Anodizace (nazývaná také eloxování) mění kovový povrch hliníku na houževnatou, kontrolovanou vrstvu oxidu hlinitého. Tento elektrochemický proces napomáhá odolnosti proti korozi, opotřebení a barvě. Pokud se potýkáte s nátěry, které se odlupují nebo loupou, s barevnými odchylkami nebo s odolností vůči soli, teplu či UV záření, eloxovaný hliník tyto problémy často vyřeší a zároveň zachová vzhled kovu. Běžně se používá v architektuře, elektronice, leteckém a automobilovém průmyslu a dalších odvětvích.
Tento průvodce začíná základními informacemi o tom, co eloxování znamená a jak funguje, a poté vás seznámí s typy eloxování a klíčovými specifikacemi. Dozvíte se, jak zvolit tloušťku, těsnění a barvu, jak na výkresech uvádět normy a jak porovnat eloxování s barvou, práškovým lakováním a pokovováním. Zabýváme se také údaji o výkonnosti, osvědčenými postupy procesu, kvalitou a řešením problémů, udržitelností a dodržováním předpisů a praktickými nástroji. Zároveň odpovídáme na běžné otázky, jako např: Jaký je účel eloxování? Opotřebovává se eloxování? Které kovy lze eloxovat? Jaké je pravidlo 720? Na konci můžete s jistotou určit správnou eloxovanou povrchovou úpravu.
Co je eloxování a jak funguje?
Hliník a některé další kovy lze rovněž eloxovat, avšak hliník zůstává nejčastěji zpracovávaným materiálem díky svým vlastnostem oxidové vrstvy. Pochopení toho, jak eloxování funguje, pomáhá vysvětlit, proč je eloxovaný hliníkové díly jsou odolné proti opotřebení, korozi a mohou mít různé barvy.
Mechanismus jádra a tvorba oxidů
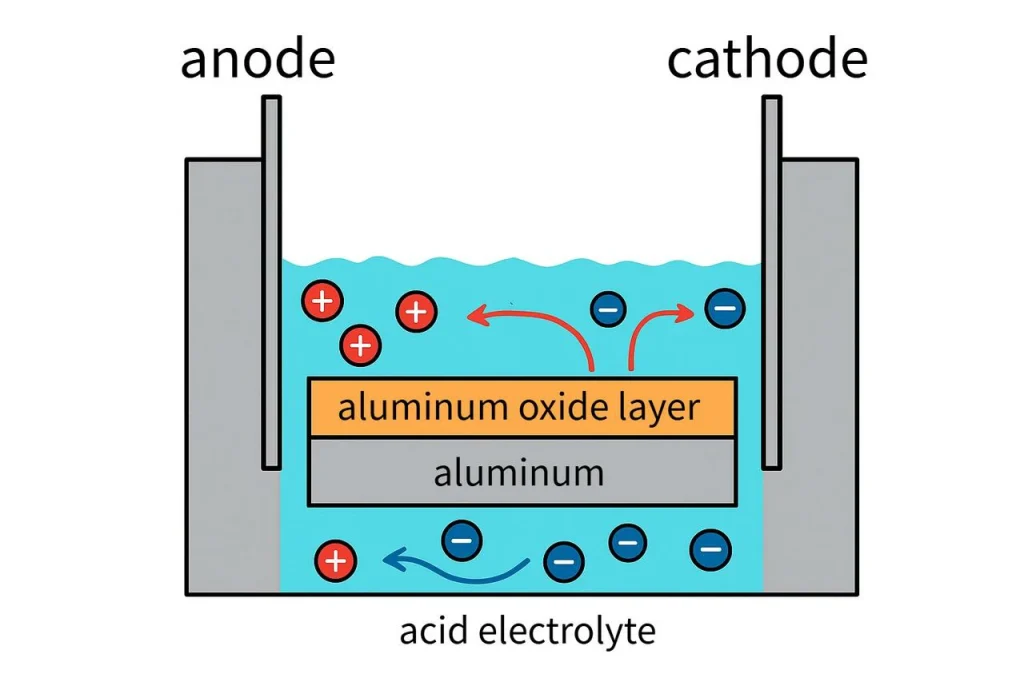
Při eloxování se hliníkový díl stává anodou v kyselé lázni, nejčastěji v kyselině sírové. Po připojení stejnosměrného proudu se na povrchu hliníku vytvoří ionty kyslíku a vznikne oxid hlinitý (Al2O3). Nejedná se o povlak nanesený na povrchu, ale o přeměnu vrchní vrstvy hliníkového substrátu na anodický film. Tento film má dvě části:
- Tenká bariérová vrstva na rozhraní kovů, která je hustá a neporézní.
- Nad tenkou bariérovou vrstvou se vytvoří porézní vrstva oxidu hlinitého, která může obsahovat barviva nebo soli kovů pro barvení.
Protože je oxid hlinitý tvrdší a stabilnější, je odolnost eloxovaného hliníku proti korozi a opotřebení výrazně vyšší než u holého hliníku. Poskytuje také odolnou povrchovou úpravu, která zachovává kovový vzhled.
Přehled krok za krokem (čištění, eloxování, barva, těsnění)
Zde je základní postup eloxování, který většina obchodů dodržuje:
- Příprava povrchu
- Čisté: Odstraňte oleje a nečistoty (alkalicky nebo rozpouštědlem).
- Leptání: Lehké alkalické leptání pro vyrovnání stop po nástroji.
- Desmutování: K odstranění zbytků legur (např. mědi nebo křemíku) se používá desmutování kyselinou.
- Eloxování
- Díl postavte tak, aby proud tekl rovnoměrně.
- Ponořte je do kyselého elektrolytu, běžně se používá kyselina sírová pro svou účinnost a snadnou kontrolu.
- Použijte řízené eloxovací napětí a hustotu proudu.
- Kontrolujte teplotu a čas, abyste dosáhli požadované tloušťky oxidu a zajistili správnou ochranu a trvanlivost.
- Barva (volitelná)
- K vyplnění pórů použijte organické barvivo nebo soli kovů, které fixují barvu a zvyšují odolnost proti korozi.
- Nebo použijte elektrolytické dvoustupňové barvení (usazování solí kovů, často cínu, v pórech) pro bronzovou až černou barvu.
- Těsnění
- Uzavřete a hydratujte póry, abyste uzamkli barvu a zlepšili odolnost.
- Na výběr je horká deionizovaná voda, nikl-acetátové těsnění nebo těsnění pro střední teploty.
- Pokročilá těsnění zlepšují UV stabilitu a omezují prosakování barvy.
Chemie a reakce (vyvážené)
Na anodě (hliníkový povrch):
2Al + 3H2O → Al2O3 + 6H+ + 6e-
Na katodě:
6H+ + 6e- → 3H2(g)
Celková buněčná reakce:
2Al + 3H2O → Al2O3 + 3H2(g)
Na katodě uvidíte bublinky vodíku. Elektrolyt, často kyselina sírová, pomáhá rozpouštět a tvarovat rostoucí porézní povrch, zatímco na rozhraní kovů se vytváří bariérová vrstva.
Typy eloxování a klíčové specifikace
Hliníkové a jiné kovové díly lze eloxovat různými typy eloxování, z nichž každý nabízí specifické výhody a výkon. Pochopení rozdílů mezi eloxováním typu I, II a III vám pomůže zvolit správnou tloušťku oxidu, pórovitost a povrchovou úpravu pro odolnost proti korozi, opotřebení a barevnou stálost vašich eloxovaných hliníkových dílů.
Použití typu I (kyselina chromová) - případy a omezení
Eloxování kyselinou chromovou (CAA) vytváří velmi tenký, méně porézní film. Způsobuje minimální rozměrové změny a je šetrná k dílům kritickým z hlediska únavy. Běžně se používá v leteckém průmyslu jako základ pro základní nátěr a barvu tam, kde záleží na hmotnosti a životnosti. Povrchová úprava je často šedá až tmavá a není ideální pro jasné barvicí barvy. Protože kyselina chromová obsahuje šestimocný chrom, má více regulačních a manipulačních problémů než systémy s kyselinou sírovou a mnoho programů nyní používá alternativy, kde je to možné.
Typické vlastnosti: tenký film, dobrá přilnavost barvy, minimální zabarvení, vynikající pro základní nátěry a díly citlivé na napětí.

Typ II (kyselina sírová) pro barvu a univerzálnost
Nejběžnější je eloxování typu II (sirné). Vytváří středně silný oxid s vysoce porézní strukturou, ideální pro barvení. Používá se pro dekorativní díly, spotřební zboží, obecnou odolnost proti korozi a mnoho obráběných součástí. Při správném utěsnění typ II dobře drží barvu a odolává povětrnostním vlivům v mnoha prostředích.
Typické vlastnosti: široká barevná škála, dobrá odolnost proti korozi, cenově výhodné, všestranná regulace tloušťky.

Typ III (tvrdý povlak) pro opotřebení a extrémní odolnost
Eloxování typu III (tvrdý povlak, tvrdé eloxování) vytváří silný, hustý oxid. Může dosahovat tloušťky přibližně 25-75 µm a používá se pro opotřebení, otěr a kluzné povrchy. Tvrdost může dosahovat zhruba 400-600 HV (závisí na slitině a parametrech). Mnoho automobilových, průmyslových a obranných dílů používá tvrdý povlak pro dlouhou životnost. Tvrdý povlak můžete stále barvit, ale odstíny bývají tmavší kvůli husté struktuře.
Typické vlastnosti: vysoká odolnost proti opotřebení, silnější film, tmavší odstín, dobrý základ pro tuhá maziva.

Specifikace, které je třeba uvést na výkresech
Pokud na výkrese nebo v zadávací dokumentaci specifikujete eloxování, uveďte podrobnosti, které kontrolují vzhled a výkon:
- Slitina (např. 6061-T6) a stav dílu
- Typ procesu (typ I/II/III) a norma (např. MIL-A-8625, ISO 7599, ISO 10074), podle Specifikace Agentury pro obrannou logistiku.
- Cílová tloušťka (µm nebo mils) a tolerance
- Příprava povrchu (leptání/neleptání), maskovací zóny a poznámky k regálům
- Barva (kód barvy nebo elektrolytický odstín)
- Typ těsnění (horká voda, nikl-acetát, střední teplota nebo netěsněné pro lepení)
- Speciální zkoušky kvality (metoda tloušťky, zkouška kvality těsnění, zkouška koroze, tolerance barvy)
Tabulka: Typické rozsahy a vlastnosti podle typu
| Atribut | Typ I (chromový) | Typ II (sirný) | Typ III (tvrdý nátěr) |
|---|---|---|---|
| Typická tloušťka | 2-7 µm (0,08-0,28 mil) | 5-25 µm (0,2-1,0 mil) | 25-75 µm (1,0-3,0 mil) |
| Pórovitost | Nízká | Vysoká | Střední až vysoká (hustší) |
| Barvitelnost | Omezené | Vynikající | Omezeno na tmavší odstíny |
| Tvrdost (přibližně) | ~200-300 HV | ~250-400 HV | ~400-600 HV |
| Změna rozměrů | Minimální | Mírná | Mírná až vysoká |
| Běžná použití | Základní náplň, kritická z hlediska únavy | Dekorativní, všeobecně použitelné | Opotřebení, kluzné, těžké |
Poznámka: Skutečné hodnoty závisí na slitině, chemickém složení lázně, teplotě a proudové hustotě.
Výhody, výkon a srovnání eloxování
eloxované hliníkové díly nabízejí kombinaci trvanlivosti, odolnosti proti korozi a estetického vzhledu, které se může rovnat jen málo jiných povrchových úprav. Převedením kovového povrchu na tvrdou, porézní vrstvu oxidu eloxování zlepšuje odolnost proti opotřebení, chrání před poškozením vlivem prostředí a zachovává kovový vzhled. Srovnání eloxování s lakováním, práškovým lakováním a pokovováním zdůrazňuje, proč se eloxované díly široce používají v leteckém a automobilovém průmyslu, architektuře a v průmyslových aplikacích.
Klíčové výhody s daty
Opotřebovává se eloxování? V průběhu času může dojít k opotřebení vrstvy vysokým otěrem, zejména na hranách. V chemikáliích s vysokým pH se může oxid rozpustit. Při běžném používání má však utěsněná anodická vrstva dlouhou životnost a tvrdý povlak může v systémech pro vysoké zatížení vydržet roky. Hlavní výhody eloxovaného povlaku pocházejí ze samotného oxidu hlinitého. Je tvrdý, přilnavý a je součástí kovu. Povrchová úprava se neodlupuje jako barva, protože vyrůstá z povrchové vrstvy kovu.
- Odolnost proti korozi: Vhodně utěsněné fólie typu II a III překonávají holý hliník ve slané a průmyslové atmosféře. Při laboratorních testech solnou mlhou (ASTM B117) vydrží utěsněné fólie typu II obvykle mnohem déle než surový hliník.
- Odolnost proti opotřebení: Tvrdé eloxování může dosáhnout mikrotvrdosti v rozmezí ~400-600 HV, což vede k mnohem lepší odolnosti proti otěru než u holého hliníku.
- Estetika: Typ II vytváří stabilní povrchovou úpravu z eloxovaného hliníku s kovovým leskem a širokou škálou barev. U architektonických tříd je barevná stabilita na slunečním světle silná, pokud zvolíte světlostálé barvy nebo elektrolytické barvy.
- Čistitelnost a dotyk: eloxovaný povrch je hladký a snadno se udržuje v čistotě.
- Tepelná a elektrická: Oxid je elektrický izolant a zvyšuje tepelnou emisivitu, což může pomoci při vyzařování tepla.
Eloxování vs. práškové lakování, lakování, pokovování
V této tabulce jsou uvedeny rozdíly mezi eloxováním a dalšími běžnými povrchovými úpravami, jako je práškové lakování, lakování a galvanické pokovování.
| Kritérium | Eloxování | Práškové lakování | Malování | Galvanické pokovování (např. nikl) |
|---|---|---|---|---|
| Jak se spojuje | Převádí vrchní vrstvu kovu | Vrstva polymeru na povrchu | Vrstva polymeru na povrchu | Kovová vrstva na horní straně |
| Riziko odlupování/odštěpování | Velmi nízká | Možné | Možné | Možné |
| Tloušťka (typická) | 5-75 µm | 50-150 µm | 20-50 µm | 5-25 µm |
| Odolnost proti opotřebení | Vysoká (typ III) | Mírná | Nízká a střední úroveň | Středně vysoký |
| Odolnost proti korozi | Vysoká při utěsnění | Vysoká | Středně vysoký | Vysoká |
| Rozsah barev | Široký (typ II), kovový vzhled | Velmi široký, neprůhledný | Velmi široký, neprůhledný | Limited, kovový |
| Oprava v terénu | Těžko se "dotýká" neviditelně | Možné | Možné | Hard |
| Vodivost | Izolace | Izolace | Izolace | Vodivé |
| Environmentální profil | Žádné usazeniny těžkých kovů na dílu; je třeba hospodařit s kyselinou/vodou | Žádná rozpouštědla; práškový odpad | Možná rozpouštědla | Používá kovy; správa lázní |
| Náklady (relativní) | Mírná | Mírná | Nízká a střední úroveň | Středně vysoký |
Klíčovým bodem je, že eloxování se integruje se samotným hliníkem. Zachovává kovový vzhled, odolává odlupování a při správné tloušťce a utěsnění může být velmi odolná.
Elektrické, tepelné a třecí vlastnosti
Anodický oxid hlinitý je elektrický izolant. To znamená, že eloxovaný povrch dílu nebude vodivý, pokud oxid lokálně neodstraníte nebo jej neimpregnujete vodivými materiály. To je užitečné pro dielektrické odstupy a snížení galvanické vazby.
Tepelně eloxovaný hliník má vyšší emisivitu než holý hliník. Holý hliník odráží teplo; eloxované povrchy teplo lépe vyzařují, což může pomoci při pasivním chlazení. Tmavší barvy často dále zvyšují emisivitu.
Tření závisí na struktuře filmu a mazání. Samotný tvrdý povlak má poměrně vysoký koeficient tření. S teflonem nebo mazivem se suchým filmem v pórech se součinitel hodně sníží a zlepší se kluznost. Konstruktéři často určují tvrdý elox a pevné mazivo pro pohyblivé díly.
Aplikace a trendy na trhu
Eloxované hliníkové díly se díky své trvanlivosti, odolnosti proti korozi a estetickému vzhledu hojně používají v různých průmyslových odvětvích. Různé typy eloxování poskytují na míru šité výhody pro opotřebení, barevnou stálost a ochranu povrchu, od leteckého a automobilového průmyslu až po spotřební elektroniku a architekturu. Pochopení těchto průmyslových případů použití a tržních trendů pomáhá při výběru správných hliníkových slitin a procesu eloxování pro každou aplikaci.
Případy použití v průmyslu a přehledy případů
V leteckém průmyslu se pro ochranu proti korozi s minimální přidanou hmotností používá eloxování kyselinou chromovou a kyselinou sírovou. Po eloxování se díly často opatří základním nátěrem a barvou, aby se dosáhlo přístupu "pás a šrouby".
Ve spotřební elektronice poskytuje typ II konzistentní barvu a prvotřídní kovový dojem. Eloxovaná pouzdra odolávají poškrábání lépe než holý hliník a zachovávají si svůj vzhled po mnoho let.
V architektuře se na výlisky a panely používá eloxovaný hliník, protože kovový vzhled zůstává stabilní na slunečním světle i v povětrnostních podmínkách. Elektrolytický bronz a černá barva mají silnou odolnost proti UV záření.
V automobilovém průmyslu a průmyslových strojích chrání tvrdý povlak typu III písty, válce, nástrojové desky a kluzné součásti, které jsou vystaveny otěru nebo písku a prachu. Ve slaném nebo vlhkém prostředí prodlužují utěsněné vrstvy životnost.
Pokud potřebujete vysoce přesné hliníkové díly s přísnými tolerancemi a profesionální povrchovou úpravou (včetně eloxování), společnosti jako U-Need nabízejí zakázkové CNC obrábění, výrobu hliníkových dílů a možnosti povrchové úpravy (včetně eloxování) s vynikající kvalitou povrchu a rychlými dodacími lhůtami. To pomáhá propojit specifikace návrhu se skutečnými možnostmi dodavatele.
Velikost a růst trhu
Průmyslové zprávy odhadují velikost trhu s eloxovaným hliníkem na více než $5 miliard v roce 2022 s očekávaným růstem blížícím se 7% CAGR v nadcházejících letech. Tlak vychází z odlehčování, povrchových úprav s dlouhou životností, čistého vzhledu a potřeb udržitelnosti.
Materiál a slitiny
Ne všechny hliníkové slitiny se eloxují stejně. Dobře připravená hliníková součástka vhodná pro eloxování, jako jsou ty z řady 6xxx, často poskytuje jasný, rovnoměrný povrch a dobrou tvrdost. Slitiny obsahující hořčík ze skupiny 5xxx se mohou eloxovat dobře, ale pozor na případné občasné nažloutlé tóny. Slitiny 2xxx a 7xxx s vysokým obsahem mědi a zinku mohou poskytovat tmavší odstíny a mohou být náchylnější k tvorbě důlků během zpracování, pokud není vyladěna příprava. Záleží také na vaší předúpravě: kvalita obrábění, leštění a přítomnost vytlačovacích linek se projeví na eloxovaném povrchu.
Pokud potřebujete zářivou, jednotnou barvu, zvolte slitiny známé pro dekorativní eloxování hliníku. Pokud potřebujete maximální opotřebení, zaměřte se na slitiny, které vytvářejí hustý tvrdý povlak.
Postup krok za krokem a osvědčené postupy
Pro vysoce kvalitní eloxované díly je nezbytné porozumět procesu eloxování hliníku a dodržovat osvědčené postupy. Proces eloxování zajišťuje konzistentní tloušťku, trvanlivou barvu a spolehlivé utěsnění - od přípravy povrchu a maskování až po kontrolu parametrů lázně. Správné použití pravidla 720 spolu se správnými metodami barvení a těsnění pomáhá dosáhnout eloxovaných hliníkových dílů s vynikající odolností proti korozi, opotřebením a estetickou povrchovou úpravou.
Příprava, maskování, upevnění
Dobrá eloxovací práce začíná před lázní. Čisté díly vytvářejí dobré povlaky.
- Odmašťování: Odstraňte oleje a chladicí kapaliny.
- Alkalické leptání: Pro vyrovnání povrchu: lehký. Pokud potřebujete velmi světlý vzhled, vynechte nebo minimalizujte.
- Desmut: Kyselé ponoření odstraňuje smítko, které po sobě zanechává leptání.
- Maskování: Použijte pásky nebo barvy určené pro kyseliny, abyste zachovali určité zóny neanodizované nebo elektricky vodivé.
- Uložení: Držte díly tak, abyste dosáhli pevného elektrického kontaktu a rovnoměrných proudových drah; vyhněte se stínování.
Tip: Řekněte svému finišerovi o přísných tolerancích, potřebě maskování a plochách bez leptání. Jasné poznámky snižují množství odpadu.
Parametry a ovládání lázně
U sírového eloxování se tloušťka a struktura filmu řídí koncentrací kyseliny, teplotou, hustotou proudu a časem.
Tabulka: Typické parametry lázně (orientační hodnoty)
| Parametr | Typ II (dekorativní) | Typ III (tvrdý nátěr) |
|---|---|---|
| Koncentrace kyseliny sírové | ~150-220 g/l | ~150-220 g/l |
| Teplota | ~18-22°C (64-72°F) | ~0-5°C (32-41°F) |
| Hustota proudu | ~1,0-1,5 A/dm² | ~2,0-4,0 A/dm² |
| Napěťový profil | Rampa pro omezení hoření | Ramped; vyšší napětí pozdě |
| Agitace | Mírná | Silné (důležité chlazení) |
Jedná se o výchozí body. Každá dílna provede úpravy v závislosti na slitině, geometrii dílu a limitech napájení.
Jaké je pravidlo 720 pro eloxování? Jedná se o jednoduché výrobní pravidlo pro procesy s kyselinou sírovou: k vytvoření 1 mil (25,4 µm) oxidového povlaku je zapotřebí přibližně 720 ampérminut na čtvereční stopu (A-min/ft²). Stručně řečeno:
- Tloušťka (v milimetrech) = (ampérminuty na čtvereční stopu) / 720
- Nebo: Ampérminuty na čtvereční stopu = 720 × tloušťka (milimetry)
Příklad: Požadujete 0,8 milimetru (asi 20 µm). Plánujete pracovat při 20 A/ft².
Potřebný A-min/ft² = 720 × 0,8 = 576 A-min/ft².
Čas = (576 A-min/ft²) / (20 A/ft²) = 28,8 minuty.
Tím se přiblížíte; váš obchod se stále přizpůsobuje chování slitiny a napětí v reálném čase.
Způsoby barvení a utěsňování
Barvení probíhá před utěsněním, dokud jsou póry otevřené. Můžete použít:
- Organická barviva: Široká škála barev. Některá barviva mají lepší světlostálost pro venkovní použití.
- Elektrolytické barvení: Dva kroky: dvoufázový proces nanášení kovových solí (často cínu) pro bronzovou až černou barvu s vynikající odolností proti UV záření.
- Integrální barva: Narůstá během eloxování ve speciálních lázních (méně časté).
Možnosti těsnění:
- Horká deionizovaná voda: Hydratuje oxidy na hydratovaný oxid hlinitý a uzavírá póry.
- Acetát niklu: Oblíbené, rychlé a trvanlivé těsnění při střední teplotě.
- Bezniklová nebo studená těsnění: Použitelné tam, kde je třeba omezit obsah niklu.
- Bez pečeti: Někdy se volí pro zlepšení lepení nebo pro sekundární impregnaci (jako mazivo se suchým filmem).
Ověřování kvality pečetí: Pro potvrzení uzavření pórů proveďte zkoušky barvením podle normy ASTM B136 nebo podobné zkoušky.

Kvalita, testování a řešení problémů
Zajištění vysoce kvalitních eloxovaných hliníkových dílů vyžaduje pečlivé měření, dodržování norem a proaktivní řešení problémů. Sledováním tloušťky eloxování, odolnosti proti korozi, kvality těsnění, tvrdosti a barvy mohou výrobci vyrábět eloxované díly, které splňují specifikace a spolehlivě fungují. Porozumění běžným vadám, jejich příčinám a nápravným opatřením pomáhá udržovat konzistenci napříč šaržemi a maximalizovat výhody procesu eloxování.
Měření a normy
Klíčové testy pomáhají potvrdit, že eloxované díly splňují specifikace:
- Tloušťka: Pro rychlou nedestruktivní kontrolu: vířivý proud (ASTM B244); mikrořez (ASTM B487) pro průřez.
- Koroze: (ASTM B117), často používaná pro kontrolu kvality uzavřených fólií.
- Kvalita těsnění: ASTM B136 nebo ISO 2143 (rozpouštění v kyselině dusičné) pro hodnocení těsnosti.
- Tvrdost: Zkoušky mikrotvrdosti udávají relativní potenciál opotřebení.
- Barva: Barevné měřiče a tolerance pomáhají udržet konzistentní šarže.
Odkazujeme také na MIL-A-8625 pro americké obranné výkresy a ISO 7599 (dekorativní) a ISO 10074 (tvrdá anodická) pro mezinárodní specifikace.
Běžné vady a jejich příčiny
- hořící nebo zakouřené plochy: Často v důsledku příliš vysoké hustoty proudu, špatného míchání, tenkých okrajů soustřeďujících proud nebo vysoké teploty.
- Pitting: Znečištění chloridy, špatné opláchnutí nebo nečistoty ve slitině.
- Pruhování nebo tygří pruhy: Pruhy: Zbytky po leptání/odleptávání, stopy po upevnění nebo vytlačovací čáry.
- Barevné variace: Smíšené šarže slitin, nestejná tloušťka, stárnutí v barvicí lázni, špatné utěsnění.
- Špatná přilnavost barvy/lepidel: Problémy s lepidlem: nadměrně vyleptaný povrch, silné těsnění (pro lepení použijte netěsněné těsnění nebo těsnění vhodné pro lepení) nebo znečištění.
- Krvácení barvy: Nesprávné utěsnění nebo přebarvení může způsobit prosakování barvy a barevné odchylky, které ovlivňují rovnoměrnost eloxovaného povrchu.
Nápravná opatření a kontroly procesů
- Vylaďte chemický složení lázně a teplotu; pomocí titrace udržujte hladinu kyseliny a hliníku v rozmezí.
- Mezi jednotlivými kroky je dobře opláchněte, aby nedošlo ke kontaminaci.
- Pomocí náběhu proudu zabráníte spálení na začátku.
- Zlepšete míchání a chlazení pro stabilizaci teploty.
- Uchovávejte grafy SPC pro tloušťku, napěťové křivky a barvu; upravte je dříve, než se drift stane odpadem.
- Kontrola těsnění s pravidelným testováním skvrn od barviva pro snížení počtu vrácených vzorků.
Životní prostředí, bezpečnost a dodržování předpisů
Eloxování hliníku a jiných kovů zahrnuje environmentální a bezpečnostní aspekty a aspekty dodržování předpisů, které musí každý výrobce zvládnout. Správné zacházení s kyselinami, niklem (pokud se používá k utěsnění) a odpadními vodami zajišťuje dodržování předpisů při zachování výkonnosti eloxovaných dílů. Dodržováním osvědčených postupů v oblasti BOZP a volbou udržitelných procesů eloxování mohou společnosti snížit vypouštění těžkých kovů, chránit pracovníky a splnit místní a mezinárodní normy.
Regulační rámce a bezpečnější volby
Eloxování má menší dopad na těžké kovy než mnoho jiných procesů pokovování, ale stále je třeba zacházet s kyselinami, niklem (pokud se používá k utěsnění) a odpadní vodou. V EU, REACH omezuje šestimocný chrom. To má vliv na linky kyseliny chromové a chromátové konverzní nátěry. Mnoho programů nyní specifikuje eloxování tenkou kyselinou sírovou (TSA) nebo eloxování kyselinou boritou a sírovou (BSAA) jako možnosti s nižším obsahem chromu při zachování přilnavosti barvy.
V USA jsou odpadní vody z úpravy kovů následující EPA pravidla pro vypouštění odpadních vod. Místní povolení mohou přidávat limity pro pH, kovy a celkové rozpuštěné látky. Spolupracujte s místním úřadem na nastavení odběru vzorků a podávání zpráv.
Profil udržitelnosti ve srovnání s alternativami
Při eloxování se na dílech neusazují těžké kovy. Eloxovaný povlak je součástí hliníku a vydrží dlouho, což snižuje počet opakovaných nátěrů a výměn. Na chlazení, míchání a usměrňovače je potřeba energie, ale oplachování v uzavřeném okruhu a rekuperace tepla mohou snížit spotřebu vody a energie. Tam, kde se používá nikl-acetátové těsnění, zvažte bezniklové těsnění, abyste snížili množství kovů v odpadních tocích.
Osvědčené postupy v oblasti BOZP
Bezpečnost je důležitá, protože tato metoda zahrnuje ponoření dílů do kyselin a vznik plynného vodíku.
- Používejte osobní ochranné prostředky: kyselinovzdorné rukavice, ochranu očí, obličejový štít, zástěru.
- Zajistěte ventilaci nádrží, abyste mohli zpracovávat kyselé mlhy a vodík.
- Školení zaměstnanců o zacházení s kyselinami, neutralizaci a reakci na únik.
- V blízkosti mějte k dispozici a vyzkoušené oční výplachy a sprchy.
- Kyseliny a žíraviny skladujte správně a všechny nádoby označte.
Jak zjistit, zda je hliník eloxovaný?
Pokud máte nějaký díl a ptáte se: "Je eloxovaný?", zkuste provést tyto jednoduché kontroly:
- Test vody: Na utěsněném eloxovaném povrchu by se měla kapka vody objevit ve větším množství než na holém hliníku.
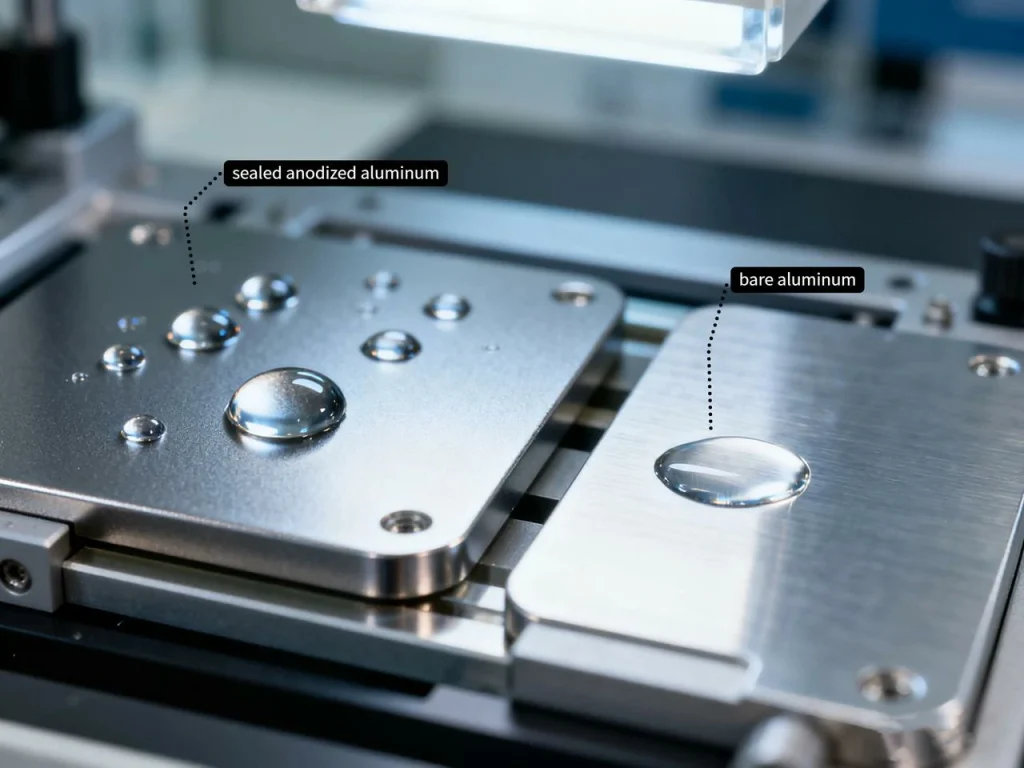
- Test kontinuity: Oxid izoluje, zatímco holý hliník vede.
- Vizuální vzhled: eloxovaný hliník má často rovnoměrnou barvu a jemný kovový lesk. Stopy po obrábění mohou být stále patrné, ale tón je jednotný.
- Hrana proti poškrábání: Na skryté hraně se může při malém poškrábání eloxem objevit světlejší kovová linie.
- Profesionální rada: Nepoužívejte doma k testování silné žíraviny; mohou poškodit součást a jsou nebezpečné.
Další praktické poznámky a příklady
- Změna rozměrů: Oxidová vrstva roste směrem dovnitř i ven. Hrubým pravidlem je, že část tloušťky nahrazuje hliník (dovnitř) a část přidává na rozměrech (ven). V případě těsného uložení se poraďte se svým finišerem o růstu a maskování.
- Lepení a těsnění: Pokud plánujete po eloxování lepit nebo natírat, vyžádejte si "nezapečetěný" nebo "lehce zapečetěný" povrch, abyste usnadnili přilnavost.
- Okraje a rohy: Vysoká hustota proudu na ostrých hranách může způsobit popálení. Malé přerušení hran pomáhá vzhledu i výkonu.
- Smíšené slitiny: Pokud vaše sestava obsahuje různé slitiny, mohou se barevné odstíny lišit i při použití stejného barviva. Tam, kde záleží na vzhledu, se snažte používat stejnou skupinu slitin.
- Alternativy kyseliny chromové: Pokud potřebujete přilnavost barvy, ale chcete snížit obsah chromanu, zeptejte se na boritosiřičitý nebo tenký sirný elox s osvědčenými základními systémy.
Nejčastější dotazy
Eloxování je v podstatě elektrochemický proces, při kterém se povrch hliníku - nebo jiných vhodných kovů, jako je titan nebo niob - přemění na řízený tvrdý oxidový povlak. Tato eloxovaná vrstva je součástí samotného kovu, nikoli pouze povrchovou vrstvou, takže je vysoce odolná proti korozi, opotřebení a v případě potřeby je připravena přijímat barviva. Právě díky ní jsou eloxované hliníkové díly tak odolné a vizuálně přitažlivé.
Hlavním cílem eloxování hliníku je zvýšit tloušťku a výkonnost přírodní oxidové vrstvy. Tím se zvyšuje odolnost proti korozi, odolnost proti opotřebení a zachovává se konzistentní kovový vzhled, přičemž je možné aplikovat různé barvy pomocí barviv nebo elektrolytického barvení. V podstatě zlepšuje funkčnost i estetiku kovových dílů.
Ano, může se opotřebovávat při silném oděru nebo rozpouštět v silných alkalických roztocích. Pokud však použijete tvrdý elox (typ III) a řádně utěsníte póry, může povrchová úprava při běžném používání vydržet roky. U dekorativních povrchových úprav si utěsněný povrch eloxovaného hliníku typu II překvapivě dobře drží barvu a odolává povětrnostním vlivům.
Několik věcí, na které je třeba dávat pozor:
- Retušování je ošemetné - hluboké škrábance nelze neviditelně opravit.
- Oxidová vrstva je izolační, takže pokud potřebujete elektrickou vodivost, musíte ji v kontaktních oblastech zamaskovat nebo odstranit.
- Některá světlá barviva mohou ve venkovním prostředí vyblednout, pokud jsou použity nekvalitní pigmenty nebo není dostatečně utěsněna.
Ne každý kov funguje. Kovy jako měď, obyčejná uhlíková ocel a slitiny zinku nevytvářejí stabilní ochrannou anodickou vrstvu. Naopak hliník, titan, niob, tantal a hořčík lze eloxovat, i když hořčík vyžaduje specializované eloxovací procesy. Nerezová ocel se obvykle místo eloxování pasivuje.
Volba chemické látky závisí na typu eloxování:
- Kyselina sírová se nejčastěji používá pro eloxování typu II (dekorativní) a typu III (tvrdý povlak).
- Kyselina chromová se používá pro eloxování typu I, zejména pokud jde o díly s minimální tloušťkou a citlivé na únavu.
- Pro specializované průmyslové potřeby existují varianty, jako je kyselina boritá a sírová.
Pravidlo 720 je praktickým výrobním vodítkem pro eloxování kyselinou sírovou: k vypěstování 1 milimetru (25,4 µm) oxidu je zapotřebí přibližně 720 ampérminut na čtvereční stopu. To vám pomůže přibližně odhadnout dobu eloxování na základě hustoty proudu a požadované tloušťky eloxované vrstvy, což vám usnadní plánování eloxovacích cyklů a výrobních harmonogramů.
Odkazy
https://quicksearch.dla.mil/qsDocDetails.aspx?ident_number=36026



