Obróbka CNC tytanu znajduje się w niezręcznej sytuacji pośredniej: Części tytanowe klasy 5 i inne stopy tytanu nie są “twarde” w taki sam sposób jak hartowana stal narzędziowa, ale często obrabiają się jak materiał, który chce karać za błędy. Ciepło koncentruje się na krawędzi skrawającej, wióry mają tendencję do spawania z narzędziami, a powierzchnia może twardnieć podczas cięcia. Rezultatem jest wąskie okno procesu, w którym niewielkie zmiany prędkości, geometrii narzędzia, dostarczania chłodziwa lub uchwytu roboczego mogą zmienić zadanie ze stabilnego na złom.
Niniejszy artykuł koncentruje się na pytaniach dotyczących wykonalności zadawanych przez inżynierów i nabywców technicznych podczas określania obróbki Ti-6Al-4V (często nazywanej częściami tytanowymi klasy 5) lub innych komponentów ze stopu tytanu. Wyjaśniono w nim, co zwykle idzie nie tak, co zwykle to naprawia i jakie limity procesu mają największe znaczenie dla tolerancji i wykończenia powierzchni.
Wyzwania związane z obróbką CNC tytanu: Ciepło, zużycie narzędzi i ograniczenia procesu
Obróbka CNC tytanu stanowi inne wyzwanie niż obróbka metali takich jak aluminium czy stal, dlatego wielu inżynierów starannie rozważa tytan i aluminium przy wyborze materiałów. Niska przewodność cieplna tytanu, wysoka temperatura topnienia i wyjątkowa wytrzymałość sprawiają, że jest on podatny na gromadzenie się ciepła i zużycie narzędzi podczas cięcia. Niezależnie od tego, czy pracują z częściami tytanowymi klasy 5, czy z innymi stopami tytanu, mechanicy muszą wziąć pod uwagę plastyczność, spawalność oraz wytrzymałość i odporność na korozję materiału, aby zachować integralność powierzchni. Czynniki te są szczególnie istotne w przypadku obróbki tytanu w przemyśle lotniczym, wymienników ciepła, elementów łodzi podwodnych i tytanowych części medycznych narażonych na fizjologiczne wartości pH lub wodę morską.
Dlaczego tytan jest gorący: niska przewodność cieplna (1/6 stali) i temperatury cięcia do 1000°C (wykres: przepływ ciepła w porównaniu ze stalą).
Tytan słabo przewodzi ciepło, na poziomie około 1/6 stali, zgodnie z danymi materiałowymi ze strony NIST. W przypadku cięcia ma to większe znaczenie, niż wielu nabywców się spodziewa. W przypadku stali znaczna część ciepła może przemieszczać się do wióra i przedmiotu obrabianego. W przypadku tytanu ciepło koncentruje się w pobliżu krawędzi narzędzia i bezpośredniej strefy ścinania. Opublikowane badania dotyczące obróbki skrawaniem donoszą o temperaturach skrawania sięgających nawet 1000°C.
Prostym sposobem na zastanowienie się nad tym jest “gdzie idzie ciepło?”. Podczas obróbki tytanu znacznie mniej ciepła ucieka przez obrabiany przedmiot, więc więcej ciepła obciąża narzędzie. Przyspiesza to zużycie i zwiększa ryzyko powstawania narostów (spawania wiórów).
Koncepcja wykresu (przepływ ciepła a stal, jakościowy):
| Materiał | Względna przewodność cieplna | Typowe zachowanie ciepła przy cięciu |
|---|---|---|
| Stal | 1.0 (wartość bazowa) | Więcej ciepła rozprzestrzenia się na pracę/układ |
| Tytan | ~0,17 (≈1/6 stali) | Ciepło koncentruje się w pobliżu krawędzi narzędzia |
Rozwiązania, które zwykle działają, mają na celu zmniejszenie wytwarzania ciepła i usuwanie ciepła, zanim uszkodzi ono krawędź: konserwatywna prędkość skrawania podczas obróbki zgrubnej, ostre narzędzia o geometrii zmniejszającej siłę, chłodziwo pod wysokim ciśnieniem skierowane na strefę styku oraz kontrola wiórów, aby gorące wióry nie były ponownie skrawane.
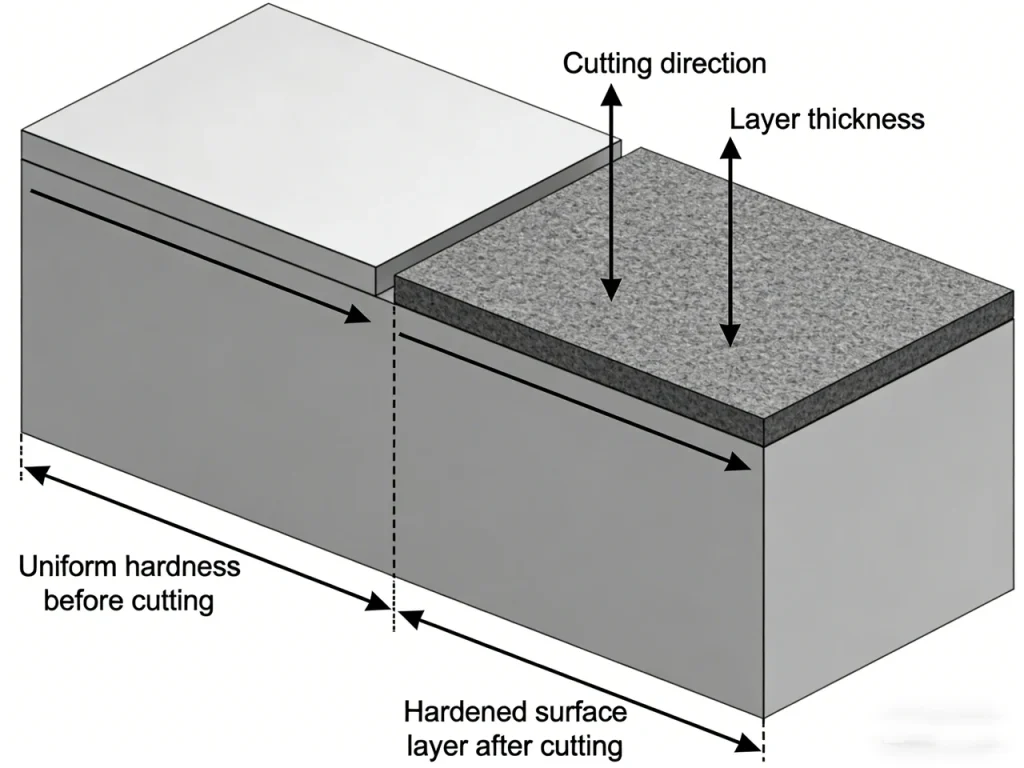
Hartowanie skrawaniem: wzrost twardości powierzchni 20%-30% i jego wpływ na zużycie narzędzi i integralność krawędzi
Części tytanowe obrabiane CNC często wykazują utwardzenie obróbkowe, w którym warstwa przypowierzchniowa staje się twardsza po cięciu. Zgłaszane wzrosty twardości powierzchni wynoszą około 20%-30%, co wpływa na zużycie narzędzi i krawędzi tnących. Ma to znaczenie, ponieważ w następnym przejściu skóra staje się twardsza, co zwiększa siły skrawania i zużycie narzędzia. Może to również pogorszyć integralność krawędzi w ostrych narożnikach i cienkich ściankach, gdzie część jest już mniej sztywna.
Uproszczony widok:
Przed obróbką: Materiał ma jednolitą twardość bazową w całej strefie skrawania.
- Po obróbce: Utwardzona warstwa powierzchniowa tworzy się na wierzchu oryginalnego materiału bazowego w wyniku utwardzania podczas pracy.
- Kolejne przejścia: W następnym przejściu narzędzia krawędź tnąca najpierw napotyka utwardzoną warstwę powierzchniową, zanim dotrze do bardziej miękkiego materiału podstawowego.
- Praktyczny wpływ: Ta utwardzona warstwa zwiększa siłę skrawania, przyspiesza zużycie narzędzia i zwiększa ryzyko wykruszenia krawędzi, jeśli parametry nie zostaną dostosowane.
Typowy wzorzec awarii: narzędzie, które było stabilne w pierwszym przejściu zgrubnym, zaczyna karbować lub odpryskiwać w późniejszym przejściu, ponieważ frez wchodzi teraz w utwardzoną warstwę, często na linii głębokości skrawania.
Poprawki, które zwykle działają, obejmują zmniejszenie tarcia (utrzymuj narzędzia ostre, unikaj osadzania się), kontrolowanie ciepła (chłodziwo i parametry) oraz planowanie kroków w dół / w górę, aby narzędzie nie przeskakiwało wielokrotnie tej samej utwardzonej strefy.
Przyczepność wiórów i narastająca krawędź: jak wpływa na niską chropowatość powierzchni (ryzyko Ra > 1,6 μm)
Podczas pracy z tytanem wióry mają silną tendencję do przylegania do narzędzia skrawającego, powodując narost krawędzi (BUE) i słabe wykończenie powierzchni. BUE zmienia efektywną geometrię narzędzia w locie, dlatego wykończenie powierzchni może nagle ulec pogorszeniu, nawet jeśli posuwy i prędkości pozostają niezmienione.
Jednym z praktycznych progów ryzyka zgłaszanych w notatkach branżowych jest chropowatość gorsza niż Ra > 1,6 μm, gdy przyczepność i ponowne cięcie zaczynają dominować. Można to zaobserwować w postaci rozdartych powierzchni, rozmazanych pasm lub “tajemniczych” śladów drgań, które nie pasują do harmonicznych wrzeciona.
Koncepcja zdjęcia (dobry vs zły chip, jakościowy):
- Dobry: równomierne zwijanie się wiórów, czysta krawędź narzędzia, stabilny kolor, brak rozmazanych osadów na flecie.
- Złe: rozdarte wióry, błyszczące zgrzane grudki na krawędzi tnącej, wióry pakujące się do kieszeni.
Rozwiązania, które zwykle działają, koncentrują się na zmniejszeniu przyczepności i zatrzymaniu ponownego cięcia:
- Powłoki wybrane do warunków cięcia tytanu.
- Strategia chłodzenia, która dociera do krawędzi, a nie tylko do ogólnego obszaru.
- Odprowadzanie wiórów, które zapobiega przedostawaniu się wiórów z narzędzia z powrotem do cięcia.
Dlaczego tytan jest tak trudnym materiałem dla maszyn CNC?
Tytan jest trudny w obróbce CNC głównie dlatego, że jest gorący, twardnieje blisko powierzchni i chce przyspawać wióry do krawędzi narzędzia. Niska przewodność cieplna zatrzymuje ciepło na frezie, a temperatury skrawania dochodzą do 1000°C. To ciepło i przyczepność mogą powodować szybkie zużycie, niestabilne wykończenie powierzchni i wąskie okno między “tnie dobrze” a “szybko się psuje”.”
Parametry obróbki CNC tytanu: Prędkości, posuwy i kontrola ciepła
Dobór parametrów skrawania w obróbce CNC tytanu polega w mniejszym stopniu na maksymalizacji prędkości, a w większym na kontroli nagrzewania, wibracji i zużycia narzędzia. W obróbce Ti-6Al-4V, prędkość wrzeciona, Aby ograniczyć zużycie narzędzia i wibracje, musimy współpracować ze sobą w zakresie prędkości, posuwu i strategii włączania. Ta sekcja skupia się na praktycznych wyborach prędkości i kontroli ciepła stosowanych podczas obróbki stopów tytanu.
Praktyczne docelowe prędkości skrawania: obróbka zgrubna 40-80 m/min vs obróbka wykańczająca 100-150 m/min (tabela według operacji; uwaga na niepewność w różnych źródłach)
W przypadku obróbki CNC tytanu, opublikowane zalecenia są zbieżne z “niższą prędkością niż chcesz”, ale nie są one idealnie dopasowane do różnych źródeł. Wielokrotnie cytowany praktyczny zestaw wartości docelowych to:
| Cel operacji | Prędkość cięcia Vc (m/min) | Co próbuje kontrolować |
|---|---|---|
| Szorstkość | 40-80 | Temperatura krawędzi narzędzia, zużycie karbu, wzrost drgań |
| Wykończenie | 100-150 | Wykończenie powierzchni przy jednoczesnym zarządzaniu przyczepnością/BUE |
Nie są one uniwersalne. Stan stopu, zaangażowanie ścieżki narzędzia, dostarczanie chłodziwa, powłoka narzędzia i sztywność maszyny mogą przesunąć stabilny punkt. Kluczową kwestią jest to, że tytan często ulega uszkodzeniu pod wpływem ciepła i przyczepności, więc wybór prędkości jest zwykle ograniczony stanem krawędzi narzędzia, a nie mocą wrzeciona.
Zarządzanie ciepłem bez poświęcania wydajności: wybór parametrów zmniejszających obciążenie termiczne
Kontrola ciepła to nie tylko “spowolnienie”. Wydajność można również poprawić, zmieniając sposób wytwarzania i usuwania ciepła. Zmiany parametrów, które często pomagają, obejmują zmniejszenie tarcia, utrzymanie stabilnej grubości wiórów i unikanie warunków, w których narzędzie ponownie tnie gorące wióry.
Po pierwsze, należy sprawdzić, czy narzędzie tnące wykazuje przyczepność lub narosłą krawędź (BUE) i czy wykończenie powierzchni ulega pogorszeniu podczas tytanowej obróbki CNC.
Jeśli występuje adhezja lub BUE, priorytetem jest kontrola ciepła i tarcia na krawędzi skrawającej. Popraw ciśnienie chłodziwa i ustaw je tak, aby chłodziwo docierało do interfejsu narzędzie-wiór. Ponownie sprawdź powłokę narzędzia używaną do obróbki tytanu. Zmniejsz tarcie, utrzymując ostrą krawędź skrawającą i unikając przestojów. Upewnij się, że wióry są odprowadzane w sposób czysty i nie są ponownie skrawane.
Jeśli przyczepność lub BUE nie są obserwowane, należy sprawdzić, czy na linii głębokości cięcia nie tworzy się karb.
W przypadku zużycia karbu należy zmniejszyć obciążenie termiczne narzędzia. Zmniejsz prędkość skrawania (Vc), dostosuj mocowanie narzędzia, aby uniknąć ciągłego kontaktu na granicy DOC, rozważ geometrię narzędzia zmniejszającą siłę i sprawdź obrabiany przedmiot pod kątem naprężeń szczątkowych, które mogą wpływać na stabilność skrawania.
Jeśli zużycie karbu nie jest głównym problemem, należy ocenić, czy podczas skrawania występują drgania lub wibracje. W przypadku pojawienia się drgań lub wibracji, należy poprawić stabilność systemu poprzez nieznaczne zmniejszenie prędkości wrzeciona, dostosowanie strategii głębokości skrawania, poprawienie sztywności uchwytu roboczego i zastosowanie zmiennego zaangażowania lub strategie płynnego frezowania.
Jeśli żadna z tych kwestii nie zostanie zaobserwowana, proces jest prawdopodobnie stabilny.
Na tym etapie optymalizację należy przeprowadzać ostrożnie, stopniowo zwiększając prędkość skrawania w stabilnym zakresie, jednocześnie monitorując stan krawędzi narzędzia, zamiast polegać wyłącznie na wykończeniu powierzchni.
Częstym nieporozumieniem jest dążenie do wykończenia powierzchni tylko poprzez spowolnienie posuwu. W przypadku tytanu zbyt niski posuw może zwiększyć tarcie, podnieść temperaturę na krawędzi i pogorszyć przyczepność. Stabilnym rozwiązaniem jest zwykle zrównoważony zestaw: geometria narzędzia, która tnie czysto, parametry, które zapobiegają tarciu i chłodziwo, które dociera do strefy kontaktu.
Wskazówki dotyczące limitów obrotów (1 500-3 000 odnotowanych) i dlaczego stop/średnica determinują ostateczny wybór (sugestia kalkulatora: Vc↔RPM)
Ogólne wytyczne dotyczące obrotów na minutę czasami pokazują zakresy takie jak 1500-3000 obrotów na minutę, ale sama ta liczba nie jest zbyt przydatna w przypadku tytanu. Liczba obrotów na minutę musi być powiązana ze średnicą narzędzia i docelową prędkością skrawania.
Użyj standardowej relacji:
- RPM = (1000 × Vc) / (π × D), gdzie Vc jest w m/min, a D jest średnicą narzędzia w mm.
Dlatego też mały frez walcowo-czołowy i duży frez walcowo-czołowy nie mogą współdzielić tej samej logiki RPM. Średnica napędza obroty dla danego Vc, a strategia stopu i chłodziwa często napędza wykonalne Vc.
Praktycznym podejściem w planowaniu procesu jest określenie Vc na podstawie zamiaru obróbki zgrubnej/wykańczającej, a następnie obliczenie RPM dla faktycznie używanej średnicy frezu. Gdy tytan zachowuje się “gorzej niż oczekiwano”, często dzieje się tak dlatego, że rzeczywiste warunki kontaktu (zaangażowanie, rozrzedzenie wiórów, dostęp chłodziwa) różnią się od założeń stojących za nominalnym Vc.
Jakiej prędkości skrawania powinienem użyć do obróbki tytanu CNC?
Typowe opublikowane wartości docelowe dla tytanowej obróbki CNC to 40-80 m/min dla obróbki zgrubnej i 100-150 m/min dla obróbki wykańczającej, przy czym rzeczywiste limity zależą od stopu, średnicy frezu i dostarczanego chłodziwa. Najlepszym podejściem jest wybranie zakresu prędkości w oparciu o cel operacji, a następnie dostosowanie w oparciu o stan krawędzi narzędzia (przyczepność, zużycie karbu, odpryski), a nie tylko wykończenie powierzchni. Jeśli wykończenie nagle pogarsza się w kierunku Ra > 1,6 μm, częstymi przyczynami są narost krawędzi i ponowne skrawanie wiórów.
Narzędzia do obróbki CNC tytanu: Węglik spiekany, powłoki i geometria
Narzędzia skrawające z węglików spiekanych z powłokami takimi jak azotek tytanowo-aluminiowy (TiAlN) są niezbędne podczas obróbki CNC tytanu, zwłaszcza w przypadku części tytanowych klasy 5. Geometria narzędzia, powłoka i przygotowanie krawędzi mają często większe znaczenie niż moc wrzeciona podczas obróbki tytanu. Większość części tytanowych obrabianych CNC opiera się na narzędziach skrawających z węglików spiekanych z powłokami, takimi jak azotek tytanu i aluminium (TiAlN), aby przetrwać wysokie temperatury. Geometria, powłoka i przygotowanie krawędzi mają często większe znaczenie niż moc wrzeciona podczas obróbki tytanu.

Powlekany węglik jako punkt odniesienia: Diament CVD / TiAlN i zgłoszone 3-krotne wydłużenie żywotności narzędzia (tabela porównawcza: opcje powlekania + kompromisy)
W przypadku większości obróbek CNC tytanu, powlekany węglik spiekany jest podstawą, ponieważ równoważy wytrzymałość (potrzebną do przerywanych cięć i wibracji) z odpornością na zużycie. Wśród omawianych powłok do cięcia tytanu, raporty obejmują diament CVD i azotek tytanu i aluminium (TiAlN). Jednym ze zgłaszanych wyników jest nawet 3-krotne wydłużenie żywotności narzędzi powlekanych w porównaniu z niepowlekanymi narzędziami podstawowymi, chociaż dokładny zysk zależy od zastosowania i nie jest spójny w każdym ustawieniu.
Praktyczny widok porównawczy:
| Koncepcja narzędzia/powłoki | Dlaczego jest stosowany w tytanie | Kompromisy, które należy zaplanować |
|---|---|---|
| Węglik powlekany (ogólnie) | Podstawowy wybór; równoważy wytrzymałość i odporność na zużycie | Nadal wrażliwe na ciepło i przyczepność; przygotowanie krawędzi ma znaczenie |
| Powłoka TiAlN | Pomaga w warunkach cięcia w wysokiej temperaturze | Jeśli dostarczanie chłodziwa jest słabe, ciepło nadal koncentruje się na krawędzi |
| Diament CVD (zgłoszony) | W niektórych przypadkach odnotowano znaczny wzrost trwałości narzędzi (do 3×). | Możliwość zastosowania zależy od działania i warunków; zweryfikować w testach |
Kluczową kwestią nie jest “wybór magicznej powłoki”, ale dopasowanie zachowania powłoki do problemu z ciepłem i przyczepnością. Jeśli wióry przywierają do krawędzi, dobór powłoki, chłodzenie i geometria narzędzia często mają takie samo znaczenie jak prędkość.
Geometria zmniejszająca siłę: redukcja siły cięcia pod kątem przednim 15°-20° o ~20%
Geometria narzędzia ma ogromny wpływ na obróbkę tytanu, ponieważ siły skrawania powodują wibracje, a wibracje powodują uszkodzenia krawędzi. Badania wykazały, że kąt czołowy 15°-20° może zmniejszyć siłę skrawania o około 20%. Mniejsza siła oznacza zwykle mniej ciepła, mniejsze ugięcie i mniejsze ryzyko drgań.
Mały kąt czołowy zwiększa siłę skrawania, co zwiększa ciepło na krawędzi skrawającej i zwiększa ryzyko wibracji podczas obróbki tytanu.
Kąt czołowy w zakresie 15°-20° może zmniejszyć siłę skrawania o około 20%, ułatwiając formowanie wiórów i poprawiając stabilność skrawania w obróbce CNC tytanu.
Nie oznacza to “zawsze maksymalizuj grabie”. Bardziej agresywna geometria może zmniejszyć siłę, ale może również zmniejszyć wytrzymałość krawędzi, co ma znaczenie w przypadku tytanu, gdzie występuje zużycie karbu i odpryski. Praktyczna równowaga to geometria, która tnie swobodnie, zachowując wystarczającą wytrzymałość krawędzi dla danego stylu ścieżki narzędzia i sztywności ustawienia.
Tryby zużycia narzędzia, które należy zaplanować: przyczepność, zużycie karbu i wykruszanie krawędzi (lista kontrolna inspekcji)
Zużycie tytanu często nie przebiega w sposób płynny i przewidywalny. Powtarzają się trzy tryby:
- Przyczepność / zabudowana krawędź: spawany materiał zmienia kształt krawędzi, uszkadza wykończenie, a następnie odrywa się.
- Zużycie karbowe: linia zużycia w pobliżu granicy głębokości skrawania, często związana z koncentracją ciepła i efektami utwardzonej powierzchni.
- Odpryski na krawędziach: mikrowióry, które szybko rosną pod wpływem wibracji i ciepła.
Lista kontrolna inspekcji (szybka, praktyczna):
- Sprawdź krawędź tnącą pod kątem osadów spawalniczych (błyszczące grudki, rozmazany metal).
- Poszukaj linii nacięcia na granicy głębokości cięcia.
- Sprawdzić, czy na narożnikach krawędzi nie ma mikroczipów (często poprzedzających nagłą awarię).
- Porównaj zużycie między rowkami; nierównomierne zużycie może wskazywać na bicie, odchylenie narzędzia lub słaby zasięg chłodziwa.
- Korelacja zużycia z dryftem wykończenia powierzchni (na przykład wykończenie nagle przekraczające Ra > 1,6 μm może odpowiadać początkowi przyczepności).
Jaka jest najlepsza powłoka narzędziowa do obróbki tytanu?
Nie ma jednej najlepszej powłoki dla każdego zadania związanego z tytanem, ale powlekany węglik jest powszechnym punktem odniesienia, ponieważ tytan koncentruje ciepło na krawędzi i sprzyja przyczepności. Powłoki omawiane dla tytanu obejmują TiAlN i diament CVD, z doniesieniami o nawet 3-krotnym wydłużeniu żywotności narzędzia w niektórych warunkach. Najlepszy wybór zależy od tego, czy głównym trybem awarii jest adhezja, zużycie karbu czy wykruszanie, a także od tego, czy chłodziwo może dotrzeć do strefy skrawania.
Chłodziwo i kontrola wiórów w obróbce CNC tytanu
Odpowiednia strategia chłodzenia ma kluczowe znaczenie podczas pracy z tytanem, szczególnie podczas obróbki Ti-6Al-4V, aby zmniejszyć gromadzenie się ciepła i zapobiec uszkodzeniu narzędzia. Ponieważ tytan ma niską przewodność cieplną, ciepło pozostaje w pobliżu krawędzi skrawających i wiórów, zwiększając ryzyko zatarcia i uszkodzenia narzędzia. Skuteczne dostarczanie chłodziwa i odprowadzanie wiórów ma zasadnicze znaczenie podczas obróbki tytanu w przemyśle lotniczym lub medycznym.
Chłodziwo pod wysokim ciśnieniem (≥7 MPa): Zmniejszenie temperatury 40% i poprawa wykończenia powierzchni (tabela: zalanie vs wysokie ciśnienie)
Chłodziwo jest często różnicą między stabilnym procesem obróbki tytanu a spiralą zużycia narzędzia. Raporty podają, że chłodziwo pod wysokim ciśnieniem ≥7 MPa zapewnia redukcję temperatury cięcia o 40%, wraz z poprawą wykończenia powierzchni. Ciśnienie ma znaczenie, ponieważ pomaga chłodziwu penetrować strefę kontaktu narzędzia z wiórami oraz pomaga rozbijać i usuwać wióry.

Uproszczone porównanie:
| Podejście do chłodzenia | Co ma tendencję do robienia w tytanie | Ograniczenia |
|---|---|---|
| Płyn chłodzący | Pomaga w odprowadzaniu ciepła | Często nie może dotrzeć do najgorętszej strefy kontaktu pod chipem. |
| Chłodziwo pod wysokim ciśnieniem (≥7 MPa) | Zgłoszona redukcja temperatury o ~40%; lepsza kontrola chipów i wykończenie | Wymaga prawidłowego wycelowania dyszy i stabilnej ścieżki odprowadzania wiórów |
Jeśli proces już znajduje się w pobliżu progu przyczepności, obniżenie temperatury może objawiać się wyraźną poprawą spójności, a nie tylko średniego wykończenia.
Płyny pod ekstremalnym ciśnieniem (EP) i celowanie w dostarczanie: gdzie musi trafić chłodziwo
Płyny pod ekstremalnym ciśnieniem (EP) są stosowane w celu zmniejszenia spawania i tarcia na styku. W przypadku obróbki tytanu, dostarczanie jest często ważniejsze niż wybór płynu na papierze. Chłodziwo, które trafia do ogólnej kieszeni, ale nie na krawędź, nie zapobiegnie narastaniu krawędzi.
Koncepcja rozmieszczenia dysz (celowanie w strefę kontaktu):
Cel: Zapewnienie, że strumień chłodziwa dociera bezpośrednio do interfejsu narzędzie-układ.
- Kierunek chłodziwa: Dysza powinna być skierowana tak, aby chłodziwo trafiało pod formujący się wiór i na krawędź tnącą.
- Zachowanie wióra: Gdy chłodziwo dociera do interfejsu, wiór odchyla się od narzędzia, zamiast przylegać lub upakowywać się.
- Korzyści dla procesu: Właściwy kontakt chłodziwa pomaga rozbijać wióry, redukować gromadzenie się ciepła na krawędzi skrawającej i ograniczać przywieranie podczas tytanowej obróbki CNC.
Praktyczna zasada celowania: celuj w punkt, w którym wiór formuje się i zsuwa, a nie w już odprowadzony strumień wiórów. Jeśli strumień jest odchylany przez wióry, dostosuj celowanie i nacisk, aż krawędź będzie widocznie myta, a wióry nie będą upakowywane.
Kontrola i odprowadzanie wiórów: zapobieganie ponownemu cięciu i uszkodzeniom powierzchni (lista kontrolna operatora)
Ponowne cięcie wiórów tytanowych jest częstą przyczyną niewyjaśnionej utraty wykończenia, odprysków krawędzi i skoków temperatury. Wióry są gorące, mocne i wystarczająco ścierne, aby uszkodzić powierzchnię i narzędzie, gdy zostaną uwięzione.
Lista kontrolna operatora (ewakuacja chipów):
- Sprawdź, czy wióry opuszczają strefę cięcia, a nie krążą w kieszeniach.
- Unikaj ścieżek narzędzia, które wielokrotnie zmiatają wióry z powrotem do cięcia podczas przejść wykańczających.
- Zwróć uwagę na upakowanie wiórów w głębokich szczelinach lub zagłębieniach; upakowane wióry szybko się nagrzewają.
- Jeśli na wykończeniu widoczne są rozmazane pasma lub przypadkowe wyżłobienia, przed zmianą prędkości należy sprawdzić, czy nie nastąpiło ponowne przycięcie wiórów.
- Użyj ciśnienia chłodziwa i kierunku, aby wypchnąć wióry ze strefy sprzęgania.
Strategie obróbki tytanu w celu zmniejszenia ilości odpadów i zniekształceń
Planowanie procesu obróbki tytanu musi uwzględniać naprężenia, wibracje i odkształcenia podczas usuwania materiału. Cienkie ścianki, głębokie kieszenie i długie elementy w częściach ze stopu tytanu mogą nieoczekiwanie poruszać się pod wpływem ciepła i naprężeń szczątkowych. Strategie te są powszechnie stosowane w celu utrzymania stabilności części tytanowych obrabianych CNC podczas obróbki zgrubnej i wykańczającej.
Cięcie warstwowe + 24-godzinne uwalnianie stresu: kiedy jest używane i co chroni
Części tytanowe mogą odkształcać się po intensywnym usuwaniu materiału, zwłaszcza w przypadku cienkich sekcji, długich przęseł lub asymetrycznej obróbki. Jedną z cytowanych strategii jest cięcie warstwowe, po którym następuje 24-godzinny okres uwalniania naprężeń przed wykończeniem krytycznych elementów. Celem jest ponowne zrównoważenie naprężeń wewnętrznych przed ostatecznymi cięciami definiującymi tolerancję.
Koncepcja przepływu pracy (wysoki poziom):
Warstwowa obróbka zgrubna: Usuwanie materiału w kontrolowanych warstwach w celu ograniczenia koncentracji naprężeń.
- Przerwa na rozładowanie naprężeń: Pozwól części odpocząć przez około 24 godziny, aby wewnętrzne naprężenia mogły się zrównoważyć.
- Półwykończenie: Ponowne cięcie powierzchni w celu normalizacji geometrii i stabilizacji części po zmianach naprężeń.
- Końcowe wykończenie: Obróbka krytycznych powierzchni jako ostatnia w celu osiągnięcia wymaganych tolerancji i wykończenia powierzchni.
To podejście nie jest odpowiednie dla każdej części. Jest ono stosowane, gdy geometria części powoduje prawdopodobieństwo odkształcenia i gdy ryzyko przeróbki jest wysokie. Kosztem jest czas i dodatkowa obsługa, więc jest to zazwyczaj uzasadnione ryzykiem tolerancji, a nie czasem cyklu.
Tłumienie drgań podczas frezowania tytanu: taktyka i wynik przypadku redukcji amplitudy 50% (lista kontrolna konfiguracji)
Tytan ma tendencję do “gadania” podczas frezowania, ponieważ siły skrawania pozostają wysokie, podczas gdy ciepło zmiękcza obszar w pobliżu krawędzi i promuje przyczepność. Drgania mogą szybko narastać, a gdy krawędź zostanie uszkodzona, wykończenie może ulec pogorszeniu, nawet jeśli drgania później ustaną.
Zgłoszony przypadek wykazał zmniejszenie amplitudy drgań o 50% przy zastosowaniu kombinacji taktyk: zmniejszenie prędkości wrzeciona o około 10%, zastosowanie płynnego frezowania i cięć o różnej głębokości.
Lista kontrolna konfiguracji (skoncentrowana na rozmowach):
- Zminimalizuj wystawanie narzędzia; sztywność ma większe znaczenie niż w przypadku aluminium.
- Należy stosować strategię głębokości, która pozwala uniknąć stałego zaangażowania w stanie rezonansu.
- Jeśli pojawi się drżenie, niewielka redukcja prędkości może oddalić od rezonansu.
- Zweryfikować podparcie uchwytu roboczego w pobliżu cięcia, zwłaszcza na cienkich ściankach.
- Sprawdź, czy drgania korelują ze zużyciem karbu lub odpryskami krawędzi; tytan często je łączy.
Strategia gwintowania: frezowanie gwintów vs gwintowanie dla niezawodności tytanu (matryca decyzyjna)
Gwintowanie jest etapem wysokiego ryzyka w tytanie, ponieważ gwintowanie mocno obciąża narzędzie i może nagle ulec awarii. W zgłoszonym przykładzie zastosowano frezowanie gwintów przy 2000 obr/min i osiągnięto błąd skoku <0,02 mm, przy zmniejszonym ryzyku pęknięcia w porównaniu z gwintowaniem.
Widok matrycy decyzyjnej:
| Wymóg / ograniczenie | Frezowanie gwintów | Stukanie |
|---|---|---|
| Ryzyko nagłego złamania narzędzia | Często niższe (cięcie jest rozłożone) | Często wyższe w wytrzymałych stopach tytanu |
| Kontrola dokładności skoku | Zgłoszony przykład: Błąd skoku <0,02 mm | Może być dobry, ale tryb awaryjny jest nagły |
| Elastyczność w różnych rozmiarach | Jedno narzędzie może obsługiwać wiele średnic (w oparciu o ścieżkę) | Dedykowany gwintownik na gwint |
| Wrażliwość na stan otworu | Większa tolerancja (w granicach) | Większa wrażliwość na rozmiar otworu i smarowanie |
Nie oznacza to, że gwintowanie nigdy nie działa. Chodzi o to, że w przypadku tytanowych komponentów medycznych lub obróbki tytanu w przemyśle lotniczym, gdzie awaria jest kosztowna, frezowanie gwintów jest często wybierane, ponieważ zapewnia większą kontrolę i mniej katastrofalny tryb awarii.
Precyzja, tolerancje i wykończenie powierzchni części tytanowych obrabianych CNC
Ścisłe tolerancje i kontrolowane wykończenie powierzchni, zgodnie z IAQG Wytyczne dotyczące jakości w przemyśle lotniczym i kosmicznym są często głównymi powodami, dla których inżynierowie wybierają obróbkę CNC tytanu zamiast innych metod produkcji. W inżynierii lotniczej i produkcji urządzeń medycznych, tolerancje ±0,01 mm i stałe wartości Ra są powszechnymi oczekiwaniami. Ich osiągnięcie wymaga zarządzania ciepłem, zużyciem narzędzi i strategią kontroli w całym procesie obróbki.
Jaka tolerancja jest realistyczna: oczekiwania ±0,01 mm i podejście do kontroli (schemat CMM/QA)
Obróbka CNC tytanu jest regularnie specyfikowana z wąskimi tolerancjami, a ±0,01 mm jest powszechnie określanym oczekiwaniem dla precyzyjnych komponentów. Wykonalność zależy od geometrii części, stabilności po zmianach naprężeń i ilości ciepła przedostającego się do części podczas wykańczania.
Kontrola jest równie ważna jak obróbka. Jeśli zniekształcenie jest prawdopodobne, potrzebny jest plan oddzielenia “błędu obróbki” od “części przesuniętej po odłączeniu mocowania”. Powszechne podejście wykorzystuje metody pomiaru współrzędnych do weryfikacji.
Zdefiniowanie schematu odniesienia: Ustalenie jasnych punktów odniesienia dla pomiarów i kontroli.
- Ustabilizuj część: Przed inspekcją należy odczekać, aż temperatura ustabilizuje się, aby uniknąć zniekształceń termicznych.
- Pomiar krytycznych cech: Kontrola wymiarów krytycznych z punktu widzenia tolerancji przy użyciu odpowiednich metod metrologicznych.
- Porównanie wyników z tolerancją: Ocena zmierzonych wartości względem określonych tolerancji.
- Jeśli poza specyfikacją: Przeanalizuj wzorce zniekształceń i porównaj je ze ścieżką narzędzia obróbczego, aby zidentyfikować przyczyny źródłowe.
- Jeśli w specyfikacji: Zablokuj okno procesu, definiując limity zużycia narzędzia, kontrole chłodziwa i stabilne parametry obróbki.
Jeśli dostawca zapewnia o wąskich tolerancjach bez omówienia punktów odniesienia, metody inspekcji i kontroli zniekształceń, jest to sygnał ryzyka procesowego. Hartowanie tytanu podczas obróbki skrawaniem i jego zachowanie pod wpływem ciepła może sprawić, że “raz zmierzono dobrze” będzie słabą gwarancją.
Cele wykończenia powierzchni: wykończenie do Ra 0,4 μm i co wpływa na zmienność (tabela: operacja → osiągalne Ra)
Wykończenie powierzchni tytanu jest silnie związane z kontrolą adhezji i odprowadzaniem wiórów. Zgłaszany cel wykończenia to Ra 0,4 μm dla wykończenia CNC, przy czym zmienność zależy od stanu narzędzia, narostu krawędzi, wibracji i ponownego cięcia.
Praktyczny pogląd “co jest osiągalne” dzięki zamiarom operacyjnym:
| Działanie | Omówiono typowe oczekiwania dotyczące wykończenia | Główne czynniki ryzyka |
|---|---|---|
| Szorstkość | (Grubsze niż wykończenie) | Chrzęst, zapakowanie wiórów, nagrzewanie się |
| Wykończenie | Ra ~0,4 μm cel | Wbudowana krawędź, mikrouszkodzenia narzędzia, ponowne cięcie |
Gdy wykończenie różni się w zależności od wgłębienia na tej samej części, dostęp chłodziwa i ścieżka odprowadzania wiórów są często ukrytymi zmiennymi. Głębokie kieszenie i cienkie elementy mają tendencję do ograniczania przepływu chłodziwa, co zwiększa ryzyko przywierania.
Jakie wykończenie powierzchni można uzyskać na tytanie obrabianym CNC?
Docelowa wartość wykończenia CNC dla tytanu wynosi około Ra 0,4 μm, przy założeniu stabilnego oprzyrządowania, dobrego odprowadzania wiórów i kontrolowanego ciepła. Chropowatość powierzchni może ulec pogorszeniu, gdy narosłe krawędzie lub wióry zostaną ponownie przycięte, czasami przekraczając Ra > 1,6 μm w problematycznych warunkach. Jeśli wymagana jest gładsza niż typowa obróbka wykańczająca, po obróbce często oceniane są metody obróbki końcowej, takie jak polerowanie elektrolityczne.
Obróbka głębokich elementów w częściach tytanowych: otwory, cienkie ścianki i złożona geometria
Głębokie otwory, cienkie ścianki i złożone elementy sprawiają, że obróbka tytanu staje się najbardziej wrażliwa. Wysoka wytrzymałość na rozciąganie, niska przewodność cieplna i skłonność do drgań sprawiają, że elementy te są trudne w konsekwentnej obróbce. Ta sekcja skupia się na tym, jak obróbka CNC tytanu radzi sobie z ryzykiem związanym z głębokością, sztywnością i geometrią.
Wiercenie głębokich otworów z chłodzeniem wewnętrznym BTA: 30:1 głębokość:średnica i prostoliniowość ≤0,05 mm/m
Głębokie otwory w tytanie są trudne, ponieważ wióry muszą przemieszczać się daleko, pozostając pod kontrolą, a ciepło ma ograniczone drogi wyjścia. Cytowanym podejściem jest wiercenie głębokich otworów przy użyciu chłodzenia wewnętrznego BTA, z raportowaną wydajnością do 30:1 stosunku głębokości do średnicy i prostoliniowości ≤0,05 mm/m.
Narzędzie z wewnętrznym układem chłodzenia: Chłodziwo jest dostarczane przez wewnętrzne kanały w narzędziu.
- Chłodziwo wydostaje się z końcówki: Chłodziwo jest dostarczane bezpośrednio na krawędź tnącą.
- Transport wiórów: Wióry są przenoszone przez kanał powrotny przez przepływ chłodziwa.
- Kontrolowane odprowadzanie wiórów: Skuteczne usuwanie wiórów zmniejsza gromadzenie się ciepła i poprawia stabilność podczas obróbki tytanu.
Pytania dotyczące wykonalności, które należy zadać na wczesnym etapie:
- Czy część można zamocować tak, aby wytrzymała siły wiercenia bez zginania?
- Czy konstrukcja umożliwia odprowadzanie wiórów bez ostrych zakrętów?
- Czy próbujesz utrzymać prostoliniowość na dużej rozpiętości, gdzie część może się poruszać podczas nagrzewania?
Głębokie wiercenie jest również wrażliwe na warunki początkowe. Wszelkie niewspółosiowości na początku mają tendencję do utrzymywania się. Dlatego cele prostoliniowości muszą być omówione z metodą wiercenia i konfiguracją, a nie tylko jako notatka rysunkowa.
Ryzyko związane z cienkimi ściankami i odkształceniami cieplnymi: praktyczne strategie sekwencjonowania i wsparcia (lista kontrolna osprzętu)
Cienkie ścianki w tytanie to nie tylko kwestia sztywności. Są one również źródłem ciepła i naprężeń. Cienka sekcja nagrzewa się szybciej, porusza się bardziej pod obciążeniem zacisku i może sprężynować, gdy materiał jest usuwany.
Lista kontrolna osprzętu (cienkościennego):
- Wsparcie w pobliżu cięcia w celu zmniejszenia ugięcia ściany.
- Sekwencjonowanie cięć tak, aby cienkie ściany nie były pozostawione bez wsparcia na wczesnym etapie.
- Użyj warstwowego usuwania, aby ograniczyć skoki uwalniania stresu.
- Zwróć uwagę na nagromadzenie ciepła podczas wykańczania; cienkie ścianki mogą się poruszać przy niewielkich zmianach temperatury.
Powszechną taktyką sekwencjonowania jest obróbka elementów, które najpierw tworzą stabilne punkty odniesienia i sztywność, a następnie otwierają kieszenie i cienkie sekcje. Celem jest utrzymanie sztywności części tak długo, jak to możliwe.
Priorytetyzacja funkcji: które wymiary należy obrabiać w pierwszej kolejności, aby zachować tolerancje?
W obróbce tytanu “co obrabiać najpierw” jest często strategią tolerancji, a nie wygodnym wyborem. Praktyczny szablon przepływu pracy wygląda następująco:
Ustalenie punktów odniesienia / powierzchni odniesienia
- Sztywna maszyna, lokalizująca elementy, które napędzają późniejsze wyrównanie
- Szorstkie kieszenie o wysokiej wydajności w kontrolowanych warstwach
- Pauza/zwolnienie stresu, jeśli ryzyko zniekształceń jest wysokie
- Półwykończenie do normalizacji obciążeń
- Wykończenie elementów o krytycznym znaczeniu dla tolerancji w stabilnych warunkach termicznych
Zamówienie to ma na celu ochronę tolerancji poprzez uniknięcie częstego trybu awarii: wczesne wykończenie krytycznego otworu lub powierzchni uszczelniającej, a następnie obserwowanie jej dryftu po otwarciu części przez późniejsze wgłębienie. Zachowanie tytanu pod wpływem naprężeń sprawia, że taki dryft jest bardziej prawdopodobny, niż wielu nabywców się spodziewa.
Obróbka końcowa i obróbka powierzchni części tytanowych obrabianych CNC
Obróbka końcowa jest często stosowana, gdy sama obróbka skrawaniem nie może spełnić ostatecznych wymagań powierzchniowych lub funkcjonalnych. Obróbki takie jak polerowanie elektrolityczne, anodowanie lub piaskowanie są powszechne w przypadku tytanowych komponentów medycznych, implantów i części lotniczych. Etapy te muszą być zaplanowane wraz z tolerancjami obróbki, aby uniknąć nieoczekiwanych zmian wymiarowych.
Polerowanie elektrolityczne: zmniejszenie chropowatości o ~50% (do ~Ra 0,2 μm) (tabela przed/po)
Gdy wymagania dotyczące wykończenia powierzchni przekraczają to, co może zapewnić stabilna obróbka wykańczająca, obróbka końcowa może być bardziej niezawodna niż wpychanie obróbki w niestabilny narożnik. Jedną z wymienianych opcji jest polerowanie elektrolityczne, z odnotowaną redukcją chropowatości o około 50%, do około Ra 0,2 μm w podanym przykładzie.
Koncepcja przed i po:
| Stan | Przykładowy poziom chropowatości |
|---|---|
| Po wykończeniu CNC | Ra ~0,4 μm |
| Po polerowaniu elektrolitycznym (raport) | Ra ~0,2 μm |
Polerowanie elektrolityczne to nie tylko zabieg kosmetyczny. W niektórych zastosowaniach stosuje się je, gdy mikro-szczytowe powierzchnie powodują tarcie, problemy z czyszczeniem lub zmienność dopasowania. W przypadku tytanowych komponentów medycznych decyzja wiąże się również z tym, jak stan powierzchni oddziałuje z zamierzonym środowiskiem biologicznym lub kontaktowym, choć jest to poza samą obróbką.
Anodowanie: 5-10 μm warstwy tlenku o twardości HV800-1200 (wykres: grubość a właściwości)
Tytan jest często anodowany w celu uzyskania odpowiednich właściwości powierzchni. Zgłoszone wyniki anodowania obejmują warstwy tlenku o grubości około 5-10 μm, o twardości w zakresie HV800-1200. Może to poprawić trwałość powierzchni w określonych warunkach kontaktu, a także zmienić jej wygląd.
Koncepcja wykresu (grubość a właściwości, jakościowe):
| Grubość warstwy tlenku | Podany zakres twardości |
|---|---|
| 5-10 μm | HV800-1200 |
Z punktu widzenia obróbki, kluczową kwestią jest tolerancja. Jeśli anodujesz po obróbce, musisz zdecydować, które powierzchnie mogą pokryć się warstwą, a które muszą pozostać w stanie obrobionym. Decyzja ta powinna być podjęta z uwzględnieniem zakresu grubości, nawet jeśli ostateczna weryfikacja odbywa się poprzez pomiar na rzeczywistych częściach.
Piaskowanie dla wydajności zmęczeniowej: zgłoszony 2-krotny wzrost trwałości zmęczeniowej i jego miejsce w procesie (przewodnik decyzyjny)
Stan powierzchni wpływa na trwałość zmęczeniową. Jednym ze zgłoszonych wyników jest 2-krotny wzrost trwałości zmęczeniowej związany z piaskowaniem w cytowanym kontekście. Dokładny mechanizm zależy od procesu i zastosowania, ale z punktu widzenia planowania procesu piaskowanie zmienia powierzchnię i może wchodzić w interakcje z późniejszymi etapami wykańczania lub powlekania.
Przewodnik decyzyjny (gdzie pasuje):
- Jeśli ciasne wymiary lub powierzchnie uszczelniające mają znaczenie, należy zamaskować lub wykluczyć te obszary.
- Zdecyduj, czy czyszczenie strumieniowo-ścierne odbędzie się przed czy po anodowaniu/polerowaniu, w zależności od tego, jakiej powierzchni potrzebujesz na koniec.
- Upewnij się, że oczyszczone powierzchnie nadal spełniają wymagania dotyczące chropowatości lub kontaktu funkcjonalnego.
Jest to miejsce, w którym notatki rysunkowe powinny być wyraźne: “obróbka strumieniowo-ścierna na całej powierzchni” rzadko jest zgodna z celami ścisłego wykończenia powierzchni, chyba że chronione są obszary krytyczne.
Zastosowania obróbki CNC tytanu, czynniki wpływające na koszty i przypadki użycia w przemyśle
Obróbka CNC tytanu jest powszechna w obróbce tytanu w lotnictwie, implantach medycznych i elektronice ze względu na wysoki stosunek wytrzymałości do masy, wysoką odporność na korozję i trwałość. Wybór odpowiedniego gatunku tytanu (np. Grade 5, Grade 2 lub Grade 7) zależy od zastosowania tytanu i wymagań dotyczących obróbki. Obróbka tytanu w przemyśle lotniczym obsługuje silniki odrzutowe i elementy konstrukcyjne, podczas gdy tytanowe elementy medyczne opierają się na biokompatybilności w środowiskach o fizjologicznym pH. Ta sekcja łączy zastosowania, czynniki kosztowe i wybór materiałów w różnych gatunkach tytanu.
Tam, gdzie wybierana jest tytanowa obróbka CNC: lotnictwo, medycyna, elektronika - wytrzymałość w stosunku do masy i odporność na korozję
Tytan jest wybierany, gdy jego stosunek wytrzymałości do masy i wysoka odporność na korozję uzasadniają trudność obróbki i koszt materiału. Typowe grupy zastosowań obejmują:
- Obróbka tytanu w przemyśle lotniczym i kosmicznym: struktury i komponenty wrażliwe na wagę, w których liczy się odporność na korozję i wytrzymałość.
- Tytanowe komponenty medyczne: implanty i instrumenty, w przypadku których biokompatybilność i odporność na korozję w fizjologicznym środowisku pH mają znaczenie.
- Elektronika i specjalistyczny sprzęt: ograniczenia związane z wagą, trwałością i korozją mogą prowadzić do stosowania nawet w przypadku małych części.
Koncepcja mapy branżowej (jakościowa):
Zastosowania lotnicze i kosmiczne: Nacisk na lekką konstrukcję i wysoką wytrzymałość, które stawiają wymagania dotyczące wąskich tolerancji i złożonych geometrii.
- Zastosowania medyczne: Polegają na biokompatybilności i odporności na korozję, co sprawia, że kontrolowany stan powierzchni i spójność wykończenia mają kluczowe znaczenie.
- Zastosowania elektroniczne: Koncentrują się na trwałości i odporności na korozję, często wymagając małych elementów i stabilnych, powtarzalnych wykończeń powierzchni.
Jeśli chodzi o wykonalność, bardziej istotnym pytaniem nie jest “czy tytan może być obrabiany”, ale “czy geometria może być obrabiana w tytanie bez niestabilnego ciepła, zniekształceń lub zużycia narzędzia”. Zależy to od głębokości elementu, cienkich ścianek, gwintów i wymagań dotyczących wykończenia.
W tym miejscu pojawia się również kwestia wyboru gatunku tytanu. Kupujący często określają Ti-6Al-4V (gatunek 5), ponieważ jest on powszechny w zastosowaniach inżynieryjnych, podczas gdy gatunki czystego tytanu (często określane jako gatunek 2) lub inne gatunki ukierunkowane na korozję (często określane jako gatunek 7) mogą pojawić się, gdy dominuje zachowanie korozyjne. Z punktu widzenia obróbki CNC, należy traktować każdy gatunek tytanu lub stopu jako osobny proces, nawet jeśli geometria części jest taka sama, ponieważ wrażliwość na ciepło, przyczepność i zużycie narzędzia może się zmieniać.
Odrębne, ale powiązane pytanie dotyczące kosztów pojawia się w kontekście zaopatrzenia: Czy tytan jest droższy od stali nierdzewnej? W większości przypadków tytan jest traktowany jako droższy, ponieważ surowiec jest kosztowny, a proces obróbki wymaga niższych prędkości skrawania, częstszych zmian narzędzi i większej uwagi na kontrolę ciepła. Dokładna różnica zależy od gatunku, geometrii i ryzyka złomowania, ale czynniki są spójne: zużycie narzędzi i kontrola procesu, a nie tylko cena materiału.
Trend produkcji hybrydowej: MIM/dodatki + wykończenie CNC w celu zwiększenia wykorzystania materiału 60% → 95%
Usuwanie tytanu może powodować marnowanie dużej ilości materiału, co jest bolesne, ponieważ tytan jest dość drogi. Zgłoszone podejście hybrydowe łączy kształtowanie zbliżone do siatki (takie jak formowanie wtryskowe metalu lub budowa w stylu przyrostowym) z wykańczaniem CNC w celu utrzymania precyzyjnych powierzchni i punktów odniesienia pod kontrolą.
W cytowanym przypadku sztucznego kręgu zastosowano porowatą strukturę opartą na MIM (zgłaszane cechy porowatości około 300-500 μm dla potrzeb osseointegracji), a następnie wykończone CNC powierzchnie funkcjonalne. Zgłoszone wyniki obejmowały poprawę wykorzystania materiału z 60% do 95% oraz wzrost wydajności osseointegracji o 40% w tym kontekście.
Wykres porównawczy (wykorzystanie materiałów, raportowane):
| Trasa | Zgłoszone wykorzystanie materiałów |
|---|---|
| Konwencjonalne (usuwanie dużej ilości materiału) | ~60% |
| Hybryda (wykończenie zbliżone do siatki + CNC) | ~95% |
W przypadku decyzji o wykonalności kluczową kwestią jest to, czy część ma cechy “tylko do obróbki” (ciasne otwory, powierzchnie uszczelniające, gwinty o ścisłej kontroli skoku) w połączeniu z obszarami “tylko do kształtowania” (porowate struktury, złożone formy wewnętrzne), w których kształtowanie zbliżone do siatki może zmniejszyć ilość odpadów. Jeśli tak, trasy hybrydowe mogą zmniejszyć ilość tytanu do wycięcia, jednocześnie utrzymując CNC tam, gdzie jest najsilniejsze: precyzja i kontrola powierzchni.
Optymalizacja parametrów oparta na sztucznej inteligencji: zgłoszona trwałość narzędzia +30% i wydajność +20% (lista kontrolna przypadków użycia; uwaga na niepewność/adaptację)
Istnieją doniesienia o optymalizacji parametrów opartej na sztucznej inteligencji lub danych, które dostosowują parametry skrawania w oparciu o informacje zwrotne, z cytowaną poprawą o +30% trwałości narzędzia i +20% wydajności. Tytan jest logicznym celem, ponieważ niewielki wzrost stabilności może zaoszczędzić narzędzia i zapobiec złomowaniu.
Przyjęcie i wyniki są niepewne, ponieważ wyniki zależą od jakości czujników, integracji maszyny i tego, czy system jest dostrojony do rzeczywistych trybów awarii (przyczepność, zużycie karbu, drgania). Przypadek użycia jest jednak jasny: wybór parametrów, które reagują, zanim krawędź narzędzia się załamie.
Lista kontrolna przypadków użycia (tam, gdzie może to mieć sens):
- Powtarzające się zadania ze stopu tytanu, w których wzorce zużycia są wystarczająco spójne, aby można było się na nich uczyć.
- Procesy ograniczone żywotnością narzędzia, a nie mocą wrzeciona.
- Konfiguracje, w których ciśnienie chłodziwa, bicie narzędzia i wibracje mogą być monitorowane i utrzymywane na stałym poziomie.
- Operacje, w których niewielka zmiana prędkości lub zaangażowania może zapobiec wzrostowi rozmów.
Powinno to być postrzegane jako narzędzie kontroli procesu, a nie zamiennik podstawowej dyscypliny obróbki tytanu. Jeśli chłodziwo nie może dotrzeć do strefy cięcia lub mocowanie jest marginalne, sama optymalizacja oprogramowania tego nie naprawi.
Czy obróbka CNC jest lepsza niż druk 3D w przypadku części tytanowych?
Obróbka CNC jest często preferowana, gdy potrzebne są wąskie tolerancje (często określane jako ±0,01 mm), kontrolowane gwinty i przewidywalne wykończenie powierzchni (z celami wykończeniowymi podawanymi w okolicach Ra 0,4 μm). Metody addytywne lub MIM mogą być lepsze, gdy geometria jest trudna do wydajnej obróbki, a podejścia hybrydowe mogą poprawić wykorzystanie materiału (zgłoszono 60% → 95%) poprzez zmniejszenie ilości usuwanego materiału. W praktyce wiele tytanowych części wykorzystuje obie metody: kształtowanie zbliżone do siatki w celu uzyskania złożonej formy, a następnie obróbkę CNC w celu uzyskania precyzyjnych cech, które muszą zostać zmierzone i zweryfikowane.
Mówiąc prościej, obróbka CNC tytanu jest wykonalna, gdy można kontrolować ciepło, przyczepność i wibracje, jednocześnie utrzymując stabilność części przy zmieniających się naprężeniach. Jeśli część ma głębokie kieszenie, cienkie ścianki i rygorystyczne wymagania dotyczące wykończenia w tym samym obszarze, należy zaplanować usuwanie warstwowe, silne dostarczanie chłodziwa i kontrolę, która może wykryć wzorce zniekształceń. Jeśli marnotrawstwo materiału jest dominującym ograniczeniem, trasy hybrydowe, które pozostawiają mniej materiału do cięcia, mogą zmniejszyć ryzyko i koszty, jednocześnie wykorzystując CNC tam, gdzie ma to znaczenie.
Najczęściej zadawane pytania
W tytanowej obróbce CNC, obróbka Ti-6Al-4V jest traktowana inaczej, ponieważ stop ten jest mocniejszy, twardszy i bardziej wrażliwy na ciepło niż czysty tytan. Części tytanowe klasy 5 zawierają aluminium i wanad, które zwiększają wytrzymałość na rozciąganie i stosunek wytrzymałości do masy, ale także przyspieszają zużycie narzędzi i gromadzenie się ciepła.
W porównaniu z czystym tytanem (takim jak gatunek 2), Ti-6Al-4V koncentruje ciepło na krawędzi skrawającej, sprzyja zużyciu karbu i jest bardziej podatny na wibracje podczas obróbki cnc tytanu. Dlatego też obróbka tytanu w przemyśle lotniczym i tytanowych komponentów medycznych zazwyczaj kwalifikuje Ti-6Al-4V jako oddzielny proces, zamiast zakładać, że wszystkie gatunki tytanu zachowują się tak samo.
Ryzyko pożaru podczas obróbki tytanu wynika głównie z gorących wiórów i niekontrolowanego ciepła, a nie z samego przedmiotu obrabianego. Tytan nie zapala się łatwo, ale wióry powstające podczas cięcia w wysokiej temperaturze mogą stanowić zagrożenie, jeśli się nagromadzą lub zostaną ponownie przycięte.
W przypadku obróbki cnc tytanu zapobieganie koncentruje się na skutecznym dostarczaniu chłodziwa, ostrych narzędziach tnących i dobrym odprowadzaniu wiórów. Zapobieganie gromadzeniu się wiórów, unikanie nadmiernego nagrzewania i przestrzeganie standardowych procedur bezpieczeństwa podczas cięcia metalu są zwykle wystarczające do kontrolowania ryzyka podczas pracy ze stopami tytanu, takimi jak Ti-6Al-4V.
Nie ma jednego najlepszego narzędzia do tytanowej obróbki CNC, ale narzędzia z powlekanego węglika spiekanego są najczęściej stosowane. Powłoki takie jak azotek tytanu i aluminium (TiAlN) są szeroko stosowane, ponieważ tolerują wysokie temperatury i pomagają zmniejszyć zużycie narzędzi podczas obróbki stopów tytanu.
Geometria narzędzia jest równie ważna jak powłoka. Ostry frez trzpieniowy o geometrii redukującej siłę pomaga ograniczyć wibracje, drgania i ciepło na krawędziach skrawających. Wybór najlepszego narzędzia zależy od tego, czy przyleganie, zużycie karbu lub wykruszanie krawędzi jest dominującym trybem awarii w procesie obróbki tytanu.
Czas realizacji dla części tytanowych obrabianych cnc zależy bardziej od geometrii części i ryzyka procesu niż od samego materiału. Cechy takie jak cienkie ścianki, głębokie otwory, wąskie tolerancje i wymagana obróbka powierzchni mogą wydłużyć czas realizacji.
Obróbka tytanu w lotnictwie i kosmonautyce oraz tytanowych komponentów medycznych często wymaga dodatkowej kontroli, kontroli wibracji lub etapów odprężania, co wydłuża czas. Najbardziej wiarygodne czasy realizacji wynikają z przeglądu krytycznych cech części i potwierdzenia stabilnego procesu obróbki tytanu CNC, zamiast zakładania, że tytan zachowuje się jak metale takie jak aluminium czy stal.



