Frezowanie wgłębne, zwane również frezowaniem w dół, to Frezowanie CNC Metoda, w której frez obraca się w tym samym kierunku co posuw. Wiór jest najgrubszy przy wejściu i staje się cieńszy, gdy ząb opuszcza cięcie. Taki kształt wióra zmniejsza tarcie, poprawia wykończenie powierzchni i zapewnia niższą temperaturę skrawania. Sklepy informują o dłuższej żywotności narzędzia (często do 50%), niższym poborze mocy i bardziej stabilnych siłach, które dociskają obrabiany przedmiot do uchwytu. Dzięki nowoczesnym frezarkom CNC, które kontrolują luz, frezowanie współbieżne jest pierwszym wyborem dla przejść wykańczających i wielu ścieżek obróbki zgrubnej.
Jeśli szukasz precyzyjna obróbka CNC usług lub wysokiej jakości niestandardowych części, odwiedź U-Need - zaufanego dostawcę oferującego zaawansowane rozwiązania CNC i produkcję części dla branż na całym świecie.
Jeśli trafiłeś tutaj po krótką odpowiedź: na nowoczesnym CNC z ciasnymi śrubami kulowymi i dobrym mocowaniem, wybierz frezowanie w dół dla większości operacji. Używaj frezowania konwencjonalnego (zwanego również frezowaniem w górę) w przypadku zgrubnej skali, żeliwnej skóry i starszych maszyn z zauważalnym luzem. Pozostała część tego przewodnika zawiera jasne porównanie, fizykę stojącą za cięciem, przetestowane kroki konfiguracji, porady dotyczące konkretnych materiałów, studia przypadków i rozwiązania typowych problemów - dzięki czemu można pewnie poprawić wykończenie powierzchni, żywotność narzędzia i wydajność.
Frezowanie klimatyczne vs konwencjonalne: Porównanie w skrócie
Zrozumienie różnych procesów frezowania, w tym frezowania z wzniosem i frezowania konwencjonalnego, ułatwia zrozumienie, dlaczego frezowanie konwencjonalne i frezowanie z wzniosem zachowują się inaczej pod względem wykończenia, trwałości narzędzia i sił maszynowych.
Definicja, ruch i formowanie żetonów
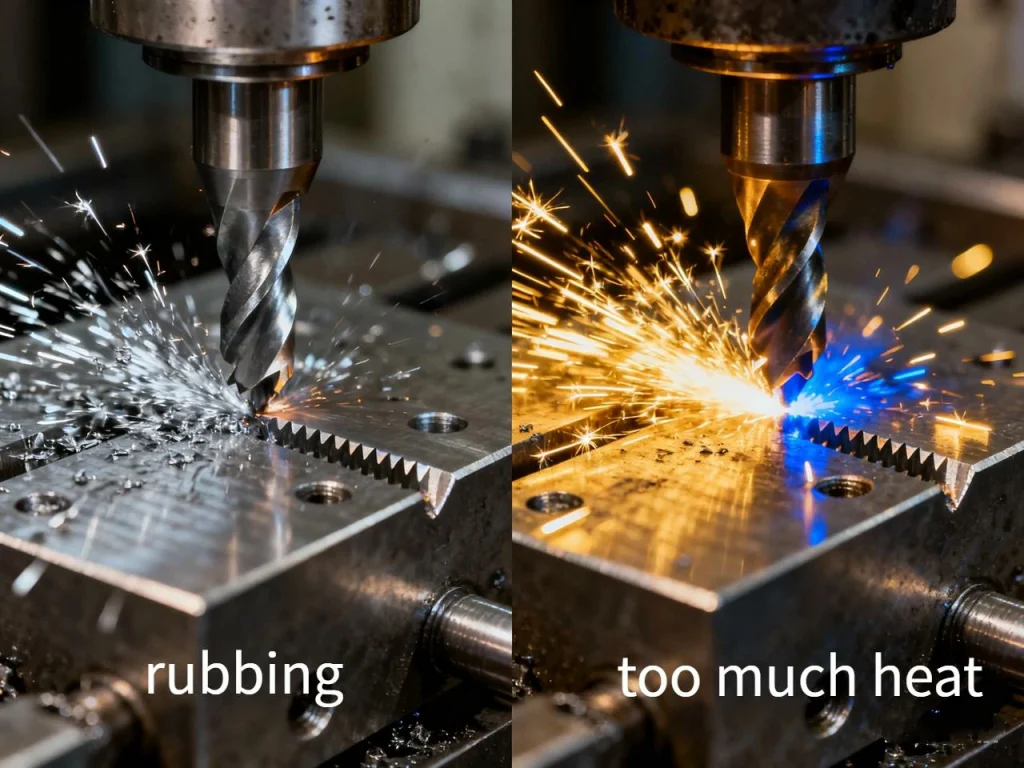
Ludzie często pytają o różnice między frezowaniem wgłębnym i konwencjonalnym oraz o sposób, w jaki zęby narzędzia tnącego wspinają się na powierzchnię przedmiotu obrabianego. Podczas frezowania w dół frez obraca się zgodnie z kierunkiem cięcia, tworząc cienki wiór, który zmniejsza tarcie i poprawia kontrolę nad procesem cięcia. Siła skierowana w dół podczas frezowania wznoszącego jest zazwyczaj wystarczająca, aby docisnąć obrabiany przedmiot do stołu maszyny, pomagając zredukować drgania i wibracje. Dlatego też frezowanie współbieżne może prowadzić do gładszego wykończenia powierzchni w porównaniu z frezowaniem konwencjonalnym. Wiór tworzy się, a następnie odrywa za frezem, dzięki czemu nie jest wciągany z powrotem pod następny ząb. W konwencjonalnym frezowaniu frez obraca się w kierunku przeciwnym do posuwu. Każdy ząb rozpoczyna tarcie z cienkim wiórem, a kończy z grubym wiórem. Te cienkie wióry i tarcie na wejściu podnoszą temperaturę i zużywają krawędź, a wióry są bardziej podatne na ponowne cięcie.
W prosty sposób można to sobie wyobrazić: we frezowaniu górnowrzecionowym zęby "wspinają się" na powierzchnię obrabianego przedmiotu i dociskają go do stołu; w konwencjonalnym frezowaniu zęby "podciągają się" od strony stołu i podnoszą obrabiany przedmiot, jeśli mocowanie jest słabe. Różnica między tymi dwiema metodami frezowania przejawia się w wykończeniu, trwałości narzędzia i siłach, które maszyna musi kontrolować.
Plusy i minusy według wyników (wykończenie powierzchni, trwałość narzędzia, moc, mocowanie)
Oto kompaktowe porównanie, które odzwierciedla typowe wyniki uzyskiwane w nowoczesnych warsztatach CNC.
Wykończenie powierzchni
- Frezowanie pod kątem: Frezowanie typu Climb jest często preferowane w celu uzyskania gładszego wykończenia powierzchni ze względu na wspinanie się zębów na obrabiany przedmiot i tworzenie się cienkich wiórów, co skutkuje mniejszą liczbą ponownie skrawanych wiórów.
- Frezowanie konwencjonalne: Zawsze konwencjonalne frezowanie początkowo na szorstkich lub skalowanych powierzchniach, tworząc bardziej szorstką powierzchnię na czystym materiale z powodu cienkich wiórów wejściowych, które ocierają się o materiał.
Żywotność narzędzia
- Frezowanie pod kątem: Często +40-60% trwałości narzędzia; do +50% jest powszechną zasadą kciuka
- Konwencjonalne frezowanie: Linia bazowa; większe zużycie spowodowane tarciem i wysoką temperaturą
Pobór mocy
- Frezowanie pod kątem: Niższe siły skrawania i moc przy takim samym usuwaniu materiału
- Konwencjonalne frezowanie: Większa siła i ciepło
Siły mocowania
- Frezowanie pod kątem: Siły wypadkowe skierowane w dół wspomagają mocowanie i redukują drgania
- Konwencjonalne frezowanie: Siły działające w górę mogą unieść pracę; wymaga mocniejszych zacisków
Wrażliwość na stan zapasów
- Frezowanie pod kątem: Najlepsze do czystego lub obrobionego materiału; może odpryskiwać na twardej skórze
- Konwencjonalne frezowanie: Bezpieczniejsze w przypadku zgorzeliny, żeliwa i bardzo chropowatych powierzchni
Wymagania dotyczące maszyny
- Frezowanie pod kątem: Wymaga minimalnego luzu i dobrej kontroli osi.
- Frezowanie konwencjonalne: Bardziej wyrozumiałe dla starszych lub ręcznych maszyn
Kiedy wybrać każdą z nich (reguły decyzyjne)
W przypadku przejść wykańczających frezowanie rozpoczyna się od frezowania wznoszącego, aby uzyskać gładsze powierzchnie i zmniejszyć zużycie narzędzi na nowoczesnych maszynach CNC. Wybór frezowania konwencjonalnego lub z wzniosem zależy od stanu materiału, materiału i sztywności maszyny. Doskonale sprawdza się w przypadku przejść wykańczających, cienkich podłóg, cienkich ścian i stabilnych ścieżek narzędzia do obróbki zgrubnej z lekkim zaangażowaniem promieniowym. Jest to szczególnie skuteczne w przypadku aluminium i stali nierdzewnej, a także pomaga kontrolować ciepło w przypadku tytanu. W przypadku frezarki ręcznej lub starszego CNC z luzem, frezowanie konwencjonalne często zapewnia większe bezpieczeństwo. W przypadku materiałów takich jak żeliwo, konwencjonalne frezowanie jest początkowo bezpieczniejsze, aby uniknąć wyszczerbienia krawędzi narzędzia. W przypadku przerywanych cięć i spawów należy najpierw przetestować frezowanie konwencjonalne lub usunąć naskórek przed przejściem na frezowanie górnowrzecionowe.
Prosty proces decyzyjny, który można śledzić:
- Stan maszyny: Jeśli maszyna ma zauważalny luz lub klei się, pochyl się konwencjonalnie. Jeśli luz jest minimalny, a serwomechanizmy są dokręcone, wznieś się.
- Materiał: Czyste stale, aluminium, tytan i większość tworzyw sztucznych sprzyjają wspinaczce. Żeliwo i stal walcowana na gorąco sprzyjają konwencjonalnym metodom, dopóki nie zostanie usunięta skóra.
- Stan magazynowy: Jeśli powierzchnia jest szorstka lub ma twardą skórę, konwencjonalnie, aż do uzyskania czystej powierzchni. Następnie wspiąć się.
- Działanie: Do obróbki wykańczającej należy stosować wznoszenie. Do obróbki zgrubnej należy używać wznoszenia z lekkim promieniowym i głębokim osiowym (adaptacyjnym/HEM), chyba że materiał jest bardzo chropowaty.
Czy frezowanie wspinaczkowe jest lepsze od frezowania konwencjonalnego?
- Zalety frezowania wspinaczkowego obejmują lepsze wykończenie powierzchni, dłuższą żywotność narzędzia i niższe zużycie energii na nowoczesnych maszynach CNC.
- Wyjątki: W zależności od maszyny i materiału można wybrać frezowanie lub frezowanie konwencjonalne, ale nowoczesne konfiguracje często preferują przejścia wspinaczkowe.

Jak działa frezowanie klimatyczne: Siły, wióry, ciepło (frezowanie w dół)
Zrozumienie sił, tworzenia się wiórów i ciepła podczas procesu frezowania pomaga wyjaśnić, dlaczego frezowanie części za pomocą frezowania wznoszącego często poprawia wykończenie i zmniejsza zużycie. Różnice między frezowaniem współbieżnym i konwencjonalnym dotyczą grubości wiórów, ciepła i ugięcia narzędzia. Zrozumienie tych podstaw pomaga wyjaśnić, dlaczego poprawia to wykończenie, zmniejsza zużycie i wymaga starannego ustawienia maszyny.
Wektory siły, wrażliwość na luz i stabilność
Podczas frezowania w dół główny wektor siły skierowany jest w dół stołu z lekkim pociągnięciem w kierunku posuwu. Stabilizuje to pracę i pomaga cienkim podłogom i ścianom oprzeć się drganiom. Ta siła skierowana w dół jest głównym powodem, dla którego frezowanie wgłębne często zapewnia lepsze wykończenie cienkich sekcji. Jednak maszyny podatne na luzy mogą wymagać konwencjonalnego frezowania, aby uniknąć chwytania narzędzia lub ugięć podczas procesu cięcia. Ale to samo pociągnięcie może "złapać" luz w zużytej śrubie pociągowej. Na luźnej osi narzędzie może wyskoczyć do przodu, zagłębić się i złamać lub wyżłobić część. Dlatego też frezowanie współbieżne wymaga niskiego luzu i dobrze dostrojonej pętli serwomechanizmu. Nowoczesne układy CNC dobrze sobie z tym radzą, dlatego frezowanie z wzniosem jest dziś standardem.
Ewakuacja wiórów, wytwarzanie ciepła i utwardzanie pracy
Frezowanie pod kątem wyrzuca wióry za frez, z dala od krawędzi tnącej. Mniej ponownego skrawania oznacza mniejsze tarcie i mniej ciepła. Ponieważ ząb zaczyna się od grubego wióra, raczej tnie niż ściera. Zmniejsza to twardnienie robocze w twardych materiałach, takich jak austenityczna stal nierdzewna. W przypadku konwencjonalnego frezowania, ząb ściera się przed cięciem, utrzymując ciepło w pobliżu krawędzi i potencjalnie utwardzając powierzchnię roboczą. Operatorzy powinni monitorować ekspozycję termiczną i stosować odpowiednie chłodziwo. WHO twierdzi, że długotrwała ekspozycja na ciepło i zanieczyszczone płyny do cięcia może zwiększyć ryzyko dla zdrowia w miejscu pracy, podkreślając znaczenie właściwego zarządzania płynami. Jedno zastrzeżenie: stal walcowana na gorąco i powierzchnie odlewane często mają twardą powłokę. Frezowanie klimatyczne uderza w tę twardą warstwę przy maksymalnej grubości wióra, co może spowodować wyszczerbienie krawędzi. W takich przypadkach bezpieczniejsza jest początkowa obróbka konwencjonalna.
Zużycie narzędzia, integralność krawędzi i ugięcie
Ponieważ frezowanie w dół pozwala uniknąć tarcia na wejściu, zużycie krawędzi jest wolniejsze i bardziej równomierne. Wiele warsztatów zauważa wzrost trwałości narzędzia w zakresie 40-60%, gdy zmieniają obróbkę wykańczającą z konwencjonalnej na wspinaczkową. Zużycie jest nadal związane z ciepłem, wiórami i materiałem narzędzia, ale kształt wióra od grubego do cienkiego jest przyjazny dla krawędzi z węglików spiekanych. Odchylenie narzędzia w trybie wznoszenia jest przeważnie prostopadłe do cięcia i może nieznacznie wepchnąć narzędzie w ścianę lub podłogę. Jest to korzystne dla wykończenia, jeśli materiał zostanie pozostawiony do końcowego przejścia, ale może zmienić rozmiar, jeśli tego nie zaplanujesz. Pozostaw niewielki naddatek na wykończenie i dokonaj pomiaru w połowie procesu, gdy tolerancje są wąskie.
Czy frezowanie górnowrzecionowe zmniejsza zużycie narzędzi?
Tak. Mniejsze tarcie przy wejściu, chłodniejsze wióry i mniejsza liczba ponownie skrawanych wiórów zmniejszają zużycie ścierne i termiczne, co wydłuża żywotność narzędzia.
Wymagania dotyczące maszyn, narzędzi i ustawień dla frezowania współbieżnego
Skuteczny proces frezowania współbieżnego wymaga sztywnej maszyny, minimalnych luzów oraz odpowiednio dobranego oprzyrządowania i mocowania. Zrozumienie kluczowych wymagań dotyczących sztywności, luzów, doboru narzędzi i mocowania przygotowuje grunt pod bezpieczne, wydajne i precyzyjne cięcie.
Luz, sztywność i kwestie związane z serwomechanizmem/śrubą pociągową
Frezowanie w dół wymaga ciasnej maszyny. Luz powinien być minimalny. Śruby kulowe powinny być w dobrym stanie, a eliminator luzu lub kompensacja w układzie sterowania pomaga bezpiecznie wykonywać frezowanie wznoszące. Prowadnice, prowadnice liniowe i łożyska wrzeciona muszą być sprawne. Jeśli stół porusza się po popchnięciu go ręką lub jeśli wyczuwalny jest luz podczas odwracania ruchu osi, należy zająć się tym w pierwszej kolejności. Pomaga w tym krótka lista kontrolna:
- Sprawdź luz na każdej osi za pomocą wskaźnika.
- Sprawdzić śruby kulowe i złącza; wyregulować lub wymienić, jeśli są poluzowane.
- Sprawdź bicie wrzeciona i łożysk; nasłuchuj hałasu i ciepła.
- Potwierdź strojenie osi i funkcje wyprzedzające w układzie sterowania.
- Zablokować lub docisnąć żebra na frezarkach ręcznych; sprawdzić luz przed przejściem przez wzniesienie.

Geometria narzędzia, powłoki i wybór uchwytu
Frezowanie klimatyczne działa najlepiej z ostrą krawędzią tnącą. Dodatni kąt natarcia i polerowane rowki pomagają w przypadku aluminium. Przygotowane krawędzie lub szlifowane naroża i mały promień naroża pomagają w przypadku stali, aby oprzeć się mikro-wyszczerbieniom. Powłoki powinny być dopasowane do materiału: powłoki wysokotemperaturowe dla stali i nadstopów; powłoki o niskiej przyczepności dla aluminium. Dobre uchwyty mają znaczenie, ponieważ bicie zabija krawędzie. Tuleje zaciskowe termokurczliwe, hydrauliczne lub dobrze konserwowane utrzymują bicie na niskim poziomie, a ścieżka jest stabilna.
Uchwyty robocze, mocowanie i wsparcie cienkościenne
Siła skierowana w dół podczas frezowania pomaga w utrzymaniu obrabianego przedmiotu, ale nadal potrzebne jest inteligentne podparcie. Cienkie ściany wymagają podparcia. Cienkie podłogi wymagają materiału pod nimi aż do ostatniego przejścia. W przypadku płyt należy użyć imadła z równoległobokami lub konfiguracji próżniowej z warstwą ofiarną. W przypadku cienkich wstęg pozostaw wypustki lub żebra i usuń je później. Gdy element jest delikatny, zaplanuj obróbkę stopniową i spoczynkową, aby usunąć tylko tyle, ile narzędzie może obsłużyć bez zginania części.
Bezpieczeństwo i ograniczanie ryzyka (Pull-in, Kickback, Chatter)
Głównym ryzykiem podczas frezowania w dół jest wciągnięcie narzędzia na luźnej osi, drgania w elastycznym ustawieniu i złamane narzędzia przy trudnych wejściach. Mniejsze zaangażowanie promieniowe zmniejsza skoki siły. Łagodne wejścia, takie jak rampy lub spirale, rozkładają obciążenie. Jeśli to możliwe, należy unikać rowkowania na całej szerokości. Jeśli musisz wykonać rowek, rozważ wykonanie rowka pilotażowego za pomocą konwencjonalnego frezowania w celu oczyszczenia skóry, a następnie frezowania wykańczającego. Wybór chłodziwa ma znaczenie: powietrze lub MQL pomaga w obróbce aluminium i tworzyw sztucznych; chłodziwo pod wysokim ciśnieniem może pomóc w obróbce stali, ale należy unikać wydmuchiwania wiórów z powrotem do cięcia. Według OSHAZgodnie z wytycznymi dotyczącymi oceny narażenia na płyny do obróbki metali, mgła płynów do obróbki metali jest uważana za zagrożenie unoszące się w powietrzu, a warsztaty muszą stosować wentylację wyciągową lub lokalne systemy wyciągowe, wraz ze środkami ochrony indywidualnej, w celu kontrolowania narażenia na mgłę. Zawsze wykonuj na sucho złożoną ścieżkę narzędzia nad częścią.
Parametry i instrukcje: Posuwy, prędkości, ścieżki narzędzia
Przed wybraniem posuwów, prędkości i ścieżek narzędzia, warto przestrzegać jasnej sekwencji ustawień. Sprawdzenie maszyny, narzędzi i uchwytów roboczych w pierwszej kolejności zapewnia bezpieczne, wydajne i spójne frezowanie wznoszące.
Lista kontrolna konfiguracji i kolejność operacji
Ta lista kontrolna krok po kroku pomoże w bezpiecznym i wydajnym frezowaniu wznoszącym na dowolnym sztywnym urządzeniu CNC.
- Sprawdzić luz maszyny i podstawową sztywność.
- Wybierz ostre narzędzie i uchwyt o niskim biciu dostosowany do materiału.
- Wybierz ścieżkę narzędzia, która utrzymuje niskie zaangażowanie promieniowe i stałe obciążenie wiórów (ścieżki adaptacyjne, trochoidalne lub inne w stylu HEM).
- Zaplanuj mocowanie i przetestuj siłę mocowania na złomie lub bloku testowym.
- Zaprogramuj konserwatywne ruchy wejściowe (rampa/helisa) i unikaj zakopywania narzędzia.
- Wykonaj cięcie próbne z bezpiecznym przejściem i zmierz wióry oraz dźwięk cięcia.
- Dostosuj posuw na ząb, aby osiągnąć docelową grubość wiórów, a nie posuw oparty na wyczuciu.
- Pozostaw niewielki naddatek na wykończenie i użyj dedykowanego przejazdu wykończeniowego.
Kanały, prędkości i cele zaangażowania
Frezowanie klimatyczne działa najlepiej, gdy grubość wióra jest kontrolowana. W miarę zmniejszania się zaangażowania promieniowego (step-over) należy zwiększać posuw na ząb, aby grubość wióra nie spadła do strefy tarcia. Jeśli to możliwe, użyj kalkulatora grubości wióra lub zastosuj wbudowaną funkcję CAM. Dobrym wzorcem początkowym dla wysokowydajnego frezowania jest głębsze zaangażowanie osiowe (często 2-3× średnica dla odpowiednich narzędzi i maszyn) i lekkie promieniowe (często 10-20% średnicy). Rozprowadza to ciepło wzdłuż większej części rowka wiórowego, zmniejsza siły i bardzo dobrze nadaje się do frezowania wspinaczkowego.
Jeśli zauważysz błyszczącą ściankę bez widocznych śladów posuwu, może to oznaczać tarcie. Nieznacznie zwiększyć posuw na ząb, obniżyć przeskok lub dodać przejście sprężynowe, jeśli rozmiar się przesuwa. Obserwuj obciążenie wrzeciona i kolor wiórów. Suche, szare wióry w stali mogą oznaczać tarcie. Słomkowe lub niebieskie mogą oznaczać zbyt wysoką temperaturę. W przypadku aluminium długie, żylaste wióry sugerują słabe odprowadzanie wiórów lub zbyt niski posuw.
Taktyki wejścia/wyjścia, wprowadzenia i przejścia
Sposób rozpoczęcia procesu ma znaczenie: zawsze używaj rampy lub spiralnych wejść, aby uniknąć nagłego chwycenia narzędzia na początku przejścia. Używaj wejść i wyjść, które zapobiegają ocieraniu się o ścianę wykończeniową. Zachowaj trochę materiału na ścianach i podłogach do końcowego przejścia wykończeniowego. Przejście to powinno wykorzystywać niskie zaangażowanie promieniowe i wysoką prędkość wrzeciona ze stałym posuwem, aby uzyskać najlepsze wykończenie powierzchni. Jeśli system CAM na to pozwala, należy ustawić jednokierunkowe, tylko wznoszące wykończenie na cienkich ściankach, aby zredukować ślady ugięcia.
Czy można wspinać się na młynku ręcznym?
Można, ale jest to ryzykowne, jeśli maszyna ma luz. Żebra powinny być napięte, należy wykonywać bardzo lekkie cięcia i być gotowym do zatrzymania się. W wielu konfiguracjach ręcznych należy używać konwencjonalnego frezowania do obróbki zgrubnej i pozostawić tylko bardzo lekkie wykończenie, jeśli maszyna jest ciasna.
Podręcznik dla poszczególnych materiałów (aluminium, stal, żeliwo, tworzywa sztuczne)
Różne materiały zachowują się inaczej podczas frezowania współbieżnego. Zrozumienie dziwactw każdego materiału - miękkości, twardości, wrażliwości na ciepło lub zachowania wiórów - pomaga wybrać posuwy, prędkości i strategie, które chronią narzędzie i zapewniają najlepsze wykończenie.
Stopy aluminium i tytanu
Aluminium uwielbia frezowanie wspinaczkowe. Ostre narzędzia o wysokim skoku z polerowanymi rowkami wiórowymi i powłoką o niskiej przyczepności tną czysto i jasno. Wysokie prędkości wrzeciona z przedmuchem powietrza lub MQL utrzymują wióry z dala od cięcia. Utrzymuj niskie wartości promieniowe i posuwy, aby utrzymać grubość wiórów. W przypadku tytanu kluczowa jest kontrola ciepła. Frezowanie pod kątem pomaga, ponieważ wióry odprowadzają ciepło. Używaj umiarkowanej prędkości powierzchniowej, wysokiej sztywności i dużej ilości chłodziwa. Unikaj rozwarstwiania. Niewielkie obciążenie promieniowe i stałe obciążenie wiórów zmniejszają zmęczenie narzędzia i wydłużają jego żywotność.
Stale węglowe/stopowe i nierdzewne
W przypadku stali frezowanie wznoszące poprawia trwałość krawędzi i zmniejsza zadziory. Należy stosować powłoki żaroodporne i rozważyć mały promień naroża w celu ochrony krawędzi. Zachowaj umiarkowane zaangażowanie promieniowe i zaplanuj głębokie przejścia osiowe, jeśli to możliwe. Stal nierdzewna, zwłaszcza gatunki austenityczne, twardnieje podczas tarcia. To sprawia, że frezowanie pod kątem jest wartościowe, ale tylko wtedy, gdy zabezpieczysz się przed tarciem. Utrzymuj posuw na ząb w zalecanym zakresie i nie przesadzaj z narzędziem przy wejściu. Należy dążyć do mocnego, czystego cięcia na początku ścieżki zęba.
Żeliwo i stal walcowana na gorąco
Żeliwo często ma twardą, ścierną powłokę. Stal walcowana na gorąco ma twardą warstwę zewnętrzną. W obu przypadkach konwencjonalne frezowanie jest bezpieczniejsze na początku, ponieważ cienki do grubego wiór łagodzi twardą warstwę i chroni krawędź przed nagłym uderzeniem. Po przejściu przez skórę i odsłonięciu jednolitego materiału, należy przejść na frezowanie wspinaczkowe, aby uzyskać lepsze wykończenie i dłuższą żywotność. Żeliwo zwykle pracuje na sucho, ponieważ wióry kruszą się na pył; należy chronić maszynę i dobrze usuwać pył.
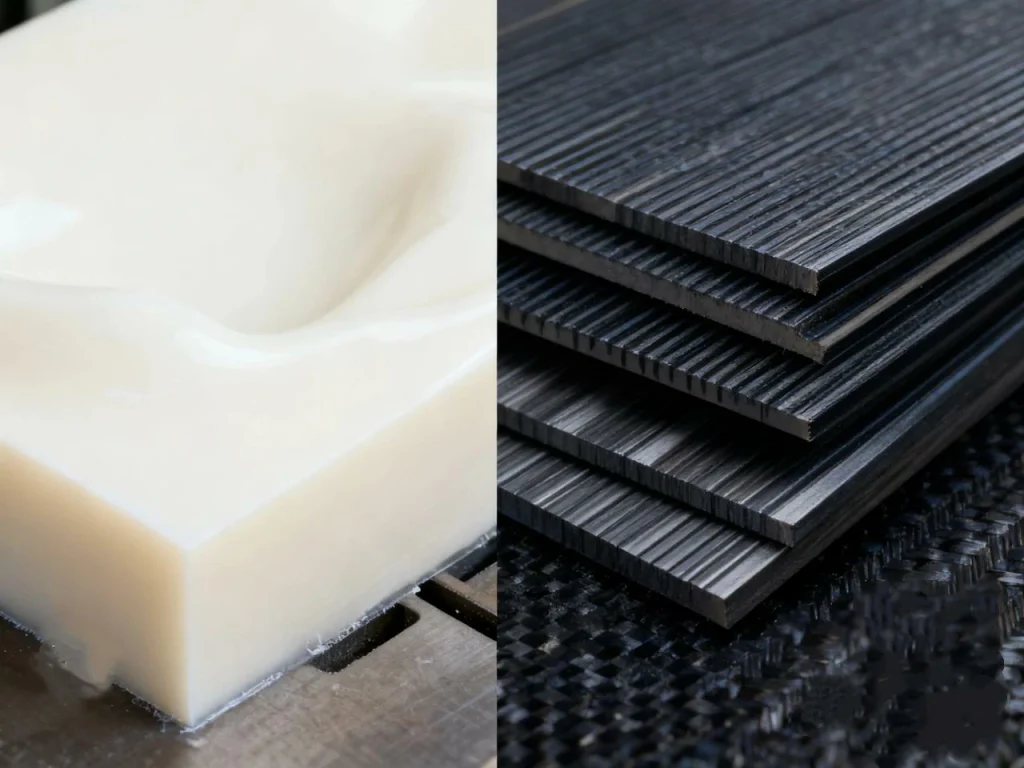
Tworzywa sztuczne i kompozyty
Tworzywa sztuczne wymagają ostrych narzędzi o wysokim skoku i starannej kontroli temperatury. Frezowanie spiralne pomaga zredukować zadziory, ponieważ cięcie jest czyste, a wióry są odprowadzane. Używaj powietrza do usuwania wiórów, unikaj tarcia i utrzymuj posuwy wystarczająco wysokie, aby utworzyć wiór. W przypadku kompozytów należy dobrze podeprzeć część i rozważyć specjalne geometrie, aby uniknąć rozwarstwienia. Wspinaczka często zapewnia czystszą krawędź, gdy konfiguracja jest stabilna.
Studia przypadków, wskaźniki i zwrot z inwestycji z branży
Rzeczywiste wyniki pokazują, jak frezowanie współbieżne wpływa na wykończenie powierzchni, trwałość narzędzia i ogólną produktywność. Spojrzenie na studia przypadków z branży lotniczej, motoryzacyjnej i nowoczesnych operacji CNC podkreśla wymierne korzyści i zwrot z inwestycji, jakiego można się spodziewać.
Wygrane w przemyśle lotniczym i motoryzacyjnym (wykończenie powierzchni, trwałość narzędzi)
W obróbce wykańczającej części aluminiowych i tytanowych w przemyśle lotniczym, przejście od konwencjonalnego frezowania do przejść wykańczających często zmniejsza chropowatość powierzchni o około jedną trzecią, przy czym wiele zespołów zgłasza poprawę Ra o około 30%. Wzrost trwałości narzędzia o 40-60% jest powszechny w przypadku tych cięć wykańczających, co jest zgodne z założeniem, że mniejsze tarcie i mniejsza liczba ponownych cięć pozwalają zachować krawędź. W obróbce stalowych obudów i wsporników w przemyśle motoryzacyjnym, frezowanie wznoszące w adaptacyjnej obróbce zgrubnej zmniejsza skoki obciążenia i utrzymuje moc wrzeciona na stałym poziomie, dzięki czemu frezy dłużej zachowują żywotność.
Wzrost wydajności i MRR w nowoczesnych układach CNC
Na maszynach z ciasnymi śrubami kulowymi i nowoczesnymi układami sterowania, warsztaty często odnotowują do 25% szybsze tempo usuwania materiału, gdy przełączają się na frezowanie wznoszące ze zoptymalizowanymi ścieżkami narzędzia. Sekretem jest nie tylko kierunek, ale cały przepis: lżejszy promieniowy, głębszy osiowy, odpowiedni posuw na ząb i stabilne mocowanie. Ponieważ narzędzie nie jest uderzane przez grube wióry przy wyjściu, pozostaje ostre, a cykle mogą przebiegać szybciej przez dłuższy czas.
Benchmarki przed/po i co się zmieniło
Tabela: Przykładowe migawki testów porównawczych
| Część / Materiał | Zmiana metody | Wynik | Co się zmieniło |
| Płyta aluminiowa 6061, ścianki wykończeniowe | Konwencjonalne wykończenie → Wykończenie Climb | Ra poprawione z 1,2 µm do 0,8 µm; trwałość narzędzia +50%; czas cyklu -10% | Przejazd końcowy tylko pod górę, wyższe obroty, lekkie zaangażowanie osiowe (ae), wejście z rampą |
| Obróbka zgrubna kieszeni ze stali 4140 | Slotting konwencjonalny → Adaptive climb | Czas cyklu -22%; trwałość narzędzia +45% | 15% zaangażowanie promieniowe, 2×D głębokość osiowa, stałe obciążenie wiórami, powietrze + chłodziwo |
| Wykończenie kołnierza Ti-6Al-4V | Mieszane → Tylko wspinaczka z kończącym odpoczynkiem | Większa kontrola rozmiaru; trwałość narzędzia +35%; mniej zadziorów | Wykończenie Climb, zredukowany skok, kontrolowane nagrzewanie, kontrola sondy |
Jak bardzo produktywne może być frezowanie wspinaczkowe?
Przy odpowiedniej ścieżce narzędzia i sterowaniu maszyną można oczekiwać skrócenia czasu cyklu obróbki zgrubnej o 10-25%, a także znacznej poprawy trwałości narzędzia, co obniża koszty narzędzi i wymiany. Wyniki zależą od sztywności, mocowania i strategii CAM.
Rozwiązywanie problemów
Gdy coś idzie nie tak podczas frezowania współbieżnego, problemy zwykle objawiają się drganiami, chwytaniem narzędzia lub słabym wykończeniem powierzchni. Zrozumienie typowych objawów i ich przyczyn pomaga skutecznie rozwiązywać problemy i uzyskiwać spójne wyniki.
Drgania, wibracje i słabe wykończenie
Jeśli twój przejazd wspinaczkowy brzęczy lub pozostawia ślady tarcia, najpierw sprawdź sztywność i zaangażowanie. Wysoki skok obciąża narzędzie. Zmniejsz zaangażowanie promieniowe do 10-20% średnicy, zwiększ posuw na ząb, aby utrzymać grubość wióra i rozważ głębsze cięcie osiowe, jeśli narzędzie na to pozwala. Sprawdź, czy wióry nie spadają z powrotem do frezu; nadmuch powietrza często usuwa smugi w aluminium. Zmień prowadzenie i wyprowadzanie, aby uniknąć obciążania narzędzia na cienkich ściankach. Krótsze wyprowadzenie i sztywniejszy uchwyt mogą zrobić różnicę.

Wciąganie, łamanie i dryft wymiarowy narzędzia
Nagłe chwycenie narzędzia wskazuje na luz lub agresywne wejście. Zweryfikuj luz osi za pomocą wskaźnika i używaj wejść rampowych lub spiralnych zamiast prostych zagłębień. Jeśli narzędzie się wyszczerbia, może być tępe lub obciążenie wiórami jest zbyt niskie przy włączeniu. Naostrz lub wymień narzędzie i zapewnij odpowiedni posuw, aby narzędzie cięło i nie ocierało się. Dryft wymiarowy może wynikać z ugięcia. Pozostaw wykończony materiał, użyj lekkiego przejścia wykończeniowego i dokonaj pomiaru w połowie procesu na ciasnych częściach.
Zaawansowane strategie i trendy w frezowaniu kręgów
Zaawansowane frezowanie współbieżne łączy w sobie inteligentniejsze ścieżki narzędzia, technologię maszyny i monitorowanie procesu. Zrozumienie tych strategii pomaga zwiększyć wydajność, chronić narzędzia i zachować precyzję na nowoczesnych maszynach CNC.
Wysokowydajne frezowanie (HEM) w porównaniu z tradycyjnymi przejściami wspinaczkowymi
Wysokowydajne frezowanie to nie tylko "podchodzenie". Wykorzystuje ono lekkie zaangażowanie promieniowe, głębokie zaangażowanie osiowe i stałe obciążenie wiórami. Celem jest utrzymanie stałego ciepła i siły na frezie. Frezowanie pod kątem pasuje do tej koncepcji, ponieważ cienki wiór zmniejsza tarcie i ciepło na krawędzi. Jeśli nadal wykonujesz obróbkę zgrubną z dużymi skokami, przetestuj ścieżki narzędzia w stylu HEM. Często uzyskuje się szybsze cykle, mniejsze skoki siły i dłuższą żywotność narzędzia.
Funkcje CAM i optymalizacja ścieżki narzędzia
Nowoczesne narzędzia CAM obejmują ścieżki trochoidalne, adaptacyjne oczyszczanie, filtry wygładzające i zaokrąglanie narożników. Funkcje te utrzymują zaangażowanie frezu na stałym poziomie i pozwalają uniknąć nagłych skoków siły. Na przykład, adaptacyjna ścieżka narzędzia, która ogranicza maksymalny skok w narożnikach, utrzymuje obciążenie wióra na stałym poziomie. W połączeniu z frezowaniem wznoszącym wykres obciążenia wrzeciona staje się gładki, co jest korzystne dla krawędzi i łożysk.
Technologia maszyn: Kompensacja luzu, sztywność serwomechanizmu, funkcje sterowania
Układy sterowania z dobrym wyprzedzeniem, kontrolą szarpnięć i dynamicznymi przesunięciami pomagają maszynie podążać ścieżką wznoszenia narzędzia bez przeregulowania. Kompensacja luzów, dokładne dostrojenie serwomechanizmów i zdrowe śruby kulowe zapobiegają wciąganiu. Jeśli układ sterowania oferuje limity załączania lub opcje wygładzania posuwu, należy z nich korzystać, aby utrzymać przewidywalne siły na cienkich ścianach i podłogach.
Pomiar i weryfikacja
Sondowanie w linii może mierzyć cechy między obróbką zgrubną i wykańczającą, dzięki czemu można zaktualizować zużycie narzędzia lub przesunięcia robocze przed krytycznym przejściem wykańczającym. Czujniki siły i drgań zapewniają wczesne ostrzeżenia o drganiach, a kompensacja termiczna utrzymuje dokładne wymiary podczas długich przebiegów. Kontrole te pomagają zwiększyć prędkość frezowania bez utraty dokładności.
Skrócona informacja o parametrach
Poniższe liczby są ogólnymi punktami początkowymi do testowania na sztywnym CNC z ostrym narzędziem. Zawsze należy dostosować je do konkretnego narzędzia, uchwytu i maszyny.
Tabela: Typowe cele początkowe (frezowanie wznoszące)
| Działanie | Zaangażowanie promieniowe (ae) | Zaangażowanie osiowe (ap) | Wejście | Płyn chłodzący |
| Obróbka zgrubna HEM, stale | 10-20% średnicy narzędzia | 1,5-3× średnica narzędzia (dopuszczalne narzędzie i uchwyt) | Spirala lub rampa; unikać prostych zagłębień | Powódź lub wysokie ciśnienie; chroni przed wiórami |
| Obróbka zgrubna HEM, aluminium | 10-20% średnicy narzędzia | 2-3× średnica narzędzia (w zależności od narzędzia) | Helix; powietrze lub MQL do odprowadzania wiórów | Powietrze/MQL; unikaj ponownego cięcia wiórów |
| Przejście końcowe, większość metali | 2-8% średnicy narzędzia | Pełna wysokość funkcji lub w zależności od potrzeb | Wejście/wyjście; zakończenie tylko wspinaczką | Zgodnie z wymaganiami materiałowymi; docelowo czyste wióry |
Praktyczne scenariusze ułatwiające dokonanie wyboru
- W procesach frezowania poziomego, wybór pomiędzy frezowaniem konwencjonalnym a wspinaczkowym wpływa na odprowadzanie wiórów, kierunek posuwu i siły działające na stół, np. podczas frezowania części takiej jak czysta płyta 6061 za pomocą nowoczesnego CNC. Przejście wykańczające może mieć duże znaczenie, jeśli zaangażowanie promieniowe jest zbyt duże. Zaprogramuj adaptacyjną ścieżkę narzędzia do obróbki zgrubnej z lekkim promieniowym i głębokim osiowym. Wykończenie z przejściem tylko wznoszącym i lekkim przejściem.
- Masz do czynienia ze stalą walcowaną na gorąco z widoczną zgorzeliną na starszej walcarce kolanowej: zacznij konwencjonalnie. Wykonaj lekką obróbkę zgrubną, aby usunąć zgorzelinę. Jeśli wykończenie wymaga poprawy, a maszyna na to pozwala, należy zastosować bardzo lekkie wykończenie.
- Kieszenie ze stali nierdzewnej 304: używaj wspinaczki ze stałym obciążeniem wiórami, aby zapobiec stwardnieniu. Utrzymuj narzędzie ostre i unikaj powolnych wejść.
- Wykańczasz cienką ściankę w tytanie: tylko przejście wspinaczkowe, niskie promieniowe, wysokie obroty i dobre chłodziwo. Użyj kontroli sondy, jeśli rozmiar jest ciasny.
Powszechne mity i przydatne zasady
- "Zawsze używaj konwencjonalnego frezowania stali". Nie jest to prawdą w przypadku nowoczesnych obrabiarek CNC. Frezowanie klimatyczne jest często lepsze po usunięciu naskórka, ponieważ zęby wspinają się na powierzchnię przedmiotu obrabianego we właściwym kierunku jako posuw, co frezowanie może poprawić wykończenie powierzchni.
- "Frezowanie klimatyczne zawsze ciągnie stół". Tylko jeśli masz luz. Ciasne maszyny dobrze sobie z tym radzą.
- "Szczelinowanie jest w porządku przy pełnej szerokości, jeśli obroty są wysokie". Nie zawsze. Nawet przy wysokich obrotach rowkowanie na całej szerokości powoduje wzrost siły. Zamiast tego należy użyć szczelin pilotażowych lub ścieżek adaptacyjnych.
- "Jeśli wykończenie jest błyszczące, cięcie jest dobre". Błyszczące może oznaczać tarcie. Sprawdź kształt i grubość wióra; dąż do uzyskania wyraźnego, spójnego wióra.
60-sekundowy proces rozwiązywania problemów
- Wykończenie wygląda szorstko? Sprawdź ponowne cięcie wiórów. Popraw odprowadzanie wiórów i zmniejsz zaangażowanie promieniowe.
- Żywotność narzędzia jest krótka? Zwiększyć posuw na ząb, aby uniknąć tarcia, przełączyć na wznoszenie, poprawić chłodziwo i zweryfikować bicie.
- Rozmiar części jest nieprawidłowy? Pozostaw zapas wykończeniowy, zmniejsz naddatek, dokonaj pomiaru w połowie procesu i rozważ przejście sprężynowe.
- Drgania w pobliżu narożników? Użyj wygładzania ścieżki narzędzia, zmniejsz zaangażowanie w narożnikach i skróć wysunięcie.
Najczęściej zadawane pytania
Frezowanie górnowrzecionowe, zwane również frezowaniem dolnowrzecionowym, polega na tym, że frez obraca się w tym samym kierunku, co posuw. Można to porównać do "wspinania się" frezu po materiale. Wiór zaczyna się grubszy na początku i staje się cieńszy, gdy opuszcza cięcie, co jest swego rodzaju przeciwieństwem konwencjonalnego frezowania. Dlaczego ma to znaczenie? Cóż, takie podejście generalnie zapewnia gładsze wykończenie powierzchni, wydłuża żywotność narzędzia i mniej obciąża układ CNC, co jest szczególnie przydatne w przypadku pracy z ciasnym lub precyzyjnym ustawieniem. To trochę tak, jakby pozwolić frezowi wykonywać pracę w sposób naturalny, zamiast z nim walczyć.
Frezowanie klimatyczne brzmi świetnie, ale to nie wszystko. W maszynach, które mają luz - w zasadzie niewielki "luz" w ruchu - może to wciągnąć maszynę w cięcie, co jest trudne i może być niebezpieczne. Jeśli pracujesz na naprawdę szorstkich lub twardych powierzchniach, krawędź tnąca może się wyszczerbić. Ponadto rozpoczęcie cięcia wymaga większej ostrożności, ponieważ nie chcesz, aby narzędzie chwyciło zbyt agresywnie. Na starszych maszynach lub jeśli cięcie jest przerywane, frezowanie wznoszące może być trudne do kontrolowania i może być niebezpieczne. Jest to więc narzędzie, którego należy używać w odpowiednich warunkach.
Frezowanie współbieżne jest idealne dla nowoczesnych maszyn CNC. Jest często używane do obróbki wykańczającej, ale można go również używać do wielu cięć zgrubnych, o ile materiał jest czysty i spójny. Dobrze sprawdza się w przypadku materiałów takich jak aluminium, stal, tytan i tworzywa sztuczne. Fajną zaletą jest to, że w przypadku cienkich ścian lub podłóg siła cięcia dociska do stołu, pomagając ustabilizować część i zmniejszyć wibracje. Zasadniczo, jeśli twoja maszyna jest aktualna, a twój materiał jest ładny i gładki, frezowanie wspinaczkowe jest twoim przyjacielem.
W rzeczywistości nie ma żadnej różnicy. "Frezowanie w dół" to po prostu inny termin na frezowanie wspinaczkowe. Ludzie używają tych terminów zamiennie, więc nie daj się zmylić, jeśli zobaczysz oba w instrukcjach lub rozmowach w sklepie.
Jeśli używasz nowoczesnego CNC z niskim luzem, frezowanie wznoszące zwykle wygrywa. Zapewnia ono lepsze wykończenie powierzchni, wydłuża żywotność narzędzia i jest bardziej wydajne. Frezowanie konwencjonalne (zwane również frezowaniem w górę) jest lepsze, gdy mamy do czynienia z twardymi warstwami zewnętrznymi, bardzo szorstkim materiałem lub starszymi maszynami, w których luz może stanowić problem. Wszystko zależy od posiadanej maszyny i materiału, ale w przypadku czystych, nowoczesnych maszyn, frezowanie górnowrzecionowe jest zazwyczaj najlepszym rozwiązaniem.
Konwencjonalne frezowanie ma swoje zalety. Jest bezpieczniejsze podczas cięcia szorstkich lub skalowanych powierzchni i zwykle lepiej sprawdza się w przypadku żeliwnej skóry na samym początku cięcia. Na starszych maszynach jest bardziej wyrozumiały, ponieważ nie wciąga stołu do frezu, jak może to zrobić frezowanie wspinaczkowe. Tak więc, mimo że nie jest tak efektowna jak frezowanie wznoszące, jest niezawodna, zwłaszcza w trudnych warunkach.
Frezowanie w górę (frezowanie konwencjonalne) rozpoczyna się od pocierania powierzchni, co wytwarza więcej ciepła i często prowadzi do bardziej szorstkiego wykończenia. Może to skrócić żywotność narzędzia, ponieważ wiór jest rozrzedzony na początku i zagęszczony na wyjściu, co oznacza, że frez może ponownie ciąć materiał, który właśnie przeciął. Chociaż jest to bezpieczniejsze w niektórych sytuacjach, jest mniej wydajne i łagodniejsze dla wykończenia powierzchni.
Oto kluczowa zasada: zawsze staraj się zachować prawdziwy wiór na krawędzi tnącej. Chcesz uzyskać stałą, zdrową grubość wióra od początku do końca cięcia. Na nowoczesnych maszynach oznacza to zwykle preferowanie frezowania wznoszącego, unikanie tarcia i stosowanie ścieżek narzędzia, które utrzymują stałe zaangażowanie. Jeśli będziesz przestrzegać tej zasady, twoje cięcia będą czystsze, narzędzia będą trwalsze, a CNC nie będzie walczyć z materiałem.
Referencje
https://www.osha.gov/metalworking-fluids/exposure-evaluation



