La lavorazione CNC del titanio si trova in una scomoda via di mezzo: I pezzi in titanio di grado 5 e altre leghe di titanio non sono “duri” come l'acciaio per utensili temprato, ma spesso lavorano come un materiale che vuole punire gli errori. Il calore si concentra sul bordo di taglio, i trucioli tendono a saldarsi agli utensili e la superficie può indurirsi durante il taglio. Il risultato è una finestra di processo ristretta in cui piccoli cambiamenti nella velocità, nella geometria dell'utensile, nell'erogazione del refrigerante o nell'assetto di lavoro possono trasformare un lavoro da stabile a da rottamare.
Questo articolo si concentra sulle domande di fattibilità che gli ingegneri e gli acquirenti tecnici si pongono quando specificano la lavorazione del Ti-6Al-4V (spesso chiamato grado 5) o di altri componenti in lega di titanio. Spiega cosa tende ad andare storto, cosa di solito lo risolve e quali sono i limiti di processo più importanti per le tolleranze e la finitura superficiale.
Sfide della lavorazione CNC del titanio: Calore, usura degli utensili e limiti di processo
La lavorazione CNC del titanio presenta una sfida diversa rispetto a metalli come l'alluminio o l'acciaio, motivo per cui molti ingegneri valutano attentamente il titanio rispetto all'alluminio al momento della scelta dei materiali. La bassa conducibilità termica, l'elevato punto di fusione e l'eccezionale resistenza del titanio lo rendono incline all'accumulo di calore e all'usura degli utensili durante il taglio. Sia che lavorino con pezzi in titanio di grado 5 o con altre leghe di titanio, i macchinisti devono tenere conto della duttilità, della saldabilità, della forza e della resistenza alla corrosione del materiale per mantenere l'integrità della superficie. Questi fattori sono particolarmente critici nella lavorazione del titanio in ambito aerospaziale, negli scambiatori di calore, nei componenti sottomarini e nelle parti mediche in titanio esposte a valori di pH fisiologici o all'acqua di mare.
Perché il titanio scalda: bassa conducibilità termica (1/6 dell'acciaio) e temperature di taglio fino a 1000°C (grafico: flusso di calore vs acciaio)
Il titanio conduce male il calore, a circa 1/6 dell'acciaio, secondo i dati dei materiali di NIST. Nel taglio, questo aspetto è più importante di quanto molti acquirenti si aspettino. Con gli acciai, una parte significativa del calore può spostarsi nel truciolo e nel pezzo. Nel titanio, il calore tende a rimanere concentrato vicino al bordo dell'utensile e alla zona di taglio immediata. Studi di lavorazione pubblicati riportano temperature di taglio che possono raggiungere i 1000°C.
Un modo semplice per pensarci è “dove va il calore?”. Nella lavorazione del titanio, il calore fuoriesce molto meno attraverso il pezzo da lavorare, per cui il calore si riversa maggiormente sull'utensile. Questo accelera l'usura e aumenta il rischio di formazione di bordi (saldatura dei trucioli).
Concetto di grafico (flusso di calore vs. acciaio, qualitativo):
| Materiale | Conduttività termica relativa | Comportamento termico tipico al taglio |
|---|---|---|
| Acciaio | 1.0 (linea di base) | Più calore si diffonde nel lavoro/chip |
| Titanio | ~0,17 (≈1/6 di acciaio) | Il calore si concentra vicino al bordo dell'utensile |
Le soluzioni che tendono a funzionare sono volte a ridurre la generazione di calore e a rimuoverlo prima che danneggi il tagliente: velocità di taglio conservativa in sgrossatura, utensili affilati con geometria che riduce la forza, refrigerante ad alta pressione mirato alla zona di contatto e controllo dei trucioli in modo che i trucioli caldi non vengano ri-tagliati.
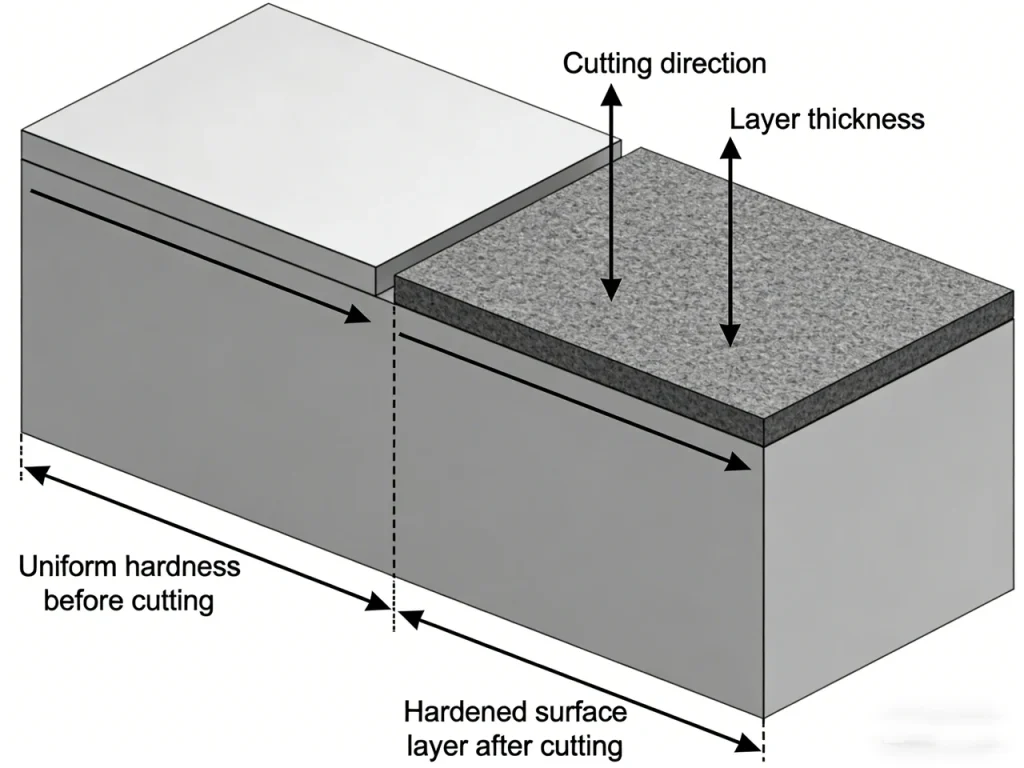
Tempra di lavorazione: aumento della durezza superficiale 20%-30% e conseguenze sull'usura degli utensili e sull'integrità dei bordi
I pezzi in titanio lavorati a controllo numerico mostrano spesso un indurimento da lavorazione, in cui lo strato vicino alla superficie diventa più duro dopo il taglio. Gli aumenti segnalati sono di circa 20%-30% nella durezza superficiale, con effetti sull'usura degli utensili e sui taglienti. Ciò è importante perché la passata successiva vede una pelle più dura, che aumenta le forze di taglio e l'usura dell'utensile. Inoltre, può compromettere l'integrità dei bordi negli angoli vivi e nelle pareti sottili, dove il pezzo è già meno rigido.
Una visione semplificata:
Prima della lavorazione: Il materiale ha una durezza di base uniforme in tutta la zona di taglio.
- Dopo la lavorazione: Sopra il materiale di base originale si forma uno strato superficiale indurito a causa della tempra di lavoro.
- Passaggi successivi: Nella passata successiva, il tagliente incontra lo strato superficiale indurito prima di raggiungere il materiale di base più morbido.
- Impatto pratico: Questo strato indurito aumenta la forza di taglio, accelera l'usura dell'utensile e aumenta il rischio di scheggiatura del tagliente se i parametri non vengono regolati.
Schema di guasto comune: un utensile che era stabile nella prima passata di sgrossatura inizia a intaccare o scheggiare in una passata successiva, perché la fresa si sta impegnando in uno strato indurito, spesso in corrispondenza della linea di profondità di taglio.
Le soluzioni che tendono a funzionare includono la riduzione dello sfregamento (mantenere gli utensili affilati, evitare di soffermarsi), il controllo del calore (refrigerante e parametri) e la pianificazione di step-down/step-over in modo che l'utensile non sfiori ripetutamente la stessa zona temprata.
L'adesione del truciolo e il bordo costruito: come si determina una scarsa rugosità superficiale (rischio Ra > 1,6 μm)
Quando si lavora il titanio, i trucioli hanno una forte tendenza ad aderire all'utensile da taglio, causando la formazione di bordi (BUE) e una scarsa finitura superficiale. Il BUE modifica al volo la geometria effettiva dell'utensile, motivo per cui la finitura superficiale può peggiorare improvvisamente anche quando gli avanzamenti e le velocità sembrano invariati.
Una soglia di rischio pratica riportata nelle note del settore è la deriva della rugosità peggiore di Ra > 1,6 μm, quando l'adesione e il ri-taglio iniziano a dominare. Si può notare come superfici dall'aspetto lacerato, bande spalmate o segni di vibrazione “misteriosi” che non corrispondono alle armoniche del mandrino.
Concetto di foto (chip buono o cattivo, qualitativo):
- Buono: arricciatura consistente del truciolo, bordo pulito dell'utensile, colore stabile, assenza di depositi spalmati sul flauto.
- Scorretto: schegge strappate, grumi lucidi e saldati sul tagliente, schegge che si impacchettano nella tasca.
I rimedi che tendono a funzionare si concentrano sulla riduzione dell'adesione e sull'interruzione dei tagli:
- Rivestimenti scelti per le condizioni di taglio del titanio.
- Strategia del refrigerante che raggiunge il bordo, non solo l'area generale.
- Evacuazione dei trucioli che impedisce ai trucioli di risalire l'utensile nel taglio.
Perché il titanio è così difficile per una macchina CNC?
Il titanio è difficile da lavorare a controllo numerico soprattutto perché si surriscalda, si indurisce in prossimità della superficie e vuole saldare i trucioli al bordo dell'utensile. La bassa conducibilità termica mantiene il calore sulla fresa, con temperature di taglio che possono raggiungere i 1000°C. Il calore e l'adesione possono provocare una rapida usura, una finitura superficiale instabile e una finestra ristretta tra “tagliare bene” e “fallire velocemente”.”
Parametri di lavorazione CNC del titanio: Velocità, avanzamenti e controllo del calore
La selezione dei parametri di taglio nella lavorazione CNC del titanio non riguarda tanto la massimizzazione della velocità quanto il controllo dell'accumulo di calore, delle vibrazioni e dell'usura degli utensili. Nella lavorazione del Ti-6Al-4V, velocità del mandrino, La velocità, l'avanzamento e la strategia di ingaggio devono lavorare insieme per limitare l'usura e le vibrazioni dell'utensile. Questa sezione si concentra sulle scelte pratiche di velocità e controllo del calore utilizzate nella lavorazione delle leghe di titanio.
Obiettivi pratici di velocità di taglio: sgrossatura 40-80 m/min vs. finitura 100-150 m/min (tabella per operazione; notare l'incertezza tra le fonti)
Per la lavorazione CNC del titanio, le raccomandazioni pubblicate convergono su “velocità inferiore a quella desiderata”, ma non corrispondono perfettamente tra le varie fonti. Una serie di obiettivi pratici ripetutamente citati è:
| Intento operativo | Velocità di taglio Vc (m/min) | Cosa cerca di controllare |
|---|---|---|
| Sgrossatura | 40-80 | Temperatura del bordo utensile, usura dell'intaglio, crescita del chatter |
| Finitura | 100-150 | Finitura superficiale con gestione dell'adesione/BUE |
Non sono universali. Le condizioni della lega, l'impegno del percorso utensile, l'erogazione del refrigerante, il rivestimento dell'utensile e la rigidità della macchina possono spostare il punto stabile. Il punto chiave è che il titanio spesso si rompe a causa del calore e dell'adesione, quindi la selezione della velocità è solitamente limitata dalle condizioni del bordo utensile piuttosto che dalla potenza del mandrino.
Gestire il calore senza sacrificare la produttività: scelte di parametri che riducono il carico termico
Il controllo del calore non è solo “rallentamento”. La produttività può migliorare anche modificando le modalità di creazione e rimozione del calore. Le modifiche ai parametri che spesso sono utili includono la riduzione dello sfregamento, il mantenimento dello spessore del truciolo stabile e l'evitare condizioni in cui l'utensile taglia nuovamente i trucioli caldi.
In primo luogo, è necessario verificare se l'utensile da taglio presenta un'adesione o un bordo costruito (BUE) e se la finitura superficiale si sta deteriorando durante la lavorazione CNC del titanio.
In caso di adesione o BUE, la priorità è controllare il calore e l'attrito sul tagliente. Migliorare la pressione del refrigerante e la mira in modo che il refrigerante raggiunga l'interfaccia utensile-truciolo. Ricontrollare il rivestimento dell'utensile utilizzato per la lavorazione del titanio. Ridurre lo sfregamento mantenendo un tagliente affilato ed evitando la sosta. Verificare che i trucioli vengano evacuati in modo pulito e non vengano ri-tagliati.
Se non si osserva adesione o BUE, verificare la presenza di usura da intaglio in corrispondenza della linea di profondità di taglio.
In presenza di usura da intaglio, ridurre il carico termico sull'utensile. Ridurre la velocità di taglio (Vc), regolare l'innesto dell'utensile per evitare un contatto costante sul confine del DOC, considerare una geometria dell'utensile che riduca la forza e ispezionare il pezzo per verificare la presenza di tensioni residue che possono influire sulla stabilità del taglio.
Se l'usura dell'intaglio non è il problema principale, valutare se durante il taglio si verificano vibrazioni o vibrazioni. Se si verificano vibrazioni o vibrazioni, migliorare la stabilità del sistema riducendo leggermente la velocità del mandrino, regolando la strategia di profondità di taglio, migliorando la rigidità dell'attrezzatura di lavoro e utilizzando l'innesto variabile o il sistema di controllo. strategie di fresatura liscia.
Se non si osserva nessuno di questi problemi, è probabile che il processo sia stabile.
In questa fase, l'ottimizzazione dovrebbe essere effettuata con cautela, aumentando gradualmente la velocità di taglio entro un intervallo stabile e monitorando le condizioni del bordo dell'utensile, piuttosto che affidarsi alla sola finitura superficiale.
Un equivoco comune è quello di inseguire la finitura superficiale solo rallentando l'avanzamento. Nel titanio, un avanzamento troppo basso può aumentare lo sfregamento, aumentare il calore sul bordo e peggiorare l'adesione. La soluzione stabile è di solito un insieme equilibrato: geometria dell'utensile che taglia in modo pulito, parametri che evitano lo sfregamento e refrigerante che raggiunge la zona di contatto.
Limiti di guida del numero di giri (1.500-3.000 note) e perché la lega/diametro dominano la scelta finale (suggerimento della calcolatrice: Vc↔RPM)
Le indicazioni generali sul numero di giri indicano talvolta intervalli come 1.500-3.000 giri/min, ma questo numero da solo non è molto utile per il titanio. Il numero di giri deve essere legato al diametro dell'utensile e all'obiettivo di velocità di taglio.
Utilizzare la relazione standard:
- RPM = (1000 × Vc) / (π × D) dove Vc è in m/min e D è il diametro dell'utensile in mm.
Questo è il motivo per cui una fresa piccola e una grande fresa frontale non possono condividere la stessa logica di RPM. Il diametro determina il numero di giri per un determinato Vc, e la lega e la strategia del refrigerante spesso determinano il Vc realizzabile.
Un approccio pratico nella pianificazione del processo è quello di decidere Vc in base all'intento di sgrossatura/finitura, quindi calcolare il numero di giri per il diametro effettivo della fresa utilizzata. Quando il titanio si comporta “peggio del previsto”, spesso è perché le condizioni reali di contatto (impegno, assottigliamento del truciolo, accesso al refrigerante) differiscono dalle ipotesi alla base della Vc nominale.
Quale velocità di taglio devo utilizzare per la lavorazione CNC del titanio?
Gli obiettivi tipici pubblicati per la lavorazione CNC del titanio sono 40-80 m/min per la sgrossatura e 100-150 m/min per la finitura, con limiti reali che dipendono dalla lega, dal diametro della fresa e dall'erogazione del refrigerante. L'approccio migliore è quello di scegliere un intervallo di velocità in base all'intento dell'operazione, quindi regolare in base alle condizioni del bordo utensile (adesione, usura della tacca, scheggiatura) piuttosto che alla sola finitura superficiale. Se la finitura peggiora improvvisamente verso Ra > 1,6 μm, le cause più comuni sono l'accumulo di trucioli e i bordi.
Utensili per la lavorazione CNC del titanio: Carburo, rivestimenti e geometria
Gli utensili da taglio in metallo duro con rivestimenti come il nitruro di titanio e alluminio (TiAlN) sono essenziali nella lavorazione CNC del titanio, soprattutto per i pezzi in titanio di grado 5. La geometria dell'utensile, il rivestimento e la preparazione del bordo sono spesso più importanti della potenza del mandrino quando si lavora il titanio. La maggior parte dei pezzi in titanio lavorati a CNC si affida a utensili da taglio in metallo duro con rivestimenti come il nitruro di titanio e alluminio (TiAlN) per resistere alle alte temperature. La geometria, il rivestimento e la preparazione dei bordi sono spesso più importanti della potenza del mandrino quando si lavora il titanio.

Carburo rivestito come base: Diamante CVD / TiAlN e il prolungamento della vita dell'utensile di 3 volte (tabella di confronto: opzioni di rivestimento + compromessi)
Per la maggior parte delle lavorazioni CNC del titanio, il carburo rivestito è la soluzione di base, perché bilancia la tenacità (necessaria per i tagli interrotti e le vibrazioni) con la resistenza all'usura. Tra i rivestimenti discussi per il taglio del titanio, le relazioni includono il diamante CVD e il nitruro di titanio e alluminio (TiAlN). Uno dei risultati riportati è un'estensione della vita utile fino a 3 volte con gli utensili rivestiti rispetto a quelli di base non rivestiti, sebbene l'esatto guadagno dipenda dall'applicazione e non sia costante in ogni configurazione.
Una visione pratica a confronto:
| Concetto di utensile/rivestimento | Perché viene utilizzato nel titanio | Scambi da pianificare |
|---|---|---|
| Carburo rivestito (generale) | Scelta di base; bilanciamento tra tenacità e resistenza all'usura | Ancora sensibile al calore e all'adesione; la preparazione dei bordi è importante |
| Rivestimento TiAlN | Aiuta nelle condizioni di taglio ad alta temperatura | Se l'erogazione del refrigerante è scarsa, il calore si concentra ancora sul bordo |
| Diamante CVD (segnalato) | In alcuni casi è stato segnalato un forte aumento della durata di vita dell'utensile (fino a 3×) | L'applicabilità dipende dal funzionamento e dalle condizioni; verificare nelle prove. |
Il punto chiave non è “scegliere un rivestimento magico”, ma adattare il comportamento del rivestimento al problema del calore e dell'adesione. Se i trucioli si saldano sul bordo, la scelta del rivestimento, il dosaggio del refrigerante e la geometria dell'utensile sono spesso importanti quanto la velocità.
Geometria che riduce la forza: riduzione della forza di taglio dell'angolo anteriore di 15°-20° di ~20%
La geometria dell'utensile ha un effetto maggiore nel titanio perché le forze di taglio alimentano le vibrazioni e le vibrazioni alimentano i danni ai bordi. Secondo alcuni studi, un angolo anteriore di 15°-20° può ridurre la forza di taglio di circa 20%. Una forza inferiore di solito significa meno calore, meno deflessione e minor rischio di chatter.
Un angolo anteriore ridotto aumenta la forza di taglio, con conseguente aumento del calore sul tagliente e del rischio di vibrazioni durante la lavorazione del titanio.
Un angolo anteriore compreso tra 15° e 20° può ridurre la forza di taglio di circa il 20%, facilitando la formazione del truciolo e migliorando la stabilità di taglio nella lavorazione CNC del titanio.
Questo non significa “massimizzare sempre il rake”. Una geometria più aggressiva può ridurre la forza, ma può anche ridurre la resistenza del tagliente, che è importante nel titanio, dove si verificano l'usura degli intagli e la scheggiatura. L'equilibrio pratico è una geometria che taglia liberamente mantenendo una resistenza del tagliente sufficiente per lo stile del percorso utensile e la rigidità dell'assetto.
Modalità di usura dell'utensile da prevedere: adesione, usura dell'intaglio e scheggiatura del bordo (lista di controllo)
L'usura del titanio spesso non è una progressione regolare e prevedibile dell'usura del fianco. Tre modalità si manifestano ripetutamente:
- Adesione / bordo costruito: il materiale saldato modifica la forma del bordo, danneggia la finitura e poi si strappa.
- Usura a intaglio: linea di usura vicino al limite della profondità di taglio, spesso legata alla concentrazione di calore e agli effetti della superficie indurita.
- Scheggiatura dei bordi: micro schegge che si formano rapidamente quando si combinano vibrazioni e calore.
Lista di controllo per l'ispezione (rapida e pratica):
- Controllare che il tagliente non presenti depositi di saldatura (grumi lucidi, metallo spalmato).
- Cercare una linea di intaglio al limite della profondità di taglio.
- Verificare la presenza di microchip sugli angoli dei bordi (spesso precede un guasto improvviso).
- Confrontare l'usura tra le scanalature; un'usura non uniforme può indicare un runout, una deviazione dell'utensile o una scarsa portata del refrigerante.
- Correlare l'usura con la deriva della finitura superficiale (ad esempio, una finitura che supera improvvisamente Ra > 1,6 μm può corrispondere all'insorgenza dell'adesione).
Qual è il miglior rivestimento per utensili per la lavorazione del titanio?
Non esiste un singolo rivestimento migliore per ogni lavoro in titanio, ma il carburo rivestito è una base comune perché il titanio concentra il calore sul bordo e favorisce l'adesione. I rivestimenti discussi per il titanio includono il TiAlN e il diamante CVD, con segnalazioni di un'estensione della durata dell'utensile fino a 3 volte in alcune condizioni. La scelta migliore dipende dal fatto che la modalità di guasto principale sia l'adesione, l'usura dell'intaglio o la scheggiatura e che il refrigerante possa raggiungere la zona di taglio.
Controllo del refrigerante e del truciolo nella lavorazione CNC del titanio
Una corretta strategia di raffreddamento è fondamentale quando si lavora il titanio, in particolare durante la lavorazione del Ti-6Al-4V, per ridurre l'accumulo di calore e prevenire la rottura degli utensili. Poiché il titanio ha una bassa conducibilità termica, il calore rimane in prossimità dei taglienti e dei trucioli, aumentando il rischio di gallamento e di rottura dell'utensile. Un'efficace erogazione di refrigerante e l'evacuazione dei trucioli sono essenziali quando si lavora il titanio per componenti aerospaziali o medicali.
Refrigerante ad alta pressione (≥7 MPa): 40% riduzione della temperatura e guadagni in termini di finitura superficiale (tabella: alluvione vs. alta pressione)
Il refrigerante è spesso la differenza tra un processo di lavorazione del titanio stabile e una spirale di usura degli utensili. I rapporti parlano di un refrigerante ad alta pressione a ≥7 MPa che riduce di circa 40% la temperatura di taglio e migliora la finitura superficiale. La pressione è importante perché aiuta il refrigerante a penetrare nella zona di contatto utensile-truciolo e a rompere ed evacuare i trucioli.

Un confronto semplificato:
| Approccio al raffreddamento | Cosa tende a fare nel titanio | Limiti |
|---|---|---|
| Liquido di raffreddamento allagato | Contribuisce alla rimozione del calore in massa | Spesso non riesce a raggiungere la zona di contatto più calda sotto il chip |
| Refrigerante ad alta pressione (≥7 MPa) | Riduzione della temperatura di ~40%; migliore controllo e finitura del chip | Necessità di un corretto puntamento dell'ugello e di un percorso stabile di evacuazione dei trucioli |
Se il vostro processo si trova già vicino a una soglia di adesione, la riduzione della temperatura può essere visibile come un chiaro miglioramento della consistenza, non solo della finitura media.
Fluidi ad altissima pressione (EP) e puntamento dell'erogazione: dove deve arrivare il refrigerante
I fluidi a pressione estrema (EP) sono utilizzati per ridurre la saldatura e l'attrito all'interfaccia. Nella lavorazione del titanio, l'erogazione è spesso più importante della scelta del fluido sulla carta. Un refrigerante che colpisce la tasca generale ma non il bordo non impedisce la formazione del bordo.
Concetto di posizionamento dell'ugello (mirare alla zona di contatto):
Obiettivo: garantire che il flusso di refrigerante raggiunga direttamente l'interfaccia utensile-truciolo.
- Direzione del refrigerante: L'ugello deve essere orientato in modo che il refrigerante arrivi sotto il truciolo di formatura e sul bordo di taglio.
- Comportamento del truciolo: Quando il refrigerante raggiunge l'interfaccia, il truciolo si accartoccia dall'utensile invece di aderire o impacchettarsi.
- Vantaggi del processo: un contatto adeguato con il refrigerante aiuta a rompere i trucioli, a ridurre l'accumulo di calore sul tagliente e a limitare l'adesione durante la lavorazione CNC del titanio.
Regola pratica per la mira: mirare al punto in cui si forma e scivola il truciolo, non al flusso di trucioli già evacuato. Se il flusso viene deviato dal truciolo, regolare la mira e la pressione fino a quando il bordo viene visibilmente lavato e i trucioli non si impacchettano.
Controllo ed evacuazione dei trucioli: prevenzione del ri-taglio e dei danni alla superficie (lista di controllo dell'operatore)
I trucioli di titanio da ri-tagliare sono una causa comune alla base di perdite di finitura inspiegabili, scheggiature dei bordi e picchi di calore. I trucioli sono sufficientemente caldi, forti e abrasivi da danneggiare la superficie e l'utensile quando rimangono intrappolati.
Lista di controllo dell'operatore (evacuazione dei trucioli focalizzata):
- Verificare che i trucioli escano dalla zona di taglio e non circolino nelle tasche.
- Evitate i percorsi utensile che riportano ripetutamente i trucioli nel taglio durante le passate di finitura.
- Fare attenzione all'impacchettamento dei trucioli nelle fessure o nelle cavità profonde; i trucioli impacchettati aumentano rapidamente il calore.
- Se la finitura presenta bande sbavate o sgorbie casuali, verificare la presenza di trucioli prima di cambiare velocità.
- Utilizzare la pressione e la direzione del refrigerante per spingere i trucioli fuori dalla zona di ingaggio.
Strategie di processo per la lavorazione del titanio per ridurre scarti e distorsioni
La pianificazione del processo per la lavorazione del titanio deve tenere conto di sollecitazioni, vibrazioni e distorsioni durante la rimozione del materiale. Le pareti sottili, le tasche profonde e gli elementi lunghi dei pezzi in lega di titanio possono muoversi inaspettatamente con il variare del calore e delle tensioni residue. Queste strategie sono comunemente utilizzate per mantenere stabili i pezzi in titanio lavorati con macchine CNC durante la sgrossatura e la finitura.
Taglio stratificato + rilascio dello stress per 24 ore: quando si usa e cosa protegge
I pezzi in titanio possono deformarsi dopo una forte asportazione di materiale, soprattutto in caso di sezioni sottili, lunghe campate o lavorazioni asimmetriche. Una strategia citata è il taglio stratificato seguito da un periodo di rilascio delle tensioni di 24 ore prima della finitura degli elementi critici. L'obiettivo è lasciare che le tensioni interne si riequilibrino prima dei tagli finali che definiscono la tolleranza.
Concetto di flusso di lavoro (livello alto):
Lavorazione di sgrossatura a strati: Rimuovere il materiale in strati controllati per limitare la concentrazione delle sollecitazioni.
- Pausa di rilascio delle sollecitazioni: Lasciare riposare il pezzo per circa 24 ore in modo che le sollecitazioni interne possano riequilibrarsi.
- Semilavorazione: ri-taglio delle superfici per normalizzare la geometria e stabilizzare il pezzo dopo le variazioni di sollecitazione.
- Finitura finale: lavorare le superfici critiche per ultime per ottenere le tolleranze e la finitura superficiale richieste.
Questo approccio non è adatto a tutti i pezzi. Viene utilizzato quando la geometria del pezzo rende probabile la distorsione e quando il rischio di rilavorazione è elevato. Il costo è rappresentato dal tempo e dalla manipolazione aggiuntiva, quindi in genere è giustificato dal rischio di tolleranza piuttosto che dal tempo di ciclo.
Soppressione delle vibrazioni per la fresatura del titanio: tattiche e risultati del caso di riduzione dell'ampiezza 50% (lista di controllo del setup)
Il titanio tende a “parlare” durante la fresatura perché le forze di taglio rimangono elevate, mentre il calore ammorbidisce la regione vicina al bordo e promuove l'adesione. Il chattering può crescere rapidamente e, una volta che il bordo è danneggiato, la finitura può degradarsi anche se il chattering cessa successivamente.
Un caso riportato ha mostrato una riduzione dell'ampiezza delle vibrazioni di 50% utilizzando una combinazione di tattiche: riduzione della velocità del mandrino di circa 10%, utilizzo di fresatura liscia e tagli di profondità variabile.
Lista di controllo per la configurazione (incentrata sulle chiacchiere):
- Ridurre al minimo il distacco degli utensili; la rigidità è più importante che nell'alluminio.
- Utilizzare una strategia di profondità che eviti un impegno costante in una condizione di risonanza.
- Se si verifica un'oscillazione, una piccola riduzione della velocità può allontanare la risonanza.
- Verificare il supporto della morsa in prossimità del taglio, in particolare sulle pareti sottili.
- Verificare se il chattering è correlato all'usura dell'intaglio o alla scheggiatura del bordo; il titanio spesso li associa.
Strategia di filettatura: fresatura vs maschiatura per l'affidabilità del titanio (matrice decisionale)
La filettatura è una fase ad alto rischio per il titanio, perché la maschiatura carica pesantemente l'utensile e può cedere improvvisamente. Un esempio riportato ha utilizzato la fresatura di filetti a 2000 giri al minuto e ha ottenuto un errore di passo <0,02 mm, con un rischio di rottura ridotto rispetto alla maschiatura.
Una visione a matrice decisionale:
| Esigenza / vincolo | Fresatura della filettatura | Picchiettatura |
|---|---|---|
| Rischio di rottura improvvisa dell'utensile | Spesso inferiore (il taglio è distribuito) | Spesso superiore nelle leghe di titanio resistenti |
| Controllo della precisione del passo | Esempio riportato: Errore di passo <0,02 mm | Può essere buono, ma la modalità di fallimento è brusca. |
| Flessibilità tra le dimensioni | Un solo utensile può coprire più diametri (basato sul percorso) | Rubinetto dedicato per forma di filettatura |
| Sensibilità alle condizioni del foro | Più tollerante (entro i limiti) | Più sensibile alle dimensioni del foro e alla lubrificazione |
Questo non significa che la maschiatura non funzioni mai. Si dice che per i componenti medicali in titanio o per le lavorazioni aerospaziali in titanio, dove il fallimento è costoso, si sceglie spesso la fresatura dei filetti perché offre un maggiore controllo e una modalità di fallimento meno catastrofica.
Precisione, tolleranze e finitura superficiale nelle parti in titanio lavorate a CNC
Tolleranze ristrette e finitura superficiale controllata, in linea con IAQG Le linee guida sulla qualità aerospaziale sono spesso le ragioni principali per cui gli ingegneri scelgono la lavorazione CNC del titanio rispetto ad altri metodi di produzione. Nell'ingegneria aerospaziale e nella produzione di dispositivi medici, le tolleranze di ±0,01 mm e i valori Ra costanti sono aspettative comuni. Per ottenerli è necessario gestire il calore, l'usura degli utensili e la strategia di ispezione durante l'intero processo di lavorazione.
Quale tolleranza è realistica: aspettative di ±0,01 mm e approccio di ispezione (diagramma di flusso CMM/QA)
La lavorazione CNC del titanio viene regolarmente specificata con tolleranze strette, e ±0,01 mm è un'aspettativa comunemente dichiarata per i componenti di precisione. La fattibilità dipende dalla geometria del pezzo, dalla stabilità dopo le variazioni di stress e dalla quantità di calore che entra nel pezzo durante la finitura.
L'ispezione è importante quanto la lavorazione. Se è probabile che si verifichi una distorsione, è necessario un piano per separare l“”errore di lavorazione“ dal ”pezzo spostato dopo lo sblocco". Un approccio comune utilizza metodi di misurazione a coordinate per la verifica.
Definire lo schema di riferimento: Stabilire dati di riferimento chiari per la misurazione e l'ispezione.
- Stabilizzare il pezzo: Lasciare che il tempo e la temperatura si stabilizzino prima dell'ispezione per evitare effetti di distorsione termica.
- Misurare gli elementi critici: Ispezionare le dimensioni critiche per la tolleranza utilizzando metodi metrologici appropriati.
- Confrontare i risultati con le tolleranze: Valutare i valori misurati rispetto alle tolleranze specificate.
- Se fuori specifica: Analizzare i modelli di distorsione e confrontarli con il percorso di lavorazione per identificare le cause principali.
- Se in specifica: Bloccare la finestra di processo definendo i limiti di usura degli utensili, i controlli del refrigerante e i parametri di lavorazione stabili.
Se un fornitore dichiara tolleranze ristrette senza parlare di datum, metodo di ispezione e controllo della distorsione, questo è un segnale di rischio di processo. L'indurimento da lavorazione e il comportamento termico del titanio possono rendere “una volta era buono” una garanzia debole.
Obiettivi di finitura superficiale: finitura a Ra 0,4 μm e cosa determina la variabilità (tabella: operazione → Ra ottenibile)
La finitura superficiale del titanio è fortemente legata al controllo dell'adesione e all'evacuazione dei trucioli. L'obiettivo di finitura riportato è Ra 0,4 μm per la finitura CNC, con una variabilità determinata dalle condizioni dell'utensile, dal bordo accumulato, dalle vibrazioni e dalla rilavorazione.
Una visione pratica di “ciò che è realizzabile” in base all'intento dell'operazione:
| Operazione | Aspettativa di finitura tipica discussa | Principali fattori di rischio |
|---|---|---|
| Sgrossatura | (Più grossolano della finitura) | Scricchiolii, impaccamento dei trucioli, accumulo di calore |
| Finitura | Ra ~0,4 μm obiettivo | Bordo integrato, microincisioni dell'utensile, ri-taglio |
Quando la finitura varia da una cavità all'altra dello stesso pezzo, l'accesso al refrigerante e il percorso di evacuazione dei trucioli sono spesso le variabili nascoste. Le tasche profonde e gli elementi sottili tendono a limitare il refrigerante, aumentando il rischio di adesione.
Quale finitura superficiale è possibile ottenere sul titanio lavorato a CNC?
Un obiettivo di finitura CNC per il titanio è di circa Ra 0,4 μm, presupponendo un utensile stabile, una buona evacuazione dei trucioli e un calore controllato. La rugosità superficiale può peggiorare quando si formano i bordi o i trucioli vengono ri-tagliati, talvolta superando Ra > 1,6 μm in condizioni problematiche. Se avete bisogno di una finitura più liscia del solito, dopo la lavorazione si valutano spesso percorsi di post-lavorazione come la lucidatura elettrolitica.
Lavorazione di elementi profondi in parti in titanio: fori, pareti sottili e geometria complessa
Fori profondi, pareti sottili e caratteristiche complesse spingono la lavorazione del titanio nella sua fascia più sensibile. L'elevata resistenza alla trazione, la bassa conduttività termica e la tendenza alle vibrazioni rendono queste caratteristiche difficili da lavorare in modo coerente. Questa sezione si concentra su come la lavorazione CNC del titanio gestisce la profondità, la rigidità e i rischi legati alla geometria.
Foratura profonda con raffreddamento interno BTA: 30:1 profondità:diametro e rettilineità ≤0,05 mm/m
I fori profondi nel titanio sono difficili perché i trucioli devono percorrere grandi distanze pur rimanendo controllati e il calore ha vie d'uscita limitate. Un approccio citato è la foratura profonda con raffreddamento interno BTA, con capacità dichiarate fino a 30:1 di rapporto profondità/diametro e rettilineità ≤0,05 mm/m.
Utensile con refrigerante interno: Il refrigerante viene fornito attraverso canali interni all'utensile.
- Il refrigerante esce dalla punta: il refrigerante viene erogato direttamente sul tagliente.
- Trasporto dei trucioli: I trucioli vengono trasportati dal flusso del refrigerante attraverso il canale di ritorno.
- Evacuazione controllata: L'efficace rimozione dei trucioli riduce l'accumulo di calore e migliora la stabilità durante la lavorazione del titanio.
Domande di fattibilità da porre in anticipo:
- Il pezzo può essere fissato per sostenere le forze di perforazione senza piegarsi?
- Il progetto consente l'evacuazione dei trucioli senza curve strette?
- Si sta cercando di mantenere la rettilineità su una lunga distanza in cui il pezzo può muoversi durante il riscaldamento?
La perforazione profonda è sensibile anche alle condizioni di ingresso. Qualsiasi disallineamento all'inizio tende a persistere. Per questo motivo gli obiettivi di rettilineità devono essere discussi con il metodo di perforazione e l'impostazione, non solo come nota di disegno.
Rischio di distorsione termica e di parete sottile: strategie pratiche di sequenziamento e di supporto (lista di controllo dei dispositivi)
Le pareti sottili nel titanio non sono solo un problema di rigidità. Sono anche un problema di calore e di stress. Una sezione sottile si riscalda più velocemente, si muove di più sotto il carico del morsetto e può molleggiare quando il materiale viene rimosso.
Lista di controllo dei dispositivi (focalizzati su pareti sottili):
- Supporto vicino al taglio per ridurre la flessione della parete.
- Sequenziare i tagli in modo che le pareti sottili non rimangano presto senza supporto.
- Utilizzare la rimozione a strati per limitare i salti di rilascio dello stress.
- Fare attenzione all'accumulo di calore durante le passate di finitura; le pareti sottili possono muoversi con piccole variazioni di temperatura.
Una tattica di sequenziamento comune è quella di lavorare prima gli elementi che stabiliscono dati e rigidità stabili, per poi aprire le tasche e le sezioni sottili in un secondo momento. L'obiettivo è mantenere il pezzo il più rigido possibile per il maggior tempo possibile.
Priorità alle caratteristiche: quali dimensioni lavorare per prime per proteggere le tolleranze
Nella lavorazione del titanio, “cosa lavorare per primo” è spesso una strategia di tolleranza, non una scelta di convenienza. Un modello pratico di flusso di lavoro è il seguente:
Stabilire le origini / facce di riferimento
- Elementi rigidi di localizzazione della macchina che guidano l'allineamento successivo
- Tasche ruvide ad alta asportazione in strati controllati
- Pausa/rilascio dello stress se il rischio di distorsione è elevato
- Semifinitura per normalizzare i carichi
- Rifinitura delle caratteristiche critiche in termini di tolleranza, in una condizione termica stabile
Questo ordine ha lo scopo di proteggere le tolleranze evitando una modalità di guasto comune: la finitura anticipata di un foro critico o di una faccia di tenuta, per poi vederne la deriva dopo che il pezzo è stato aperto da una tasca successiva. Il comportamento del titanio alle sollecitazioni rende questa deriva più probabile di quanto molti acquirenti si aspettino.
Post-lavorazione e trattamenti superficiali per parti in titanio lavorate a CNC
La post-lavorazione è spesso utilizzata quando la sola lavorazione non è in grado di soddisfare i requisiti funzionali o di superficie finali. Trattamenti come la lucidatura elettrolitica, l'anodizzazione o la sabbiatura sono comuni per i componenti medici, gli impianti e le parti aerospaziali in titanio. Queste fasi devono essere pianificate insieme alle tolleranze di lavorazione per evitare variazioni dimensionali impreviste.
Lucidatura elettrolitica: riduzione della rugosità di ~50% (a ~Ra 0,2 μm) (tabella prima/dopo)
Quando i requisiti di finitura superficiale superano ciò che la finitura stabile è in grado di fornire, la post-lavorazione può essere più affidabile che spingere la lavorazione in un angolo instabile. Un'opzione citata è la lucidatura elettrolitica, con una riduzione della rugosità di circa 50%, fino a circa Ra 0,2 μm nell'esempio citato.
Un concetto di prima/dopo:
| Condizione | Esempio di livello di rugosità |
|---|---|
| Dopo la finitura CNC | Ra ~0,4 μm |
| Dopo la lucidatura elettrolitica (riportata) | Ra ~0,2 μm |
La lucidatura elettrolitica non è solo estetica. In alcune applicazioni, viene utilizzata quando i micropunti causano attrito, problemi di pulizia o variabilità di adattamento. Per i componenti medicali in titanio, la decisione è legata anche al modo in cui le condizioni della superficie interagiscono con l'ambiente biologico o di contatto previsto, anche se ciò esula dalla sola lavorazione.
Anodizzazione: film di ossido di 5-10 μm con durezza HV800-1200 (grafico: spessore vs proprietà)
Il titanio viene spesso anodizzato per ottenere proprietà superficiali. I risultati dell'anodizzazione riportati includono film di ossido di circa 5-10 μm di spessore, con durezza nell'intervallo HV800-1200. Ciò può migliorare la durata della superficie in determinate condizioni di contatto e può anche modificarne l'aspetto.
Concetto di grafico (spessore vs. proprietà, qualitativo):
| Spessore del film di ossido | Intervallo di durezza riportato |
|---|---|
| 5-10 μm | HV800-1200 |
Dal punto di vista della lavorazione, il punto chiave è la pila di tolleranze. Se si anodizza dopo la lavorazione, è necessario decidere quali superfici possono sviluppare un film e quali devono rimanere come lavorate. Questa decisione deve essere presa tenendo conto dell'intervallo di spessore, anche se la verifica finale viene effettuata con misure su pezzi reali.
Sabbiatura per le prestazioni a fatica: aumento della vita a fatica di 2 volte riportato e sua collocazione nel processo (guida alla decisione)
Le condizioni della superficie influenzano le prestazioni a fatica. Un risultato riportato è un aumento della durata a fatica di 2 volte associato alla sabbiatura nel contesto citato. Il meccanismo esatto dipende dal processo e dall'applicazione, ma dal punto di vista della pianificazione del processo, la sabbiatura modifica la superficie e può interagire con le successive fasi di finitura o rivestimento.
Guida alle decisioni (dove si inserisce):
- Se le dimensioni ridotte o le superfici di tenuta sono importanti, mascherare o escludere queste aree.
- Decidere se la sabbiatura deve avvenire prima o dopo l'anodizzazione/lucidatura in base alla superficie che si desidera ottenere alla fine.
- Confermare che le superfici sabbiate soddisfano ancora i requisiti di rugosità o di contatto funzionale.
In questo caso le note di disegno dovrebbero essere esplicite: La “sabbiatura su tutta la superficie” è raramente compatibile con obiettivi di finitura superficiale ristretti, a meno che non si proteggano le aree critiche.
Applicazioni di lavorazione CNC del titanio, fattori di costo e casi d'uso del settore
La lavorazione CNC del titanio è comune nella lavorazione del titanio aerospaziale, negli impianti medici e nell'elettronica, grazie all'elevato rapporto forza-peso, all'alta resistenza alla corrosione e alla durata. La scelta del giusto grado di titanio (come Grado 5, Grado 2 o Grado 7) dipende dalle applicazioni del titanio e dai requisiti di lavorazione. La lavorazione del titanio nel settore aerospaziale supporta i motori a reazione e i componenti strutturali, mentre i componenti medicali in titanio si basano sulla biocompatibilità in ambienti a pH fisiologico. Questa sezione mette in relazione le applicazioni, i fattori di costo e le scelte dei materiali tra i diversi gradi di titanio.
Dove si sceglie la lavorazione CNC del titanio: aerospaziale, medicale, elettronica - esigenze di forza-peso e resistenza alla corrosione
Il titanio viene scelto quando il suo rapporto forza-peso e l'elevata resistenza alla corrosione giustificano la difficoltà di lavorazione e il costo del materiale. I cluster applicativi più comuni includono:
- Lavorazione del titanio in ambito aerospaziale: strutture e componenti sensibili al peso, dove la resistenza alla corrosione e la forza sono importanti.
- Componenti medicali in titanio: impianti e strumenti per i quali sono importanti la biocompatibilità e le prestazioni di corrosione in ambienti a pH fisiologico.
- Elettronica e hardware specializzato: i vincoli di peso, durata e corrosione possono spingere all'utilizzo anche di piccole parti.
Concetto di mappa industriale (qualitativa):
Applicazioni aerospaziali: Enfatizzano il design leggero e l'alta resistenza, che richiedono tolleranze strette e geometrie complesse.
- Applicazioni mediche: Si basano sulla biocompatibilità e sulla resistenza alla corrosione, rendendo critiche le condizioni superficiali controllate e l'uniformità della finitura.
- Applicazioni elettroniche: Si concentrano sulla durata e sulla resistenza alla corrosione, e spesso richiedono piccoli elementi e finiture superficiali stabili e ripetibili.
Per quanto riguarda la fattibilità, la domanda più importante non è “il titanio può essere lavorato”, ma “la vostra geometria può essere lavorata in titanio senza calore instabile, distorsione o usura degli utensili”. Ciò dipende dalla profondità dell'elemento, dalle pareti sottili, dalle filettature e dai requisiti di finitura.
È qui che entra in gioco anche la selezione del grado di titanio. Gli acquirenti spesso specificano Ti-6Al-4V (grado 5) perché è comune nell'uso ingegneristico, mentre i gradi di titanio puro (spesso indicati come grado 2) o altri gradi incentrati sulla corrosione (spesso indicati come grado 7) possono comparire quando il comportamento alla corrosione è dominante. Dal punto di vista della lavorazione CNC, è necessario trattare ogni grado di titanio o lega come un processo a sé stante, anche se la geometria del pezzo è la stessa, perché la sensibilità al calore, all'adesione e all'usura degli utensili può variare.
Una domanda sui costi, separata ma correlata, emerge in fase di approvvigionamento: Il titanio è più costoso dell'acciaio inossidabile? Nella maggior parte dei casi di acquisto, il titanio viene considerato più costoso perché la materia prima è costosa e il processo di lavorazione tende a richiedere velocità di taglio inferiori, più cambi di utensili e maggiore attenzione al controllo del calore. Il divario esatto dipende dal grado, dalla geometria e dal rischio di scarto, ma i fattori determinanti sono coerenti: usura degli utensili e controllo del processo, non solo il prezzo del materiale.
Tendenza alla produzione ibrida: MIM/additivo + finitura CNC per aumentare l'utilizzo dei materiali 60% → 95%
L'asportazione del titanio può comportare uno spreco di materiale, il che è doloroso perché il titanio è piuttosto costoso. Un approccio ibrido, secondo quanto riportato, combina la sagomatura quasi netta (come lo stampaggio a iniezione del metallo o la costruzione in stile additivo) con la finitura CNC per mantenere sotto controllo le superfici e gli indici di precisione.
Un caso citato di vertebra artificiale ha utilizzato una struttura porosa a base di MIM (caratteristiche di porosità riportate intorno ai 300-500 μm per le esigenze di osteointegrazione) e poi superfici funzionali rifinite con CNC. I risultati riportati includono un miglioramento dell'utilizzo del materiale da 60% a 95% e un aumento dell'efficienza dell'osteointegrazione di 40% per quel contesto.
Grafico di confronto (utilizzo dei materiali, riportato):
| Percorso | Utilizzo del materiale segnalato |
|---|---|
| Convenzionale (elevata asportazione di materiale) | ~60% |
| Ibrido (quasi rete + finitura CNC) | ~95% |
Per le decisioni sulla fattibilità, la domanda chiave è se il pezzo presenta caratteristiche di “sola lavorazione” (fori stretti, facce di tenuta, filettature con un controllo rigoroso del passo) combinate con regioni di “sola forma” (strutture porose, forme interne complesse) in cui la sagomatura quasi netta può ridurre gli scarti. In caso affermativo, i percorsi ibridi possono ridurre la quantità di titanio da tagliare, mantenendo la CNC dove è più forte: precisione e controllo della superficie.
Ottimizzazione dei parametri guidata dall'intelligenza artificiale: riportati +30% di durata dell'utensile e +20% di efficienza (lista di controllo del caso d'uso; notare incertezza/adozione)
Sono stati segnalati casi di ottimizzazione dei parametri guidata dall'intelligenza artificiale o dai dati che regolano i parametri di taglio in base al feedback, con miglioramenti citati di +30% di durata dell'utensile e +20% di efficienza. Il titanio è un obiettivo logico, perché piccoli guadagni di stabilità possono far risparmiare utensili e prevenire gli scarti.
L'adozione e i risultati sono incerti, perché i risultati dipendono dalla qualità dei sensori, dall'integrazione della macchina e dal fatto che il sistema sia sintonizzato sulle reali modalità di guasto (adesione, usura degli intagli, chatter). Tuttavia, il caso d'uso è chiaro: scelte di parametri che reagiscono prima che il bordo dell'utensile collassi.
Lista di controllo dei casi d'uso (dove può avere senso):
- Ripetizione di lavori in lega di titanio in cui i modelli di usura sono abbastanza coerenti da poterne trarre insegnamento.
- Processi limitati dalla durata dell'utensile piuttosto che dalla potenza del mandrino.
- Setup in cui la pressione del refrigerante, il runout dell'utensile e le vibrazioni possono essere monitorati e mantenuti stabili.
- Operazioni in cui una piccola modifica della velocità o dell'impegno può impedire la crescita delle chiacchiere.
Questo deve essere visto come uno strumento di controllo del processo, non come un sostituto della disciplina di base della lavorazione del titanio. Se il refrigerante non riesce a raggiungere la zona di taglio o se il bloccaggio del lavoro è marginale, l'ottimizzazione del software da sola non risolve il problema.
La lavorazione CNC è migliore della stampa 3D per le parti in titanio?
La lavorazione CNC è spesso preferibile quando sono necessarie tolleranze strette (spesso specificate intorno a ±0,01 mm), filettature controllate e finitura superficiale prevedibile (con obiettivi di finitura citati intorno a Ra 0,4 μm). I percorsi di tipo additivo o MIM possono essere migliori quando la geometria è difficile da lavorare in modo efficiente, e gli approcci ibridi possono migliorare l'utilizzo del materiale (riportato 60% → 95%) riducendo l'asportazione di materiale. In pratica, molti pezzi in titanio finiscono per utilizzare entrambe le tecniche: la sagomatura quasi a rete per le forme complesse e la lavorazione CNC per le caratteristiche di precisione che devono essere misurate e verificate.
In parole povere, la lavorazione CNC del titanio è fattibile quando è possibile controllare il calore, l'adesione e le vibrazioni, mantenendo il pezzo stabile al variare delle sollecitazioni. Se il vostro pezzo ha tasche profonde, pareti sottili e requisiti di finitura stretti nella stessa regione, prevedete un'asportazione a strati, una forte erogazione di refrigerante e un'ispezione in grado di rilevare i modelli di distorsione. Se lo scarto di materiale è un vincolo dominante, i percorsi ibridi che lasciano meno materiale da tagliare possono ridurre i rischi e i costi, pur continuando a utilizzare il CNC dove è importante.
Domande frequenti
Nella lavorazione CNC del titanio, la lavorazione del Ti-6Al-4V viene trattata in modo diverso perché la lega è più forte, più dura e più sensibile al calore del titanio puro. I pezzi in titanio di grado 5 contengono alluminio e vanadio, che aumentano la resistenza alla trazione e il rapporto forza-peso, ma accelerano anche l'usura degli utensili e l'accumulo di calore.
Rispetto al titanio puro (come il grado 2), il Ti-6Al-4V concentra il calore sul tagliente, favorisce l'usura degli intagli ed è più incline alle vibrazioni durante le operazioni di lavorazione del titanio a macchina. Per questo motivo, le lavorazioni di titanio per il settore aerospaziale e i componenti medicali in titanio di solito qualificano il Ti-6Al-4V come un processo separato, anziché dare per scontato che tutti i gradi di titanio si comportino allo stesso modo.
Il rischio di incendio nella lavorazione del titanio deriva principalmente dai trucioli caldi e dal calore incontrollato, non dal pezzo solido in sé. Il titanio non si incendia facilmente, ma i trucioli prodotti durante il taglio ad alta temperatura possono rappresentare un rischio se si accumulano o vengono ri-tagliati.
Nella lavorazione cnc del titanio, la prevenzione si concentra su un'efficace erogazione del refrigerante, su utensili da taglio affilati e su una buona evacuazione dei trucioli. Evitare l'accumulo di trucioli, evitare l'eccessivo accumulo di calore e seguire le procedure di sicurezza standard per il taglio dei metalli sono di solito sufficienti per controllare i rischi quando si lavora con leghe di titanio come il Ti-6Al-4V.
Non esiste un unico utensile migliore per la lavorazione CNC del titanio, ma gli utensili in metallo duro rivestiti sono la base più comune. Rivestimenti come il nitruro di titanio e alluminio (TiAlN) sono ampiamente utilizzati perché tollerano le alte temperature e contribuiscono a ridurre l'usura degli utensili durante la lavorazione delle leghe di titanio.
La geometria dell'utensile è importante quanto il rivestimento. Una fresa affilata con una geometria che riduce la forza aiuta a limitare le vibrazioni, il chatter e il calore sui bordi di taglio. La scelta dell'utensile migliore dipende dal fatto che l'adesione, l'usura da intaglio o la scheggiatura dei bordi siano le modalità di guasto dominanti nel processo di lavorazione del titanio.
I tempi di consegna dei pezzi in titanio lavorati a macchina dipendono più dalla geometria del pezzo e dai rischi del processo che dal solo materiale. Caratteristiche come pareti sottili, fori profondi, tolleranze strette e trattamenti superficiali richiesti possono allungare i tempi di consegna.
Le lavorazioni in titanio per il settore aerospaziale e i componenti medicali in titanio spesso richiedono ulteriori fasi di ispezione, controllo delle vibrazioni o riduzione delle sollecitazioni, che aggiungono tempo. I tempi di consegna più affidabili si ottengono esaminando le caratteristiche critiche del pezzo e confermando un processo di lavorazione CNC del titanio stabile, piuttosto che presumere che il titanio si comporti come i metalli come l'alluminio o l'acciaio.



