L'usinage CNC en petites séries se situe entre le travail sur prototype unique et la véritable production. Il est utilisé lorsque vous avez besoin de pièces réelles et fonctionnelles fabriquées à partir de matériaux similaires à ceux de la production, mais que vous n'êtes pas prêt (ou pas en mesure) de vous engager dans un outillage, des moules ou un stock important.
Ce guide est destiné aux équipes d'ingénieurs et aux acheteurs techniques qui doivent juger de la faisabilité. Il met l'accent sur les facteurs de réussite ou d'échec d'une commande de 1 à 500 pièces : choix de la conception des pièces, sélection du processus (3 axes, 5 axes, tournage, hybride), planification du contrôle de la qualité, facteurs de délai et économie du devis.
Ce que signifie l'usinage CNC en petites séries (et s'il convient)
Usinage CNC en petites séries se réfère à la production de petits lots (généralement de faibles volumes de production allant des prototypes aux premières séries de production) en utilisant le fraisage CNC, le tournage CNC et d'autres processus d'usinage CNC, sans moules ni outillage dédié. Cette approche est largement utilisée pour l'usinage à la demande, l'usinage CNC en petites séries et la production de petits lots où la flexibilité de la conception, la précision et le contrôle des tolérances sont plus importants que l'efficacité de la production de masse. Selon les conseils de NIST et ASME, La fabrication de prototypes et de faibles volumes se distingue généralement de la production à grande échelle par l'économie de configuration, la fréquence d'itération et l'intention de production plutôt que par des seuils de quantité fixes.
Quelle est la taille des lots considérés comme “petits lots” par rapport aux prototypes et à la production ?
“Le terme ”petit lot" n'est pas un terme normalisé avec un nombre fixe. Dans la pratique, il est généralement défini par le point où les efforts de configuration et de programmation peuvent être répartis sur un nombre suffisant d'unités pour rendre le coût unitaire raisonnable, tout en conservant une grande flexibilité.
Le risque décisionnel et le comportement économique constituent une manière courante de les décomposer :
| Niveau | Bande de quantité typique | Comment il se comporte dans la pratique | Ce qui domine généralement le rapport coût/risque |
|---|---|---|---|
| Prototype | 1-10 | Cycles d'apprentissage rapides ; la conception peut encore changer | Effort de programmation et de mise en place, risque de reprise |
| Faible volume d'activité | 10-50 | Une certaine répétabilité ; la conception se stabilise | Le temps de préparation par unité diminue ; la planification de l'inspection est plus importante |
| Production en petites séries | 50-500 | Utilisé pour les tests de marché et le début de la production | Stratégie de maintien, stabilité des processus et décisions en matière d'inventaire |
Les orientations orientées vers l'industrie indiquent souvent qu'une fourchette de 50 à 500 unités est utile pour les tests de marché et la validation précoce de la demande, parce qu'elle permet une livraison “réelle” sans s'engager dans des stocks ou des moules importants.
Quantité minimale de commande (QMC) pour la CNC ? Pour l'usinage CNC en petites séries, la quantité minimale de commande dépend souvent davantage du flux de travail du fournisseur que des limites de la machine. De nombreux flux de travail de services d'usinage CNC peuvent supporter des MOQ très faibles, y compris des quantités à un chiffre, parce que l“”outillage" est numérique (FAO + configuration) plutôt qu'un moule dédié. La contrepartie est le coût unitaire : les très petites quantités supportent l'ensemble des efforts de réglage sur un nombre réduit de pièces.
Scénarios les mieux adaptés : fabrication CNC à la demande pour les pièces personnalisées, les faibles volumes et les tests de marché (référence de 50 à 500 unités).
L'usinage CNC en petites séries convient mieux lorsque la valeur de la pièce est suffisamment élevée pour que l'usinage soit acceptable, et lorsque la flexibilité de la conception importe plus que le coût unitaire le plus bas possible.
Les scénarios d'adéquation les plus courants sont les suivants :
- Fabrication CNC à la demande pour les pièces personnalisées dont la géométrie ou le matériau n'est pas adapté au moulage ou à la coulée, ou pour lesquelles des modifications de conception sont attendues.
- Les productions de faible volume pour lesquelles vous avez besoin de pièces cohérentes pour des dizaines ou des centaines d'unités, mais pour lesquelles vous ne voulez pas stocker un grand nombre de pièces.
- L'étude de marché et la montée en puissance progressive, souvent évoquées dans la fourchette de 50 à 500 unités, qui permettent de valider la demande, l'emballage, l'assemblage et les performances sur le terrain avant de s'engager dans l'outillage.
Le point essentiel est que les petits lots vous permettent d'acheter des informations. Vous apprenez à connaître l'ajustement, l'usure, les variations d'assemblage et l'utilisation par le client en utilisant des pièces similaires à celles de la production, mais sans l'enfermement de l'outillage.
Quand le petit lot est pas idéal : géométrie, tolérances ou économie d'unité qui vous poussent vers d'autres procédés
L'usinage CNC en petites séries n'est pas une solution universelle. Il ne convient pas lorsque l'une des trois contraintes suivantes domine : la géométrie, la charge de tolérance/inspection ou l'économie.
- Conflits géométriques (limites d'usinabilité) L'usinage CNC nécessite l'accès à l'outil. Si une caractéristique ne peut être atteinte par un outil de coupe (ou ne peut l'être qu'avec un outillage fragile), la pièce peut nécessiter de nombreux réglages, un outillage spécial ou des processus similaires à l'électroérosion. Cela peut réduire à néant les avantages en termes de rapidité et de coût d'un petit lot “simple”.
Les signaux d'alerte sont les suivants
- Poches étroites et profondes où les outils doivent être longs et minces (risque de broutage et de mauvaise qualité de surface)
- Formes internes nécessitant des contre-dépouilles sans accès
- Parois minces qui se déplacent pendant la coupe, ce qui rend la répétabilité difficile sur l'ensemble d'un lot
- Tolérance et charge de vérification Des tolérances serrées sont possibles en usinage CNC, mais la faisabilité ne se résume pas à la question de savoir si la machine peut les tenir. Vous avez également besoin d'un montage stable, d'une stratégie de référence contrôlée et d'une inspection capable de prouver l'exigence. Pour les petits lots, l'effort d'inspection peut représenter une part importante du temps total, car il n'est pas linéairement décroissant.
Si un dessin prévoit des tolérances serrées pour de nombreuses caractéristiques sans fonction claire, vous risquez de payer pour un risque d'inspection et de rebut qui n'apporte pas de valeur ajoutée.
- L'économie unitaire vous pousse ailleurs Si la pièce est simple et que la demande est stable à des volumes plus élevés, les méthodes basées sur l'outillage peuvent l'emporter. À un moment donné, le temps de cycle par pièce et le gaspillage de matériaux de l'usinage peuvent dépasser le coût unique d'un moule ou d'un outillage. Le point de transition est spécifique à chaque pièce. Il dépend de la géométrie, du matériau, de la finition requise et de la proportion de la pièce qui doit être usinée même après le moulage ou la coulée.
Un cadre pratique pour les compromis est le suivant :
- S'il est probable que des modifications soient apportées à la conception, il est préférable d'utiliser la CNC plus longtemps.
- Si la géométrie est stable et la demande prévisible, il convient d'envisager l'outillage plus tôt.
- Si chaque pièce doit être personnalisée, la CNC (ou la CNC + additive) reste pertinente, même à des cadences plus élevées.
Diagramme : diagramme de décision pour le choix d'une petite série CNC par rapport à d'autres solutions
Cadre décisionnel : Quand choisir l'usinage CNC en petites séries ?
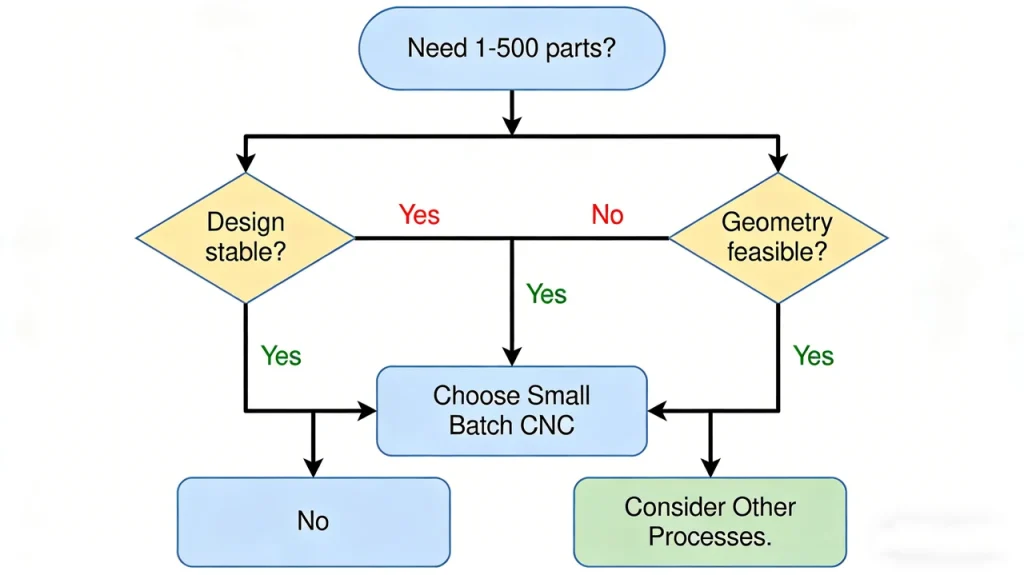
Pour déterminer si l'usinage CNC en petites séries convient à votre projet, suivez cette évaluation séquentielle :
- Besoin de pièces et matériel
- Question : Avez-vous besoin de 1 à 500 pièces fabriquées dans des matériaux de type production (par exemple, aluminium, acier inoxydable, plastiques techniques) pour des essais fonctionnels ou une utilisation précoce ?
- Si non : pour les modèles visuels ou les concepts initiaux, envisagez le prototypage CNC ou la fabrication additive (impression 3D) pour une plus grande rapidité et un coût moindre à ce stade.
- Si oui : passez à la question suivante.
- Stabilité de la conception
- Question : La conception est-elle encore fréquemment modifiée ?
- Si oui : L'usinage CNC en petites séries est idéal. Il permet des itérations de conception rapides sans le coût ou le délai d'exécution de l'outillage dur. Si la complexité de la pièce est très élevée, une approche hybride (CNC + additive) peut être optimale.
- Si non : passez à la question suivante.
- Faisabilité géométrique (usinabilité)
- Question : La plupart des fonctions sont-elles accessibles avec une portée raisonnable de l'outil et un nombre minimal de réglages ?
- Si non : des caractéristiques telles que des poches étroites et profondes, des contre-dépouilles internes ou des parois minces et fragiles peuvent poser problème. Envisager :
- Redesigning for better manufacturability (Redéfinition pour une meilleure fabricabilité).
- Usinage CNC à 5 axes pour réduire les réglages.
- Fabrication hybride ou autres procédés tels que l'électroérosion.
- Si oui : passez à la question suivante.
- Prévisions de la demande et échelle
- Question : La demande future est-elle stable et susceptible de dépasser la fourchette de 500 pièces à court terme ?
- Si oui : effectuer une analyse du seuil de rentabilité en comparant :
- Méthodes basées sur l'outillage (par exemple, le moulage par injection) : Coût initial élevé, long délai d'exécution, mais coût par pièce très faible en volume.
- Poursuite de l'usinage CNC : Évaluer le coût total de possession, en particulier si des opérations secondaires sont nécessaires ou si des modifications mineures de la conception sont encore possibles.
- Si non : la CNC en petites séries reste une option flexible et peu risquée. Passez à la dernière question.
- Alignement de la qualité et des coûts
- Question : Les tolérances spécifiées et les exigences en matière d'inspection correspondent-elles à votre budget et à votre calendrier de contrôle de qualité ?
- Si non : Des tolérances serrées sur des caractéristiques non critiques peuvent augmenter considérablement les coûts et les délais. Envisagez de le faire :
- Simplifier les tolérances pour se concentrer uniquement sur les caractéristiques essentielles à la fonction.
- Optimiser le schéma de référence pour qu'il corresponde à l'assemblage et à l'inspection.
- Réévaluer le choix du processus global.
- Si oui : Vous avez un candidat solide pour l'usinage CNC de petites séries. Procédez en toute confiance.
Principaux enseignements : Ce cadre permet d'équilibrer la flexibilité de la conception, le coût, le risque et l'aptitude à la production. Si vous avez répondu “oui” à la plupart des questions, l'usinage CNC en petites séries est une stratégie puissante pour combler le fossé entre le prototype et la validation du marché.
Principaux avantages de l'usinage CNC en petites séries
Du prototypage aérospatial aux essais de composants automobiles, l'usinage CNC en petites séries n'est pas utilisé pour obtenir le coût unitaire le plus bas, mais pour contrôler les risques et l'efficacité de la production dans le cadre d'une fabrication à faible volume. La flexibilité qu'offre l'usinage CNC en fait une solution polyvalente dans tous les secteurs.
En utilisant des machines CNC avancées et des techniques d'usinage éprouvées, les équipes peuvent produire des pièces de précision de haute qualité en petites quantités tout en évitant les investissements en outillage, les stocks excédentaires et les longs délais associés aux méthodes de fabrication traditionnelles.
Élimination des coûts de moulage et d'outillage grâce à l'itération CAO-pièce sans moule
L'objectif principal est la fabrication sans moule. Avec la CNC, l“”outil" est principalement le programme, la configuration et les outils de coupe qui peuvent être réutilisés d'un travail à l'autre. Cela permet :
- Un passage direct des dessins en 3D (CAO) à la FAO et à l'usinage
- Modifications de la conception sans mise au rebut d'un moule dédié
- Constructions précoces dans des matériaux réels (métal, acier inoxydable, plastiques techniques) sans s'engager dans de longs délais d'outillage.
Cela est important lorsque les exigences évoluent encore : changements d'interface, ajustements des boîtiers, échanges de composants à un stade avancé ou refonte par le fournisseur.

Cycles d'itération plus rapides : comment l'usinage CNC de prototypes peut raccourcir le développement de “plusieurs semaines”
Les sources destinées aux flux de travail en petites séries affirment souvent que l'usinage CNC de prototypes peut raccourcir les cycles de développement de plusieurs semaines, principalement en supprimant le délai de fabrication des moules et en permettant des retouches rapides après des modifications de la conception.
Il est utile de considérer cette demande comme une incitation à la planification et non comme une garantie.
- Pourquoi cela peut-il se produire ? Vous évitez les files d'attente pour l'outillage et pouvez produire rapidement un premier article, puis réviser la CAO et couper à nouveau.
- Pourquoi cela peut ne pas se produire : Si la pièce nécessite plusieurs réglages, une fixation complexe, une inspection spéciale ou une finition qui a sa propre file d'attente, le calendrier peut encore s'étirer.
L'expression “plusieurs semaines” est donc plausible dans la mesure où l'outillage peut prendre des semaines et que la CNC ne l'exige pas. Mais vous devez toujours modéliser votre propre chemin critique : programmation, configuration, approbation du premier article, inspection et toutes les étapes de finition extérieures.
Personnalisation sans compromis sur la qualité : répétabilité pour les séries d'usinage CNC de faible volume
La personnalisation est l'une des principales raisons pour lesquelles les équipes utilisent l'usinage CNC en petites séries. La question pratique est de savoir si la personnalisation entraîne une baisse de la qualité. Avec la CNC, la personnalisation n'est pas forcément synonyme de “fait à la main”. La répétabilité peut être élevée dans les petites séries d'usinage CNC pour les raisons suivantes :
- La même stratégie de GPAO peut être réutilisée pour un lot.
- Les décalages et l'usure des outils peuvent être suivis au cours d'un cycle de production.
- L'inspection en cours de fabrication permet de détecter les dérives avant de fabriquer de nombreuses pièces défectueuses.
Ce n'est pas la taille des lots qui est généralement à l'origine des problèmes de qualité dans les petits lots. Il s'agit de la variation introduite par des changements fréquents, une stratégie de référence peu claire ou des conceptions qui nécessitent des réglages délicats. Si vous réduisez les réglages et définissez des objectifs d'inspection, les petits lots peuvent être cohérents.
Graphique : modèle de production basé sur les stocks et modèle de production à la demande
L'usinage CNC en petites séries est souvent associé à un modèle à la demande : vous commandez ce dont vous avez besoin, quand vous en avez besoin, au lieu de constituer un stock “au cas où”. En contrepartie, vous payez peut-être plus cher l'unité, mais vous réduisez le coût des stocks erronés.
| Facteur | Modèle basé sur les stocks | Modèle CNC à la demande pour petites séries |
|---|---|---|
| Liquidités immobilisées | Plus élevé - Le capital est bloqué dans des pièces qui restent sur l'étagère. | Moins cher - Vous payez au fur et à mesure, en achetant des pièces plus proches de leur utilisation réelle. |
| Risque d'obsolescence | Plus élevé - Toute modification de la conception peut rendre les pièces stockées inutiles. | Plus faible - Chaque lot est de petite taille, ce qui minimise les pertes en cas de révision. |
| Agilité | Plus faible - L'inventaire existant vous enferme dans une version spécifique de la conception. | Plus élevé - Chaque commande peut refléter la dernière révision de la CAO et les améliorations apportées au produit. |
| Choc de la chaîne d'approvisionnement | Possibilité de tampon - Les stocks disponibles peuvent temporairement absorber les ruptures d'approvisionnement. | Dépend de l'accès à la capacité - Dépend de la disponibilité de l'atelier d'usinage et de l'approvisionnement en matières premières en temps réel. |
| Modifications techniques | Plus difficile - Les changements sont coûteux et lents, car le stock existant doit d'abord être utilisé ou mis au rebut. | Plus facile - Les révisions peuvent être mises en œuvre dans le lot de production suivant avec une pénalité minimale. |
Le processus CNC en petites séries : Comment produire des pièces efficacement
Un petit lot Processus d'usinage CNC suit un flux de travail direct de la CAO à la pièce. Qu'il s'agisse d'un prototype rapide ou d'une série pilote, l'usinage nécessite une planification minutieuse. Ce processus est optimisé pour les petites séries où la stratégie d'installation et le contrôle de la qualité déterminent le succès.
Ce processus est optimisé pour les services d'usinage CNC à faible volume, où la stratégie de réglage, le temps d'usinage et le contrôle de la qualité déterminent le succès de chaque production.

Analyse DFM pour les petites séries : conception pour moins de réglages, moins de rebuts et une itération plus fluide
La conception pour la fabrication (DFM) pour l'usinage en petites séries consiste moins à “faire du bon marché à 100 000 unités” qu'à “faire de la stabilité avec moins de réglages”. Chaque réglage supplémentaire est une chance de perdre l'alignement et de créer des déchets.
Une liste de contrôle DFM pratique pour les petits lots :
| Objectif DFM | Ce qu'il faut rechercher dans la conception | L'importance des petits lots |
|---|---|---|
| Minimiser les mises en place | Caractéristiques accessibles depuis moins d'orientations | Chaque configuration ajoute du temps et un risque d'alignement |
| Effacer les points de référence | Schéma de référence fonctionnel lié à l'assemblage | Réduire les débats sur les questions importantes |
| Accès aux outils | Éviter les éléments profonds et étroits qui nécessitent des outils longs | Les outils longs réduisent la stabilité et augmentent le risque de rebut |
| Des parois raisonnablement minces | Éviter les parois qui fléchissent pendant l'usinage | La flexibilité entraîne une dérive de la taille des pièces |
| L'accent sur la tolérance | Des tolérances serrées uniquement là où la fonction l'exige | L'effort d'inspection peut dominer le coût d'un faible volume |
| Rayons communs/échantillons | Utiliser des traitements de bordure cohérents dans la mesure du possible | Réduit les changements d'outils et la complexité de la programmation |
| Stratégie boursière | Choisir des tailles de stock qui réduisent l'enlèvement excessif | Moins de déchets et moins de temps d'usinage |
Si vous procédez par itération, la DFM consiste également à rendre les changements “locaux”. Un petit changement qui impose une référence différente ou une nouvelle configuration peut se répercuter sur la programmation, les montages et les plans d'inspection.
Étapes du flux de travail : RFQ → CAM → setup → first article → in-process inspection → finishing → shipment
Vous trouverez ci-dessous une vue d'ensemble du processus d'usinage pour la production de petits lots. Les étapes exactes varient d'un atelier à l'autre, mais les portes de décision sont les mêmes.
- Appel d'offres et lancement du projet
- Ce qui se passe : Vous soumettez un dossier complet de demande de devis, comprenant le modèle CAO en 3D, les dessins en 2D (avec les tolérances et les caractéristiques critiques), la quantité, les spécifications des matériaux et les exigences de finition.
- Pourquoi c'est important : Un appel d'offres clair et complet est la base. Toute ambiguïté à ce niveau entraîne des hypothèses, des révisions de devis et des retards potentiels par la suite.
- La clé du succès : Veillez à ce que vos dessins présentent une structure de référence claire et distinguent les dimensions critiques de celles qui ne le sont pas.
- Programmation et planification des CAM
- Ce qui se passe : Les ingénieurs de l'atelier d'usinage utilisent vos fichiers CAO pour créer des programmes FAO (fabrication assistée par ordinateur). Il s'agit de définir les parcours d'outils, de sélectionner les outils de coupe, de planifier la séquence des opérations et de concevoir des stratégies de fixation.
- Pourquoi c'est important : Cette étape de la planification numérique détermine l'efficacité et la précision de l'usinage, ainsi que la manière dont la pièce sera maintenue en toute sécurité. Pour les pièces complexes, la simulation peut être utilisée pour éviter les collisions.
- La clé du succès : Une bonne stratégie FAO équilibre vitesse et stabilité, en minimisant les réglages et les changements d'outils pour réduire les coûts et les risques d'alignement.
- Mise en place de la machine et premier passage de l'article
- Ce qui se passe : Dans l'atelier, l'opérateur installe les montages prévus, charge les outils nécessaires dans la machine CNC, règle les décalages de travail (indiquant à la machine où se trouve le stock) et exécute le programme pour produire le premier article, c'est-à-dire la première pièce complète du lot.
- Pourquoi c'est important : La mise en place est une phase critique qui dépend des compétences. Une fixation correcte empêche le déplacement des pièces et garantit la répétabilité. Le premier article est la preuve physique de l'ensemble du plan.
- La clé du succès : Une configuration méticuleuse et une vérification en cours de processus lors du premier passage de l'article permettent de détecter les erreurs avant qu'un lot complet ne soit fabriqué.
- Inspection du premier article (FAI)
- Ce qui se passe : Le premier article fait l'objet d'un contrôle approfondi, généralement à l'aide d'équipements de mesure de précision tels que des MMT, des pieds à coulisse ou des micromètres. Les mesures sont comparées au dessin pour confirmer que toutes les caractéristiques et tolérances critiques sont respectées.
- Pourquoi c'est important : Le FAI est le premier point de contrôle de la qualité. Il valide que le programme FAO, la configuration et la machine produisent des pièces conformes aux spécifications. L'approbation est requise avant de poursuivre la production.
- La clé du succès : Concentrer les efforts d'inspection sur les dimensions critiques pour la qualité (CTQ). Un rapport FAI détaillé assure la traçabilité et la confiance.
- Production et inspection en cours de fabrication
- Ce qui se passe : Une fois la FAI approuvée, le lot complet est usiné. Des contrôles en cours de fabrication sont effectués à intervalles réguliers (par exemple, toutes les 10 pièces) afin de surveiller l'usure de l'outil, la dérive de la machine ou d'autres variations susceptibles d'affecter la qualité.
- Pourquoi c'est important : Cela garantit la cohérence de l'ensemble du lot et permet de détecter les tendances avant qu'elles ne conduisent à des pièces non conformes, vous évitant ainsi de recevoir un lot de composants défectueux.
- La clé du succès : Des plans d'échantillonnage définis et des fonctions de vérification rapide permettent un contrôle efficace sans interrompre la production.
- Finition et dernières étapes
- Ce qui se passe : Après l'usinage, les pièces subissent un ébavurage (élimination des arêtes vives) et tout traitement de surface spécifié (par exemple, anodisation, placage, revêtement en poudre). Un contrôle final est effectué avant l'emballage afin de garantir la qualité de la finition et de s'assurer qu'aucun dommage n'est survenu au cours du post-traitement.
- Pourquoi c'est important : La finition améliore la fonction, l'apparence et la durabilité des pièces. L'inspection finale est la dernière ligne de défense avant l'expédition des pièces.
- Clé de la réussite : Tenir compte des délais supplémentaires pour les services de finition externes. Des spécifications d'emballage claires permettent d'éviter les dommages pendant le transport.
Si vous voulez éviter les surprises, traitez le “premier article” comme une véritable porte. Dans les petites séries, une seule correction précoce peut éviter de répéter une erreur 200 fois.
Contrôle de la qualité pour les commandes de faible volume : ce qu'il faut spécifier
Le contrôle de la qualité dans l'usinage CNC en petites séries échoue souvent pour une raison simple : le dessin n'est pas clair sur ce qui doit être prouvé.
Pour les commandes de faible volume, spécifiez le CQ en termes liés à la fonction :
- Dimensions critiques (CTQ) : Identifier les caractéristiques qui affectent l'adéquation, l'étanchéité, l'alignement ou la performance. Si chaque dimension est “critique”, rien ne l'est.
- Références : Définir des points de référence correspondant aux conditions d'assemblage ou d'essai. Les points de référence sont les surfaces de référence utilisées pour mesurer et localiser la pièce.
- Méthode d'inspection : Indiquez le niveau d'inspection dont vous avez besoin pour les caractéristiques clés. Par exemple, vous pouvez exiger des mesures documentées pour les CTQ, tandis que les caractéristiques non critiques peuvent être contrôlées plus légèrement.
Soyez également explicite en ce qui concerne le contrôle des révisions. De nombreux problèmes liés aux petits lots ne sont pas des erreurs d'usinage, mais des erreurs de “mauvaise révision”.
Quelle est la rapidité de livraison des pièces CNC en petites séries ?
Les délais d'exécution pour l'usinage CNC de petites séries dépendent d'une courte liste de facteurs :
- Complexité de la programmation et des réglages (nombre de réglages, 3 ou 5 axes, tournage ou fraisage)
- Disponibilité des matériaux (stock courant ou commande spéciale)
- Exigences en matière d'inspection (en particulier si les mesures prennent du temps ou nécessitent un équipement spécial)
- Étapes de finition (certaines finitions ajoutent du temps d'attente)
- Capacité et programmation (taux de remplissage des machines)
Une simple vue chronologique facilite la planification. Il ne s'agit pas d'une promesse de jours, mais d'une carte de ce qui peut étirer le calendrier :
Phase 1 : Appel d'offres et planification
- Activités typiques : Examen du devis, confirmation de la commande, approvisionnement en matériel, programmation FAO.
- Variabilité du temps : très variable. Pièces simples : heures. Pièces complexes à 5 axes : jours. La disponibilité des matériaux est essentielle.
Phase 2 : Mise en place et premier article
- Activités typiques : Fixation de la machine, chargement de l'outil, vérification du programme, usinage de la première pièce.
- Variabilité du temps : Dépend de la complexité de l'installation. La mise en place d'un étau simple est rapide ; la mise en place d'un dispositif complexe sur mesure prend beaucoup de temps.
Phase 3 : Production et contrôle de qualité en cours de fabrication
- Activités typiques : Usinage du lot. Contrôles de qualité périodiques en cours de fabrication.
- Variabilité temporelle : Elle est directement proportionnelle à la quantité. Le temps de cycle par pièce est le principal multiplicateur. L'inspection ajoute un temps marginal.
Phase 4 : Finition et expédition
- Activités typiques : Ébarbage, traitements de surface (anodisation), inspection finale, emballage et expédition.
- Variabilité des délais : Très imprévisible si une finition externe est nécessaire. Un simple ébavurage et un emballage sont rapides.
Si vous avez besoin de rapidité, le levier le plus fiable n'est pas de “presser l'atelier”. Il s'agit de réduire l'ambiguïté : CAO stable, tolérances claires, points de référence clairs et plan d'inspection défini.
Choisir son partenaire d'usinage : 3 axes, 5 axes, tournage et hybride
Le choix de la bonne méthode d'usinage CNC est essentiel pour l'usinage de petites séries, car la sélection de la machine influe directement sur la tolérance, la rentabilité et la complexité de la pièce.
En fonction de la géométrie de la pièce et du volume de production, l'usinage CNC à 3 ou 5 axes, le tournage CNC ou l'usinage hybride peuvent offrir une meilleure stabilité, moins de réglages et un usinage plus efficace pour les petits lots.
Fraisage CNC à 3 axes pour les petites séries : quand c'est le chemin le plus simple et le plus rapide
Le fraisage CNC à 3 axes est souvent la solution la plus simple lorsque la pièce peut être usinée à partir d'un nombre limité de côtés et que les caractéristiques ne nécessitent pas un accès angulaire complexe.
Les 3 axes ont tendance à s'adapter quand :
- La plupart des éléments sont accessibles par le haut (plus une ou deux bascules).
- Les surfaces de référence sont faciles à localiser et à fixer.
- La pièce est prismatique (supports, plaques, boîtiers) plutôt que très profilée.
- Vous pouvez maintenir la pièce en toute sécurité sans la déformer.
Pour les petites séries, l'usinage 3 axes peut être intéressant car la programmation et l'approche de la configuration sont bien comprises et le processus peut être stable avec un équipement modeste. Le risque est que les pièces complexes peuvent nécessiter de nombreux réglages, et le nombre de réglages est un facteur courant de rebut et d'augmentation des délais.
Usinage CNC à 5 axes pour les pièces complexes : moins de réglages et moins de risques de rebut (adoption croissante) - tableau comparatif
Les rapports sur les tendances indiquent une adoption croissante de l'usinage CNC à 5 axes, y compris pour les petits lots, parce qu'il permet de réduire le nombre de réglages en usinant plus de faces en un seul serrage. Dans les petits lots, moins de réglages peuvent signifier moins de risques d'erreurs d'empilage.
Une comparaison pour les discussions sur la faisabilité :
| Facteur | Fraisage à 3 axes | Usinage à 5 axes |
|---|---|---|
| Comptage de la mise en place | Peut être plus élevé pour les pièces à plusieurs faces | Souvent plus faible parce qu'il est possible d'atteindre un plus grand nombre de visages en une seule fois. |
| Risque d'alignement | Plus élevé lorsque de nombreuses reprises sont nécessaires | Plus faible lorsque les caractéristiques sont usinées avec moins de serrages |
| Effort de programmation | Souvent plus simple | Souvent plus élevé, en particulier pour le contrôle des collisions |
| Meilleure adéquation | Parties prismatiques, caractéristiques angulaires limitées | Pièces complexes, caractéristiques multi-faces, accès difficile |
| Conducteurs de véhicules hors d'usage | Désalignement des pinces, points de référence incohérents | Les erreurs de programmation/réglage peuvent être plus complexes, mais la diminution du nombre de réglages peut réduire les rebuts liés au resserrage. |
L'essentiel n'est pas que le 5 axes soit “meilleur”. C'est qu'il peut être plus stable pour certaines géométries, en particulier lorsqu'un plan à 3 axes nécessiterait plusieurs configurations et un redatumage minutieux.
Quand le 5-axes vaut-il la peine pour une production CNC de faible volume ?
L'utilisation de l'axe 5 vaut souvent la peine d'être envisagée pour la production de faibles volumes, lorsqu'elle permet d'éviter des risques ou des pertes de temps importants. Une bonne façon de décider est de poser des questions sur le seuil de rentabilité :
- Combien de réglages un plan à 3 axes nécessite-t-il ? S'il faut beaucoup de retournements et de réinscriptions pour atteindre les points de référence, le 5 axes peut réduire les erreurs d'alignement cumulées.
- Les caractéristiques angulaires ont-elles une importance fonctionnelle ? Si les caractéristiques angulaires favorisent l'étanchéité, l'alignement ou l'écoulement, un nombre réduit de réglages peut améliorer la répétabilité sur de petits lots.
- Les rebuts coûtent-ils cher ? Si le matériel est coûteux ou si le délai d'exécution est serré, la réduction du risque d'erreur de resserrage peut être plus importante que le temps de programmation supplémentaire.
- L'inspection est-elle plus simple avec moins de réglages ? Une pièce usinée selon un seul schéma de référence principal peut être plus facile à mesurer et à expliquer.
Vous n'avez pas besoin de chiffres exacts pour prendre cette décision. Vous devez déterminer où se situent le temps et le risque : mise en place, accès et vérification.
Fabrication hybride (CNC + additive) : permettre la complexité, réduire les déchets, accélérer le prototypage (compromis)
La fabrication hybride combine les processus additifs (pour créer des formes proches de la forme nette ou des caractéristiques complexes) et l'usinage CNC (pour obtenir des surfaces contrôlées et des dimensions critiques). Les sources de tendances décrivent les approches hybrides comme utiles pour les petits lots où la complexité est élevée.
Où l'hybride peut aider :
- Formes internes complexes pour lesquelles l'usinage pur pose des problèmes d'accès à l'outil
- Réduction des déchets de matériaux en commençant plus près de la forme finale, puis en n'usinant que là où c'est nécessaire
- Itération plus rapide lorsque la fabrication additive permet de produire rapidement une nouvelle préforme, suivie de l'usinage des surfaces fonctionnelles.
Des compromis à prévoir :
- Vous avez toujours besoin d'une stratégie de référence. Les pièces additives peuvent présenter des variations qui doivent être référencées correctement pendant l'usinage.
- L'état de surface peut varier, il faut donc prévoir des tolérances d'usinage.
- La planification du contrôle peut s'avérer plus difficile car vous pouvez avoir à la fois des caractéristiques conformes à l'exécution et des caractéristiques usinées.
Pour des raisons de faisabilité, l'hybride est souvent une “échappatoire” lorsqu'une pièce est trop complexe pour être usinée efficacement, mais qu'elle nécessite néanmoins une précision d'usinage au niveau des interfaces.
Automatisation, robotique et CNC “intelligente” pour les petites séries (tendances 2025+)
Alors que l'usinage CNC par petits lots continue de remplacer les méthodes de fabrication traditionnelles pour la production de faibles volumes et l'usinage CNC en petites séries, l'automatisation et la technologie CNC intelligente deviennent des outils essentiels. Dans les environnements modernes d'usinage à la demande, l'objectif n'est pas la production de masse, mais l'amélioration de l'efficacité de la production, la réduction des variations de réglage et la garantie de pièces usinées de haute qualité sur de petits lots à l'aide de machines CNC avancées.
Intégration de l'automatisation et de la robotique : fonctionnement sans lumière, réduction des temps d'arrêt, qualité constante (synthèse des tendances)
La couverture des tendances de l'industrie met l'accent sur l'intégration de l'automatisation et de la robotique pour soutenir les séries de faible volume, y compris les opérations “sans lumière” dans certains contextes. Pour les petits lots, les gains pratiques proviennent généralement de.. :
- Manipulation plus cohérente (moins de variations entre les opérateurs et les équipes)
- Réduction des temps morts (chargement/déchargement, tâches répétitives simples)
- Une fin de cycle plus prévisible (moins d'interruptions après le début d'un cycle)
La contrainte est que l'automatisation a toujours besoin d'intrants stables : un stock cohérent, un maintien clair du travail et un processus qui peut se remettre de l'usure de l'outil ou d'une variation mineure. Dans le cas d'un petit lot avec des modifications fréquentes de la conception, le plan d'automatisation doit être flexible, sinon le temps de réglage pour “automatiser le travail” peut l'emporter sur les avantages.
Centres de tournage CNC pour les petites séries : broches secondaires, ravitailleurs de barres et fonctionnalité de tournage-fraisage pour les pièces cylindriques (guide d'application)
Pour les pièces cylindriques, Tournage CNC sont souvent la solution naturelle. Les rapports sur les tendances mettent en évidence les configurations telles que les sous-broches, les ravitailleurs et les capacités de tournage-fraisage, qui sont utiles dans les contextes de petits lots.
Un guide d'application simple :
- Si la pièce est principalement rotative (arbres, axes, bagues), le tournage peut produire des caractéristiques concentriques de manière efficace.
- Si la pièce a besoin d'être fraisée, d'avoir des trous transversaux ou des caractéristiques clés, la capacité de tournage-fraisage peut réduire les opérations secondaires.
- Si vous avez une famille de pièces similaires, l'alimentation en barres et la manipulation cohérente peuvent réduire les variations et accélérer les petites séries.
Pour les petits lots, le principal avantage est la réduction des transferts. Chaque transfert est l'occasion de mélanger les révisions, de rayer les surfaces ou de perdre la traçabilité.
Jumeaux numériques pour la simulation de petites séries : validation des plans de processus avant la coupe (flux de travail pour la réduction des risques)
Les sources de tendances évoquent également les jumeaux numériques pour la simulation. En termes d'usinage, cela signifie généralement la simulation des trajectoires d'outils, des mouvements de la machine et parfois de l'interaction avec le poste de travail avant la coupe du métal.
Pour les petits lots, la simulation est principalement un outil de réduction des risques :
- Détecter rapidement les collisions et les problèmes de portée
- Valider qu'un plan d'installation peut accéder à toutes les faces nécessaires
- Réduire le risque que le premier article échoue pour des raisons évitables
La valeur augmente avec la complexité. Si la pièce est un simple support à trois axes, la simulation n'apporte pas grand-chose. Si la pièce nécessite un accès multiface avec des relations de référence étroites, la simulation peut éviter des erreurs coûteuses.
Contrôle de qualité piloté par l'IA : ce qui est utile (inspection, détection d'anomalies) et ce qui reste manuel (contraintes)
Le contrôle qualité piloté par l'IA est souvent abordé sous l'angle de la détection des anomalies et de l'aide à l'inspection automatisée. Pour les petits lots, l'IA peut s'avérer utile lorsqu'elle réduit la charge d'inspections répétitives ou qu'elle détecte les dérives à un stade précoce.
Les domaines dans lesquels il peut être utile :
- Identifier les schémas de mesure qui suggèrent une usure de l'outil ou une dérive du processus
- Soutenir des flux de travail d'inspection cohérents entre les équipes
- Trier ou signaler les pièces pour un examen plus approfondi
Ce qui reste manuel ou technique :
- Définir ce qui est critique (CTQ) et comment cela est lié à la fonction
- Décider des référentiels et de la stratégie d'inspection
- Traitement des cas limites, des problèmes esthétiques et des intentions de dessin ambiguës
Le contrôle qualité des petits lots dépend toujours du jugement humain, car les petits lots sont souvent sujets à des changements. Le changement est le point sur lequel l'automatisation basée sur des règles se heurte à des difficultés.
Coûts, modèles de tarification et économie des commandes (ce qui détermine réellement le prix)
Le prix de l'usinage CNC en petites séries ne se limite pas au temps machine : il tient compte des efforts de réglage, de la stratégie d'outillage, de la charge d'inspection et du risque de retouche. Comprendre comment les coûts de l'usinage CNC évoluent dans la production à court terme et à faible volume aide les acheteurs à évaluer si l'usinage CNC reste une alternative rentable aux moules, au moulage ou à la production de masse.
Structure des coûts pour l'usinage CNC en petites séries : configuration, programmation/FAO, temps machine, matériaux, contrôle, finition
Vous trouverez ci-dessous une ventilation des coûts qui montre ce qui détermine généralement l'économie de l'usinage CNC en petites séries. La composition exacte varie selon les pièces, mais les catégories sont cohérentes.
| Élément de coût | Ce qu'il comprend | Pourquoi les petits lots ont-ils plus d'importance ? |
|---|---|---|
| Programmation / FAO | Création de parcours d'outils, plan d'installation, documentation | Il s'agit souvent d'un effort fixe qui doit être réparti sur un petit nombre d'éléments. |
| Mise en place | Maintien de l'outil, chargement de l'outil, décalage, vérification | La mise en place peut dominer lorsque la quantité est faible |
| Temps machine | Temps de coupe et mouvements non coupés | S'échelonne en fonction de la quantité ; s'échelonne également en fonction de la complexité |
| Matériau | Stock, déchets, approvisionnement en matériaux spéciaux | Les déchets peuvent être importants si le stock est éloigné de la forme nette. |
| L'inspection | Contrôles du premier article, contrôles en cours de fabrication, rapports | Peut être important même pour de faibles quantités |
| Finition | Ébarbage, traitements de surface, marquage | Peut augmenter le temps d'attente et le risque de manipulation |
| Risque de rebut/travail | Remontages, inspection supplémentaire, retard dans le calendrier | Poussés par les réglages, les parois minces, les tolérances serrées, les dessins peu clairs |
Quels sont les avantages de la CNC en petites séries ? Est-elle rentable ? Elle peut l'être si elle permet d'éviter des erreurs plus coûteuses. Dans la production de faibles volumes, la rentabilité consiste souvent à éviter les stocks erronés, à ne pas dépenser trop tôt pour les moules et l'outillage et à ne pas revoir la conception après un engagement important. Si la demande est stable et que la géométrie est simple, d'autres procédés peuvent battre la CNC en termes de coût unitaire.
La CNC en petite série est-elle moins chère que le moulage ou la coulée ? (cadre de compromis entre l'outillage et la pièce)
La comparaison entre l'usinage CNC et le moulage ou la coulée est principalement une question de prix :
- Méthodes basées sur l'outillage : coût initial de l'outillage plus élevé, coût par pièce souvent plus faible une fois en service et temps de cycle par pièce plus rapides.
- CNC en petites séries : coûts d'outillage dédiés faibles ou nuls, temps d'usinage par pièce plus élevé et meilleure flexibilité en cas de modification de la conception.
Un cadre pratique de compromis :
- Si vous prévoyez des modifications de la conception, la CNC réduit la pénalité pour les changements.
- Si la géométrie est stable et que les volumes augmentent, les méthodes basées sur l'outillage peuvent être gagnantes en termes d'économie d'unité.
- Si les pièces nécessitent encore un usinage secondaire après le moulage (pour les interfaces critiques), l'écart se réduit.
Quand passer de la CNC au moulage par injection ? La décision est généralement prise lorsque trois choses sont vraies en même temps : (1) la conception est stable, (2) la demande est prévisible au-delà des petits lots, et (3) la pièce moulée peut répondre à des exigences clés avec un usinage secondaire limité. Sans ces éléments, la CNC reste un choix plus sûr, même si le coût unitaire est plus élevé.
Effets de volume et “sweet spots” : utilisation de l'orientation 50-500 unités de l'étude de marché (et quand reconsidérer le processus)
Le volume modifie l'économie de manière prévisible :
- Passer de 1 à 10 pièces permet souvent de réduire le coût unitaire, car la programmation et la configuration sont réparties sur un plus grand nombre d'unités.
- Le passage de 10 à 50 pièces permet souvent d'ajuster le processus et d'obtenir une plus grande stabilité de l'usinage.
- Le passage de 50 à 500 pièces peut être une bande pratique pour les tests de marché et les premiers déploiements, car vous pouvez construire un produit réel sans constituer de stocks à long terme.
Mais le volume peut aussi révéler des faiblesses. Si vous fabriquez 5 pièces avec une configuration fragile, vous pouvez “vous en tirer”. À 200 pièces, cette même configuration peut dériver et les rebuts peuvent augmenter.
Vous devriez reconsidérer le processus lorsque :
- La pièce nécessite trop de configurations pour rester stable sur des centaines d'unités.
- Le temps d'inspection augmente plus vite que prévu parce que le dessin est surtoléré
- Le gaspillage de matériaux est important car la forme des stocks est inefficace.
- La demande est suffisamment stable pour que le délai d'exécution de l'outillage devienne acceptable
Mises en garde concernant les repères : quelles sont les statistiques à source unique (par exemple, “25% time reduction”) et comment les valider pour votre atelier ou votre pièce ?
De nombreux chiffres publiés dans ce domaine sont des références à source unique. Deux exemples sont souvent cités dans les rapports sur les tendances :
- Une réduction du temps d'usinage de 25% a été signalée pour une application d'arbre en petite série utilisant les caractéristiques du centre de tournage et l'automatisation.
- affirme que l'usinage CNC des prototypes peut raccourcir le développement de plusieurs semaines en évitant les moules.
Ces éléments peuvent être réalistes dans le bon contexte, mais ce ne sont pas des constantes universelles. Pour valider votre partie, demandez des preuves liées à une géométrie et à un plan de traitement similaires :
- Même famille de matériaux et même stratégie de stock
- Tolérance et charge d'inspection similaires
- Nombre de réglages et approche de la fixation des pièces similaires
- Étapes de finition similaires
Si un critère de référence ne spécifie pas ces éléments, considérez-le comme étant uniquement directionnel.
Externalisation ou internalisation des petites séries (matrice de décision)
La décision d'externaliser ou de conserver en interne l'usinage CNC de petites séries a une incidence sur la vitesse, l'apprentissage et le risque. De nombreuses équipes font appel à un prestataire de services d'usinage CNC pour accéder à des équipements avancés tels que la CNC 5 axes et l'usinage multi-axes, tandis que d'autres privilégient le contrôle interne pour l'itération rapide et le développement de pièces personnalisées.
Avantages de l'externalisation : capacité basée sur l'informatique dématérialisée, réduction du risque lié aux stocks, évolutivité pour les commandes de faible volume (modèle à la demande).
L'externalisation de l'usinage de petites séries est souvent choisie lorsque.. :
- Vous avez besoin de capacité sans avoir à acheter des machines ou à embaucher
- Vous souhaitez commander à la demande pour éviter de constituer des stocks
- Vous avez une demande variable ou des horaires incertains
- Vous avez besoin d'accéder à des processus que vous ne gérez pas en interne (multi-axes, certains matériaux, certaines capacités d'inspection).
Le principal avantage opérationnel est l'accès à une capacité flexible. Le principal avantage technique est que vous pouvez souvent passer de quelques pièces à quelques centaines sans modifier votre empreinte interne.
Avantages de l'internalisation : vitesse d'itération, contrôle de la propriété intellectuelle, réutilisation des appareils et courbe d'apprentissage (liste des compromis).
L'usinage en interne peut s'avérer bénéfique dans les cas suivants
- Vous procédez à des itérations quotidiennes et avez besoin d'un retour d'information immédiat.
- Vous souhaitez un contrôle plus strict de la propriété intellectuelle et de la géométrie sensible
- Vous prévoyez de réutiliser les montages et les configurations pour toutes les variantes de produits.
- Vous souhaitez acquérir des connaissances sur les processus qui seront utiles plus tard dans la production.
La valeur cachée est l'apprentissage. Lorsque vous découpez des pièces en interne, vous apprenez quelles sont les tolérances difficiles, quels sont les points de référence stables et quelles sont les caractéristiques qui entraînent des rebuts. Cet apprentissage permet de réduire les coûts et les risques, même si le premier lot n'est pas bon marché.
Tableau : matrice d'évaluation de l'externalisation par rapport à l'internalisation (coût, rapidité, complexité, besoins en matière d'assurance qualité, besoins en matière de certification, fréquence d'itération)
Une simple matrice de notation permet d'aligner les parties prenantes. Vous pouvez attribuer à chaque facteur une note d'importance faible/moyenne/élevée, puis comparer la voie qui convient le mieux.
| Facteur de décision | L'externalisation a tendance à s'adapter lorsque... | Le terme "interne" s'applique lorsque... |
|---|---|---|
| Contrôle des coûts | Vous souhaitez éviter les dépenses d'investissement et maintenir les coûts variables. | Vous pouvez conserver les machines utilisées et réutiliser les accessoires. |
| Vitesse | Les délais d'exécution sont acceptables et les calendriers prévisibles | Vous avez besoin de cycles d'itération rapides ou le jour même |
| Complexité | Vous avez besoin d'une capacité multi-axes ou spécialisée | Les pièces se situent dans la fenêtre de votre processus éprouvé |
| Besoins en matière d'assurance qualité | Les systèmes d'assurance qualité externes répondent à vos besoins en matière de documentation | Vous souhaitez un contrôle direct de l'inspection et de la traçabilité |
| Besoins en matière de certification | Le fournisseur possède les certifications requises | Vous travaillez déjà dans le cadre du système de qualité requis |
| Fréquence d'itération | La conception est en grande partie stable | La conception change fréquemment et l'apprentissage est continu |
Que devez-vous envoyer pour obtenir un devis CNC précis (CAO, dessins, tolérances, matériau, finition, quantité, besoins d'inspection) ?
Pour obtenir des devis précis sur l'usinage CNC de petites séries, la plupart des erreurs proviennent d'informations manquantes qui obligent à faire des suppositions. Une liste de contrôle pratique avant la demande de prix :
| Objet | Ce qu'il faut inclure | Pourquoi c'est important |
|---|---|---|
| Modèle CAO | Format natif ou neutre | Pilote la stratégie et le plan de mise en place de la FAO |
| Dessin en 2D | Dimensions, points de référence, notes | Définit ce qui doit être respecté et inspecté |
| Tolérances | Indiquer clairement les CTQ | Les tolérances serrées entraînent des risques d'inspection et de rebut |
| Matériau | Grade/spécification si nécessaire | Affecte l'outillage, les avances/vitesses et l'approvisionnement. |
| Finition | Traitement de surface, attentes en matière d'ébarbage | Ajoute des étapes de processus et de traitement |
| Quantité | Inclure les quantités suivantes prévues, si elles sont connues | Affecte la stratégie de fixation et l'économie de l'unité |
| Besoins en matière d'inspection | Ce qui doit être déclaré et comment | Réduit le temps consacré à la métrologie et les efforts de documentation |
| Contrôle de la révision | Identifiant de révision et notes de modification | Prévenir les risques d'erreur de construction |
Études de cas + enseignements pratiques (à quoi ressemble le “bon”)
L'objectif de ces cas n'est pas de prouver l'universalité des chiffres. Il s'agit de montrer à quoi ressemble un “bon” plan de production par petits lots : le choix du processus correspond à la géométrie, l'automatisation est appliquée là où elle réduit le travail répétitif, et le contrôle qualité est planifié plutôt qu'implicite.
Étude de cas : Arbres de précision pour l'automobile et la robotique - Arbres de Ø30 mm, automatisation du centre de tournage, réduction du temps d'usinage de 25%. Cela montre comment le bon partenaire d'usinage et le bon processus peuvent optimiser la production de petites séries de composants cylindriques.
Contexte : Une application robotique nécessitait la production en petites séries d'arbres de précision d'environ 30 mm de diamètre. Les pièces étaient cylindriques et adaptées au tournage, avec des caractéristiques bénéficiant d'opérations intégrées.
Ce qui a été fait : Le processus a utilisé un centre de tournage CNC configuré pour réduire la manipulation et combiner les étapes. L'automatisation et la capacité d'un tour à fraiser, visant à réduire les opérations secondaires et à minimiser les variations dépendantes de l'opérateur, ont été considérées comme des éléments facilitateurs.
Résultat (source unique) : Une réduction de 25% du temps d'usinage, ainsi qu'une amélioration de la précision et une diminution du nombre d'erreurs.
Pourquoi c'est important pour la faisabilité : Il s'agit d'un bon exemple d'adaptation de la machine à la géométrie. Si une famille de pièces est principalement rotative et que vous pouvez maintenir les opérations dans un flux de travail contrôlé, les petits lots peuvent se comporter davantage comme des séries de production stables. Il convient de noter que le chiffre de 25% dépend du contexte. Validez-la en fonction des caractéristiques de votre arbre, de vos tolérances et de votre charge d'inspection.
Étude de cas : Développement de produits par itération rapide - CNC sans moule et à la demande + DFM pour réduire les essais et les erreurs et raccourcir le développement de plusieurs semaines (source unique) [Réf. : recherche universitaire sur le développement de produits].
Contexte : Une équipe de développement a dû faire face à des coûts d'outillage élevés et à des cycles longs alors que les besoins n'étaient pas encore satisfaits. La demande n'étant pas encore avérée, le risque lié aux stocks était élevé.
Ce qui a été fait : L'équipe a utilisé la fabrication CNC sans moule, à la demande, sur la base de dessins en 3D, associée à une analyse DFM pour réduire les mises en place et éviter les rebuts évitables. L'accent a été mis sur des cycles d'apprentissage rapides : couper les pièces, tester, réviser la CAO, couper à nouveau.
Résultat (source unique) : Réduction des coûts liés aux essais et erreurs et raccourcissement du cycle de développement de plusieurs semaines.
Pourquoi c'est important pour la faisabilité : L'usinage CNC en petites séries peut être un outil de planification lorsque l'outillage vous enferme trop tôt dans une conception. La limite est que les “semaines gagnées” dépendent de l'endroit où se situe le goulot d'étranglement. Si la finition, l'inspection ou le test d'assemblage constituent le véritable goulot d'étranglement, l'accélération de l'usinage à elle seule peut ne pas faire avancer beaucoup le calendrier.
Étude de cas : Accélération du prototypage OEM - CNC à la demande pour des composants médicaux complexes lorsque la capacité interne est limitée (accent mis sur la capacité et la complexité) [Réf : rapports sur la fabrication industrielle/médicale].
Contexte : Un équipementier avait besoin de composants médicaux complexes pendant une période de montée en puissance, mais la capacité interne et le calendrier limitaient ce qui pouvait être produit en interne.
Ce qui a été fait : L'approche a fait appel à la CNC à la demande pour des lots de pièces complexes de petite et moyenne taille, dans le but de maintenir la progression sans attendre la disponibilité des machines internes.
Résultat : Accélération de la cadence de prototypage et accès à des capacités pour des composants complexes qui sont difficiles à obtenir avec les seules méthodes traditionnelles.
Pourquoi c'est important pour la faisabilité : Pour les pièces réglementées ou très complexes, le risque de faisabilité est souvent lié à la capacité et à l'aptitude du processus, et pas seulement à la géométrie. L'externalisation de petits lots peut permettre à un programme d'avancer, mais seulement si les attentes en matière de contrôle qualité, les références et les besoins en documentation sont explicités dès le départ.
Liste de contrôle finale : spécification, fabricabilité, adéquation machine/processus, plan de contrôle qualité et état de préparation du fournisseur (liste de contrôle téléchargeable).
Vous trouverez ci-dessous une liste de contrôle “imprimable” que vous pouvez copier dans un document interne. Elle est structurée de manière à réduire les causes courantes de surprise dans l'usinage CNC en petites séries.
| Zone | Vérifier | Notes |
|---|---|---|
| Zone | Vérifier | Notes |
| Spécifications | La CAO et le dessin correspondent ; la révision est claire | |
| Spécifications | Les CTQ sont identifiés ; les cotes non critiques ne sont pas trop serrées | |
| Fabrication | Le nombre de réglages est minimisé ; l'accès aux outils est réaliste. | |
| Fabrication | Des murs fins, des poches profondes et des caractéristiques délicates révisées | |
| Adaptation au processus | 3 axes vs 5 axes vs tournage le choix correspond à la géométrie | |
| Adaptation au processus | La stratégie de stockage est définie pour contrôler les déchets et la stabilité | |
| Plan de contrôle de qualité | Les points de référence sont définis pour l'usinage et l'inspection | |
| Plan de contrôle de qualité | La méthode d'inspection et les besoins en matière de rapports sont précisés | |
| Préparation des fournisseurs | Les hypothèses de capacité et de programmation sont alignées | |
| Préparation des fournisseurs | Les étapes de finition et les files d'attente sont prises en compte |
Fin (logique de décision)
L'usinage CNC en petites séries convient parfaitement lorsque vous avez besoin de 1 à 500 pièces avec des fonctions similaires à celles de la production, mais que vous souhaitez éviter le blocage de l'outillage et les risques liés aux stocks. La faisabilité est généralement déterminée par le nombre de réglages, l'accès aux outils et la clarté avec laquelle vous définissez les points de référence et les CTQ pour l'inspection. Si la pièce nécessite de nombreux réajustements, présente des caractéristiques difficiles à atteindre ou comporte des tolérances serrées sur de nombreuses dimensions non critiques, le coût et le risque de rebut augmentent rapidement.
Lorsque la demande devient stable et suffisamment élevée, et que la conception cesse de changer, il devient raisonnable de comparer la CNC aux méthodes basées sur l'outillage. D'ici là, la CNC en petites séries est souvent utilisée comme un moyen contrôlé d'apprendre, de valider la demande dans une fourchette de 50 à 500 unités et de maintenir les changements de conception à un niveau raisonnable.
FAQ
L'usinage CNC en petites séries utilise des processus tels que le fraisage et le tournage CNC (y compris le perçage CNC) pour produire des pièces en quantités de 1 à 500. Contrairement aux méthodes d'usinage traditionnelles liées à la production de masse, il s'agit d'une solution numérique à la demande, idéale pour l'usinage d'applications telles que les rayonnages de stockage personnalisés, les prototypes et les composants d'utilisation finale. Elle comble le fossé entre le prototypage unique et la production à grande échelle.
Il n'y a pas de MOQ strict pour l'usinage CNC. D'un point de vue technique, un service d'usinage CNC peut produire une ou plusieurs pièces en utilisant le même processus d'usinage.
Dans l'usinage CNC en petites séries, les coûts sont principalement liés à la programmation, à la configuration et à l'inspection. Ces efforts ne sont pas linéaires en fonction de la quantité, c'est pourquoi les très petites commandes ont des coûts unitaires plus élevés. Lorsque le volume augmente, les coûts de réglage sont répartis sur un plus grand nombre de pièces, ce qui rend l'usinage CNC en petites séries plus économique.
L'usinage CNC en petite série peut être rentable lorsque la flexibilité est plus importante que le prix unitaire le plus bas. Il permet d'éviter les coûts de moulage, de réduire les risques liés aux stocks et d'assurer l'usinage à la demande lorsque les conceptions sont susceptibles d'évoluer.
Cette méthode est la plus efficace lorsque la demande est incertaine, que les pièces nécessitent de la précision ou une géométrie complexe, ou que des matériaux tels que le métal ou les plastiques techniques sont nécessaires. Lorsque la demande devient stable et que les volumes augmentent, les procédés basés sur l'outillage peuvent offrir un coût par pièce plus faible.
Lorsque l'usinage CNC de petites séries nécessite des caractéristiques complexes telles que des poches profondes ou des parois minces, les coûts peuvent augmenter. Pour les maîtriser : simplifiez les conceptions pour réduire les réglages, spécifiez des tolérances réalistes et choisissez des tailles de stock standard. L'étape la plus efficace pour réduire les coûts consiste à s'engager très tôt avec votre partenaire d'usinage pour un examen de la conception pour la fabrication (DFM).
Le passage de l'usinage CNC au moulage par injection est judicieux lorsque la conception est stable, que la demande est prévisible et que les pièces moulées peuvent répondre aux exigences sans usinage secondaire lourd.
Si l'on s'attend à des modifications fréquentes de la conception, ou si des tolérances serrées nécessitent encore un usinage CNC après le moulage, la production CNC en petites séries permet souvent de réduire les risques et le coût total.
L'usinage par décharge électrique (EDM) est un processus spécialisé utilisé dans la production de petits lots lorsque le fraisage ou le tournage CNC traditionnels ne peuvent pas usiner une caractéristique, par exemple des formes internes complexes, des angles internes aigus ou des matériaux très durs. Bien que plus lent, l'électroérosion est inestimable pour les matrices, les moules ou les pièces complexes que les outils de coupe conventionnels ne peuvent pas atteindre.



