アルマイト処理(陽極酸化処理とも呼ばれる)は、アルミニウムの金属表面を強靭で制御された酸化アルミニウム層に変化させます。この電気化学的プロセスは、耐食性、耐摩耗性、色に役立ちます。コーティングの欠けや剥がれ、色のばらつき、塩分、熱、紫外線に対する耐久性などにお悩みの場合、アルマイト処理は金属の外観を保ちながら、多くの場合これらの問題を解決します。建築、電子機器、航空宇宙、自動車などでよく使われています。
このガイドでは、アルマイト処理とは何か、アルマイト処理はどのように機能するのかといった基本的なことから始まり、アルマイト処理の種類や主な仕様について説明します。厚さ、シール、色の選択方法、図面への規格の記載方法、塗装、粉体塗装、メッキとアルマイトの比較方法についても説明します。また、性能データ、プロセスのベストプラクティス、品質とトラブルシューティング、持続可能性とコンプライアンス、実用的なツールについても説明します。また、以下のような一般的な質問にもお答えします:アルマイトの目的は何ですか?アルマイト加工は磨耗しますか?アルマイト処理できる金属は?720ルールとは?最後に、あなたは自信を持って正しいアルマイト仕上げを指定することができます。
アルマイト処理とは何か?
アルミニウムや他の金属もアルマイト処理することができますが、アルミニウムはその酸化皮膜の特性により、依然として最も一般的に処理される材料です。アルマイト処理の仕組みを理解することは、なぜアルマイト処理が必要なのかを説明するのに役立ちます。 アルミ部品 は摩耗や腐食に強く、さまざまな色を保持できる。
コアのメカニズムと酸化物の形成
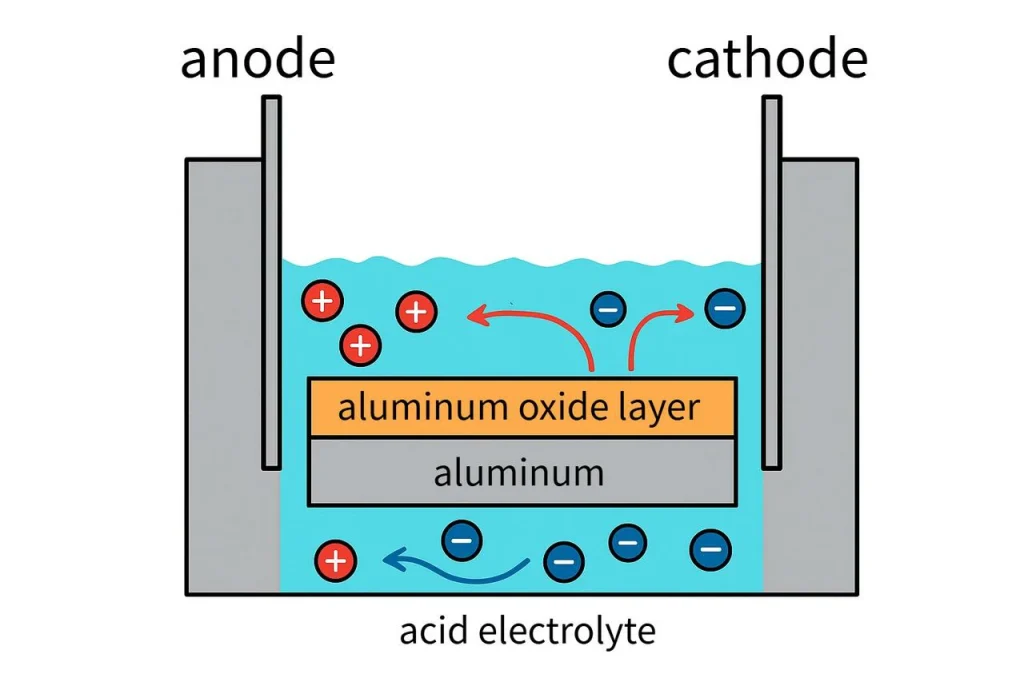
陽極酸化では、アルミニウム部品が酸浴(多くは硫酸)の中で陽極となる。直流電力を加えると、アルミニウムの表面に酸素イオンが形成され、酸化アルミニウム(Al2O3)が生成されます。これは上にコーティングを施したものではなく、アルミニウム基板の最上層を陽極皮膜に変えたものである。その皮膜には2つの部分がある:
- 金属界面の薄いバリア層で、緻密で多孔質ではない。
- 薄いバリア層の上に、多孔質の酸化アルミニウム層が形成され、着色用の染料や金属塩を保持することができる。
酸化アルミニウムはより硬く安定しているため、アルマイトの耐腐食性や耐摩耗性は、裸のアルミニウムよりも格段に優れています。また、メタリックな外観を保つ耐久性のある表面仕上げが施されます。
ステップ・バイ・ステップの概要(クリーニング、アルマイト処理、カラーリング、シール)
以下は、ほとんどのショップが行っているハイレベルなアルマイト処理プロセスである:
- 表面処理
- 洗浄する:油や汚れを除去する(アルカリ性または溶剤洗浄)。
- エッチング:ツーリング・マークを均等にするためのライト・アルカリ・エッチング。
- デスマット:合金残留物(銅やシリコンなど)を除去するための酸デスマット。
- アノダイズ
- 電流が均等に流れるように部品をラックに載せる。
- 酸性電解液に浸す。硫酸は、その効果とコントロールのしやすさから、一般的に使用されている。
- 制御された陽極酸化電圧と電流密度を印加する。
- 温度と時間をコントロールし、適切な保護と耐久性を確保しながら、望ましい酸化膜の厚さに仕上げる。
- カラー(オプション)
- 有機染料や金属塩を使って気孔を埋めることで、色を閉じ込め、耐食性を向上させる。
- また、ブロンズから黒への着色には、電解二段階着色(金属塩(多くはスズ)を気孔に析出させる)を使用する。
- シール
- 毛穴を閉じて潤いを与え、色を閉じ込め、抵抗力を高める。
- 高温脱イオン水、ニッケルアセテートシール、中温シールなどのオプションがある。
- 高度なシールはUV安定性を向上させ、染料のにじみを抑える。
化学と反応(バランス)
陽極(アルミニウム表面)で:
2Al + 3H2O → Al2O3 + 6H+ + 6e-
カソードで:
6H+ + 6e- → 3H2(g)
細胞全体の反応:
2Al + 3H2O → Al2O3 + 3H2(g)
陰極に水素ガスの泡が見えるだろう。電解液(多くの場合硫酸)は、金属界面にバリア層が形成される間に、成長する多孔質表面を溶解し、形成するのに役立つ。
陽極酸化処理の種類と主な仕様
アルミニウムやその他の金属部品は、異なるタイプのアルマイト処理を施すことができ、それぞれが特定の利点と性能を提供します。タイプⅠ、Ⅱ、Ⅲのアルマイト処理の違いを理解することで、耐食性、耐摩耗性、色の安定性のために適切な酸化物の厚さ、気孔率、仕上げを選択することができます。
タイプI(クロム酸)の使用例と限界
クロム酸アルマイト(CAA)は、非常に薄く、多孔性の少ない皮膜を形成します。寸法変化が少なく、疲労が重要な部品に優しい。航空宇宙分野では、重量と応力寿命が重要な下塗りや塗装の下地として一般的です。仕上がりは灰色から暗色になることが多く、鮮やかな染料色には不向きです。クロム酸は六価クロムを含むため、硫酸系よりも規制や取り扱いに関する懸念が大きく、現在では多くのプログラムで可能な限り代替品が使用されています。
代表的な特徴:薄膜、良好な塗料密着性、最小限の色、下塗りや応力に敏感な部品に最適。

タイプII(硫酸):色と汎用性
II型陽極酸化(硫黄系)が最も一般的である。染色に最適な、非常に多孔質な構造を持つ中程度の厚さの酸化物を生成する。これは、装飾部品、消費財、一般的な耐食性、および多くの機械加工部品に使用されます。適切なシーリングにより、タイプIIは色持ちが良く、多くの環境で耐候性がある。
代表的な特徴:幅広い色調、良好な耐食性、費用対効果、多様な厚み制御。

耐摩耗性と耐久性に優れたタイプIII(ハードコート
タイプIIIアルマイト(ハードコート、硬質アルマイト)は、厚く緻密な酸化物を形成する。約25~75μmに達することができ、摩耗、磨耗、摺動面に使用される。硬度はおよそ400~600HVに達する(合金とパラメータに依存)。多くの自動車部品、工業部品、防衛部品は、長い摩耗寿命のためにハードコートを使用しています。ハードコートに着色することもできますが、緻密な構造のため、色合いは濃くなる傾向があります。
代表的な特徴:高い耐摩耗性、厚い皮膜、濃い色調、固体潤滑剤の良好なベース。

図面に記載する仕様
図面やRFQでアルマイト処理を指定する場合は、外観と性能を管理する詳細を含めてください:
- 合金(例:6061-T6)と部品の状態
- プロセスタイプ(Type I/II/III)と規格(例:MIL-A-8625、ISO 7599、ISO 10074)。 防衛物流庁仕様.
- 目標厚さ(μmまたはmil)と公差
- 表面処理(エッチング/エッチングなし)、マスキングゾーン、ラッキングに関する注意事項
- 色(染料カラーコードまたは電解シェード)
- シールの種類(熱水、酢酸ニッケル、中温、または接着剤による接着のためのシールなし)
- 特殊なQA試験(厚み法、シール品質試験、腐食試験、色彩公差)
表:タイプ別の代表的な範囲と特性
| 属性 | タイプI(クロミック) | タイプII(硫黄) | タイプIII(ハードコート) |
|---|---|---|---|
| 一般的な厚さ | 2~7μm(0.08~0.28ミル) | 5~25μm(0.2~1.0ミル) | 25-75 µm (1.0-3.0ミル) |
| 多孔性 | 低い | 高い | 中~高(密度が高い) |
| 染色性 | 限定 | 素晴らしい | 濃い色合いに限定 |
| 硬度(約) | ~200-300 HV | ~250-400 HV | ~400-600 HV |
| 寸法変化 | 最小限 | 中程度 | 中~高 |
| 一般的な用途 | プライミング、疲労が重要 | 装飾用、一般用 | 摩耗、スライディング、ヘビーデューティ |
注:実際の値は、合金、浴化学、温度、電流密度によって異なる。
陽極酸化処理の利点、性能、比較
アルマイト処理されたアルミニウム部品は、耐久性、耐食性、美観を兼ね備えており、他の仕上げにはない魅力があります。アルマイト加工は、金属表面を硬く多孔質の酸化皮膜に変えることで、摩耗性能を向上させ、環境損傷から保護し、メタリックな外観を維持します。アルマイト処理を塗装、粉体塗装、メッキと比較すると、アルマイト処理部品が航空宇宙、自動車、建築、工業用途で広く使用されている理由がよくわかります。
データによる主な利点
アルマイト加工は磨耗しますか?時間の経過とともに、特にエッジ部分において、強い摩耗によって皮膜が摩耗することがあります。pHの高い化学薬品では、酸化物が溶解することがあります。しかし、通常の使用では、密閉された陽極酸化皮膜は長い耐用年数を持ち、ハードコートはヘビーデューティーシステムで何年も使用できます。陽極酸化皮膜の主な利点は、酸化アルミニウムそのものにあります。硬く、密着性があり、金属の一部です。仕上げは金属の表面層から成長するため、塗装のように剥がれることはありません。
- 耐食性:適切に密閉されたタイプIIおよびタイプIIIのフィルムは、塩水や工業用雰囲気において、裸のアルミニウムよりも優れています。実験室での塩水噴霧試験(ASTM B117)では、密閉されたタイプIIフィルムは通常、生のアルミニウムよりもはるかに長持ちします。
- 耐摩耗性:硬質アルマイト処理は、~400~600HVの範囲の微小硬度に達することができ、裸のアルミニウムよりもはるかに優れた摩耗性能をもたらします。
- 美観:タイプIIは、金属光沢のある安定したアルマイト仕上げが可能で、カラーバリエーションも豊富です。建築グレードでは、耐光性染料または電解カラーを選択すると、太陽光下での色安定性が高くなります。
- 清掃性と手触り:アルマイト加工された表面は滑らかで、お手入れが簡単です。
- 熱と電気:酸化物は電気絶縁体であり、熱放射率を高めるので、熱放射を助けることができる。
陽極酸化と粉体塗装、塗装、メッキの比較
この表は、アルマイト処理と、粉体塗装、塗装、電気メッキなどの一般的な仕上げの違いを示しています。
| 基準 | 陽極酸化処理 | パウダーコーティング | 絵画 | 電気めっき(ニッケルなど) |
|---|---|---|---|---|
| 結合の仕組み | 金属の最上層を変換する | 上にポリマー層 | 上にポリマー層 | 上に金属層 |
| ピール/チップ・リスク | 非常に低い | 可能 | 可能 | 可能 |
| 厚さ(代表値) | 5-75 µm | 50-150 µm | 20-50 µm | 5-25 µm |
| 耐摩耗性 | 高(タイプIII) | 中程度 | 中程度 | 中・高 |
| 耐食性 | 密閉時は高い | 高い | 中・高 | 高い |
| 色範囲 | ブロード(タイプII)、メタリックルック | 非常に幅広く、不透明 | 非常に幅広く、不透明 | リミテッド、メタリック |
| フィールド修理 | 目に見えない「タッチアップ」は難しい | 可能 | 可能 | ハード |
| 導電率 | 断熱 | 断熱 | 断熱 | 導電性 |
| 環境プロフィール | 部品に重金属が付着しない。 | 無溶剤、粉末廃棄物 | 可能な溶剤 | 金属を使用。 |
| コスト(相対) | 中程度 | 中程度 | 中程度 | 中・高 |
重要なのは、アルマイト処理がアルミニウムそのものと一体化することです。適切な厚みと密閉性があれば、金属の外観を保ち、剥がれにくく、耐久性にも優れています。
電気特性、熱特性、摩擦特性
陽極酸化アルミニウムは電気絶縁体です。つまり、局所的に酸化物を除去するか、導電性材料を含浸させない限り、アルマイト処理された部品表面は導通しません。これは、誘電体間隔やガルバニック結合の低減に役立ちます。
熱的には、陽極酸化アルミニウムは裸のアルミニウムよりも放射率が高い。裸のアルミニウムは熱を反射しますが、アルマイト処理された表面は熱を放射しやすいため、パッシブ冷却に役立ちます。色が濃いほど放射率は高くなります。
摩擦は皮膜構造と潤滑に依存する。ハードコートだけでは摩擦係数が比較的高い。気孔にPTFEやドライフィルムの潤滑剤を使用すると、係数は大幅に下がり、摺動性が向上する。設計者は、可動部には硬質アルマイト+固体潤滑剤を指定することが多い。
アプリケーションと市場動向
陽極酸化アルミニウム部品は、その耐久性、耐食性、美的魅力のため、業界全体で広く使用されています。航空宇宙、自動車から家電、建築に至るまで、さまざまな種類のアルマイト処理により、摩耗、色安定性、表面保護に合わせた利点が得られます。これらの産業用途と市場動向を理解することは、各用途に適したアルミニウム合金とアルマイト処理プロセスを選択するのに役立ちます。
業界の使用例とケース・スナップショット
航空宇宙分野では、クロム酸アルマイトと硫酸アルマイトが、重量増加を最小限に抑えた腐食保護のために使用される。部品は、ベルトとサスペンダーのアプローチのために、アルマイト処理後に下塗りと塗装が施されることがよくあります。
民生用電子機器では、タイプIIは一貫した色合いと高級な金属感を提供します。アルマイト処理されたハウジングは、むき出しのアルミニウムよりも傷に強く、何年もその外観を保ちます。
建築では、メタリックな外観が日光や天候に左右されずに安定するため、押出材やパネルにアルマイトが使用されている。電解ブロンズ色と黒色は強力なUV性能を持っています。
自動車や産業機械では、タイプIIIのハードコートがピストン、シリンダー、ツーリングプレート、摩耗や砂塵を受ける摺動部品を保護します。塩分や湿気の多い環境では、密封された皮膜が寿命を延ばします。
厳しい公差と専門的な仕上げ(陽極酸化を含む)を持つ高精度のアルミニウム部品を必要とする場合、U-Needのような企業は、優れた表面品質と迅速なリードタイムで、カスタムCNC機械加工、アルミニウム部品製造、仕上げオプション(陽極酸化を含む)を提供します。これは、設計仕様と実際のサプライヤー能力との橋渡しに役立ちます。
市場規模と成長
業界レポートでは、アルマイトの市場規模は2022年に$5億ドルを超え、今後数年間は年平均成長率7%に近い成長が見込まれていると推定している。その背景には、軽量化、長寿命仕上げ、クリーンな外観、持続可能性のニーズがある。
材料と合金の検討
すべてのアルミニウム合金が同じ陽極酸化をするわけではありません。6xxxシリーズのような、アルマイト処理に適したよく準備されたアルミニウム部品は、多くの場合、明るく均一な仕上げと良好な硬度を与えます。5xxxのマグネシウム含有合金は、陽極酸化処理に適していますが、黄色味を帯びることがあるので注意が必要です。2xxxおよび7xxxの高銅および亜鉛合金は、より暗い色合いになる可能性があり、下処理が調整されていない場合、加工中に孔が開きやすくなる可能性があります。機械加工や研磨の質、押し出し線の有無は、アルマイトの表面に現れます。
明るく均一な色が必要な場合は、装飾アルマイトで知られる合金を選びます。最大限の磨耗が必要な場合は、緻密なハードコートを形成する合金に焦点を合わせます。
ステップ・バイ・ステップのプロセスとベストプラクティス
アルミニウムのアルマイト処理プロセスを理解し、ベストプラクティスに従うことは、高品質のアルマイト処理部品に不可欠です。表面処理とマスキングから浴パラメーターの制御まで、アルマイト処理プロセスは、一貫した厚み、耐久性のある色、および信頼性の高いシーリングを保証します。720の法則を正しく適用し、正しい着色とシーリング方法を行うことで、優れた耐食性、耐摩耗性、美的仕上げを持つアルマイト部品を実現することができます。
準備、マスキング、固定
良いアルマイト処理は、浴槽に入る前から始まっている。きれいな部品は良い皮膜を作る。
- 脱脂:オイルやクーラントを除去する。
- アルカリエッチング:軽く、表面を平らにする。非常に明るい外観が必要な場合は、スキップするか最小限に抑える。
- デスマット:酸浸漬により、エッチングが残した合金のヤニを除去する。
- マスキング:特定のゾーンを陽極酸化または導電性に保つために、酸に耐性のあるテープまたは塗料を使用する。
- ラッキング: 部品がしっかりと電気的に接触し、電流経路が均一になるように保持し、影ができないようにする。
ヒント:厳しい公差、マスキングの必要性、「エッチングのない」表面について、仕上げ業者に伝える。明確に伝えることで、スクラップを減らすことができます。
バスパラメーターとコントロール
硫黄陽極酸化の場合、酸濃度、温度、電流密度、時間で膜厚と構造を制御する。
表:代表的な浴槽パラメータ(目安)
| パラメータ | タイプII(装飾) | タイプIII(ハードコート) |
|---|---|---|
| 硫酸濃度 | ~150-220 g/L | ~150-220 g/L |
| 温度 | ~18~22度C(64~72度F) | ~0~5度C(32~41度F) |
| 電流密度 | ~1.0~1.5A/dm²(平方メートルあたり | ~2.0~4.0A/dm²の範囲 |
| 電圧プロファイル | 燃焼を抑えるランプ | 高い電圧の後期 |
| アジテーション | 中程度 | 強い(冷却が重要) |
これらは出発点である。各ショップは、合金、部品の形状、電源の制限に基づいて調整する。
陽極酸化の720ルールとは何ですか?これは硫酸プロセスにおける単純な生産ルールで、1ミル(25.4μm)の酸化皮膜を形成するには、1平方フィートあたり約720アンペア分(A-min/ft²)が必要です。要するに
- 厚さ(ミル)=(平方フィートあたりのアンペア分)/720
- または、1平方フィート当たりのアンペア分=720×厚さ(ミル)
例 0.8mil(約20μm)が必要です。20A/ft²で使用予定。
必要なA・min/ft² = 720 × 0.8 = 576 A・min/ft²。
時間 = (576 A-min/ft²) / (20 A/ft²) = 28.8分。
この方法でも、ショップは合金とリアルタイムの電圧挙動を調整する。
着色とシーリング方法
着色は密封する前に、毛穴が開いている間に行われる。使うことができる:
- 有機染料:色幅が広い。屋外での使用に適した耐光性を持つ染料もある。
- 電解着色:2段階のプロセスで金属塩(多くはスズ)を析出させ、優れたUV保持力を持つブロンズからブラックに仕上げる。
- インテグラル・カラー:特殊な浴槽でアルマイト処理中に発色する(一般的ではない)。
シーリング・オプション:
- 熱い脱イオン水:酸化物を水和酸化アルミニウムに水和させ、気孔を閉じる。
- ニッケルアセテート:中温でのシールが可能。
- ニッケルフリーまたはコールドシール:ニッケルを制限する必要がある場合に有効。
- 密閉されていないもの:接着性の向上や二次含浸(ドライフィルム用潤滑油など)のために選択されることがある。
シール品質の確認:ASTM B136の染色試験または同様の試験に従い、気孔の閉鎖を確認する。

品質、テスト、トラブルシューティング
高品質のアルマイト部品を確保するには、慎重な測定、規格の遵守、積極的なトラブルシューティングが必要です。アルマイトの厚さ、耐食性、シールの品質、硬度、色を監視することで、メーカーは仕様を満たし、信頼性の高いアルマイト部品を製造することができます。一般的な欠陥、その原因、および是正処置を理解することは、バッチ間の一貫性を維持し、陽極酸化処理の利点を最大化するのに役立ちます。
測定と基準
主要なテストは、アルマイト処理された部品が仕様を満たしていることを確認するのに役立ちます:
- 厚さ:迅速な非破壊検査には渦電流法(ASTM B244)、断面検査にはマイクロセクション法(ASTM B487)を用いる。
- 腐食:塩水噴霧暴露(ASTM B117)。密封フィルムの品質検査によく使用される。
- シールの品質:ASTM B136染色試験またはISO 2143(硝酸溶解)によるシール性評価。
- 硬度:微小硬度試験は、相対的な摩耗の可能性を示す。
- カラー:カラーメーターと公差は、ロットの一貫性を保つのに役立つ。
また、米国の防衛図面についてはMIL-A-8625を、国際仕様についてはISO 7599(装飾)およびISO 10074(硬質陽極)を参照のこと。
一般的な欠陥とその根本原因
- 焦げや煙の出る部分:電流密度が高すぎたり、攪拌が不十分であったり、電流を集中させるエッジが薄かったり、温度が高かったりすることが原因であることが多い。
- 孔食:塩化物汚染、すすぎ不良、合金不純物。
- ストリーキングやタイガーストライプ:エッチング/デスマット、固定マーク、押し出しラインからのキャリーオーバー。
- 色のばらつき:合金ロットの混合、不均一な厚さ、染料浴の老化、シール不良。
- 塗料や接着剤の接着不良:エッチングされすぎた表面、重いシール(接着には、シールなしまたは接着に適したシールを使用する)、または汚染。
- 染料のにじみ:不適切なシーリングや過度の染色は、染料のにじみや色のばらつきを引き起こし、陽極酸化仕上げの均一性に影響を与える。
是正措置とプロセス管理
- 浴の化学的性質と温度を調整し、滴定を使用して酸とアルミニウムのレベルを範囲内に保つ。
- コンタミネーションを避けるため、ステップの間によくすすいでください。
- スタート時の焼き付きを防ぐため、電流ランプを使用する。
- 撹拌と冷却を改善し、温度を安定させる。
- 厚み、電圧カーブ、色のSPCチャートを保管し、ドリフトがスクラップになる前に調整する。
- 返品を減らすため、定期的な染色シミ検査でシーリングを監査する。
環境、安全、コンプライアンス
アルミニウムやその他の金属の陽極酸化処理には、すべての製造業者が管理しなければならない環境、安全、およびコンプライアンスに関する考慮事項が含まれます。酸、ニッケル(シーリングに使用する場合)、廃水の適切な取り扱いは、アルマイト加工部品の性能を維持しながら、規制遵守を確実にします。EHSのベストプラクティスに従い、持続可能なアルマイト処理プロセスを選択することで、企業は重金属排出を削減し、労働者を保護し、地域および国際基準を満たすことができます。
規制の枠組みとより安全な選択
アルマイト処理は、多くのメッキ処理よりも重金属フットプリントが小さいが、酸、ニッケル(シーリングに使用する場合)、廃水を管理する必要がある。EUでは リーチ は六価クロムを制限している。これはクロム酸ラインとクロメート化成皮膜に影響する。現在、多くのプログラムでは、塗料の密着性を維持しながら、低クロム化オプションとして薄硫酸アルマイト(TSA)またはホウ硫酸アルマイト(BSAA)を指定しています。
米国では、金属仕上げ廃水は以下の通りである。 エイコサペンタエン酸 排水規則。地域の許可は、pH、金属、および総溶解固形物に関する制限を追加することができる。地元当局と協力して、サンプリングと報告を設定してください。
サステイナビリティ・プロファイルと代替案の比較
アルマイト処理は部品に重金属を付着させません。アルマイト皮膜はアルミニウムの一部であり、長持ちするため、再塗装や交換を減らすことができる。冷却、攪拌、整流にエネルギーが必要だが、クローズドループ洗浄と熱回収により、水と電力の使用を削減できる。酢酸ニッケル・シールが使用されている場合は、廃棄物中の金属を減らすため、ニッケル・フリーのシールを検討する。
EHSのベストプラクティス
この方法は部品を酸に浸し、水素ガスを発生させるため、安全性が重要である。
- PPEを使用する:耐酸性手袋、保護眼鏡、顔面シールド、エプロン。
- 酸のミストや水素を処理するために、タンクに換気を設ける。
- 酸の取り扱い、中和、流出対応についてスタッフを訓練する。
- 洗眼器やシャワーを近くに置き、テストする。
- 酸と腐食剤は適切に保管し、すべての容器にラベルを貼る。
アルミニウムが陽極酸化されているかどうかを見分けるには?
もし部品を持っていて、「これはアルマイト処理されているのだろうか」と疑問に思ったら、以下の簡単なチェックを試してみてください:
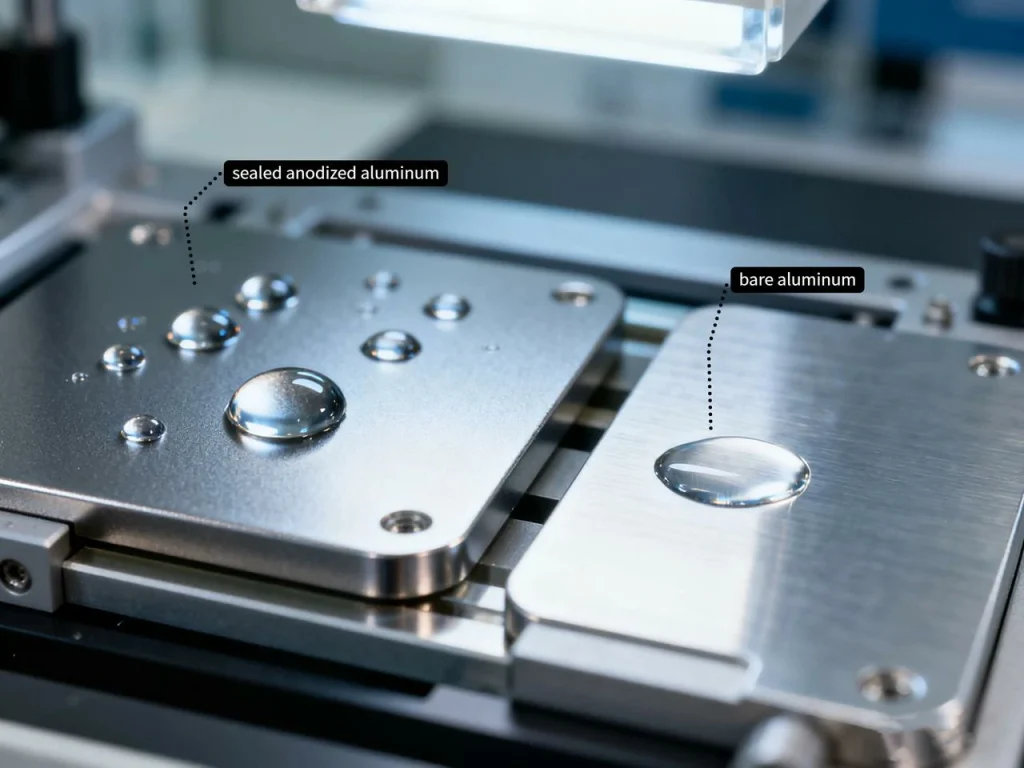
- 水テスト:密閉されたアルマイト表面には、むき出しのアルミニウムよりも水滴が多く付着するはずです。
- 導通テスト:酸化物は絶縁性であるが、裸のアルミニウムは導電性である。
- 見た目の美しさ:陽極酸化アルミニウムは、多くの場合、均一な色合いと柔らかな金属光沢があります。加工跡が残ることもありますが、色調は均一です。
- スクラッチ・エッジ:隠れたエッジに、アルマイトを通した小さな傷があると、明るい金属線が見えることがある。
- プロからのアドバイス:家庭で強い腐食剤をテストに使用しないでください。
実践的なメモと例
- 寸法変化:酸化皮膜は内側にも外側にも成長する。大まかなルールとしては、厚みの一部はアルミニウムの代わりになり(内側に)、一部は寸法に追加されます(外側に)。タイトフィットの場合は、フィニッシャーに成長とマスキングについて相談してください。
- 接着とシーリング:アルマイト処理後に接着や塗装を行う場合は、接着を助けるために「シーリングなし」または「軽くシーリングされた」表面をご指定ください。
- エッジとコーナー:鋭利なエッジでは電流密度が高く、焼きつきの原因になります。小さなエッジブレイクは、外観と性能の両方に役立ちます。
- 混合合金:アセンブリに異なる合金が含まれている場合、同じ染料を使用しても色の濃淡の違いが見られることがあります。外観が重要な場合は、同じ合金 系統を使用するようにしてください。
- クロム酸に代わるもの塗装の密着性が必要だが、クロム酸塩を減らしたい場合は、実績のあるプライマー・システムを使用したホウ硫酸アルマイトや薄硫酸アルマイトについてご相談ください。
よくあるご質問
陽極酸化は基本的に電気化学的プロセスであり、アルミニウム、またはチタンやニオブのような他の適切な金属の表面を、制御された硬い酸化皮膜に変えます。このアルマイト皮膜は、単なる表面皮膜ではなく、金属そのものの一部であるため、耐食性、耐摩耗性に優れ、必要に応じて染料による着色も可能です。アルマイト処理されたアルミニウム部品は、耐久性に優れ、見た目も美しいのです。
アルマイト処理の主な目的は、自然酸化皮膜の厚みと性能を高めることです。これにより、耐食性、耐摩耗性が向上し、一貫したメタリックな外観が維持される一方で、染料や電解着色によってさまざまな色を適用することができます。基本的には、金属部品の機能と美観の両方を向上させます。
確かに、激しい磨耗や強アルカリ溶液に溶けることはあります。しかし、硬質アルマイト(タイプIII)を使用し、気孔を適切に密閉すれば、仕上げは通常の使用で何年も長持ちします。装飾的な仕上げの場合、密閉されたタイプIIのアルマイト表面は色を保ち、驚くほど耐候性に優れています。
いくつか注意すべき点がある:
- タッチアップは厄介で、深い傷は目に見えないように修復することはできない。
- 酸化被膜は絶縁性なので、導電性が必要な場合は、接触部分をマスクするか、除去する必要がある。
- 鮮やかな染料の中には、低品質の顔料が使われていたり、密閉性が十分でなかったりすると、屋外で色落ちするものもある。
すべての金属が機能するわけではありません。銅、普通炭素鋼、亜鉛合金などの金属は、安定した保護陽極層を形成しない。対照的に、アルミニウム、チタン、ニオブ、タンタル、マグネシウムは陽極酸化することができますが、マグネシウムは特殊な陽極酸化プロセスが必要です。ステンレス鋼は通常、陽極酸化処理ではなく不動態化処理が施される。
薬剤の選択は、アルマイト処理の種類によって異なる:
- 硫酸は、タイプII(装飾)およびタイプIII(ハードコート)アルマイト処理に最も一般的である。
- クロム酸は、タイプIの陽極酸化処理に使用され、特に、厚みが最小で疲労に敏感な部品に使用される。
- ホウ酸-硫酸のような変形は専門にされた産業必要性のために存在する。
720ルールは、硫酸陽極酸化の便利な生産ガイドラインです:1ミル(25.4 µm)の酸化物を成長させるには、1平方フィートあたり約720アンペア分が必要です。これは、電流密度と希望するアルマイト層の厚さからアルマイト処理時間を概算するのに役立ち、アルマイト処理サイクルと生産スケジュールを計画しやすくします。
参考文献
https://quicksearch.dla.mil/qsDocDetails.aspx?ident_number=36026



