Small Batch CNC Machining sits in the space between “one-off prototype” work and true production. It is used when you need real, functional parts made from production-like materials, but you are not ready (or not able) to commit to tooling, molds, or high inventory.
This guide is written for engineering teams and technical buyers who need to judge feasibility. It focuses on what tends to drive success or failure in a 1–500 part order: part design choices, process selection (3-axis, 5-axis, turning, hybrid), quality control planning, lead-time drivers, and quote economics.
What Small Batch CNC Machining Means (and If It Fits)
Small batch CNC machining refers to producing small batches (typically low volume production from prototypes to early production runs) using CNC milling, CNC turning, and other CNC machining processes—without molds or dedicated tooling. This approach is widely used for on-demand machining, short run CNC machining, and small batch production where design flexibility, precision, and tolerance control matter more than mass production efficiency. According to guidance from NIST y ASME, low-volume and prototype manufacturing are commonly distinguished from full-scale production by setup economics, iteration frequency, and production intent rather than fixed quantity thresholds.
What batch sizes count as “small batch” vs prototype vs production?
“Small batch” is not a standards term with one fixed number. In practice, it is usually defined by the point where setup and programming effort can be spread across enough units to make the unit cost reasonable, while still keeping flexibility high.
A common way to break it down is by decision risk and economic behavior:
| Tier | Typical quantity band | How it behaves in practice | What usually dominates cost/risk |
|---|---|---|---|
| Prototipo | 1-10 | Fast learning cycles; design may still change | Programming + setup effort, rework risk |
| Low-volume run | 10-50 | Some repeatability; design is stabilizing | Setup time per unit drops; inspection planning matters more |
| Small batch production | 50–500 | Used for market testing and early production | Workholding strategy, process stability, and inventory decisions |
Industry-oriented guidance often points to 50–500 units as a useful band for market testing and early demand validation, because it supports “real” delivery without committing to large inventories or molds.
Minimum order quantity (MOQ) for CNC? For small batch CNC machining, MOQ is often driven more by the supplier’s workflow than by machine limits. Many CNC machining service workflows can support very low MOQs, including single-digit quantities, because the “tooling” is digital (CAM + setup) rather than a dedicated mold. The trade is unit cost: very small quantities carry the full setup effort on fewer parts.
Best-fit scenarios: on-demand CNC manufacturing for custom parts, low-volume runs, and market testing (50–500 units benchmark)
Small batch CNC machining tends to fit best when the part value is high enough that machining is acceptable, and when design flexibility matters more than the lowest possible unit cost.
Common best-fit scenarios include:
- On-demand CNC manufacturing for custom parts where the geometry or material is not well suited to casting or molding, or where design changes are expected.
- Low-volume production runs where you need consistent parts across dozens or hundreds of units, but you do not want to stock large inventory.
- Market testing and staged ramp-up, often discussed in the 50–500 unit range, where you want to validate demand, packaging, assembly, and field performance before committing to tooling.
The key point is that small batches let you buy information. You learn about fit, wear, assembly variation, and customer usage using production-like parts, but without the lock-in of tooling.
When small batch is not ideal: geometry, tolerances, or unit economics that push you toward other processes
Small batch CNC machining is not a universal answer. It becomes a poor fit when one of three constraints dominates: geometry, tolerance/inspection burden, or economics.
- Geometry conflicts (machinability limits) CNC machining needs tool access. If a feature cannot be reached by a cutting tool (or can only be reached with fragile tooling), the part may require many setups, special tooling, or EDM-like processes. That can erase the speed and cost benefits of a “simple” small batch.
Red flags include:
- Deep narrow pockets where tools must be long and thin (risking chatter and poor surface quality)
- Internal shapes that need undercuts without access
- Thin walls that move during cutting, making repeatability hard across a batch
- Tolerance and verification burden Tight tolerances are possible in CNC machining, but feasibility is more than “can the machine hold it.” You also need stable fixturing, controlled datum strategy, and inspection that can prove the requirement. In small batches, inspection effort can become a large share of total time because it does not scale down linearly.
If a drawing calls out tight tolerances on many features without clear function, you may be paying for inspection and scrap risk that does not add value.
- Unit economics pushes you elsewhere If the part is simple and demand is stable at higher volumes, tooling-based methods can win. At some point, the per-part cycle time and material waste of machining can outweigh the one-time cost of a mold or tooling. The transition point is part-specific. It depends on geometry, material, required finish, and how much of the part must be machined even after molding/casting.
A practical trade-off framework is:
- If design changes are likely, stay with CNC longer.
- If geometry is stable and demand is predictable, explore tooling earlier.
- If each part must be individually customized, CNC (or CNC + additive) stays relevant even at higher counts.
Diagram: decision flowchart for choosing small batch CNC vs alternatives
Decision Framework: When to Choose Small Batch CNC Machining?
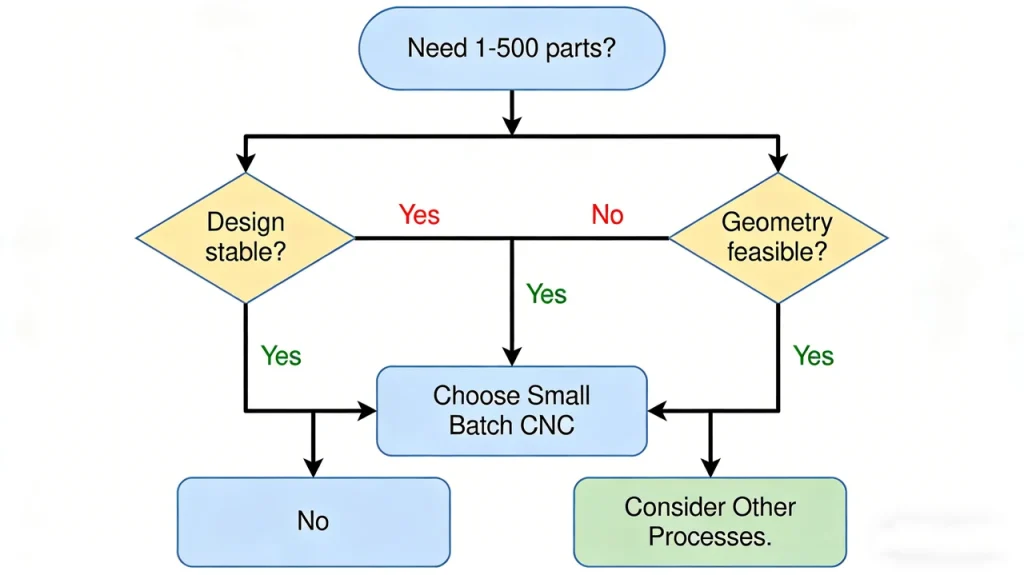
To determine if small batch CNC machining is the right fit for your project, follow this sequential evaluation:
- Part Need & Material
- Question: Do you need 1–500 parts made from production-like materials (e.g., aluminum, stainless steel, engineering plastics) for functional testing or early use?
- If No: For visual models or initial concepts, consider CNC prototyping or additive manufacturing (3D printing) for greater speed and lower cost at this stage.
- If Yes: Proceed to the next question.
- Design Stability
- Question: Is the design still undergoing frequent changes?
- If Yes: Small batch CNC machining is ideal. It enables fast design iterations without the cost or lead time of hard tooling. If part complexity is very high, a hybrid (CNC + additive) approach may be optimal.
- If No: Proceed to the next question.
- Geometric Feasibility (Machinability)
- Question: Are most features accessible with reasonable tool reach and a minimal number of setups?
- If No: Features like deep narrow pockets, internal undercuts, or fragile thin walls may be problematic. Consider:
- Redesigning for better manufacturability.
- 5-axis CNC machining to reduce setups.
- Hybrid manufacturing or other processes like EDM.
- If Yes: Proceed to the next question.
- Demand Forecast & Scale
- Question: Is future demand stable and likely to exceed the 500-part range in the near term?
- If Yes: Conduct a break-even analysis comparing:
- Tooling-based methods (e.g., injection molding): High upfront cost, long lead time, but very low per-part cost at volume.
- Continued CNC machining: Evaluate total cost of ownership, especially if secondary operations are needed or minor design changes are still possible.
- If No: Small batch CNC remains a flexible and low-risk option. Proceed to the final question.
- Quality & Cost Alignment
- Question: Do the specified tolerances and inspection requirements align with your QC budget and timeline?
- If No: Tight tolerances on non-critical features can drastically increase cost and lead time. Consider:
- Simplifying tolerances to focus only on critical-to-function features.
- Optimizing the datum scheme to match assembly and inspection.
- Re-evaluating the overall process choice.
- If Yes: You have a strong candidate for small batch CNC machining. Proceed with confidence.
Key Takeaway: This framework helps balance design flexibility, cost, risk, and production readiness. If you answered “Yes” to most questions, small batch CNC machining is a powerful strategy for bridging the gap from prototype to market validation.
Key Benefits of Small Batch CNC Machining
From aerospace prototyping to automotive component testing, small batch CNC machining is used not for the lowest unit cost, but for risk control and production efficiency in low-volume manufacturing. The flexibility CNC machining offers makes it a versatile solution across industries.
By using advanced CNC machines and proven machining techniques, teams can produce high-quality precision parts in small quantities while avoiding tooling investment, excess inventory, and long lead times associated with traditional manufacturing methods.
Eliminating mold/tooling costs with moldless, CAD-to-part iteration
The core business case is moldless manufacturing. With CNC, the “tool” is mostly the program, setup, and cutting tools that can be reused across jobs. That allows:
- A direct jump from 3D drawings (CAD) to CAM and machining
- Design changes without scrapping a dedicated mold
- Early builds in real materials (metal, stainless steel, engineering plastics) without committing to long tooling lead times
This matters when requirements are still moving: interface changes, enclosure adjustments, late-stage component swaps, or supplier-driven redesign.

Faster iteration cycles: how prototype CNC machining can shorten development by “several weeks”
Sources aimed at small batch workflows often claim that prototype CNC machining can shorten development cycles by several weeks, mainly by removing mold lead time and enabling quick re-cuts after design changes.
A useful way to treat that claim is as a planning prompt, not a guarantee.
- Why it can happen: You avoid tooling queues and can run a first article quickly, then revise CAD and cut again.
- Why it may not happen: If the part needs multiple setups, complex workholding, special inspection, or finishing that has its own queue, the calendar can still stretch.
So “several weeks” is plausible in the sense that tooling can take weeks and CNC does not require it. But you still need to model your own critical path: programming, setup, first article approval, inspection, and any outside finishing steps.
Customization without quality compromise: repeatability for low-volume CNC machining runs
Customization is a major reason teams use small batch CNC machining. The practical question is whether customization forces quality to drop. With CNC, customization does not have to mean “hand-made.” Repeatability can be high in low-volume CNC machining runs because:
- The same CAM strategy can be reused across a batch
- Offsets and tool wear can be tracked during a production run
- In-process inspection can catch drift before you make many bad parts
What usually causes quality problems in small batches is not the small batch size itself. It is variation introduced by frequent changeovers, unclear datum strategy, or designs that require delicate setups. If you reduce setups and define inspection targets, small batches can be consistent.
Chart: inventory-based vs on-demand production model
Small batch CNC machining is often paired with an on-demand model: you order what you need, when you need it, instead of building inventory “just in case.” The trade is that you may pay more per unit, but you reduce the cost of wrong inventory.
| Factor | Inventory-Based Model | On-Demand Small Batch CNC Model |
|---|---|---|
| Cash Tied Up | Higher – Capital is locked in parts sitting on the shelf. | Lower – You pay as you go, buying parts closer to actual use. |
| Obsolescence Risk | Higher – Any design change can render stocked parts worthless. | Lower – Each batch is small, minimizing loss if a revision occurs. |
| Agility | Lower – Existing inventory locks you into a specific design version. | Higher – Each order can reflect the latest CAD revision and product improvements. |
| Supply Chain Shock | Can Be Buffered – Inventory on hand can temporarily absorb supply disruptions. | Depends on Capacity Access – Dependent on machine shop availability and raw material supply in real-time. |
| Engineering Changes | Harder – Changes are costly and slow, as existing stock must be used or scrapped first. | Easier – Revisions can be implemented in the next production batch with minimal penalty. |
The Small Batch CNC Process: How to Produce Parts Efficiently
A small-batch Proceso de mecanizado CNC follows a direct CAD-to-part workflow. Whether for a rapid prototype or a pilot run, machining requires careful planning. This process is optimized for low-volume runs where setup strategy and quality control define success.
This process is optimized for low-volume CNC machining services, where setup strategy, machining time, and quality control define the success of each production run.

DFM analysis for small runs: designing for fewer setups, lower scrap, and smoother iteration
DFM (design for manufacturability) for small batch machining is less about “make it cheap at 100,000 units” and more about “make it stable with fewer setups.” Each extra setup is a chance to lose alignment and create scrap.
A practical DFM checklist for small batches:
| DFM target | What to look for in the design | Why it matters in small batches |
|---|---|---|
| Minimize setups | Features accessible from fewer orientations | Each setup adds time and alignment risk |
| Clear datums | Functional datum scheme tied to assembly | Reduces argument about what matters |
| Acceso a las herramientas | Avoid deep, narrow features that force long tools | Long tools reduce stability and raise scrap risk |
| Reasonable thin walls | Avoid walls that flex during machining | Flex causes size drift across parts |
| Tolerance focus | Tight tolerances only where function needs them | Inspection effort can dominate low-volume cost |
| Common radii/chamfers | Use consistent edge treatments where possible | Reduces tool changes and programming complexity |
| Stock strategy | Choose stock sizes that reduce excessive removal | Less waste and less machining time |
If you are iterating, DFM is also about making changes “local.” A small change that forces a different datum or new setup can ripple into programming, fixtures, and inspection plans.
Workflow steps: RFQ → CAM → setup → first article → in-process inspection → finishing → shipment
Below is a high-level view of the machining process flow for small batch production. The exact steps vary by shop, but the decision gates are consistent.
- RFQ & Project Kickoff
• What Happens: You submit a complete request for quote (RFQ) package, including the 3D CAD model, 2D drawings (with tolerances and critical features), quantity, material specification, and finish requirements.
• Why It Matters: A clear, complete RFQ is the foundation. Ambiguity here leads to assumptions, quote revisions, and potential delays later.
• Key to Success: Ensure your drawings have a clear datum structure and distinguish critical vs. non-critical dimensions.
- CAM Programming & Planning
• What Happens: The machine shop’s engineers use your CAD files to create CAM (Computer-Aided Manufacturing) programs. This involves defining toolpaths, selecting cutting tools, planning the sequence of operations, and designing workholding (fixturing) strategies.
• Why It Matters: This digital planning stage determines machining efficiency, accuracy, and how the part will be held securely. For complex parts, simulation may be used to prevent collisions.
• Key to Success: A good CAM strategy balances speed with stability, minimizing setups and tool changes to reduce cost and alignment risk.
- Machine Setup & First Article Run
• What Happens: On the shop floor, the operator installs the planned fixtures, loads the required tools into the CNC machine, sets work offsets (telling the machine where the stock is), and runs the program to produce the First Article – the first complete part of the batch.
• Why It Matters: Setup is a critical, skill-dependent phase. Proper fixturing prevents part movement and ensures repeatability. The first article is the physical proof of the entire plan.
• Key to Success: Meticulous setup and in-process verification during the first article run catch errors before a full batch is made.
- First Article Inspection (FAI)
• What Happens: The first article is thoroughly inspected, typically using precision measuring equipment like CMMs, calipers, or micrometers. Measurements are compared against the drawing to confirm all critical features and tolerances are met.
• Why It Matters: FAI is the primary quality gate. It validates that the CAM program, setup, and machine are producing parts to specification. Approval is required before continuing the production run.
• Key to Success: Focus inspection effort on Critical-to-Quality (CTQ) dimensions. A detailed FAI report provides traceability and confidence.
- Production Run & In-Process Inspection
• What Happens: Once the FAI is approved, the full batch is machined. In-process inspectionchecks are performed at intervals (e.g., every 10th part) to monitor for tool wear, machine drift, or other variations that could affect quality.
• Why It Matters: This ensures consistency throughout the batch and catches trends before they lead to non-conforming parts, protecting you from receiving a batch of defective components.
• Key to Success: Defined sampling plans and quick-check features allow for efficient monitoring without halting production.
- Finishing & Final Steps
• What Happens: After machining, parts undergo deburring (removing sharp edges) and any specified surface treatments (e.g., anodizing, plating, powder coating). A final inspection is conducted before packaging to ensure finish quality and that no damage occurred during post-processing.
• Why It Matters: Finishing improves part function, appearance, and durability. Final inspection is the last line of defense before parts ship to you.
• Key to Success: Account for added lead time for external finishing services. Clear packaging specifications prevent damage in transit.
If you want fewer surprises, treat “first article” as a real gate. In small batches, a single early correction can prevent repeating a mistake 200 times.
Quality control for low-volume orders: what to specify
Quality control in small batch CNC machining often fails for a simple reason: the drawing is not clear about what must be proven.
For low-volume orders, specify QC in terms that link to function:
- Critical dimensions (CTQs): Identify the features that affect fit, sealing, alignment, or performance. If every dimension is “critical,” nothing is.
- Datums: Define datums that match assembly or test conditions. Datums are the reference surfaces used to measure and locate the part.
- Inspection method: State what level of inspection you need for key features. For example, you might require documented measurements for CTQs, while non-critical features can be checked more lightly.
Also be explicit about revision control. Many small batch problems are not machining errors; they are “wrong revision” errors.
How fast can you get small batch CNC parts delivered?
Lead time for small batch CNC machining is driven by a short list of factors:
- Programming and setup complexity (number of setups, 3-axis vs 5-axis, turning vs mill)
- Material availability (common stock vs special order)
- Inspection requirements (especially if measurement is time-consuming or needs special equipment)
- Finishing steps (some finishes add queue time)
- Capacity and scheduling (how full the machines are)
A simple timeline view helps planning. This is not a promise of days; it is a map of what can stretch the schedule:
Phase 1: RFQ & Planning
• Typical Activities: Quote review, order confirmation, material procurement, CAM programming.
• Time Variability: Highly variable. Simple parts: hours. Complex 5-axis parts: days. Material availability is key.
Phase 2: Setup & First Article
• Typical Activities: Machine fixturing, tool loading, program prove-out, first part machining.
• Time Variability: Depends on setup complexity. Simple vise setup is fast; complex custom fixture takes significant time.
Phase 3: Production Run & In-Process QC
• Typical Activities: Machining the batch. Periodic in-process quality checks.
• Time Variability: Scales directly with quantity. Cycle time per part is the main multiplier. Inspection adds marginal time.
Phase 4: Finishing & Shipping
• Typical Activities: Deburring, surface treatments (anodizing), final inspection, packaging & shipping.
• Time Variability: Most unpredictable if external finishing is required. Simple deburr and pack is fast.
If you need speed, the most reliable lever is not “rush the shop.” It is reducing ambiguity: stable CAD, clear tolerances, clear datums, and a defined inspection plan.
Choosing Your Machining Partner: 3-Axis, 5-Axis, Turning & Hybrid
Choosing the right CNC machining approach is critical in small batch machining, as machine selection directly affects tolerance, cost-effectiveness, and part complexity.
Depending on the part geometry and production volume, 3-axis, 5-axis CNC machining, CNC turning, or hybrid machining may offer better stability, fewer setups, and more efficient machining for small batches.
3-axis CNC milling for small batches: when it’s the simplest, fastest path
3-axis CNC milling is often the simplest path when the part can be machined from a limited number of sides and features do not need complex angled access.
3-axis tend to fit when:
- Most features are reachable from the top (plus one or two flips)
- Datum surfaces are easy to locate and clamp
- The part is prismatic (brackets, plates, housings) rather than highly contoured
- You can hold the part securely without deforming it
In small batches, 3-axis can be attractive because the programming and setup approach is widely understood, and the process can be stable with modest fixturing. The risk is that complex parts may require many setups, and setup count is a common driver of scrap and schedule growth.
5-axis CNC machining for complex parts: fewer setups and lower scrap potential (rising adoption) — comparison table
Trend reporting points to rising adoption of 5-axis CNC machining, including for smaller batches, because it can reduce setup count by machining more faces in one clamping. In small batches, fewer setups can mean fewer chances to stack errors.
A comparison for feasibility discussions:
| Factor | Fresado en 3 ejes | 5-axis machining |
|---|---|---|
| Recuento de configuraciones | Can be higher for multi-face parts | Often lower because more faces can be reached in one setup |
| Alignment risk | Higher when many re-clamps are needed | Lower when features are machined in fewer clampings |
| Esfuerzo de programación | Often simpler | Often higher, especially for collision control |
| Mejor ajuste | Prismatic parts, limited angled features | Complex parts, multi-face features, difficult access |
| Conductores de chatarra | Re-clamp misalignment, inconsistent datums | Programming/setup errors can be more complex, but fewer setups can reduce re-clamp scrap |
The key point is not that 5-axis is “better.” It is that it can be more stable for certain geometries, especially when a 3-axis plan would require several setups and careful re-datuming.
When is 5-axis worth it for low-volume CNC production?
The 5-axis is often worth considering in low-volume production when it removes meaningful risk or time. A clean way to decide is to ask break-even style questions:
- How many setups does a 3-axis plan need? If it takes many flips and re-indications to hit datums, 5-axis may reduce cumulative alignment error.
- Are there angled features that matter functionally? If the angled features drive sealing, alignment, or flow, fewer setups can improve repeatability across small batches.
- Is scrap expensive? If material is costly or lead time is tight, reducing the chance of a re-clamp mistake can matter more than extra programming time.
- Is inspection simpler with fewer setups? A part machined in one main datum scheme can be easier to measure and explain.
You do not need exact price numbers to make this decision. You need to map where the time and risk are: setups, access, and verification.
Hybrid manufacturing (CNC + additive): enabling complexity, reducing waste, accelerating prototyping (trade-offs)
Hybrid manufacturing combines additive processes (to create near-net shapes or complex features) with CNC machining (to achieve controlled surfaces and critical dimensions). Trend sources describe hybrid approaches as useful for small batches where complexity is high.
Where hybrid can help:
- Complex internal shapes where pure machining has tool access problems
- Material waste reduction by starting closer to final shape, then machining only where needed
- Faster iteration when additive can produce a new preform quickly, followed by machining of functional surfaces
Trade-offs to plan for:
- You still need a datum strategy. Additive parts can have variation that must be referenced correctly during machining.
- Surface condition may vary, so machining allowances must be planned.
- Inspection planning can be harder because you may have both as-built and machined features.
For feasibility, hybrid is often a “design escape hatch” when a part is too complex to machine efficiently, but still needs machined precision on interfaces.
Automation, Robotics, and “Smart” CNC for Small Batches (2025+ Trends)
As small batch CNC machining continues to replace traditional manufacturing methods for low volume production and short run CNC machining, automation and smart CNC technology are becoming key enablers. In modern on-demand machining environments, the goal is not mass production, but improving production efficiency, reducing setup variation, and ensuring high-quality machined parts across small batches using advanced CNC machines.
Automation & robotics integration: lights-out operation, reduced downtime, consistent quality (trend synthesis)
Industry trend coverage emphasizes automation and robotics integration to support low-volume runs, including “lights-out” operation in some settings. For small batches, the practical gains usually come from:
- More consistent handling (less variation between operators and shifts)
- Reduced non-cut time (loading/unloading, simple repetitive tasks)
- More predictable cycle completion (less interruption once a run starts)
The constraint is that automation still needs stable inputs: consistent stock, clear workholding, and a process that can recover from tool wear or minor variation. In a small batch with frequent design changes, the automation plan must be flexible, or the setup time to “automate the job” can outweigh the benefit.
CNC turning centers for small batches: sub-spindles, bar feeders, and turn-mill functionality for cylindrical parts (application guide)
For cylindrical parts, Torneado CNC centers are often the natural fit. Trend reporting highlights configurations like sub-spindles, bar feeders, and turn-mill capability as helpful in small batch contexts.
A simple application guide:
- If the part is mostly rotational (shafts, pins, bushings), turning can produce concentric features efficiently.
- If the part needs milled flats, cross-holes, or key features, turn-mill capability can reduce secondary operations.
- If you have a family of similar parts, bar feeding and consistent handling can reduce variation and speed small batch runs.
For small batches, the main advantage is fewer handoffs. Each handoff is a chance to mix revisions, scratch surfaces, or lose traceability.
Digital twins for small batch simulation: validating process plans before cutting (risk-reduction workflow)
Trend sources also discuss digital twins for simulation. In machining terms, this usually means simulating toolpaths, machine motion, and sometimes workholding interaction before cutting metal.
For small batches, simulation is mainly a risk-reduction tool:
- Catch collisions and reach issues early
- Validate that a setup plan can access all needed faces
- Reduce the chance that the first article fails for avoidable reasons
The value rises as complexity rises. If the part is a simple 3-axis bracket, simulation may add little. If the part needs multi-face access with tight datum relationships, simulation can prevent expensive mistakes.
AI-driven quality control: where it helps (inspection, anomaly detection) and what remains manual (constraints)
AI-driven quality control is often discussed around anomaly detection and automated inspection support. In small batches, it can help when it reduces repetitive inspection load or flags drift early.
Where it tends to help:
- Identifying measurement patterns that suggest tool wear or process drift
- Supporting consistent inspection workflows across shifts
- Sorting or flagging parts for deeper review
What remains manual or engineering-led:
- Defining what is critical (CTQs) and how it ties to function
- Deciding datums and inspection strategy
- Handling edge cases, cosmetic issues, and ambiguous drawing intent
Small batch QC still depends on human judgment, because small batches often include change. Change is where rules-based automation struggles.
Costs, Pricing Models, and Order Economics (What Actually Drives the Quote)
Pricing for small batch CNC machining reflects more than machine time—it captures setup effort, tooling strategy, inspection burden, and rework risk. Understanding how cnc machining costs scale in short run and low-volume production helps buyers evaluate whether CNC machining remains a cost-effective alternative to molds, casting, or mass production.
Cost structure for small batch CNC machining: setup, programming/CAM, machine time, material, inspection, finishing
Below is a cost breakdown that shows what usually drives small batch CNC machining economics. The exact mix varies by part, but the categories are consistent.
| Elemento de coste | What it includes | Why it matters more in small batches |
|---|---|---|
| Programming / CAM | Toolpath creation, setup plan, documentation | Often a fixed effort that must be spread across few parts |
| Configurar | Workholding, tool loading, offsets, proving out | Setup can dominate when quantity is low |
| Tiempo de máquina | Cutting time plus non-cut motions | Scales with quantity; also scales with complexity |
| Material | Stock, waste, special material sourcing | Waste can be high if stock is far from net shape |
| Inspección | First article checks, in-process checks, reporting | Can be significant even for low quantities |
| Acabado | Deburr, surface treatments, marking | Can add queue time and handling risk |
| Riesgo de rechazo/reelaboración | Remakes, extra inspection, schedule slip | Driven by setups, thin walls, tight tolerances, unclear drawings |
What are the benefits of small batch CNC? Is it cost-effective? It can be, if it prevents higher-cost mistakes. In low-volume production, cost-effectiveness often means avoiding wrong inventory, avoiding mold/tooling spend too early, and avoiding redesign after a large commitment. If demand is stable and geometry is simple, other processes can beat CNC on unit cost.
Is small batch CNC cheaper than molding or casting? (tooling vs per-part trade-off framework)
Comparing CNC machining to molding or casting is mainly a question of where you want to pay:
- Tooling-based methods: higher up-front tooling cost, often lower per-part cost once running, and faster per-part cycle times.
- Small batch CNC: low or no dedicated tooling cost, higher per-part machining time, and better flexibility when designs change.
A practical trade-off framework:
- If you expect design changes, CNC reduces the penalty for change.
- If geometry is stable and volumes rise, tooling-based methods can win on unit economics.
- If parts still require secondary machining after molding/casting (for critical interfaces), the gap narrows.
When to transition from CNC to injection molding? The decision is usually triggered when three things are true at the same time: (1) design is stable, (2) demand is predictable beyond small batches, and (3) the molded part can meet key requirements with limited secondary machining. Without those, CNC remains a safer choice even if unit cost is higher.
Volume effects and “sweet spots”: using the 50–500 unit market-testing guidance (and when to reconsider process)
Volume changes economics in a predictable way:
- Going from 1 to 10 parts often drops unit cost because you spread programming and setup across more units.
- Going from 10 to 50 parts often enables process tuning and more stable workholding.
- Going from 50 to 500 parts can be a practical band for market testing and early rollouts, because you can build real product without building long-term inventory.
But volume can also expose weaknesses. If you make 5 parts with a fragile setup, you might “get away with it.” At 200 parts, that same setup can drift, and scrap can rise.
You should reconsider the process when:
- The part requires too many setups to stay stable across hundreds of units
- Inspection time grows faster than expected because the drawing is over-toleranced
- Material waste is high because the stock form is inefficient
- Demand is stable enough that tooling lead time becomes acceptable
Benchmark caveats: which stats are single-source (e.g., “25% time reduction”) and how to validate for your shop/part
Many published numbers in this space are single-source benchmarks. Two examples often cited in trend-style reporting are:
- A reported 25% machining time reduction for a small batch shaft application using turning center features and automation.
- Claims that prototype CNC machining can shorten development by several weeks by avoiding molds.
These may be realistic in the right context, but they are not universal constants. To validate for your part, ask for evidence tied to a similar geometry and process plan:
- Same material family and stock strategy
- Similar tolerance and inspection burden
- Similar setup count and workholding approach
- Similar finishing steps
If a benchmark does not specify those, treat it as directional only.
Outsource vs In-House for Small Batch Runs (Decision Matrix)
Deciding whether to outsource or keep small batch CNC machining in-house affects speed, learning, and risk. Many teams rely on a CNC machining service provider to access advanced equipment like 5-axis CNC and multi-axis machining, while others prioritize internal control for rapid iteration and custom parts development.
Outsourcing benefits: cloud-based capacity, reduced inventory risk, scalability for low-volume orders (on-demand model)
Outsourcing small batch machining is often chosen when:
- You need capacity without buying machines or hiring
- You want on-demand ordering to avoid building inventory
- You have variable demand or uncertain schedules
- You need access to processes you do not run internally (multi-axis, certain materials, certain inspection capabilities)
The main operational benefit is access to flexible capacity. The main engineering benefit is that you can often scale from a few parts to a few hundred without changing your internal footprint.
In-house benefits: iteration speed, IP control, fixture reuse, and learning curve (trade-off list)
In-house machining can win when:
- You are iterating daily and need immediate feedback
- You want tighter control of IP and sensitive geometry
- You plan to reuse fixtures and setups across product variants
- You want to build process knowledge that will matter later in production
The hidden value is learning. When you cut parts in-house, you learn which tolerances are hard, which datums are stable, and which features drive scrap. That learning can reduce cost and risk even if the first batch is not cheap.
Table: outsource vs in-house scoring matrix (cost, speed, complexity, QA needs, certification needs, iteration frequency)
A simple scoring matrix helps align stakeholders. You can score each factor as Low/Medium/High importance, then compare which path fits better.
| Factor de decisión | La externalización suele encajar cuando... | En casa suele encajar cuando... |
|---|---|---|
| Control de costes | You want to avoid capital spend and keep costs variable | You can keep machines utilized and reuse fixtures |
| Velocidad | Lead time is acceptable and schedules are predictable | You need same-day or rapid iteration cycles |
| Complejidad | You need multi-axis or specialized capability | Parts are within your proven process window |
| QA needs | External QA systems meet your documentation needs | You want direct control of inspection and traceability |
| Certification needs | Supplier has required certifications | You already operate under the required quality system |
| Iteration frequency | Design is mostly stable | Design changes frequently and learning is continuous |
What should you send for an accurate CNC quote (CAD, drawings, tolerances, material, finish, quantity, inspection needs)?
For accurate small batch CNC machining quotes, most errors come from missing information that forces assumptions. A practical pre-RFQ checklist:
| Artículo | Qué incluir | Por qué es importante |
|---|---|---|
| Modelo CAD | Native or neutral format | Drives CAM strategy and setup plan |
| Dibujo 2D | Dimensions, datums, notes | Defines what must be met and inspected |
| Tolerancias | Clearly indicate CTQs | Tight tolerances drive inspection and scrap risk |
| Material | Grade/spec if needed | Affects tooling, feeds/speeds, and sourcing |
| Acabado | Surface treatment, deburr expectations | Adds process steps and handling |
| Cantidad | Include expected follow-on quantities if known | Affects fixture strategy and unit economics |
| Necesidades de inspección | What must be reported and how | Drives metrology time and documentation effort |
| Revision control | Revision identifier and change notes | Prevents wrong-build risk |
Case Studies + Practical Takeaways (What “Good” Looks Like)
The goal of these cases is not to prove universal numbers. It is to show what a “good” small batch plan looks like: the process choice matches the geometry, automation is applied where it reduces repeat work, and QC is planned instead of implied.
Case Study: Precision Shafts for Automotive & Robotics — Ø30 mm shafts, turning center automation, reported 25% machining time reduction. This shows how the right machining partner and process can optimize small batch production of cylindrical components.
Context: A robotics application required small batch production of precision shafts around Ø30 mm. The parts were cylindrical and suited to turning, with features that benefited from integrated operations.
What was done: The process used a CNC turning center configured to reduce handling and combine steps. Reported enablers included automation and turn-mill style capability, aimed at reducing secondary operations and minimizing operator-dependent variation.
Outcome (single-source): A reported 25% reduction in machining time, along with improved accuracy and fewer errors.
Why it matters for feasibility: This is a good example of matching the machine to the geometry. If a part family is mostly rotational, and you can keep operations in one controlled workflow, small batches can behave more like stable production runs. The caution is that the 25% figure is context-dependent. Validate it against your own shaft features, tolerances, and inspection burden.
Case Study: Product development rapid iteration — moldless, on-demand CNC + DFM to reduce trial-and-error and shorten development by weeks (single-source) [Ref: academic product-development research]
Context: A development team faced high tooling costs and long cycles while requirements were still moving. Demand was not yet proven, so inventory risk was high.
What was done: The team used moldless, on-demand CNC manufacturing driven by 3D drawings, paired with DFM analysis to reduce setups and prevent avoidable scrap. The focus was on fast learning cycles: cut parts, test, revise CAD, cut again.
Outcome (single-source): Reduced trial-and-error cost and a development cycle shortened by weeks in reported experience.
Why it matters for feasibility: Small batch CNC machining can be a schedule tool when tooling locks you into a design too early. The limit is that “weeks saved” depends on where your bottleneck sits. If finishing, inspection, or assembly test is the true bottleneck, machining speedups alone may not move the calendar much.
Case Study: OEM prototyping ramp-up — on-demand CNC for complex medical components when internal capacity is constrained (capability and complexity focus) [Ref: industry/medical manufacturing reports]
Context: An OEM needed intricate medical device components during a ramp-up period, but internal capacity and scheduling limited what could be produced in-house.
What was done: The approach used on-demand CNC for small to mid-size batches of complex parts, aimed at maintaining progress without waiting for internal machine availability.
Outcome: Faster prototyping throughput and access to capability for complex components that are difficult with more traditional methods alone.
Why it matters for feasibility: For regulated or high-complexity parts, the feasibility risk is often capacity and process capability, not just geometry. Small batch outsourcing can keep a program moving, but only if QC expectations, datums, and documentation needs are made explicit up front.
Final checklist: specification, manufacturability, machine/process fit, QC plan, and supplier readiness (downloadable checklist)
Below is a “printable” checklist you can copy into an internal doc. It is structured to reduce the common causes of surprise in small batch CNC machining.
| Zona | Consulte | Notas |
|---|---|---|
| Zona | Consulte | Notas |
| Specification | CAD and drawing match; revision is clear | |
| Specification | CTQs are identified; non-critical dims are not over-tight | |
| Fabricabilidad | Setup count is minimized; tool access is realistic | |
| Fabricabilidad | Thin walls, deep pockets, and delicate features reviewed | |
| Ajuste del proceso | 3-axis vs 5-axis vs turning choice matches geometry | |
| Ajuste del proceso | Stock strategy is defined to control waste and stability | |
| QC plan | Datums are defined for machining and inspection | |
| QC plan | Inspection method and reporting needs are stated | |
| Supplier readiness | Capacity and scheduling assumptions are aligned | |
| Supplier readiness | Finishing steps and queues are accounted for |
Ending (decision logic)
Small batch CNC machining is a good fit when you need 1–500 parts with production-like function, but you want to avoid tooling lock-in and inventory risk. Feasibility is usually decided by setup count, tool access, and how clearly you define datums and CTQs for inspection. If the part forces many re-clamps, has hard-to-reach features, or carries tight tolerances on many non-critical dimensions, cost and scrap risk rise fast.
When demand becomes stable and high enough, and the design stops changing, it becomes reasonable to compare CNC against tooling-based methods. Until then, small batch CNC is often used as a controlled way to learn, validate demand in the 50–500 unit range, and keep design changes manageable.
Preguntas frecuentes
Small batch CNC machining uses processes like CNC milling and CNC turning (including CNC drilling) to produce parts in quantities of 1–500. Unlike traditional machining methods tied to mass production, it’s a digital, on-demand solution ideal for machining applications like custom storage racks, prototypes, and end-use components. It bridges the gap between one-off prototyping and full-scale production.
There is no strict MOQ for CNC machining. From a technical standpoint, a CNC machining service can produce one part or many parts using the same machining process.
In small batch CNC machining, cost is driven mainly by programming, setup, and inspection. These efforts do not scale linearly with quantity, which is why very small orders have higher unit costs. As volume increases, the setup cost is spread across more parts, making short run CNC machining more economical.
Low volume CNC machining can be cost-effective when flexibility matters more than the lowest unit price. It avoids mold costs, reduces inventory risk, and supports on-demand machining when designs may still change.
It works best when demand is uncertain, parts require precision or complex geometry, or materials like metal or engineering plastics are needed. When demand becomes stable and volumes rise, tooling-based processes may offer lower per-part cost.
When small batch CNC machining requires complex features like deep pockets or thin walls, costs can rise. To control them: simplify designs to reduce setups, specify realistic tolerances, and choose standard stock sizes. Engaging with your machining partner early for a DFM (Design for Manufacturability) review is the most effective cost-saving step.
The shift from CNC machining to injection molding makes sense when the design is stable, demand is predictable, and molded parts can meet requirements without heavy secondary machining.
If frequent design changes are expected, or if tight tolerances still require CNC machining after molding, staying with small batch CNC production often keeps risk and total cost lower.
Electrical Discharge Machining (EDM) is a specialized process used within small batch production when traditional CNC milling or turning cannot machine a feature—such as intricate internal shapes, sharp internal corners, or very hard materials. While slower, EDM is invaluable for complex dies, molds, or parts where conventional cutting tools cannot reach.



