Malosériové CNC obrábění se nachází na pomezí mezi “jednorázovým prototypem” a skutečnou výrobou. Používá se v případech, kdy potřebujete skutečné, funkční díly vyrobené z materiálů podobných výrobním, ale nejste připraveni (nebo schopni) věnovat se výrobě nástrojů, forem nebo velkých skladových zásob.
Tato příručka je určena pro inženýrské týmy a technické nákupčí, kteří potřebují posoudit proveditelnost. Zaměřuje se na to, co obvykle rozhoduje o úspěchu či neúspěchu zakázky na 1-500 dílů: výběr konstrukce dílu, výběr procesu (tříosý, pětiosý, soustružení, hybridní), plánování kontroly kvality, faktory ovlivňující dodací lhůty a ekonomiku nabídky.
Co znamená malosériové CNC obrábění (a zda se hodí)
Malosériové CNC obrábění se vztahuje na výrobu malých sérií (typicky malosériová výroba od prototypů po počáteční sériovou výrobu) pomocí CNC frézování, CNC soustružení a dalších CNC obráběcích procesů - bez forem nebo speciálních nástrojů. Tento přístup je široce používán pro obrábění na zakázku, CNC obrábění v krátkých sériích a malosériovou výrobu, kde flexibilita konstrukce, přesnost a kontrola tolerancí mají větší význam než efektivita hromadné výroby. Podle pokynů NIST a ASME, malosériová výroba a výroba prototypů se běžně odlišují od výroby v plném rozsahu spíše ekonomikou nastavení, četností opakování a výrobním záměrem než pevnými množstevními limity.
Jaké velikosti dávek se počítají jako “malá dávka” vs. prototyp vs. výroba?
“Malá šarže” není standardní termín s jedním pevným číslem. V praxi je obvykle definován bodem, kdy lze nastavovací a programovací úsilí rozložit na dostatečný počet jednotek, aby byly náklady na jednotku přiměřené, a zároveň aby byla zachována vysoká flexibilita.
Obvyklý způsob rozdělení je podle rizika rozhodování a ekonomického chování:
| Úroveň | Typické množstevní pásmo | Jak se chová v praxi | Co obvykle dominuje v poměru nákladů a rizik |
|---|---|---|---|
| Prototyp | 1-10 | Rychlé cykly učení; design se může ještě změnit | Náročnost programování + nastavení, riziko přepracování |
| Běh s malým objemem | 10-50 | Určitá opakovatelnost; design se stabilizuje | Doba nastavení na jednotku klesá, plánování kontrol má větší význam |
| Malosériová výroba | 50-500 | Používá se pro testování na trhu a počáteční výrobu | Strategie upínání obrobků, stabilita procesu a rozhodování o zásobách |
Průmyslově orientované pokyny často uvádějí 50-500 kusů jako užitečné pásmo pro testování trhu a včasné ověření poptávky, protože podporuje “skutečné” dodávky bez nutnosti vázat velké zásoby nebo formy.
Minimální objednací množství (MOQ) pro CNC? U malosériového CNC obrábění se MOQ často řídí spíše pracovními postupy dodavatele než limity stroje. Mnoho pracovních postupů CNC obráběcích služeb může podporovat velmi nízké MOQ, včetně jednociferných množství, protože “nástroj” je digitální (CAM + nastavení), a nikoli vyhrazená forma. Obchodem jsou jednotkové náklady: velmi malá množství nesou plné úsilí při seřizování menšího počtu dílů.
Nejvhodnější scénáře: výroba CNC na zakázku pro zakázkové díly, malosériová výroba a testování na trhu (měřítko 50-500 kusů).
Malosériové CNC obrábění se nejlépe hodí v případech, kdy je hodnota dílu dostatečně vysoká, aby bylo obrábění přijatelné, a kdy je flexibilita konstrukce důležitější než co nejnižší jednotkové náklady.
Mezi běžné scénáře nejlepšího přizpůsobení patří:
- Výroba CNC na vyžádání pro zakázkové díly, jejichž geometrie nebo materiál nejsou vhodné pro odlévání nebo lisování nebo u nichž se očekávají změny konstrukce.
- Malosériová výroba, kdy potřebujete konzistentní díly v desítkách nebo stovkách kusů, ale nechcete mít velké zásoby.
- Testování trhu a postupné zavádění, často diskutované v rozsahu 50-500 kusů, kdy chcete ověřit poptávku, balení, montáž a výkonnost v provozu předtím, než se zavážete k výrobě nástrojů.
Klíčové je, že díky malým dávkám můžete nakupovat informace. Zjistíte, jak se hodí, opotřebovávají, jaké jsou odchylky při montáži a jak je zákazník používá, když používáte díly podobné výrobním, ale bez nutnosti používat nástroje.
Když je malá dávka ne ideální: geometrie, tolerance nebo ekonomická náročnost jednotek, které vás tlačí k jiným postupům.
Malosériové CNC obrábění není univerzální řešení. Nehodí se, pokud převládá jedno ze tří omezení: geometrie, tolerance/kontrolní zátěž nebo ekonomika.
- Konflikty geometrie (limity obrobitelnosti) CNC obrábění vyžaduje přístup k nástroji. Pokud k prvku nelze dosáhnout řezným nástrojem (nebo lze dosáhnout pouze křehkými nástroji), může díl vyžadovat mnoho nastavení, speciální nástroje nebo procesy podobné EDM. To může smazat rychlostní a nákladové výhody “jednoduché” malé série.
Mezi červené signály patří:
- Hluboké úzké kapsy, kde musí být nástroje dlouhé a tenké (hrozí riziko odlupování a špatné kvality povrchu).
- Vnitřní tvary, které vyžadují podříznutí bez přístupu
- Tenké stěny, které se při řezání pohybují, což ztěžuje opakovatelnost v celé sérii.
- Tolerance a ověřovací zátěž Při CNC obrábění je možné dosáhnout těsných tolerancí, ale proveditelnost je víc než jen “zda to stroj udrží”. Potřebujete také stabilní upínání, řízenou vzorovou strategii a kontrolu, která může požadavek prokázat. V malých sériích se může náročnost kontroly stát velkým podílem celkového času, protože se lineárně nesnižuje.
Pokud jsou na výkresu stanoveny přísné tolerance u mnoha prvků bez jasné funkce, můžete platit za riziko kontroly a zmetkovitosti, které nepřináší přidanou hodnotu.
- Ekonomika jednotek vás tlačí jinam Pokud je díl jednoduchý a poptávka je stabilní při vyšších objemech, mohou metody založené na nástrojích zvítězit. V určitém okamžiku může doba cyklu na jeden díl a plýtvání materiálem při obrábění převážit nad jednorázovými náklady na formu nebo nástroje. Bod přechodu je závislý na konkrétním dílu. Závisí na geometrii, materiálu, požadované povrchové úpravě a na tom, jak velkou část dílu je třeba obrobit i po lisování/odlévání.
Praktický rámec kompromisu je:
- Pokud je pravděpodobné, že dojde ke změnám designu, zůstaňte u CNC déle.
- Pokud je geometrie stabilní a poptávka předvídatelná, prozkoumejte možnost dřívějšího použití nástrojů.
- Pokud musí být každý díl individuálně přizpůsoben, zůstává CNC (nebo CNC + aditivní obrábění) relevantní i při vyšším počtu kusů.
Diagram: rozhodovací diagram pro výběr malosériového CNC oproti alternativám
Rozhodovací rámec: Kdy zvolit malosériové CNC obrábění?
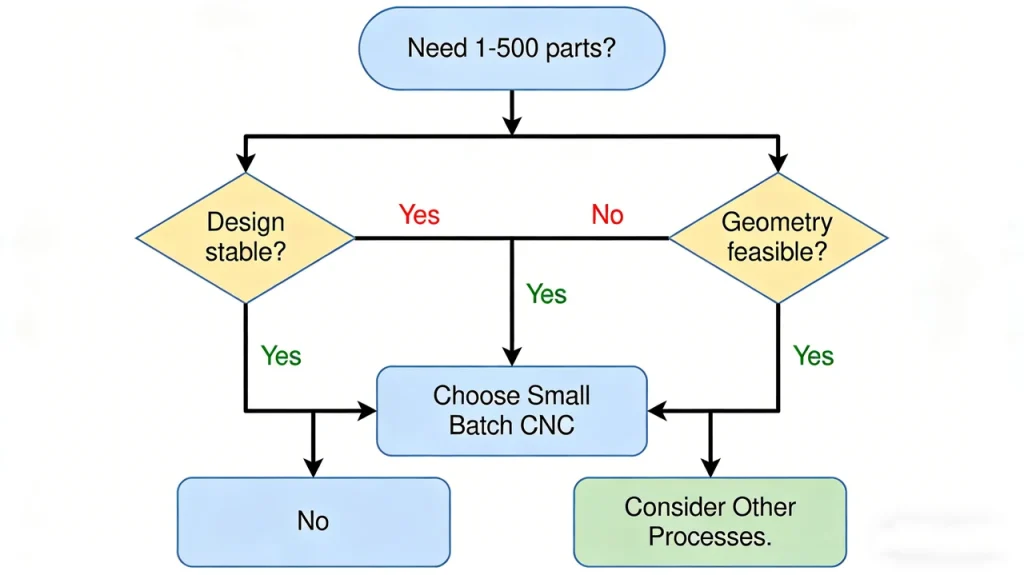
Chcete-li zjistit, zda je malosériové CNC obrábění vhodné pro váš projekt, postupujte podle tohoto postupného hodnocení:
- Potřeba dílu & materiál
- Otázka: Potřebujete 1-500 dílů vyrobených z materiálů podobných výrobním (např. hliník, nerezová ocel, technické plasty) pro funkční testování nebo počáteční použití?
- Pokud ne: Pro vizuální modely nebo počáteční koncepty zvažte v této fázi rychlejší a levnější CNC prototypování nebo aditivní výrobu (3D tisk).
- Pokud ano: Přejděte na další otázku.
- Stabilita designu
- Otázka: Prochází design stále častými změnami?
- Pokud ano: Ideální je malosériové CNC obrábění. Umožňuje rychlé iterace konstrukce bez nákladů a dodacích lhůt na tvrdé nástroje. Pokud je složitost dílu velmi vysoká, může být optimální hybridní přístup (CNC + aditivní).
- Pokud ne: Přejděte k další otázce.
- Geometrická proveditelnost (obrobitelnost)
- Otázka: Je většina funkcí dostupná s rozumným dosahem nástroje a minimálním počtem nastavení?
- Pokud ne: problematické mohou být vlastnosti, jako jsou hluboké úzké kapsy, vnitřní výřezy nebo křehké tenké stěny. Zvažte:
- Přepracování pro lepší vyrobitelnost.
- 5osé CNC obrábění pro snížení počtu nastavení.
- Hybridní výroba nebo jiné procesy, jako je elektroerozivní obrábění.
- Pokud ano: Přejděte na další otázku.
- Předpověď a rozsah poptávky
- Otázka: Je budoucí poptávka stabilní a je pravděpodobné, že v blízké budoucnosti překročí 500 dílů?
- Pokud ano: Proveďte analýzu rentability a porovnejte:
- Metody založené na nástrojích (např. vstřikování): Vysoké počáteční náklady, dlouhá dodací lhůta, ale velmi nízké náklady na jeden díl při velkých objemech.
- Pokračování obrábění na CNC: Vyhodnoťte celkové náklady na vlastnictví, zejména pokud jsou zapotřebí sekundární operace nebo jsou stále možné drobné konstrukční změny.
- Pokud ne: Malosériové CNC zůstává flexibilní a málo rizikovou možností. Přejděte k poslední otázce.
- Sladění kvality a nákladů
- Otázka: Jsou stanovené tolerance a požadavky na kontrolu v souladu s vaším rozpočtem a časovým plánem kontroly kvality?
- Pokud ne: Přísné tolerance u nekritických prvků mohou výrazně zvýšit náklady a dobu realizace. Zvažte:
- Zjednodušení tolerancí a zaměření se pouze na kritické funkční prvky.
- Optimalizace vzorového schématu pro montáž a kontrolu.
- Přehodnocení celkového výběru procesu.
- Pokud ano: Máte silného kandidáta pro malosériové CNC obrábění. Postupujte s důvěrou.
Klíčový závěr: Tento rámec pomáhá vyvážit flexibilitu návrhu, náklady, rizika a připravenost k výrobě. Pokud jste na většinu otázek odpověděli “ano”, je malosériové CNC obrábění účinnou strategií pro překlenutí mezery od prototypu k ověření na trhu.
Hlavní výhody malosériového CNC obrábění
Od výroby prototypů v leteckém průmyslu až po testování automobilových součástek se malosériové CNC obrábění nepoužívá kvůli nejnižším jednotkovým nákladům, ale kvůli kontrole rizik a efektivitě výroby v malosériové výrobě. Flexibilita, kterou CNC obrábění nabízí, z něj činí univerzální řešení napříč průmyslovými odvětvími.
Pomocí moderních CNC strojů a osvědčených obráběcích technik mohou týmy vyrábět vysoce kvalitní přesné díly v malých množstvích a zároveň se vyhnout investicím do nástrojů, nadbytečným zásobám a dlouhým dodacím lhůtám spojeným s tradičními výrobními metodami.
Eliminace nákladů na formy/nástroje pomocí iterace CAD na díl bez formy
Hlavním obchodním případem je výroba bez formy. U CNC je “nástrojem” většinou program, nastavení a řezné nástroje, které lze opakovaně používat v různých úlohách. To umožňuje:
- Přímý přechod od 3D výkresů (CAD) ke CAM a obrábění
- Změny designu bez vyřazení vyhrazené formy
- Včasná výroba z reálných materiálů (kov, nerezová ocel, technické plasty) bez nutnosti dlouhých dodacích lhůt na nástroje.
To je důležité, když se požadavky stále mění: změny rozhraní, úpravy skříní, výměny komponent v pozdní fázi nebo přepracování na základě požadavků dodavatele.

Rychlejší iterační cykly: jak může CNC obrábění prototypů zkrátit vývoj o “několik týdnů”
Zdroje zaměřené na malosériové pracovní postupy často uvádějí, že obrábění prototypů CNC může zkrátit vývojové cykly o několik týdnů, zejména tím, že odstraní dobu přípravy formy a umožní rychlé opakované obrábění po změnách návrhu.
S tímto tvrzením je vhodné zacházet jako s podnětem k plánování, nikoli jako se zárukou.
- Proč se to může stát: Vyhnete se frontám na nástroje a můžete rychle spustit první výrobek, pak revidovat CAD a znovu řezat.
- Proč k tomu nemusí dojít: Pokud díl potřebuje více nastavení, složité upínání, speciální kontrolu nebo dokončovací práce, které mají vlastní frontu, může se kalendář ještě protáhnout.
Takže “několik týdnů” je pravděpodobné v tom smyslu, že výroba nástrojů může trvat týdny a CNC ji nevyžaduje. Stále však musíte modelovat vlastní kritickou cestu: programování, nastavení, schválení prvního výrobku, kontrolu a veškeré vnější dokončovací kroky.
Přizpůsobení bez kompromisů v kvalitě: opakovatelnost pro nízkoobjemové CNC obrábění
Přizpůsobení je hlavním důvodem, proč týmy používají malosériové CNC obrábění. Praktickou otázkou je, zda přizpůsobení nutí kvalitu klesat. V případě CNC nemusí přizpůsobení znamenat “ruční výrobu”. Opakovatelnost může být u malosériového CNC obrábění vysoká, protože:
- Stejnou strategii CAM lze opakovaně použít v celé dávce.
- V průběhu výroby lze sledovat posuny a opotřebení nástrojů.
- Kontrola během procesu může zachytit odchylku dříve, než vyrobíte mnoho špatných dílů.
Problémy s kvalitou u malých šarží obvykle nezpůsobuje samotná malá velikost šarže. Jsou to odchylky způsobené častými výměnami, nejasnou referenční strategií nebo konstrukcemi, které vyžadují jemné nastavení. Pokud snížíte počet nastavení a definujete kontrolní cíle, mohou být malé dávky konzistentní.
Graf: model výroby založený na zásobách vs. model výroby na vyžádání
Malosériové CNC obrábění je často spojeno s modelem na vyžádání: objednáte si to, co potřebujete, když to potřebujete, místo abyste vytvářeli zásoby “pro případ”. Výměna spočívá v tom, že možná zaplatíte více za jednotku, ale snížíte náklady na špatné zásoby.
| Faktor | Model založený na zásobách | Malosériový model CNC na vyžádání |
|---|---|---|
| Vázaná hotovost | Vyšší - kapitál je uzamčen v částech, které leží na polici. | Nižší - Platíte za pořízení dílů blíže k jejich skutečnému použití. |
| Riziko zastarávání | Vyšší - jakákoli změna konstrukce může způsobit, že skladované díly budou bezcenné. | Nižší - každá dávka je malá, což minimalizuje ztráty v případě revize. |
| Agility | Nižší - Stávající zásoby vás omezují na určitou verzi designu. | Vyšší - Každá objednávka může odrážet nejnovější revizi CAD a vylepšení produktu. |
| Šok v dodavatelském řetězci | Lze vytvořit rezervu - zásoby na skladě mohou dočasně absorbovat výpadky dodávek. | Závisí na dostupnosti kapacit - závisí na dostupnosti strojírenské dílny a dodávkách surovin v reálném čase. |
| Technické změny | Obtížnější - změny jsou nákladné a pomalé, protože je třeba nejprve využít nebo vyřadit stávající zásoby. | Snadnější - revize lze provést v další výrobní dávce s minimálními sankcemi. |
Malosériový proces CNC: Jak efektivně vyrábět díly
Malá šarže Proces CNC obrábění sleduje přímý pracovní postup CAD-díl. Obrábění vyžaduje pečlivé plánování, ať už se jedná o rychlý prototyp nebo pilotní sérii. Tento proces je optimalizován pro nízké série, kde strategie nastavení a kontrola kvality určují úspěch.
Tento proces je optimalizován pro nízkoobjemové CNC obrábění, kde strategie nastavení, doba obrábění a kontrola kvality určují úspěch každé výrobní série.

Analýza DFM pro malé série: návrh pro menší počet nastavení, nižší zmetkovitost a plynulejší iterace
DFM (design for manufacturability) pro malosériové obrábění není ani tak o tom, “aby to bylo levné na 100 000 kusů”, ale spíše o tom, “aby to bylo stabilní s menším počtem nastavení”. Každé další nastavení je šancí na ztrátu seřízení a vznik zmetků.
Praktický kontrolní seznam DFM pro malé série:
| Cíl DFM | Na co se zaměřit při navrhování | Proč je to důležité v malých dávkách |
|---|---|---|
| Minimalizace nastavení | Funkce přístupné z méně orientací | Každé nastavení zvyšuje čas a riziko zarovnání. |
| Vymazání dat | Schéma funkčních dat vázané na sestavu | Snižuje počet sporů o to, na čem záleží |
| Přístup k nástrojům | Vyhněte se hlubokým a úzkým prvkům, které nutí používat dlouhé nástroje. | Dlouhé nástroje snižují stabilitu a zvyšují riziko zmetku |
| Přiměřeně tenké stěny | Vyhněte se stěnám, které se při obrábění ohýbají | Ohebnost způsobuje posun velikosti napříč díly |
| Zaměření na toleranci | Těsné tolerance pouze tam, kde je funkce potřebuje | Úsilí o kontrolu může převážit nad nízkými náklady na objem. |
| Běžné poloměry/šroubovice | Pokud je to možné, používejte konzistentní úpravy okrajů | Snižuje počet změn nástrojů a složitost programování |
| Akciová strategie | Zvolte velikosti zásob, které omezují nadměrné odebírání | Méně odpadu a kratší doba obrábění |
Pokud iterujete, je DFM také o tom, aby změny byly “lokální”. Malá změna, která si vynutí jiný vzorový bod nebo nové nastavení, se může promítnout do programování, přípravků a kontrolních plánů.
Kroky pracovního postupu: RFQ → CAM → nastavení → první výrobek → kontrola v procesu → dokončovací práce → expedice
Níže je uveden celkový pohled na průběh obráběcího procesu pro malosériovou výrobu. Přesné kroky se v jednotlivých dílnách liší, ale rozhodovací brány jsou jednotné.
- RFQ a zahájení projektu
- Co se stane: Předložíte kompletní žádost o cenovou nabídku (RFQ), včetně 3D modelu CAD, 2D výkresů (s tolerancemi a kritickými prvky), množství, specifikace materiálu a požadavků na povrchovou úpravu.
- Proč je to důležité: Základem je jasná a úplná RFQ. Nejednoznačnost v této oblasti vede k domněnkám, revizím nabídek a pozdějším možným zpožděním.
- Klíč k úspěchu: Ujistěte se, že vaše výkresy mají jasnou strukturu vztažných bodů a rozlišují kritické a nekritické rozměry.
- Programování a plánování CAM
- Co se stane: Inženýři ve strojírenském závodě použijí vaše soubory CAD k vytvoření programů CAM (počítačem podporovaná výroba). To zahrnuje definování drah nástrojů, výběr řezných nástrojů, plánování pořadí operací a návrh strategie upínání.
- Proč je to důležité: Tato fáze digitálního plánování určuje efektivitu obrábění, přesnost a způsob, jakým bude díl bezpečně držet. U složitých dílů lze simulací zabránit kolizím.
- Klíč k úspěchu: Dobrá strategie CAM vyvažuje rychlost a stabilitu, minimalizuje seřizování a výměny nástrojů, aby se snížily náklady a riziko seřízení.
- Nastavení stroje a první spuštění článku
- Co se stane: Na dílně operátor nainstaluje naplánované přípravky, vloží požadované nástroje do CNC stroje, nastaví pracovní posuny (řekne stroji, kde je zásoba) a spustí program pro výrobu prvního článku - prvního kompletního dílu série.
- Proč je to důležité: Nastavení je kritická fáze závislá na dovednostech. Správné upevnění zabraňuje pohybu dílů a zajišťuje opakovatelnost. První článek je fyzickým důkazem celého plánu.
- Klíč k úspěchu: Pečlivé nastavení a ověření během procesu během prvního spuštění výrobku zachytí chyby ještě předtím, než je vyrobena celá dávka.
- Kontrola prvního článku (FAI)
- Co se stane: První výrobek je důkladně zkontrolován, obvykle pomocí přesných měřicích zařízení, jako jsou souřadnicové měřicí stroje, třmeny nebo mikrometry. Naměřené hodnoty se porovnají s výkresem, aby se potvrdilo, že jsou dodrženy všechny kritické vlastnosti a tolerance.
- Proč je to důležité: FAI je primární brána kvality. Ověřuje, zda program CAM, nastavení a stroj vyrábějí díly podle specifikace. Před pokračováním výroby je nutné schválení.
- Klíč k úspěchu: Zaměřte inspekční úsilí na dimenze kritické kvality (CTQ). Podrobná zpráva FAI poskytuje sledovatelnost a jistotu.
- Výrobní cyklus a průběžná kontrola
- Co se stane: Jakmile je FAI schváleno, je celá dávka zpracována. Kontroly během procesu se provádějí v určitých intervalech (např. každý desátý díl), aby se sledovalo opotřebení nástroje, posun stroje nebo jiné odchylky, které by mohly ovlivnit kvalitu.
- Proč je to důležité: To zajišťuje konzistenci celé dávky a zachycuje trendy dříve, než vedou k neshodným dílům, což vás chrání před obdržením dávky vadných komponent.
- Klíč k úspěchu: Definované plány odběru vzorků a funkce rychlé kontroly umožňují efektivní monitorování bez zastavení výroby.
- Dokončovací a závěrečné kroky
- Co se stane: Po obrábění se díly odjehlí (odstraní se ostré hrany) a provedou se všechny stanovené povrchové úpravy (např. eloxování, pokovení, práškové lakování). Před balením se provede závěrečná kontrola, aby se zajistila kvalita povrchové úpravy a aby nedošlo k poškození během následného zpracování.
- Proč je to důležité: Povrchová úprava zlepšuje funkci, vzhled a trvanlivost dílů. Konečná kontrola je poslední obrannou linií před odesláním dílů.
- Klíč k úspěchu: Počítejte s prodlouženou dobou realizace externích dokončovacích služeb. Jasné specifikace balení zabraňují poškození při přepravě.
Pokud chcete mít méně překvapení, považujte “první článek” za skutečnou bránu. V malých dávkách může jediná včasná oprava zabránit 200násobnému opakování chyby.
Kontrola kvality u malosériových zakázek: co zadat
Kontrola kvality při malosériovém CNC obrábění často selhává z jednoduchého důvodu: na výkresu není jasně uvedeno, co musí být prokázáno.
U zakázek s malým objemem specifikujte QC v termínech, které se vztahují k funkci:
- Kritické dimenze (CTQ): Určete vlastnosti, které ovlivňují uložení, těsnění, vyrovnání nebo výkon. Pokud je každý rozměr “kritický”, není kritický nic.
- Data: Definujte referenční hodnoty, které odpovídají montážním nebo zkušebním podmínkám. Datové body jsou referenční plochy používané k měření a určování polohy dílu.
- Metoda kontroly: Uveďte, jakou úroveň kontroly potřebujete pro klíčové prvky. Například můžete vyžadovat dokumentovaná měření pro CTQ, zatímco nekritické prvky mohou být kontrolovány méně.
Uveďte také výslovně kontrolu revizí. Mnohé problémy s malými dávkami nejsou chybami při obrábění, ale chybami “špatné revize”.
Jak rychle vám mohou být dodány malé série CNC dílů?
Dodací lhůty pro malosériové CNC obrábění se řídí krátkým seznamem faktorů:
- Složitost programování a nastavení (počet nastavení, 3osé vs. 5osé, soustružení vs. frézování)
- Dostupnost materiálu (běžné skladové zásoby vs. speciální objednávka)
- Požadavky na kontrolu (zejména pokud je měření časově náročné nebo vyžaduje speciální vybavení).
- Dokončovací kroky (některé dokončovací práce přidávají čas ve frontě)
- Kapacita a plánování (jak jsou stroje naplněné).
Jednoduché zobrazení časové osy pomáhá při plánování. Nejedná se o příslib dnů, ale o mapu toho, co může rozvrh protáhnout:
Fáze 1: RFQ a plánování
- Typické činnosti: Typické činnosti: kontrola cenové nabídky, potvrzení objednávky, nákup materiálu, programování CAM.
- Časová variabilita: Velmi variabilní. Jednoduché části: hodiny. Složité pětiosé díly: dny. Dostupnost materiálu je klíčová.
Fáze 2: Nastavení a první článek
- Typické činnosti: Příprava strojů, nakládání nástrojů, testování programu, obrábění prvního dílu.
- Časová variabilita: Závisí na složitosti nastavení. Jednoduché nastavení svěráku je rychlé, složité vlastní upínání zabere hodně času.
Fáze 3: Výroba a průběžná kontrola kvality
- Typické činnosti: Obrábění dávky. Pravidelné kontroly kvality během procesu.
- Časová variabilita: Přímá závislost na množství. Hlavním multiplikátorem je doba cyklu na jeden díl. Kontrola přidává okrajový čas.
Fáze 4: Dokončovací práce a přeprava
- Typické činnosti: Odjehlování, povrchová úprava (eloxování), konečná kontrola, balení a přeprava.
- Časová variabilita: Nejvíce nepředvídatelná, pokud je vyžadována externí úprava. Jednoduché odjehlení a zabalení je rychlé.
Pokud potřebujete rychlost, nejspolehlivější pákou není “spěchat do obchodu”. Je to omezení nejednoznačnosti: stabilní CAD, jasné tolerance, jasné vztažné body a definovaný plán kontrol.
Výběr partnera pro obrábění: 3osé, 5osé, soustružení a hybridní obrábění
Volba správného postupu CNC obrábění je při malosériovém obrábění zásadní, protože výběr stroje přímo ovlivňuje toleranci, nákladovou efektivitu a složitost dílu.
V závislosti na geometrii dílu a objemu výroby může tříosé, pětiosé CNC obrábění, CNC soustružení nebo hybridní obrábění nabídnout lepší stabilitu, méně nastavení a efektivnější obrábění pro malé série.
Tříosé CNC frézování pro malé série: když je to nejjednodušší a nejrychlejší cesta
Tříosé CNC frézování je často nejjednodušší cestou, pokud lze díl obrábět z omezeného počtu stran a prvky nepotřebují složitý úhlový přístup.
3osé osy mají tendenci vyhovovat, když:
- Většina funkcí je přístupná shora (plus jedno nebo dvě salta).
- Vztažné plochy lze snadno lokalizovat a upnout.
- Díl je spíše hranolový (držáky, desky, pouzdra) než vysoce tvarovaný.
- Díl můžete pevně držet, aniž by došlo k jeho deformaci.
V malých sériích může být tříosé obrábění atraktivní, protože přístup k programování a nastavení je široce srozumitelný a proces může být stabilní i se skromným upevněním. Riziko spočívá v tom, že složité díly mohou vyžadovat mnoho nastavení a počet nastavení je častým důvodem zmetkovitosti a nárůstu harmonogramu.
Pětiosé CNC obrábění složitých dílů: méně seřizování a nižší možnost zmetkovitosti (rostoucí rozšíření) - srovnávací tabulka
Zprávy o trendech poukazují na rostoucí rozšíření pětiosého CNC obrábění, a to i pro menší série, protože může snížit počet nastavení díky obrábění více ploch na jedno upnutí. U malých sérií může menší počet nastavení znamenat menší šanci na naskládání chyb.
Srovnání pro diskusi o proveditelnosti:
| Faktor | 3osé frézování | 5osé obrábění |
|---|---|---|
| Počet nastavení | Může být vyšší pro vícečelové díly | Často nižší, protože při jednom nastavení lze oslovit více obličejů. |
| Riziko sladění | Vyšší, když je potřeba mnoho opakovaných svorek | Nižší, když jsou prvky obráběny v menším počtu upnutí. |
| Programovací úsilí | Často jednodušší | Často vyšší, zejména při kontrole kolizí. |
| Nejvhodnější | Prizmatické díly, omezené úhlové prvky | Složité díly, vícevrstvé prvky, obtížný přístup |
| Řidiči šrotu | Nesouosost, nekonzistentní vztažné souřadnice | Chyby při programování/nastavení mohou být složitější, ale menší počet nastavení může snížit počet opakovaných upnutí. |
Klíčovým bodem není to, že pětiosé obrábění je “lepší”. Jde o to, že pro určité geometrie může být stabilnější, zejména v případech, kdy by tříosý plán vyžadoval několik nastavení a pečlivou změnu dat.
Kdy se vyplatí 5osé obrábění pro nízkoobjemovou CNC výrobu?
Pětiosé obrábění se často vyplatí zvážit v případě malosériové výroby, kdy odpadá významné riziko nebo čas. Čistým způsobem rozhodování je položit si otázky ve stylu "break-even":
- Kolik nastavení potřebuje tříosý plán? Pokud je k dosažení referenčních hodnot potřeba mnoho převracení a opakovaných navádění, může 5osé seřízení snížit kumulativní chybu seřízení.
- Mají úhlové prvky funkční význam? Pokud úhlové prvky řídí těsnění, zarovnání nebo tok, může menší počet nastavení zlepšit opakovatelnost v malých sériích.
- Je šrot drahý? Pokud je materiál drahý nebo je čas na přípravu omezený, může mít snížení rizika chyby při opětovném upnutí větší význam než další čas na programování.
- Je kontrola jednodušší s menším počtem nastavení? Díl obráběný v jednom hlavním vzorovém schématu lze snadněji změřit a vysvětlit.
K tomuto rozhodnutí nepotřebujete přesná čísla o ceně. Potřebujete zmapovat, kde jsou čas a riziko: nastavení, přístup a ověření.
Hybridní výroba (CNC + aditivní): umožnění komplexnosti, snížení odpadu, urychlení výroby prototypů (kompromisy).
Hybridní výroba kombinuje aditivní procesy (pro vytváření téměř síťových tvarů nebo složitých prvků) s CNC obráběním (pro dosažení kontrolovaných povrchů a kritických rozměrů). Trendové zdroje popisují hybridní přístupy jako užitečné pro malé série, kde je složitost vysoká.
Kde může hybrid pomoci:
- Složité vnitřní tvary, u kterých je při čistém obrábění problém s přístupem nástroje.
- Snížení plýtvání materiálem díky tomu, že se začíná blíže konečnému tvaru, a pak se obrábí jen tam, kde je to nutné.
- Rychlejší iterace, kdy lze aditivním způsobem rychle vyrobit nový předlisek, po kterém následuje obrábění funkčních povrchů.
Kompromisy, s nimiž je třeba počítat:
- Stále potřebujete datovou strategii. Aditivní díly mohou mít odchylky, na které je třeba při obrábění správně odkazovat.
- Stav povrchu se může lišit, proto je třeba počítat s rezervou na obrábění.
- Plánování kontrol může být obtížnější, protože můžete mít jak prvky ve stavu, v jakém byly vyrobeny, tak prvky opracované.
Z hlediska proveditelnosti je hybrid často “únikovým východiskem” v případě, že je díl příliš složitý na to, aby se dal efektivně obrábět, ale přesto je třeba přesně obrábět jeho rozhraní.
Automatizace, robotika a “chytré” CNC pro malé série (trendy 2025+)
Vzhledem k tomu, že malosériové CNC obrábění nadále nahrazuje tradiční výrobní metody pro malosériovou výrobu a krátkosériové CNC obrábění, automatizace a inteligentní CNC technologie se stávají klíčovými faktory. V moderních prostředích obrábění na zakázku není cílem masová výroba, ale zvýšení efektivity výroby, snížení variability nastavení a zajištění vysoce kvalitních obráběných dílů v malých sériích pomocí pokročilých CNC strojů.
Integrace automatizace a robotiky: provoz bez světel, snížení prostojů, konzistentní kvalita (syntéza trendů)
Trend v odvětví klade důraz na automatizaci a integraci robotů pro podporu nízkoobjemového provozu, včetně provozu “bez světel” v některých prostředích. U malých sérií jsou praktické přínosy obvykle následující:
- Důslednější manipulace (méně rozdílů mezi operátory a směnami).
- Zkrácení času bez řezání (nakládání/vykládání, jednoduché opakující se úkony).
- Předvídatelnější dokončení cyklu (méně přerušení po zahájení běhu).
Omezení spočívá v tom, že automatizace stále potřebuje stabilní vstupy: konzistentní zásoby, jasné upínání a proces, který se dokáže zotavit z opotřebení nástroje nebo drobných odchylek. V malé sérii s častými změnami konstrukce musí být plán automatizace flexibilní, jinak může doba nastavení “automatizace práce” převážit nad přínosem.
CNC soustružnická centra pro malé série: dílčí vřetena, tyčové podavače a funkce soustružení válcových dílů (průvodce aplikacemi)
Pro válcové díly, CNC soustružení centra jsou často přirozenou volbou. Zprávy o trendech zdůrazňují konfigurace, jako jsou dílčí vřetena, tyčové podavače a možnost soustružení, které jsou užitečné v kontextu malých sérií.
Jednoduchý průvodce aplikací:
- Pokud je díl převážně rotační (hřídele, čepy, pouzdra), lze soustružením efektivně vytvářet soustředné prvky.
- Pokud díl potřebuje vyfrézovat roviny, křížové otvory nebo klíčové prvky, může možnost soustružení omezit sekundární operace.
- Pokud máte rodinu podobných dílů, může podávání tyčí a důsledná manipulace snížit odchylky a urychlit výrobu malých sérií.
U malých dávek je hlavní výhodou menší počet předání. Každé předání je příležitostí k promíchání revizí, poškrábání povrchu nebo ztrátě sledovatelnosti.
Digitální dvojčata pro simulaci malých sérií: ověřování procesních plánů před řezáním (pracovní postup pro snížení rizika)
Zdroje trendů také diskutují o digitálních dvojčatech pro simulaci. Z hlediska obrábění to obvykle znamená simulaci dráhy nástroje, pohybu stroje a někdy i interakce s upínacím zařízením před řezáním kovu.
U malých šarží je simulace především nástrojem pro snížení rizika:
- Včasné zachycení kolizí a problémů s dosažením
- Ověřte, zda má plán nastavení přístup ke všem potřebným plochám.
- Snížení pravděpodobnosti, že první článek selže z důvodů, kterým se dá předejít.
S rostoucí složitostí roste i hodnota. Pokud se jedná o jednoduchou tříosou konzolu, může simulace přidat jen málo. Pokud díl potřebuje přístup k více plochám s těsnými vztahy, může simulace zabránit nákladným chybám.
Kontrola kvality řízená umělou inteligencí: kde pomáhá (kontrola, detekce anomálií) a co zůstává manuální (omezení).
O kontrole kvality řízené umělou inteligencí se často hovoří v souvislosti s detekcí anomálií a podporou automatické kontroly. V malých sériích může pomoci, když sníží zátěž opakovaných kontrol nebo včas označí odchylku.
Kde má tendenci pomáhat:
- Identifikace vzorců měření, které naznačují opotřebení nástroje nebo posun procesu.
- Podpora konzistentních kontrolních pracovních postupů napříč směnami
- Třídění nebo označování dílů pro hlubší kontrolu
Co zůstává manuální nebo inženýrské:
- Definování toho, co je kritické (CTQ) a jak to souvisí s funkcí
- Rozhodování o vztažných bodech a kontrolní strategii
- Řešení okrajových případů, kosmetických problémů a nejednoznačných záměrů při kreslení
Kontrola kvality malých šarží stále závisí na lidském úsudku, protože malé šarže často obsahují změny. Právě změny jsou místem, kde automatizace založená na pravidlech naráží na problémy.
Náklady, cenové modely a ekonomika objednávek (co vlastně určuje cenu)
Ceny za malosériové CNC obrábění odrážejí více než jen čas strávený na stroji - zohledňují úsilí při seřizování, strategii nástrojů, zátěž spojenou s kontrolou a riziko přepracování. Pochopení toho, jak se náklady na CNC obrábění škálují v případě krátkých sérií a malosériové výroby, pomáhá kupujícím vyhodnotit, zda CNC obrábění zůstává nákladově efektivní alternativou k formám, odlévání nebo hromadné výrobě.
Struktura nákladů na malosériové CNC obrábění: seřízení, programování/CAM, strojní čas, materiál, kontrola, dokončovací práce.
Níže je uvedeno rozdělení nákladů, které ukazuje, co obvykle ovlivňuje ekonomiku malosériového CNC obrábění. Přesná skladba se liší podle dílů, ale kategorie jsou konzistentní.
| Nákladový prvek | Co obsahuje | Proč je to důležitější v malých dávkách |
|---|---|---|
| Programování / CAM | Tvorba dráhy nástroje, plán nastavení, dokumentace | Často fixní úsilí, které musí být rozloženo do několika částí. |
| Nastavení | Obrábění, nakládání nástrojů, offsety, testování | Nastavení může být dominantní, pokud je množství nízké |
| Čas stroje | Doba řezání plus pohyby bez řezání | Měřítko s množstvím; také měřítko se složitostí |
| Materiál | Zásoby, odpad, speciální materiál | Odpad může být vysoký, pokud zásoby zdaleka neodpovídají čistému tvaru. |
| Inspekce | Kontroly prvních výrobků, kontroly v průběhu zpracování, podávání zpráv | Mohou být významné i pro malá množství |
| Dokončovací práce | Odjehlování, povrchové úpravy, značení | Může prodloužit dobu čekání ve frontě a zvýšit riziko manipulace |
| Riziko zmetkovitosti/přepracování | Přepracování, dodatečná kontrola, skluz v plánu | Řízení podle nastavení, tenké stěny, přísné tolerance, nejasné výkresy |
Jaké jsou výhody malosériového CNC? Je to nákladově efektivní? Může být, pokud zabrání nákladnějším chybám. V malosériové výrobě nákladová efektivita často znamená vyhnout se špatným zásobám, předejít příliš brzkým výdajům na formy/nástroje a vyhnout se přepracování návrhu po velkém závazku. Pokud je poptávka stabilní a geometrie jednoduchá, mohou ostatní procesy překonat CNC v jednotkových nákladech.
Je malosériové CNC levnější než lisování nebo odlévání? (kompromis mezi nástroji a jednotlivými díly)
Srovnání CNC obrábění s lisováním nebo odléváním je především otázkou toho, kde chcete zaplatit:
- Metody založené na nástrojích: vyšší počáteční náklady na nástroje, často nižší náklady na díl po spuštění a rychlejší časy cyklu na díl.
- Malosériové CNC: nízké nebo žádné náklady na vyhrazené nástroje, vyšší doba obrábění jednoho dílu a lepší flexibilita při změnách návrhů.
Praktický rámec kompromisů:
- Pokud očekáváte změny návrhu, CNC snižuje sankce za změny.
- Pokud je geometrie stabilní a objemy rostou, mohou metody založené na nástrojích zvítězit z hlediska ekonomiky jednotky.
- Pokud díly vyžadují sekundární obrábění i po lisování/odlévání (u kritických rozhraní), mezera se zužuje.
Kdy přejít z CNC na vstřikování? Rozhodnutí obvykle padne, když současně platí tři věci: (1) konstrukce je stabilní, (2) poptávka je předvídatelná nad rámec malých sérií a (3) výlisek může splňovat klíčové požadavky s omezeným druhotným obráběním. Bez nich zůstává CNC bezpečnější volbou, i když jsou jednotkové náklady vyšší.
Objemové efekty a “sweet spots”: použití vodítka pro testování trhu v rozsahu 50-500 jednotek (a kdy je třeba proces přehodnotit)
Objem mění ekonomiku předvídatelným způsobem:
- Přechod z 1 na 10 dílů často snižuje náklady na jednotku, protože programování a nastavení rozložíte na více jednotek.
- Přechod z 10 na 50 dílů často umožňuje vyladění procesu a stabilnější upínání.
- Přechod z 50 na 500 dílů může být praktickým pásmem pro testování trhu a brzké uvedení na trh, protože můžete vytvořit skutečný produkt bez vytváření dlouhodobých zásob.
Objem však může odhalit i slabiny. Pokud vyrobíte 5 dílů s křehkým nastavením, může vám to “projít”. Při 200 dílech může stejné nastavení vybočit a zmetkovitost se může zvýšit.
Proces byste měli přehodnotit, když:
- Součást vyžaduje příliš mnoho nastavení, aby byla stabilní ve stovkách jednotek.
- Doba kontroly roste rychleji, než se očekávalo, protože výkres je nadměrně tolerovaný.
- Materiálový odpad je vysoký, protože skladová forma je neefektivní.
- Poptávka je natolik stabilní, že doba přípravy nástrojů je přijatelná.
Upozornění k benchmarkům: které statistiky jsou z jednoho zdroje (např. “zkrácení času 25%”) a jak je ověřit pro váš obchod/dílnu.
Mnohá zveřejněná čísla v této oblasti jsou srovnávacími údaji z jednoho zdroje. Dva příklady často uváděné ve zprávách o trendech jsou:
- Uváděné zkrácení doby obrábění 25% pro malosériovou aplikaci hřídelí s využitím funkcí soustružnického centra a automatizace.
- Tvrdí, že obrábění prototypů CNC může zkrátit vývoj o několik týdnů, protože se vyhne formám.
Ty mohou být ve správném kontextu realistické, ale nejsou to univerzální konstanty. Chcete-li ověřit platnost pro svou část, vyžádejte si důkazy vázané na podobnou geometrii a procesní plán:
- Stejná skupina materiálů a strategie zásob
- Podobná tolerance a kontrolní zátěž
- Podobný počet nastavení a přístup k upínání obrobků
- Podobné dokončovací kroky
Pokud je referenční úroveň neuvádí, považujte ji pouze za směrovou.
Outsourcing vs. vlastní výroba pro malé série (rozhodovací matice)
Rozhodování, zda zadat obrábění malých sérií na CNC strojích externímu dodavateli, nebo je ponechat ve firmě, má vliv na rychlost, učení a riziko. Mnoho týmů se spoléhá na poskytovatele služeb CNC obrábění, aby měly přístup k pokročilému vybavení, jako je pětiosé CNC a víceosé obrábění, zatímco jiné dávají přednost internímu řízení pro rychlé iterace a vývoj vlastních dílů.
Výhody outsourcingu: kapacita v cloudu, snížení rizika zásob, škálovatelnost pro nízké objemy zakázek (model na vyžádání).
Outsourcing malosériového obrábění se často volí, když:
- Potřebujete kapacitu bez nákupu strojů nebo pronájmu
- Chcete objednávat na vyžádání, abyste se vyhnuli vytváření zásob.
- Máte proměnlivou poptávku nebo nejisté rozvrhy
- Potřebujete přístup k procesům, které interně neprovádíte (více os, určité materiály, určité kontrolní funkce).
Hlavní provozní výhodou je přístup k flexibilní kapacitě. Hlavní technickou výhodou je, že často můžete škálovat z několika dílů na několik stovek, aniž byste museli měnit vnitřní prostor.
Výhody vlastního podniku: rychlost iterací, kontrola IP, opakované použití přípravků a křivka učení (seznam kompromisů).
Vlastní obrábění může zvítězit, když:
- Denně iterujete a potřebujete okamžitou zpětnou vazbu.
- Chcete přísnější kontrolu nad IP a citlivou geometrií.
- Plánujete opakovaně používat přípravky a nastavení napříč variantami produktu.
- Chcete si vybudovat znalosti o procesech, které budou mít význam později ve výrobě.
Skrytou hodnotou je učení. Při řezání dílů ve vlastní režii se naučíte, které tolerance jsou tvrdé, které vztažné body jsou stabilní a které vlastnosti vedou ke zmetkovitosti. Toto učení může snížit náklady a rizika, i když první série není levná.
Tabulka: matice hodnocení outsourcing vs. in-house (náklady, rychlost, složitost, potřeby QA, potřeby certifikace, četnost iterací)
Jednoduchá bodovací matice pomáhá sladit zainteresované strany. Každý faktor můžete ohodnotit jako málo/středně/vysoce důležitý a poté porovnat, která cesta je vhodnější.
| Rozhodovací faktor | Outsourcing se hodí, když... | In-house se hodí, když... |
|---|---|---|
| Kontrola nákladů | Chcete se vyhnout kapitálovým výdajům a udržet variabilitu nákladů. | Stroje můžete nechat využívat a znovu použít příslušenství. |
| Rychlost | Doba realizace je přijatelná a harmonogramy jsou předvídatelné. | Potřebujete iterační cykly ve stejný den nebo rychlé iterační cykly. |
| Složitost | Potřebujete víceosé nebo specializované schopnosti | Díly jsou v rámci vašeho osvědčeného procesního okna |
| Potřeby QA | Externí systémy kontroly kvality splňují vaše potřeby v oblasti dokumentace | Chcete mít přímou kontrolu nad kontrolou a sledovatelností. |
| Potřeby certifikace | Dodavatel má požadované certifikace | již pracujete v požadovaném systému kvality |
| Frekvence iterací | Design je většinou stabilní | Design se často mění a učení probíhá průběžně |
Co byste měli zaslat pro přesnou CNC nabídku (CAD, výkresy, tolerance, materiál, povrchová úprava, množství, potřeby kontroly)?
U přesných nabídek malosériového CNC obrábění pochází většina chyb z chybějících informací, které nutí k předpokladům. Praktický kontrolní seznam před zpracováním nabídky:
| Položka | Co zahrnout | Proč je to důležité |
|---|---|---|
| Model CAD | Nativní nebo neutrální formát | Řídí strategii CAM a plán nastavení |
| 2D kresba | Rozměry, vztažné souřadnice, poznámky | Definuje, co musí být splněno a zkontrolováno |
| Tolerance | Jasně označte CTQ | Přísné tolerance zvyšují riziko kontroly a zmetkovitosti |
| Materiál | Třída/spec, pokud je potřeba | Ovlivňuje nástroje, posuvy/rychlosti a zásobování. |
| Dokončení | Povrchová úprava, očekávání odjehlení | Přidává kroky procesu a manipulaci |
| Množství | Zahrňte očekávaná následná množství, pokud jsou známa | Ovlivňuje strategii upevnění a ekonomiku jednotky |
| Potřeby inspekce | Co a jak se musí hlásit | Snižuje časovou náročnost metrologie a dokumentaci |
| Kontrola revizí | Identifikátor revize a poznámky ke změnám | Předchází riziku chybné stavby |
Případové studie + praktické poznatky (jak vypadá “dobro”)
Cílem těchto případů není dokázat univerzální čísla. Jde o to ukázat, jak vypadá “dobrý” plán malých sérií: volba procesu odpovídá geometrii, automatizace je použita tam, kde snižuje počet opakovaných prací, a kontrola kvality je plánována, nikoli naznačována.
Případová studie: Přesné hřídele pro automobilový průmysl a robotiku - hřídele Ø30 mm, automatizace soustružnického centra, hlášené zkrácení času obrábění 25%. To ukazuje, jak může správný partner a proces obrábění optimalizovat malosériovou výrobu válcových součástí.
Kontext: Aplikace v robotice vyžadovala malosériovou výrobu přesných hřídelí o průměru kolem 30 mm. Jednalo se o válcové díly vhodné k soustružení, jejichž vlastnosti byly výhodné pro integrované operace.
Co bylo provedeno: V procesu se použilo CNC soustružnické centrum nakonfigurované tak, aby se snížila manipulace a kombinovaly kroky. Mezi uváděné nástroje patřila automatizace a možnost soustružení ve stylu frézování, jejichž cílem bylo omezit sekundární operace a minimalizovat odchylky závislé na obsluze.
Výsledek (jediný zdroj): Zkrácení doby obrábění o 25%, zvýšení přesnosti a snížení počtu chyb.
Proč je to důležité pro proveditelnost: To je dobrý příklad přizpůsobení stroje geometrii. Pokud je rodina dílů převážně rotační a můžete udržet operace v jednom řízeném pracovním postupu, mohou se malé dávky chovat spíše jako stabilní výrobní série. Upozornění: Obrázek 25% je závislý na kontextu. Ověřte si jej na základě vlastních vlastností hřídele, tolerancí a kontrolní zátěže.
Případová studie: Rychlá iterace vývoje produktu - CNC bez forem, na vyžádání + DFM pro snížení počtu pokusů a omylů a zkrácení vývoje o týdny (single-source) [Ref: akademický výzkum vývoje produktu]
Kontext: Vývojový tým čelil vysokým nákladům na nástroje a dlouhým cyklům, zatímco požadavky se stále posouvaly. Poptávka ještě nebyla prokázána, takže riziko zásob bylo vysoké.
Co bylo provedeno: Tým použil CNC výrobu bez forem na vyžádání, která se řídila 3D výkresy a byla spojena s analýzou DFM, aby se snížilo množství nastavení a zabránilo se zmetkům, kterým by se dalo předejít. Důraz byl kladen na rychlé cykly učení: řezání dílů, testování, revize CAD, opětovné řezání.
Výsledek (jediný zdroj): Snížení nákladů na pokusy a omyly a vývojový cyklus zkrácený o týdny.
Proč je to důležité pro proveditelnost: Malosériové CNC obrábění může být nástrojem pro plánování, pokud vás nástroje příliš brzy zablokují v návrhu. Limitem je, že “ušetřené týdny” závisí na tom, kde se nachází vaše úzké místo. Pokud je skutečným úzkým místem dokončovací práce, kontrola nebo montážní zkouška, samotné zrychlení obrábění nemusí s kalendářem příliš pohnout.
Případová studie: Rozvoj výroby prototypů OEM - CNC na vyžádání pro složité lékařské komponenty při omezené interní kapacitě (zaměření na schopnosti a složitost) [Ref: zprávy o průmyslu/lékařské výrobě]
Kontext: Výrobce OEM potřeboval složité součásti zdravotnických přístrojů v období náběhu výroby, ale interní kapacita a plánování omezovaly to, co bylo možné vyrobit ve firmě.
Co bylo provedeno: Cílem tohoto přístupu bylo použít CNC na vyžádání pro malé až středně velké dávky složitých dílů, aby se udržel pokrok bez čekání na dostupnost interního stroje.
Výsledek: Rychlejší průchodnost prototypů a přístup ke schopnostem pro složité komponenty, které jsou obtížné pouze při použití tradičních metod.
Proč je to důležité pro proveditelnost: U regulovaných nebo vysoce složitých dílů je rizikem proveditelnosti často kapacita a schopnost procesu, nejen geometrie. Outsourcing malých sérií může udržet program v chodu, ale pouze tehdy, pokud jsou předem jasně stanovena očekávání ohledně kontroly kvality, referenční hodnoty a potřeby dokumentace.
Závěrečný kontrolní seznam: specifikace, vyrobitelnost, vhodnost stroje/procesu, plán kontroly kvality a připravenost dodavatele (kontrolní seznam ke stažení).
Níže je uveden kontrolní seznam, který si můžete zkopírovat do interního dokumentu. Je strukturován tak, aby omezil běžné příčiny překvapení při malosériovém CNC obrábění.
| Oblast | Podívejte se na stránky . | Poznámky |
|---|---|---|
| Oblast | Podívejte se na stránky . | Poznámky |
| Specifikace | Shoda CAD a výkresu; revize je jasná | |
| Specifikace | jsou identifikovány CTQ; nekritické dimenze nejsou nadměrně utaženy. | |
| Vyrobitelnost | Počet nastavení je minimalizován; přístup k nástrojům je realistický. | |
| Vyrobitelnost | Tenké stěny, hluboké kapsy a jemné rysy přezkoumány | |
| Procesní přizpůsobení | Volba 3osé vs. 5osé vs. soustružení odpovídá geometrii | |
| Procesní přizpůsobení | Strategie zásob je definována pro kontrolu plýtvání a stability | |
| Plán kontroly kvality | Datové hodnoty jsou definovány pro obrábění a kontrolu | |
| Plán kontroly kvality | Je uveden způsob kontroly a potřeby hlášení | |
| Připravenost dodavatelů | Předpoklady o kapacitě a plánování jsou v souladu. | |
| Připravenost dodavatelů | Zohlednění dokončovacích kroků a front |
Ukončení (logika rozhodování)
Malosériové CNC obrábění je vhodné, pokud potřebujete 1-500 dílů s funkcí podobnou výrobě, ale chcete se vyhnout zablokování nástrojů a riziku skladových zásob. O proveditelnosti obvykle rozhoduje počet nastavení, přístup k nástrojům a to, jak jasně definujete referenční hodnoty a CTQ pro kontrolu. Pokud si díl vynutí mnoho upnutí, má těžko přístupné prvky nebo má přísné tolerance mnoha nekritických rozměrů, náklady a riziko zmetku rychle rostou.
Jakmile se poptávka stane stabilní a dostatečně vysoká a design se přestane měnit, bude rozumné porovnat CNC s metodami založenými na obrábění. Do té doby se CNC v malých sériích často používá jako řízený způsob učení, ověřování poptávky v rozsahu 50-500 jednotek a udržování zvládnutelných změn návrhu.
Nejčastější dotazy
Malosériové CNC obrábění využívá procesy jako CNC frézování a CNC soustružení (včetně CNC vrtání) k výrobě dílů v množství 1-500 kusů. Na rozdíl od tradičních metod obrábění vázaných na hromadnou výrobu se jedná o digitální řešení na vyžádání, které je ideální pro obrábění aplikací, jako jsou zakázkové skladovací regály, prototypy a komponenty pro konečné použití. Překlenuje mezeru mezi jednorázovou výrobou prototypů a sériovou výrobou.
Pro CNC obrábění není stanoveno žádné přísné MOQ. Z technického hlediska může služba CNC obrábění vyrábět jeden díl nebo mnoho dílů stejným postupem obrábění.
Při malosériovém CNC obrábění jsou náklady určovány především programováním, seřizováním a kontrolou. Tyto činnosti se lineárně nemění s množstvím, a proto mají velmi malé zakázky vyšší jednotkové náklady. S rostoucím objemem se náklady na seřízení rozkládají na více dílů, čímž se CNC obrábění v krátkých sériích stává ekonomičtějším.
Malosériové CNC obrábění může být nákladově efektivní, pokud je flexibilita důležitější než nejnižší jednotková cena. Vyhýbá se nákladům na formy, snižuje riziko skladových zásob a podporuje obrábění na vyžádání, když se návrhy mohou ještě měnit.
Nejlépe se osvědčuje v případech, kdy je poptávka nejistá, díly vyžadují přesnost nebo složitou geometrii nebo jsou zapotřebí materiály jako kov nebo technické plasty. Když se poptávka ustálí a objemy vzrostou, mohou procesy založené na nástrojích nabídnout nižší náklady na jeden díl.
Pokud CNC obrábění malých sérií vyžaduje složité prvky, jako jsou hluboké kapsy nebo tenké stěny, mohou náklady vzrůst. Chcete-li je kontrolovat: zjednodušte návrhy, abyste snížili počet nastavení, zadejte realistické tolerance a zvolte standardní velikosti materiálu. Nejúčinnějším krokem k úspoře nákladů je včasné zapojení partnera pro obrábění do revize DFM (Design for Manufacturability).
Přechod od CNC obrábění ke vstřikování má smysl, pokud je konstrukce stabilní, poptávka předvídatelná a lisované díly mohou splnit požadavky bez náročného sekundárního obrábění.
Pokud se očekávají časté změny designu nebo pokud přísné tolerance vyžadují CNC obrábění i po lisování, zůstává výroba v malých sériích na CNC často nižší riziko a celkové náklady.
Elektrojiskrové obrábění (EDM) je specializovaný proces používaný v malosériové výrobě, pokud tradiční CNC frézování nebo soustružení nedokáže obrobit určitý prvek - například složité vnitřní tvary, ostré vnitřní rohy nebo velmi tvrdé materiály. Přestože je EDM pomalejší, je neocenitelné pro složité zápustky, formy nebo díly, kam běžné řezné nástroje nedosáhnou.



