La scelta tra sabbiatura e anodizzazione non è una scelta di stile. È una decisione di produzione che cambia il rischio di adattamento, l'aspetto, il comportamento alla corrosione e le opzioni di rilavorazione. La parte difficile è che i due processi fanno cose diverse. La granigliatura modifica principalmente la struttura della superficie. Se li trattate come “finiture” intercambiabili, potete ritrovarvi con pezzi dall'aspetto incoerente da un lotto all'altro, con variazioni di dimensioni inaspettate o che non soddisfano le aspettative estetiche dopo la manipolazione.
Questo articolo è stato scritto per gli ingegneri e gli acquirenti tecnici che devono giudicare la fattibilità e definire la prossima domanda da porre a un'officina meccanica. tornitura CNC di precisione e Servizi di fresatura CNC, o un fornitore di finiture dedicato.
Granigliatura vs anodizzazione: la scelta più rapida
Una scelta rapida deriva dalla chiarezza dell'obiettivo primario. Se si desidera una struttura opaca controllata e nascondere i segni degli utensili, la granigliatura è la leva diretta. Se si ha bisogno di una finitura all'ossido per protezione, colore o comportamento elettrico, l'anodizzazione è la leva diretta. Molte finiture superficiali dell'alluminio vengono utilizzate entrambe perché la struttura e la crescita dell'ossido risolvono problemi diversi.
Tabella della matrice decisionale: obiettivo (aspetto, consistenza, protezione, costo) vs processo (sabbiatura, anodizzazione)
| Obiettivo / vincolo | Sabbiatura a grani (media blasting) | Anodizzazione (ossido elettrochimico) |
|---|---|---|
| Riduzione dei segni visibili degli utensili sulle superfici lavorate a CNC | Spesso è efficace perché ridistribuisce la luce con una texture opaca/satinata | Può non nascondere i segni degli strumenti da solo; tende a “bloccare” qualsiasi texture sia presente. |
| Crea una finitura uniforme, opaca o satinata | Forza primaria; la scelta dei media e la pressione guidano il look | Possibile, ma dipende in larga misura dalla prefinitura; l'anodizzazione da sola non garantisce una riflettività uniforme |
| Aggiungere un comportamento di “rivestimento” funzionale della superficie | Non è un rivestimento; cambia la topografia più che la chimica. | Resistenza primaria; forma una finitura di ossido sull'alluminio |
| Colore (nero, colori tinti) | Non è un metodo di colorazione a sé stante | Motivo comune per anodizzare; la consistenza del colore dipende da molte variabili |
| Ingombri ridotti e dimensioni critiche | Rischio: la sabbiatura può arrotondare gli spigoli e modificare le caratteristiche locali. | Rischio: l'anodizzazione aggiunge uno strato di ossido e può influire su accoppiamenti, filettature e fori. |
| Flessibilità di rilavorazione | Spesso ri-esplodibile se la geometria lo permette | La sverniciatura e la rianodizzazione sono possibili in alcuni casi, ma comportano rischi per le dimensioni e l'aspetto. |
| Sensibilità ai costi | Può essere più semplice se utilizzato come texture cosmetica in un unico passaggio | Aggiunge fasi di processo e controlli; il costo dipende dai requisiti di mascheratura, scaffalatura e cosmetica. |
| Sensibilità del programma | Spesso sono veloci se eseguiti internamente o presso un fornitore locale. | Spesso sono guidati da batch; il tempo di coda e le fasi di gestione possono essere predominanti |
Il punto chiave è che la sabbiatura viene solitamente scelta per controllare ciò che si vede e si sente, mentre l'anodizzazione viene scelta per controllare il comportamento della superficie in servizio.
Lista di controllo: domande da porre prima della scelta (materiale, uso finale, tolleranza, aspetto desiderato, budget, tempistica)
Prima di scegliere la finitura a granigliatura, l'anodizzazione o un percorso combinato, è necessario disporre di informazioni sufficienti per evitare sorprese:
- Materiale e lega: Si tratta di alluminio e di quale famiglia di leghe? Le leghe miste in un assemblaggio possono avere un aspetto diverso a parità di finitura.
- Manipolazione per l'uso finale: Il pezzo verrà maneggiato spesso, sfregato o pulito con solventi? La manipolazione può rendere lucide alcune finiture opache nelle zone di contatto.
- Dimensioni e interfacce critiche: Ci sono accoppiamenti a pressione, accoppiamenti a scorrimento, fori filettati, superfici di tenuta, masse elettriche o fori di cuscinetti?
- Aspetto desiderato: Si desidera un aspetto opaco, satinato o più riflettente? Avete bisogno di “uniformità tra le facce” o è accettabile una variazione?
- Esigenze di mascheratura: Ci sono aree che devono rimanere non sabbiate o non anodizzate (filettature, contatti elettrici, zone di saldatura, superfici di tenuta)?
- Vincoli di budget e di tempo: Si tratta di un prototipo in cui conta la velocità o di una produzione in cui conta la ripetibilità?
- Piano di ispezione: Come verificherete i requisiti di finitura superficiale: standard visivo, misurazione della rugosità o entrambi?
Queste domande sono importanti perché entrambi i processi possono modificare i bordi, gli angoli e la “sensazione”, anche quando il disegno sembra semplice.
Quando usare entrambi insieme: opzioni di sequenziamento (preparazione → finitura) (diagramma)
L'uso di entrambi è comune sui pezzi CNC quando si desidera una texture opaca controllata e una finitura di ossido sulla parte superiore. L'ordine è importante.
| Opzione | Flusso del processo | Note |
|---|---|---|
| Opzione A: sabbiatura → anodizzazione (comune) | Macchina CNC → Granigliatura → Pulizia/attivazione → Anodizzazione → Sigillatura (se utilizzata) → Ispezione | Processo standard per una finitura anodizzata opaca uniforme |
| Opzione B: Solo macchina → anodizzazione | Macchina CNC → Pulire/attivare → Anodizzare → Ispezionare | Mantiene la struttura come lavorata, senza ulteriore testurizzazione della superficie. |
| Opzione C: Solo esplosione | Macchina CNC → Granigliatura → Ispezione | Finitura solo cosmetica/testuale; nessun rivestimento di ossido o protezione |
| Opzione D: Anodizzare → Esplosione (Non comune) | Macchina CNC → Anodizzazione → Sabbiatura per rimozione/testurizzazione → Ispezione | In genere solo per la rilavorazione; spesso annulla i vantaggi dell'anodizzazione funzionale |
Se la domanda è “Devo sabbiare prima dell'anodizzazione?”, la risposta pratica è: la sabbiatura è spesso usata come preparazione all'anodizzazione con la sabbiatura quando si ha bisogno di una texture opaca uniforme e si può accettare che la texture venga “catturata” dallo strato di anodizzazione. Ma non è sempre sicuro per gli accoppiamenti stretti o i bordi cosmetici taglienti.
La granigliatura è la stessa cosa dell'anodizzazione?
No. La granigliatura è un processo meccanico a impatto che modifica la struttura della superficie colpendo la superficie con mezzi di granigliatura che utilizzano aria compressa (o un altro metodo di propulsione). L'anodizzazione è un processo elettrochimico che fa crescere uno strato di ossido di alluminio sulla superficie del pezzo. Uno dei due processi modifica principalmente la topografia; l'altro modifica la chimica e la struttura della superficie.
Cosa fa ogni processo (e cosa non fa)
Si fa molta confusione quando si chiamano entrambe “finiture”. In pratica, risolvono problemi diversi e falliscono in modi diversi.
Nozioni di base sulla granigliatura: la granigliatura come metodo di preparazione della superficie/struttura (diagramma di processo)
La granigliatura è una forma di sabbiatura abrasiva. L'intento abituale non è l'asportazione di materiale nel senso della lavorazione. Si tratta di creare una struttura controllata e un aspetto più uniforme. Può anche essere utile per una leggera sbavatura, ma non è un metodo affidabile per rimuovere le bave che influiscono sull'assemblaggio.
Una semplice vista del processo si presenta come segue:
| Passo | Descrizione del processo |
|---|---|
| 1 | Parte di carico |
| 2 | Mascherare le aree critiche (se necessario) |
| 3 | Selezionare i mezzi di sabbiatura (microsfere di vetro, media di plastica, ossido di alluminio, altri). |
| 4 | Pressione impostata / distanza dell'ugello / angolo |
| 5 | Esplosione per ottenere l'aspetto/la struttura desiderata |
| 6 | Pulire per rimuovere i supporti incorporati e la polvere |
| 7 | Ispezione dell'aspetto + caratteristiche critiche |
Anche se si dice “finitura di granigliatura”, il lavoro di granigliatura è meglio trattato come una fase di preparazione della superficie o di struttura. Non crea un rivestimento. Inoltre, può modificare la superficie in modi che avranno importanza in seguito, ad esempio alterando il modo in cui un pezzo riflette la luce o l'assorbimento del colorante anodico.
Fraintendimenti comuni:
- “La granigliatura è delicata, quindi non può modificare la geometria”. Può modificare gli spigoli e le piccole caratteristiche, soprattutto negli angoli e nelle alette sottili.
- “La granigliatura rimuove i segni degli utensili”. Può renderli meno visibili, ma i segni di utensili profondi possono trasparire da una finitura opaca.
- “Qualsiasi mezzo di sabbiatura va bene”. La scelta dei mezzi cambia sia l'aspetto che il rischio. Le perle di vetro sottili si comportano in modo diverso rispetto ai mezzi abrasivi taglienti.
Nozioni di base sull'anodizzazione: un metodo elettrochimico di finitura delle superfici (diagramma del processo)
L'anodizzazione trasforma la superficie di alluminio in uno strato di ossido di alluminio utilizzando un bagno elettrolitico, con il pezzo che funge da anodo. Non si tratta di verniciatura né di placcatura. Si tratta di una conversione della superficie in ossido.
Una visione semplificata:
| Passo | Descrizione del processo |
|---|---|
| 1 | Caricare i pezzi su scaffalature/impianti |
| 2 | Pulire/sgrassare |
| 3 | Mordenzare o disossidare (a seconda del processo) |
| 4 | Anodizzare in elettrolita in condizioni controllate |
| 5 | Fase di tintura opzionale (per l'anodizzazione a colori) |
| 6 | Guarnizione (dipendente dal processo) |
| 7 | Risciacquo / asciugatura |
| 8 | Ispezione dell'aspetto + controlli di spessore/copertura (come specificato) |
L'anodizzazione viene scelta per molte ragioni: aspetto, protezione della superficie e come base per i coloranti. Può anche essere specificata in diversi “tipi” e classi negli standard comuni.
Una domanda frequente degli acquirenti è: “Differenza tra anodizzazione di tipo II e di tipo III?”. Nelle specifiche comuni, il Tipo II è un rivestimento anodico convenzionale spesso utilizzato quando l'aspetto e la protezione generale sono importanti, mentre il Tipo III è una “anodizzazione dura” (hardcoat) utilizzata quando le prestazioni di usura sono un fattore determinante. Entrambi dipendono comunque dalla lega, dalla preparazione della superficie e dai controlli di processo. Se avete bisogno del tipo III, dovrete prevedere un controllo più stretto e una maggiore sensibilità alla geometria, alla mascheratura e alla definizione dell'ispezione.
Principali differenze di output: variazione della texture rispetto alla variazione del rivestimento/finitura (tabella di confronto)
| Caratteristica di uscita | Granigliatura | Anodizzazione |
|---|---|---|
| Cosa cambia di più | Topografia della superficie (rugosità/tessitura), riflettività | Chimica e struttura della superficie (strato di ossido) |
| Dove si manifestano i problemi | Opacità non uniforme, ombreggiatura, arrotondamento dei bordi, contaminazione dei supporti | Disadattamento del colore, bruciature/difetti, scarsa copertura su forme complesse, modifiche di adattamento |
| Cosa “blocca” | Crea la texture finale se non seguono altre finiture. | Conserva gran parte della struttura pre-anodizzazione; non cancella la storia della lavorazione. |
| Ruolo tipico in un percorso | Texture cosmetica, preparazione prima di un'altra finitura | Finitura finale per l'alluminio; a volte dopo la sabbiatura o la lucidatura. |
Questo è il motivo per cui “sabbiatura vs anodizzazione” è spesso un'inquadratura sbagliata. Molti pezzi necessitano di una fase di sabbiatura per ottenere l'aspetto, quindi di una fase di anodizzazione per la finitura superficiale.
La granigliatura rimuove l'anodizzazione?
Può. La sabbiatura abrasiva può rimuovere o danneggiare uno strato anodizzato, a seconda del tipo di supporto, delle impostazioni di sabbiatura e dell'aggressività della sabbiatura. Se si effettua la sabbiatura di un pezzo anodizzato per modificarne l'aspetto, si deve presumere che si possa ridurre o eliminare il valore funzionale dell'anodizzazione sulle superfici sabbiate e che si possa creare un aspetto disomogeneo. Per la rilavorazione, è necessario un approccio pianificato di rimozione e rifinitura, non una sabbiatura ad hoc.

Aspetto e struttura della superficie
L'estetica è spesso il vero fattore trainante per i pezzi CNC in alluminio, anche per i prodotti industriali. La sfida è che “opaco” e “satinato” non sono specifiche di per sé.
Linguaggio della finitura superficiale: opaco, satinato, uniformità, riflettività (esempi fotografici guida)
Parole come opaco, satinato e lucido descrivono il modo in cui la superficie riflette la luce. Due pezzi possono avere la stessa rugosità media e apparire comunque diversi, perché il disegno della texture e la direzionalità differiscono.
Quando si esaminano i campioni o le foto per i requisiti del CNC per la finitura opaca o lucida, assicurarsi che il confronto sia controllato:
- Utilizzare lo stesso angolo di illuminazione e la stessa intensità.
- Confrontare separatamente le facce piane e i bordi.
- Includere un coupon “standard conosciuto” quando possibile.
- Cercare i modelli direzionali che derivano dalla lavorazione (percorsi degli utensili) rispetto ai modelli non direzionali della sabbiatura.
Una superficie sabbiata opaca spesso appare più uniforme perché interrompe i riflessi. Ma l'uniformità può venir meno nelle tasche, in prossimità dei bordi o quando l'angolo dell'ugello non può rimanere costante. Nell'anodizzazione, l'uniformità visiva può venir meno quando le condizioni della lega, della preparazione della superficie e del bagno variano da un pezzo all'altro o da un lotto all'altro.
Obiettivi di rugosità/tessitura della superficie: come specificare e verificare i requisiti di finitura (lista di controllo delle ispezioni)
Se l'aspetto è importante, è necessario un modo per confermarlo. I controlli visivi da soli sono soggettivi, ma la metrologia da sola può causare difetti estetici.
Utilizzate un approccio in due parti:
- Definire uno standard visivo: un pezzo di riferimento, una cedola o un set fotografico controllato che mostra una variazione accettabile.
- Definire un requisito di rugosità misurabile quando necessario: specificare un parametro di rugosità e un metodo di misurazione, ma solo se collegato alla funzione (presa, tenuta, controllo dell'abbagliamento o accoppiamento di parti adiacenti).
Lista di controllo per la sabbiatura e l'anodizzazione:
- Verificare che il disegno indichi l'entità della finitura (su tutta la superficie o su facce selezionate).
- Confermare i confini della mascheratura e le aspettative di rottura dei bordi.
- Controllare che non vi siano residui o mezzi di sabbiatura inglobati nei fori e nelle tasche.
- Verificare la presenza di lucentezza incoerente sulle facce (in particolare sui piatti grandi).
- Controllare che gli angoli non siano arrotondati in modo involontario, modificando la “nitidezza” percepita.”
- Se viene specificata la rugosità, confermare il tipo di strumento, le impostazioni di taglio e le posizioni di campionamento prima della produzione.
- Per quanto riguarda il colore dell'anodizzazione, controllare sotto una luce costante e rispetto a uno standard concordato.
Per gli ingegneri, il rischio principale è quello di specificare “finitura opaca uniforme” senza definire come verrà giudicata. Questo diventa una controversia anziché un requisito.
Considerazioni sul colore e sulla coerenza visiva (soprattutto per le finiture anodizzate) (tabella delle variabili da controllare)
L'anodizzazione a colori aggiunge più variabili di quanto molti team si aspettino. Anche quando si ripete lo stesso numero di parte, l'aspetto può variare se si modificano gli input. Se il colore è importante, chiedete al vostro rifinitore cosa controlla e cosa non può controllare.
| Variabile che influisce sull'aspetto dell'anodizzazione | Perché è importante ciò che vedete |
|---|---|
| Lega e tempra | Leghe diverse possono essere anodizzate con tonalità e livelli di luminosità diversi. |
| Percorso di preparazione della superficie (come lavorata, sabbiata, lucidata) | La pre-tessitura modifica la riflettività e il comportamento di assorbimento del colorante |
| Fasi di pulizia e disossidazione | Una preparazione incoerente può portare a un aspetto a chiazze |
| Punti di contatto di scaffalatura e fissaggio | I segni di contatto possono essere visibili e la distribuzione della corrente influisce sull'uniformità. |
| Geometria (tasche profonde, angoli vivi, pareti sottili) | La densità di corrente varia attraverso il pezzo, il che può modificarne l'aspetto. |
| Stabilità del processo da lotto a lotto | Piccoli spostamenti possono essere visibili su parti estetiche |
È qui che la sabbiatura o l'anodizzazione diventano una decisione da prendere in sequenza: la sabbiatura può contribuire a creare una struttura di base più uniforme, ma può anche introdurre variazioni se la copertura non è uniforme. L'anodizzazione può dare una “famiglia di finiture” coerente, ma non cancella le differenze create in precedenza.
Qual è la soluzione migliore per le parti in alluminio: la granigliatura o l'anodizzazione?
Nessuno dei due è “migliore” senza un obiettivo. Se il requisito principale è una struttura opaca o satinata che nasconda i segni degli utensili, la granigliatura è il metodo diretto. Se il requisito principale è una finitura all'ossido di alluminio (con colore opzionale), l'anodizzazione è il metodo diretto. Per molti pezzi CNC in alluminio, la risposta pratica è la granigliatura per il controllo dell'aspetto, quindi l'anodizzazione per la finitura superficiale finale, se la geometria e le tolleranze possono accettare entrambe.
I compromessi sulle prestazioni che guidano la decisione
Le prestazioni sono il punto in cui le incomprensioni diventano costose. Una finitura che sembra buona il primo giorno può creare segni di manipolazione, usura o problemi di pulizia in seguito.
Aspettative di usura e manipolazione: come la scelta della finitura si rapporta all'uso reale (esempi di scenario)
Consideriamo alcuni scenari comuni:
Un involucro portatile: Una finitura opaca sabbiata può nascondere inizialmente le impronte digitali e i piccoli graffi. Con il tempo, la manipolazione ripetuta può “lucidare” le zone ad alto contatto, creando macchie lucide dall'aspetto irregolare. Se si esegue l'anodizzazione su una struttura sabbiata, si possono ancora ottenere cambiamenti di lucentezza dovuti alla manipolazione, ma la finitura di ossido cambia il modo in cui la superficie interagisce con l'usura e la pulizia. La decisione chiave diventa quale tipo di variazione visiva è accettabile nel corso della vita del prodotto.
Una piastra di fissaggio o un componente dell'attrezzatura: La sabbiatura può ridurre i riflessi e rendere la superficie uniforme, ma può anche modificare il modo in cui lo sporco e gli oli si aggrappano perché la superficie è più strutturata. Se il pezzo viene pulito spesso, una struttura più ruvida può trattenere i residui. L'anodizzazione può essere scelta per il comportamento della superficie, ma le specifiche devono corrispondere all'uso: serve un'anodizzazione generale o un tipo di anodizzazione più dura per le aree soggette a usura?
Un'interfaccia di scorrimento: Se un pezzo ha caratteristiche di accoppiamento o scivola contro un'altra superficie, la sabbiatura di queste superfici può essere rischiosa perché modifica la struttura e può aumentare l'attrito o la variabilità dell'usura. Anche l'anodizzazione modifica il comportamento della superficie e può influire sull'accoppiamento. In questi casi, spesso è più sicuro lasciare le facce funzionali come lavorate (o controllate con un altro metodo di finitura) mentre si rifiniscono le facce non funzionali.
Adattamento, tolleranza e problemi dimensionali: quando le modifiche alla superficie sono importanti (note decisionali)
Due domande degli acquirenti si ripresentano ripetutamente: “La sabbiatura cambia le dimensioni dei pezzi?” e “L'anodizzazione influisce sull'adattamento?”.”
La granigliatura può modificare la geometria funzionale in modo localizzato, anche se l'asportazione media di materiale è minima. Gli effetti più comuni sono:
- Arrotondamento dei bordi: i bordi taglienti diventano meno taglienti. Questo può rompere un progetto estetico o modificare l'allineamento delle parti.
- Ammorbidimento di piccoli elementi: nervature sottili, piccoli segni in rilievo, zigrinature e scanalature sottili possono perdere definizione.
- Rischio di fori e filettature: la sabbiatura in fori filettati può modificare la sensazione di assemblaggio e può intrappolare i materiali.
Anche l'anodizzazione può influire sull'accoppiamento perché fa crescere uno strato di ossido sulla superficie. Anche se le tolleranze di disegno sembrano generose, il rischio è maggiore in:
- Alesaggi e perni ravvicinati
- Filettature (interne ed esterne)
- Superfici di tenuta di precisione
- Press fit e sedi dei cuscinetti
- Punti di messa a terra elettrica in cui è richiesto il contatto con il metallo nudo
Una buona fase di fattibilità consiste nel suddividere il disegno in zone:
- “Superfici ”cosmetiche" da cambiare
- “Superfici ”Struttura funzionale OK, ma sensibile alle dimensioni".
- “Interfacce ”Non alterare" (maschera o post-processing)
Se non si esegue questa suddivisione in zone, il finitore deve tirare a indovinare. Le congetture sono il motivo per cui i prototipi passano e la produzione fallisce.
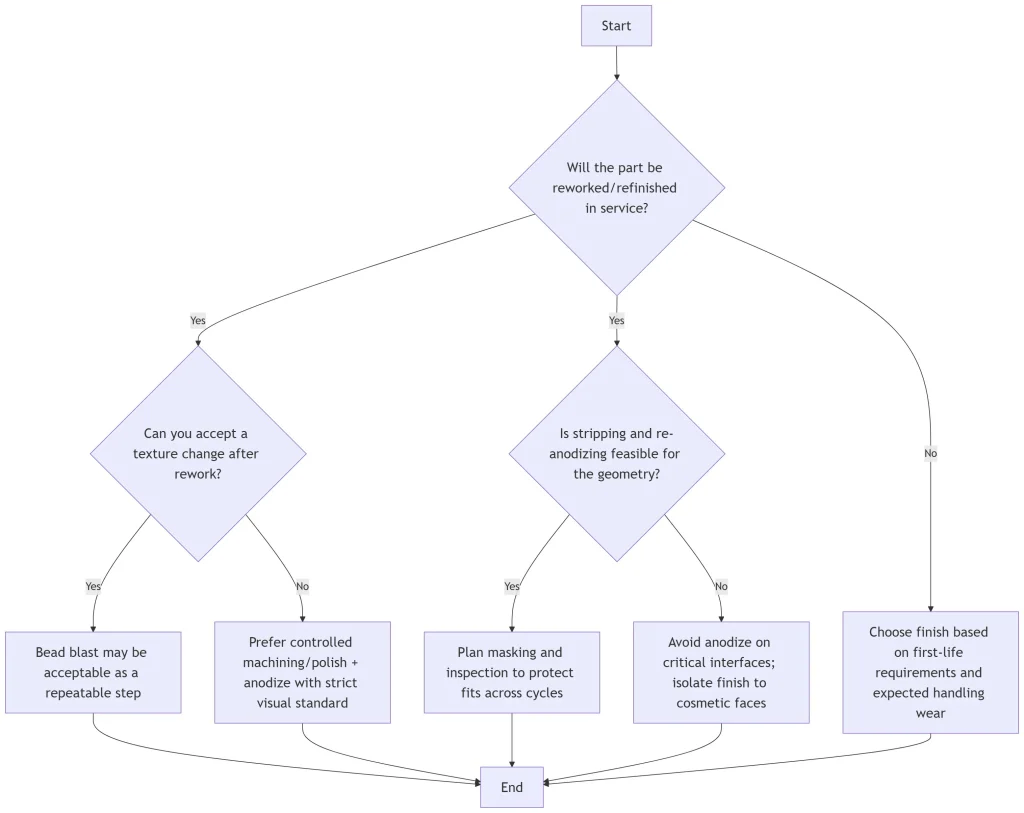
Considerazioni sulla manutenzione e sul ciclo di vita: percorsi di pulizia, rilavorabilità e rifinitura (diagramma di flusso)
La pianificazione del ciclo di vita è importante quando i pezzi vengono rilavorati, puliti in modo aggressivo o rimessi a nuovo.
La pulizia è una questione pratica, non estetica. Una superficie leggermente ruvida può trattenere sporco e oli. Alcuni metodi di pulizia possono anche modificare l'aspetto delle superfici opache nel tempo. Se il pezzo deve rimanere visivamente coerente, specificate i modelli di usura accettabili e i vincoli di pulizia come parte del requisito, non come presupposto.
Quando il vero compromesso è “aspetto vs. durata” (tabella pro/contro)
| Scambio | Granigliatura | Anodizzazione |
|---|---|---|
| Il migliore per controllare la consistenza opaca iniziale | Sì | Dipende dalla prefinitura |
| Il migliore per aggiungere una finitura superficiale in ossido di alluminio | No | Sì |
| Rischio di modifiche visibili della gestione nel tempo | Può sviluppare zone di usura lucide | Può ancora cambiare, ma il comportamento dipende dal tipo di anodizzazione e dall'uso. |
| Rischio di aderenza | Arrotondamento dei bordi e ammorbidimento degli elementi | La crescita dell'ossido può influenzare le misure; spesso è necessario un mascheramento |
| Facilità di riparazione in loco | La ridipintura può essere mista, ma può essere difficile da far combaciare esattamente. | La riparazione a punti è difficile; la rifinitura richiede spesso la sverniciatura e il ricondizionamento. |
Ecco perché la “migliore finitura per i CNC in alluminio” dipende da quale guasto si teme di più: la deriva estetica o la deriva funzionale. La risposta giusta è spesso un approccio diviso: proteggere e controllare le interfacce funzionali, quindi rifinire le aree estetiche per l'aspetto.

Flusso di lavoro del processo e requisiti di preparazione (come interagiscono)
L'interazione tra sabbiatura e anodizzazione è il punto di partenza della maggior parte dei problemi “non è venuto come il campione”. Il pezzo che si anodizza magnificamente come lavorato può apparire torbido quando viene sabbiato, e il pezzo che sembra ottimo dopo la sabbiatura può presentare segni di travaso dopo l'anodizzazione.
Opzioni tipiche del flusso di lavoro: solo granigliatura, solo anodizzazione, granigliatura + anodizzazione (diagramma del flusso di lavoro)
| Flusso di lavoro | Flusso del processo |
|---|---|
| Flusso di lavoro 1: solo granigliatura | Macchina → Sbavare → Mascherare se necessario → Sabbiare → Pulire → Ispezionare |
| Flusso di lavoro 2: Solo anodizzazione | Macchina → Sbavare → Mascherare se necessario → Pulire/attivare → Anodizzare → Ispezionare |
| Flusso di lavoro 3: granigliatura + anodizzazione | Macchina → Sbavatura → Mascheratura → Sabbiatura → Pulizia → Aggiornamento della mascheratura se necessario → Anodizzazione → Ispezione |
Il percorso combinato aggiunge interfacce tra le fasi. Ogni interfaccia è un'occasione per perdere consistenza: impronte digitali prima dell'anodizzazione, supporti intrappolati o linee di mascheratura che si evidenziano sulle facce cosmetiche.
Si può anodizzare dopo la sabbiatura?
Sì, è comune anodizzare dopo la sabbiatura, e spesso lo si fa per ottenere un aspetto anodizzato opaco. I principali controlli di fattibilità sono la geometria (è possibile sabbiare e pulire tutte le superfici), la mascheratura (proteggere le filettature e gli accoppiamenti) e le aspettative estetiche (uniformità tra le facce e i lotti). Trattatelo come un percorso di processo definito, non come una fase di preparazione informale.
Sabbiatura o sabbiatura per la preparazione all'anodizzazione?
Entrambe sono sabbiature abrasive, ma si comportano in modo diverso perché la forma e la durezza dei mezzi differiscono. Il termine “sabbiatura” è spesso utilizzato per indicare una sabbiatura aggressiva con mezzi più taglienti, che possono creare una struttura più ruvida e un rischio maggiore di difetti visibili o di impatto dimensionale. La sabbiatura con microsfere di vetro è spesso utilizzata quando è necessaria una finitura satinata più uniforme, con un rischio minore di scricchiolii. Se il pezzo sarà anodizzato, scegliete i mezzi di sabbiatura in base alla texture desiderata e alla tolleranza al rischio di alterazione dei bordi e degli elementi fini, non in base alla parola generica “sabbiatura”.”
Punti di controllo della qualità: fasi prima/dopo l'ispezione
Un piano di controllo qualità fattibile per la sabbiatura o l'anodizzazione consiste soprattutto nel prevenire i “guasti silenziosi” che si manifestano in ritardo.
Prima della sabbiatura:
- Confermare il metodo di rimozione delle bave e l'accettazione. La sabbiatura non dovrebbe essere il piano di sbavatura principale per i bordi funzionali.
- Confermare la copertura della mascheratura per filettature, fori e superfici di tenuta.
- Confermare l'aspetto del target con uno standard di riferimento.
Dopo la sabbiatura, prima dell'anodizzazione:
- Verificare che i supporti siano stati rimossi da fori, tasche e canali interni.
- Verificare la presenza di copertura non uniforme, ombreggiatura e arrotondamento dei bordi sugli elementi critici.
- Verificare che i pezzi siano manipolati e conservati in modo da evitare la contaminazione prima dell'anodizzazione.
Dopo l'anodizzazione:
- Verificare la corrispondenza dei colori (se tinti) rispetto allo standard concordato e alle condizioni di illuminazione.
- Ispezionare i segni di scaffalatura e i punti di contatto e verificare che rientrino nelle zone consentite.
- Verificare che gli elementi mascherati funzionino come previsto (controllo della filettatura, controllo dell'accoppiamento, controllo dei contatti elettrici, se applicabile).
In breve, il piano di ispezione deve corrispondere alle modalità di guasto del percorso scelto, non solo all'aspetto finale.
Costi, tempi di consegna e scalabilità della produzione
I costi e i tempi di consegna sono difficili da generalizzare senza introdurre numeri. Quello che si può fare è identificare i principali fattori di costo e decidere quali si applicano al proprio pezzo.
Ripartizione dei fattori di costo: impostazione, mascheratura, dimensione del lotto, complessità (tabella dei fattori di costo)
| Driver di costo | Perché cambia il costo della granigliatura | Perché cambia il costo dell'anodizzazione |
|---|---|---|
| Mascheramento | Aggiunge manodopera e rischio di linee cosmetiche della maschera | Aggiunge manodopera; una mascheratura inadeguata può causare scarti dovuti a problemi di adattamento. |
| Complessità della parte | Le tasche profonde e gli angoli stretti aumentano il rischio di tempo e di incoerenza. | La geometria complessa complica il racking e l'uniformità della copertura |
| Livello cosmetico richiesto | Una barra cosmetica più alta richiede maggiori controlli e ispezioni | La corrispondenza dei colori e i limiti dei difetti aumentano le esigenze di manipolazione e ispezione |
| Dimensione del lotto | I piccoli lotti possono essere dominati dall'allestimento e dalla movimentazione. | I piccoli lotti possono essere dominati dall'allestimento, dalla scaffalatura e dalla programmazione dei bagni. |
| Materiali misti o leghe miste | Può causare un aspetto incoerente tra le parti | Può causare variazioni visibili, soprattutto nell'anodizzazione a colori. |
| Sensibilità alla rilavorazione/scarto | La riblastonatura può essere possibile, ma non sempre è compatibile | La sverniciatura e la rianodizzazione aggiungono passaggi e possono influire sulle dimensioni. |
Per gli acquirenti tecnici, il modo più sicuro per gestire i costi è ridurre l'ambiguità: definire quali facce sono cosmetiche, quali devono essere protette e cosa si intende per “buono”.
Considerazioni sui tempi di esecuzione: elaborazione interna o da parte del fornitore e tempi di coda (grafico della timeline)
Il lead time è solitamente determinato dal batching, dai tempi di coda e dai requisiti di ispezione piuttosto che dal tempo di esplosione in sé.
| Tipo di processo | Flusso di processo tipico |
|---|---|
| Esplosione interna | Macchina → Sbavatura → Sabbiatura slot in programma → Ispezione → Operazione successiva |
| Anodizzazione del venditore | Macchina → Sbavatura → Spedizione/trasferimento → Accodamento → Rack + processo → Ispezione → Restituzione |
Se i tempi sono limitati, la leva principale è la riduzione delle manipolazioni speciali: ridurre al minimo le mascherature, semplificare i requisiti cosmetici ove possibile ed evitare di mescolare famiglie di pezzi molto diverse in un unico requisito cosmetico.
Prototipo vs. produzione: scegliere il percorso più pratico (albero decisionale)

Un errore comune nei prototipi è quello di considerare la finitura solo come un aspetto estetico, per poi scoprire in produzione che la mascheratura e i controlli di adattamento sono i vincoli dominanti.
Semplice strumento interattivo: Input del calcolatore del “selettore di finitura” (dimensioni del pezzo, quantità, livello cosmetico, tempi di consegna)
È possibile verificare la fattibilità chiedendo una breve serie di input e forzando una decisione coerente. Non si tratta di un calcolatore di prezzi. È un “filtro del rischio”.”
Ingressi
- Materiale e lega (lega singola o mista)
- Dimensione della busta e classe di peso (piccola/media/grande, secondo la vostra definizione interna)
- Quantità (prototipo o basso volume o produzione)
- Livello cosmetico (utilità, cosmetico standard, cosmetico elevato con corrispondenza visiva stretta)
- Sono presenti interfacce critiche? (sì/no; elencare filettature/forature/guarnizioni/contatti elettrici)
- Complessità della geometria (facce aperte vs tasche profonde vs canali interni)
- Preferenza per il percorso di finitura (solo sabbiatura, solo anodizzazione, sabbiatura + anodizzazione)
- Vincoli di consegna (normali o accelerati, secondo la vostra definizione interna)
Output (suggerimenti per le decisioni)
- “Il percorso finale è fattibile con i normali controlli”.”
- “Fattibile, ma richiede un piano di zonizzazione + mascheratura”.”
- “Alto rischio per l'uniformità cosmetica; richiede l'approvazione del campione e un metodo di ispezione definito”.”
- “Alto rischio di adattamento; richiede la mascheratura dell'interfaccia e controlli funzionali post-finitura”.”
Questo tipo di strumento vi aiuta a prendere una decisione informata in anticipo, prima che il disegno sia bloccato.
Considerazioni su ambiente, salute e conformità
Entrambi i processi comportano obblighi reali di sicurezza e conformità. Non si tratta di questioni burocratiche. Hanno un impatto sul controllo del processo e sulla scelta del fornitore.
Considerazioni sulla sicurezza in officina: polveri, DPI e controlli di processo (lista di controllo di sicurezza)
La sabbiatura abrasiva crea polvere nell'aria e rischi di rimbalzo. L'anodizzazione utilizza prodotti chimici e apparecchiature elettriche, oltre alla gestione dell'acqua di nebulizzazione e di risciacquo. Se state effettuando un audit su un fornitore o se state stabilendo dei requisiti interni, concentratevi sull'esistenza e sull'utilizzo dei controlli.
Lista di controllo di sicurezza (alto livello):
- Separazione dell'area di brillamento e controllo delle polveri (contenimento e ventilazione)
- Programma di protezione delle vie respiratorie, ove richiesto
- Protezione degli occhi e della pelle per il rimbalzo della sabbiatura e gli spruzzi chimici
- Manipolazione dei supporti e gestione della casa per evitare rischi di scivolamento e polvere
- Controlli sulla manipolazione dei prodotti chimici per le linee di anodizzazione (etichettatura, stoccaggio, risposta alle fuoriuscite)
- Formazione e procedure documentate per gli operatori
Il punto chiave è che “sabbiatura” e “anodizzazione” sono entrambi processi controllati. Se un fornitore li tratta come fasi informali, dovete aspettarvi una certa variabilità.
Fattori di scarto e smaltimento: supporti, acque di risciacquo e sottoprodotti (tabella di confronto)
| Argomento | Granigliatura | Anodizzazione |
|---|---|---|
| Flusso primario di rifiuti | Mezzi di sabbiatura esauriti, polvere e materiale superficiale rimosso | Gestione dei bagni di processo e dei flussi di acqua di risciacquo |
| Focus sul rischio | Controllo del particolato e contaminazione dei supporti | Gestione dei prodotti chimici, gestione delle acque reflue, gestione dei fanghi/dei prodotti secondari |
| Segnali di conformità da ricercare | Manutenzione della raccolta delle polveri, approccio alla caratterizzazione dei rifiuti | Controlli documentati delle acque reflue, registri di manutenzione dei bagni, documentazione sullo smaltimento dei rifiuti |
Non è necessario essere un esperto di ambiente per chiedere i documenti giusti e verificare se un negozio opera in modo controllato.
Domande del fornitore per la conformità: documentazione da richiedere (lista di controllo)
Chiedete i documenti che dimostrino che il fornitore è in grado di eseguire il processo in modo coerente e legale:
- Sintesi del programma di sicurezza relativo alla sabbiatura e alla manipolazione di sostanze chimiche
- Approccio alla gestione e allo smaltimento dei rifiuti (quali flussi esistono e chi li gestisce)
- Documentazione di base del controllo di processo (fasi di ispezione, controlli di accettazione)
- Approccio alla tracciabilità dei materiali se la consistenza della lega è importante per l'aspetto dell'anodizzazione
- Eventuali certificazioni o dichiarazioni di conformità richieste dal vostro settore (se applicabile)
Queste richieste sono anche un indicatore di maturità. Un'officina in grado di rispondere in modo chiaro ha di solito una migliore ripetibilità.
“Punti di decisione della ”scelta più verde" senza ipotesi (quadro decisionale)
“Più verde” non è una risposta univoca perché dipende dai confini: tipo di rifiuti, energia, acqua e tasso di rilavorazione.
Un quadro decisionale pratico:
- Se l'obiettivo principale è ridurre le rilavorazioni e gli scarti, scegliete il percorso con le migliori possibilità di soddisfare i requisiti al primo passaggio. Gli scarti sono spesso l'impronta più grande.
- Se l'autista riduce l'esposizione al particolato, evita la sabbiatura aggressiva a cielo aperto e richiede sistemi di sabbiatura controllata e di raccolta delle polveri.
- Se il vostro obiettivo è ridurre l'onere della gestione dell'acqua e dei prodotti chimici, riconoscete che l'anodizzazione richiede una maggiore infrastruttura di controllo chimico rispetto alla sabbiatura.
- Se il vostro autista sta riducendo il trasporto, valutate se la finitura può essere eseguita vicino alla fase di lavorazione senza aggiungere ulteriori spedizioni.
In questo modo la decisione si basa su ciò che si può verificare invece che su ipotesi.
Raccomandazioni basate sulle applicazioni (casi d'uso ed esempi)
I casi d'uso sono quelli in cui la teoria si trasforma in note di disegno e decisioni di acquisto. L'obiettivo non è quello di dire che una finitura è sempre corretta, ma di mostrare cosa confermare prima di impegnarsi.
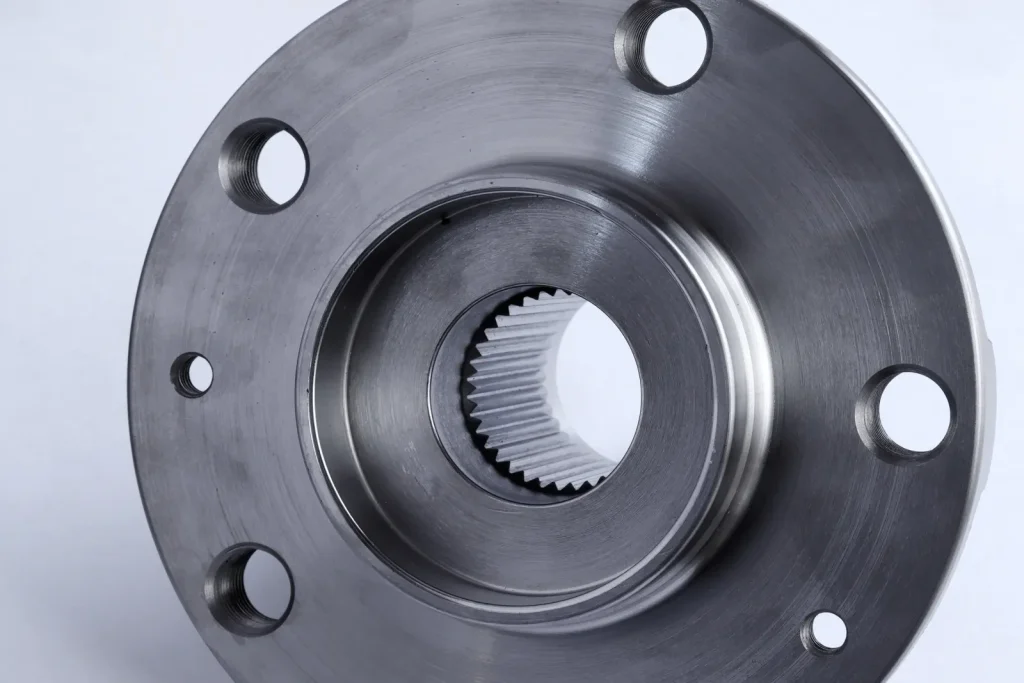
Pezzi lavorati a CNC: scelta della finitura per le aspettative tipiche (suggerimenti per il caso d'uso)
Per i pezzi in alluminio lavorati a controllo numerico, le aspettative comuni sono la riduzione dei segni degli utensili, la costanza della lucentezza e la stabilità degli accoppiamenti.
Spunti per i casi d'uso che portano a decisioni corrette:
- Se il pezzo è prevalentemente cosmetico e viene maneggiato spesso, accettate che una finitura opaca possa sviluppare punti di contatto lucidi?
- Se il pezzo si accoppia a un altro pezzo, quali facce devono mantenere la dimensione lavorata e quali possono accettare la modifica della texture?
- Se il pezzo presenta segni incisi, testi piccoli o loghi, è necessario che rimangano nitidi dopo la sabbiatura e l'anodizzazione?
- Se il pezzo comprende alette sottili o spigoli vivi, l'arrotondamento dei bordi è accettabile?
Questi suggerimenti fanno sì che “sabbiatura o anodizzazione” sia una decisione strutturata piuttosto che una preferenza.
Cosmetici rivolti al consumatore e utilità industriale: dare priorità alle specifiche (albero decisionale a due percorsi)
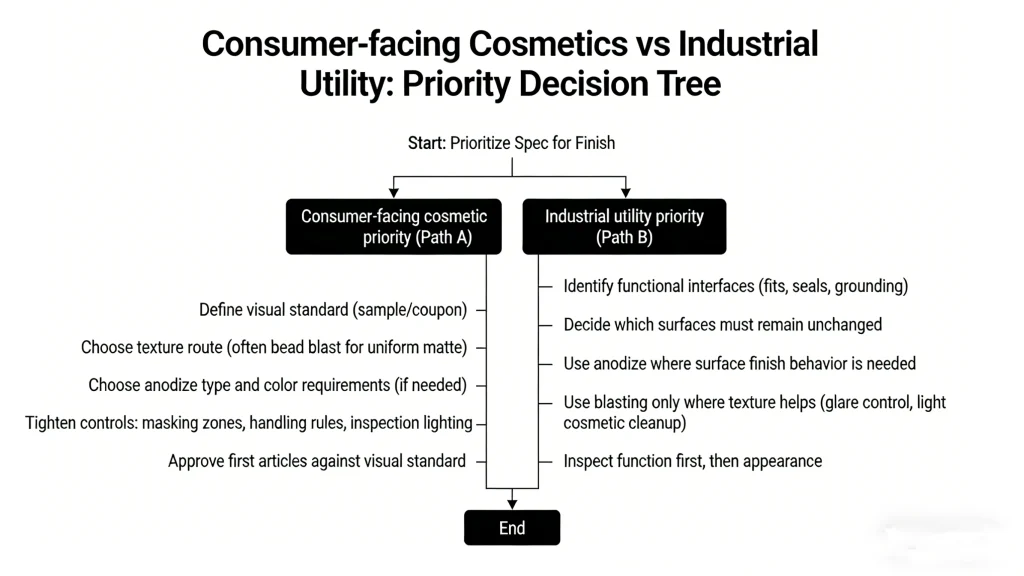
In pratica, molti progetti si collocano tra questi percorsi. L'albero decisionale è comunque utile perché costringe a definire il significato di “buono”.
Considerazioni su materiali e leghe: cosa confermare al vostro rifinitore prima di impegnarsi (modello di modulo di assunzione)
La variazione della lega è una causa comune di mancata corrispondenza dell'aspetto dell'anodizzazione. Può anche influire sul modo in cui i mezzi di sabbiatura interagiscono con la superficie.
Utilizzate un modulo di assunzione per ridurre le congetture:
Parte e materiale
- Numero di parte e revisione
- Specifiche del materiale acquistato (includere la lega e la tempra, se nota)
- Sono consentiti più lotti di materiale in una costruzione? (sì/no)
Geometria e aree critiche
- Elenco dei fori, delle filettature, delle superfici di tenuta e delle interfacce dei cuscinetti critici
- Elenco delle facce cosmetiche (superfici A) e delle zone di marcatura di contatto accettabili
- Pareti sottili, tasche profonde o canali interni difficili da sabbiare/pulire
Requisiti di finitura
- Sabbiatura a grani: preferenza per il tipo di media (se presente), aspetto del bersaglio (standard visivo) e aree da escludere
- Anodizzazione: indicazione del tipo/classe, requisiti di colore se tinta e aree da escludere o mascherare
- Metodo di ispezione: standard visivo + eventuali controlli funzionali dopo la finitura
In questo modo la conversazione rimane tecnica. Inoltre, si riduce il rischio che il fornitore scelga un supporto predefinito o un percorso di anodizzazione predefinito che non corrisponde alle vostre intenzioni.
Elementi essenziali per la scrittura di specifiche: come comunicare i requisiti di granigliatura/anodizzazione (schema di specifiche campione + tabella)
Una buona specifica di finitura è specifica per quanto riguarda l'ambito, l'accettazione e la verifica. Evita parole vaghe come “bella finitura” o “anodizzazione uniforme”.”
Esempio di schema di capitolato d'oneri
- Ambito di applicazione: quali superfici sono incluse ed escluse
- Preparazione: sono consentiti gli stati di prefinitura (grezzo, sabbiato, lucidato).
- Processo: requisiti di granigliatura e/o anodizzazione
- Mascheratura: zone di mascheramento esplicito per filettature, accoppiamenti e punti di contatto elettrico
- Accettazione cosmetica: standard visivo e variazioni consentite (zone di marcatura dei travasi, limiti di variazione della tonalità come definiti dal campione)
- Accettazione funzionale: controlli post-finitura per gli accoppiamenti e le filettature, se necessario.
- Pulizia e manipolazione: aspettative di pulizia se necessarie per l'assemblaggio
Un modo compatto per inserire questi dati in un pacchetto di disegni è una tabella:
| Articolo | Requisiti per la granigliatura | Requisiti per l'anodizzazione |
|---|---|---|
| Superfici incluse | Definire i volti o “tutto tranne...”.” | Definire i volti o “tutto tranne...”.” |
| Superfici escluse | Filettature, fori, superfici di tenuta, interfacce di riferimento (elenco) | Lo stesso, più i contatti elettrici se necessari |
| Aspetto del bersaglio | Opaco/satinato secondo lo standard visivo approvato | Colore/naturale secondo lo standard visivo approvato (se cosmetico) |
| Vincoli mediatici/di preparazione | Tipo di supporto consentito; evitare l'abrasivo aggressivo in presenza di elementi fragili. | Stato di prefinitura richiesto (come lavorato o sabbiato) |
| Controlli di accettazione | Integrità visiva e degli elementi (stato dei bordi, leggibilità del testo) | Controlli visivi + funzionali (filettature, accoppiamenti) |
| Note | Pulire i supporti dai fori/le tasche prima della fase successiva. | Le zone di contatto delle scaffalature sono consentite solo in aree definite |
Questa è la risposta pratica alla domanda “Si può anodizzare senza sabbiatura?”. Sì. Molti pezzi vengono anodizzati come lavorati o dopo altre preparazioni. La vera domanda è se l'anodizzazione da sola soddisferà i requisiti estetici che avete in mente. Se l'obiettivo è una texture opaca uniforme, spesso è necessario un passaggio di texture definito (sabbiatura o altro metodo) prima dell'anodizzazione.
Fine
La granigliatura rispetto all'anodizzazione è una scelta tra la modifica della struttura della superficie e la modifica della chimica della superficie, e molti progetti fattibili utilizzano entrambe. Se avete bisogno di un aspetto opaco e uniforme che nasconda i segni degli utensili, iniziate a valutare la granigliatura e i suoi rischi per i bordi e gli elementi fini. Se avete bisogno di una finitura all'ossido per i pezzi in alluminio, iniziate a valutare il tipo di anodizzazione, le esigenze di mascheratura e il modo in cui lo strato di ossido può influire su accoppiamenti e filettature.
Questo approccio è adatto quando è possibile definire le zone cosmetiche, proteggere le interfacce critiche e concordare le modalità di ispezione della finitura. Diventa rischioso quando il disegno si basa su un linguaggio vago sull'aspetto, quando le tolleranze sono strette su superfici che saranno sabbiate o anodizzate o quando le leghe e le fasi di preparazione non sono controllate tra i vari lotti.

Domande frequenti
Devo sabbiare prima dell'anodizzazione?
Se si desidera una finitura opaca e uniforme e una consistenza migliore rispetto alle superfici lavorate, è consigliabile effettuare spesso la granigliatura prima dell'anodizzazione, in quanto la granigliatura utilizza mezzi delicati che migliorano l'aspetto e preparano la superficie a processi come l'anodizzazione. Il processo di sabbiatura a corde utilizza mezzi per rimuovere i segni degli utensili e preparare la superficie per l'anodizzazione; è sufficiente controllare il rischio di arrotondamento degli spigoli, la pulizia accurata dei mezzi incorporati e la mascheratura adeguata per gli accoppiamenti e le filettature: le migliori pratiche da seguire per ottenere risultati ottimali. Se esistono interfacce strette, limitate la sabbiatura e l'anodizzazione alle sole facce estetiche per proteggere le aree funzionali, poiché la granigliatura è generalmente sicura ma richiede attenzione in prossimità di elementi critici, anche in settori diversi.
La granigliatura modifica le dimensioni dei pezzi?
La granigliatura è più delicata dei processi abrasivi o di incisione, per questo crea una finitura liscia senza danneggiare la superficie dei pezzi CNC in alluminio. In genere non modifica drasticamente le dimensioni dei pezzi, anche se può alterare la geometria in modo localizzato, soprattutto arrotondando gli spigoli e ammorbidendo piccoli elementi; inoltre, la granigliatura può influire sulle dimensioni effettive di filettature e piccoli fori se i materiali della granigliatura colpiscono quelle aree. Se l'accuratezza dimensionale è fondamentale, è opportuno definire zone non sabbiate e ispezionare le caratteristiche critiche dopo il processo di granigliatura, poiché questo processo è adattabile a diversi tipi di materiali.
Qual è la migliore finitura per i pezzi CNC in alluminio?
Non esiste un'unica finitura migliore per i pezzi CNC in alluminio, poiché la scelta ideale bilancia estetica e prestazioni in base ai requisiti specifici del progetto e comprende una serie di opzioni di finitura. La granigliatura è una delle opzioni più versatili per ottenere una texture opaca uniforme e rimuovere i segni degli utensili, mentre l'anodizzazione fornisce una finitura ossidata durevole e un colore opzionale; molti servizi di finitura offrono soluzioni combinate che includono granigliatura e anodizzazione per ottenere l'aspetto e le prestazioni ideali. La finitura giusta deve essere adattata al materiale e all'uso previsto del pezzo.
Si può anodizzare senza sabbiatura?
Sì, è possibile anodizzare senza sabbiatura, poiché l'anodizzazione può essere eseguita direttamente sulle superfici lavorate o dopo altre fasi di preparazione, anche se la sabbiatura migliora il risultato finale dell'anodizzazione creando una base uniforme. Il limite principale è che l'anodizzazione da sola non rimuove i segni degli utensili né crea una finitura uniforme, quindi la granigliatura crea una base più coerente e professionale quando l'aspetto estetico è una priorità per i componenti in alluminio, soprattutto perché funziona bene con i processi che includono l'anodizzazione. Questa guida spiega come scegliere il metodo di preparazione della superficie più adatto alle vostre esigenze specifiche.
Riferimenti
https://www.osha.gov/silica-crystalline
https://nvlpubs.nist.gov/nistpubs/Legacy/HB/nbshandbook116.pdf
https://quicksearch.dla.mil/qsDocDetails.aspx?ident_number=36007



