Pour sélectionner le bon machine à fraiser pour vos besoins de fabrication, vous devez comprendre les capacités et les limites de chaque type. Ce guide explore le fraisage vertical, depuis la sélection de la machine jusqu'aux applications réelles, pour vous aider à évaluer la faisabilité, à optimiser les performances et à adapter le processus aux exigences de vos pièces.
Qu'est-ce que le fraisage vertical et pourquoi est-il important ?
Il faut d'abord comprendre ce qui distingue le fraisage vertical des autres méthodes d'usinage et pourquoi l'orientation de la broche détermine à la fois les capacités et les contraintes.
Qu'est-ce qu'une fraiseuse verticale et en quoi est-elle différente des autres types de broyeurs ?
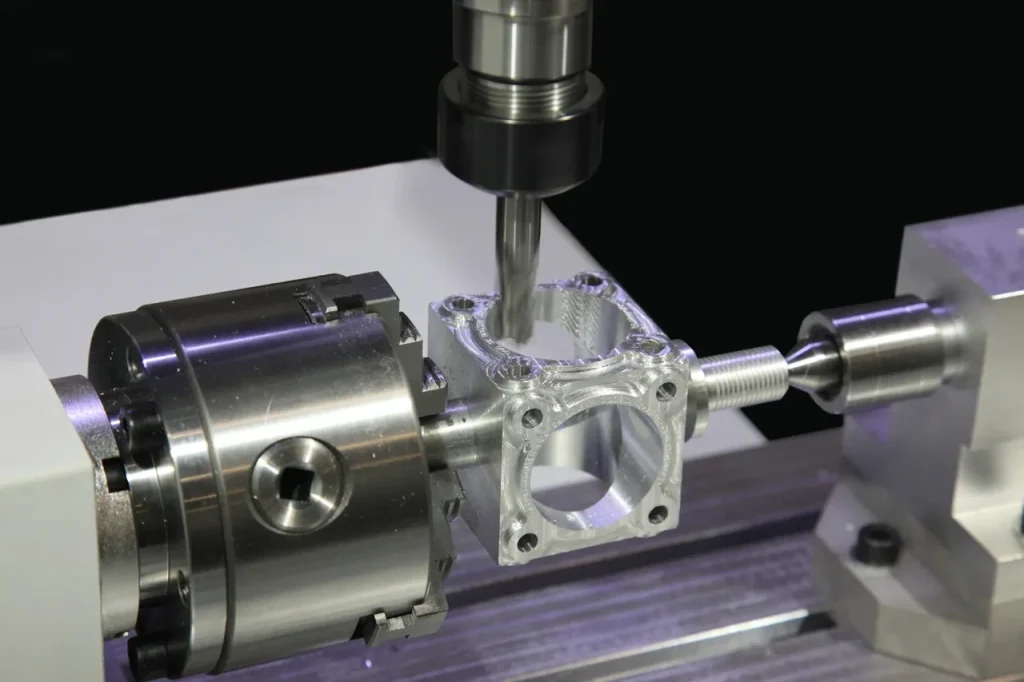
Le fraisage vertical est un type de fraisage dans lequel l'outil de coupe tourne sur une broche selon une orientation verticale, généralement le long de l'axe Z. La fraise pénètre dans la pièce par le haut, tandis que la table ou les axes de la machine positionnent la pièce en X, Y et Z pour créer des fentes, des poches, des faces, des trous et des contours. En termes simples, l'outil pointe vers le bas en direction de la pièce plutôt que d'entrer par le côté. Selon le Institut national des normes et de la technologie (NIST), Le fraisage est défini comme un processus d'usinage qui utilise des outils de coupe rotatifs multipoints pour enlever de la matière d'une pièce, ce qui correspond à la configuration de la broche verticale décrite ici.

L'orientation de la broche détermine le type de travail que la fraiseuse peut effectuer. Les fraiseuses verticales sont souvent choisies pour l'usinage général, le travail en salle d'outils, le travail sur les moules et les matrices, et la réalisation de trous, car elles permettent de réaliser des opérations de fraisage en bout, de surfaçage, de perçage et de plongée sur une seule plate-forme. Ces machines sont également familières à de nombreux opérateurs, en particulier dans les environnements manuels et de petites séries.
La principale différence avec les autres types de broyeurs est l'orientation de la broche. Dans une fraise horizontale, la broche est orientée horizontalement, de sorte que la fraise attaque la pièce par le côté. Cela modifie la rigidité, l'écoulement des copeaux et le type d'enlèvement de matière pratique. Les machines verticales ont tendance à être plus faciles à régler pour de nombreuses pièces courantes, mais par rapport aux modèles horizontaux, elles deviennent moins efficaces lorsque le travail implique un enlèvement de matière important, des pièces de grande taille ou des caractéristiques qui bénéficient d'une coupe latérale et d'un meilleur dégagement des copeaux. Ces deux types de machines diffèrent principalement par la direction de la broche, le flux de copeaux et le type d'enlèvement de matière pratique.
Une autre distinction utile est celle qui existe entre une fraise verticale manuelle et un centre d'usinage vertical à commande numérique. Une machine manuelle repose sur le contrôle direct de l'opérateur. Un centre d'usinage vertical CNC, souvent abrégé en VMC, automatise le mouvement des axes et ajoute généralement le changement d'outil, la gestion du liquide de refroidissement, le palpage et, dans certains cas, une capacité de 4 ou 5 axes. Les ateliers qui évaluent les options de fraisage vertical cnc doivent se demander si le contrôle automatisé des axes, le changement d'outil et la répétabilité du cycle justifient le passage à un format manuel. Le principe d'usinage reste le fraisage vertical, mais le rôle de la production est très différent.
Orientation verticale de la broche, coupe dans l'axe Z et impact de l'orientation de la broche sur l'évacuation des copeaux lors du fraisage
Le mouvement vertical de la broche la rend naturellement adaptée aux coupes en plongée et au perçage. La fraise peut pénétrer directement dans la pièce à usiner dans la direction Z, ce qui est l'une des raisons pour lesquelles les fraises verticales donnent de bons résultats dans la réalisation de trous et de poches. Les fraises et les forets bénéficient tous deux de cette approche directe.
Mais l'orientation de la broche a également une incidence sur l'évacuation des copeaux. D'après le ASM L'évacuation internationale et efficace des copeaux est essentielle pour l'usinage, car l'accumulation de copeaux augmente la température de coupe, accélère l'usure de l'outil et dégrade l'état de surface. En fraisage vertical, les copeaux restent souvent dans les poches, les fentes et les cavités sous l'outil. Si la caractéristique est peu profonde et ouverte, l'enlèvement des copeaux est généralement facile à gérer. Si la caractéristique est profonde, étroite ou fermée, les copeaux peuvent s'accumuler autour de l'outil. Cela peut augmenter les efforts de coupe, affecter la finition de la surface et accroître l'usure de l'outil. C'est l'une des raisons pour lesquelles l'impact de l'orientation de la broche sur l'évacuation des copeaux lors du fraisage est important lors de la sélection du processus. La gravité n'aide pas toujours à évacuer les copeaux des caractéristiques internes profondes lorsque la fraise travaille dans une cavité.
En comparaison, les fraiseuses horizontales utilisent une broche orientée latéralement qui projette les copeaux loin de la coupe plus facilement en raison de l'orientation de la fraise et des conditions de coupe latérale. Pour les travaux d'ébauche lourde ou d'accès à des cavités profondes, cela peut devenir un avantage majeur pour le processus. La broche verticale n'est donc pas un simple détail d'agencement. Elle modifie la façon dont la machine gère la chaleur, les copeaux et le chargement de l'outil. Ces différences entre le fraisage horizontal et le fraisage vertical sont particulièrement visibles dans la manière dont chaque machine gère l'évacuation des copeaux lors de coupes profondes ou lourdes.
Principaux types de machines : fraises à genouillère, fraises à tourelle, fraises à banc et centres d'usinage verticaux CNC
Les types de fraiseuses verticales disponibles couvrent une large gamme de formats verticaux, et le choix du bon type de fraiseuse commence par la compréhension des exigences de la pièce, de la taille du lot et de la charge de coupe. Les acheteurs doivent généralement commencer par le matériau, la géométrie, le schéma de tolérance, le nombre de réglages et la taille des lots, car ces facteurs déterminent si une installation verticale est stable et économique. L'aluminium et de nombreux plastiques sont souvent plus faciles à usiner sur un équipement vertical, tandis que les aciers inoxydables, les aciers à outils, les matériaux trempés et certaines fontes posent des problèmes de chaleur, d'usure de l'outil, de charge de la broche et de contrôle des copeaux. Le choix des matériaux n'affecte donc pas seulement le temps de cycle, mais aussi la stratégie de refroidissement, la sélection des fraises et la question de savoir si l'ébauche et la finition doivent être réparties entre les machines.
Une fraise à genoux utilise un genou réglable verticalement qui porte la table. Ce format est courant dans les ateliers manuels. Les fraises à genouillère typiques pèsent entre 1 500 et 3 000 livres, utilisent des moteurs de 2 à 5 CV et offrent un espace de travail d'environ 30 pouces x 12 pouces x 16 pouces. Elles sont utiles pour les travaux de réparation, les prototypes, la production légère et les tâches en salle d'outils où la souplesse d'installation importe plus que la rigidité maximale.
Un broyeur à tourelle est généralement un broyeur vertical à genouillère doté d'un coulisseau ou d'une tête pivotante. Il est donc préférable de le considérer comme une variation structurelle au sein des broyeurs verticaux manuels plutôt que comme une catégorie à part entière. Cette disposition peut améliorer l'accès de l'opérateur et permettre un travail en angle, mais la rigidité et la course dépendent toujours de la conception sous-jacente de la machine.
Une fraise à table garde la table fixe et déplace la tête à la place. Elle est donc plus stable qu'une conception à genouillère et supporte mieux les coupes plus longues ou plus lourdes. Les fraiseuses à table peuvent atteindre des dimensions de table de 1 400 x 700 mm, supporter des poids de pièces allant jusqu'à 1 000 kg et avoir des vitesses de broche allant jusqu'à 3 000 tours/minute dans les données citées.
Un centre d'usinage vertical CNC ajoute des fonctions de mouvement programmable et d'automatisation telles que des changeurs d'outils automatiques et, dans certaines configurations, un plus grand nombre d'axes. Ces machines sont davantage orientées vers la production. Les spécifications typiques des machines verticales dans les sources comprennent des vitesses de broche allant jusqu'à 4 000 tr/min, des dimensions de table d'environ 1 000 x 500 mm et des poids maximaux de pièces à usiner allant jusqu'à 500 kg. La capacité exacte varie selon le modèle, de sorte qu'il vaut mieux considérer ces chiffres comme des points de référence communs, et non comme des limites fixes pour toutes les machines.
Tableau : Broyeur vertical vs broyeur horizontal vs VMC selon l'utilisation typique, la rigidité et le contrôle de l'opérateur
| Type de machine | Utilisation typique | Rigidité relative | Contrôle de l'opérateur |
|---|---|---|---|
| Broyeur vertical manuel | Travaux d'atelier, réparation, usinage en petites séries, perçage, poches | Modérée, en fonction du sous-type | Contrôle direct de l'opérateur |
| Broyeur horizontal | Enlèvement de matière important, pièces de grande taille, fraisage latéral, travaux nécessitant une meilleure évacuation des copeaux | Plus élevé pour de nombreuses applications de coupe lourde | Moins d'interventions manuelles directes dans les environnements de production |
| Centre d'usinage vertical CNC (VMC) | Fraisage CNC répétitif, travail sur les moules et les matrices, production générale, fabrication de trous | Plus élevé que les formats verticaux manuels, mais la géométrie et la configuration jouent un rôle important. | Commande par programme avec réduction des interventions manuelles pendant la coupe |
Le fraisage vertical est-il adapté à vos besoins en matière de pièces et de production ?
La faisabilité dépend de multiples facteurs qui se chevauchent. L'évaluation commence par la contrainte la plus élémentaire : l'adaptation physique de la pièce à la machine.

Limites de taille, de poids et d'enveloppe des pièces : lorsque les dimensions des pièces à usiner dépassent la capacité de fraisage vertical typique
Un processus de fraisage vertical n'est possible que si la pièce s'adapte à l'enveloppe de la machine et si la table peut supporter la pièce à usiner et le dispositif de fixation ensemble. Pour les machines verticales standard mentionnées dans les sources citées, cela signifie souvent des tables d'environ 1 000 x 500 mm et des pièces pesant jusqu'à 500 kg. Les fraiseuses à banc peuvent être plus grandes, jusqu'à des tables de 1400 x 700 mm et une capacité de 1000 kg de pièces à usiner.
Ces chiffres sont importants dès le début de l'examen des pièces. Une pièce peut échouer au contrôle de faisabilité avant même que la découpe ne commence. La question n'est pas seulement de savoir si la pièce brute tient physiquement sur la table. Il faut également prévoir de l'espace pour les pinces, les étaux, les plaques de fixation, le dégagement de l'outil et la course de l'axe au-dessus de l'élément le plus élevé. Une pièce qui remplit pratiquement l'enveloppe de la machine peut encore être irréalisable si la configuration ne laisse aucun accès à l'outil de coupe.
C'est là que le choix entre le fraisage horizontal et le fraisage vertical pour les grandes pièces devient une véritable question de sélection. Les grandes pièces augmentent le porte-à-faux, rendent la fixation plus difficile et peuvent pousser une machine verticale dans des conditions moins stables. Si le travail nécessite également des coupes profondes ou un enlèvement de matière important, les risques liés au processus augmentent.
Impact de la géométrie de la pièce sur le choix entre le fraisage horizontal et le fraisage vertical
La géométrie de la pièce détermine souvent le type de machine avant le volume de production. Une machine verticale convient bien lorsque les caractéristiques sont accessibles par le haut et que la tâche comprend des poches, des trous, des cavités peu profondes, des profils et des faces planes. Elle est moins intéressante lorsque la géométrie de la pièce entraîne une longue portée de l'outil, un accès latéral obstrué ou des cavités profondes fermées.
L'impact de la géométrie de la pièce sur le choix entre le fraisage horizontal et le fraisage vertical est particulièrement évident dans ces cas :
- Cavités internes profondes avec des ouvertures étroites
- Murs hauts nécessitant des outils à longue portée
- Grandes faces latérales nécessitant un enlèvement de matière important
- Multiples caractéristiques latérales nécessitant une réorientation répétée
Dans ces situations, la broche verticale peut imposer un réglage moins stable de la fraise. Les outils longs se plient plus facilement, ce qui affecte la précision et la finition. L'enlèvement des copeaux devient également plus difficile à mesure que la profondeur de la cavité augmente. D'un autre côté, pour les caractéristiques d'accès par le haut et les travaux mixtes de perçage et de fraisage, une machine verticale reste souvent le choix le plus simple.
Quand un centre d'usinage vertical n'est pas le bon choix
Un centre d'usinage vertical n'est pas automatiquement la bonne solution simplement parce que la pièce est usinée à partir d'une plaque, d'un bloc ou d'une pièce moulée. Lorsqu'un centre d'usinage vertical n'est pas le bon choix, il faut généralement tenir compte d'une ou de plusieurs des conditions suivantes :
- La pièce est trop grande ou trop lourde pour l'enveloppe de la machine
- Le travail nécessite un déstockage lourd et prolongé
- Les cavités profondes créent un emballage des copeaux et un long dépassement de l'outil.
- La pièce présente des caractéristiques latérales qu'il est plus facile d'atteindre à partir d'une broche horizontale.
- L'installation et la refixation domineraient le processus.
Si la pièce est trop grande, si elle nécessite une ébauche importante, si elle dépend de caractéristiques profondément enfermées ou si elle nécessite des relations critiques sur plusieurs faces, une VMC n'est peut-être pas la meilleure solution autonome. En pratique, il peut être préférable d'effectuer l'ébauche sur une machine plus rigide, d'effectuer la finition sur une machine verticale, de déplacer le travail vers un usinage à 4 ou 5 axes, ou de revoir la conception de la pièce afin de réduire les réglages. Les acheteurs doivent juger la gamme en fonction de la réduction des réglages, du contrôle des références et de l'accès aux caractéristiques plutôt qu'en fonction du seul type de machine.
Comment fonctionne le broyage vertical dans la pratique
Pour utiliser efficacement une fraise verticale, vous devez sélectionner les outils appropriés et comprendre comment chaque opération tire parti de l'orientation descendante de la broche pour enlever de la matière.
Outillage et opérations : fraises en bout, fraises à surfacer, forets, fraises à bille et fraises à rayon d'angle
Le fraisage vertical utilise une large famille de fraises. Les outils les plus courants sont les fraises en bout, les fraises à surfacer, les forets, les fraises à bout sphérique et les fraises à rayon d'angle. Chacun d'entre eux prend en charge une géométrie et un mode de coupe différents.
Les fraises en bout sont les outils les plus courants pour réaliser des rainures, des poches, des épaulements et des profils. Les forets sont utilisés pour la réalisation directe de trous. Les fraises à surfacer usinent efficacement de larges surfaces planes lorsque la machine et l'installation sont suffisamment stables. Les fraises à bout sphérique sont utiles pour les surfaces courbes, en particulier dans le domaine des moules et des matrices. Les fraises à rayon d'angle conservent une arête de coupe plus solide qu'une fraise à angle vif, c'est pourquoi elles sont souvent choisies lorsque la solidité de l'arête et les transitions plus douces sont importantes.
L'aspect pratique pour les acheteurs est que le choix de la fraise et le type de machine sont liés. Une pièce qui semble simple dans la CAO peut néanmoins nécessiter un fraisage à bille à grande portée, des changements d'outils multiples ou un fraisage frontal interrompu. Ces détails affectent la stabilité du processus et la durée du cycle.
Comment la coupe en plongée, le perçage, l'alésage, le rainurage et le profilage sont réalisés sur les broyeurs verticaux.
La broche verticale permet de réaliser des coupes en plongée, des perçages, des poches, des rainurages et des profilages directement à partir de la surface supérieure. Le perçage s'effectue en alimentant un foret directement vers le bas. La coupe en plongée avec une fraise en bout utilise une avance axiale dans le matériau lorsque la géométrie de l'outil le permet. Le creusage de poches enlève la matière interne couche par couche, souvent à l'aide d'une fraise en bout introduite par le haut. Le rainurage coupe des canaux étroits et le profilage suit le contour extérieur ou intérieur d'une caractéristique.
Ce processus descendant est l'une des raisons pour lesquelles le fraisage vertical est courant dans l'usinage général. Un atelier peut percer, surfaçonner, empocher et contourner la même pièce sans changer de style de machine. Pour les pièces de petite et moyenne complexité, cela peut simplifier le routage.
L'influence de la portée de l'outil sur la précision en fraisage vertical
Des outils plus longs sont souvent nécessaires pour les caractéristiques en creux, mais le risque augmente rapidement à mesure que le dépassement s'accroît par rapport au diamètre de l'outil. Lorsque le dépassement représente plusieurs fois le diamètre de l'outil, la déviation, le broutage et la variation de taille deviennent beaucoup plus difficiles à contrôler, en particulier dans les matériaux plus durs ou avec des outils de petit diamètre. La question pratique n'est pas seulement de savoir si la caractéristique peut être atteinte, mais si elle peut l'être sans sacrifier la rigidité et la finition.
Ce problème devient sérieux dans les cavités profondes et les caractéristiques à parois hautes. Même si la machine elle-même est précise, un long dépassement de l'outil peut limiter le résultat réel de l'usinage. C'est également la raison pour laquelle les limites du fraisage vertical pour l'usinage des cavités profondes ne concernent pas seulement l'accès. Elles concernent également la stabilité. Un outil court et rigide dans une cavité peu profonde se comporte très différemment d'un outil long et mince s'enfonçant profondément dans une poche.
Diagramme : Processus de fraisage vertical, de l'installation et de la fixation à la découpe et à l'inspection
Un processus pratique de fraisage vertical peut être considéré comme une séquence :
Examen de la pièce → vérification de la capacité de la machine → sélection du montage → sélection de l'outil → configuration de la fixation → réglage du point de référence → opérations d'ébauche → semi-finition → finition → perçage ou caractéristiques de détail → inspection
Avant de passer commande, les acheteurs doivent vérifier la course de la machine, la charge de la table, le nombre probable de réglages, la longueur maximale pratique de l'outil, la méthode de fixation, le plan d'ébauche par rapport à la finition et la méthode d'inspection des caractéristiques critiques. Les appels d'offres doivent inclure le modèle CAO, le dessin avec le schéma de référence, le matériau et l'état du stock, les exigences en matière de finition de surface et le volume annuel ou par lot, afin que le fournisseur puisse évaluer correctement les risques liés au fraisage vertical.
Chaque étape influence la suivante. Si la sélection des dispositifs de fixation est insuffisante, les forces de coupe peuvent déplacer la pièce. Si l'ébauche laisse trop de matière dans les zones difficiles d'accès, la finition peut nécessiter des outils à long porte-à-faux. Si la mise en place des points de référence n'est pas cohérente, l'inspection peut révéler des erreurs de localisation dues à la mise en place plutôt qu'au mouvement de la machine.
Pour les acheteurs techniques, la leçon utile est que les performances du fraisage vertical dépendent de l'ensemble de la chaîne d'installation, et pas seulement de l'orientation de la broche ou de la capacité de la CNC.
Avantages et limites du broyage vertical
Le fraisage vertical excelle dans certaines applications et peine dans d'autres. Pour éviter des erreurs coûteuses, il est essentiel de savoir où se situe sa place dans votre chaîne de processus.
Domaines dans lesquels le fraisage vertical donne de bons résultats : ateliers d'outillage, fabrication de moules et de matrices, usinage général et fabrication de trous.
Le fraisage vertical donne de bons résultats lorsque la fraise s'approche des caractéristiques par le haut et que le travail nécessite une certaine flexibilité. Les sources placent les fraises verticales dans les ateliers d'outillage, les moules et les matrices, l'usinage général et la fabrication de trous. Cela correspond à la logique habituelle des ateliers. La même machine peut effectuer des perçages, des poches, des contournages et des finitions de surface avec des types de fraises courants.
Les fraiseuses manuelles à genouillère et à tourelle conviennent aux travaux de réparation, aux modifications et aux tâches en petites séries, car l'opérateur peut effectuer des changements rapides sans avoir recours à une programmation CNC complète. Les VMC CNC conviennent mieux à la production répétée et aux géométries complexes, en particulier lorsque les changements d'outils automatiques réduisent les temps de non-usinage.
Fraisage horizontal ou vertical pour les pièces de grande taille
Pour les pièces plus grandes, le compromis change. Le choix entre le fraisage horizontal et le fraisage vertical pour les grandes pièces est moins une question de capacité générale que de stabilité et d'accès. Les grandes pièces de fraisage de surface sont plus difficiles à serrer sur une machine verticale, et la charge de la table peut approcher les limites pratiques de la machine. Les installations hautes augmentent également l'effet de levier sur le dispositif de fixation et peuvent réduire la stabilité du processus.
Si la grande pièce nécessite principalement des trous sur la face supérieure, des poches et un surfaçage simple dans les limites de poids et de déplacement de la machine, une machine verticale peut encore fonctionner. Mais si la pièce nécessite également une ébauche lourde, de longues coupes latérales ou des caractéristiques latérales multiples, le fraisage horizontal devient souvent l'option la plus stable.
Limites du fraisage vertical pour l'usinage de cavités profondes
Les cavités profondes deviennent difficiles sur les machines verticales lorsque l'ouverture est étroite par rapport à la profondeur, car l'évacuation des copeaux, l'accès au liquide de refroidissement et la rigidité de l'outil se détériorent tous ensemble. Le risque augmente lorsque la cavité est suffisamment profonde pour que les copeaux se recoupent à l'intérieur d'un espace clos ou que l'outil doive fonctionner avec un porte-à-faux excessif. Dans ces cas, il est encore possible d'utiliser une fraise verticale, mais le risque lié au processus est souvent suffisamment élevé pour justifier un routage ou une architecture de machine différents.
Cela n'exclut pas l'usinage vertical pour les travaux dans les cavités. Les applications dans le domaine des moules et des matrices montrent que les machines verticales peuvent bien usiner des géométries complexes. Mais la profondeur de la cavité et la taille de l'ouverture doivent être vérifiées dès le départ, car elles déterminent si le processus peut rester stable avec un outillage pratique.
Pourquoi les broyeurs horizontaux sont-ils privilégiés pour l'enlèvement de matériaux lourds ?
La raison pour laquelle les broyeurs horizontaux sont préférés pour l'enlèvement de matière lourd se résume à la mécanique du processus. L'agencement de la machine et l'approche de la fraise sont mieux adaptés à un enlèvement de matière soutenu et agressif sur des pièces grandes ou lourdes. Le dégagement des copeaux est souvent plus facile et la configuration peut être plus stable pour les opérations de coupe latérale.
Pour les acheteurs qui comparent les itinéraires des machines, cela signifie que le fraisage vertical ne doit pas être considéré comme la solution par défaut pour toutes les pièces prismatiques. Si l'ébauche domine le cycle, le choix de la machine peut être déterminé davantage par la stratégie d'enlèvement de matière que par la forme finale de la pièce.
Risques courants, modes de défaillance et problèmes d'usinage
Même des machines bien sélectionnées peuvent tomber en panne lorsque les conditions du processus se combinent pour créer une instabilité, des vibrations ou une perte de contrôle. La compréhension de ces modes de défaillance vous aide à concevoir des installations plus sûres et plus fiables.
Risque de broutage lors du fraisage vertical de grandes pièces
Le risque de broutage lors du fraisage vertical de pièces de grande taille augmente lorsque la rigidité de la machine, du dispositif de fixation et de la fraise diminue. Les grandes pièces nécessitent souvent des réglages prolongés ou des positions de serrage difficiles. Si la fraise a également un long porte-à-faux, des vibrations peuvent apparaître pendant l'ébauche ou la finition. Le broutage laisse des ondulations sur la surface, réduit la durée de vie de l'outil et peut entraîner une dérive dimensionnelle.
Il ne s'agit pas seulement d'un problème de machine. La géométrie de la pièce, la portée de l'outil et la méthode de serrage contribuent toutes au même problème de stabilité.
Problèmes de fixation des grandes pièces sur les fraiseuses verticales
Les problèmes les plus courants liés à la fixation de grandes pièces sur des fraiseuses verticales sont la perte d'accès, la déformation due au serrage et le mauvais support sous les charges de coupe. Une grande plaque ou une pièce moulée peut s'adapter à la table, mais une fois que les pinces et les supports sont ajoutés, l'accès à la fraise peut être bloqué. Si les points d'appui sont trop rares, la pièce peut vibrer ou se déformer pendant l'usinage.
Cela affecte à la fois la faisabilité et la qualité. Une installation techniquement possible peut néanmoins ne pas être fiable si la pièce se décale, s'incline ou résonne pendant la coupe.
Limites du surfaçage sur les centres d'usinage verticaux
Les centres d'usinage verticaux sont également soumis à des limitations en matière de surfaçage. Le fraisage sur face large sollicite la broche et le dispositif sur une large zone de contact. Sur les machines verticales plus légères, en particulier avec des pièces de grande taille, cela peut réduire la stabilité. La planéité et la finition de la surface peuvent être affectées si le dispositif manque de rigidité ou si la recoupe des copeaux se produit sur une face large.
Cela ne signifie pas que le surfaçage ne convient pas à une VMC. Cela signifie que l'opération est plus sensible à la taille de la machine, à la qualité du montage, au diamètre de la fraise et à la surépaisseur que ne le pensent de nombreux acheteurs.
Risques liés à l'usinage lors de l'enlèvement de grandes quantités de matière
Les principaux risques d'usinage lors de l'enlèvement de grandes quantités de matière sur une machine verticale sont l'accumulation de chaleur, la recoupe des copeaux, la déflexion et l'instabilité. L'ébauche modifie également les contraintes et la rigidité de la pièce au fur et à mesure de l'enlèvement de matière. Sur des sections fines ou des structures ouvertes, la pièce peut devenir moins stable au fur et à mesure que l'usinage progresse.
Pour l'examen de la faisabilité, il est utile de séparer l'ébauche de la finition dans le plan du processus. Une pièce peut être finie sur une machine verticale mais être inefficace ou instable à ébaucher à partir d'un stock complet sur la même installation.
Facteurs de coût, de tolérance et de délai dans le fraisage vertical
La rentabilité du fraisage vertical dépend de son adéquation avec la géométrie de la pièce, les exigences de précision et le volume de production. Ces relations sont rarement évidentes.

Compromis de coût entre les fraiseuses horizontales et verticales
Les compromis les plus clairs en matière de coûts entre les fraiseuses horizontales et verticales dans les recherches disponibles sont indirects. Les formats verticaux manuels, tels que les fraiseuses à genouillère, sont utilisés lorsque la polyvalence et la faible complexité permettent de réaliser des petites séries et des travaux de réparation. Les fraiseuses verticales à commande numérique permettent d'automatiser la production. Les machines horizontales ont tendance à entrer dans le débat lorsque la taille des pièces, l'enlèvement d'une grande quantité de matière ou le contrôle des copeaux rendent le processus plus stable.
Le coût doit donc être considéré comme un effet de système. Une machine verticale peut réduire la complexité du réglage pour les caractéristiques d'accès supérieur. En revanche, si la géométrie de la pièce impose des réglages multiples, des outils à longue portée ou une ébauche instable, l'avantage apparent du coût de la machine peut disparaître en termes de main-d'œuvre et de temps de cycle.
Problèmes de tolérance dans le fraisage CNC de pièces complexes
Les problèmes de tolérance ne proviennent généralement pas du seul positionnement de la CNC, mais du processus nécessaire pour maintenir les relations de référence entre les caractéristiques. Les acheteurs doivent séparer la capacité de positionnement de la machine de la capacité du processus, en particulier lorsque plusieurs réglages sont nécessaires. La taille dimensionnelle peut être atteinte alors que la perpendicularité, la position, la planéité et les relations entre les faces dérivent encore en raison des erreurs de serrage et de transfert des montages.
Cela est particulièrement vrai pour les pièces qui combinent des poches profondes, des parois minces et des relations d'emplacement étroites. Les acheteurs doivent examiner non seulement la tolérance des dessins, mais aussi l'accessibilité des caractéristiques et les conditions du parcours de l'outil.
Défis en matière de précision du fraisage vertical sur les pièces de prisme de haute précision fabriquées par CNC
Les problèmes de précision du fraisage vertical sur les pièces prismatiques de haute précision proviennent souvent de l'empilage entre les installations et du contrôle de la relation face à face. Une pièce prismatique comportant plusieurs faces, alésages et points de référence critiques peut nécessiter un maintien minutieux et un positionnement répétable. Si la pièce doit être réorientée plusieurs fois sur une machine verticale, les erreurs d'alignement peuvent s'accumuler.
C'est pourquoi la question la plus utile en matière de précision n'est pas “Quelle est la précision du fraisage vertical ? Il s'agit de savoir si le schéma de référence spécifique, l'ordre des caractéristiques et l'accès à l'outil permettent à la machine de maintenir les relations requises dans une configuration stable.
Quels sont les facteurs qui influencent le temps de cycle dans le fraisage CNC à haut volume ?
Dans les travaux de grande envergure, les éléments qui influent sur le temps de cycle dans le domaine du fraisage CNC de grande envergure comprennent les changements d'outils, les mouvements de non-usinage, la répétition des réglages, le chargement des montages et l'équilibre entre l'ébauche et la finition. L'exemple cité des moules et matrices montre que les fraiseuses verticales CNC pour moules et matrices peuvent réduire le temps de non-usinage grâce au taraudage à grande vitesse, à des vitesses d'avance rapides et à une forte accélération.
Ce résultat est important car le choix de la machine ne dépend pas uniquement du taux d'enlèvement de métal. Pour certaines pièces, le temps de non-usinage représente une part importante du cycle total. Une VMC peut être privilégiée lorsque l'automatisation et la réduction des interventions manuelles compensent d'autres limites.
Quel type de broyeur vertical correspond à l'application ?
Le fraisage vertical englobe plusieurs variantes de machines, chacune optimisée pour des tailles de pièces, des volumes de production et des exigences de précision différents. Pour adapter le sous-type à vos besoins, il faut comprendre leurs différences structurelles.
Différences entre la fraise à table et la fraise à genoux pour les travaux de précision
Les principales différences entre la fraise à table et la fraise à genouillère pour les travaux de précision proviennent de la structure. Une fraise à genouillère offre une grande flexibilité et un réglage manuel facile, ce qui convient aux tâches uniques et aux ateliers d'outillage. Une fraise à banc utilise un banc fixe et une tête mobile, ce qui améliore la stabilité pour des coupes plus lourdes et plus régulières.
Pour les travaux de précision, la réponse dépend donc du type de précision recherché. Si la tâche nécessite des changements de configuration rapides et un travail de détail contrôlé par l'opérateur, une fraise à genouillère peut s'avérer plus adaptée. Si la tâche nécessite des coupes répétées sur des pièces plus lourdes et sur de plus longues séries, une fraise à banc est généralement le choix le plus stable.
Choix entre un broyeur à tourelle et un broyeur à lit pour le travail en petites séries
Lorsqu'il s'agit de choisir entre une fraise à tourelle et une fraise à table pour le travail en petites séries, la flexibilité penche généralement en faveur de la conception de la tourelle, tandis que la répétabilité sous charge penche en faveur de la fraise à table. Les fraiseuses à tourelle sont utiles lorsque les travaux varient souvent, que les angles changent ou que l'opérateur a besoin d'un accès facile et d'un mouvement de la tête. Les fraiseuses à banc sont plus utiles lorsque le travail par lots implique encore des coupes plus lourdes ou des pièces plus grandes.
Pour un acheteur, il s'agit moins d'une “meilleure machine” que d'une combinaison d'emplois attendus chaque mois.
Le meilleur type de fraiseuse pour les pièces automobiles en grande série
En ce qui concerne le meilleur type de fraiseuse pour les pièces automobiles de grande série, les données fournies indiquent que les centres d'usinage verticaux CNC sont les plus appropriés lorsque l'automatisation, le changement d'outils et le flux de production sont importants. Mais il faut lire cela avec précaution. Un volume élevé ne garantit pas à lui seul qu'une solution verticale soit idéale. La géométrie de la pièce, l'accès latéral et la charge d'enlèvement de matière déterminent toujours si une solution verticale ou horizontale est la mieux adaptée à la production.
Tableau : Fraiseuse à genoux vs fraiseuse à tourelle vs fraiseuse à banc vs VMC selon la rigidité, l'enveloppe de travail, l'automatisation et la longueur du cycle.
| Sous-type de machine | Rigidité relative | Enveloppe de travail / capacité typique des sources | Niveau d'automatisation | Longueur de course la mieux adaptée |
|---|---|---|---|---|
| Moulin à genoux | Plus bas que le moulin à lit | Environ 30″ x 12″ x 16″ ; poids de la machine 1,500-3,000 lb ; 2-5 HP | Faible | Des pièces uniques aux petits lots |
| Moulin à tourelle | Classe similaire à celle du moulin à genoux, mais avec une flexibilité accrue au niveau de la tête. | Non quantifié séparément dans les sources | Faible | Atelier d'outillage, réparation, travaux variables à court terme |
| Moulin à lit | Plus élevé en raison du lit fixe et de la tête mobile | Table jusqu'à 1400 x 700 mm, pièce de 1 000 kg, 3 000 tours/minute | Faible à modéré | Petites et moyennes séries avec des coupes plus lourdes |
| CNC VMC | Plus élevé que les formats verticaux manuels, en fonction du processus | Environ 1000 x 500 mm de table, jusqu'à 500 kg de pièces, jusqu'à 4 000 tours/minute | Haut | Production répétitive et travail CNC complexe |
Applications dans le monde réel et cas d'utilisation fondés sur des données probantes
La théorie devient plus claire grâce à la pratique. Trois exemples contrastés illustrent les performances de différents broyeurs verticaux dans l'ensemble des tâches de fabrication.
Cas : Fraiseuse verticale CNC pour moules et matrices à géométrie complexe et réduction du temps de non-usinage
Dans le domaine des moules et des matrices, le processus implique souvent des surfaces courbes, des poches et une géométrie détaillée. Dans le cas cité, on a utilisé des fraiseuses verticales CNC pour moules et matrices avec un taraudage à grande vitesse, des avances rapides et une forte accélération pour réduire les temps de non-usinage tout en maintenant la précision. Le fraisage vertical convient parfaitement à cette situation, car le travail est riche en caractéristiques, souvent accessible par le haut, et dépend de nombreux changements d'outils plutôt que d'une simple ébauche lourde.
La leçon à tirer n'est pas que tous les moules ou matrices doivent être fabriqués sur une machine verticale. En revanche, une plate-forme CNC verticale peut s'avérer efficace lorsque la complexité, l'accès à la finition et la réduction des mouvements à vide sont plus importants que le taux d'enlèvement de matière maximal.
Cas : Fraise à genouillère pour la petite production, la réparation et la flexibilité de l'atelier d'outillage
Le cas cité de la genouillère reflète un modèle courant d'atelier manuel. Des machines de type Bridgeport pesant de 1 500 à 3 000 livres avec des moteurs de 2 à 5 CV et une enveloppe d'environ 30″ x 12″ x 16″ étaient utilisées pour la petite production, la réparation et les travaux d'outillage avec des fraises et des forets. Ce type de machine fonctionne parce qu'il équilibre une capacité suffisante pour les pièces de taille moyenne avec la flexibilité de l'opérateur direct.
Pour l'examen de faisabilité, cela signifie que les broyeurs à genoux sont pratiques lorsque le nombre de pièces est limité, que la géométrie change souvent et que le temps de cycle est moins important que l'adaptabilité.
Cas : Broyeur à banc pour les coupes lourdes prolongées et la stabilité des pièces plus grandes
L'exemple du broyeur à banc montre que la structure est importante. Avec une conception à banc fixe et une tête mobile, les fraiseuses à banc ont pris en charge des opérations telles que le profilage et le rainurage sur des pièces pesant jusqu'à 1 000 kg, avec des performances plus constantes sur de longues séries. Cela indique un rôle manuel ou semi-manuel orienté vers la production, où la pièce est plus grande ou la coupe plus lourde qu'une fraise à genouillère ne peut gérer confortablement.
La principale conclusion est que les fraiseuses à table constituent une solution intermédiaire utile. Elles conservent le format de fraisage vertical mais réduisent certaines des limites de rigidité observées sur les machines manuelles plus légères.
Liste de contrôle : Adapter le type d'application au sous-type de machine, à la famille de fraises et au volume de production
Une approche pratique de la sélection se présente comme suit :
| Type d'application | Sous-type de machine probable | Famille de fraises typique | Ajustement du volume de production |
|---|---|---|---|
| Réparation, modification, travaux ponctuels | Broyeur à genoux ou à tourelle | Fraises en bout, forets, petites fraises à surfacer | Très faible à faible |
| Atelier d'outillage et travail sur les prototypes | Fraiseuse à genoux, fraiseuse à tourelle ou VMC | Fraises en bout, forets, fraises à rayon d'angle | Faible à moyen |
| Géométrie des moules et matrices | CNC VMC | Fraises à bille, fraises à rayon d'angle, fraises en bout | Moyenne à élevée |
| Pièces plus grandes nécessitant des coupes stables et prolongées | Moulin à lit | Fraises en bout, fraises à surfacer, fraises latérales, le cas échéant | Faible à moyen |
| Pièces prismatiques répétitives CNC | VMC | Fraises en bout, forets, fraises à surfacer | Moyenne à élevée |
Comment évaluer et choisir une solution de broyage vertical ?
Pour faire un choix judicieux, il faut adopter une approche systématique qui examine vos exigences spécifiques par rapport aux capacités de la machine et du processus. Commencez par établir des paramètres de base.
Ce que les acheteurs doivent vérifier en premier lieu : le matériau, la géométrie de la pièce, les tolérances, la taille du lot et les compétences de l'opérateur.
Une évaluation utile commence par cinq vérifications : le matériau, la géométrie de la pièce, les exigences de tolérance, la taille du lot et les compétences de l'opérateur. Le matériau influe sur le choix de l'outil et la charge de coupe. La géométrie influe sur l'accès, la portée de l'outil et l'évacuation des copeaux. Les tolérances déterminent le degré de réglage et de contrôle du processus nécessaire. La taille des lots permet de distinguer la flexibilité manuelle de l'efficacité de la CNC. Les compétences de l'opérateur sont particulièrement importantes dans les environnements manuels et à faible tirage, où la qualité du réglage peut dominer le résultat.
C'est également le moment de se demander quels matériaux peuvent être usinés verticalement. Les sources ne fournissent pas de liste de matériaux, de sorte que la conclusion la plus sûre est que l'adéquation des matériaux doit être évaluée en fonction de la charge de coupe, de la sélection des outils et de la rigidité de la machine, plutôt qu'en supposant que tous les matériaux usinables se comportent de la même manière sur un broyeur vertical.
Facteurs affectant l'état de surface en fraisage vertical
Les principaux facteurs influençant la finition de la surface en fraisage vertical sont la géométrie de la fraise, l'état de l'outil, le réglage de la broche, la stabilité du dispositif de fixation, l'évacuation des copeaux et la portée de l'outil. Un outil court et rigide avec une évacuation propre des copeaux tend à produire une meilleure finition qu'un outil à long porte-à-faux coupant dans une poche profonde. L'état de surface peut également se dégrader lorsque le broutage se développe ou lorsque les copeaux sont recoupés.
La finition de la surface n'est donc pas seulement une question de passe de finition. Il commence par la sélection de la machine, l'orientation des caractéristiques et le maintien en position de travail.
Matrice de décision : Quand le fraisage vertical est le bon choix, quand le fraisage horizontal est plus adapté, et où des références à des normes, des sources académiques et des conseils industriels sont nécessaires.
Une simple matrice de décision peut vous aider :
| Situation | Meilleur ajustement |
|---|---|
| Poches, trous, profils et travaux prismatiques généraux accessibles par le haut | Fraisage vertical |
| Atelier d'outillage, réparation, modifications ponctuelles | Broyeur vertical à genoux ou à tourelle |
| Petite et moyenne production avec automatisation CNC | VMC |
| Pièces plus grandes nécessitant plus de stabilité mais toujours adaptées à l'accès vertical | Moulin à lit |
| Cavités profondes avec grande portée de l'outil et risque de bourrage de copeaux | Souvent, il s'agit d'une refonte horizontale ou d'une refonte des processus. |
| Enlèvement de matériaux lourds sur des pièces de grande taille | Souvent horizontal |
| Pièces nécessitant un accès latéral répété et moins de réaménagements | Souvent, alternative horizontale ou multi-axes |
L'essentiel est simple. Le fraisage vertical est un choix judicieux lorsque la pièce peut être découpée principalement par le haut, lorsque les opérations de plongée et de perçage sont importantes et lorsque l'installation reste rigide avec une portée d'outil pratique. Il devient moins intéressant lorsque la pièce est grande, que la cavité est profonde, que l'enlèvement de matière est important ou que l'accès latéral domine l'ensemble des caractéristiques.
FAQ
Une fraiseuse verticale CNC, souvent appelée VMC (Vertical Machining Center), est une fraiseuse verticale commandée par ordinateur. Elle automatise le mouvement, le positionnement et les opérations de l'outil à l'aide d'instructions programmées. Par rapport aux fraiseuses manuelles, elle comporte généralement des caractéristiques telles que des changeurs d'outils automatiques, des systèmes d'arrosage et des capacités multi-axes, ce qui la rend adaptée à la production répétitive et à l'usinage de pièces complexes.
Le fraisage vertical est un processus d'usinage dans lequel un outil de coupe rotatif est aligné verticalement et avance vers le bas dans une pièce à usiner. La machine déplace la pièce ou l'outil le long des axes X, Y et Z pour créer des caractéristiques telles que des fentes, des poches, des trous et des surfaces planes. L'approche de la fraise se faisant par le haut, elle est particulièrement efficace pour les opérations de perçage, de coupe en plongée et d'usinage à accès par le haut.
Une large gamme de matériaux peut être fraisée verticalement, notamment l'aluminium, les aciers, les aciers inoxydables, la fonte et les plastiques. Toutefois, l'usinabilité dépend de facteurs tels que la dureté, la production de chaleur et le contrôle des copeaux. Les matériaux plus tendres comme l'aluminium sont plus faciles à usiner, tandis que les matériaux plus durs comme l'acier à outils nécessitent des installations plus rigides, un outillage approprié et des conditions de coupe contrôlées.
La principale différence réside dans l'orientation de la broche. Dans un moulin vertical, la broche est orientée verticalement et coupe par le haut. Dans une fraise horizontale, la broche est parallèle à la table et coupe sur le côté. Cela a une incidence sur la rigidité, l'évacuation des copeaux et l'application : les fraises verticales conviennent mieux aux travaux d'usage général et d'accès par le haut, tandis que les fraises horizontales traitent plus efficacement les coupes plus lourdes et les pièces de plus grande taille.
Les fraises horizontales sont bien adaptées à l'enlèvement de matériaux lourds, aux pièces de grande taille et aux pièces présentant des caractéristiques latérales importantes. Leur conception améliore l'évacuation des copeaux et permet une coupe plus stable lors d'opérations agressives. Elles sont souvent préférées pour les coupes profondes, les longues séries de production et les situations où la réduction du re-fixage et l'amélioration de la stabilité de l'usinage sont essentielles.



