Z usług precyzyjnego szlifowania CNC zazwyczaj korzysta się wtedy, gdy obrabianego elementu nie da się doprowadzić do wymaganej tolerancji końcowej, jakości powierzchni, płaskości, okrągłości lub dokładności otworu wyłącznie za pomocą frezowania lub toczenia. Decyzja rzadko dotyczy tego, czy szlifowanie jest “lepszym” rozwiązaniem. Chodzi raczej o to, czy szlifowanie jest właściwym procesem końcowym dla konkretnego materiału, geometrii, stopnia twardości i wymagań kontrolnych.
Dla inżynierów i osób odpowiedzialnych za zakupy techniczne kluczowe pytania mają charakter praktyczny. Czy element można zamocować bez jego odkształcenia? Czy dostęp do punktów odniesienia jest wystarczający, by zapewnić precyzyjne ustawienie? Czy ściernica dotrze do danego elementu? Czy można kontrolować temperaturę? Czy tolerancja jest realistyczna, biorąc pod uwagę rozmiar elementu i materiał, z którego jest wykonany? Czy kontrola potwierdzi poprawność wyniku?
Podane wyniki testów wydajnościowych dla Szlifowanie CNC Wyniki mogą się różnić w zależności od sprzętu. Niektórzy dostawcy podają tolerancje szlifowania średnicy wewnętrznej (ID) i zewnętrznej (OD) na poziomie nawet ±0,00007″ lub ±0,002 mm. Inni podają możliwości rzędu ±0,0001″ lub 0,0002″. Liczby te należy traktować jako podane wartości orientacyjne, a nie jako uniwersalne gwarancje. Rzeczywiste wyniki zależą od maszyny, ściernicy, mocowania obrabianego elementu, materiału, geometrii, kontroli temperatury, wiedzy operatora na temat procesu oraz metody kontroli.
W niniejszym przewodniku wyjaśniono, jak oceniać usługi precyzyjnego szlifowania CNC z inżynierskiego punktu widzenia. Skupia się on na wykonalności, ograniczeniach technologicznych, ryzyku związanym z jakością, czynnikach wpływających na koszty oraz wymaganiach zawartych w zapytaniu ofertowym.
Czym są usługi precyzyjnego szlifowania CNC
Precyzyjne szlifowanie CNC to proces obróbki ściernej. W przeciwieństwie do cięcia przedmiotu obrabianego za pomocą określonej krawędzi narzędzia, takiej jak frez czołowy lub płytka tokarska, podczas szlifowania niewielkie ilości materiału są usuwane za pomocą ściernicy. Sterowanie CNC reguluje ruch ściernicy, posuw, prędkość oraz spójność cyklu szlifowania.
W procesie produkcyjnym szlifowanie stosuje się często pod koniec linii produkcyjnej. Element może najpierw zostać poddany frezowaniu, toczeniu, obróbce cieplnej, odprężaniu lub innym procesom obróbki. Następnie szlifowanie pozwala uzyskać na wybranych powierzchniach docelowe wymiary, wykończenie, płaskość, okrągłość lub wyrównanie.
Proces ten jest powszechnie stosowany w przypadku elementów przemysłowych, których dopasowanie i działanie zależą od kontrolowanego styku powierzchni. Przykłady obejmują powierzchnie łożyskowe, wały, walce, elementy oprzyrządowania, elementy medyczne, części lotnicze i kosmiczne, części samochodowe oraz elementy ze stali hartowanej.
Równie ważny jest model świadczenia usług, jak i dopasowanie procesów. Niektórzy nabywcy potrzebują wyspecjalizowanego zakładu szlifierskiego do obróbki wykańczającej o krytycznych tolerancjach, podczas gdy inni potrzebują zintegrowanego dostawcy usług obróbki skrawaniem i szlifowania, który może kontrolować punkty odniesienia, przebieg obróbki cieplnej oraz kontrolę końcową w ramach jednego procesu. Rodzaj dostawcy wpływa na ryzyko związane z przekazaniem, identyfikowalność oraz zakres kontroli prac przed i po szlifowaniu.
Czym szlifowanie CNC wyróżnia się na tle frezowania lub toczenia?
Frezowanie i toczenie to wydajne podstawowe procesy obróbki skrawaniem. Pozwalają one na skuteczne usuwanie materiału i umożliwiają uzyskanie wielu różnych kształtów. Szlifowanie różni się od nich tym, że usuwa bardzo niewielkie ilości materiału za pomocą wielu ściernych punktów skrawających. Dzięki temu jest przydatne, gdy element wymaga gładszego wykończenia, ściślejszych wymiarów końcowych lub lepszej kontroli geometrii po wcześniejszych etapach obróbki.
Szlifowanie CNC jest często wybierane w sytuacjach, gdy frezowanie lub toczenie pozostawia zbyt wyraźne ślady po narzędziu, nie pozwala zachować wymaganej płaskości lub nie umożliwia uzyskania czystej powierzchni utwardzonej. Szlifowanie może również poprawić okrągłość elementów cylindrycznych oraz zapewnić kontrolowaną jakość powierzchni otworów, wrzecion, walców i płaskich powierzchni.
Różnica między frezowaniem a szlifowaniem ma największe znaczenie na etapie ustalania tolerancji końcowych. Frezowanie może pozwolić na uzyskanie kształtu zbliżonego do docelowego. Szlifowanie może służyć do wykończenia powierzchni krytycznych. Dlatego na rysunku technicznym należy wskazać, które wymiary rzeczywiście wymagają kontroli na poziomie szlifowania. Jeśli dla każdej powierzchni określone zostaną zbyt wąskie tolerancje, może to spowodować wzrost kosztów i wydłużenie czasu realizacji, nie poprawiając przy tym funkcjonalności.
Szlifowanie precyzyjne jako proces dodatkowy po obróbce skrawaniem
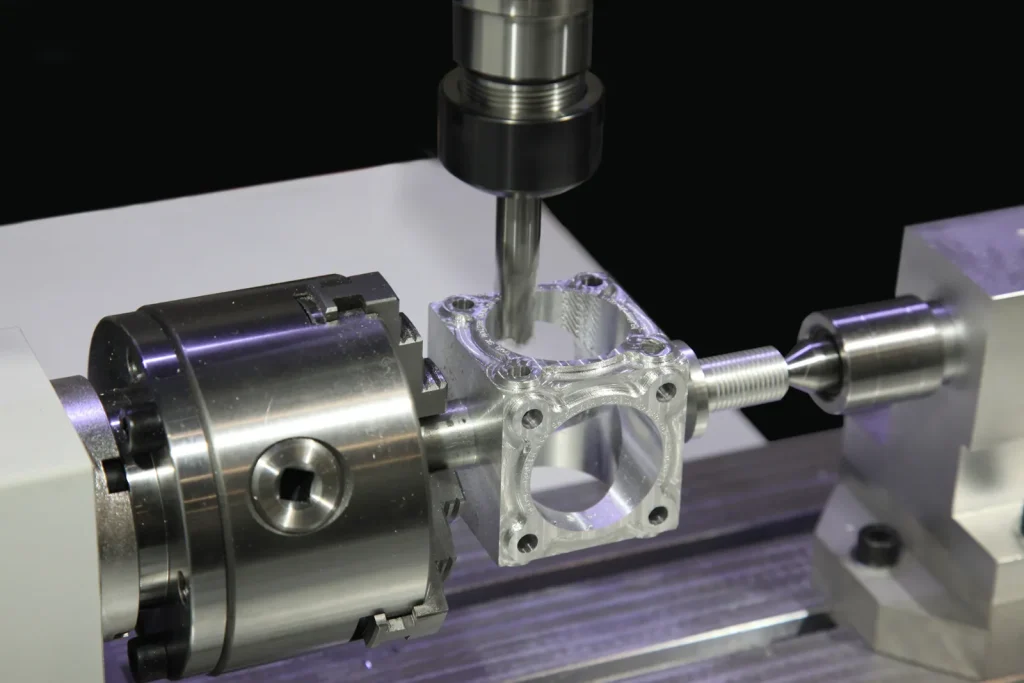
Szlifowanie precyzyjne jest często procesem dodatkowym, następującym po Frezowanie CNC lub toczenie. Pierwszy etap pozwala nadać przedmiotowi kształt, usunąć większość nadmiaru materiału oraz przygotować powierzchnie odniesienia. Następnie podczas szlifowania usuwa się niewielką ilość materiału, aby uzyskać wymiary zgodne z ostateczną specyfikacją.
Ta sekwencja jest przydatna w przypadku skomplikowanych elementów, ponieważ szlifierka nie musi obrabiać wszystkich elementów. Zamiast tego skupia się na powierzchniach wymagających większej precyzji. Na przykład wał toczony może być szlifowany wyłącznie na czopach łożyskowych. Płyta frezowana może być szlifowana powierzchniowo tylko na dwóch powierzchniach odniesienia. Obrabiany otwór może być szlifowany wewnętrznie tylko wtedy, gdy tolerancji otworu i wymaganej jakości powierzchni nie da się osiągnąć za pomocą wytaczania lub rozwiercania.
Nabywca powinien sprawdzić, czy element ma wystarczający naddatek na szlifowanie. Jeśli pozostało zbyt dużo materiału, szlifowanie zazwyczaj wymaga większej liczby przejść i dłuższego kontaktu z tarczą, co zwiększa zużycie energii, obciążenie tarczy oraz ryzyko uszkodzeń termicznych. Nadmiar materiału utrudnia również kontrolowanie odchyleń wymiarowych i błędów kształtu w miarę zużywania się ściernicy i zmian temperatury elementu. Jeśli pozostało zbyt mało materiału, szlifierka może nie usunąć śladów po wcześniejszej obróbce, odkształceń lub przemieszczeń powstałych w wyniku obróbki cieplnej.
Typowe rodzaje szlifowania: płaskie, cylindryczne, bezkłowe, wewnętrzne, wrzecionowe
Szlifowanie płaskie stosuje się w przypadku płaskich powierzchni. Rozważa się je zazwyczaj wtedy, gdy wymagania dotyczące płaskości, równoległości lub chropowatości powierzchni są bardziej rygorystyczne niż te, które można niezawodnie zapewnić przy obróbce frezowaniem.
Szlifowanie cylindryczne stosuje się w przypadku okrągłych średnic zewnętrznych. Obrabiany element jest zazwyczaj podparty i obracany, podczas gdy ściernica usuwa materiał z powierzchni zewnętrznej. Metodę tę często stosuje się w przypadku wałów, sworzni, tulei, walców i podobnych elementów.
Szlifowanie bezkłowe stosuje się w przypadku elementów cylindrycznych produkowanych w dużych ilościach, które nie wymagają podpór w postaci punktów centralnych. Element obrabiany jest podtrzymywany między kołem szlifierskim, kołem regulacyjnym a podpórką. Metoda ta może być wydajna w przypadku prostych elementów okrągłych, ale nie nadaje się do każdej geometrii.
Szlifowanie wewnętrzne stosuje się do otworów i średnic wewnętrznych. Pozwala ono uzyskać precyzyjne otwory, jednak w przypadku otworów o małej średnicy pojawiają się problemy z dostępem i sztywnością ściernicy.
Jeśli niniejszy rozdział dotyczy elementów wrzeciona szlifierskiego, należy to wyraźnie zaznaczyć i opisać konkretny element poddawany szlifowaniu. Jeśli natomiast dotyczy on układu szlifierskiego zamontowanego na wrzecionie, należy go określić jako układ maszynowy, a nie jako standardową kategorię szlifowania przeznaczoną dla nabywców.
Tabela: Szlifowanie, frezowanie i toczenie CNC pod kątem tolerancji i jakości wykończenia
| Proces | Typowe zadania związane z produkcją części | Mocne strony | Wymagania dotyczące wąskiej tolerancji i jakości wykończenia |
|---|---|---|---|
| Szlifowanie CNC | Ostateczne dopasowanie wymiarów i wykończenie wybranych powierzchni | Wąskie tolerancje, gładkie powierzchnie, obróbka twardych materiałów, korekcja płaskości i okrągłości | Wolniejsze usuwanie materiału, ryzyko przegrzania, ograniczenia dostępu do tarczy, wrażliwość na ustawienia |
| Frezowanie CNC | Wstępne formowanie elementów pryzmatycznych | Wydajne usuwanie materiału, wgłębienia, szczeliny, profile, złożone geometrie 3-osiowe lub wieloosiowe | Mogą wystąpić trudności w przypadku bardzo ścisłych wymagań dotyczących płaskości lub bardzo precyzyjnych wykończeń na dużych powierzchniach styku |
| Toczenie CNC | Wstępne formowanie elementów okrągłych | Wydajna obróbka na zewnątrz i wewnątrz, wały, tuleje, rowki, gwinty | Mogą nie spełniać wymagań dotyczących ostatecznej okrągłości, wykończenia lub tolerancji na krytycznych powierzchniach łożyskowych |
Najważniejsze jest to, że szlifowanie nie zastępuje wszystkich procesów obróbki skrawaniem. Najlepiej sprawdza się w sytuacjach, gdy wymagania dotyczące końcowej jakości powierzchni uzasadniają dodatkowy nakład pracy związany z przygotowaniem, czasem cyklu i kontrolą jakości.

Wykonalność: Czy można precyzyjnie oszlifować tę część?
To, że rysunek techniczny przewiduje wąską tolerancję, nie oznacza jeszcze, że obróbka szlifierska danego elementu jest wykonalna. Geometria elementu musi umożliwiać stabilne podparcie, dostęp do ściernicy, kontrolę temperatury oraz pomiary. Operator szlifierki może kontrolować jedynie te powierzchnie, do których ma dostęp, które są odpowiednio podparte i które można sprawdzić.
Przed sporządzeniem oferty lub rozpoczęciem produkcji należy przeprowadzić analizę wykonalności. Analiza ta powinna obejmować materiał, twardość, wymiary elementu, grubość ścianki, rozmieszczenie elementów konstrukcyjnych, układ punktów odniesienia oraz wymagania kontrolne. Jeśli którekolwiek z tych elementów nie jest jasno określone, proces szlifowania może dać niejednolite wyniki, nawet przy użyciu sprawnego sprzętu.
W jaki sposób rodzaj materiału wpływa na wyniki szlifowania precyzyjnego
Rodzaj materiału ma wpływ na wyniki szlifowania precyzyjnego, ponieważ każdy materiał inaczej reaguje na działanie ścierniwa, ciepło, obciążenie ściernicy oraz chłodziwo. Metale żelazne i nieżelazne, stal nierdzewna, tytan, stopy, ceramika, tworzywa sztuczne i materiały kompozytowe mogą być szlifowane, ale proces ten przebiega w ich przypadku w różny sposób.
Twarde materiały mogą dobrze zachowywać swój kształt, ale mogą generować więcej ciepła i wymagają starannego doboru ściernic. Stal nierdzewna i tytan mogą być wrażliwe na ciepło i uszkodzenia powierzchni, jeśli proces nie jest odpowiednio kontrolowany. W przypadku ceramiki może być konieczne dobranie odpowiedniego materiału ściernego oraz zastosowanie ostrożnych parametrów obróbki. Tworzywa sztuczne mogą się przesuwać, rozmazywać lub ulegać odkształceniom termicznym, jeśli ustawienia i cykl obróbki nie są dostosowane do danego materiału.
Istotny jest również stan materiału. Element, który został obrobiony w stanie miękkim, a następnie poddany utwardzaniu, może ulec przemieszczeniu podczas obróbki cieplnej. Szlifowanie może skorygować wybrane powierzchnie, ale nie zawsze pozwala usunąć odkształcenia z cienkich sekcji pozbawionych podpór bez zmiany pozostałej geometrii.
Gdy szlifowanie bezkłowe nie nadaje się do skomplikowanych elementów
Szlifowanie bezkłowe może być wydajną metodą w przypadku prostych elementów cylindrycznych, zwłaszcza w produkcji seryjnej. Jest ono mniej odpowiednie, gdy element ma złożoną geometrię, powierzchnie przerywane, występy utrudniające podparcie, elementy o kształcie innym niż okrągły, delikatne odcinki lub ścisłe powiązania z punktami odniesienia, których nie da się kontrolować w układzie bezkłowym.
Ograniczenia dotyczące dokładności wymiarowej szlifowania bezkłowego często wynikają z sposobu podparcia i geometrii. Ponieważ obrabiany element nie jest mocowany między kłódkami, proces ten zależy od stabilnego kontaktu między elementem, ściernicą, kołem regulacyjnym i podpórką. Jeśli kształt elementu uniemożliwia stabilne podparcie, w trakcie procesu mogą pojawić się wypukłości, stożkowatość lub niejednolite wymiary.
W przypadku skomplikowanych elementów szlifowanie cylindryczne między punktami oporowymi lub w uchwycie może zapewnić lepszą kontrolę nad punktem odniesienia. Wadą tego rozwiązania jest to, że czas przygotowania może być dłuższy, a proces może przebiegać wolniej w przypadku produkcji seryjnej.
Trudności związane ze szlifowaniem wewnętrznym otworów o małej średnicy
Trudności związane ze szlifowaniem wewnętrznym otworów o małej średnicy wynikają z dostępu, rozmiaru ściernicy, sztywności wrzeciona oraz kontroli temperatury. Mały otwór wymaga użycia małej ściernicy. Mała ściernica charakteryzuje się mniejszą sztywnością i szybciej się zużywa. Może również ograniczać dostęp chłodziwa i zmniejszać zdolność odprowadzania ciepła.
Długie otwory o małej średnicy są trudniejsze do obróbki, ponieważ narzędzie szlifierskie musi sięgać głębiej w głąb elementu. Ugięcie może wpływać na prostoliniowość i wymiary. W otworze może dochodzić do nagrzewania się materiału, a kontrola może wymagać zastosowania specjalnych przyrządów pomiarowych zamiast zwykłych narzędzi pomiarowych.
Przed określeniem parametrów szlifowania wewnętrznego zamawiający powinien sprawdzić średnicę otworu, stosunek głębokości do średnicy, tolerancję, jakość powierzchni oraz relację punktów odniesienia. Jeśli otwór jest ślepy, bardzo mały lub przerywany, ryzyko wzrasta.
Lista kontrolna: geometria, materiał, twardość, dostęp do punktów odniesienia oraz wymagania kontrolne
Praktyczna ocena wykonalności powinna obejmować:
| Sprawdź pozycję | Dlaczego ma to znaczenie |
|---|---|
| Geometria | Określa dostęp do koła, sposób podparcia oraz ryzyko odkształcenia |
| Materiał | Ma wpływ na wybór kół, wytwarzanie ciepła, obciążenie oraz uzyskiwane wykończenie |
| Twardość | Wpływa na siły szlifowania, zużycie tarczy oraz ryzyko przypalenia |
| Dostęp do danych odniesienia | Określa, czy powierzchnia terenu może być powiązana z właściwymi punktami odniesienia |
| Grubość ścianki | Cienkie ścianki mogą ulegać odkształceniom lub przemieszczać się pod wpływem ciepła i siły zacisku |
| Naddatek na szlifowanie | Zbyt duża ilość środka zwiększa temperaturę i wydłuża czas; zbyt mała może nie zapewnić odpowiedniego czyszczenia |
| Wymagania dotyczące wykończenia powierzchni | Ma wpływ na dobór kół napędowych, projekt cyklu oraz metodę kontroli |
| Potrzeby w zakresie inspekcji | Potwierdza, czy można zweryfikować tolerancję, okrągłość, płaskość oraz dokładność otworu |
Jeśli na rysunku brakuje jasno określonych punktów odniesienia lub kryteriów kontroli, element może dać się oszlifować, ale nie da się tego skontrolować w sposób pozwalający potwierdzić zgodność z wymaganiami.
Jak działa szlifowanie CNC i co wpływa na wyniki
Szlifowanie CNC opiera się na kontrolowanej interakcji między ruchem maszyny, stanem ściernicy, mocowaniem obrabianego elementu, chłodziwem, materiałem i pomiarami. Nawet niewielkie zmiany w procesie mogą wpływać na wymiary, jakość powierzchni i geometrię.
Ściernica to nie tylko materiał eksploatacyjny. To narzędzie skrawające. Na efekt końcowy wpływają: rodzaj materiału ściernego, uziarnienie, spoiwo, struktura oraz stan obróbki wyrównawczej. Kluczowe znaczenie ma również mocowanie obrabianego elementu, ponieważ element, który porusza się podczas szlifowania, nie może zachować ścisłej geometrii.
Wpływ doboru ściernicy na jakość wykończenia powierzchni
Wybór ściernicy ma bezpośredni wpływ na jakość wykończenia powierzchni. Ściernica o grubym ziarnie może szybciej usuwać materiał, ale pozostawia bardziej chropowatą powierzchnię. Ściernica o drobniejszym ziarnie może poprawić jakość wykończenia, ale może się zapychać, powodować nagrzewanie się elementu lub wolniej usuwać materiał, jeśli nie jest odpowiednio dobrana do danego materiału.
Wybór ściernicy ma również wpływ na siły szlifowania. Jeśli ściernica jest zbyt twarda, stępione ziarna ścierne mogą pozostawać w niej zbyt długo i raczej ocierać się o powierzchnię niż ją ciąć. Może to powodować wzrost temperatury. Jeśli ściernica jest zbyt miękka, może szybko się zużywać i tracić swój kształt. Istotne znaczenie ma również sposób obróbki ściernicy, ponieważ pozwala ona odsłonić świeże ziarna ścierne i kontrolować kształt ściernicy.
W przypadku elementów obrabianych z wykończeniem lustrzanym lub superwykończeniem szlifowanie może stanowić jeden z etapów procesu wykańczania.
Wybór najlepszego procesu wykańczania końcowego zależy od wymaganej chropowatości, falistości, geometrii, stanu materiału oraz właściwości użytkowych powierzchni. Szlifowanie jest często etapem wstępnego wykańczania lub końcowego dopracowania wymiarów, ale w zależności od cech elementu i rodzaju uszkodzeń bardziej odpowiednie mogą być honowanie, docieranie, superwykańczanie, polerowanie, obróbka elektroerozyjna (EDM), rozwiercanie lub toczenie na twardo. Szlifowanie pozwala uzyskać kontrolowaną powierzchnię bazową, ale w przypadku bardzo gładkich powierzchni końcowych mogą być konieczne dodatkowe etapy wykańczania, jeśli wymaga tego rysunek techniczny.
Czynniki wpływające na tolerancję w precyzyjnym szlifowaniu CNC
Czynniki wpływające na tolerancję podczas precyzyjnego szlifowania CNC obejmują stan maszyny, stabilność termiczną, zużycie ściernicy, obróbkę ściernicy, mocowanie obrabianego elementu, przemieszczanie się materiału, sztywność elementu, jakość punktu odniesienia oraz metodę kontroli. Tolerancję podaną na rysunku należy oceniać z uwzględnieniem wszystkich tych czynników.
Geometria detalu jest często ukrytym ograniczeniem. Krótki, sztywny element cylindryczny jest łatwiejszy do obróbki niż długi, cienki wał. Grubą blachę łatwiej jest wyrównać na płasko podczas szlifowania powierzchniowego niż cienką blachę, która ulega odkształceniu po zwolnieniu z mocowania. Prosty otwór przelotowy jest łatwiejszy do oszlifowania i zmierzenia niż mały otwór ślepy.
Tolerancja zależy również od tego, w jaki sposób zdefiniowano wymiar. Sama tolerancja wymiarowa nie jest tożsama z okrągłością, cylindrycznością, płaskością ani równoległością. Jeśli funkcja elementu zależy od geometrii, na rysunku należy określić właściwe wymagania geometryczne, a nie opierać się wyłącznie na wymiarach.
Problemy spowodowane wydzielaniem ciepła podczas szlifowania
Do problemów spowodowanych wytwarzaniem ciepła podczas szlifowania należą ślady przypalenia, uszkodzenia powierzchni, zmiany wymiarów, naprężenia szczątkowe oraz utrata twardości w materiałach wrażliwych. Podczas szlifowania powstaje ciepło, ponieważ ziarna ścierne tną i ocierają się o powierzchnię. Jeśli ciepło nie zostanie odprowadzone, powierzchnia może ulec zmianie, zanim element osiągnie ostateczne wymiary.
Ryzyko powstania śladów przypalenia podczas szlifowania precyzyjnego wzrasta, gdy tarcza jest stępiona, posuw jest zbyt duży, chłodziwo jest niewystarczające, naddatek materiału jest duży lub materiał jest wrażliwy na ciepło. Przypalenie może objawiać się widocznym przebarwieniem, jednak szkodliwe skutki termiczne nie zawsze są łatwe do zauważenia.
Kontrola temperatury jest jednym z powodów, dla których cykle szlifowania mogą wymagać wolniejszych posuwów, przejść wygaszających iskrę, kontroli chłodziwa oraz starannego obciągania. Etapy te wydłużają czas obróbki, ale zmniejszają ryzyko powstania odrzutów w przypadku elementów o wąskich tolerancjach.
Schemat procesu: przygotowanie, dobór kół, cykl szlifowania, kontrola
Typowy proces precyzyjnego szlifowania CNC przebiega zgodnie z następującą logiką:
Projekt i ocena wykonalności
↓
Płaszczyzna odniesienia i plan mocowania detalu
↓
Kontrola materiału, twardości i naddatku
↓
Wybór ściernicy i metoda jej obróbki
↓
Ustawienie maszyny i pozycjonowanie detalu
↓
Szlifowanie zgrubne, jeśli materiał jest dostępny
↓
W razie potrzeby dokończyć szlifowanie i wykonać obróbkę iskrową
↓
Kontrola międzyoperacyjna lub końcowa
↓
Dokumentacja wymiarów krytycznych i powierzchni
Ta sekwencja pokazuje, dlaczego jakość szlifowania nie zależy wyłącznie od samej maszyny. Zależy ona od całego procesu — od weryfikacji rysunków technicznych aż po kontrolę jakości.
Zalety, ograniczenia i kompromisy procesowe
Szlifowanie precyzyjne może poprawić jakość wykończenia, wymiary, płaskość, okrągłość i dopasowanie. Może jednak również wiązać się z dodatkowymi kosztami, wydłużeniem czasu przygotowania oraz zwiększeniem ryzyka, jeśli zostanie zastosowane bez wyraźnego uzasadnienia funkcjonalnego.
W ramach dobrej analizy konstrukcyjnej należy odróżnić powierzchnie krytyczne od powierzchni niekrytycznych. Szlifowanie należy stosować tam, gdzie poprawia ono funkcjonalność, montaż, uszczelnienie, kontakt łożyskowy, pasowanie ślizgowe lub odporność na zużycie.
Szlifowanie płaskie a frezowanie w przypadku rygorystycznych wymagań dotyczących płaskości
Wybór między szlifowaniem płaskim a frezowaniem w przypadku rygorystycznych wymagań dotyczących płaskości jest częstym dylematem technologicznym. Zazwyczaj najpierw stosuje się frezowanie, ponieważ pozwala ono na wydajne usuwanie nadmiaru materiału i nadanie głównego kształtu. Szlifowanie płaskie jest preferowane, gdy wymagania dotyczące końcowej płaskości, równoległości lub chropowatości powierzchni są bardziej rygorystyczne niż te, które można osiągnąć przy frezowaniu rzeczywistego elementu.
Decyzja zależy od rozmiaru części, grubości, stabilności materiału oraz systemu odniesienia. Dobrym rozwiązaniem może być sztywna płyta z naddatkiem do szlifowania po obu stronach. Cienka płyta może się wypaczyć po usunięciu materiału lub zwolnieniu z mocowania, dlatego plan ustawienia ma równie duże znaczenie jak sama maszyna.
Szlifowanie płaskie jest również przydatne, gdy konieczne jest zapewnienie wzajemnego dopasowania dwóch powierzchni. Jeśli płaskość ma znaczenie wyłącznie estetyczne lub nie ma wpływu na funkcjonalność, szlifowanie może generować dodatkowe koszty bez wnoszenia żadnej wartości dodanej.
Porównanie szlifowania cylindrycznego i bezkłowego
Porównanie szlifowania cylindrycznego i bezkłowego należy rozpocząć od sposobu mocowania. W przypadku szlifowania cylindrycznego element jest zazwyczaj mocowany między punktami osiowymi, w uchwycie lub za pomocą innego uchwytu. Pozwala to na kontrolowanie położenia względem punktów odniesienia. W szlifowaniu bezkłowym element jest podtrzymywany między ściernicami a podpórką roboczą, co może być skutecznym rozwiązaniem w przypadku prostych elementów o kształcie okrągłym.
Szlifowanie cylindryczne często sprawdza się lepiej w przypadku elementów z występami, o wielu średnicach, w małych partiach lub gdy elementy są ściśle ze sobą powiązane. Szlifowanie bezkłowe często sprawdza się lepiej w przypadku prostych elementów cylindrycznych produkowanych w większych ilościach, gdzie proces można skonfigurować i powtarzać.
Kompromis dotyczy konfiguracji i sterowania. Szlifowanie bezkłowe może być szybkie po osiągnięciu stabilności, ale nie jest to uniwersalne rozwiązanie w przypadku skomplikowanych geometrii.
Kiedy szlifowanie płaskie jest preferowane zamiast szlifowania walcowego
Szlifowanie płaskie jest preferowane w stosunku do szlifowania cylindrycznego, gdy kluczowym elementem jest powierzchnia płaska, a nie okrągła. Przykłady obejmują powierzchnie odniesienia, płyty, bloki, powierzchnie narzędziowe oraz płaskie powierzchnie styku. Szlifowanie cylindryczne jest preferowane, gdy kluczowym elementem jest średnica zewnętrzna lub wewnętrzna.
Niektóre elementy wymagają zastosowania obu metod. Wał może wymagać szlifowania cylindrycznego czopów oraz szlifowania płaskiego powierzchni czołowej kołnierza. Element oprzyrządowania może wymagać wyznaczenia punktów odniesienia poprzez szlifowanie płaskie przed wykończeniem otworu. Schemat obróbki powinien być zgodny z funkcjonalnymi punktami odniesienia elementu.
Najlepszy proces wykańczania elementów poddanych obróbce superwykańczającej
Wybór najlepszego procesu wykańczania elementów poddanych obróbce superdokładnej zależy od ostatecznych wymagań. Szlifowanie pozwala uzyskać gładkie i precyzyjne powierzchnie i często stosuje się je przed bardziej precyzyjnymi operacjami wykańczania. Jeśli głównym wymaganiem jest dokładność wymiarowa, szlifowanie może okazać się wystarczające. Jeśli natomiast wymagana jest wyjątkowo gładka powierzchnia wizualna lub styku, po szlifowaniu może być konieczny kolejny etap wykańczania.
Dla nabywców kluczowym krokiem jest określenie wymaganego wykończenia powierzchni oraz metody pomiaru. Terminy takie jak “wykończenie lustrzane” czy “wykończenie supergładkie” mogą być niejasne, o ile nie zostaną powiązane z mierzalną chropowatością powierzchni i kryteriami kontroli.
Typowe wady, rodzaje awarii i zagrożenia dla jakości
Wady szlifowania wynikają często z wpływu temperatury, stanu tarczy szlifierskiej, sposobu mocowania obrabianego elementu, niewłaściwej kontroli punktu odniesienia lub nierealistycznych tolerancji. Im wcześniej przeanalizuje się te zagrożenia, tym łatwiej będzie je ograniczyć.
Ryzyko związane z jakością jest większe, gdy w odniesieniu do tego samego elementu wymagana jest zarówno precyzyjna tolerancja wymiarowa, jak i dokładne wykończenie oraz ścisła geometria. Jest ono również większe, gdy element jest cienki, długi, utwardzony lub trudny do kontroli.
Przyczyny słabej jakości wykończenia powierzchni po szlifowaniu cylindrycznym
Przyczynami złej jakości wykończenia powierzchni po szlifowaniu cylindrycznym mogą być: niewłaściwy dobór ściernicy, stępienie ściernicy, drgania, nieprawidłowe obciąganie, niestabilne mocowanie obrabianego elementu, nadmierny posuw lub nagromadzenie się materiału na ściernicy. Długie lub smukłe elementy mogą również ulegać drganiom, jeśli nie są odpowiednio podparte.
Problemy z wykończeniem powierzchni mogą wynikać również z wcześniejszych etapów obróbki. Jeśli ślady po toczeniu, zgorzelina powstała w wyniku obróbki cieplnej lub odkształcenia są zbyt głębokie, naddatek na szlifowanie może okazać się niewystarczający do wyrównania powierzchni. Dlatego przed rozpoczęciem szlifowania należy odpowiednio dobrać naddatek materiałowy.
Kupujący nie powinien oceniać jakości wykończenia wyłącznie na podstawie wyglądu. Rysunek techniczny powinien określać wymierne wymagania dotyczące jakości wykończenia powierzchni, gdy ma to znaczenie dla jej funkcji.
Ryzyko powstania śladów po przypaleniu podczas szlifowania z wysoką precyzją
Ryzyko powstania śladów przypalenia podczas szlifowania precyzyjnego wiąże się z wydzielaniem ciepła. Przypalenie może osłabić integralność powierzchni i wskazywać, że w procesie tym dochodzi raczej do tarcia niż do cięcia. Części ze stali hartowanej stanowią częsty powód do niepokoju, ponieważ uszkodzenia termiczne mogą wpływać na ich właściwości użytkowe.
Widoczne ślady przypalenia stanowią sygnał ostrzegawczy, jednak brak zabarwienia nie zawsze świadczy o tym, że powierzchnia jest w dobrym stanie. W przypadku elementów krytycznych wymagania dotyczące kontroli mogą wymagać zastosowania metod dostosowanych do rodzaju materiału i przeznaczenia.
Ryzyko przypalenia można zmniejszyć poprzez odpowiedni dobór kół, obróbkę powierzchniową, doprowadzanie chłodziwa, kontrolę posuwu oraz unikanie nadmiernego usuwania materiału w jednym przejściu.
Typowe wady elementów metalowych szlifowanych na wysoki połysk
Do typowych wad elementów metalowych szlifowanych na połysk lustrzany należą drobne rysy, zamglenie, falistość, osadzone cząstki ścierne, ślady drgań oraz miejscowe przypalenia. Wygląd lustrzany jest wrażliwy zarówno na proces szlifowania, jak i na sposób obchodzenia się z elementem. Nawet element o prawidłowych wymiarach może nie spełnić wymagań wizualnych lub dotyczących powierzchni, jeśli proces wykańczania nie jest odpowiednio kontrolowany.
W miarę możliwości sformułowanie “wykończenie lustrzane” należy przełożyć na mierzalne wymagania dotyczące chropowatości powierzchni. Bez mierzalnego standardu dostawcy i odbiorcy mogą różnie oceniać uzyskany efekt.
Po zmieleniu istotne znaczenie mają również opakowanie i obchodzenie się z produktem. Delikatne powierzchnie mogą ulec uszkodzeniu w wyniku kontaktu, zanieczyszczeń lub korozji jeszcze przed ostateczną kontrolą lub montażem.
Problemy z dokładnością geometryczną w przypadku elementów poddanych precyzyjnej obróbce skrawaniem i szlifowaniu
Problemy związane z dokładnością geometryczną w przypadku elementów poddanych precyzyjnej obróbce skrawaniem i szlifowaniu obejmują stożkowatość, owalność, brak równoległości, słabą płaskość, niewspółosiowość otworu oraz przesunięcie punktu odniesienia. Nie zawsze można je rozwiązać poprzez zaostrzenie tolerancji wymiarowej.
Na przykład wał może mieścić się w tolerancji średnicy, ale mimo to wykazywać błąd okrągłości. Płyta może spełniać wymagania dotyczące grubości, ale nie spełniać wymagań dotyczących płaskości. Otwór może mieć wymiar zgodny z wymaganiami, ale być niewspółosiowy względem zamierzonego punktu odniesienia.
Właśnie dlatego na rysunkach należy oddzielić tolerancje wymiarowe od tolerancji geometrycznych. Kontrola powinna odzwierciedlać sposób działania części w zespole.
Czynniki związane z kosztami, tolerancjami i czasem realizacji w usługach precyzyjnego szlifowania CNC
Koszt i czas realizacji usług precyzyjnego szlifowania CNC zależą nie tylko od rozmiarów detalu. Głównymi czynnikami są: tolerancja, materiał, twardość, geometria, złożoność ustawienia maszyny, wymagania kontrolne, wielkość partii oraz jakość wykończenia powierzchni.
Szlifowanie może być opłacalne, gdy stosuje się je wyłącznie na powierzchniach krytycznych. Staje się mniej efektywne, gdy szlifuje się duże powierzchnie bez uzasadnionej potrzeby funkcjonalnej lub gdy tolerancje są węższe niż wymaga tego montaż.
Czynniki wpływające na koszty usług szlifowania CNC
Czynniki wpływające na koszty usług szlifowania CNC obejmują czas przezbrajania, dobór i obróbkę ściernic, naddatek na materiał, właściwości materiału, obsługę detali, wymagania dotyczące osprzętu mocującego, czas kontroli oraz ryzyko powstania odpadów. Twarde lub wrażliwe na ciepło materiały mogą wymagać wolniejszych cykli. Złożona geometria może wymagać bardziej starannego przezbrajania lub wykonania wielu operacji.
Kontrola może również wpływać na koszty. Pomiar płaskości, okrągłości, dokładności otworu i chropowatości powierzchni może wymagać specjalistycznego sprzętu i czasu. W przypadku części krytycznych sporządzenie dokumentacji może zająć więcej czasu niż sam proces szlifowania.
Wybory projektowe mają wpływ na koszty już na wczesnym etapie. Jasno określone punkty odniesienia, praktyczne tolerancje, łatwo dostępne elementy oraz realistyczne wymagania dotyczące wykończenia sprawiają, że wycena i produkcja stają się bardziej przewidywalne.
W jaki sposób wąskie tolerancje wpływają na czas trwania cyklu szlifowania
Wpływ wąskich tolerancji na czas trwania cyklu szlifowania jest ściśle powiązany ze stabilnością procesu. W przypadku luźnego szlifowania wykańczającego może wystarczyć mniejsza liczba przejść. Wąska tolerancja może wymagać kontrolowanego szlifowania zgrubnego, wykańczającego, wygładzania iskrowego, wielokrotnych pomiarów oraz kompensacji zużycia lub nagrzewania się ściernicy.
Węższe tolerancje powodują również zawężenie dopuszczalnego zakresu procesowego. Niewielkie zmiany temperatury, stanu tarczy szlifierskiej lub podparcia elementu mogą nabrać znaczenia. Może to spowolnić produkcję, ponieważ proces wymaga większej liczby kontroli.
Jeśli dana tolerancja nie jest niezbędna z funkcjonalnego punktu widzenia, jej złagodzenie może skrócić czas cyklu i zmniejszyć obciążenie związane z kontrolą jakości. Jeśli jest ona konieczna, w zapytaniu ofertowym należy jasno określić cechy krytyczne, aby dostawca mógł zaplanować odpowiedni sposób realizacji.
Czas realizacji często wydłuża się z powodu opracowywania przyrządów mocujących, pozyskiwania kół szlifierskich lub strategii obróbki, kontroli pierwszego egzemplarza, kolejności obróbki cieplnej, czasu oczekiwania na pomiary oraz starannego obchodzenia się z elementami po szlifowaniu. Koszt nie wzrasta wyłącznie wraz z zaostrzaniem tolerancji wymiarowych; kontrola geometrii, nakład pracy związany z kontrolą jakości, niestabilność elementów oraz ograniczanie ryzyka przypalenia często wymagają większego wysiłku niż sama kontrola wymiarowa. Należy podchodzić ostrożnie do oferty, która obiecuje bardzo szybką realizację w przypadku cech o krytycznych tolerancjach, nie precyzując jednocześnie, w jaki sposób będą zarządzane te kontrole.
Jak wielkość partii wpływa na koszt usługi szlifowania CNC
To, w jaki sposób wielkość partii wpływa na koszt usługi szlifowania CNC, zależy od czasu przezbrajania i powtarzalności. W przypadku prototypu lub części wykonanej w jednym egzemplarzu koszt przezbrajania na sztukę może być wyższy, ponieważ uchwyt roboczy, dobór ściernicy oraz plan kontroli są wykorzystywane tylko dla niewielkiej ilości sztuk.
W przypadku większych partii nakład pracy związany z przygotowaniem produkcji rozkłada się na większą liczbę elementów. Szlifowanie bezkłowe i inne powtarzalne metody szlifowania mogą stać się bardziej atrakcyjne w przypadku prostych geometrii. Z drugiej strony szlifowanie wielkoseryjne nadal wymaga kontroli procesu, ponieważ zużycie ściernicy, nagrzewanie się oraz częstotliwość kontroli wpływają na spójność wyników.
Nabywcy powinni, w miarę możliwości, podawać oddzielnie ilości dotyczące prototypów, serii pilotażowej i produkcji seryjnej. Pomaga to dostawcy w wyborze procesu dostosowanego zarówno do obecnego, jak i przyszłego zapotrzebowania.
Podane wartości referencyjne tolerancji i niepewność: ±0,00007″, ±0,0001″, 0,0002″
Podawane wartości referencyjne tolerancji dla precyzyjnego szlifowania CNC obejmują ±0,00007″ w przypadku niektórych zastosowań związanych ze szlifowaniem średnic wewnętrznych i zewnętrznych, ±0,0001″ dla elementów o wysokiej precyzji oraz 0,0002″ przy użyciu zaawansowanych szlifierek.
Deklarowana zdolność ma znaczenie tylko wtedy, gdy odpowiada rzeczywistej charakterystyce, rozmiarowi części, stanowi materiału, warunkom termicznym oraz metodzie kontroli. Tolerancja wymiarowa nie jest tożsama z płaskością, okrągłością, cylindrycznością ani integralnością powierzchni, a deklaracje z dokładnością do ułamków dziesiątej nie mają znaczenia komercyjnego bez kontrolowanych warunków pomiarowych. Jeśli zakład nie jest w stanie wiarygodnie sprawdzić zgodności z wymaganiami, deklarowana zdolność nie stanowi praktycznej zdolności produkcyjnej.
Niepewność ma znaczenie. Dane te pochodzą z oświadczeń dostawców dotyczących możliwości produkcyjnych i nie stanowią gwarancji w odniesieniu do każdej części, każdego materiału, każdej geometrii ani każdej wielkości partii. Prosta, sztywna i łatwo dostępna część może być znacznie łatwiejsza do oszlifowania z zachowaniem wąskiej tolerancji niż cienka, wrażliwa na ciepło i o złożonej geometrii część.
W rzetelnym zapytaniu ofertowym należy wymagać potwierdzenia możliwości wykonania zgodnie z rzeczywistym rysunkiem technicznym, a nie na podstawie ogólnych deklaracji dotyczących tolerancji. W przypadku bardzo wąskich tolerancji należy również omówić metodę kontroli oraz warunki środowiskowe.
Zastosowania i przykłady wykorzystania w zależności od wymagań dotyczących części
Szlifowanie precyzyjne stosuje się tam, gdzie stan powierzchni i kontrola wymiarów mają wpływ na działanie. Proces ten jest powszechnie stosowany w przemyśle lotniczym, motoryzacyjnym, medycznym, w produkcji łożysk, narzędzi, walców oraz urządzeń przemysłowych.
Wybór odpowiedniej metody obróbki zależy zazwyczaj od wymagań dotyczących właściwości, a nie wyłącznie od klasyfikacji branżowej. Płaskie powierzchnie odniesienia i powierzchnie uszczelniające często wskazują na szlifowanie płaskie, czopy łożyskowe – na szlifowanie zewnętrzne, a wąskie otwory – na szlifowanie wewnętrzne, o ile średnica, długość i dostęp do elementu pozwalają na zastosowanie tej metody. Długie, smukłe elementy, cienkie ścianki, powierzchnie przerywane oraz głębokie, małe otwory wiążą się z większym ryzykiem i mogą wymagać zastosowania innej metody obróbki wykańczającej.
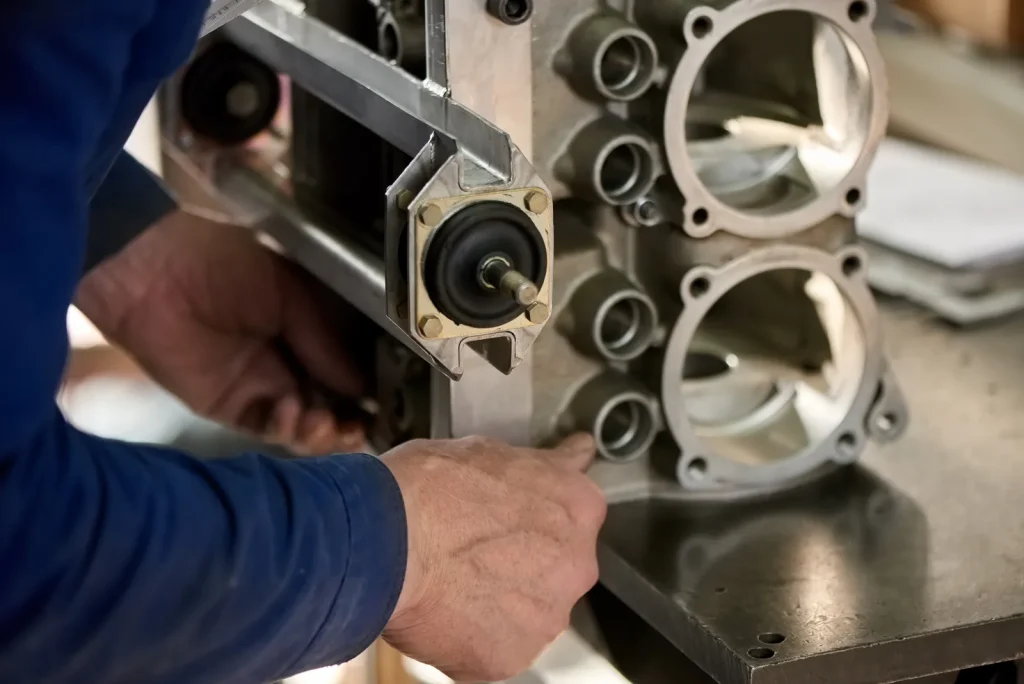
Zastosowania w przemyśle lotniczym, motoryzacyjnym, medycznym, w produkcji łożysk, narzędzi oraz szlifowaniu walców
Części lotnicze i kosmiczne mogą wymagać precyzyjnej geometrii i wykończenia, aby zapewnić niezawodny montaż i działanie. Części samochodowe mogą wymagać powtarzalnych właściwości powierzchni w partiach produkcyjnych. Elementy medyczne mogą wymagać dokładnych i gładkich powierzchni. Części związane z łożyskami często zależą od okrągłości i wykończenia powierzchni. Elementy oprzyrządowania mogą wymagać powierzchni płaskich, równoległych lub odpornych na zużycie. Szlifowanie walcowe stosuje się tam, gdzie długie powierzchnie cylindryczne wymagają kontrolowanych wymiarów i wykończenia.
W zastosowaniach tych często wykorzystuje się metale i stopy, w tym stal nierdzewną i tytan, a także inne materiały inżynieryjne. Niektóre firmy informują również o pracach związanych z ceramiką, tworzywami sztucznymi, materiałami kompozytowymi i metalami nieżelaznymi.
Wyzwania związane ze szlifowaniem elementów ze stali hartowanej
Do wyzwań związanych ze szlifowaniem elementów ze stali hartowanej należą: wytwarzanie ciepła, ryzyko poparzeń, zużycie tarczy szlifierskiej oraz zachowanie integralności powierzchni. Stal hartowana może być stabilna i odporna na zużycie, jednak nieprawidłowe szlifowanie może spowodować uszkodzenie jej powierzchni.
W procesie tym należy zachować równowagę między usuwaniem materiału a kontrolą temperatury. Zbyt duży nacisk lub stępiona tarcza mogą powodować ocieranie i nagrzewanie się materiału. Zbyt słaba kontrola może skutkować słabą jakością wykończenia lub odchyleniami wymiarowymi.
W przypadku części hartowanych nabywcy powinni podać wartości twardości, stan obróbki cieplnej oraz wszelkie wymagania dotyczące integralności powierzchni. Informacje te mają wpływ na dobór ściernic, planowanie cyklu obróbki oraz kontrolę jakości.
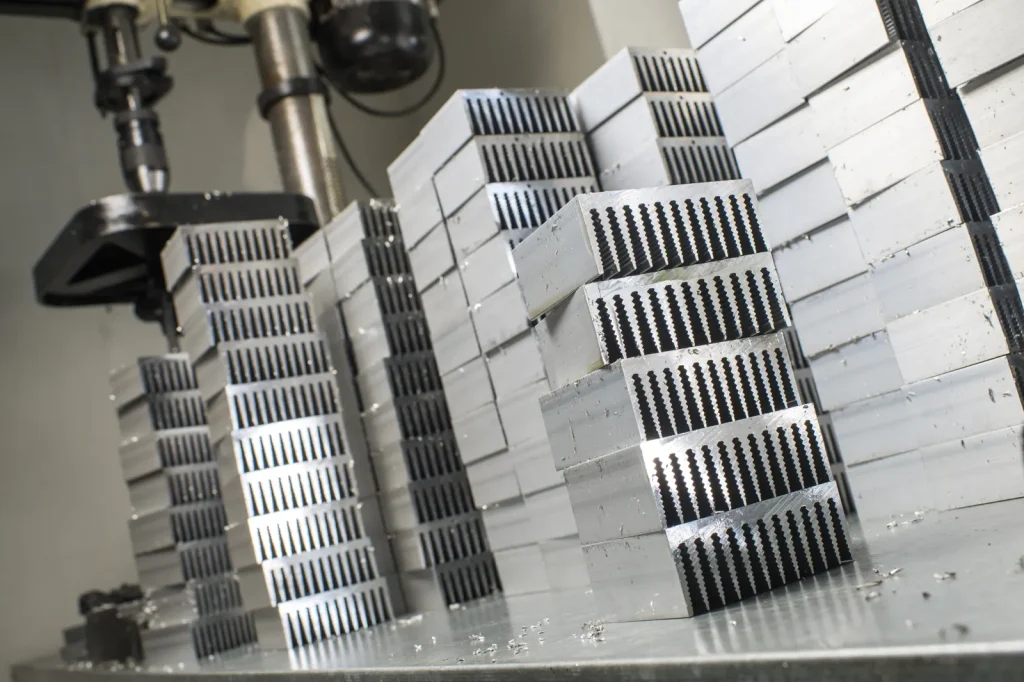
Małe elementy precyzyjne, duże zespoły, prototypy i partie produkcyjne
Zgłaszane zakresy usług obejmują zarówno bardzo małe precyzyjne elementy o średnicy poniżej 0,250″, jak i duże zespoły o długości powyżej 30 stóp. Są to podane orientacyjne wartości, a nie obietnica, że każdy dostawca jest w stanie obsłużyć oba skrajne przypadki.
Małe elementy stwarzają wyzwania związane z obsługą, podparciem i pomiarami. Duże zespoły stwarzają wyzwania związane z wydajnością maszyn, sztywnością, obsługą i stabilnością termiczną. Prototypy mogą wymagać opracowania procesu, natomiast partie produkcyjne – powtarzalności i kontroli jakości.
Kupujący powinien podać wymiary części, jej masę (jeśli ma to znaczenie), kluczowe cechy oraz ilość. Same wymiary nie określają stopnia trudności. Mały otwór lub cienka ścianka mogą stanowić większe wyzwanie niż większa, prosta powierzchnia.
Przykłady zastosowań: różnorodne materiały, szlifowanie walcowe, obróbka wykańczająca po obróbce skrawaniem, elementy przeznaczone do pracy w ekstremalnych warunkach
Dane dotyczące przypadków zgłoszonych przez dostawców wskazują na kilka typowych wzorców zastosowań. Jeden ze zgłoszonych przypadków dotyczył szlifowania CNC metali, stopów, ceramiki i tworzyw sztucznych, przy czym podano możliwość uzyskania wąskiej tolerancji średnicy wewnętrznej (ID) i zewnętrznej (OD) wynoszącej ±0,00007″. Inny zgłoszony przypadek dotyczył precyzyjnego szlifowania walcowego i szlifowania CNC metali żelaznych i nieżelaznych, przy czym dla niektórych obrabianych elementów podano tolerancję wynoszącą 0,0002″.
W trzecim opisanym przypadku szlifowanie CNC przedstawiono jako etap końcowy procesu produkcyjnego, następujący po frezowaniu i toczeniu, stosowany w celu uzyskania węższych tolerancji i lepszej jakości wykończenia skomplikowanych elementów. Kolejny opisany przypadek dotyczył stali nierdzewnej, tytanu i materiałów kompozytowych wykorzystywanych w elementach pracujących w trudnych warunkach, przy podanej tolerancji wynoszącej ±0,0001″.
Przykłady te są przydatne, ponieważ pokazują, w jaki sposób stosuje się szlifowanie: w przypadku różnych materiałów, powierzchni walców, wykańczania po obróbce oraz w wymagających warunkach dotyczących dopasowania lub zużycia. Należy je jednak traktować jako przykłady podane przez dostawców. Przed przyjęciem założenia, że można uzyskać podobne wyniki, konieczna jest niezależna weryfikacja oraz analiza konkretnych rysunków technicznych.

Kontrola, dokumentacja i kontrola jakości
Szlifowanie precyzyjne powinno iść w parze z kontrolą, która pozwala potwierdzić osiągnięcie wymaganego wyniku. Precyzyjne szlifowanie bez odpowiedniej kontroli stwarza ryzyko, ponieważ wymiary, kształt, wykończenie oraz relacje między punktami odniesienia mogą nie zostać w pełni zweryfikowane.
Kontrola jakości powinna rozpoczynać się już na etapie rysunku technicznego. Rysunek techniczny powinien określać powierzchnie krytyczne, tolerancje, parametry geometryczne, wykończenie powierzchni, materiał, twardość oraz wymagania dotyczące kontroli.
Rola kontroli za pomocą maszyn CMM w kontroli jakości szlifowania precyzyjnego
Rola kontroli za pomocą maszyny współrzędnościowej (CMM) w kontroli jakości szlifowania precyzyjnego polega na weryfikacji relacji wymiarowych i geometrycznych. Maszyna współrzędnościowa może mierzyć położenia, profile oraz relacje względem punktów odniesienia, o ile geometria elementu na to pozwala.
Kontrola za pomocą maszyny CMM jest przydatna w przypadku elementów obrabianych i szlifowanych, których powierzchnie muszą być wyrównane względem innych elementów. Nie zawsze jest to jednak jedyna potrzebna metoda. Do pomiaru okrągłości, chropowatości powierzchni oraz bardzo małych otworów mogą być konieczne specjalistyczne przyrządy lub mierniki.
Nabywca powinien zapytać, czy metoda kontroli jest dostosowana do tolerancji. Metoda ta powinna charakteryzować się rozdzielczością i powtarzalnością wystarczającymi do spełnienia wymagań rysunku technicznego.
O jaką dokumentację jakościową powinni poprosić nabywcy?
Nabywcy powinni zażądać dokumentacji odpowiadającej stopniowi ryzyka związanego z daną częścią. W przypadku prostych części wystarczający może być raport z kontroli wymiarowej. W przypadku elementów krytycznych pakiet dokumentacji może wymagać certyfikatu materiałowego, potwierdzenia twardości, wyników pomiarów wykończenia powierzchni, raportów z maszyn CMM, danych dotyczących okrągłości lub płaskości oraz protokołów kontroli związanych z konkretnym procesem.
Wymagania powinny być jasno określone już na etapie zapytania ofertowego. Dodawanie dokumentacji po rozpoczęciu produkcji może spowodować opóźnienia, jeśli wymagane pomiary nie zostały zaplanowane lub zarejestrowane.
Dokumentacja powinna zawierać informacje dotyczące mierzonej cechy, wartości nominalnej, tolerancji, wyniku pomiaru, przyrządu lub metody oraz daty kontroli. W przypadku części krytycznych istotna jest również identyfikowalność materiału i wersji.
W jaki sposób należy sprawdzić wykończenie powierzchni, płaskość, okrągłość i dokładność otworu?
Wykończenie powierzchni należy sprawdzić metodą dostosowaną do określonego parametru chropowatości. Sam wygląd zewnętrzny nie wystarcza, gdy powierzchnia ma wpływ na dopasowanie, tarcie, zużycie lub szczelność.
Płaskość należy mierzyć zgodnie z wymaganiami rysunku technicznego i układem odniesienia. Okrągłość należy mierzyć jako warunek geometryczny, a nie wywnioskować wyłącznie na podstawie kontroli średnicy. Do pomiaru dokładności otworu mogą być potrzebne mierniki do otworów, pomiary pneumatyczne, sondowanie za pomocą maszyny CMM lub inne metody dostosowane do rozmiaru otworu i tolerancji.
Metodę kontroli należy wybrać przed rozpoczęciem produkcji. Jeśli dany element jest trudno dostępny lub zbyt mały dla standardowych narzędzi, wykonalność pomiaru staje się częścią wykonalności produkcyjnej.
Potrzebne źródła: organizacje normalizacyjne, metody kontroli oraz wytyczne branżowe
Decyzje dotyczące szlifowania precyzyjnego często zależą od norm i przyjętych praktyk pomiarowych. Do istotnych obszarów należą: wymiarowanie geometryczne i tolerancje, pomiar tekstury powierzchni, metrologia wymiarowa oraz kalibracja, zgodnie z normami zawartymi w Narodowy Instytut Standardów i Technologii.
Zamawiający nie muszą opracowywać pełnej procedury kontroli dla każdego zlecenia, powinni jednak określić, co należy wykazać. Organy normalizacyjne oraz wytyczne instytucjonalne pomagają zamawiającemu i wykonawcy uzgodnić sposób określania i pomiaru cech.
Jak ocenić i wybrać dostawcę usług szlifowania
Wybór dostawcy usług precyzyjnego szlifowania CNC powinien opierać się na dopasowaniu do wymagań danej części, a nie na ogólnych deklaracjach dotyczących możliwości. Rozwiązanie, które najlepiej sprawdza się w przypadku jednej części, niekoniecznie będzie najlepszym wyborem dla innej.
Ocena powinna skupiać się na zdolności do tolerowania rzeczywistej geometrii, doświadczeniu w zakresie materiałów, wydajności maszyn, sposobie mocowania detali, możliwościach kontroli oraz przestrzeganiu zasad dokumentacji.
Ocena dostawcy powinna również obejmować zgodność z systemem jakości oraz kontrolę poszczególnych etapów procesu. Należy sprawdzić, czy zakres certyfikacji odpowiada poziomowi ryzyka związanego z daną częścią, czy systemy pomiarowe są poddawane kontroli i zapewniają powtarzalność, czy wyniki kontroli pierwszego egzemplarza można powiązać z punktami odniesienia na rysunku oraz czy ewentualna obróbka cieplna lub obróbka zewnętrzna jest zlecana podwykonawcom zgodnie z udokumentowanymi procedurami kontroli. Deklarowana tolerancja ma niewielkie znaczenie, jeśli oferta nie wskazuje, w jaki sposób dana cecha zostanie wyprodukowana i zweryfikowana.
Co należy sprawdzić przed złożeniem zapytania o wycenę szlifowania precyzyjnego?
Przed złożeniem zapytania ofertowego należy sprawdzić, czy rysunek zawiera określenie wymiarów krytycznych, punktów odniesienia, chropowatości powierzchni, materiału, twardości oraz ilości. Należy ustalić, które elementy wymagają szlifowania, a które mogą pozostać po frezowaniu lub toczeniu.
Należy również sprawdzić, czy na części pozostało nadmiar materiału do szlifowania, czy obróbka cieplna odbywa się przed czy po szlifowaniu oraz czy któreś z powierzchni są kruche lub trudno dostępne. Jeśli część jest prototypem, należy zaznaczyć, czy jej konstrukcja może ulec zmianie. Jeśli planowana jest późniejsza produkcja seryjna, należy podać przewidywane wielkości partii.
Kompletne zapytanie ofertowe ogranicza liczbę wymian korespondencji i pomaga zidentyfikować ryzyko związane z wykonalnością produkcji, zanim ustalona zostanie cena i termin realizacji.
Macierz decyzyjna: tolerancja, materiał, geometria, objętość, wymiary oraz wymagania kontrolne
| Czynnik decyzyjny | Stan niższego ryzyka | Stan podwyższonego ryzyka |
|---|---|---|
| Tolerancja | Umiarkowana tolerancja względem elementu sztywnego | Bardzo wąska tolerancja w przypadku elementów cienkich, długich lub elastycznych |
| Materiał | Znany materiał nadający się do mielenia, charakteryzujący się stabilnym stanem | Materiał wrażliwy na ciepło, twardy, kompozytowy, ceramiczny lub o nieokreślonym składzie |
| Geometria | Otwarty dostęp i stałe wsparcie | Małe otwory, występy, cięcia przerywane, delikatne odcinki |
| Objętość | Ilość odpowiada metodzie konfiguracji | Prototyp wymaga ustalenia cen produkcyjnych, albo produkcja wymaga opracowania procesu prototypowego |
| Rozmiar | Pasuje do typowych pojemności maszyn | Bardzo małe elementy lub bardzo duże zespoły |
| Kontrola | Przejrzysta metoda i dokumentacja | Niejasne wykończenie, nieprecyzyjne określenia dotyczące “lustrzanego odbicia”, brak jasności co do punktu odniesienia |
Ta matryca pomaga odróżnić cechę podlegającą obróbce szlifierskiej od cechy podlegającej obróbce szlifierskiej i weryfikacji. Obie są niezbędne do pomyślnej realizacji zamówienia.
Sygnały ostrzegawcze: niejasne deklaracje dotyczące tolerancji, brak możliwości przeprowadzenia kontroli, niepoparte dowodami deklaracje dotyczące materiałów
Do sygnałów ostrzegawczych należą: deklaracje dotyczące tolerancji bez odniesienia do geometrii części, brak możliwości przeprowadzenia kontroli, niejasne plany mocowania obrabianych elementów, niepoparte dowodami deklaracje dotyczące materiału oraz niechęć do omówienia ryzyka przegrzania lub przypalenia. Kolejnym sygnałem ostrzegawczym jest traktowanie wszystkich rodzajów szlifowania jako zamiennych.
Wykonawca powinien być w stanie wyjaśnić, czy do danej części bardziej nadaje się szlifowanie płaskie, cylindryczne, bezkłowe, wewnętrzne czy wrzecionowe. Powinien również umieć zidentyfikować potencjalne zagrożenia, na przykład sytuacje, w których szlifowanie bezkłowe nie jest odpowiednie dla części o skomplikowanych kształtach lub gdy trudności związane z szlifowaniem wewnętrznym otworów o małej średnicy mogą wpłynąć na wykonalność zadania.
Jasno określone granice to dobry znak. Precyzyjne szlifowanie wymaga kontroli procesu, a kontrola procesu zaczyna się od wiedzy o tym, co może pójść nie tak.
Lista kontrolna zapytania ofertowego: rysunki, pliki CAD, specyfikacje materiałowe, twardość, wykończenie, tolerancja, ilość i terminy
Kompletne zapytanie ofertowe dotyczące precyzyjnych usług szlifowania CNC powinno zawierać:
- Rysunek 2D z tolerancjami, punktami odniesienia i numerem wersji
- Plik CAD, jeśli jest dostępny
- Specyfikacja materiałowa
- Stan po obróbce cieplnej i twardość
- Powierzchnie krytyczne przeznaczone do szlifowania
- Wymagania dotyczące wykończenia powierzchni
- Wymagania dotyczące płaskości, okrągłości, otworu i współosiowości
- Ilość dla prototypu, serii pilotażowej i produkcji seryjnej
- Wymagana dokumentacja z kontroli
- Wymagany termin dostawy lub ograniczenie harmonogramowe
- Wszelkie wymagania dotyczące obsługi, czystości lub opakowania
Ostateczna decyzja jest w zasadzie prosta. Należy zastosować szlifowanie CNC, gdy element wymaga końcowej kontroli jakości, której frezowanie lub toczenie nie są w stanie niezawodnie zapewnić. Należy unikać szlifowania lub ponownie rozważyć jego zastosowanie, gdy geometria utrudnia dostęp, punkty odniesienia są niejasne, kontrola jakości jest niemożliwa lub tolerancje są węższe niż wymaga tego funkcja elementu. Najlepsze wyniki osiąga się, gdy projekt, proces i pomiary są ze sobą zharmonizowane przed rozpoczęciem produkcji.
Najczęściej zadawane pytania
Kiedy konieczne jest szlifowanie CNC?
Precyzyjne usługi szlifowania CNC są zazwyczaj konieczne, gdy frezowanie lub toczenie nie pozwalają na osiągnięcie wymaganej tolerancji końcowej, jakości powierzchni, płaskości, okrągłości lub dokładności otworu w obrabianych elementach. Proces ten jest powszechnie stosowany jako dodatkowa obróbka wykańczająca po zakończeniu podstawowych operacji obróbki skrawaniem na obrabianych elementach. Inżynierowie i kupujący polegają na tym procesie w celu usunięcia wad wymiarowych i powierzchniowych, których nie da się skutecznie wyeliminować za pomocą standardowych metod skrawania. Stosuje się go wyłącznie w przypadku krytycznych powierzchni funkcjonalnych, gdzie precyzja i stała wydajność mają zasadnicze znaczenie dla montażu i działania części.
Jakie tolerancje można osiągnąć podczas szlifowania CNC?
Podawane wyniki testów porównawczych szlifowania CNC obejmują wartości ±0,00007″, ±0,0001″ oraz 0,0002″ w różnych przykładach przedstawionych przez dostawców w kontekście zastosowań przemysłowych. Opublikowanych danych nie należy traktować jako uniwersalnych gwarancji produkcyjnych dla każdego projektu części i każdego rodzaju materiału. Rzeczywista osiągalna tolerancja zależy w dużym stopniu od gatunku materiału, geometrii części, ustawienia maszyny, stanu ściernicy, regulacji termicznej oraz profesjonalnych metod kontroli. Sztywne, proste części zazwyczaj charakteryzują się węższymi tolerancjami niż cienkie, złożone lub wrażliwe na ciepło elementy, wymagające wykończenia o wysokiej precyzji w rzeczywistych warunkach produkcyjnych.
Jaka jest różnica między szlifowaniem cylindrycznym a płaskim?
Szlifowanie cylindryczne służy do wykańczania okrągłych elementów o średnicy zewnętrznej lub wewnętrznej, takich jak wały, czopy, sworznie i precyzyjne otwory w obrotowych elementach przemysłowych. Szlifowanie płaskie skupia się wyłącznie na płaskich powierzchniach konstrukcyjnych, w tym płytach podstawowych, powierzchniach odniesienia, blokach narzędziowych oraz płaskich powierzchniach styku wykorzystywanych podczas montażu. W przypadku szlifowania cylindrycznego priorytetem jest kontrola okrągłości i współosiowości, natomiast szlifowanie płaskie skupia się na dokładności płaskości i równoległości, mających wpływ na funkcjonalność elementu. Wiele złożonych części mechanicznych wymaga nawet zastosowania obu rodzajów szlifowania, aby spełnić wszystkie wymogi wymiarowe i geometryczne określone w rysunkach technicznych, zarówno w przypadku precyzyjnych płyt szlifowanych płasko, jak i elementów obrotowych.
Jakie materiały są najczęściej stosowane do szlifowania precyzyjnego?
Wśród wymienionych materiałów znajdują się metale żelazne i nieżelazne, stal nierdzewna, tytan, stopy specjalne, ceramika techniczna, tworzywa sztuczne i materiały kompozytowe, a także stale hartowane. Każdy z tych materiałów inaczej reaguje na cięcie ścierne, wytwarzanie ciepła, obciążenie ściernicy oraz działanie chłodziwa podczas cyklu szlifowania. Zakłady muszą dostosować dobór ściernic, parametry obróbki oraz strategie kontroli termicznej do właściwości fizycznych każdego materiału. Prawidłowe dopasowanie materiałów zapobiega przypalaniu powierzchni, odkształceniom wymiarowym i nieodpowiedniej teksturze powierzchni w przypadku szlifowania bezkłowego oraz innych rodzajów szlifowanych elementów.
W jaki sposób można poprawić chropowatość powierzchni poprzez szlifowanie?
Chropowatość powierzchni można poprawić poprzez dobór odpowiedniego ziarna i rodzaju spoiwa ściernicy oraz utrzymywanie właściwych procedur obróbki ściernicy w trakcie cykli produkcyjnych. Producenci regulują również prędkość posuwu szlifowania, prędkość obrotową oraz zapewniają wystarczający dopływ chłodziwa, aby ograniczyć nagrzewanie się powierzchni obrabianego elementu. Kontrola liczby przejść szlifierskich oraz unikanie nadmiernego usuwania materiału dodatkowo pomaga udoskonalić teksturę powierzchni i wyeliminować ślady po narzędziach, co pozwala uzyskać elementy metalowe o lustrzanym wykończeniu. Rysunek techniczny powinien zawsze określać wymierny wymóg dotyczący wykończenia powierzchni, zamiast opierać się wyłącznie na subiektywnej ocenie wizualnej w celu oceny jakości.
Jaka jest różnica między frezowaniem a szlifowaniem?
Frezowanie i toczenie to wydajne procesy obróbki wstępnej, które pozwalają na usunięcie dużych ilości materiału w celu uzyskania elementów o kształtach zbliżonych do końcowych i o złożonej geometrii. Szlifowanie wykorzystuje tarcze ścierne do usuwania drobnych cząstek materiału, zapewniając węższe tolerancje wymiarowe, gładsze wykończenie powierzchni oraz lepszą korektę geometryczną niż samo frezowanie. Frezowanie ma trudności z uzyskaniem ultrapłaskiej powierzchni, utwardzonym wykończeniem powierzchni oraz precyzyjną okrągłością w newralgicznych elementach łożyskowych i otworach, co stanowi idealne zadanie dla precyzyjnego szlifowania. Szlifowanie służy jako końcowy etap precyzyjnego wykańczania, mający na celu dopracowanie wyłącznie kluczowych powierzchni oraz wytwarzanie elementów obrabianych CNC o najwyższym stopniu wykończenia, bez zmiany ogólnego kształtu części uzyskanego w wyniku frezowania.