Die CNC-Bearbeitung von Titan befindet sich in einem heiklen Zwischenbereich: Titanteile der Güteklasse 5 und andere Titanlegierungen sind nicht so “hart” wie gehärteter Werkzeugstahl, aber sie lassen sich oft wie ein Material bearbeiten, das Fehler bestrafen will. Die Wärme konzentriert sich an der Schneidkante, die Späne neigen zum Verschweißen mit den Werkzeugen, und die Oberfläche kann sich während des Schneidens verhärten. Das Ergebnis ist ein enges Prozessfenster, in dem kleine Änderungen der Geschwindigkeit, der Werkzeuggeometrie, der Kühlmittelzufuhr oder der Werkstückspannung einen Auftrag von stabil zu Schrott werden lassen können.
Dieser Artikel konzentriert sich auf Machbarkeitsfragen, die Ingenieure und technische Einkäufer stellen, wenn sie die Bearbeitung von Ti-6Al-4V (oft als Grade-5-Titanteile bezeichnet) oder anderen Titanlegierungskomponenten spezifizieren. Er erklärt, was in der Regel schief geht, wie man es beheben kann und welche Prozessgrenzen für Toleranzen und Oberflächengüte am wichtigsten sind.
Herausforderungen bei der CNC-Bearbeitung von Titan: Hitze, Werkzeugverschleiß und Prozessgrenzen
Die CNC-Bearbeitung von Titan stellt eine andere Herausforderung dar als die von Metallen wie Aluminium oder Stahl, weshalb viele Ingenieure bei der Materialauswahl sorgfältig zwischen Titan und Aluminium abwägen. Die geringe Wärmeleitfähigkeit, der hohe Schmelzpunkt und die außergewöhnliche Festigkeit von Titan machen es anfällig für Hitzestau und Werkzeugverschleiß beim Schneiden. Unabhängig davon, ob es sich um Teile aus Titan Grade 5 oder anderen Titanlegierungen handelt, müssen Zerspaner die Duktilität, die Schweißbarkeit sowie die Festigkeit und Korrosionsbeständigkeit des Materials berücksichtigen, um die Oberflächenintegrität zu erhalten. Diese Faktoren sind besonders wichtig bei der Bearbeitung von Titan in der Luft- und Raumfahrt, bei Wärmetauschern, U-Boot-Komponenten und medizinischen Teilen aus Titan, die physiologischen pH-Werten oder Meerwasser ausgesetzt sind.
Warum Titan heiß wird: geringe Wärmeleitfähigkeit (1/6 von Stahl) und Schnitttemperaturen bis zu 1000°C (Grafik: Wärmefluss im Vergleich zu Stahl)
Titan leitet Wärme schlecht, etwa 1/6 von Stahl, laut Materialdaten von NIST. Bei der Zerspanung spielt das eine größere Rolle, als viele Käufer erwarten. Bei Stählen kann ein erheblicher Teil der Wärme in den Span und das Werkstück gelangen. Bei Titan bleibt die Wärme in der Regel in der Nähe der Werkzeugkante und der unmittelbaren Scherzone konzentriert. Veröffentlichte Bearbeitungsstudien berichten von Schnitttemperaturen, die bis zu 1000°C erreichen können.
Eine einfache Überlegung lautet: “Wohin geht die Wärme?” Bei der Titanbearbeitung entweicht viel weniger Wärme durch das Werkstück, so dass mehr Wärme auf das Werkzeug einwirkt. Das beschleunigt die Abnutzung und erhöht das Risiko von Aufbauschneiden (Spanschweißen).
Diagrammkonzept (Wärmestrom vs. Stahl, qualitativ):
| Material | Relative Wärmeleitfähigkeit | Typisches Wärmeverhalten an der Schnittstelle |
|---|---|---|
| Stahl | 1,0 (Grundlinie) | Mehr Wärme breitet sich im Werk/Chip aus |
| Titan | ~0,17 (≈1/6 von Stahl) | Wärme konzentriert sich in der Nähe der Werkzeugkante |
Die Maßnahmen, die in der Regel funktionieren, zielen darauf ab, die Wärmeentwicklung zu reduzieren und die Wärme abzuführen, bevor sie die Schneide beschädigt: konservative Schnittgeschwindigkeit beim Schruppen, scharfe Werkzeuge mit kraftreduzierender Geometrie, Hochdruck-Kühlmittel, das auf die Kontaktzone gerichtet ist, und Spankontrolle, damit heiße Späne nicht nachgeschnitten werden.
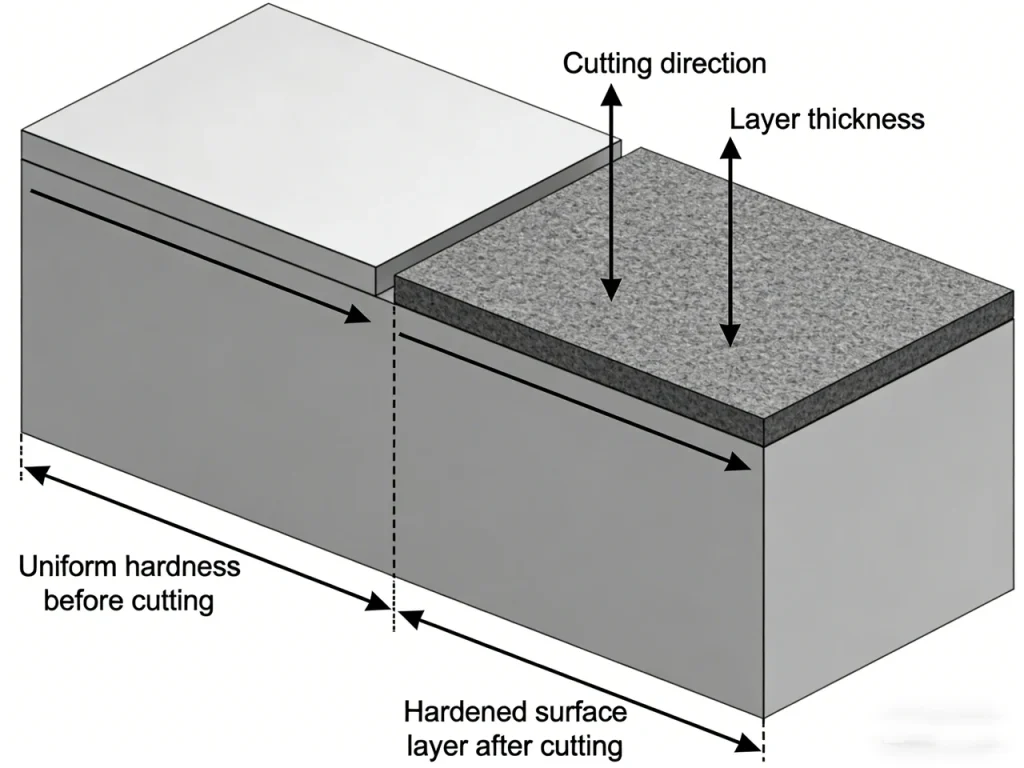
Bearbeitungshärtung: Erhöhung der Oberflächenhärte von 20%-30% und ihre Auswirkungen auf Werkzeugverschleiß und Kantenintegrität
Bei CNC-bearbeiteten Titanteilen kommt es häufig zu einer Zerspanungshärtung, bei der die oberflächennahe Schicht nach dem Schneiden härter wird. Berichten zufolge steigt die Oberflächenhärte um etwa 20%-30%, was sich auf den Werkzeugverschleiß und die Schneidkanten auswirkt. Dies ist insofern von Bedeutung, als der nächste Arbeitsgang nun eine härtere Haut aufweist, was die Schnittkräfte und den Werkzeugverschleiß erhöht. Dies kann auch die Kantenintegrität an scharfen Ecken und dünnen Wänden beeinträchtigen, wo das Teil bereits weniger steif ist.
Eine vereinfachte Darstellung:
Vor der Bearbeitung: Das Material hat eine gleichmäßige Grundhärte in der gesamten Schneidzone.
- Nach der Bearbeitung: Durch Kaltverfestigung bildet sich eine gehärtete Oberflächenschicht auf dem ursprünglichen Grundwerkstoff.
- Nachfolgende Durchgänge: Beim nächsten Werkzeugdurchgang trifft die Schneide zunächst auf die gehärtete Deckschicht, bevor sie das weichere Grundmaterial erreicht.
- Praktische Auswirkungen: Diese gehärtete Schicht erhöht die Schnittkraft, beschleunigt den Werkzeugverschleiß und erhöht das Risiko von Kantenausbrüchen, wenn die Parameter nicht angepasst werden.
Häufiges Fehlerbild: Ein Werkzeug, das beim ersten Schruppdurchgang stabil war, beginnt bei einem späteren Durchgang zu kerben oder zu splittern, weil der Fräser nun in eine gehärtete Schicht eingreift, oft an der Schnitttiefenlinie.
Zu den Abhilfemaßnahmen, die in der Regel funktionieren, gehören die Verringerung der Reibung (Werkzeuge scharf halten, Verweilen vermeiden), die Kontrolle der Wärme (Kühlmittel und Parameter) und die Planung von Abwärts- und Aufwärtsschritten, damit das Werkzeug nicht wiederholt über dieselbe gehärtete Zone streicht.
Späneanhaftung und Aufbauschneiden: wie sie zu schlechter Oberflächenrauheit führen (Risiko Ra > 1,6 μm)
Bei der Bearbeitung von Titan neigen die Späne stark dazu, am Schneidwerkzeug zu haften, was zu einer Aufbauschneide (BUE) und einer schlechten Oberflächengüte führt. BUE verändert die effektive Werkzeuggeometrie im laufenden Betrieb, weshalb sich die Oberflächengüte plötzlich verschlechtern kann, selbst wenn Vorschübe und Geschwindigkeiten unverändert bleiben.
Ein praktischer Risikogrenzwert, über den in der Industrie berichtet wird, ist das Abdriften der Rauheit über Ra > 1,6 μm, wenn Adhäsion und Nachschneiden zu dominieren beginnen. Dies kann sich in Form von zerrissenen Oberflächen, verschmierten Bändern oder “mysteriösen” Rattermarken äußern, die nicht mit den Spindeloberschwingungen übereinstimmen.
Fotokonzept (guter vs. schlechter Chip, qualitativ):
- Gut: gleichmäßige Spankurve, saubere Werkzeugkante, stabile Farbe, keine verschmierten Ablagerungen auf der Rille.
- Schlecht: zerrissene Späne, glänzende, verschweißte Klumpen an der Schneide, Späne, die in der Tasche stecken.
Gut funktionierende Lösungen konzentrieren sich auf die Verringerung der Adhäsion und die Verhinderung des Nachschneidens:
- Beschichtungen, die für die Bedingungen beim Schneiden von Titan ausgewählt wurden.
- Kühlmittelstrategie, die den Rand erreicht, nicht nur den allgemeinen Bereich.
- Späneabfuhr, die verhindert, dass die Späne vom Werkzeug in den Schnitt zurückfließen.
Warum ist Titan so schwierig für eine CNC-Maschine?
Die CNC-Bearbeitung von Titan ist vor allem deshalb schwierig, weil es heiß läuft, in Oberflächennähe härtet und Späne an die Werkzeugkante schweißen will. Die geringe Wärmeleitfähigkeit hält die Hitze am Schneidwerkzeug fest, wobei Schnitttemperaturen von bis zu 1000 °C berichtet werden. Diese Hitze und die Adhäsion können zu schnellem Verschleiß, instabiler Oberflächengüte und einem schmalen Fenster zwischen “gut schneiden” und “schnell versagen” führen.”
Parameter für die CNC-Bearbeitung von Titan: Geschwindigkeiten, Vorschübe und Wärmekontrolle
Bei der Auswahl der Schnittparameter für die CNC-Bearbeitung von Titan geht es weniger um die Maximierung der Geschwindigkeit als vielmehr um die Kontrolle von Wärmeentwicklung, Vibrationen und Werkzeugverschleiß. Bei der Bearbeitung von Ti-6Al-4V, Spindeldrehzahl, Vorschubgeschwindigkeit und Eingriffsstrategie müssen wir zusammenarbeiten, um Werkzeugverschleiß und Vibrationen zu begrenzen. Dieser Abschnitt befasst sich mit der praktischen Auswahl von Drehzahl und Wärmeregulierung bei der Bearbeitung von Titanlegierungen.
Praktische Schnittgeschwindigkeitsziele: Schruppen 40-80 m/min vs. Schlichten 100-150 m/min (Tabelle nach Arbeitsgang; beachten Sie die Unsicherheiten der verschiedenen Quellen)
Für die CNC-Bearbeitung von Titan gehen die veröffentlichten Empfehlungen in Richtung “niedrigere Geschwindigkeit als gewünscht”, aber sie stimmen in den verschiedenen Quellen nicht perfekt überein. Ein praktischer Satz von Zielen, der immer wieder genannt wird, ist:
| Absicht der Operation | Schnittgeschwindigkeit Vc (m/min) | Was sie zu kontrollieren versucht |
|---|---|---|
| Aufrauen | 40-80 | Werkzeugschneidentemperatur, Kerbverschleiß, Ratterwachstum |
| Fertigstellung | 100-150 | Oberflächengüte bei gleichzeitiger Kontrolle der Haftung/BUE |
Diese sind nicht universell. Der Zustand der Legierung, der Eingriff in den Werkzeugweg, die Kühlmittelzufuhr, die Werkzeugbeschichtung und die Steifigkeit der Maschine können den stabilen Punkt verschieben. Der wichtigste Punkt ist, dass Titan häufig durch Hitze und Adhäsion versagt, so dass die Auswahl der Drehzahl in der Regel durch den Zustand der Werkzeugschneide und nicht durch die Spindelleistung begrenzt wird.
Wärmemanagement ohne Produktivitätseinbußen: Auswahl von Parametern zur Verringerung der Wärmebelastung
Wärmekontrolle bedeutet nicht nur “Verlangsamung”. Die Produktivität kann auch dadurch gesteigert werden, dass die Art und Weise, wie Wärme erzeugt und abgeführt wird, verändert wird. Zu den Parameteränderungen, die oft helfen, gehören die Verringerung der Reibung, eine stabile Spandicke und die Vermeidung von Bedingungen, unter denen das Werkzeug heiße Späne nachschneidet.
Prüfen Sie zunächst, ob das Schneidwerkzeug Anhaftungen oder Aufbauschneiden (BUE) aufweist und ob sich die Oberflächengüte bei der CNC-Bearbeitung von Titan verschlechtert.
Liegt Adhäsion oder BUE vor, ist die Kontrolle von Hitze und Reibung an der Schneidkante vorrangig. Erhöhen Sie den Kühlmitteldruck und richten Sie ihn so aus, dass das Kühlmittel die Schnittstelle zwischen Werkzeug und Span erreicht. Überprüfen Sie die für die Bearbeitung von Titan verwendete Werkzeugbeschichtung. Verringern Sie die Reibung, indem Sie die Schneide scharf halten und eine Verweilzeit vermeiden. Vergewissern Sie sich, dass die Späne sauber abtransportiert werden und nicht nachgeschnitten werden.
Wenn keine Haftung oder BUE beobachtet wird, prüfen Sie, ob sich an der Schnitttiefenlinie eine Kerbabnutzung bildet.
Wenn Kerbverschleiß vorhanden ist, reduzieren Sie die thermische Belastung des Werkzeugs. Verringern Sie die Schnittgeschwindigkeit (Vc), passen Sie den Werkzeugeingriff an, um einen ständigen Kontakt an der DOC-Grenze zu vermeiden, ziehen Sie eine kraftreduzierende Werkzeuggeometrie in Betracht und untersuchen Sie das Werkstück auf Eigenspannungen, die die Schnittstabilität beeinträchtigen können.
Wenn der Kerbverschleiß nicht das Hauptproblem ist, prüfen Sie, ob während der Zerspanung Ratter- oder Vibrationserscheinungen auftreten. Wenn Ratter- oder Vibrationserscheinungen auftreten, verbessern Sie die Systemstabilität, indem Sie die Spindeldrehzahl leicht reduzieren, die Schnitttiefenstrategie anpassen, die Steifigkeit der Werkstückaufnahme verbessern und variable Einrast- oder Frässtrategien.
Wenn keines dieser Probleme auftritt, ist der Prozess wahrscheinlich stabil.
In dieser Phase sollte die Optimierung vorsichtig erfolgen, indem die Schnittgeschwindigkeit schrittweise innerhalb eines stabilen Bereichs erhöht wird, während der Zustand der Werkzeugschneide überwacht wird, anstatt sich allein auf die Oberflächengüte zu verlassen.
Ein häufiges Missverständnis besteht darin, dass die Oberflächengüte nur durch eine Verlangsamung des Vorschubs erreicht werden soll. Bei Titan kann ein zu geringer Vorschub die Reibung erhöhen, die Wärme an der Kante steigern und die Haftung verschlechtern. Die stabile Lösung ist in der Regel eine ausgewogene Kombination: eine Werkzeuggeometrie, die saubere Schnitte ermöglicht, Parameter, die Reibung vermeiden, und Kühlmittel, das die Kontaktzone erreicht.
Richtwerte für die Drehzahl (1.500-3.000) und warum Legierung/Durchmesser für die endgültige Wahl ausschlaggebend sind (Vorschlag für den Rechner: Vc↔RPM)
Allgemeine Drehzahlrichtwerte geben manchmal Bereiche von 1.500 bis 3.000 U/min an, aber diese Zahl allein ist für Titan nicht sehr nützlich. Die Drehzahl muss an den Werkzeugdurchmesser und die angestrebte Schnittgeschwindigkeit gebunden sein.
Verwenden Sie die Standardbeziehung:
- RPM = (1000 × Vc) / (π × D), wobei Vc in m/min und D der Werkzeugdurchmesser in mm ist.
Aus diesem Grund können ein kleiner Schaftfräser und ein großer Planfräser nicht dieselbe Drehzahllogik verfolgen. Der Durchmesser bestimmt die Drehzahl für einen bestimmten Vc-Wert, und die Legierung und die Kühlmittelstrategie bestimmen oft den möglichen Vc-Wert.
Ein praktischer Ansatz bei der Prozessplanung besteht darin, Vc aus der Schrupp-/Schlichtabsicht zu bestimmen und dann die Drehzahl für den tatsächlich verwendeten Fräserdurchmesser zu berechnen. Wenn sich Titan “schlechter als erwartet” verhält, liegt das oft daran, dass die realen Kontaktbedingungen (Eingriff, Spanausdünnung, Kühlmittelzugang) von den Annahmen abweichen, die dem Nenn-Vc zugrunde liegen.
Welche Schnittgeschwindigkeit sollte ich für die CNC-Bearbeitung von Titan verwenden?
Typische Zielvorgaben für die CNC-Bearbeitung von Titan sind 40-80 m/min für das Schruppen und 100-150 m/min für das Schlichten, wobei die tatsächlichen Grenzen von der Legierung, dem Fräserdurchmesser und der Kühlmittelzufuhr abhängen. Am besten wählt man einen Geschwindigkeitsbereich auf der Grundlage der Bearbeitungsabsicht aus und passt ihn dann auf der Grundlage des Zustands der Werkzeugkanten (Adhäsion, Kerbverschleiß, Ausbrüche) und nicht nur der Oberflächengüte an. Wenn sich die Oberflächengüte plötzlich in Richtung Ra > 1,6 μm verschlechtert, sind Aufbauschneiden und Spänenachschneiden die häufigsten Ursachen.
Werkzeuge für die CNC-Bearbeitung von Titan: Hartmetall, Beschichtungen und Geometrien
Hartmetallschneidwerkzeuge mit Beschichtungen wie Titan-Aluminium-Nitrid (TiAlN) sind bei der CNC-Bearbeitung von Titan unverzichtbar, insbesondere bei Teilen aus Titan Grad 5. Werkzeuggeometrie, Beschichtung und Kantenpräparation sind bei der Bearbeitung von Titan oft wichtiger als die reine Spindelleistung. Die meisten CNC-gefertigten Titanteile sind auf Hartmetallwerkzeuge mit Beschichtungen wie Titan-Aluminium-Nitrid (TiAlN) angewiesen, um hohen Temperaturen standzuhalten. Geometrie, Beschichtung und Kantenvorbereitung sind bei der Bearbeitung von Titan oft wichtiger als die reine Spindelleistung.

Beschichtetes Hartmetall als Ausgangsbasis: CVD-Diamant/TiAlN und die berichtete 3fache Verlängerung der Standzeit (Vergleichstabelle: Beschichtungsoptionen + Kompromisse)
Für die meisten CNC-Bearbeitungen von Titan ist beschichtetes Hartmetall die Grundlage, da es ein Gleichgewicht zwischen Zähigkeit (die für unterbrochene Schnitte und Vibrationen erforderlich ist) und Verschleißfestigkeit bietet. Zu den Beschichtungen, die für die Titanbearbeitung diskutiert werden, gehören CVD-Diamant und Titan-Aluminium-Nitrid (TiAlN). Ein berichtetes Ergebnis ist eine bis zu dreifache Verlängerung der Standzeit mit beschichteten Werkzeugen im Vergleich zu unbeschichteten Grundwerkzeugen, obwohl der genaue Gewinn von der Anwendung abhängt und nicht bei jeder Einrichtung gleich ist.
Ein praktischer Vergleich:
| Werkzeug/Beschichtungskonzept | Warum es in Titan verwendet wird | Zu planende Kompromisse |
|---|---|---|
| Beschichtetes Hartmetall (allgemein) | Grundlegende Wahl; ausgewogene Zähigkeit und Verschleißfestigkeit | Nach wie vor hitze- und haftungsempfindlich; Kantenvorbereitung wichtig |
| TiAlN-Beschichtung | Hilft beim Schneiden bei hohen Temperaturen | Wenn die Kühlmittelzufuhr schlecht ist, konzentriert sich die Hitze immer noch am Rand |
| CVD-Diamant (berichtet) | In einigen Fällen wurde von einer starken Verlängerung der Lebensdauer der Werkzeuge berichtet (bis zum 3fachen) | Anwendbarkeit hängt vom Betrieb und den Bedingungen ab; in Versuchen überprüfen |
Der wichtigste Punkt ist nicht “eine magische Beschichtung zu wählen”, sondern das Beschichtungsverhalten auf Ihr Hitze- und Haftungsproblem abzustimmen. Wenn Späne an die Kante geschweißt werden, spielen Beschichtungsauswahl, Kühlmittelziel und Werkzeuggeometrie oft eine ebenso große Rolle wie die Geschwindigkeit.
Kraftreduzierende Geometrie: 15°-20° Frontwinkel Schnittkraftreduzierung um ~20%
Die Werkzeuggeometrie hat bei Titan eine große Auswirkung, da die Schnittkräfte zu Vibrationen führen und die Vibrationen zu Kantenschäden. Studien zeigen, dass ein Stirnwinkel von 15°-20° die Schnittkraft um etwa 20% reduzieren kann. Eine geringere Kraft bedeutet in der Regel weniger Hitze, weniger Durchbiegung und ein geringeres Risiko von Ratterern.
Ein kleiner Stirnwinkel erhöht die Schnittkraft, was die Hitze an der Schneide erhöht und das Risiko von Vibrationen bei der Titanbearbeitung erhöht.
Ein Stirnwinkel im Bereich von 15°-20° kann die Schnittkraft um etwa 20 Prozent reduzieren, was die Spanbildung erleichtert und die Schnittstabilität bei der CNC-Bearbeitung von Titan verbessert.
Das bedeutet nicht, dass man immer den Spanwinkel maximieren sollte. Eine aggressivere Geometrie kann den Kraftaufwand reduzieren, aber auch die Kantenstärke verringern, was bei Titan wichtig ist, wo es zu Kerbverschleiß und Ausbrüchen kommt. Das praktische Gleichgewicht ist eine Geometrie, die frei schneidet und gleichzeitig eine ausreichende Kantenstärke für Ihren Werkzeugweg und die Einrichtungssteifigkeit bietet.
Zu planende Werkzeugverschleißarten: Adhäsion, Kerbverschleiß und Kantenausbrüche (Inspektionscheckliste)
Der Titanverschleiß ist oft kein gleichmäßiger, vorhersehbarer Flankenverschleiß. Drei Modi tauchen immer wieder auf:
- Adhäsion / Aufbauschneide: geschweißtes Material verändert die Kantenform, beschädigt die Oberfläche und reißt dann ab.
- Kerbverschleiß: Verschleißlinie in der Nähe der Schnitttiefengrenze, oft verbunden mit Wärmekonzentration und gehärteten Oberflächeneffekten.
- Kantenabplatzungen: Mikrospäne, die durch die Kombination von Vibration und Hitze schnell wachsen.
Checkliste für Inspektionen (schnell, praktisch):
- Prüfen Sie die Schneide auf Schweißnähte (glänzende Klumpen, verschmiertes Metall).
- Achten Sie auf eine Kerblinie an der Schnitttiefenbegrenzung.
- Prüfen Sie auf Mikrospäne an den Kanten (dies ist oft die Vorstufe eines plötzlichen Ausfalls).
- Vergleichen Sie den Verschleiß zwischen den Spannuten; ungleichmäßiger Verschleiß kann auf Rundlauf, Werkzeugverformung oder schlechte Kühlmittelzufuhr hinweisen.
- Korrelieren Sie den Verschleiß mit der Drift der Oberflächenbeschaffenheit (z. B. kann eine Oberfläche, die plötzlich Ra > 1,6 μm überschreitet, mit dem Beginn der Adhäsion übereinstimmen).
Was ist die beste Werkzeugbeschichtung für die Bearbeitung von Titan?
Es gibt nicht die beste Beschichtung für jede Titanarbeit, aber beschichtetes Hartmetall ist eine gängige Grundlage, da Titan die Wärme an der Kante konzentriert und die Haftung fördert. Zu den für Titan diskutierten Beschichtungen gehören TiAlN und CVD-Diamant, die Berichten zufolge unter bestimmten Bedingungen die Werkzeugstandzeit um das Dreifache verlängern. Die beste Wahl hängt davon ab, ob die Hauptfehlerart Adhäsion, Kerbverschleiß oder Ausbrüche sind und ob das Kühlmittel die Schneidzone erreichen kann.
Kühlmittel- und Spankontrolle bei der CNC-Bearbeitung von Titan
Eine geeignete Kühlmittelstrategie ist bei der Bearbeitung von Titan, insbesondere bei der Bearbeitung von Ti-6Al-4V, von entscheidender Bedeutung, um den Hitzestau zu verringern und Werkzeugversagen zu vermeiden. Da Titan eine geringe Wärmeleitfähigkeit hat, bleibt die Wärme in der Nähe der Schneidkanten und Späne, was das Risiko von Abrieb und Werkzeugversagen erhöht. Eine wirksame Kühlmittelzufuhr und Spanabfuhr sind bei der Bearbeitung von Titan für Bauteile in der Luft- und Raumfahrt oder in der Medizintechnik unerlässlich.
Hochdruck-Kühlmittel (≥7 MPa): 40% Temperaturreduzierung und Verbesserung der Oberflächengüte (Tabelle: Hochwasser vs. Hochdruck)
Das Kühlmittel ist oft der Unterschied zwischen einem stabilen Titanprozess und einer Werkzeugverschleißspirale. Berichten zufolge führt ein Hochdruckkühlmittel mit ≥7 MPa zu einer Senkung der Schnitttemperatur um 40% und zu einer Verbesserung der Oberflächengüte. Der Druck spielt eine wichtige Rolle, da er das Eindringen des Kühlmittels in die Kontaktzone zwischen Werkzeug und Span sowie das Brechen und Abführen der Späne unterstützt.

Ein vereinfachter Vergleich:
| Ansatz zur Kühlung | Was es in Titan zu tun pflegt | Grenzwerte |
|---|---|---|
| Kühlmittel fluten | Hilft bei der Ableitung von Wärme | Kann die heißeste Kontaktzone unter dem Chip oft nicht erreichen |
| Hochdruck-Kühlmittel (≥7 MPa) | Berichten zufolge ~40% Temperaturreduzierung; bessere Spankontrolle und Oberfläche | Erfordert die richtige Ausrichtung der Düse und einen stabilen Späneabfuhrweg |
Wenn Ihr Prozess bereits in der Nähe einer Haftungsschwelle liegt, kann sich die Temperaturreduzierung in einer deutlichen Verbesserung der Konsistenz und nicht nur der durchschnittlichen Oberflächenqualität niederschlagen.
Flüssigkeiten mit extremem Druck (EP) und Ziel der Abgabe: wo das Kühlmittel auftreffen muss
Extreme Druckflüssigkeiten (EP) werden verwendet, um das Schweißen und die Reibung an der Schnittstelle zu verringern. Bei der Titanbearbeitung ist die Zuführung oft wichtiger als die Wahl der Flüssigkeit auf dem Papier. Ein Kühlmittel, das zwar die allgemeine Tasche, nicht aber die Kante trifft, verhindert keine Aufbauschneiden.
Konzept der Düsenplatzierung (auf die Kontaktzone zielen):
Ziel: Sicherstellen, dass der Kühlmittelstrom direkt die Schnittstelle zwischen Werkzeug und Chip erreicht.
- Richtung des Kühlmittels: Die Düse sollte so ausgerichtet sein, dass das Kühlmittel unter den Umformspan und auf die Schneidkante trifft.
- Verhalten der Späne: Wenn das Kühlmittel die Schnittstelle erreicht, rollt sich der Span vom Werkzeug weg, anstatt zu kleben oder sich zu verdichten.
- Prozessvorteil: Der richtige Kontakt mit dem Kühlmittel hilft bei der CNC-Bearbeitung von Titan, Späne zu brechen, die Wärmeentwicklung an der Schneidkante zu reduzieren und die Adhäsion zu begrenzen.
Praktische Zielregel: Zielen Sie auf den Punkt, an dem sich der Span bildet und gleitet, nicht auf den bereits evakuierten Spanstrahl. Wenn der Strahl durch den Span abgelenkt wird, passen Sie das Ziel und den Druck an, bis die Kante sichtbar gewaschen wird und die Späne nicht packen.
Spankontrolle und -abfuhr: Vermeidung von Nachschnitten und Oberflächenschäden (Checkliste für den Bediener)
Das Nachschneiden von Titanspänen ist eine häufige Ursache für unerklärliche Oberflächenverluste, Kantenausbrüche und Wärmespitzen. Späne sind heiß, stark und abrasiv genug, um die Oberfläche und das Werkzeug zu beschädigen, wenn sie eingeklemmt werden.
Bediener-Checkliste (Späne-Evakuierung im Fokus):
- Stellen Sie sicher, dass die Späne die Schnittzone verlassen und nicht in Taschen zirkulieren.
- Vermeiden Sie Werkzeugwege, die bei Schlichtdurchgängen wiederholt Späne in den Schnitt zurückfegen.
- Achten Sie auf dicht gepackte Späne in tiefen Schlitzen oder Hohlräumen; dicht gepackte Späne erhöhen die Hitze schnell.
- Wenn die Oberfläche verschmierte Streifen oder zufällige Furchen aufweist, prüfen Sie, ob die Späne nachgeschnitten werden, bevor Sie die Geschwindigkeit ändern.
- Verwenden Sie den Druck und die Richtung des Kühlmittels, um die Späne aus dem Eingriffsbereich zu drücken.
Prozessstrategien für die Titanbearbeitung zur Reduzierung von Ausschuss und Verzug
Bei der Prozessplanung für die Titanbearbeitung müssen Spannungen, Vibrationen und Verformungen während des Materialabtrags berücksichtigt werden. Dünne Wände, tiefe Taschen und lange Merkmale in Teilen aus Titanlegierungen können sich unerwartet bewegen, wenn sich Hitze und Eigenspannung ändern. Diese Strategien werden üblicherweise eingesetzt, um CNC-gefertigte Titanbauteile beim Schruppen und Schlichten stabil zu halten.
Schichtweises Schneiden + 24-Stunden-Stressabbau: Wann es eingesetzt wird und was es schützt
Titanteile können sich nach starkem Materialabtrag verziehen, insbesondere bei dünnen Abschnitten, langen Spannweiten oder asymmetrischer Bearbeitung. Eine der genannten Strategien ist das schichtweise Schneiden, gefolgt von einer 24-stündigen Entspannungsphase vor der Fertigstellung kritischer Merkmale. Ziel ist es, die Eigenspannungen vor den abschließenden, toleranzbestimmenden Schnitten wieder auszugleichen.
Workflow-Konzept (hohe Ebene):
Schichtweise Schruppbearbeitung: Abtragen von Material in kontrollierten Schichten zur Begrenzung der Spannungskonzentration.
- Entspannungspause: Lassen Sie das Teil etwa 24 Stunden lang ruhen, damit sich die inneren Spannungen wieder ausgleichen können.
- Semi-Finishing: Nachschneiden von Oberflächen zur Normalisierung der Geometrie und Stabilisierung des Teils nach Spannungsänderungen.
- Endbearbeitung: Kritische Oberflächen werden zuletzt bearbeitet, um die erforderlichen Toleranzen und Oberflächengüten zu erreichen.
Dieser Ansatz ist nicht für jedes Teil geeignet. Sie wird angewandt, wenn die Geometrie eines Teils eine Verformung wahrscheinlich macht und wenn das Nacharbeitsrisiko hoch ist. Die Kosten sind Zeit und zusätzliches Handling, so dass sie in der Regel durch das Toleranzrisiko und nicht durch die Zykluszeit gerechtfertigt sind.
Schwingungsdämpfung beim Fräsen von Titan: Taktik und Ergebnis der Amplitudenreduzierung bei 50% (Checkliste für die Einrichtung)
Titan neigt dazu, beim Fräsen zu “reden”, weil die Schnittkräfte hoch bleiben, während die Hitze den randnahen Bereich erweicht und die Haftung fördert. Das Rattern kann schnell zunehmen, und sobald die Kante beschädigt ist, kann sich die Oberflächengüte verschlechtern, selbst wenn das Rattern später aufhört.
In einem berichteten Fall konnte die Vibrationsamplitude durch eine Kombination von Maßnahmen um 50% reduziert werden: Reduzierung der Spindeldrehzahl um etwa 10%, Einsatz von Glattfräsen und unterschiedliche Schnitttiefen.
Checkliste für die Einrichtung (mit Fokus auf Chatter):
- Minimieren Sie das Überstehen des Werkzeugs; die Steifigkeit ist wichtiger als bei Aluminium.
- Verwenden Sie eine Tiefenstrategie, die ein ständiges Eingreifen bei einer Resonanzbedingung vermeidet.
- Wenn Rattergeräusche auftreten, kann eine kleine Drehzahlreduzierung die Resonanz beseitigen.
- Überprüfen Sie die Werkstückauflage in der Nähe des Schnitts, insbesondere bei dünnen Wänden.
- Achten Sie darauf, ob das Rütteln mit der Abnutzung von Kerben oder Kantenausbrüchen korreliert; bei Titan ist dies häufig der Fall.
Gewindeschneidstrategie: Gewindefräsen vs. Gewindeschneiden für die Zuverlässigkeit von Titan (Entscheidungsmatrix)
Das Gewindeschneiden ist bei Titan ein risikoreicher Schritt, da das Werkzeug beim Gewindeschneiden stark belastet wird und plötzlich versagen kann. In einem berichteten Beispiel wurde das Gewinde bei 2000 U/min gefräst und ein Steigungsfehler von <0,02 mm erzielt, wobei das Bruchrisiko im Vergleich zum Gewindeschneiden geringer war.
Ansicht einer Entscheidungsmatrix:
| Anforderung/Zwangsbedingung | Gewindefräsen | Anzapfen |
|---|---|---|
| Risiko eines plötzlichen Werkzeugbruchs | Oft niedriger (Schnitt wird verteilt) | Häufig höher in zähen Titanlegierungen |
| Kontrolle der Tonhöhengenauigkeit | Berichtetes Beispiel: <0,02 mm Teilungsfehler | Kann gut sein, aber der Ausfallmodus ist abrupt |
| Flexibilität bei verschiedenen Größen | Ein Werkzeug kann mehrere Durchmesser abdecken (wegbasiert) | Dedizierter Gewindebohrer pro Gewindeform |
| Empfindlichkeit der Bohrlochbedingungen | Toleranter (in Grenzen) | Empfindlicher gegenüber Lochgröße und Schmierung |
Das soll nicht heißen, dass Gewindeschneiden nie funktioniert. Es heißt nur, dass für medizinische Titanbauteile oder Titanbearbeitungen in der Luft- und Raumfahrt, bei denen ein Ausfall kostspielig ist, oft das Gewindefräsen gewählt wird, weil es mehr Kontrolle und eine weniger katastrophale Ausfallart bietet.
Präzision, Toleranzen und Oberflächengüte bei CNC-gefrästen Titanteilen
Enge Toleranzen und kontrollierte Oberflächengüte, in Übereinstimmung mit IAQG Qualitätsrichtlinien für die Luft- und Raumfahrt sind oft die Hauptgründe, warum Ingenieure die CNC-Bearbeitung von Titan anderen Fertigungsmethoden vorziehen. In der Luft- und Raumfahrttechnik und bei der Herstellung medizinischer Geräte sind Toleranzen von ±0,01 mm und konstante Ra-Werte gängige Erwartungen. Um diese zu erreichen, müssen Hitze, Werkzeugverschleiß und Prüfstrategien während des gesamten Bearbeitungsprozesses berücksichtigt werden.
Welche Toleranz ist realistisch: ±0,01 mm Erwartungen und Prüfansatz (CMM/QA Flussdiagramm)
Die CNC-Bearbeitung von Titan wird regelmäßig mit engen Toleranzen spezifiziert, und ±0,01 mm ist eine häufig genannte Erwartung für Präzisionskomponenten. Die Durchführbarkeit hängt von der Teilegeometrie, der Stabilität nach Spannungsänderungen und der Wärmeeinwirkung auf das Teil während der Endbearbeitung ab.
Die Inspektion ist ebenso wichtig wie die Bearbeitung. Wenn ein Verzug wahrscheinlich ist, brauchen Sie einen Plan, um “Bearbeitungsfehler” von “Teil nach dem Aufspannen bewegt” zu trennen. Ein gängiger Ansatz ist die Verwendung von Koordinatenmessverfahren zur Überprüfung.
Definieren Sie das Bezugssystem: Legen Sie klare Bezugspunkte für Messungen und Kontrollen fest.
- Stabilisieren Sie das Teil: Lassen Sie dem Teil vor der Prüfung Zeit, sich zu stabilisieren, um thermische Verformungen zu vermeiden.
- Messen Sie kritische Merkmale: Prüfen Sie toleranzkritische Maße mit geeigneten Messmethoden.
- Vergleich der Ergebnisse mit den Toleranzen: Bewerten Sie die gemessenen Werte anhand der vorgegebenen Toleranzen.
- Wenn außerhalb der Spezifikation: Analysieren Sie die Verformungsmuster und vergleichen Sie sie mit dem Bearbeitungsweg, um die Ursachen zu ermitteln.
- Wenn in der Spezifikation: Sperren Sie das Prozessfenster, indem Sie Grenzwerte für den Werkzeugverschleiß, Kühlmittelkontrollen und stabile Bearbeitungsparameter festlegen.
Wenn ein Lieferant enge Toleranzen angibt, ohne auf Bezugspunkte, Prüfverfahren und Verzugskontrolle einzugehen, ist dies ein Signal für Prozessrisiken. Aufgrund der Bearbeitungshärtung und des Wärmeverhaltens von Titan kann die Aussage “es wurde einmal gut gemessen” eine schwache Garantie sein.
Zielvorgaben für die Oberflächengüte: Endbearbeitung auf Ra 0,4 μm und die Ursachen der Variabilität (Tabelle: Arbeitsgang → erreichbarer Ra)
Die Oberflächengüte von Titan ist eng mit der Kontrolle der Adhäsion und der Spanabfuhr verbunden. Als Zielvorgabe für die Endbearbeitung wird Ra 0,4 μm für die CNC-Endbearbeitung genannt, wobei die Variabilität vom Zustand des Werkzeugs, der Aufbauschneide, der Vibration und dem Nachschneiden abhängt.
Ein praktischer Blick auf das “Machbare” durch die Absicht der Operation:
| Operation | Typische Endbearbeitungserwartung diskutiert | Wichtigste Risikotreiber |
|---|---|---|
| Aufrauen | (Gröber als die Oberfläche) | Rattern, Spänepackung, Wärmestau |
| Fertigstellung | Ra ~0,4 μm Ziel | Aufbauschneiden, Mikroausbrüche im Werkzeug, Nachschneiden |
Wenn die Oberflächenbeschaffenheit von einer Kavität zur anderen auf demselben Teil variiert, sind der Zugang zum Kühlmittel und der Weg der Späneabfuhr oft die versteckten Variablen. Tiefe Taschen und dünne Merkmale schränken das Kühlmittel ein, was das Adhäsionsrisiko erhöht.
Welche Oberflächengüte können Sie bei CNC-bearbeitetem Titan erreichen?
Als Zielwert für die CNC-Schlichtbearbeitung von Titan wird Ra 0,4 μm angegeben, wobei stabile Werkzeuge, eine gute Spanabfuhr und kontrollierte Wärme vorausgesetzt werden. Die Oberflächenrauhigkeit kann sich verschlechtern, wenn sich eine Aufbauschneide bildet oder Späne nachgeschnitten werden; unter problematischen Bedingungen kann sie auf über Ra > 1,6 μm ansteigen. Wenn Sie eine glattere als die übliche Endbearbeitung benötigen, werden häufig Nachbearbeitungsmethoden wie elektrolytisches Polieren nach der Bearbeitung bewertet.
Bearbeitung von tiefen Merkmalen in Titanteilen: Löcher, dünne Wände und komplexe Geometrien
Tiefe Löcher, dünne Wände und komplexe Merkmale bringen die Titanbearbeitung in ihren sensibelsten Bereich. Hohe Zugfestigkeit, geringe Wärmeleitfähigkeit und Vibrationsneigung erschweren die gleichmäßige Bearbeitung dieser Merkmale. In diesem Abschnitt geht es darum, wie die CNC-Bearbeitung von Titan mit der Tiefe, der Steifigkeit und den geometriebedingten Risiken umgeht.
Tieflochbohren mit BTA-Innenkühlung: 30:1 Tiefe:Durchmesser und Geradheit ≤0,05 mm/m
Tiefe Bohrungen in Titan sind schwierig, weil die Späne weit wandern müssen und dabei kontrolliert bleiben, und die Wärme nur begrenzt abfließen kann. Ein zitierter Ansatz ist das Tieflochbohren mit BTA-Innenkühlung, das Berichten zufolge bis zu einem Verhältnis von Tiefe zu Durchmesser von 30:1 und einer Geradheit von ≤0,05 mm/m möglich ist.
Werkzeug mit innerem Kühlmittel: Das Kühlmittel wird durch interne Kanäle im Werkzeug zugeführt.
- Kühlmittelaustritt an der Spitze: Das Kühlmittel wird direkt an der Schneidkante abgegeben.
- Spänetransport: Die Späne werden mit dem Kühlmittelstrom durch den Rücklaufkanal abtransportiert.
- Kontrollierte Absaugung: Eine wirksame Spanabfuhr reduziert die Wärmeentwicklung und verbessert die Stabilität bei der Titanbearbeitung.
Fragen zur Durchführbarkeit, die frühzeitig gestellt werden sollten:
- Kann das Teil so befestigt werden, dass es die Bohrkräfte ohne Verbiegen aufnehmen kann?
- Ermöglicht die Konstruktion die Abfuhr von Spänen ohne scharfe Kurven?
- Versuchen Sie, die Geradheit über einen langen Bereich zu halten, in dem sich das Teil beim Erhitzen bewegen kann?
Tiefbohrungen reagieren auch empfindlich auf die Einstiegsbedingungen. Eine anfängliche Fehlausrichtung bleibt in der Regel bestehen. Deshalb müssen Geradheitsziele mit dem Bohrverfahren und der Einrichtung besprochen werden, nicht nur als Zeichnungsnotiz.
Dünnwand- und Wärmeverzugsrisiko: praktische Strategien für die Reihenfolge und Unterstützung (Checkliste für Vorrichtungen)
Dünne Wände in Titan sind nicht nur ein Problem der Steifigkeit. Sie sind auch ein Hitze- und Spannungsproblem. Ein dünner Abschnitt erwärmt sich schneller, bewegt sich unter Klemmlast stärker und kann federn, wenn Material entfernt wird.
Checkliste für Vorrichtungen (dünnwandig):
- Stützen in der Nähe des Schnitts, um die Durchbiegung der Wand zu verringern.
- Führen Sie die Schnitte in der richtigen Reihenfolge durch, damit dünne Wände nicht zu früh abgestützt werden.
- Verwenden Sie den schichtweisen Abbau, um Spannungsabbausprünge zu begrenzen.
- Achten Sie auf Wärmestau in den Endbearbeitungsgängen; dünne Wände können sich bei kleinen Temperaturänderungen bewegen.
Eine gängige Taktik für die Reihenfolge der Bearbeitung besteht darin, zuerst Merkmale zu bearbeiten, die stabile Bezugspunkte und Steifigkeit schaffen, und dann später Taschen und dünne Abschnitte zu öffnen. Das Ziel ist es, das Teil so lange wie möglich steif zu halten.
Merkmalspriorisierung: welche Maße zuerst bearbeitet werden sollen, um Toleranzen zu schützen
Bei der Titanbearbeitung ist die Frage, was zuerst bearbeitet werden soll, oft eine Toleranzstrategie und keine Frage der Bequemlichkeit. Eine praktische Arbeitsablaufvorlage sieht so aus:
Festlegen von Bezugspunkten / Referenzflächen
- Steife, lokalisierende Merkmale, die die spätere Ausrichtung bestimmen
- Grobe Taschen mit hohem Abtrag in kontrollierten Schichten
- Pause/Spannungsabbau bei hohem Verzerrungsrisiko
- Semi-Finish zur Normalisierung der Lasten
- Endbearbeitung toleranzkritischer Merkmale in einem stabilen thermischen Zustand
Diese Reihenfolge soll die Toleranzen schützen, indem sie eine häufige Fehlerart vermeidet: die frühe Fertigstellung einer kritischen Bohrung oder Dichtungsfläche und das anschließende Abdriften, nachdem das Teil durch späteres Taschenfräsen geöffnet wurde. Das Spannungsverhalten von Titan macht diese Abweichung wahrscheinlicher, als viele Käufer erwarten.
Nachbearbeitung und Oberflächenbehandlungen für CNC-gefräste Titanteile
Die Nachbearbeitung wird häufig eingesetzt, wenn die endgültige Oberfläche oder die funktionalen Anforderungen durch die Bearbeitung allein nicht erfüllt werden können. Behandlungen wie elektrolytisches Polieren, Eloxieren oder Strahlen sind bei medizinischen Komponenten aus Titan, Implantaten und Teilen für die Luft- und Raumfahrt üblich. Diese Schritte müssen zusammen mit den Bearbeitungstoleranzen geplant werden, um unerwartete Maßänderungen zu vermeiden.
Elektrolytisches Polieren: Verringerung der Rauheit um ~50% (auf ~Ra 0,2 μm) (Vorher/Nachher-Tabelle)
Wenn die Anforderungen an die Oberflächengüte die Möglichkeiten einer stabilen Endbearbeitung übersteigen, kann eine Nachbearbeitung zuverlässiger sein, als die Bearbeitung in eine instabile Ecke zu drängen. Eine der genannten Möglichkeiten ist das elektrolytische Polieren, bei dem die Rauheit um etwa 50% reduziert wird, im genannten Beispiel auf etwa Ra 0,2 μm.
Ein Vorher/Nachher-Konzept:
| Zustand | Beispiel Rauhigkeitsgrad |
|---|---|
| Nach der CNC-Bearbeitung | Ra ~0,4 μm |
| Nach elektrolytischem Polieren (berichtet) | Ra ~0,2 μm |
Elektrolytisches Polieren hat nicht nur kosmetische Gründe. Bei einigen Anwendungen wird es eingesetzt, wenn Mikrospitzen zu Reibung, Reinigungsproblemen oder Passformschwankungen führen. Bei medizinischen Komponenten aus Titan hängt die Entscheidung auch davon ab, wie die Oberflächenbeschaffenheit mit der vorgesehenen biologischen Umgebung oder der Kontaktumgebung interagiert, auch wenn dies nicht allein auf die Bearbeitung zurückzuführen ist.
Eloxieren: 5-10 μm Oxidschichten mit HV800-1200 Härte (Diagramm: Dicke vs. Eigenschaften)
Titan wird häufig anodisiert, um die Oberflächeneigenschaften zu verbessern. Zu den berichteten Anodisierungsergebnissen gehören Oxidschichten mit einer Dicke von etwa 5-10 μm und einer Härte im Bereich von HV800-1200. Dies kann die Haltbarkeit der Oberfläche unter bestimmten Kontaktbedingungen verbessern und auch das Aussehen verändern.
Diagrammkonzept (Dicke vs. Eigenschaften, qualitativ):
| Dicke der Oxidschicht | Gemeldeter Härtebereich |
|---|---|
| 5-10 μm | HV800-1200 |
Vom Standpunkt der Bearbeitung aus gesehen, ist der Schlüsselpunkt der Toleranzstapel. Wenn Sie nach der Bearbeitung eloxieren, müssen Sie entscheiden, welche Oberflächen eine Schicht bilden dürfen und welche unbearbeitet bleiben müssen. Diese Entscheidung sollte unter Berücksichtigung des Dickenbereichs getroffen werden, auch wenn die endgültige Überprüfung durch Messungen an realen Teilen erfolgt.
Sandstrahlen zur Verbesserung der Ermüdungsleistung: Berichten zufolge erhöht sich die Ermüdungslebensdauer um das Zweifache und wo sie im Prozess liegt (Entscheidungshilfe)
Die Oberflächenbeschaffenheit beeinflusst die Ermüdungsleistung. Ein berichtetes Ergebnis ist die 2fache Erhöhung der Ermüdungslebensdauer in Verbindung mit Sandstrahlen in dem genannten Zusammenhang. Der genaue Mechanismus hängt vom Verfahren und der Anwendung ab, aber aus Sicht der Prozessplanung verändert das Sandstrahlen die Oberfläche und kann mit späteren Endbearbeitungs- oder Beschichtungsschritten interagieren.
Entscheidungshilfe (wo es passt):
- Wenn enge Abmessungen oder Dichtflächen eine Rolle spielen, sollten Sie diese Bereiche abdecken oder ausschließen.
- Entscheiden Sie, ob das Strahlen vor oder nach dem Eloxieren/Polieren erfolgt, je nachdem, welche Oberfläche Sie am Ende benötigen.
- Bestätigen Sie, dass die gestrahlten Oberflächen immer noch die Anforderungen an die Rauheit oder den funktionalen Kontakt erfüllen.
Dies ist ein Punkt, an dem Zeichnungsnotizen eindeutig sein sollten: “Vollflächiges Strahlen” ist selten mit engen Oberflächenvorgaben vereinbar, es sei denn, kritische Bereiche sind geschützt.
Anwendungen der CNC-Bearbeitung von Titan, Kostentreiber und Anwendungsfälle in der Industrie
Die CNC-Bearbeitung von Titan ist in der Luft- und Raumfahrt, bei medizinischen Implantaten und in der Elektronik aufgrund des guten Verhältnisses zwischen Festigkeit und Gewicht, der hohen Korrosionsbeständigkeit und der Langlebigkeit weit verbreitet. Die Wahl des richtigen Titangrades (z. B. Grade 5, Grade 2 oder Grade 7) hängt von der Anwendung des Titans und den Bearbeitungsanforderungen ab. Die Bearbeitung von Titan in der Luft- und Raumfahrt dient der Herstellung von Triebwerken und Strukturbauteilen, während bei medizinischen Komponenten aus Titan die Biokompatibilität in Umgebungen mit physiologischem pH-Wert entscheidend ist. Dieser Abschnitt stellt eine Verbindung zwischen Anwendungen, Kostentreibern und Materialauswahl für verschiedene Titangrade her.
Wo die CNC-Bearbeitung von Titan zum Einsatz kommt: Luft- und Raumfahrt, Medizintechnik, Elektronik - Anforderungen an Festigkeit, Gewicht und Korrosionsbeständigkeit
Titan wird gewählt, wenn sein Verhältnis von Festigkeit zu Gewicht und seine hohe Korrosionsbeständigkeit die Schwierigkeiten bei der Bearbeitung und die Materialkosten rechtfertigen. Häufige Anwendungscluster sind:
- Titanbearbeitung in der Luft- und Raumfahrt: gewichtssensible Strukturen und Komponenten, bei denen es auf Korrosionsbeständigkeit und Festigkeit ankommt.
- Medizinische Komponenten aus Titan: Implantate und Instrumente, bei denen Biokompatibilität und Korrosionsverhalten in Umgebungen mit physiologischem pH-Wert eine Rolle spielen.
- Elektronik und Spezialhardware: Gewicht, Haltbarkeit und Korrosionsbeschränkungen können selbst für kleine Teile ausschlaggebend sein.
Konzept der Branchenkarte (qualitativ):
Luft- und Raumfahrtanwendungen: Der Schwerpunkt liegt auf Leichtbau und hoher Festigkeit, was die Anforderungen an enge Toleranzen und komplexe Geometrien erhöht.
- Medizinische Anwendungen: Sie sind auf Biokompatibilität und Korrosionsbeständigkeit angewiesen, so dass eine kontrollierte Oberflächenbeschaffenheit und -konsistenz entscheidend sind.
- Elektronische Anwendungen: Der Schwerpunkt liegt auf Langlebigkeit und Korrosionsbeständigkeit, wobei oft kleine Merkmale und stabile, wiederholbare Oberflächenbeschaffenheiten erforderlich sind.
Für die Durchführbarkeit ist die wichtigere Frage nicht “Kann Titan bearbeitet werden”, sondern “Kann Ihre Geometrie in Titan ohne instabile Hitze, Verformung oder Werkzeugverschleiß bearbeitet werden”. Dies hängt von der Tiefe der Merkmale, den dünnen Wänden, den Gewinden und den Anforderungen an die Oberflächengüte ab.
Dies ist auch der Punkt, an dem die Auswahl des Titangrades ins Spiel kommt. Käufer spezifizieren oft Ti-6Al-4V (Grad 5), weil es in der Technik üblich ist, während Reintitan-Grade (oft als Grad 2 bezeichnet) oder andere korrosionsfokussierte Grade (oft als Grad 7 bezeichnet) auftreten können, wenn das Korrosionsverhalten dominiert. Aus Sicht der CNC-Bearbeitung sollten Sie jede Titanqualität oder -legierung als eigenen Prozess behandeln, selbst wenn die Teilegeometrie gleich ist, da sich die Empfindlichkeit gegenüber Hitze, Adhäsion und Werkzeugverschleiß ändern kann.
Eine andere, aber verwandte Kostenfrage stellt sich bei der Beschaffung: Ist Titan teurer als rostfreier Stahl? In den meisten Beschaffungsfällen wird Titan als teurer eingestuft, weil das Rohmaterial kostspielig ist und der Bearbeitungsprozess tendenziell niedrigere Schnittgeschwindigkeiten, mehr Werkzeugwechsel und mehr Aufmerksamkeit für die Wärmekontrolle erfordert. Der genaue Abstand hängt von der Sorte, der Geometrie und dem Ausschussrisiko ab, aber die Faktoren sind einheitlich: Werkzeugverschleiß und Prozesskontrolle, nicht nur der Materialpreis.
Trend zur Hybridfertigung: MIM/Additive + CNC-Fertigung zur Steigerung der Materialausnutzung 60% → 95%
Beim Abtragen von Titanmaterial kann viel Material verloren gehen, was schmerzlich ist, da Titan recht teuer ist. Ein gemeldeter hybrider Ansatz kombiniert die endkonturnahe Formgebung (z. B. Metallspritzguss oder additive Fertigung) mit der CNC-Endbearbeitung, um Präzisionsoberflächen und Bezugspunkte unter Kontrolle zu halten.
In einem zitierten Fall für einen künstlichen Wirbel wurde eine poröse Struktur auf MIM-Basis verwendet (die Porosität betrug Berichten zufolge etwa 300-500 μm für die Anforderungen der Osseointegration) und die funktionellen Oberflächen wurden anschließend CNC-gefertigt. Zu den berichteten Ergebnissen gehörten eine Verbesserung der Materialausnutzung von 60% auf 95% und eine Steigerung der Osseointegrationseffizienz um 40% in diesem Zusammenhang.
Vergleichsdiagramm (Materialverbrauch, berichtet):
| Route | Gemeldete Materialverwendung |
|---|---|
| Konventionell (hohe Abtragsleistung) | ~60% |
| Hybrid (netznah + CNC-Fertigung) | ~95% |
Bei Machbarkeitsentscheidungen ist die Schlüsselfrage, ob Ihr Teil “nur” zerspanende Merkmale (enge Bohrungen, Dichtflächen, Gewinde mit strenger Steigungskontrolle) in Kombination mit “nur” formgebenden Bereichen (poröse Strukturen, komplexe Innenformen) aufweist, bei denen eine endkonturnahe Formgebung den Abfall reduzieren kann. Wenn ja, können hybride Verfahren die Menge des abzutragenden Titans reduzieren, während die CNC-Technik dort bleibt, wo sie am stärksten ist: bei der Präzision und der Oberflächenkontrolle.
KI-gesteuerte Parameteroptimierung: gemeldete +30% Standzeit und +20% Effizienz (Anwendungsfall-Checkliste; Unsicherheit/Annahme beachten)
Es gibt Berichte über KI- oder datengesteuerte Parameteroptimierung, bei der die Schnittparameter auf der Grundlage von Rückmeldungen angepasst werden, wobei Verbesserungen von +30% Werkzeugstandzeit und +20% Effizienz genannt werden. Titan ist ein logisches Ziel, da kleine Stabilitätsgewinne Werkzeuge einsparen und Ausschuss vermeiden können.
Die Einführung und die Ergebnisse sind ungewiss, da die Ergebnisse von der Qualität der Sensoren, der Maschinenintegration und davon abhängen, ob das System auf die tatsächlichen Fehlerarten (Adhäsion, Kerbverschleiß, Ratterer) abgestimmt ist. Dennoch ist der Anwendungsfall klar: Parameterauswahl, die reagiert, bevor die Werkzeugkante kollabiert.
Use-Case-Checkliste (wo es sinnvoll sein kann):
- Wiederholte Arbeiten mit Titanlegierungen, bei denen die Verschleißmuster konsistent genug sind, um daraus zu lernen.
- Prozesse, die durch die Werkzeugstandzeit und nicht durch die Spindelleistung begrenzt sind.
- Aufbauten, bei denen Kühlmitteldruck, Werkzeugrundlauf und Vibrationen überwacht und stabil gehalten werden können.
- Vorgänge, bei denen eine kleine Änderung der Geschwindigkeit oder des Engagements die Zunahme von Ratterern verhindern kann.
Dies sollte als ein Werkzeug zur Prozesskontrolle betrachtet werden, nicht als Ersatz für die grundlegende Disziplin der Titanbearbeitung. Wenn das Kühlmittel die Schneidzone nicht erreichen kann oder die Werkstückspannung gering ist, kann die Softwareoptimierung allein keine Abhilfe schaffen.
Ist die CNC-Bearbeitung von Titanteilen besser als der 3D-Druck?
Die CNC-Bearbeitung wird häufig bevorzugt, wenn enge Toleranzen (oft um ±0,01 mm), kontrollierte Gewinde und eine vorhersehbare Oberflächengüte (mit Zielwerten um Ra 0,4 μm) erforderlich sind. Additive oder MIM-artige Verfahren können besser sein, wenn die Geometrie schwer effizient zu bearbeiten ist, und hybride Verfahren können die Materialausnutzung verbessern (60% → 95%), indem sie den Materialabtrag reduzieren. In der Praxis werden bei vielen Titanbauteilen beide Verfahren angewandt: die endkonturnahe Formgebung für komplexe Formen und die CNC-Bearbeitung für die Präzisionsmerkmale, die gemessen und überprüft werden müssen.
Einfach ausgedrückt: Die CNC-Bearbeitung von Titan ist machbar, wenn Sie Hitze, Adhäsion und Vibrationen kontrollieren können und das Teil bei wechselnden Beanspruchungen stabil bleibt. Wenn Ihr Teil tiefe Taschen, dünne Wände und hohe Anforderungen an die Oberflächengüte im gleichen Bereich aufweist, sollten Sie eine schichtweise Abtragung, eine starke Kühlmittelzufuhr und eine Prüfung zur Erkennung von Verformungsmustern vorsehen. Wenn der Materialabfall eine dominierende Einschränkung ist, können hybride Routen, die weniger Material zum Schneiden übrig lassen, das Risiko und die Kosten reduzieren, während die CNC dort eingesetzt wird, wo es wichtig ist.
FAQs
Bei der CNC-Bearbeitung von Titan wird die Bearbeitung von Ti-6Al-4V anders gehandhabt, da die Legierung fester, zäher und hitzeempfindlicher ist als Reintitan. Teile aus Titan Grad 5 enthalten Aluminium und Vanadium, die die Zugfestigkeit und das Verhältnis von Festigkeit zu Gewicht erhöhen, aber auch den Werkzeugverschleiß und die Wärmeentwicklung beschleunigen.
Im Vergleich zu Reintitan (z. B. Grade 2) konzentriert sich bei Ti-6Al-4V die Wärme an der Schneidkante, fördert den Kerbverschleiß und ist bei der CNC-Bearbeitung von Titan anfälliger für Vibrationen. Aus diesem Grund wird Ti-6Al-4V bei der Bearbeitung von Titan in der Luft- und Raumfahrt und bei medizinischen Komponenten aus Titan in der Regel als separates Verfahren eingestuft, anstatt davon auszugehen, dass sich alle Titangrade gleich verhalten.
Die Brandgefahr bei der Titanbearbeitung geht in erster Linie von heißen Spänen und unkontrollierter Hitze aus, nicht von dem massiven Werkstück selbst. Titan entzündet sich nicht leicht, aber die bei der Hochtemperaturzerspanung entstehenden Späne können ein Risiko darstellen, wenn sie sich ansammeln oder nachgeschnitten werden.
Bei der CNC-Bearbeitung von Titan liegt der Schwerpunkt der Prävention auf einer effektiven Kühlmittelzufuhr, scharfen Schneidwerkzeugen und einer guten Spanabfuhr. Bei der Arbeit mit Titanlegierungen wie Ti-6Al-4V reicht es in der Regel aus, die Anhäufung von Spänen zu verhindern, eine übermäßige Wärmeentwicklung zu vermeiden und die Standard-Sicherheitsverfahren für die Metallzerspanung zu befolgen, um das Risiko zu kontrollieren.
Es gibt kein einzelnes bestes Werkzeug für die CNC-Bearbeitung von Titan, aber beschichtete Hartmetallwerkzeuge sind die häufigste Grundlage. Beschichtungen wie Titanaluminiumnitrid (TiAlN) sind weit verbreitet, da sie hohe Temperaturen vertragen und den Werkzeugverschleiß bei der Bearbeitung von Titanlegierungen verringern.
Die Werkzeuggeometrie ist ebenso wichtig wie die Beschichtung. Ein scharfer Schaftfräser mit einer kraftreduzierenden Geometrie trägt dazu bei, Vibrationen, Rattern und Hitze an den Schneidkanten zu begrenzen. Die Wahl des besten Werkzeugs hängt davon ab, ob Adhäsion, Kerbverschleiß oder Kantenausbrüche die vorherrschende Fehlerart in Ihrem Titanbearbeitungsprozess sind.
Die Vorlaufzeit für CNC-gefertigte Titanteile hängt mehr von der Teilegeometrie und dem Prozessrisiko als vom Material allein ab. Merkmale wie dünne Wände, tiefe Löcher, enge Toleranzen und erforderliche Oberflächenbehandlungen können die Vorlaufzeit verlängern.
Die Bearbeitung von Titan für die Luft- und Raumfahrt und von medizinischen Komponenten aus Titan erfordert oft zusätzliche Prüfungen, Vibrationskontrolle oder Schritte zum Spannungsabbau, die zusätzliche Zeit erfordern. Die zuverlässigsten Vorlaufzeiten ergeben sich aus der Überprüfung der kritischen Merkmale des Teils und der Bestätigung eines stabilen CNC-Bearbeitungsprozesses für Titan, anstatt anzunehmen, dass sich Titan wie Metalle wie Aluminium oder Stahl verhält.



