L'anodisation (également appelée anodisation) transforme la surface métallique de l'aluminium en une couche d'oxyde d'aluminium résistante et contrôlée. Ce processus électrochimique contribue à la résistance à la corrosion, à l'usure et à la couleur. Si vous êtes confronté à des revêtements qui s'écaillent ou se décollent, à des variations de couleur ou à des problèmes de résistance au sel, à la chaleur ou aux UV, l'aluminium anodisé résout souvent ces problèmes tout en conservant l'aspect du métal. L'aluminium anodisé est couramment utilisé dans l'architecture, l'électronique, l'aérospatiale, l'automobile, etc.
Ce guide commence par les bases - ce que signifie l'anodisation et comment elle fonctionne - puis vous présente les types d'anodisation et les principales spécifications. Vous verrez comment choisir l'épaisseur, le joint et la couleur, comment indiquer les normes sur les dessins et comment comparer l'anodisation à la peinture, au revêtement en poudre et au placage. Nous abordons également les données de performance, les meilleures pratiques en matière de processus, la qualité et le dépannage, le développement durable et la conformité, ainsi que les outils pratiques. En cours de route, nous répondons à des questions courantes telles que : Quel est l'objectif de l'anodisation ? L'anodisation s'use-t-elle ? Quels sont les métaux qui peuvent être anodisés ? Quelle est la règle des 720 ? À la fin, vous pourrez spécifier la bonne finition anodisée en toute confiance.
Qu'est-ce que l'anodisation et comment fonctionne-t-elle ?
L'aluminium et certains autres métaux peuvent également être anodisés, bien que l'aluminium reste le matériau le plus couramment traité en raison de ses propriétés de couche d'oxyde. Comprendre le fonctionnement de l'anodisation permet d'expliquer pourquoi les produits anodisés pièces en aluminium sont résistants à l'usure et à la corrosion, et peuvent contenir une variété de couleurs.
Mécanisme du noyau et formation d'oxyde
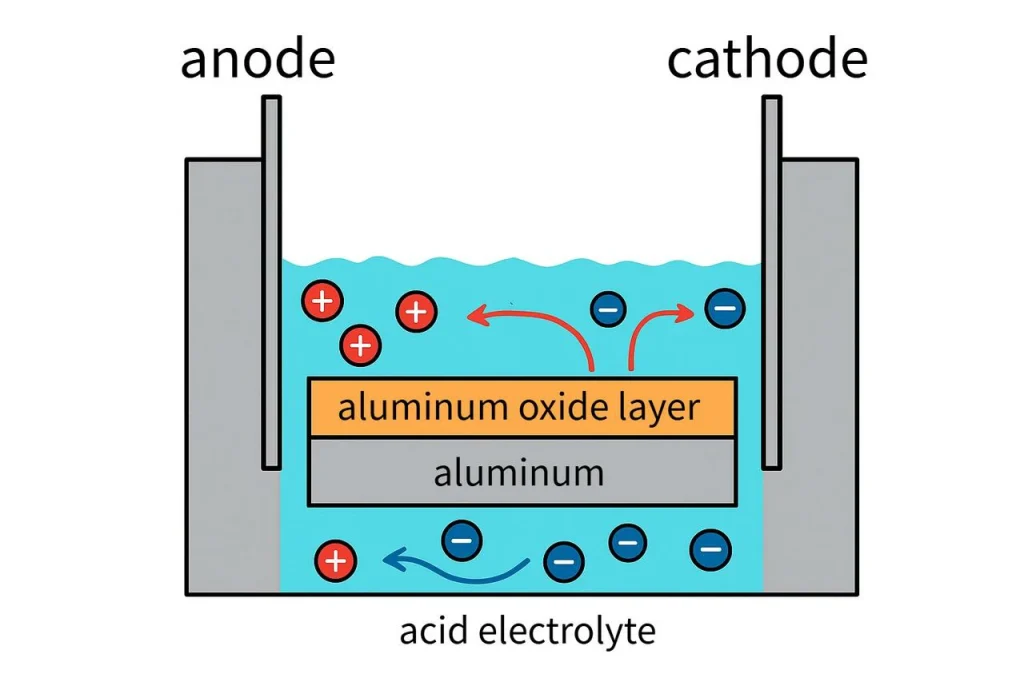
Dans l'anodisation, la pièce en aluminium devient l'anode dans un bain d'acide, le plus souvent de l'acide sulfurique. Lorsque le courant continu est appliqué, des ions d'oxygène se forment à la surface de l'aluminium, créant de l'oxyde d'aluminium (Al2O3). Il ne s'agit pas d'un revêtement, mais d'une conversion de la couche supérieure du substrat d'aluminium en un film anodique. Ce film est composé de deux parties :
- Une fine couche de barrière à l'interface du métal qui est dense et non poreuse.
- Au-dessus de la fine couche barrière se forme une couche poreuse d'oxyde d'aluminium qui peut contenir des colorants ou des sels métalliques pour la coloration.
L'oxyde d'aluminium étant plus dur et plus stable, la résistance de l'aluminium anodisé à la corrosion et à l'usure est nettement supérieure à celle de l'aluminium nu. Il donne également une finition de surface durable qui conserve l'aspect métallique.
Vue d'ensemble étape par étape (nettoyage, anodisation, coloration, scellement)
Voici le processus d'anodisation de haut niveau suivi par la plupart des ateliers :
- Préparation de la surface
- Nettoyer : Enlever les huiles et les salissures (nettoyage alcalin ou au solvant).
- Gravure : Gravure alcaline légère pour égaliser les marques de l'outillage.
- Desmut : Desmut acide pour éliminer les résidus d'alliage (comme le cuivre ou le silicium).
- Anodisation
- Placer la pièce de manière à ce que le courant circule de manière uniforme.
- Immerger dans un électrolyte acide, l'acide sulfurique étant généralement utilisé pour son efficacité et sa facilité de contrôle.
- Appliquer une tension d'anodisation et une densité de courant contrôlées.
- Contrôler la température et la durée pour obtenir l'épaisseur souhaitée de l'oxyde, garantissant ainsi une protection et une durabilité adéquates.
- Couleur (en option)
- Utiliser des colorants organiques ou des sels métalliques pour remplir les pores, ce qui permet de fixer la couleur et d'améliorer la résistance à la corrosion.
- Vous pouvez également utiliser la coloration électrolytique en deux étapes (dépôt de sels métalliques, souvent de l'étain, dans les pores) pour passer du bronze au noir.
- Sceau
- Fermer et hydrater les pores pour fixer la couleur et améliorer la résistance.
- Les options comprennent l'eau chaude désionisée, les joints en acétate de nickel ou les joints à température moyenne.
- Des joints avancés améliorent la stabilité aux UV et réduisent le dégorgement des colorants.
Chimie et réactions (équilibrées)
À l'anode (surface de l'aluminium) :
2Al + 3H2O → Al2O3 + 6H+ + 6e-
A la cathode :
6H+ + 6e- → 3H2(g)
Réaction cellulaire globale :
2Al + 3H2O → Al2O3 + 3H2(g)
Des bulles d'hydrogène sont visibles à la cathode. L'électrolyte, souvent de l'acide sulfurique, aide à dissoudre et à façonner la surface poreuse croissante tandis que la couche barrière se forme à l'interface du métal.
Types d'anodisation et caractéristiques principales
Les pièces en aluminium et autres métaux peuvent être anodisées à l'aide de différents types d'anodisation, chacun offrant des avantages et des performances spécifiques. Comprendre les différences entre les anodisations de type I, II et III vous aide à choisir l'épaisseur d'oxyde, la porosité et la finition appropriées pour la résistance à la corrosion, l'usure et la stabilité de la couleur de vos pièces en aluminium anodisé.
Utilisation de type I (acide chromique) - cas et limites
L'anodisation à l'acide chromique (CAA) crée un film très fin et moins poreux. Elle ne provoque qu'une modification minime des dimensions et ménage les pièces soumises à une fatigue importante. Elle est couramment utilisée dans l'aérospatiale comme base pour l'apprêt et la peinture lorsque le poids et la durée de vie sous contrainte sont importants. La finition est souvent grise ou foncée et n'est pas idéale pour les couleurs vives. Comme l'acide chromique contient du chrome hexavalent, il pose davantage de problèmes de réglementation et de manipulation que les systèmes à base d'acide sulfurique, et de nombreux programmes utilisent désormais des solutions de remplacement lorsque cela est possible.
Caractéristiques typiques : film mince, bonne adhérence à la peinture, couleur minimale, excellent pour l'apprêt et les pièces sensibles aux contraintes.

Type II (acide sulfurique) pour la couleur et la polyvalence
L'anodisation de type II (sulfurique) est la plus courante. Elle produit un oxyde d'épaisseur modérée avec une structure très poreuse, parfaite pour la teinture. Elle est utilisée pour les pièces décoratives, les biens de consommation, la résistance générale à la corrosion et de nombreux composants usinés. Avec un scellement approprié, le type II conserve bien sa couleur et résiste aux intempéries dans de nombreux environnements.
Caractéristiques typiques : large gamme de couleurs, bonne résistance à la corrosion, bon rapport coût-efficacité, contrôle polyvalent de l'épaisseur.

Type III (Hardcoat) pour une résistance à l'usure et une durabilité extrême
L'anodisation de type III (hardcoat, hard anodizing) produit un oxyde épais et dense. Elle peut atteindre environ 25-75 µm et est utilisée pour les surfaces d'usure, d'abrasion et de glissement. La dureté peut atteindre environ 400-600 HV (en fonction de l'alliage et des paramètres). De nombreuses pièces automobiles, industrielles et de défense utilisent des couches dures pour une longue durée de vie. Il est toujours possible de colorer les couches dures, mais les teintes ont tendance à être plus foncées en raison de leur structure dense.
Caractéristiques typiques : haute résistance à l'usure, film plus épais, teinte plus foncée, bonne base pour les lubrifiants solides.

Spécifications à rappeler sur les dessins
Lorsque vous spécifiez l'anodisation sur un dessin ou un appel d'offres, incluez les détails qui contrôlent l'apparence et la performance :
- Alliage (par exemple, 6061-T6) et état de la pièce
- Type de processus (Type I/II/III) et norme (par exemple, MIL-A-8625, ISO 7599, ISO 10074), conformément à l'annexe I. Spécification de l'Agence logistique de la défense.
- Epaisseur cible (µm ou mils) et tolérance
- Préparation de la surface (gravure/non gravure), zones de masquage et notes de rayonnage
- Couleur (code couleur ou teinte électrolytique)
- Type de scellage (eau chaude, acétate de nickel, température moyenne, ou non scellé pour collage)
- Tests d'assurance qualité spéciaux (méthode d'épaisseur, test de qualité du joint, test de corrosion, tolérance de couleur)
Tableau : Plages et propriétés typiques par type
| Attribut | Type I (chromique) | Type II (sulfurique) | Type III (couche dure) |
|---|---|---|---|
| Épaisseur typique | 2-7 µm (0.08-0.28 mil) | 5-25 µm (0.2-1.0 mil) | 25-75 µm (1.0-3.0 mil) |
| Porosité | Faible | Haut | Modérée à élevée (plus dense) |
| Teinturabilité | Limitée | Excellent | Limité aux teintes plus foncées |
| Dureté (approx.) | ~200-300 HV | ~250-400 HV | ~400-600 HV |
| Changement de dimension | Minime | Modéré | Modéré à élevé |
| Utilisations courantes | Amorçage, fatigue critique | Décoratif, usage général | Usure, glissement, usage intensif |
Note : Les valeurs réelles dépendent de l'alliage, de la chimie du bain, de la température et de la densité du courant.
Avantages, performances et comparaisons de l'anodisation
Les pièces en aluminium anodisé offrent une combinaison de durabilité, de résistance à la corrosion et d'attrait esthétique que peu d'autres finitions peuvent égaler. En transformant la surface du métal en une couche d'oxyde dure et poreuse, l'anodisation améliore la résistance à l'usure, protège contre les dommages environnementaux et conserve un aspect métallique. La comparaison entre l'anodisation et la peinture, le revêtement par poudre et le placage montre pourquoi les pièces anodisées sont largement utilisées dans l'aérospatiale, l'automobile, l'architecture et les applications industrielles.
Principaux avantages des données
L'anodisation s'use-t-elle ? Avec le temps, une forte abrasion peut user le film, en particulier sur les bords. Dans les produits chimiques à pH élevé, l'oxyde peut se dissoudre. Mais dans des conditions normales d'utilisation, une couche anodique scellée a une longue durée de vie, et la couche dure peut durer des années dans les systèmes à usage intensif. Les principaux avantages d'un revêtement anodisé proviennent de l'oxyde d'aluminium lui-même. Il est dur, adhérent et fait partie intégrante du métal. La finition ne s'écaille pas comme une peinture car elle provient de la couche superficielle du métal.
- Résistance à la corrosion : Les films de type II et de type III correctement scellés sont plus performants que l'aluminium nu dans les atmosphères salines et industrielles. Dans les tests de pulvérisation de sel en laboratoire (ASTM B117), les films scellés de type II durent généralement beaucoup plus longtemps que l'aluminium brut.
- Résistance à l'usure : L'anodisation dure peut atteindre une microdureté de l'ordre de 400-600 HV, ce qui permet d'obtenir de bien meilleures performances en matière d'abrasion que l'aluminium nu.
- Esthétique : Le type II permet d'obtenir une finition stable de l'aluminium anodisé avec un éclat métallique et une grande variété de couleurs. Dans les qualités architecturales, la stabilité de la couleur à la lumière du soleil est forte lorsque vous choisissez des colorants résistants à la lumière ou des couleurs électrolytiques.
- Nettoyage et toucher : La surface anodisée est lisse et facile à nettoyer.
- Thermique et électrique : l'oxyde est un isolant électrique et augmente l'émissivité thermique, ce qui peut contribuer au rayonnement de la chaleur.
Anodisation par rapport au revêtement par poudre, à la peinture, au placage
Ce tableau met en évidence la différence entre l'anodisation et d'autres finitions courantes telles que le revêtement en poudre, la peinture et la galvanoplastie.
| Critère | Anodisation | Revêtement en poudre | Peinture | Placage électrolytique (par exemple, nickel) |
|---|---|---|---|---|
| Comment cela fonctionne-t-il ? | Conversion de la couche supérieure du métal | Couche de polymère sur le dessus | Couche de polymère sur le dessus | Couche métallique sur le dessus |
| Risque de pelage ou de déchiquetage | Très faible | Possible | Possible | Possible |
| Épaisseur (typique) | 5-75 µm | 50-150 µm | 20-50 µm | 5-25 µm |
| Résistance à l'usure | Élevée (Type III) | Modéré | Faible-modéré | Modérée-élevée |
| Résistance à la corrosion | Élevée en cas d'étanchéité | Haut | Modérée-élevée | Haut |
| Gamme de couleurs | Large (type II), aspect métallique | Très large, opaque | Très large, opaque | Limited, métallique |
| Réparation sur le terrain | Difficile de faire des "retouches" invisibles | Possible | Possible | Dur |
| Conductivité | Isolation | Isolation | Isolation | Conducteur |
| Profil environnemental | Pas de dépôt de métaux lourds sur la pièce ; gestion de l'acide/de l'eau nécessaire | Pas de solvants ; déchets de poudre | Solvants possibles | Utilisation des métaux ; gestion des bains |
| Coût (relatif) | Modéré | Modéré | Faible-modéré | Modérée-élevée |
L'essentiel est que l'anodisation s'intègre à l'aluminium lui-même. Elle conserve l'aspect métallique, résiste à l'écaillage et peut être très durable si l'épaisseur et l'étanchéité sont adéquates.
Propriétés électriques, thermiques et de frottement
L'oxyde d'aluminium anodique est un isolant électrique. Cela signifie que la surface d'une pièce anodisée ne sera pas conductrice à moins que vous n'enleviez l'oxyde localement ou que vous ne l'imprégniez de matériaux conducteurs. Cette propriété est utile pour l'espacement diélectrique et la réduction du couplage galvanique.
D'un point de vue thermique, l'aluminium anodisé a une émissivité plus élevée que l'aluminium nu. L'aluminium nu réfléchit la chaleur ; les surfaces anodisées rayonnent mieux la chaleur, ce qui peut contribuer au refroidissement passif. Les couleurs sombres augmentent souvent l'émissivité.
Le frottement dépend de la structure du film et de la lubrification. La couche dure seule a un coefficient de frottement relativement élevé. Avec du PTFE ou un lubrifiant sec dans les pores, le coefficient diminue considérablement et le glissement s'améliore. Les concepteurs spécifient souvent l'anodisation dure et un lubrifiant solide pour les pièces mobiles.
Applications et tendances du marché
Les pièces en aluminium anodisé sont largement utilisées dans tous les secteurs en raison de leur durabilité, de leur résistance à la corrosion et de leur attrait esthétique. De l'aérospatiale à l'automobile en passant par l'électronique grand public et l'architecture, les différents types d'anodisation offrent des avantages sur mesure en termes d'usure, de stabilité de la couleur et de protection de la surface. La compréhension de ces cas d'utilisation industriels et des tendances du marché aide à sélectionner les alliages d'aluminium et le processus d'anodisation appropriés pour chaque application.
Cas d'utilisation de l'industrie et aperçus de cas
Dans l'aérospatiale, l'anodisation à l'acide chromique et à l'acide sulfurique est utilisée pour la protection contre la corrosion avec un poids supplémentaire minimal. Les pièces sont souvent apprêtées et peintes après l'anodisation pour une approche de type "ceinture et bretelles".
Dans le domaine de l'électronique grand public, le type II offre une couleur homogène et une sensation de métal de première qualité. Les boîtiers anodisés résistent mieux aux rayures que l'aluminium nu et conservent leur aspect pendant des années.
Dans l'architecture, les extrusions et les panneaux utilisent l'aluminium anodisé parce que l'aspect métallique reste stable à la lumière du soleil et aux intempéries. Les couleurs bronze électrolytique et noir ont une forte résistance aux UV.
Dans les machines automobiles et industrielles, la couche dure de type III protège les pistons, les cylindres, les plaques d'outillage et les composants coulissants soumis à l'abrasion ou au sable et à la poussière. Dans les environnements salins ou humides, les films scellés prolongent la durée de vie.
Si vous avez besoin de pièces en aluminium de haute précision avec des tolérances serrées et une finition professionnelle (y compris l'anodisation), des entreprises comme U-Need proposent l'usinage CNC personnalisé, la fabrication de pièces en aluminium et des options de finition (y compris l'anodisation) avec une excellente qualité de surface et des délais de livraison rapides. Cela permet de faire le lien entre les spécifications de conception et les capacités réelles des fournisseurs.
Taille et croissance du marché
Les rapports de l'industrie estiment la taille du marché de l'aluminium anodisé à plus de $5 milliards en 2022, avec une croissance attendue de près de 7% CAGR dans les années à venir. Cette croissance est due à la légèreté, aux finitions à longue durée de vie, à l'aspect propre et aux besoins en matière de développement durable.
Considérations relatives aux matériaux et aux alliages
Tous les alliages d'aluminium ne s'anodisent pas de la même manière. Un composant en aluminium bien préparé et adapté à l'anodisation, comme ceux de la série 6xxx, donne souvent une finition brillante et uniforme et une bonne dureté. Les alliages 5xxx contenant du magnésium peuvent bien s'anodiser, mais il faut faire attention aux éventuelles teintes jaunâtres. Les alliages à forte teneur en cuivre et en zinc des séries 2xxx et 7xxx peuvent donner des teintes plus foncées et être plus sujets à la formation de piqûres au cours du traitement si la préparation n'est pas bien réglée. La qualité de l'usinage, du polissage et la présence de lignes d'extrusion transparaîtront sur la surface anodisée.
Si vous avez besoin d'une couleur brillante et uniforme, choisissez des alliages connus pour l'anodisation décorative de l'aluminium. Si vous avez besoin d'une résistance maximale, privilégiez les alliages qui produisent une couche dure dense.
Processus étape par étape et bonnes pratiques
Il est essentiel de comprendre le processus d'anodisation de l'aluminium et de suivre les meilleures pratiques pour obtenir des pièces anodisées de haute qualité. De la préparation de la surface et du masquage au contrôle des paramètres du bain, le processus d'anodisation garantit une épaisseur constante, une couleur durable et un scellement fiable. L'application correcte de la règle des 720, associée à des méthodes de coloration et de scellement correctes, permet d'obtenir des pièces en aluminium anodisé présentant une excellente résistance à la corrosion, une bonne résistance à l'usure et une finition esthétique.
Préparation, masquage, fixation
Un bon travail d'anodisation commence avant le bain. Des pièces propres donnent de bons revêtements.
- Dégraissage : Éliminer les huiles et les liquides de refroidissement.
- Gravure alcaline : Léger, pour niveler la surface. Sautez ou minimisez si vous avez besoin d'un aspect très brillant.
- Desmut : Le trempage à l'acide permet d'éliminer les salissures de l'alliage que la gravure laisse derrière elle.
- Masquage : Utilisez des rubans ou des peintures conçus pour les acides afin de maintenir certaines zones non anodisées ou conductrices d'électricité.
- Rayonnage : maintenir les pièces pour obtenir un contact électrique solide et des trajectoires de courant régulières ; éviter les ombres.
Conseil : indiquez à votre finisseur les tolérances serrées, les besoins de masquage et les surfaces "sans gravure". Des notes claires réduisent les rebuts.
Paramètres et contrôles du bain
Pour l'anodisation sulfurique, l'épaisseur et la structure du film sont contrôlées par la concentration de l'acide, la température, la densité du courant et la durée.
Tableau : Paramètres typiques du bain (valeurs indicatives)
| Paramètres | Type II (décoratif) | Type III (couche dure) |
|---|---|---|
| Concentration d'acide sulfurique | ~150-220 g/L | ~150-220 g/L |
| Température | ~18-22°C (64-72°F) | ~0-5°C (32-41°F) |
| Densité de courant | ~1,0-1,5 A/dm² | ~2,0-4,0 A/dm² |
| Profil de tension | Rampé pour limiter les brûlures | Rampe ; tension plus élevée tardivement |
| Agitation | Modéré | Forte (refroidissement important) |
Il s'agit de points de départ. Chaque atelier procédera à des ajustements en fonction de l'alliage, de la géométrie de la pièce et des limites de l'alimentation électrique.
Qu'est-ce que la règle des 720 pour l'anodisation ? Il s'agit d'une règle de production simple pour les procédés à l'acide sulfurique : il faut environ 720 ampères-minutes par pied carré (A-min/pi²) pour obtenir une couche d'oxyde de 1 mil (25,4 µm). En bref :
- Épaisseur (mils) = (Ampères-minutes par pied carré) / 720
- Ou, Ampères-minutes par pied carré = 720 × Épaisseur (mils)
Exemple : Vous voulez 0,8 mil (environ 20 µm). Vous prévoyez de fonctionner à 20 A/ft².
A-min/ft² nécessaire = 720 × 0,8 = 576 A-min/ft².
Temps = (576 A-min/ft²) / (20 A/ft²) = 28,8 minutes.
Cela vous rapproche de la réalité ; votre magasin doit encore s'adapter à l'alliage et au comportement de la tension en temps réel.
Méthodes de coloration et de scellement
La coloration a lieu avant le scellement, lorsque les pores sont ouverts. Vous pouvez utiliser :
- Colorants organiques : Large gamme de couleurs. Certains colorants sont plus résistants à la lumière pour une utilisation en extérieur.
- Coloration électrolytique : Un processus en deux étapes dépose des sels métalliques (souvent de l'étain) pour obtenir des couleurs allant du bronze au noir avec une excellente tenue aux UV.
- Couleur intégrale : la couleur se développe pendant l'anodisation dans des bains spéciaux (plus rare).
Options d'étanchéité :
- Eau chaude désionisée : Hydrate les oxydes en oxyde d'aluminium hydraté, fermant les pores.
- Acétate de nickel : Joint populaire, rapide et durable à température moyenne.
- Sans nickel ou joints à froid : Utile lorsque le nickel doit être limité.
- Non scellé : Parfois choisi pour améliorer l'adhérence ou pour une imprégnation secondaire (comme le lubrifiant à film sec).
Vérification de la qualité du joint : Suivre les tests ASTM B136 de coloration ou des tests similaires pour confirmer la fermeture des pores.

Qualité, essais et dépannage
Pour garantir des pièces en aluminium anodisé de haute qualité, il est nécessaire de procéder à des mesures minutieuses, de respecter les normes et de procéder à un dépannage proactif. En contrôlant l'épaisseur de l'anodisation, la résistance à la corrosion, la qualité du joint, la dureté et la couleur, les fabricants peuvent produire des pièces anodisées conformes aux spécifications et fiables. La compréhension des défauts courants, de leurs causes et des mesures correctives permet de maintenir la cohérence entre les lots et de maximiser les avantages du processus d'anodisation.
Mesures et normes
Des tests clés permettent de confirmer que les pièces anodisées sont conformes aux spécifications :
- Épaisseur : Courant de Foucault (ASTM B244) pour des contrôles rapides et non destructifs ; microsection (ASTM B487) pour la section transversale.
- Corrosion : Exposition au brouillard salin (ASTM B117), souvent utilisée pour les contrôles de qualité des films scellés.
- Qualité de l'étanchéité : Test de coloration ASTM B136 ou ISO 2143 (dissolution à l'acide nitrique) pour évaluer l'étanchéité.
- Dureté : Les essais de microdureté donnent le potentiel d'usure relatif.
- Couleur : les compteurs de couleur et les tolérances permettent d'assurer la cohérence des lots.
Se référer également à la norme MIL-A-8625 pour les dessins de la défense américaine et aux normes ISO 7599 (décoratif) et ISO 10074 (anodique dur) pour les spécifications internationales.
Défauts courants et causes profondes
- Zones brûlantes ou enfumées : Souvent dues à une densité de courant trop élevée, à une mauvaise agitation, à des bords fins concentrant le courant ou à une température élevée.
- Piqûres : Contamination par les chlorures, mauvais rinçage ou impuretés de l'alliage.
- Traînées ou rayures tigrées : Les résidus de gravure/démontage, les marques de fixation ou les lignes d'extrusion.
- Variation de couleur : Lots d'alliages mélangés, épaisseur inégale, vieillissement du bain de teinture, mauvais scellement.
- Mauvaise adhérence de la peinture/des adhésifs : Surface trop mordancée, joint lourd (pour le collage, utiliser un joint non collé ou un joint compatible avec le collage), ou contamination.
- Saignement de la teinture : Un mauvais scellement ou une surteinture peut entraîner un dégorgement de la teinture et une variation de couleur, affectant l'uniformité de la finition anodisée.
Actions correctives et contrôles des processus
- Ajuster la chimie et la température du bain ; utiliser le titrage pour maintenir les niveaux d'acide et d'aluminium dans la fourchette.
- Rincez bien entre les étapes pour éviter toute contamination.
- Utiliser la rampe de courant pour éviter les brûlures au démarrage.
- Améliorer l'agitation et le refroidissement pour stabiliser la température.
- Conservez les diagrammes SPC pour l'épaisseur, les courbes de tension et la couleur ; ajustez-les avant que la dérive ne devienne un rebut.
- Vérifier l'étanchéité en effectuant régulièrement des tests de coloration pour réduire les retours.
Environnement, sécurité et conformité
L'anodisation de l'aluminium et d'autres métaux implique des considérations environnementales, de sécurité et de conformité que chaque fabricant doit gérer. La manipulation correcte des acides, du nickel (s'il est utilisé pour l'étanchéité) et des eaux usées garantit la conformité aux réglementations tout en préservant les performances des pièces anodisées. En suivant les meilleures pratiques EHS et en choisissant des processus d'anodisation durables, les entreprises peuvent réduire les rejets de métaux lourds, protéger les travailleurs et respecter les normes locales et internationales.
Cadres réglementaires et choix plus sûrs
L'anodisation a une empreinte en métaux lourds plus faible que de nombreux procédés de placage, mais il faut tout de même gérer les acides, le nickel (s'il est utilisé pour le scellement) et les eaux usées. Dans l'UE, REACH limite le chrome hexavalent. Cela affecte les lignes d'acide chromique et les revêtements de conversion au chromate. De nombreux programmes spécifient désormais l'anodisation fine à l'acide sulfurique (TSA) ou l'anodisation à l'acide sulfurique borique (BSAA) comme des options à faible teneur en chrome tout en conservant l'adhérence de la peinture.
Aux États-Unis, les eaux usées de finition des métaux sont les suivantes EPA les règles relatives aux effluents. Les permis locaux peuvent ajouter des limites concernant le pH, les métaux et le total des solides dissous. Travaillez avec les autorités locales pour définir les modalités d'échantillonnage et d'établissement des rapports.
Profil de durabilité par rapport à d'autres solutions
L'anodisation ne dépose pas de métaux lourds sur les pièces. Le revêtement anodisé fait partie de l'aluminium et dure longtemps, ce qui réduit les repeints et les remplacements. Le refroidissement, l'agitation et les redresseurs nécessitent de l'énergie, mais le rinçage en circuit fermé et la récupération de la chaleur peuvent réduire la consommation d'eau et d'électricité. Lorsque des joints en acétate de nickel sont utilisés, il convient d'envisager des joints sans nickel afin de réduire les métaux dans les flux de déchets.
Meilleures pratiques en matière d'ESS
La sécurité est importante car la méthode consiste à immerger des pièces dans des acides et à produire de l'hydrogène.
- Utiliser des EPI : gants résistants aux acides, protection des yeux, écran facial, tablier.
- Prévoir une ventilation dans les réservoirs pour traiter les brouillards d'acide et l'hydrogène.
- Former le personnel à la manipulation des acides, à leur neutralisation et à l'intervention en cas de déversement.
- Disposer de douches oculaires et de douches testées à proximité.
- Stocker correctement les acides et les produits caustiques et étiqueter tous les récipients.
Comment savoir si l'aluminium est anodisé ?
Si vous avez une pièce et que vous vous demandez si elle est anodisée, essayez ces quelques vérifications simples :
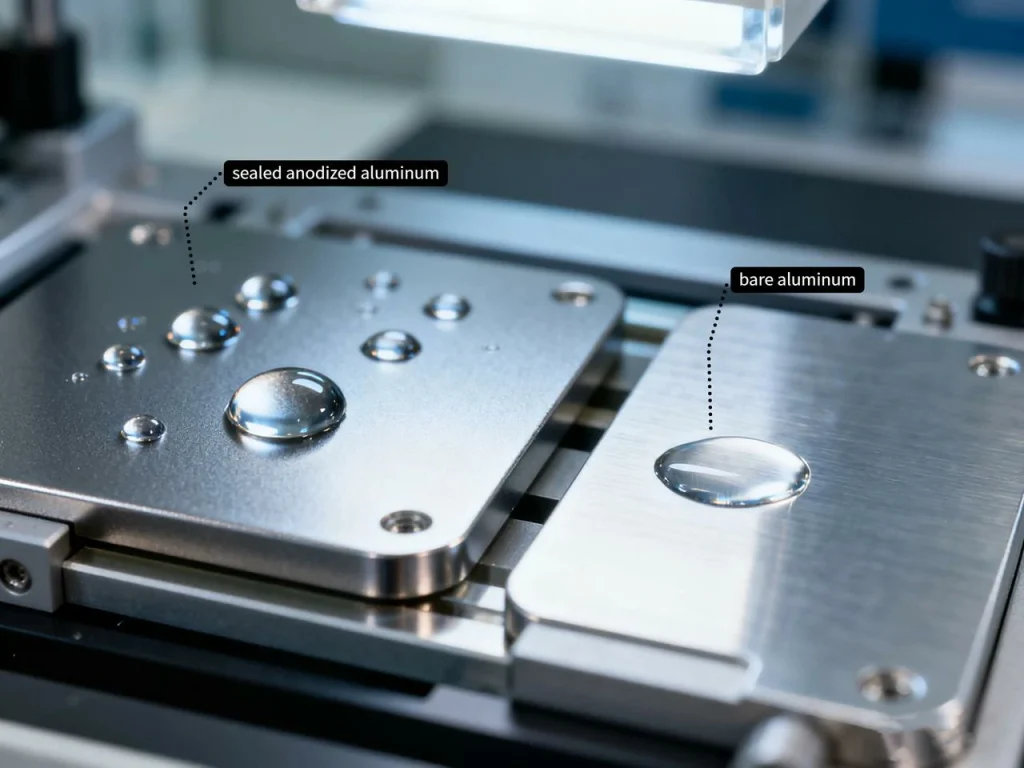
- Test à l'eau : Une goutte d'eau doit perler davantage sur une surface anodisée scellée que sur de l'aluminium nu.
- Test de continuité : Utilisez un multimètre sur un endroit propre ; l'oxyde est isolant, tandis que l'aluminium nu est conducteur.
- Aspect visuel : L'aluminium anodisé présente souvent une couleur uniforme et un éclat métallique doux. Les marques d'usinage peuvent encore apparaître, mais le ton est uniforme.
- Bordure rayée : Sur un bord caché, une petite rayure dans l'anodisation peut faire apparaître une ligne métallique plus brillante.
- Conseil de pro : n'utilisez pas de produits caustiques puissants à la maison pour effectuer des tests ; ils peuvent endommager la pièce et ne sont pas sûrs.
Notes et exemples pratiques supplémentaires
- Changement dimensionnel : La couche d'oxyde se développe à la fois vers l'intérieur et vers l'extérieur. En règle générale, une partie de l'épaisseur remplace l'aluminium (vers l'intérieur) et une autre partie augmente les dimensions (vers l'extérieur). Pour les ajustements serrés, discutez avec votre finisseur de la croissance et du masquage.
- Collage et scellement : Si vous envisagez de coller ou de peindre après l'anodisation, demandez une surface "non scellée" ou "légèrement scellée" pour faciliter l'adhérence.
- Arêtes et coins : Une forte densité de courant sur les bords tranchants peut provoquer des brûlures. Une petite cassure sur les bords améliore à la fois l'aspect et les performances.
- Alliages mixtes : Si votre assemblage comprend différents alliages, vous pouvez constater des différences de teintes même avec le même colorant. Essayez d'utiliser la même famille d'alliages lorsque l'apparence est importante.
- Alternatives à l'acide chromique : Si vous avez besoin de l'adhérence de la peinture mais que vous voulez réduire le chromate, renseignez-vous sur l'anodisation borico-sulfurique ou sulfurique fine avec des systèmes d'apprêt éprouvés.
FAQ
L'anodisation est un processus électrochimique par lequel la surface de l'aluminium - ou d'autres métaux appropriés comme le titane ou le niobium - est transformée en une couche d'oxyde dure et contrôlée. Cette couche anodisée fait partie du métal lui-même, et n'est pas un simple film de surface. Elle est donc très résistante à la corrosion et à l'usure, et prête à recevoir des colorants en cas de besoin. C'est ce qui rend les pièces en aluminium anodisé si durables et si attrayantes.
L'objectif principal de l'anodisation de l'aluminium est d'augmenter l'épaisseur et les performances de la couche d'oxyde naturel. Cela permet d'améliorer la résistance à la corrosion et à l'usure, et de conserver un aspect métallique cohérent, tout en permettant d'appliquer une variété de couleurs par le biais de colorants ou d'une coloration électrolytique. Essentiellement, ce procédé améliore à la fois la fonction et l'esthétique des pièces métalliques.
Oui, elle peut s'user sous l'effet d'une forte abrasion ou se dissoudre dans des solutions alcalines fortes. Mais lorsque vous utilisez une anodisation dure (type III) et que vous scellez correctement les pores, la finition peut durer des années dans le cadre d'une utilisation normale. Pour les finitions décoratives, une surface d'aluminium anodisé de type II scellée conserve sa couleur et résiste étonnamment bien aux intempéries.
Quelques points à surveiller :
- Les retouches sont délicates - les rayures profondes ne peuvent pas être réparées de manière invisible.
- La couche d'oxyde est isolante, donc si vous avez besoin de conductivité électrique, vous devrez la masquer ou l'enlever dans les zones de contact.
- Certaines teintures brillantes peuvent s'estomper à l'extérieur si des pigments de mauvaise qualité sont utilisés ou si l'étanchéité n'est pas suffisante.
Tous les métaux ne fonctionnent pas. Les métaux comme le cuivre, l'acier au carbone ordinaire et les alliages de zinc ne forment pas de couche anodique stable et protectrice. En revanche, l'aluminium, le titane, le niobium, le tantale et le magnésium peuvent être anodisés, bien que le magnésium nécessite des procédés d'anodisation spécialisés. L'acier inoxydable est généralement passivé au lieu d'être anodisé.
Le choix du produit chimique dépend du type d'anodisation :
- L'acide sulfurique est le plus courant pour l'anodisation de type II (décorative) et de type III (couche dure).
- L'acide chromique est utilisé pour l'anodisation de type I, en particulier lorsqu'il s'agit d'épaisseurs minimales et de pièces sensibles à la fatigue.
- Des variantes comme l'acide borique-sulfurique existent pour des besoins industriels spécialisés.
La règle des 720 est une directive de production pratique pour l'anodisation à l'acide sulfurique : il faut environ 720 ampères-minutes par mètre carré pour produire 1 mil (25,4 µm) d'oxyde. Cette règle vous permet d'estimer approximativement le temps d'anodisation à partir de votre densité de courant et de l'épaisseur souhaitée de la couche anodisée, ce qui facilite la planification des cycles d'anodisation et des calendriers de production.
Références
https://quicksearch.dla.mil/qsDocDetails.aspx?ident_number=36026



