affecté la finition.

Comment évaluer un fournisseur spécialisé dans l'usinage CNC sur mesure du cuivre
La sélection des fournisseurs doit privilégier les compétences spécifiques au cuivre. Un atelier peut très bien usiner l'aluminium et l'acier, mais rencontrer néanmoins des difficultés avec les bavures sur le cuivre pur, le grippage des outils ou la déformation des parois minces.
L'acheteur doit demander au fournisseur comment il évalue les nuances de cuivre, planifie le serrage des pièces, contrôle les bavures, gère la finition et consigne les résultats des contrôles. Le fournisseur n'est pas tenu de divulguer l'ensemble de ses méthodes internes, mais il doit être en mesure d'expliquer la logique de ses processus.
Quelle expérience en matière d'usinage du cuivre les acheteurs doivent-ils vérifier ?
Les acheteurs doivent vérifier l'expérience acquise avec la nuance de cuivre et le type de pièce concernés. Une expérience avec les barres omnibus C110 ne garantit pas automatiquement la capacité à traiter des pièces thermiques C101 à paroi mince ou de petits contacts en cuivre au tellure.
Il est utile de demander au fournisseur s'il a déjà usiné des nuances de cuivre similaires, des épaisseurs de paroi similaires, des schémas de perçage similaires et s'il a déjà répondu à des exigences de finition similaires. L'acheteur doit également vérifier si l'ébavurage et l'inspection sont inclus dans le plan de fabrication.
Liste de contrôle des capacités des fournisseurs : nuances, procédés, contrôle, conception pour la fabrication (DFM), finition, documentation
Une liste de contrôle pratique pour les fournisseurs devrait inclure :
- Les nuances de cuivre prises en charge, notamment les nuances C101, C110 et les alliages de cuivre à usinabilité améliorée.
- Fraisage, tournage, perçage et rectification CNC, ainsi que des capacités d'usinage 5 axes le cas échéant.
- Expérience avec des éléments en cuivre susceptibles de présenter des bavures.
- Méthodes de serrage pour les pièces en cuivre tendres ou minces.
- Vérification DFM portant sur l'épaisseur des parois, les angles internes, les sorties de trous et les fentes.
- Options de finition ou de traitement de surface pour les composants électriques et thermiques.
- Méthodes d'inspection adaptées au plan.
- Certification et traçabilité des matériaux, le cas échéant.
- Documentation relative au système qualité lorsque l'utilisation finale l'exige.
Tableau comparatif : fraisage, tournage, rectification, électroérosion et usinage CNC 5 axes
| Besoin de pièces | Fraisage | Tournage | Broyage | EDM | CNC à 5 axes |
|---|---|---|---|---|---|
| Plaque conductrice plate | Une bonne tenue | Limitée | Utile pour la finition | Utilisation restreinte | Généralement inutile |
| Borne ronde ou broche | Fonctionnalités secondaires | Une bonne tenue | Finitions possibles | Utilisation restreinte | Généralement inutile |
| Interface thermique lisse | Usinage de dégrossissage ou de finition | Si rond | Une option de finition performante | Utilisation restreinte | Dépend de la géométrie |
| Caractéristique interne complexe | C'est parfois possible | Limitée | Limitée | Une bonne tenue | Parfait si disponible |
| Géométrie complexe à plusieurs faces | Possible avec certaines configurations | Limitée | Finition uniquement | Pour plus de détails | Une bonne tenue |
| Trous ou fentes sensibles aux bavures | Fréquent, mais doit être maîtrisé | Pour les caractéristiques axiales | Non primaire | Peut réduire les problèmes liés à la force de coupe | Pourrait améliorer l'accès |
Cette matrice doit servir de guide pour le choix des procédés, et non se substituer à l'analyse de la fabrication. La meilleure solution consiste souvent à combiner plusieurs procédés, par exemple le fraisage et le perçage, le tournage et le fraisage, ou encore le fraisage et la rectification.
Références à citer : normes ISO/systèmes qualité, normes d'inspection, certifications des matériaux
L'évaluation des fournisseurs doit s'appuyer, dans la mesure du possible, sur des références reconnues. Les systèmes de qualité ISO peuvent faciliter le contrôle des processus. Les normes d'inspection et les normes de dessin permettent de définir comment les cotes doivent être interprétées. Les certificats de matériaux permettent de confirmer la nuance et l'état du cuivre spécifiés.
Pour les applications réglementées ou à haut risque, la documentation doit faire l'objet d'un accord avant le lancement de la production. Celle-ci peut inclure des certificats de matériaux, des rapports d'inspection, un contrôle des révisions et des registres de traçabilité.
Conclusion
L'usinage CNC sur mesure du cuivre est indiqué lorsqu'une pièce en cuivre doit à la fois présenter les propriétés fonctionnelles du matériau et une géométrie contrôlée. Cette technique convient particulièrement aux connecteurs électriques, aux barres omnibus, aux bornes, aux blocs conducteurs, aux pièces de transfert thermique et aux prototypes.
Les principaux risques sont la tendreté du cuivre, la formation de bavures, le grippage des outils, les effets de surface liés à la chaleur et la déformation des zones minces ou fragiles. Ces risques peuvent être maîtrisés en examinant conjointement la conception, la nuance de matériau, le processus de fabrication, le plan d'ébavurage et la méthode d'inspection.
Recourez à l'usinage CNC lorsque la pièce nécessite des caractéristiques précises, une géométrie reproductible ou une flexibilité de prototypage.
L'usinage CNC sur mesure du cuivre est généralement peu adapté lorsque la pièce présente un profil simple produit en grande série, pour lequel l'estampage ou la découpe laser suivis d'opérations secondaires conviennent mieux ; lorsque les ailettes ou parois non soutenues sont trop fragiles pour être fixées proprement dans un dispositif de serrage ; lorsque les caractéristiques internes ne sont pas accessibles avec un outillage réaliste ; ou lorsque les exigences relatives aux surfaces de contact sont incompatibles avec la nuance choisie, le procédé ou la finition choisis. Les pièces présentant ces caractéristiques doivent être considérées comme à haut risque et faire l'objet d'une évaluation des alternatives de fabrication avant leur validation.
FAQ
Le cuivre est-il difficile à usiner par CNC ?
Le cuivre n’est pas le métal le plus difficile à usiner, mais il nécessite un réglage minutieux pour obtenir des résultats stables dans le cadre de projets d’usinage CNC sur mesure du cuivre. Ce matériau étant tendre et très ductile, il peut adhérer aux outils de coupe et générer de longs copeaux qui nuisent à la précision et à la qualité de surface. Les fabricants résolvent généralement ces problèmes en utilisant des outils en carbure bien affûtés, un débit de liquide de refroidissement adéquat et des réglages de broche optimisés. Les alliages conçus pour améliorer l'usinabilité sont également courants dans la production industrielle, en particulier lorsque les entreprises ont besoin de tolérances constantes et de temps de cycle efficaces pour la fabrication de pièces en grande série.
Comment éviter la formation de bavures lors de l'usinage du cuivre ?
Pour éviter la formation de bavures lors du fraisage CNC du cuivre, il faut tout d’abord utiliser des outils de coupe bien affûtés et maintenir des paramètres de coupe stables tout au long de l’opération. Les métaux plus tendres ont tendance à se déformer au niveau des arêtes si les vitesses d’avance sont trop élevées ou si l’outil commence à frotter au lieu de couper proprement. Une lubrification adéquate contribue à réduire les frottements et améliore l’évacuation des copeaux, tandis que le fraisage en montée permet souvent d’obtenir des arêtes plus lisses. De nombreux ateliers ajoutent également une légère opération de finition ou d’ébavurage par la suite afin de garantir des surfaces plus nettes pour des composants prêts à être assemblés.
Quel est le meilleur alliage de cuivre pour les composants électriques ?
Le choix du matériau le mieux adapté aux pièces devant assurer une bonne conductivité électrique dépend de l’équilibre entre la conductivité, la résistance mécanique et l’usinabilité requises par l’application. Les nuances de cuivre pur sont généralement choisies lorsqu’un transfert de courant maximal est nécessaire, tandis que des alliages spécialisés sont privilégiés pour une meilleure efficacité de production et une plus grande durabilité. De nombreux fabricants optent pour l'usinage du cuivre au tellure, car il permet un contrôle plus aisé des copeaux et un usinage plus rapide sans trop sacrifier la conductivité. Des alliages plus résistants sont également utilisés dans les connecteurs, les bornes et les systèmes haute performance où la fiabilité mécanique est tout aussi importante que les performances électriques.
Comment respecter les tolérances lors du fraisage du cuivre ?
Le respect de tolérances serrées lors de la fabrication de pièces en cuivre usinées avec précision par CNC nécessite des réglages rigides des machines, un outillage stable et des passes de finition soigneusement contrôlées. Le cuivre pouvant se déformer sous la pression d’usinage, les opérateurs enlèvent souvent la matière progressivement et réservent une dernière passe légère pour garantir la précision dimensionnelle. Une application régulière de liquide de refroidissement permet de contrôler la chaleur lors des séries de production prolongées, tandis que la réduction des vibrations améliore la répétabilité d’un lot à l’autre. Les contrôles qualité et les mesures en cours de fabrication sont également largement utilisés pour les applications nécessitant des composants industriels ou électroniques de haute précision.
Quelles sont les options de finition de surface pour les pièces en cuivre ?
Plusieurs options de finition sont disponibles pour les pièces en cuivre C110, selon que l'objectif recherché est l'esthétique, la résistance à la corrosion ou les performances fonctionnelles. Les surfaces usinées standard sont couramment utilisées dans le secteur industriel, tandis que les finitions polies confèrent un aspect brillant et réfléchissant, souvent utilisé dans les produits décoratifs ou haut de gamme. Le microbillage produit une texture mate plus douce, et les finitions brossées offrent un aspect plus épuré et moderne. Certains composants sont également recouverts de revêtements protecteurs ou de placages afin de réduire l'oxydation et d'améliorer leur durabilité à long terme dans des environnements exigeants.
Le cuivre subit-il un durcissement par écrouage lors de l'usinage ?
Le cuivre peut subir un durcissement par déformation lors de l'usinage si les conditions de coupe ne sont pas correctement optimisées, en particulier lors de la fabrication de composants sur mesure en cuivre C110. Un frottement excessif, des outils émoussés ou des passes légères et répétées peuvent durcir la couche superficielle et accroître l'usure des outils lors des opérations ultérieures. Pour réduire cet effet, les opérateurs veillent généralement à maintenir une coupe continue avec des outils bien affûtés et des vitesses d'avance stables. Une lubrification adéquate et des stratégies d'usinage contrôlées contribuent à préserver la qualité de surface tout en améliorant la régularité des résultats pour les applications de fabrication de précision.
Références
https://www.astm.org/b0152_b0152m-19.html
https://www.astm.org/b0187_b0187m-20.html
https://www.iso.org/standard/62085.html
https://www.asme.org/codes-standards/find-codes-standards/y14-5-dimensioning-tolerancing