El fresado de ascenso, también llamado fresado descendente, es un Fresado CNC Método en el que la fresa gira en la misma dirección que el avance. La viruta es más gruesa a la entrada y se va haciendo más fina a medida que el diente abandona el corte. Esta forma de la viruta mantiene el roce bajo, mejora el acabado superficial y corta más frío. Los talleres informan de una mayor vida útil de la herramienta (a menudo hasta 50%), menor consumo de energía y fuerzas más estables que empujan el trabajo hacia abajo en la fijación. Con las modernas fresadoras CNC que controlan la holgura, el fresado ascendente es la primera opción para las pasadas de acabado y muchas sendas de desbaste.
Si busca mecanizado de precisión CNC o piezas personalizadas de alta calidad, visite U-Need, un proveedor de confianza que ofrece soluciones CNC avanzadas y fabricación de piezas para industrias de todo el mundo.
Si ha venido aquí por la respuesta corta: en un CNC moderno con husillos a bolas apretados y buena fijación, elija el fresado descendente para la mayoría de las operaciones. Utilice el fresado convencional (también llamado fresado ascendente) para escamas rugosas, piel de fundición y máquinas antiguas con holguras apreciables. El resto de esta guía le ofrece una comparación clara, la física que hay detrás del corte, pasos de preparación probados, consejos específicos para cada material, casos prácticos y soluciones para problemas comunes, para que pueda mejorar con confianza el acabado superficial, la vida útil de la herramienta y el rendimiento.
Fresado de escalada frente a fresado convencional: Comparación de un vistazo
Comprender los diferentes procesos de fresado, incluido el fresado trepante y el fresado convencional, facilita ver por qué el fresado convencional y el trepante se comportan de forma diferente en cuanto a acabado, vida útil de la herramienta y fuerzas de la máquina.
Definición, movimiento y formación de virutas
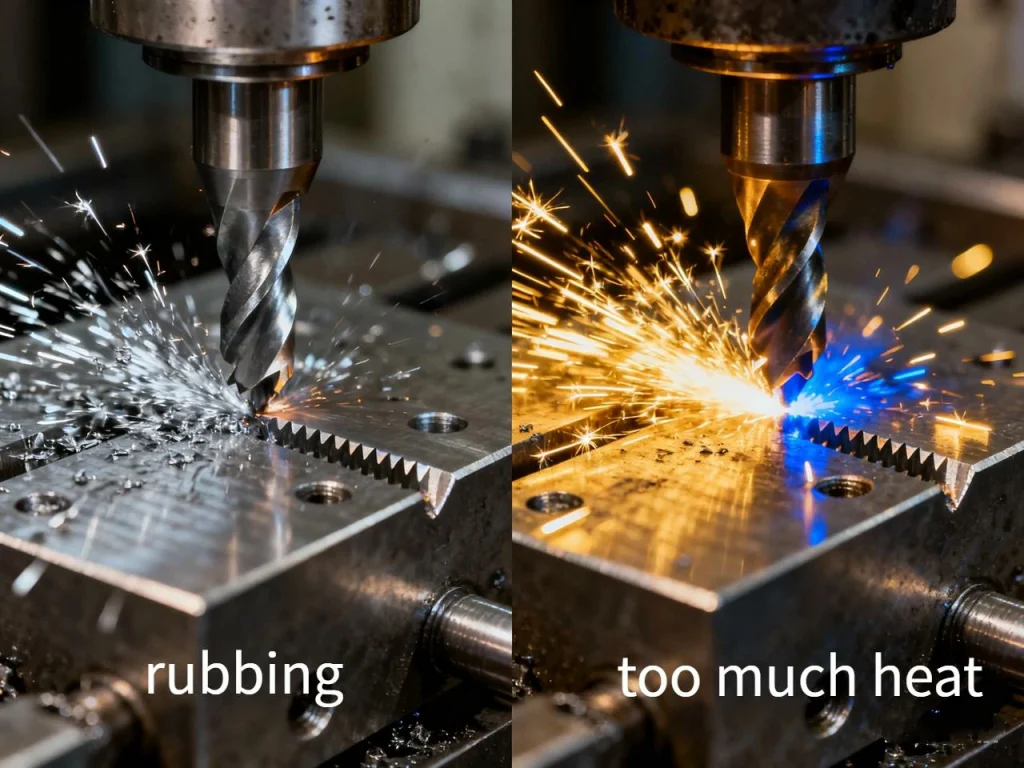
A menudo la gente se pregunta por las diferencias entre el fresado ascendente y el convencional y por cómo los dientes de la herramienta de corte trepan por la superficie de la pieza. En el fresado descendente, la fresa gira con la dirección del corte, produciendo una viruta gruesa y fina que reduce el rozamiento y mejora el control sobre el proceso de corte. La fuerza descendente del fresado ascendente suele ser suficiente para presionar la pieza contra la mesa de la máquina, lo que ayuda a reducir las vibraciones. Por este motivo, el fresado ascendente puede ofrecer un acabado superficial más liso que el fresado convencional. La viruta se forma y se desprende detrás de la fresa, por lo que no es arrastrada por el diente siguiente. En el fresado convencional, la fresa gira contra el avance. Cada diente empieza a rozar con una viruta fina y sale con una viruta gruesa. Esas virutas finas y el roce a la entrada elevan el calor y desgastan el filo, y es más probable que las virutas se vuelvan a cortar.
Una forma sencilla de imaginarlo: en el fresado trepante, los dientes "trepan" por la superficie de la pieza y empujan hacia abajo en la mesa; en el fresado convencional, los dientes "tiran hacia arriba" desde el lado de la mesa y levantan la pieza si la sujeción es débil. La diferencia entre estos dos métodos de fresado se manifiesta en el acabado, la vida útil de la herramienta y las fuerzas que debe controlar su máquina.
Ventajas e inconvenientes por resultado (acabado superficial, vida útil de la herramienta, potencia, fijación)
He aquí una comparación compacta que refleja los resultados habituales de los talleres en los CNC modernos.
Acabado superficial
- Fresado trepador: A menudo se prefiere el fresado por trepado para obtener un acabado superficial más liso debido a que los dientes trepan por la pieza y a la formación de virutas gruesas y finas, lo que da lugar a menos virutas recortadas.
- Fresado convencional: Siempre fresado convencional inicialmente sobre superficies rugosas o escamadas, produciendo una superficie más rugosa sobre el material limpio debido a las finas virutas de entrada que rozan el material.
Vida útil de la herramienta
- Fresado de ascenso: A menudo, +40-60% de vida útil de la herramienta; hasta +50% es una regla empírica común.
- Fresado convencional: Línea de base; más desgaste por rozamiento y calor.
Consumo de energía
- Fresado de ascenso: Menores fuerzas de corte y potencia para el mismo arranque de material.
- Fresado convencional: Mayor fuerza y calor
Fuerzas de sujeción
- Fresado en pendiente: Las fuerzas resultantes hacia abajo ayudan a sujetar la pieza y reducen las vibraciones.
- Fresado convencional: Las fuerzas ascendentes pueden levantar el trabajo; necesita abrazaderas más fuertes.
Sensibilidad al estado de las existencias
- Fresado en escalada: Mejor para material limpio o mecanizado; puede astillar en piel dura.
- Fresado convencional: Más seguro en escamas, piel de fundición y superficies muy rugosas.
Requisitos de la máquina
- Fresado de ascenso: Necesita una holgura mínima y un buen control de los ejes
- Fresado convencional: Más indulgente con las máquinas antiguas o manuales
Cuándo elegir cada una (reglas de decisión)
Para las pasadas de acabado, el fresado comienza con un corte ascendente para conseguir superficies más lisas y reducir el desgaste de la herramienta en las modernas máquinas CNC. La elección del fresado convencional o ascendente depende del estado de la pieza, el material y la rigidez de la máquina. Brilla en pasadas de acabado, suelos finos, paredes delgadas y trayectorias de herramienta de desbaste estables con un ligero compromiso radial. Es especialmente eficaz en aluminio y acero inoxidable, y ayuda a controlar el calor en titanio. En una fresadora manual o un CNC antiguo con holguras, el fresado convencional suele ser más seguro. Para materiales como el hierro fundido, el fresado convencional es más seguro inicialmente para evitar el astillado del filo de la herramienta. Para cortes interrumpidos y cordones de soldadura, pruebe primero el convencional o retire la piel antes de cambiar al escalado.
Un flujo de decisiones sencillo que puedes seguir:
- Estado de la máquina: Si la máquina tiene una holgura notable o servos pegajosos, inclinarse convencional. Si la holgura es mínima y los servos están apretados, sube.
- Material: Los aceros limpios, el aluminio, el titanio y la mayoría de los plásticos favorecen el escalado. El hierro fundido y la cascarilla laminada en caliente favorecen el convencional hasta que se elimina la piel.
- Estado de las existencias: Si la superficie es áspera o tiene piel dura, convencional hasta crear una superficie limpia. A continuación, subir.
- Operación: Para acabado, utilizar escalado. Para el desbaste, utilice la subida con radial ligera y axial profunda (adaptable/HEM), a menos que el material sea muy áspero.
¿Es mejor el fresado ascendente que el convencional?
- Las ventajas del fresado ascendente incluyen un mejor acabado superficial, una mayor vida útil de la herramienta y un menor consumo de energía en las modernas máquinas CNC.
- Excepciones: Dependiendo de la máquina y el material, podría elegir enfoques de fresado o fresado convencional, pero las configuraciones modernas a menudo favorecen las pasadas de ascenso.

Cómo funciona el fresado a escala: Fuerzas, virutas, calor (Fresado en bajada)
Comprender las fuerzas, la formación de viruta y el calor durante el proceso de fresado ayuda a explicar por qué el fresado de una pieza utilizando el fresado ascendente a menudo mejora el acabado y reduce el desgaste. Las diferencias entre el fresado ascendente y el fresado convencional aparecen en el espesor de la viruta, el calor y la desviación de la herramienta. Comprender estos conceptos básicos ayuda a explicar por qué mejora el acabado, reduce el desgaste y exige una cuidadosa configuración de la máquina.
Vectores de fuerza, sensibilidad a la holgura y estabilidad
En el fresado descendente, el vector de fuerza principal apunta hacia abajo en la mesa con un ligero tirón en la dirección de avance. Esto estabiliza el trabajo y ayuda a los pisos y paredes delgados a resistir el castañeteo. Esa fuerza descendente es una de las principales razones por las que el fresado ascendente suele proporcionar un mejor acabado en secciones delgadas. Sin embargo, las máquinas propensas a la holgura pueden necesitar el fresado convencional para evitar que la herramienta se agarre o se desvíe durante el proceso de corte. Pero este mismo tirón puede "agarrar" la holgura en un husillo desgastado. En un eje flojo, la herramienta puede saltar hacia delante, clavarse y romper o ranurar la pieza. Por este motivo, el fresado ascendente requiere poca holgura y un bucle de servo bien ajustado. Los CNC modernos lo manejan bien, por lo que el escalado es el método por defecto hoy en día.
Evacuación de virutas, generación de calor y endurecimiento del trabajo
El fresado de ascenso lanza las virutas detrás de la fresa, lejos del filo de corte. Menos re-corte significa menos fricción y menos calor. Como el diente comienza con una viruta gruesa, corta en lugar de rozar. Esto reduce el endurecimiento por deformación en materiales duros como el acero inoxidable austenítico. En el fresado convencional, el diente roza antes de cortar, manteniendo el calor cerca del borde y endureciendo potencialmente la superficie de trabajo. Los operarios deben controlar la exposición térmica y utilizar el refrigerante adecuado. OMS afirma que la exposición prolongada al calor y a fluidos de corte contaminados puede aumentar los riesgos para la salud en el trabajo, por lo que subraya la importancia de una gestión adecuada de los fluidos. Una advertencia: las superficies de acero laminado en caliente y de fundición suelen tener una capa dura. El fresado por escalonamiento golpea esa capa dura con el máximo espesor de viruta, lo que puede astillar el borde. En esos casos, lo convencional al principio es más seguro.
Desgaste de la herramienta, integridad del filo y desviación
Dado que el fresado descendente evita el roce en la entrada, el desgaste del filo es más lento y uniforme. Muchos talleres observan un aumento de la vida útil de la herramienta en el rango 40-60% cuando cambian el acabado de convencional a descendente. El desgaste sigue estando ligado al calor, las virutas y el material de la herramienta, pero la forma de la viruta, de gruesa a fina, es favorable para los filos de metal duro. La desviación de la herramienta en el escalado es principalmente perpendicular al corte y puede empujar la herramienta ligeramente hacia la pared o el suelo. Esto es bueno para el acabado si se deja material para una pasada final, pero puede cambiar el tamaño si no se tiene previsto. Deje un pequeño margen de acabado y mida a mitad del proceso cuando las tolerancias sean ajustadas.
¿El fresado ascendente reduce el desgaste de la herramienta?
Sí. Menos rozamiento en la entrada, virutas más frías y menos virutas recortadas reducen el desgaste abrasivo y térmico, lo que prolonga la vida útil de la herramienta.
Requisitos de la máquina, el utillaje y la configuración para el fresado en escalada
Para que el proceso de fresado ascendente tenga éxito es necesario contar con una máquina rígida, una holgura mínima y una elección adecuada de las herramientas y el portapiezas. Comprender los requisitos clave de rigidez, holgura, elección de herramientas y fijación sienta las bases para un corte seguro, eficaz y preciso.
Consideraciones sobre holgura, rigidez y servo/tornillo de cabeza
El fresado descendente exige una máquina ajustada. La holgura debe ser mínima. Los husillos a bolas deben estar en buen estado, y un eliminador o compensador de holguras en el control ayuda a realizar con seguridad el fresado en subida. Las guías, las guías lineales y los rodamientos del husillo deben estar en buen estado. Si la mesa se mueve al empujarla con la mano, o si nota holgura al invertir el movimiento del eje, solucione eso primero. Una breve lista de comprobación ayuda:
- Verificar el juego en cada eje con un indicador.
- Inspeccione los husillos de bolas y los acoplamientos; ajústelos o sustitúyalos si están flojos.
- Compruebe la excentricidad del husillo y los cojinetes; escuche si hay ruido o calor.
- Confirme la sintonización de ejes y las funciones de anticipación en el control.
- Bloquee o ajuste las cuñas en las fresadoras manuales; compruebe la holgura antes de las pasadas de subida.

Geometría de la herramienta, revestimientos y elección del portaherramientas
El fresado en escalada funciona mejor con un filo de corte afilado. La inclinación positiva y los filos pulidos ayudan en el aluminio. Las esquinas rectificadas o pulidas y un radio de esquina pequeño ayudan en los aceros a resistir las microastillas. Los recubrimientos deben adaptarse al material: recubrimientos de alta temperatura para aceros y superaleaciones; recubrimientos de baja adherencia para aluminio. Los buenos soportes son importantes, ya que la excentricidad acaba con los bordes. Las pinzas de ajuste por contracción, hidráulicas o en buen estado mantienen la desviación baja y la trayectoria estable.
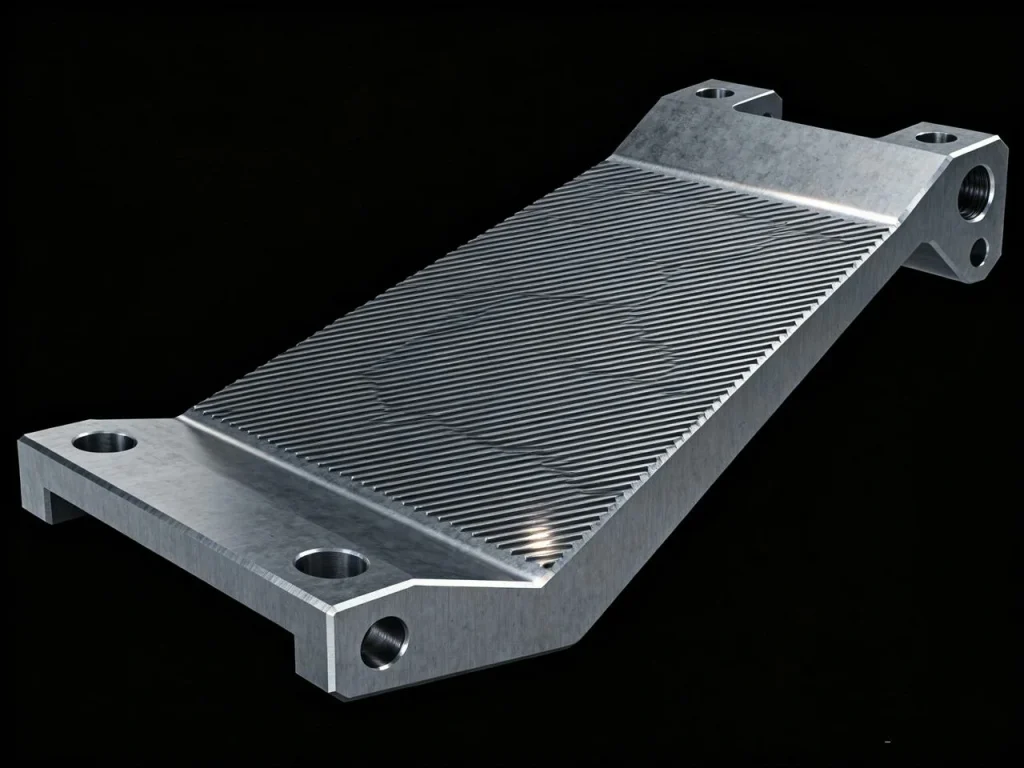
Sujeción de piezas, fijación y soporte de pared delgada
La fuerza descendente del fresado hacia abajo ayuda a sujetar el trabajo, pero sigue necesitando un apoyo inteligente. Las paredes finas necesitan apoyo. Los pisos delgados necesitan material debajo hasta la última pasada. Para placas, utilice un tornillo de banco con paralelas o una configuración de vacío con una capa de sacrificio. Para bandas finas, deje pestañas o nervaduras y retírelas más tarde. Cuando un elemento sea delicado, planifique los rebajes y el mecanizado en reposo de forma que sólo retire lo que la herramienta pueda soportar sin flexionar la pieza.
Seguridad y reducción de riesgos (Pull-in, Kickback, Chatter)
Los principales riesgos en el fresado descendente son la tracción de la herramienta en un eje suelto, las vibraciones en una configuración flexible y la rotura de herramientas en entradas difíciles. Un menor compromiso radial reduce los picos de fuerza. Las entradas suaves como rampas o hélices reparten la carga. Siempre que sea posible, evite ranurar todo el ancho. Si tiene que ranurar, considere una ranura piloto con fresado convencional para limpiar la piel y, a continuación, fresar el tamaño final. La elección del refrigerante es importante: el aire o el MQL ayudan al aluminio y los plásticos; el refrigerante de alta presión puede ayudar a los aceros, pero evite que las virutas vuelvan al corte. Según OSHASegún la guía de evaluación de la exposición a fluidos de mecanizado de metales de la Comisión Europea, la niebla de fluidos de mecanizado de metales se considera un riesgo aéreo, y los talleres deben utilizar sistemas de ventilación o extracción local, junto con EPI, para controlar la exposición a la niebla. Realice siempre una trayectoria de herramienta compleja en seco por encima de la pieza.
Parámetros y How-To: Avances, velocidades, trayectorias
Antes de marcar los avances, las velocidades y las trayectorias de las herramientas, es útil seguir una secuencia de configuración clara. Comprobar primero la máquina, las herramientas y el portapiezas garantiza que los cortes de fresado ascendente sean seguros, eficaces y uniformes.
Lista de comprobación y orden de operaciones
Esta lista de comprobación paso a paso le ayudará a realizar cortes de fresado ascendente seguros y eficaces en cualquier CNC rígido.
- Verificar la holgura de la máquina y la rigidez básica.
- Seleccione una herramienta afilada y un portaherramientas de baja desviación adecuado al material.
- Elija una trayectoria de herramienta que mantenga el compromiso radial ligero y la carga de viruta constante (trayectorias adaptativas, trocoidales u otras de estilo HEM).
- Planifique el amarre y compruebe la fuerza de amarre en una pieza de desecho o en un bloque de prueba.
- Programe movimientos de entrada conservadores (rampa/hélice) y evite enterrar la herramienta.
- Realice un corte de prueba con un paso seguro y mida las virutas y el sonido del corte.
- Ajuste el avance por diente para conseguir el espesor de viruta deseado, no un avance "basado en la sensación".
- Deje un pequeño margen de acabado y utilice una pasada de acabado de subida específica.
Alimentación, velocidad y objetivos de compromiso
El fresado en escalada funciona mejor cuando se controla el espesor de la viruta. A medida que disminuye el avance radial, debe aumentar el avance por diente para evitar que el espesor de la viruta caiga en la zona de rozamiento. Utilice una calculadora de espesor de viruta cuando pueda, o aplique la función integrada de su CAM. Un buen patrón de inicio para el fresado de alta eficiencia es un compromiso axial más profundo (a menudo 2-3× diámetro para herramientas y máquinas adecuadas) y radial ligero (a menudo 10-20% del diámetro). Esto distribuye el calor a lo largo de una mayor parte de la ranura, reduce las fuerzas y se adapta muy bien al fresado ascendente.
Si observa una pared brillante sin marcas de avance visibles, es posible que esté rozando. Aumente ligeramente el avance por diente, reduzca el paso o añada una pasada de resorte si el tamaño se desvía. Vigile la carga del husillo y el color de las virutas. Las virutas grises y secas en el acero pueden significar rozamiento. La paja o el azul pueden significar demasiado calor. En aluminio, las virutas largas y fibrosas sugieren una mala evacuación de la viruta o un avance demasiado bajo.
Tácticas de entrada/salida, introducción y transición
El inicio del proceso es importante: utilice siempre entradas en rampa o helicoidales para evitar el agarre repentino de la herramienta al principio de una pasada de ascenso. Utilice entradas y salidas que eviten el roce con la pared de acabado. Mantenga algo de material en las paredes y el suelo para una pasada final de acabado ascendente. En esta pasada se debe utilizar un compromiso radial bajo y una velocidad de husillo alta con un avance constante para obtener el mejor acabado superficial. Si su CAM lo permite, establezca un acabado unidireccional de sólo subida en paredes finas para reducir las marcas de desviación.
¿Se puede escalar en un molino manual?
Se puede, pero es arriesgado si la máquina tiene holgura. Mantenga las cuñas apretadas, utilice cortes muy ligeros y esté preparado para parar. Para muchas configuraciones manuales, utilice el fresado convencional para el desbaste y deje sólo un acabado de escalado muy ligero si la máquina está tensa.
Manual de materiales específicos (aluminio, aceros, hierro fundido, plásticos)
Los distintos materiales se comportan de forma diferente en el fresado ascendente. Comprender las peculiaridades de cada material -suavidad, dureza, sensibilidad al calor o comportamiento de la viruta- le ayuda a elegir avances, velocidades y estrategias que protejan la herramienta y ofrezcan el mejor acabado.
Aleaciones de aluminio y titanio
Al aluminio le encanta el fresado trepante. Las herramientas afiladas y de alto freno con canales pulidos y un recubrimiento de baja adherencia cortan de forma limpia y brillante. Altas velocidades de husillo con chorro de aire o MQL mantienen las virutas fuera del corte. Mantenga la radial baja y avance para mantener el espesor de la viruta. En titanio, el control del calor es clave. El fresado en ascenso ayuda porque la viruta arrastra el calor. Utilice una velocidad superficial modesta, alta rigidez y abundante refrigerante. Evite el morado. Una carga radial ligera y una carga de viruta constante reducen la fatiga de la herramienta y contribuyen a su vida útil.
Aceros al carbono/aleados e inoxidables
En los aceros, el fresado ascendente mejora la duración del filo y reduce las rebabas. Utilice recubrimientos resistentes al calor y considere un radio de esquina pequeño para proteger el filo. Mantenga un compromiso radial modesto y planifique pasadas axiales profundas cuando sea posible. Los aceros inoxidables, especialmente los austeníticos, se endurecen si se frotan. Esto hace que el fresado ascendente sea valioso, pero sólo si se evita el roce. Mantenga el avance por diente dentro de los límites recomendados por la herramienta y no mimetice la herramienta en la entrada. Intente conseguir un corte firme y limpio al principio de la trayectoria del diente.
Hierro fundido y acero laminado en caliente
El hierro fundido suele tener una piel dura y abrasiva. El acero laminado en caliente tiene una capa exterior dura procedente del fresado. En ambos casos, el fresado convencional es más seguro al principio porque la viruta, de fina a gruesa, penetra en la capa dura y protege el filo de un golpe repentino. Una vez que mecanice más allá de la piel y exponga un material consistente, cambie al fresado ascendente para obtener un mejor acabado y una vida útil más larga. El hierro fundido suele secarse porque las virutas se desmenuzan y se convierten en polvo; mantenga la máquina protegida y extraiga bien el polvo.
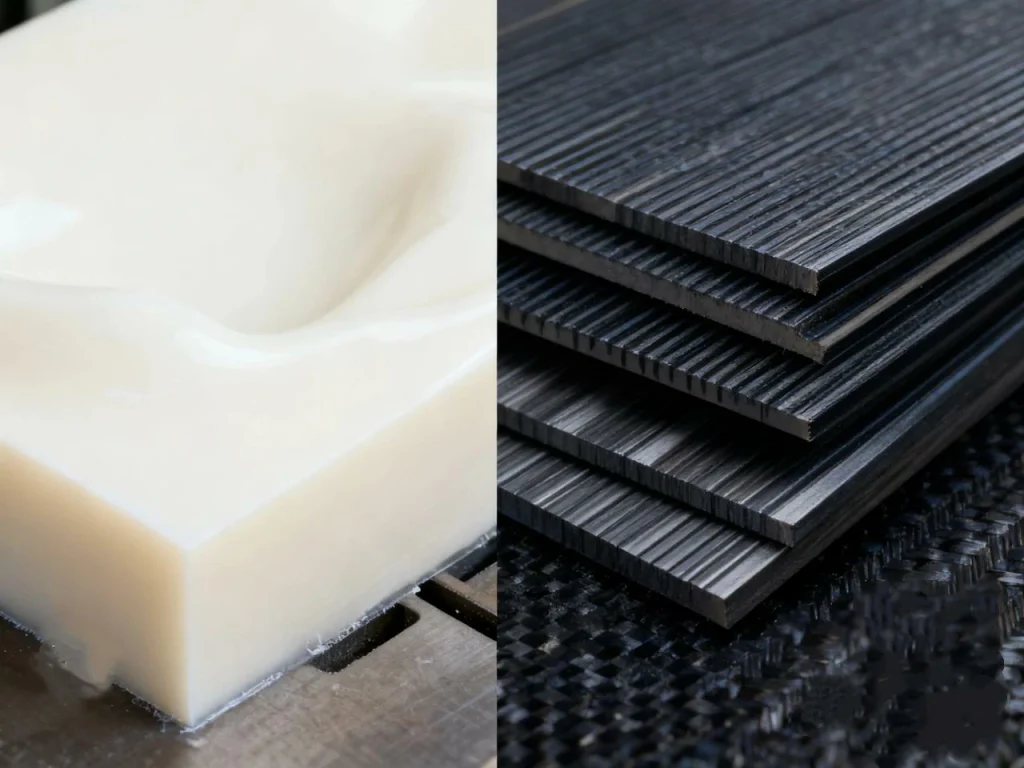
Plásticos y compuestos
Los plásticos necesitan herramientas afiladas y de alto raspado y un cuidadoso control del calor. El fresado en trepado ayuda a reducir las rebabas porque la acción de corte es limpia y las virutas se arrastran. Utilice aire para eliminar la viruta, evite el roce y mantenga los avances lo suficientemente altos como para formar una viruta. En materiales compuestos, sujete bien la pieza y considere geometrías especiales para evitar la delaminación. La trepa suele proporcionar un filo más limpio cuando la preparación es estable.
Casos prácticos, métricas y rentabilidad de la industria
Los resultados del mundo real muestran cómo el fresado por escalado influye en el acabado superficial, la vida útil de las herramientas y la productividad general. Los estudios de casos de los sectores aeroespacial, de automoción y de operaciones CNC modernas ponen de relieve los beneficios cuantificables y el retorno de la inversión que puede esperar.
Aerospace & Automotive Wins (acabado superficial, vida útil de las herramientas)
En el acabado aeroespacial de piezas de aluminio y titanio, el paso del fresado convencional a las pasadas de acabado ascendentes suele reducir la rugosidad superficial en aproximadamente un tercio, y muchos equipos informan de una mejora de 30% Ra. Los aumentos de vida útil de la herramienta de 40-60% son habituales en estos cortes de acabado, en consonancia con la idea de que un menor rozamiento y un menor re-corte preservan el filo. En el mecanizado de carcasas y soportes de acero para automóviles, el fresado ascendente en el desbaste adaptativo reduce los picos de carga y mantiene la potencia del husillo más estable, lo que alarga la vida de las fresas.
Ganancias de rendimiento y MRR en los CNC modernos
En máquinas con husillos a bolas ajustados y controles modernos, los talleres suelen obtener velocidades de arranque de material hasta 25% más rápidas cuando cambian al fresado ascendente con trayectorias de herramienta optimizadas. El secreto no es sólo la dirección, sino toda la receta: radial más ligera, axial más profunda, avance adecuado por diente y engrane constante. Dado que la herramienta no es golpeada por virutas gruesas a la salida, se mantiene afilada y los ciclos pueden ser más rápidos durante períodos más largos.
Puntos de referencia antes/después y qué ha cambiado
Tabla: Ejemplo de instantáneas de referencia
| Pieza / Material | Cambio de método | Resultado | Qué ha cambiado |
| Chapa de aluminio 6061, paredes de acabado | Acabado convencional → Acabado de escalada | Ra mejorado de 1,2 µm a 0,8 µm; vida útil de la herramienta +50%; tiempo de ciclo -10% | Paso final sólo de subida, RPM más altas, compromiso axial ligero (ae), entrada en rampa. |
| Desbaste de cajeras de acero 4140 | Slotting convencional → Ascenso adaptativo | Tiempo de ciclo -22%; vida útil de la herramienta +45% | 15% compromiso radial, 2×D profundidad axial, carga de viruta constante, aire + refrigerante |
| Acabado de brida Ti-6Al-4V | Mixto → Solo escalada con final en reposo | Mayor control del tamaño; vida útil de la herramienta +35%; menos rebabas | Acabado en pendiente, paso reducido, calor controlado, controles de sonda |
¿Cuánta productividad puede añadir el fresado ascendente?
Con la trayectoria de la herramienta y el control de la máquina adecuados, se puede esperar un aumento del tiempo de ciclo de 10-25% en el desbaste, además de considerables mejoras en la vida útil de la herramienta que reducen el coste de la herramienta y los cambios. Los resultados dependen de la rigidez, la fijación y la estrategia CAM.
Solución de problemas
Cuando las cosas van mal en el fresado ascendente, los problemas suelen manifestarse en forma de vibraciones, agarre de la herramienta o acabado superficial deficiente. Comprender los síntomas comunes y sus causas le ayudará a solucionar los problemas de forma eficaz y a obtener resultados uniformes.
Chirridos, vibraciones y mal acabado
Si su paso de subida castañetea o deja marcas de tabla de lavar, compruebe primero la rigidez y el acoplamiento. Un paso alto sobrecarga la herramienta. Reduzca el engrane radial a 10-20% del diámetro, aumente el avance por diente para mantener el espesor de viruta y considere un corte axial más profundo si su herramienta lo permite. Compruebe que las virutas no caen de nuevo en la fresa; un chorro de aire suele arreglar las marcas en el aluminio. Cambie la entrada y la salida para evitar cargar la herramienta en paredes finas. Una salida más corta y un soporte más rígido pueden marcar la diferencia.

Arranque de herramientas, rotura y desviación dimensional
El agarre repentino de la herramienta indica una holgura o una entrada agresiva. Verifique la holgura del eje con un indicador y utilice entradas en rampa o hélice en lugar de penetraciones rectas. Si la herramienta se astilla, es posible que esté desafilada o que la carga de viruta sea demasiado baja en el momento del amarre. Afile o sustituya la herramienta y asegúrese de que el avance es el adecuado para que la herramienta corte y no roce. La desviación dimensional puede deberse a la desviación. Deje el material de acabado, utilice una pasada de acabado de subida ligera y mida a mitad de proceso en piezas estrechas.
Estrategias avanzadas y tendencias en el fresado a escala
El fresado ascendente avanzado combina trayectorias de herramienta más inteligentes, tecnología de máquina y supervisión de procesos. Conocer estas estrategias le ayudará a aumentar la eficiencia, proteger las herramientas y mantener la precisión en los CNC modernos.
Fresado de alta eficacia (HEM) frente a las pasadas de escalado tradicionales
El fresado de alta eficacia no es sólo "subir pasadas". Utiliza un acoplamiento radial ligero, un acoplamiento axial profundo y una carga de viruta constante. El objetivo es mantener el calor y la fuerza en la fresa. El fresado ascendente se ajusta a esta idea porque la viruta gruesa a fina reduce el rozamiento y el calor en el filo. Si todavía está desbastando con grandes avances, pruebe las sendas tipo HEM. A menudo se consiguen ciclos más rápidos, menores picos de fuerza y mayor duración de la herramienta.
Funciones CAM y optimización de trayectorias
Las herramientas CAM modernas incluyen trayectorias trocoidales, compensación adaptativa, filtros de suavizado y redondeo de esquinas. Estas funciones mantienen constante el acoplamiento de la fresa y evitan los saltos bruscos de fuerza. Por ejemplo, una trayectoria de herramienta adaptable que limita el paso máximo en las esquinas mantiene constante la carga de viruta. Si se combina con el fresado ascendente, el gráfico de carga del husillo se suaviza, lo que es bueno para los bordes y los rodamientos.
Tecnología de la máquina: Compensación de holguras, rigidez del servo, funciones de control
Los controles con buena anticipación, control de sacudidas y compensaciones dinámicas ayudan a la máquina a seguir las trayectorias de ascenso de las herramientas sin sobrepasarse. La compensación de holguras, el ajuste preciso de los servos y los husillos de bolas en buen estado evitan los tirones. Si su control ofrece límites de enganche u opciones de suavizado de avance, utilícelos para mantener las fuerzas predecibles en paredes y suelos finos.
Medición y verificación
La inspección en línea puede medir las características entre el desbaste y el acabado, para que pueda actualizar el desgaste de la herramienta o las compensaciones de trabajo antes de una pasada de acabado de ascenso crítica. Los sensores de fuerza y vibración avisan con antelación de las vibraciones y la compensación térmica mantiene las dimensiones exactas en las pasadas largas. Estas comprobaciones le ayudan a aumentar la velocidad de fresado sin perder precisión.
Referencia rápida de parámetros
Los números siguientes son puntos de partida genéricos para probar en un CNC rígido con una herramienta afilada. Ajústelos siempre a su herramienta, portaherramientas y máquina específicos.
Tabla: Objetivos iniciales típicos (fresado ascendente)
| Operación | Compromiso radial (ae) | Compromiso axial (ap) | Entrada | Refrigerante |
| Desbaste HEM, aceros | 10-20% del diámetro de la herramienta | 1,5-3× diámetro de la herramienta (si la herramienta y el portaherramientas lo permiten) | Hélice o rampa; evitar descensos rectos | Inundación o alta presión; mantener las virutas fuera |
| Desbaste HEM, aluminio | 10-20% del diámetro de la herramienta | 2-3× diámetro de la herramienta (depende de la herramienta) | Hélice; aire o MQL para evacuación de virutas | Aire/MQL; evitar el recorte de virutas |
| Pase de acabado, la mayoría de los metales | 2-8% del diámetro de la herramienta | Altura completa o según sea necesario | Entrada/salida; final sólo escalada | Según lo requiera el material; objetivo virutas limpias |
Escenarios prácticos para orientar su elección
- En los procesos de fresado horizontal, la elección entre fresado convencional o escalado afecta a la evacuación de virutas, la dirección de avance y las fuerzas de la mesa, por ejemplo, al fresar una pieza como una placa 6061 limpia con un CNC moderno. La pasada de acabado marcaría una gran diferencia si el compromiso radial es demasiado alto. Programe una trayectoria de herramienta de desbaste adaptable con radial ligero y axial profundo. Acabar con una pasada de sólo subida y un paso ligero.
- Se enfrenta a acero laminado en caliente con cascarilla visible en un laminador de rodillas antiguo: empiece por lo convencional. Realice un ligero desbaste para eliminar la cascarilla. Si el acabado necesita mejorar y la máquina lo permite, siga con un acabado de escalado muy ligero.
- Está embutiendo acero inoxidable 304: utilice la escalada con una carga de viruta constante para evitar el endurecimiento por deformación. Mantenga la herramienta afilada y evite las entradas lentas.
- Está acabando una pared delgada en titanio: sólo pasada ascendente, baja radial, altas rpm y buen refrigerante. Utilice comprobaciones de sonda si el tamaño es ajustado.
Mitos comunes y reglas útiles
- "Utilice siempre fresado convencional en aceros". No es cierto en los CNC modernos. El fresado de trepado suele ser mejor una vez que se ha eliminado la piel porque los dientes trepan por la superficie de la pieza en la dirección correcta como el avance, lo que el fresado puede mejorar en acabado superficial.
- "El fresado a escala siempre tira de la mesa". Sólo si tiene holgura. Las máquinas estrechas lo manejan bien.
- "El ranurado está bien a máxima anchura si las rpm son altas". No siempre. Incluso a altas rpm, el ranurado a todo lo ancho aumenta los picos de fuerza. En su lugar, utilice ranuras piloto o trayectorias adaptables.
- "Si el acabado es brillante, el corte es bueno". Brillante puede significar roce. Compruebe la forma y el grosor de la viruta; busque una viruta clara y consistente.
Flujo de resolución de problemas en 60 segundos
- ¿El acabado parece rugoso? Compruebe el retallado de la viruta. Mejore la evacuación de la viruta y reduzca el compromiso radial.
- ¿La vida útil de la herramienta es corta? Aumente el avance por diente para evitar el roce, cambie a escalado, mejore el refrigerante y verifique la excentricidad.
- ¿El tamaño de la pieza es incorrecto? Deje el stock de acabado, reduzca el paso, mida a mitad de proceso y considere una pasada de resorte.
- ¿Chirridos en las esquinas? Utilice el suavizado de trayectorias, reduzca el enganche en las esquinas y acorte el stick-out.
Preguntas frecuentes
El fresado de ascenso, también llamado fresado descendente, es básicamente cuando la fresa gira en la misma dirección que el avance. Es como si la fresa "trepara" por el material. La viruta empieza siendo más gruesa al principio y se va haciendo más fina a medida que abandona el corte, que es más o menos lo contrario del fresado convencional. ¿Por qué es importante? Bueno, este enfoque generalmente da un acabado superficial más suave, ayuda a que su herramienta dure más tiempo, y pone menos carga en el CNC, que es especialmente bueno si usted está trabajando con una configuración apretada o precisa. Es como dejar que la fresa haga el trabajo de forma natural en lugar de luchar contra ella.
El fresado a escala suena muy bien, pero no todo es sol. En las máquinas que tienen holgura, es decir, un poco de "flojedad" en el movimiento, la máquina puede entrar en el corte, lo que es delicado y puede ser peligroso. Si trabajas en superficies muy rugosas o duras, el filo de la cuchilla puede astillarse. Además, iniciar un corte requiere una entrada más cuidadosa, porque no querrás que la herramienta se agarre con demasiada agresividad. En máquinas antiguas o si el corte se interrumpe, el fresado ascendente puede ser difícil de controlar y tal vez inseguro. Por tanto, es una herramienta que conviene utilizar cuando las condiciones son adecuadas.
El fresado por escalonamiento es perfecto para las máquinas CNC modernas. Se suele utilizar para pasadas de acabado, pero también se puede utilizar para muchos cortes de desbaste, siempre que el material esté limpio y sea consistente. Funciona bien en materiales como aluminio, aceros, titanio y plásticos. Una ventaja interesante es que para paredes o suelos delgados, la fuerza de corte empuja hacia abajo en la mesa, ayudando a estabilizar la pieza y reducir la vibración. Básicamente, si su máquina está al día y su material es bonito y liso, el fresado ascendente es su amigo.
En realidad, no hay ninguna diferencia. El "fresado descendente" es sólo otro término para el fresado ascendente. La gente utiliza los términos indistintamente, así que no te confundas si ves ambos en los manuales o en las conversaciones de taller.
Si utiliza un CNC moderno con poco juego, el fresado ascendente suele ser el mejor. Proporciona un mejor acabado superficial, prolonga la vida útil de la herramienta y es más eficaz. El fresado convencional (también llamado fresado ascendente) es mejor cuando se trabaja con capas exteriores duras, material muy rugoso o máquinas antiguas en las que la holgura puede ser un problema. Por tanto, depende de la máquina y el material, pero en una configuración limpia y moderna, el fresado ascendente suele ser la mejor opción.
El fresado convencional tiene sus propias ventajas. Es más seguro cuando se cortan superficies rugosas o con escamas, y suele ser mejor para la piel de fundición al principio del corte. En máquinas más antiguas, es más indulgente porque no tira de la mesa hacia la fresa como puede hacerlo el fresado ascendente. Por tanto, aunque no es tan llamativo como el fresado ascendente, es fiable, especialmente en condiciones difíciles.
El fresado ascendente (fresado convencional) comienza frotando la superficie, lo que produce más calor y a menudo da lugar a un acabado más rugoso. Puede acortar la vida útil de la herramienta porque la viruta es más fina al principio y más gruesa a la salida, lo que significa que la fresa puede volver a cortar el material que acaba de cortar. Por tanto, aunque es más seguro en algunas situaciones, es menos eficaz y menos cuidadoso con el acabado superficial.
Ésta es la regla clave: intente siempre mantener una viruta real en el borde de corte. El grosor de la viruta debe ser constante y sano desde el principio hasta el final del corte. En las máquinas modernas, esto suele significar favorecer el fresado ascendente, evitar el roce y utilizar trayectorias de herramienta que mantengan un acoplamiento constante. Si sigue este principio, sus cortes serán más limpios, sus herramientas durarán más y su CNC no luchará contra el material.
Referencias
https://www.osha.gov/metalworking-fluids/exposure-evaluation



