スモールバッチCNCマシニングは、「ワンオフ・プロトタイプ」作業と真の生産作業の間に位置します。生産に近い材料で作られた本物の機能的な部品が必要だが、工具や金型、大量の在庫を準備できない(またはできない)場合に使用されます。.
このガイドは、実現可能性を判断する必要のあるエンジニアリングチームとテクニカルバイヤーのために書かれています。部品設計の選択、工程選択(3軸、5軸、旋盤加工、ハイブリッド)、品質管理計画、リードタイム促進要因、見積もり経済性など、1~500個の部品注文の成否を左右する傾向にあるものに焦点を当てています。.
小ロットCNC加工が意味するもの(そしてそれが適合するかどうか)
小ロットCNC加工 とは、金型や専用工具を使用せずに、CNCフライス加工、CNC旋盤加工、その他のCNC機械加工プロセスを使用して、小ロット(一般的には、プロトタイプから初期生産までの少量生産)を生産することを指します。このアプローチは、大量生産の効率よりも、設計の柔軟性、精度、公差制御が重視されるオンデマンド加工、短納期CNC加工、小ロット生産に広く用いられている。のガイダンスによると NIST そして アメリカ機械学会, 少量生産とプロトタイプ生産は、一般的に、固定された数量のしきい値ではなく、セットアップの経済性、反復頻度、生産意図によって、フルスケール生産と区別される。.
スモールバッチとプロトタイプとプロダクションの違いは何ですか?
“「スモールバッチ」とは、1つの固定された数字を持つ標準的な用語ではない。実際には、セットアップとプログラミングの労力を十分なユニットに分散させることで、柔軟性を高く保ちつつ、単価をリーズナブルにできるポイントによって定義されるのが普通である。.
一般的な分解方法は、意思決定リスクと経済行動である:
| ティア | 典型的な数量帯 | 実際にどのように振る舞うか | 通常、コストとリスクを支配するもの |
|---|---|---|---|
| プロトタイプ | 1-10 | 学習サイクルが速い。 | プログラミング+セットアップの労力、手戻りのリスク |
| 少量生産 | 10-50 | デザインは安定している | 1台あたりのセットアップ時間が短縮、検査計画がより重要に |
| 小ロット生産 | 50-500 | 市場テストと初期生産に使用 | ワークホールディング戦略、プロセスの安定性、在庫の決定 |
業界指向のガイダンスでは、市場テストや初期の需要検証に有用な帯域として50-500ユニットを挙げることが多い。.
CNCの最小発注量(MOQ)?小ロットのCNC加工の場合、MOQは機械の限界よりもサプライヤーのワークフローによって決定されることが多い。多くのCNC加工サービスのワークフローは、専用の金型ではなく、デジタル(CAM+セットアップ)の「ツーリング」であるため、1桁の数量を含む非常に低いMOQをサポートすることができます。これは、「金型」が専用の金型ではなく、デジタル(CAM+セットアップ)であるためである。.
最適なシナリオ:カスタム部品のオンデマンドCNC製造、少量生産、市場テスト(ベンチマーク50~500ユニット)
小ロットCNC加工は、部品の価値が十分に高く、機械加工が許容でき、設計の柔軟性が可能な限り低い単価よりも重要な場合に、最も適合する傾向がある。.
一般的なベストフィットシナリオには以下のようなものがある:
- 形状や材質が鋳造や成形に適していない、あるいは設計変更が予想されるカスタム部品のオンデマンドCNC製造。.
- 少量生産で、数十個から数百個のユニットに一貫した部品が必要だが、大量の在庫を抱えたくない場合。.
- 市場テストと段階的立ち上げは、しばしば50~500台の範囲で議論され、金型にコミットする前に、需要、パッケージング、組み立て、現場での性能を検証したい。.
重要なのは、小ロットで情報を仕入れることができるという点だ。フィット感、磨耗、組み立てのばらつき、顧客の使用方法などを、生産に近い部品を使って学びますが、金型に縛られることはありません。.
小ロットの場合 違う 理想的:幾何学的形状、公差、または単位あたりの経済性により、他のプロセスを選択する。
小ロットCNC加工は万能ではない。形状、公差/検査負担、経済性という3つの制約のいずれかが支配的な場合、適合性が悪くなる。.
- 形状の競合(加工性の限界) CNC加工では、ツールアクセスが必要です。フィーチャーが切削工具で到達できない(または脆弱な工具でしか到達できない)場合、その部品は多くのセットアップ、特殊工具、またはEDMのようなプロセスを必要とする可能性があります。これでは、“単純な ”小ロットのスピードとコストの利点が消えてしまいます。.
赤信号には以下のようなものがある:
- 工具を細長くしなければならないような、深く狭いポケット(びびりや表面品質の低下を招く危険性がある)
- アクセスなしでアンダーカットが必要な内部形状
- 薄肉で切断時に動くため、バッチ全体での再現性が難しい。
- 公差と検証の負担 CNC加工では厳しい公差が可能ですが、実現可能性は “機械がそれを保持できるか ”以上のものです。安定した治具、管理されたデータム戦略、要件を証明できる検査も必要です。小ロットの場合、検査工数は直線的に減少しないため、総工数に占める割合が大きくなる可能性があります。.
もし図面が、明確な機能なしに、多くのフィーチャーについて厳しい公差を要求している場合、付加価値のない検査やスクラップのリスクを支払うことになるかもしれない。.
- 部品が単純で、大量生産で需要が安定している場合、金型ベースの方法が勝つ可能性がある。ある時点で、機械加工による部品ごとのサイクルタイムと材料の無駄が、金型や工具の一時的なコストを上回ることがあります。移行点は部品によって異なる。それは、形状、材料、要求される仕上げ、成形/鋳造後も部品のどれだけを加工しなければならないかによって異なります。.
現実的なトレードオフの枠組みとは
- 設計変更がありそうなら、CNCを長く使う。.
- 形状が安定し、需要が予測できるのであれば、早めにツーリングを検討する。.
- 各パーツを個別にカスタマイズする必要がある場合、CNC(またはCNC+アディティブ)は、カウント数が多くなっても適切であり続ける。.
図:小ロットCNCと他の選択肢を選択するための決定フローチャート
意思決定のフレームワーク:どのような場合に小ロットCNC加工を選択するか?
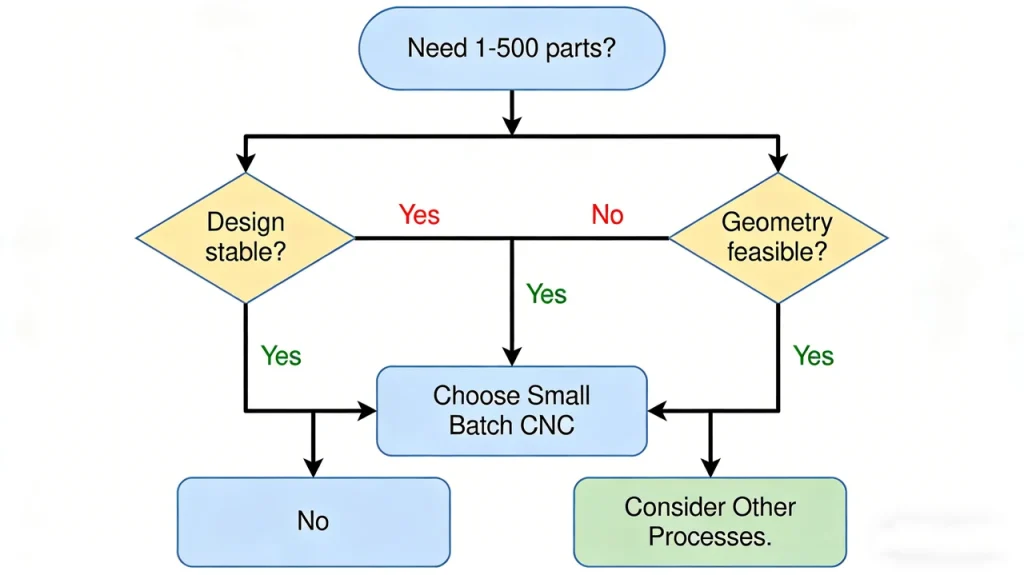
小ロットのCNC加工がお客様のプロジェクトに適しているかどうかを判断するには、次の順序で評価してください:
- 部品の必要性と素材
- 質問機能テストや初期使用のために、生産に近い材料(アルミニウム、ステンレス鋼、エンジニアリングプラスチックなど)で作られた1~500個の部品が必要ですか?
- Noの場合:ビジュアルモデルや初期コンセプトの場合、この段階では、より高速で低コストのCNCプロトタイピングまたは積層造形(3Dプリント)を検討する。.
- はい」の場合:次の質問に進む。.
- デザインの安定性
- 質問です:デザインは今も頻繁に変更されているのですか?
- Yesの場合:小ロットのCNC加工は理想的です。ハードツーリングのコストやリードタイムをかけずに、迅速な設計の繰り返しが可能です。部品の複雑性が非常に高い場合は、ハイブリッド(CNC+アディティブ)アプローチが最適な場合があります。.
- いいえ」の場合:次の質問に進む。.
- 幾何学的な実現可能性(加工性)
- 質問です:道具のリーチと最小限のセットアップ回数で、ほとんどの機能にアクセスできますか?
- Noの場合:深く狭いポケット、内部のアンダーカット、壊れやすい薄い壁などの特徴が問題となる可能性がある。検討する:
- 製造性向上のための再設計。.
- 5軸CNC加工でセットアップを軽減。.
- ハイブリッド製造、またはEDMのような他のプロセス。.
- はい」の場合:次の質問に進む。.
- 需要予測と規模
- 質問将来の需要は安定しており、当面は500パーツの範囲を超えそうですか?
- はい」の場合:損益分岐点分析を実施し、比較する:
- 金型ベースの方法(射出成形など):初期費用が高く、リードタイムが長いが、量産時の部品単価は非常に低い。.
- CNC加工の継続:特に、二次加工が必要な場合や、軽微な設計変更が可能な場合は、総所有コストを評価する。.
- いいえ」の場合:小ロットCNCは依然として柔軟でリスクの低い選択肢である。最後の質問に進む。.
- 品質とコストの調整
- 質問指定された公差と検査要件は、QC予算とタイムラインに合っていますか?
- Noの場合:重要でないフィーチャーの公差が厳しいと、コストとリードタイムが大幅に増加する可能性があります。考慮してください:
- 公差を単純化し、機能上重要な特徴のみに焦点を当てる。.
- 組み立てと検査に合わせたデータムスキームの最適化。.
- 全体的なプロセスの選択を再評価する。.
- Yesの場合:小ロットCNC加工の有力な候補者をお持ちです。ご安心ください。.
重要なポイントこのフレームワークは、設計の柔軟性、コスト、リスク、生産準備のバランスをとるのに役立ちます。ほとんどの質問に「はい」と答えた場合、小ロットCNC加工は、プロトタイプから市場検証までのギャップを埋める強力な戦略です。.
小ロットCNC加工の主な利点
航空宇宙のプロトタイピングから自動車部品のテストに至るまで、小ロットCNC加工は、最小単価のためではなく、少量生産におけるリスクコントロールと生産効率のために使用されています。CNCマシニングが提供する柔軟性により、CNCマシニングは業界を超えた汎用性の高いソリューションとなっています。.
高度なCNCマシンと実績のある加工技術を使用することで、従来の製造方法に伴う金型投資、過剰在庫、長いリードタイムを回避しながら、高品質の精密部品を少量生産することができます。.
金型レス、CADから部品へのイテレーションで金型/金型コストを削減
中核となるビジネスケースは、金型レス製造である。CNCの場合、“ツール ”とは、プログラム、セットアップ、切削工具のことで、これらのツールはジョブ間で再利用できる。これにより
- 3D図面(CAD)からCAM、機械加工へのダイレクトなジャンプ
- 専用金型を廃棄することなく設計変更が可能
- 長い金型リードタイムをかけることなく、実際の材料(金属、ステンレス鋼、エンジニアリングプラスチック)で早期製造が可能。
これは、インターフェイスの変更、エンクロージャの調整、後期の部品交換、サプライヤー主導の再設計など、要件がまだ動いている場合に重要である。.

反復サイクルの高速化:プロトタイプCNC加工で開発を「数週間」短縮する方法“
小ロットのワークフローを対象とした情報源は、主に金型のリードタイムをなくし、設計変更後に素早く再カットを可能にすることで、プロトタイプのCNC加工が開発サイクルを数週間短縮できると主張することが多い。.
この主張の有用な扱い方は、保証ではなく、計画を促すものである。.
- なぜそうなるのか:金型製作の順番待ちを避け、最初の製品を素早く製作し、CADを修正して再度切削することができます。.
- そうならない理由部品が複数のセットアップ、複雑なワークホールディング、特別な検査、または独自のキューを持つ仕上げを必要とする場合、カレンダーはまだ伸びる可能性があります。.
金型製作に数週間かかることがあり、CNCではその必要はないという意味では、「数週間」というのはもっともである。しかし、プログラミング、セットアップ、初品承認、検査、外部仕上げ工程など、独自のクリティカル・パスをモデル化する必要があります。.
品質に妥協しないカスタマイズ:少量生産のCNC加工における再現性
カスタマイズは、チームが小ロットのCNC加工を使用する主な理由である。現実的な問題は、カスタマイズによって品質が低下するかどうかである。CNC加工では、カスタマイズが “手作り ”を意味する必要はない。少量生産のCNC加工では、繰り返し精度が高くなります:
- 同じCAM戦略をバッチ全体で再利用できる。
- 生産中のオフセットと工具摩耗を追跡可能
- 工程内検査は、不良部品を多く作る前にドリフトを発見できる
通常、小ロットの品質問題を引き起こすのは、小ロットのサイズそのものではない。頻繁な段取り替え、不明確なデータム戦略、デリケートなセットアップを必要とする設計などによって生じるばらつきである。段取り替えを減らし、検査目標を明確にすれば、小ロットは安定したものになる。.
図表:在庫ベースとオンデマンド生産モデルの比較
小ロットのCNC機械加工は、オンデマンド・モデルと組み合わされることが多い。“念のため ”に在庫を作るのではなく、必要なものを必要な時に注文するのだ。在庫を "念のため "作るのではなく、必要な時に必要なものを注文するのです。その代わり、単価は高くなりますが、間違った在庫のコストを削減できます。.
| ファクター | 在庫ベース・モデル | オンデマンド小ロットCNCモデル |
|---|---|---|
| キャッシュ・タイアップ | より高く - 資本は棚に置かれた部品に閉じ込められている。. | より低い - その都度支払い、実際の使用に近いパーツを購入する。. |
| 陳腐化リスク | より高く - デザインが変われば、在庫部品が無価値になる可能性がある。. | より低い - 各バッチは小さいので、修正が発生した場合の損失を最小限に抑えることができる。. |
| 敏捷性 | 下位 - 既存の在庫によって、特定のデザイン・バージョンに縛られる。. | より高く - 各注文は、最新のCAD改訂と製品改良を反映することができます。. |
| サプライチェーン・ショック | バッファリングが可能 - 手持ちの在庫は、供給の途絶を一時的に吸収することができる。. | キャパシティ・アクセスに依存 - 機械工場の稼働率と原材料の供給量にリアルタイムで依存する。. |
| エンジニアリングの変更 | 困難 - 既存の在庫を使用するか廃棄しなければならないため、変更にはコストと時間がかかる。. | より簡単に - 修正は、最小限のペナルティで次の生産バッチに実装することができます。. |
スモールバッチCNCプロセス:効率的に部品を生産する方法
少量生産 CNC加工プロセス は、CADから部品へのダイレクトなワークフローに従います。ラピッドプロトタイプであれ、パイロットランであれ、加工には慎重なプランニングが必要です。このプロセスは、セットアップ戦略と品質管理が成功を左右する少量生産に最適化されています。.
このプロセスは、段取り戦略、加工時間、品質管理が各生産工程の成功を決定する少量生産CNC加工サービス向けに最適化されています。.

少量生産のためのDFM分析:少ないセットアップ、より少ないスクラップ、よりスムーズな反復のための設計
小ロット加工のDFM(製造可能性のための設計)とは、「10万個で安くする」ことよりも、「少ない段取りで安定させる」ことである。セットアップが増えるたびに、アライメントが崩れ、スクラップが発生する可能性がある。.
小ロットのための実用的なDFMチェックリスト:
| DFMターゲット | デザインに求めるもの | 小ロットで重要な理由 |
|---|---|---|
| セットアップの最小化 | より少ない方向からアクセス可能な機能 | セットアップのたびに時間とアライメント・リスクが発生する |
| クリアデータ | アセンブリに関連付けられた機能データムスキーム | 何が重要かについての議論を減らす |
| ツールアクセス | 長い工具を使うような、深く狭い場所は避ける。 | 長い工具は安定性を低下させ、スクラップのリスクを高める |
| 適度な薄さ | 加工中にたわむ壁を避ける | フレックスは部品間のサイズドリフトを引き起こす |
| 寛容の焦点 | 機能上必要な部分のみの厳しい公差 | 検査の手間は少量生産コストを支配する可能性がある |
| 一般的な半径/面取り | 可能であれば、一貫したエッジ処理を使用する | ツールの変更とプログラミングの複雑さを軽減 |
| 株式戦略 | 過剰な除去を減らすストックサイズを選ぶ | 無駄を省き、加工時間を短縮 |
もしあなたが反復しているのであれば、DFMは変更を “ローカル ”にすることでもある。異なるデータムや新しいセットアップを強いる小さな変更は、プログラミング、治具、検査計画に波及する可能性がある。.
ワークフローのステップRFQ → CAM → セットアップ → 初品 → 工程内検査 → 仕上げ → 出荷
以下は、小ロット生産における加工工程フローのハイレベル図である。正確なステップは工場によって異なるが、意思決定ゲートは一貫している。.
- RFQとプロジェクト・キックオフ
- 何が起こるかお客様は、3D CADモデル、2D図面(公差と重要な特徴を含む)、数量、材料仕様、仕上げ要件を含む完全な見積依頼(RFQ)パッケージを提出します。.
- なぜ重要なのか明確で完全なRFQは基礎である。ここがあいまいだと、思い込みや見積もりの修正、後々の遅れにつながる可能性がある。.
- 成功の鍵図面のデータム構造を明確にし、重要な寸法とそうでない寸法を区別すること。.
- CAMプログラミング&プランニング
- 何が起こるか機械工場のエンジニアは、CADファイルを使用してCAM(コンピューター支援製造)プログラムを作成します。これには、ツールパスの定義、切削工具の選択、加工順序の計画、ワーク保持(固定)戦略の設計が含まれます。.
- なぜ重要なのかこのデジタルプランニングの段階で、加工効率、精度、部品の固定方法が決まります。複雑な部品の場合、衝突を防ぐためにシミュレーションを使用することもあります。.
- 成功の鍵優れたCAM戦略は、スピードと安定性のバランスをとり、セットアップと工具交換を最小限に抑え、コストとアライメント・リスクを低減する。.
- マシンのセットアップと最初の記事の実行
- 何が起こるか:工場では、オペレーターが計画した治具を取り付け、必要な工具をCNCマシンにセットし、ワークオフセット(在庫の位置をマシンに指示する)を設定し、プログラムを実行して第1品目(バッチの最初の完成品)を生産する。.
- なぜそれが重要なのか:セットアップは、重要でスキルに依存する段階です。適切な固定具が部品の移動を防ぎ、再現性を保証します。最初の成形品は、計画全体の物理的な証明となります。.
- 成功の鍵綿密なセットアップと初回成形時の工程内検証により、フルバッチを作る前にエラーを発見する。.
- 第一条検査(FAI)
- 何が起こるか通常、CMM、ノギス、マイクロメーターなどの精密測定機器を使用して、最初の製品を徹底的に検査します。測定値は図面と比較され、すべての重要な特徴と公差が満たされていることが確認されます。.
- なぜそれが重要なのか:FAIは主要な品質ゲートである。CAMプログラム、セットアップ、機械が仕様通りに部品を生産していることを検証します。生産ランを継続する前に承認が必要です。.
- 成功の鍵CTQ(クリティカル・トゥ・クオリティー)の寸法に検査の労力を集中させる。詳細なFAIレポートは、トレーサビリティと信頼性を提供します。.
- 工程内検査
- 何が起こるか:FAIが承認されると、全バッチが加工される。工程内検査は、工具の摩耗、機械のドリフト、その他品質に影響する可能性のあるばらつきを監視するために、間隔をあけて(例えば10個目ごと)実施される。.
- 重要な理由これにより、バッチ全体の一貫性が確保され、不適合部品につながる前に傾向をキャッチし、不良部品のバッチを受け取らないようにすることができます。.
- 成功の鍵明確なサンプリング計画とクイックチェック機能により、生産を停止することなく効率的なモニタリングが可能。.
- 仕上げと最終段階
- 何が起こるか:機械加工後、部品はバリ取り(鋭利なエッジの除去)と指定された表面処理(アルマイト、メッキ、粉体塗装など)を受けます。梱包前に最終検査が行われ、仕上げの品質と、後処理中に損傷がなかったことが確認されます。.
- なぜ重要なのか仕上げは部品の機能、外観、耐久性を向上させます。最終検査は、部品が出荷される前の最後の防衛ラインです。.
- 成功の鍵:外部仕上げサービスの追加リードタイムを考慮する。輸送中の破損を防ぐ、明確な梱包仕様。.
驚きを少なくしたいなら、「最初の記事」を本当の門として扱うことだ。小ロットの場合、たった一度の早期の修正で、ミスを200回繰り返すことを防ぐことができる。.
少量注文の品質管理:何を指定すべきか
小ロットのCNC加工における品質管理は、単純な理由で失敗することが多い。.
少量の注文の場合は、QCを機能にリンクした用語で指定する:
- 重要寸法(CTQ):はめあい、シーリング、アライメント、性能に影響する特徴を特定する。すべての寸法が「クリティカル」であれば、何もない。.
- データム:組立または試験条件に適合するデータムを定義する。データムとは、部品の測定や位置決めに使用される基準面のことです。.
- 検査方法:重要な機能について、どのレベルの検査が必要かを明記する。例えば、CTQについては文書化された測定値が必要であり、重要でない特徴についてはより軽くチェックすることができる。.
また、リビジョン管理についても明確にしておくこと。小ロットの問題の多くは加工ミスではなく、「リビジョン違い」のエラーです。.
小ロットCNC部品の納期は?
小ロットのCNC機械加工のリードタイムは、短い要因のリストによって左右される:
- プログラミングとセットアップの複雑さ(セットアップ回数、3軸と5軸、旋盤とフライス盤の比較)
- 材料の在庫状況(一般在庫と特注品)
- 検査要件(特に測定に時間がかかる場合、または特殊な装置が必要な場合)
- 仕上げのステップ(一部の仕上げはキュー時間を追加する)
- キャパシティとスケジューリング(マシンがどの程度埋まっているか)
シンプルなタイムラインビューはプランニングに役立つ。これは日数の約束ではなく、スケジュールを伸ばすことができるものの地図である:
フェーズ1:RFQとプランニング
- 代表的な業務見積もり確認、注文確認、材料調達、CAMプログラミング。.
- 時間変動性:大きく変動する。単純な部品:数時間。複雑な5軸部品:数日。材料の入手可能性が鍵。.
第2段階:セットアップと最初の記事
- 代表的な作業機械据付、工具ローディング、プログラムプルーフアウト、最初の部品加工。.
- 時間変動:セットアップの複雑さによる単純なバイスのセットアップは速いですが、複雑なカスタムフィクスチャーはかなりの時間を要します。.
第3段階:生産運転と工程内QC
- 代表的な活動バッチの加工。定期的な工程内品質チェック.
- 時間変動:数量に直接比例する。部品当たりのサイクルタイムが主な乗数である。検査は限界時間を加える。.
第4段階:仕上げと出荷
- 代表的な業務バリ取り、表面処理(アルマイト処理)、最終検査、梱包・出荷。.
- 時間の変動:外部仕上げが必要な場合、最も予測不可能。簡単なバリ取りと梱包が早い。.
スピードが必要なら、最も確実なテコは “ショップを急がせる ”ことではない。安定したCAD、明確な公差、明確なデータム、そして明確な検査計画だ。.
加工パートナーの選択3軸、5軸、旋盤加工とハイブリッド
機械の選択は、公差、費用対効果、部品の複雑さに直接影響するため、小ロット加工では適切なCNC加工方法を選択することが重要です。.
パーツの形状や生産量によっては、3軸、5軸CNC加工、CNC旋盤加工、またはハイブリッド加工が、より優れた安定性、より少ないセットアップ、小ロットの効率的な加工を提供する場合があります。.
小ロットの3軸CNCフライス加工:最もシンプルで最速の道
3軸CNCフライス加工は、部品が限られた側面から加工でき、フィーチャーが複雑な角度のアクセスを必要としない場合、多くの場合、最も単純な方法です。.
3軸は以下のような場合に適合する傾向がある:
- ほとんどの機能はトップから到達可能(プラス1、2フリップ)
- データム面の位置決めとクランプが容易
- ブラケット、プレート、ハウジングなどの部品は、高い輪郭ではなく、角柱状である。
- 部品を変形させることなく確実に保持できる
小ロットの場合、3軸は、プログラミングとセットアップのアプローチが広く理解されており、控えめな治具で安定した加工ができるため、魅力的である。リスクは、複雑な部品は多くのセットアップを必要とする可能性があり、セットアップ回数はスクラップとスケジュール増大の一般的な要因である。.
複雑パーツの5軸CNC加工:段取り回数が減り、スクラップの可能性が減少(採用率上昇) - 比較表
トレンドレポートでは、1回のクランピングでより多くの面を加工できるため、段取り回数を減らすことができるため、小ロットを含め、5軸CNC加工の採用が増加していると指摘しています。小ロットの場合、段取り回数が減れば、エラーの積み重ねの機会も減ります。.
実現可能性の議論のための比較:
| ファクター | 3軸フライス加工 | 5軸加工 |
|---|---|---|
| セットアップ回数 | 多面部品ではより高くなる可能性がある | 1回のセットアップでより多くの顔に接触できるため、多くの場合、より低くなる |
| アライメント・リスク | 再クランプの回数が多いほど高くなる | 少ないクランプ数でフィーチャーを加工する場合、より低くなる |
| プログラミングの労力 | よりシンプルであることが多い | 特にコリジョン(衝突)コントロールの場合、高くなることが多い。 |
| ベストフィット | プリズム部品、限られた角度の特徴 | 複雑な部品、多面形状、困難なアクセス |
| スクラップドライバー | クランプのミスアライメント、データムの不整合 | プログラミング/セットアップエラーはより複雑になる可能性があるが、セットアップ回数を減らすことで再クランプのスクラップを減らすことができる。 |
重要なのは、5軸が “より良い ”ということではない。特に、3軸の計画では数回のセットアップと慎重な再データ化が必要になる場合、5軸の方が特定の形状に対してより安定した加工ができるということです。.
少量生産のCNC加工において、5軸の価値はいつあるのか?
5軸は、少量生産において、有意義なリスクや時間を取り除くことができる場合、検討する価値があることが多い。このような場合、損益分岐点方式で質問するのが効果的です:
- 3軸プランには何回のセットアップが必要ですか?データムをヒットさせるために何度も反転や再表示が必要な場合、5軸は累積アライメント誤差を減らすことができます。.
- 機能的に重要な角度のついた特徴はありますか?もし、角度のついた形状がシーリング、アライメント、フローを促進するのであれば、セットアップの回数を減らすことで、小ロットでの再現性を向上させることができます。.
- スクラップは高価ですか?材料が高価であったり、リードタイムがタイトであったりする場合、再クランプのミスの可能性を減らすことは、余分なプログラミング時間よりも重要である。.
- 段取り替えが少ない方が検査が簡単?1つの主要なデータムスキームで加工された部品は、測定や説明が簡単になります。.
この決断を下すのに正確な価格の数字は必要ない。時間とリスクがどこにあるかをマッピングする必要がある:セットアップ、アクセス、検証。.
ハイブリッド製造(CNC+アディティブ):複雑性の実現、無駄の削減、プロトタイピングの加速(トレードオフ)
ハイブリッド製造は、積層造形(ニアネットシェイプや複雑なフィーチャーを作成する)とCNC機械加工(制御された表面や重要な寸法を達成する)を組み合わせたものである。トレンド情報源は、ハイブリッドアプローチは、複雑性が高い小ロット生産に有用であると述べている。.
ハイブリッドがお手伝いできること
- 複雑な内部形状で、純粋な加工ではツールアクセスに問題がある場合
- 最終形状に近い部分から加工を開始し、必要な部分のみを加工することで、材料の無駄を削減。
- アディティブで新しいプリフォームを素早く製造し、その後に機能的な表面を機械加工することで、より迅速な反復が可能になる。
トレードオフの計画
- それでもデータム戦略が必要です。加法部品にはばらつきがあり、加工中に正しく参照する必要があります。.
- 表面状態が変化する可能性があるため、加工許容量を計画する必要がある。.
- 検査計画は、製造時と機械加工時の両方のフィーチャーがあるため、難しくなる可能性がある。.
部品が複雑すぎて効率的な機械加工ができないが、それでもインターフェイスの加工精度が必要な場合、ハイブリッドはしばしば「設計の逃げ道」となる。.
自動化、ロボティクス、小ロット向け「スマート」CNC(2025年以降のトレンド)
小ロットCNC機械加工が、少量生産と小ロットCNC機械加工のための従来の製造方法に取って代わり続けているため、自動化とスマートCNC技術は、重要なイネーブラーになりつつある。最新のオンデマンド加工環境では、大量生産が目標ではなく、生産効率の向上、セットアップのばらつきの低減、高度なCNC機械を使用した小ロットでの高品質加工部品の確保が目標です。.
オートメーションとロボティクスの統合:消灯運転、ダウンタイムの削減、一貫した品質(トレンド合成)
業界動向の報道では、少量生産をサポートするための自動化とロボット統合が強調されている。小ロットの場合、実用的な利益は通常、以下からもたらされる:
- より一貫したハンドリング(オペレーターやシフトによるばらつきの低減)
- 非切断時間の短縮(積み下ろし、単純な反復作業)
- より予測可能なサイクル完了(ラン開始後の中断が少ない)
その制約とは、自動化にはやはり安定した入力が必要だということである。つまり、安定した在庫、明確なワーク保持、工具の摩耗やわずかなばらつきから回復できるプロセスなどである。頻繁な設計変更を伴う少量生産では、自動化計画は柔軟でなければならない。.
小ロット用CNC旋盤:サブスピンドル、バーフィーダー、円筒部品用ターンミル機能(アプリケーションガイド)
円筒形部品の場合、, CNC旋盤加工 センターが自然に適合することが多い。トレンドレポートでは、サブスピンドル、バーフィーダー、ターンミル機能などの構成が、小ロット生産に役立つと強調されています。.
簡単な申し込みガイド
- ほとんどの部品が回転部品(シャフト、ピン、ブッシュ)である場合、旋盤加工は効率的に同心形状を作り出すことができる。.
- 部品にフライス加工されたフラット、クロスホール、または主要なフィーチャーが必要な場合、ターンミル機能は二次加工を減らすことができます。.
- 似たような部品が混在している場合、バー供給と一貫したハンドリングにより、ばらつきを抑え、小ロット生産をスピードアップすることができます。.
小ロットの場合、主な利点はハンドオフが少ないことである。ハンドオフのたびに、リビジョンが混ざったり、表面に傷がついたり、トレーサビリティが失われたりする可能性がある。.
小ロットシミュレーションのためのデジタルツイン:切断前の工程計画の検証(リスク低減ワークフロー)
トレンドソースは、シミュレーションのためのデジタルツインについても論じている。機械加工の用語では、これは通常、金属を切削する前に、ツールパス、機械の動き、時にはワークホールディングの相互作用をシミュレートすることを意味します。.
小ロットの場合、シミュレーションは主にリスク低減のためのツールとなる:
- 衝突やリーチの問題を早期に発見
- セットアッププランが必要なすべての面にアクセスできることを検証する
- 最初の記事が回避可能な理由で失敗する可能性を減らす
この値は、複雑さが増すにつれて高くなります。部品が単純な3軸ブラケットであれば、シミュレーションはほとんど役に立たないかもしれません。しかし、部品が多面的なアクセスや厳しいデータム関係を必要とする場合は、シミュレーションによって高価なミスを防ぐことができます。.
AI主導の品質管理:AIが役立つ部分(検査、異常検知)と手作業のままの部分(制約条件)
AIを活用した品質管理は、異常検知や自動検査支援に関連して語られることが多い。小ロットの場合、繰り返し検査の負荷を軽減したり、ドリフトを早期に発見したりするのに役立つ。.
役に立ちそうなところ
- 工具の摩耗やプロセスのドリフトを示唆する測定パターンの特定
- シフト間で一貫した検査ワークフローをサポート
- より深く検討するための部品の分類やフラグ付け
マニュアルやエンジニアリング主導のままになっているもの:
- 何が重要か(CTQs)を定義し、それがどのように機能に結びつくか
- データムの決定と検査戦略
- エッジケース、外観上の問題、あいまいな図面意図への対応
小バッチのQCは依然として人間の判断に依存しているが、それは小バッチにはしばしば変化が含まれるからである。変更は、ルールベースの自動化が苦手とするところである。.
コスト、価格設定モデル、注文の経済学(実際に見積もりを動かしているもの)
それは、セットアップの労力、工具戦略、検査の負担、手戻りのリスクを反映したものです。CNCマシニングのコストが短納期や少量生産でどのように変化するかを理解することは、CNCマシニングが金型、鋳造、大量生産に代わるコスト効率の良い選択肢であるかどうかを評価するのに役立ちます。.
小ロットCNC加工のコスト構造:セットアップ、プログラミング/CAM、機械加工時間、材料、検査、仕上げ
以下は、通常何が小ロットCNC加工の経済性を左右するかを示すコスト内訳である。正確な構成は部品によって異なりますが、カテゴリーは一貫しています。.
| コスト要素 | 内容 | 小ロットの方が重要な理由 |
|---|---|---|
| プログラミング / CAM | ツールパス作成、セットアッププラン、ドキュメンテーション | 多くの場合、固定的な労力を数カ所に分散させなければならない。 |
| セットアップ | ワークホールディング、ツールローディング、オフセット、プルービングアウト | 数量が少ない場合、セットアップが優位になることがある |
| マシンタイム | 切断時間と切断以外の動作 | 量に比例し、複雑さにも比例する |
| 素材 | 在庫、廃棄物、特殊材料の調達 | 在庫がネットシェイプから離れている場合、無駄が多くなる可能性がある。 |
| 検査 | 初品検査、工程内検査、報告 | 少量でも大きな効果が期待できる |
| 仕上げ | バリ取り、表面処理、マーキング | 待ち時間とハンドリング・リスクが増加する可能性がある |
| スクラップ/リワーク・リスク | 再メーク、追加検査、スケジュール・スリップ | 段取り、薄肉、厳しい公差、不明確な図面に振り回される |
小ロットCNCの利点は?費用対効果は高いのでしょうか?コストの高いミスを防ぐことができれば、それは可能です。少量生産では、費用対効果とは、しばしば間違った在庫を避けること、早すぎる金型/工具の支出を避けること、大きなコミットメント後の再設計を避けることを意味する。需要が安定しており、形状が単純であれば、他の工程が単価でCNCに勝ることもある。.
小ロットCNCは成形や鋳造より安いか?(金型と部品ごとのトレードオフフレームワーク)
CNCマシニングと成形や鋳造を比較するのは、主にあなたがどこにお金を払いたいかという問題だ:
- 金型ベースの方法:初期金型コストは高いが、稼働後の部品当たりのコストは低いことが多く、部品当たりのサイクルタイムは速い。.
- 小ロットのCNC:専用工具のコストが低いか、または全くかからない。部品あたりの加工時間が長く、設計変更時の柔軟性が高い。.
実用的なトレードオフの枠組み
- 設計変更が予想される場合、CNCは変更に対するペナルティを軽減する。.
- 形状が安定し、数量が増えれば、工具ベースの方法は単位経済性で勝てる。.
- 成形/鋳造後に二次加工が必要な部品(重要な界面)であれば、その差は縮まる。.
CNCから射出成形に移行するタイミングは?(1)設計が安定していること、(2)小ロット以上の需要が予測できること、(3)成形品が限られた二次加工で主要な要件を満たせること。これらがなければ、単価が高くてもCNCの方が安全な選択であることに変わりはない。.
数量効果と “スイートスポット”:50~500台の市場テスト・ガイダンスを利用する(そしていつプロセスを再考すべきか)
出来高は予測可能な方法で経済を変化させる:
- 1個から10個にすることで、プログラミングやセットアップをより多くのユニットに分散できるため、単価が下がることが多い。.
- 10個から50個にすることで、工程調整とより安定したワーク保持が可能になることが多い。.
- 部品点数を50点から500点に増やすことは、市場テストや初期展開において実用的な帯域となりうる。.
しかし、ボリュームは弱点を露呈することもある。壊れやすいセットアップで5個の部品を作れば、“それで済む ”かもしれない。それが200個になると、同じセットアップが流れたり、スクラップが増えたりする。.
そのプロセスを再考する必要がある:
- 何百台ものユニットを安定させるには、セットアップの回数が多すぎる。
- 図面が公差をオーバーしているため、検査時間が予想以上に長くなる。
- ストック形態が非効率的であるため、材料の無駄が多い。
- 需要が安定し、金型のリードタイムが許容できるようになる。
ベンチマークの注意点:どの統計がシングルソースなのか(例えば、「25%の時間短縮」)、また、どのように自店/自部品について検証するのか。
この分野で公表されている数字の多くは、単一ソースのベンチマークである。トレンドスタイルの報道でよく引用される2つの例がある:
- ターニングセンタの機能と自動化を使用した小ロットシャフトアプリケーションにおける25%の加工時間短縮が報告されている。.
- プロトタイプのCNC加工では、金型を使用しないため、開発を数週間短縮できると主張。.
これらは、適切な状況では現実的かもしれないが、普遍的な定数ではない。あなたの部品について検証するには、類似の形状と工程計画に結びついた証拠を求めることである:
- 同じ素材ファミリーとストック戦略
- 同様の許容範囲と検査負担
- 同様の段取り回数とワーク保持アプローチ
- 同様の仕上げステップ
ベンチマークにそのような指定がない場合は、方向性のみとして扱う。.
小ロット生産におけるアウトソーシングとインハウスの比較(決定マトリックス)
小ロットのCNC機械加工を外注するか内製化するかは、スピード、学習、リスクに影響する。多くのチームは、5軸CNCや多軸加工のような高度な設備にアクセスするためにCNC加工サービスプロバイダーに頼る一方、迅速な反復やカスタムパーツの開発のために社内管理を優先するチームもある。.
アウトソーシングのメリット:クラウドベースのキャパシティ、在庫リスクの軽減、少量注文の拡張性(オンデマンドモデル)
小ロット加工のアウトソーシングは、次のような場合に選択されることが多い:
- 機械を購入したり雇用したりすることなく、キャパシティが必要な場合
- 在庫を増やさないために、オンデマンド注文をお望みの場合
- 変動する需要や不確実なスケジュールを抱えている
- 社内で実行していないプロセス(多軸、特定の材料、特定の検査機能)へのアクセスが必要。
運用面での主な利点は、柔軟な生産能力へのアクセスである。エンジニアリングの主な利点は、社内のフットプリントを変更することなく、数個の部品から数百個の部品に拡張できることです。.
社内での利点:反復のスピード、IPコントロール、治具の再利用、学習曲線(トレードオフ・リスト)
社内機械加工が勝利するのは次のような場合だ:
- 毎日反復作業を行い、即座にフィードバックを必要としている。
- IPやデリケートなジオメトリをより厳密に管理したい場合
- 製品バリアント間でフィクスチャーとセットアップの再利用を計画している。
- 本番で重要なプロセス知識を身につけたい。
隠れた価値とは学習である。社内で部品を切削する場合、どの公差が難しいか、どのデータムが安定しているか、どの特徴がスクラップを生むかを学ぶことができる。その学習は、たとえ最初のロットが安くないとしても、コストとリスクを削減することができる。.
表:外注と内製のスコアリング・マトリックス(コスト、スピード、複雑さ、QAの必要性、認証の必要性、反復の頻度)
シンプルなスコアリング・マトリックスは、利害関係者の調整を助ける。各要因の重要度を「低/中/高」で採点し、どの経路がより適しているかを比較することができる。.
| 決定要因 | アウトソーシングは以下のような場合に適している。 | インハウスは... |
|---|---|---|
| コスト管理 | 資本支出を避け、コストを変動させたい | 機械はそのまま利用でき、治具も再利用できる |
| スピード | リードタイムは許容範囲内であり、スケジュールは予測可能である。 | 即日または迅速な反復サイクルが必要 |
| 複雑さ | 多軸または特殊な機能が必要 | 部品が実績のある工程枠内にある |
| QAニーズ | 外部QAシステムが文書化のニーズに対応 | 検査とトレーサビリティを直接管理したい |
| 認証の必要性 | サプライヤーは必要な認証を取得している | すでに要求される品質システムの下で運営されている |
| 反復回数 | デザインはほぼ安定している | デザインは頻繁に変更され、学習は継続的に行われる |
正確なCNCの見積もり(CAD、図面、公差、材料、仕上げ、数量、検査の必要性)のために何を送るべきですか?
正確な小ロットのCNC機械加工の見積もりでは、ほとんどのミスは仮定を強いる情報の欠落から生じます。RFQ前の実用的なチェックリスト
| 項目 | 何を含めるか | なぜそれが重要なのか |
|---|---|---|
| CADモデル | ネイティブまたはニュートラル・フォーマット | CAM戦略とセットアッププランの推進 |
| 2Dドローイング | 寸法、データム、注記 | 何を満たして検査しなければならないかを定める |
| 公差 | CTQを明確に示す | 厳しい公差が検査とスクラップのリスクを高める |
| 素材 | 必要に応じてグレード/仕様 | ツーリング、フィード/スピード、ソーシングに影響する |
| 終了 | 表面処理、バリ取り | プロセス・ステップとハンドリングの追加 |
| 数量 | 判明している場合は、予想される後続量を含める | フィクスチャー戦略とユニット経済性に影響 |
| 検査の必要性 | 何をどのように報告しなければならないか | 計測にかかる時間と文書化の手間を削減 |
| リビジョン管理 | リビジョン識別子と変更ノート | 誤った建築リスクを防ぐ |
ケーススタディ+実践的なテイクアウェイ(「良い」とはどのようなものか)
これらの事例の目的は、普遍的な数字を証明することではない。それは、“良い ”小ロット計画がどのようなものであるかを示すことである。すなわち、工程の選択は形状に合致し、自動化は繰り返し作業を減らすところに適用され、QCは暗示的なものではなく計画的なものである。.
ケーススタディ自動車・ロボット用精密シャフト - Ø30 mmシャフト、ターニングセンター自動化、25%の加工時間短縮を報告。これは、適切な加工パートナーと加工工程が、円筒部品の小ロット生産をいかに最適化できるかを示しています。.
背景ロボットアプリケーションでは、Ø30 mm前後の精密シャフトの小ロット生産が必要でした。部品は円筒状で旋盤加工に適しており、統合されたオペレーションが有益な特徴を備えていました。.
何が行われたか:この工程では、ハンドリングを減らし、工程を組み合わせるように構成されたCNC旋盤が使用された。副次的な作業を減らし、オペレーターに依存するばらつきを最小限に抑えることを目的とした、自動化とターンミルスタイルの機能などが報告されている。.
結果(シングルソース):25%の加工時間の短縮、精度の向上、エラーの減少が報告されている。.
なぜ実現可能性が重要なのか:これは、機械を形状に適合させる良い例である。部品ファミリーがほとんど回転で、オペレーションを1つの制御されたワークフローに保つことができれば、小ロットは安定した生産ランのように振る舞うことができます。注意すべき点は、25%の図は文脈に依存するということです。ご自身のシャフトの特徴、公差、検査の負担と照らし合わせて、検証してください。.
ケーススタディ製品開発ラピッドイテレーション - 金型レス、オンデマンドCNC+DFMで試行錯誤を減らし、開発を数週間短縮(シングルソース)【参考:学術的製品開発研究
背景ある開発チームは、要件がまだ動いている段階で、高い金型費用と長いサイクルに直面していた。需要がまだ実証されていなかったため、在庫リスクが高かった。.
何が行われたかこのチームは、3D図面による金型不要のオンデマンドCNC製造を採用し、DFM解析と組み合わせることで、段取りを減らし、回避可能なスクラップを防止した。パーツを切削し、テストし、CADを修正し、また切削する。.
成果(シングルソース):試行錯誤のコストを削減し、開発サイクルを数週間短縮した経験が報告されている。.
なぜ実現可能性が重要なのか:小ロットのCNC加工は、ツーリングによって設計が早すぎる場合、スケジュールツールになり得る。節約できる週数」の限界は、ボトルネックがどこにあるかによって異なります。仕上げ、検査、組み立てテストが真のボトルネックである場合、機械加工のスピードアップだけではカレンダーはあまり動かないかもしれません。.
ケーススタディOEMプロトタイピングの立ち上げ - 社内生産能力に制約がある場合の複雑な医療部品のオンデマンドCNC(能力および複雑さ重視) [参考:産業/医療製造レポート]。
背景あるOEMは、立ち上げ期に複雑な医療機器部品を必要としていたが、社内の生産能力とスケジュールにより、社内で生産できるものは限られていた。.
何が行われたかこのアプローチでは、複雑な部品の小~中ロットにオンデマンドCNCを使用し、社内の機械の稼働を待たずに進捗を維持することを目指した。.
成果プロトタイピングのスループットが向上し、従来の手法だけでは困難だった複雑な部品の製造が可能になります。.
実現可能性が重要な理由規制部品や高複雑度部品の場合、実現可能性のリスクは、多くの場合、形状だけでなく、生産能力や工程能力である。小ロットのアウトソーシングは、プログラムを動かし続けることができるが、それは、QCの期待値、データム、文書化の必要性が前もって明示されている場合に限られる。.
最終チェックリスト:仕様、製造可能性、機械/工程の適合性、QC計画、サプライヤーの準備(ダウンロード可能なチェックリスト)
以下は、社内文書にコピーできる「印刷用」チェックリストです。小ロットのCNC機械加工でよくある不意打ちの原因を減らすように構成されています。.
| エリア | チェック | 備考 |
|---|---|---|
| エリア | チェック | 備考 |
| 仕様 | CADと図面が一致。 | |
| 仕様 | CTQは特定され、重要でないディムは締め過ぎない。 | |
| 製造可能性 | セットアップ回数が最小限に抑えられ、ツールアクセスが現実的 | |
| 製造可能性 | 薄い壁、深いポケット、繊細な機能。 | |
| プロセス・フィット | 3軸対5軸対旋盤の選択は形状にマッチする | |
| プロセス・フィット | ムダと安定性を管理するために在庫戦略を定める | |
| QCプラン | 機械加工と検査のためのデータムの定義 | |
| QCプラン | 検査方法と報告の必要性を明記 | |
| サプライヤーの準備 | キャパシティとスケジューリングの前提が一致している | |
| サプライヤーの準備 | 仕上げ工程と待ち行列を考慮する |
エンディング(決定ロジック)
小ロットCNC加工は、1~500個の部品で生産に近い機能が必要だが、工具の固定化や在庫リスクを避けたい場合に適している。実現可能性は通常、段取り回数、工具アクセス、検査のためのデータムやCTQをどれだけ明確に定義するかによって決まります。再クランプを何度も余儀なくされる部品、手の届きにくい形状の部品、重要でない寸法の公差が厳しい部品は、コストとスクラップのリスクが急速に高まります。.
需要が安定し、十分に高くなり、設計が変更されなくなれば、CNCと金型ベースの方法を比較することが合理的になる。それまでは、少量ロットのCNCは、学習、50~500個の範囲での需要の検証、設計変更を管理可能な状態に保つための管理された方法として使用されることが多い。.
よくあるご質問
小ロットCNC加工は、CNCフライス加工やCNC旋盤加工(CNCドリル加工を含む)などの工程を使用して、1~500個の部品を生産します。大量生産に結びついた従来の加工方法とは異なり、カスタムストレージラック、プロトタイプ、最終使用部品のようなアプリケーションの加工に理想的なデジタルオンデマンドソリューションです。単発の試作から本格的な生産までのギャップを埋めることができます。.
CNC機械加工には厳格なMOQはありません。技術的な見地から、CNC機械加工サービスは、同じ機械加工プロセスを使用して、1つの部品または多数の部品を製造することができます。.
小ロットのCNC加工では、コストは主にプログラミング、セットアップ、検査によって左右される。これらの労力は、数量に比例して直線的に増加するわけではないため、非常に少量の注文では単価が高くなります。数量が増えるにつれて、セットアップコストはより多くの部品に分散され、小ロットCNC加工がより経済的になります。.
最小単価よりも柔軟性が重要な場合、少量生産CNC加工は費用対効果が高い。金型コストを回避し、在庫リスクを低減し、設計が変更される可能性のあるオンデマンド加工をサポートします。.
需要が不透明で、部品に精密さや複雑な形状が要求され、金属やエンジニアリング・プラスチックのような材料が必要な場合に、この方法が最も効果的である。需要が安定し、数量が増えれば、金型ベースのプロセスの方が部品単価が安くなることもある。.
小ロットのCNC加工で、深いポケットや薄い壁のような複雑な形状が必要な場合、コストが上昇する可能性があります。それを抑えるには、設計を単純化して段取りを減らし、現実的な公差を指定し、標準的な在庫サイズを選択します。DFM(製造可能設計)レビューのために機械加工パートナーと早期に協力することは、最も効果的なコスト削減のステップです。.
CNC機械加工から射出成形への移行は、設計が安定し、需要が予測でき、成形部品が重い二次加工なしで要件を満たせる場合に理にかなっている。.
頻繁な設計変更が予想される場合や、厳しい公差のために成形後にCNC加工が必要な場合、小ロットのCNC生産に留めた方がリスクと総コストを低く抑えられることが多い。.
放電加工(EDM)は、従来のCNCフライス加工や旋盤加工では、複雑な内部形状や鋭利な内部コーナー、非常に硬い素材などの特徴を加工できない場合に、小ロット生産で使用される特殊なプロセスです。放電加工は加工速度が遅いものの、複雑な金型や型、従来の切削工具が届かない部品には非常に有効です。.



