内ねじ加工とは、ねじやボルトのような締結具が確実に嵌合できるように、円筒形の下穴の内側に共通のねじを作る加工です。エンジンハウジング、万力の爪、自転車のフレームボス、医療機器の固定具などにボルトを締めたことがあれば、内ねじを使ったことがあるはずだ。この方法は単純に聞こえますが、希望するねじ山を正確に作るには、適切な複数の切れ刃、正しい公称穴サイズ、きれいな形状を確保し、後で確実に分解するための適切な機械設定が必要です。
このガイドブックは、タップの破損やピッチ径の狂い、粗い仕上げなしに、鮮明なねじ山を求めるエンジニア、機械工、メーカー向けに書かれています。まず、内ねじ加工とは何か、外ねじ加工などのさまざまなねじ形状との比較、タッピング、ねじ切り、ねじ成形のいずれを選択すべきかについて、簡単にお答えします。次に、タップレンチを使った手作業や、工具を正確に回転させてねじ切りを行うCNC加工で、より高い繰り返し精度を実現するためのワークフローを、ステップ・バイ・ステップでご紹介します。スピードと送りのテンプレート、穴サイズの計算機、検査方法、トラブルシューティングのヒントも含まれています。
ステンレス、チタン、アルミニウム、鋳鉄に厳しい公差のねじが必要な場合、または深い止まり穴でのタップ折損を解決する場合、ここで直接的な道が見つかります。最後には、工具の選び方、パラメータの設定方法、ピッチ径のチェック方法、問題の迅速な解決方法がわかるでしょう。その過程で、「内ねじ切りとは何か」、「内ねじ切りと外ねじ切りのどちらが良いのか」、「金属のねじ切りにはどのような工具を使うのか」、「内ねじはどのように修正するのか」といったよくある質問にもお答えします。
内部ねじ切り:クイックアンサーとコアコンセプト
内ネジとは?内ネジと外ネジの使い分け
内ねじ加工は、穴の内側にねじ山を作ります。これは、ボルト、スタッド、またはねじの外ねじと対になります。内ねじは、ナット、ハウジング、パイプコネクター、油圧マニホールドなど、強力で再現性のあるジョイントが必要な場所に見られます。
外ねじ切りはその逆である。円柱やシャフトの外面にねじ山を作る。旋盤の場合、これは多くの場合、1点作業である。 CNC旋盤あるいは手作業でダイスを使うかもしれない。
では、内ねじと外ねじは、どのような場合に使い分けるのでしょうか?部品の形状で決まります。ボルト、ネジ、スタッドには外ネジが使われる。ブロック、ブラケット、チューブの穴には内ねじが使われる。一方が他方より「優れている」のではなく、両者は互換性があります。重要なのは、ねじの形状、ピッチ、クラスを合わせることであり、その結果、2つのねじが組み合わされ、荷重下で機能するようになる。
主な事実と統計
- 60%を超える締結部品が、ラジアル荷重、アキシャル荷重、せん断荷重を受けるねじ山を使用しています。そのため、ねじの品質とピッチ径の管理が重要になります。
- 2023年の内ネジ工具市場は推定57億米ドルで、2032年には89億米ドルに達すると予測される(~5.1% CAGR)。
- 一般的な内部ねじ切り方法:
- カッティング(タッピング)
- ネジ切り(CNC)
- ねじ成形(冷間成形、チップレス)
タッピング、ねじ切り、ねじ成形の違いは何ですか?
- タッピング(切断):
- チップス:はい。チップコントロールが必要。
- 強さ:素材やクラスによって異なる。
- スピード:生産機では速い。
- 正確さ:穴のサイズとアライメントが正しければ良好。
- CNCの必要性:いいえ(手動またはCNC)。
- ネジ切り:
- チップス:はい、でも避難は簡単です。
- 強度:非常に良い。直径は摩耗に合わせて調整できる。
- スピード:中程度。小さな穴でのタッピングより遅い。
- 精度:ピッチ径は調整可能。
- CNCが必要:はい(ヘリカルツールパス)。
- ねじ成形(ロール/フォームタップ):
- チップス:ない。
- 強度:高い。フランクは加工硬化し、表面仕上げは良好。
- スピード:適切な潤滑があれば速い。
- 正確さ:穴のサイズが正確な場合に優れています。
- CNCの必要性:いいえ(手動またはCNC)。
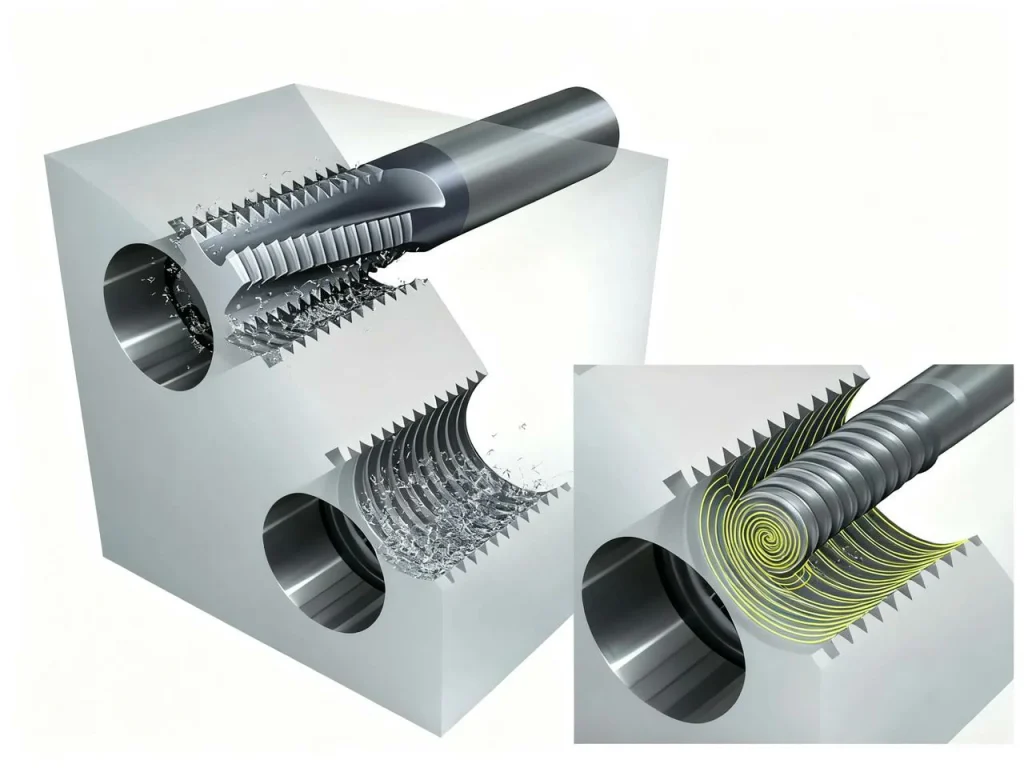
表:穴サイズ、材質、体積、公差による方法選択
- 小穴サイズ(≦M4または≦#8)、延性材料、大量生産、標準公差:
- 最良の方法:タッピング(切削)。材料が延性で潤滑剤が強力な場合は、ねじ成形を検討する。
- 中型サイズ(M5-M12)、混合素材、中程度の量、より厳しい公差:
- 最良の方法:タッピングまたはねじ成形。精密なピッチ径制御、断続穴、非標準形状が必要な場合は、ねじ切り加工。
- 大きなサイズ(≥ M14)、強靭な合金、低~中量、または非標準ピッチ:
- 最適な方法調整可能性と切りくず処理のためのねじ切りフライス加工。
- グミのような欠けがある深いブラインドホール:
- 最善の方法:フォームタップ(材料が延性の場合)、またはペックとクーラントを使用したねじ切り加工。
- 肉厚の薄い部分や端に近い部分:
- 最良の方法:より低いラジアル力を得るためのねじ切り加工。
内ねじ工具と材料
内ねじ加工ソリューションを選択する際、工具の形状や材質と並んで、CNC加工能力や部品の全体的な加工精度も同様に重要です。高精度の部品加工、ねじ切り、CNC加工サービスを提供できるパートナーをお探しなら、U-Needは検討する価値があります。CNC加工、金属部品製造、カスタムねじソリューションを専門とする同社は、エンジニアや製造業者が設計から量産に迅速に移行できるよう支援している。
切断・成形用タップ
ねじ切りには、切削用タップと成形用タップが欠かせない。切削用タップは、ねじ山を作るために材料を除去します。一般的なスタイルには、ストレートフルート(汎用)、貫通穴で切り屑を押し進めるスパイラルポイント(ガンタップ)、ブラインドホールから切り屑を引き戻すスパイラルフルートなどがある。タップが折れたり、穴がベルマウスになったりする最大の原因は、切りくずの排出であるため、フルートのスタイルは重要である。タップは、タップレンチを使った手作業や、CNCマシンを使った高剛性のセットアップ用に設計されています。
フォーミングタップはロールタップとも呼ばれ、切削は行わない。金属を変位させ、ねじ山形状を形成します。材料が流動するため、切り屑は発生しない。低炭素鋼、一部のステンレス鋼種、アルミニウム、真鍮のような延性のある材料では、フォーミングタップを使用することで、より強力なねじ山と滑らかな仕上げを得ることができます。高トルクを防ぐため、正確な下穴サイズと良好な潤滑が必要です。タップは、精度を確保するために、潤滑とアライメントを使用して使用するように設計されています。
ハンドタップは少量加工や補修加工に適しており、マシンタップは剛性の高い送りと高い生産性を目指して設計されています。マシンタップは、より高速、高トルク、安定した切りくず排出に対応するように設計されています。ブラインドホールをタップする場合は、スパイラルフルートまたはフォームタップを使用し、貫通ホールをタップする場合は、スパイラルポイントタップの方が切屑の排出性が高い場合が多い。
スレッドミルとその使用時期
スレッドミルとは、ねじ山を形成するためにらせん状の経路で動く小さなカッターのことである。シングル・フォーム・ミルは、ねじ山が1回転するごとに1パスずつ切削しますが、マルチ・フォーム・ミルは、それを高速化するために数列の歯があります。スレッドミルは次のような場合に最適です:
- カッターの半径補正を微調整してピッチ径を調整したい。
- 強靭な合金(ステンレス、チタン、焼き入れ鋼)を扱う場合は、穏やかなコントロールが必要です。
- 口径が大きい、またはピッチが規格外で、タップをすぐに調達できない。
- 深いブラインドホールではチップパッキングを避ける必要がある。
- タップを底打ちすることなく、肩のすぐ近くまでマシンをかけなければならない。
工具材料とコーティング
高速度鋼(HSS)は一般的で、価格も手頃です。コバルトハイス(HSS-Co)は、より熱に強く、ステンレスや高強度合金に適している。超硬ソリッドタップやミルは硬く、特に研磨材では高速でも切れ味が長持ちするが、もろい。
コーティングが重要なのは、摩擦と熱を減らすからだ:
- TiN:一般的なコーティングに適している。低炭素鋼や一部のアルミニウムに有効。
- TiCN:硬度が高く、滑りやすい。研磨材や高速切削に適している。
- TiAlN(およびAlTiN):ステンレス、ニッケル合金、ドライカット、MQLカットに最適な耐熱性。材料クラスとクーラントセットアップに基づいてコーティングを選択してください。
ブラインドホールやガミー材には、どのタップを使えばよいですか?
切屑が詰まりやすいブラインド・ホールには、材 料が延性であれば、スパイラル・フルート切削タッ プまたはフォーム・タップを使用する。一部のアルミニウムやオーステナイト系ステンレ スなどのガミーな素材には、潤滑コーティングを施した鋭利なハイヘ リックス・タップを使用し、ねじクラスと延性が許せば、ねじ成形を検討する。
ビジュアル/インタラクティブ
比較表:工具の種類と長所/短所、最適な素材、一般的な公差
- 切削タップ:
- 長所速い、一般的、シンプル。
- 欠点:欠け、ブラインドホールでの破損の危険性。
- 最高の素材:幅広い。
- 公差:正しいドリルとアライメントで良好。
- 成形タップ:
- 長所欠けがなく、糸が丈夫で、仕上がりが滑らか。
- 欠点:正確な穴のサイズと潤滑剤が必要。
- 最高の素材:ダクタイル鋼、アルミニウム、真鍮。
- 公差:下穴が正確であれば優秀。
- スレッドミル
- 長所調整可能なフィット感、丈夫な合金や大きな穴にも最適、中断された穴にも対応。
- 短所:小さな穴では遅い、CNCのみ。
- 最高の素材:すべて、特に強靭な合金。
- 公差:摩耗の補正が容易。

ステップバイステップのプロセス:手動タッピング、CNCタッピング、スレッドフライス加工
準備:タップ・ドリルのサイズ、穴の公差、面取り/カウンターシンク
良い内ねじは、正しい穴から始まります。切削タップの場合、タップドリル径は目標とするねじ山のパーセント(多くの場合60~75%)を目指します。ねじ山のパーセントを低くすることで、強度のニーズを満たしつつ、トルクと破損のリスクを減らすことができます。フォーム・タップの場合、材料が内側に流れるため、ドリル・サイズを大きくする。タップをリードし、入口のバリを防ぐため、常に小さな面取りまたは皿面取りを加えます。タッピン グ・ガイド、コレット、またはブッシングを使用し て、面に対して直角になるように調整する。
メートル切削タップの簡単な計算式:
- 75%ネジの場合、タップドリル径≒メジャー径-(1.0825×ピッチ)。60%ねじの場合は、少し大きめのドリルを使用する(中ピッチでは約0.1~0.2mm大きくし、チャートで確認する)。インチねじの場合は、ねじ山の高さ定数を使用して同様のルールが適用されます。
手動タッピング(ハンドタッピング)ワークフロー
- 印をつけ、センタードリルで穴を開け、タップ・ドリルのサイズに合わせる。バリ取りをして、小さな面取りをする。
- 部品を固定する。位置合わせにはタッピングブロックやガイドを使用する。
- 切削油または適切な潤滑剤を塗布する。
- タップを表面に正対させる。タップが食い込むまで静かに回す。安定した圧力を保つ。
- 1-2回転前進し、1/2回転反転してチップを壊す。これを繰り返す。無理にやらないこと。
- ブラインドホールの場合は、こまめに切りくずを取り除き、スパイラルフルートやフォームタップを検討する。
- ゆっくりと後退する。穴を清掃する。バリ取りをし、プラグゲージでテストする。
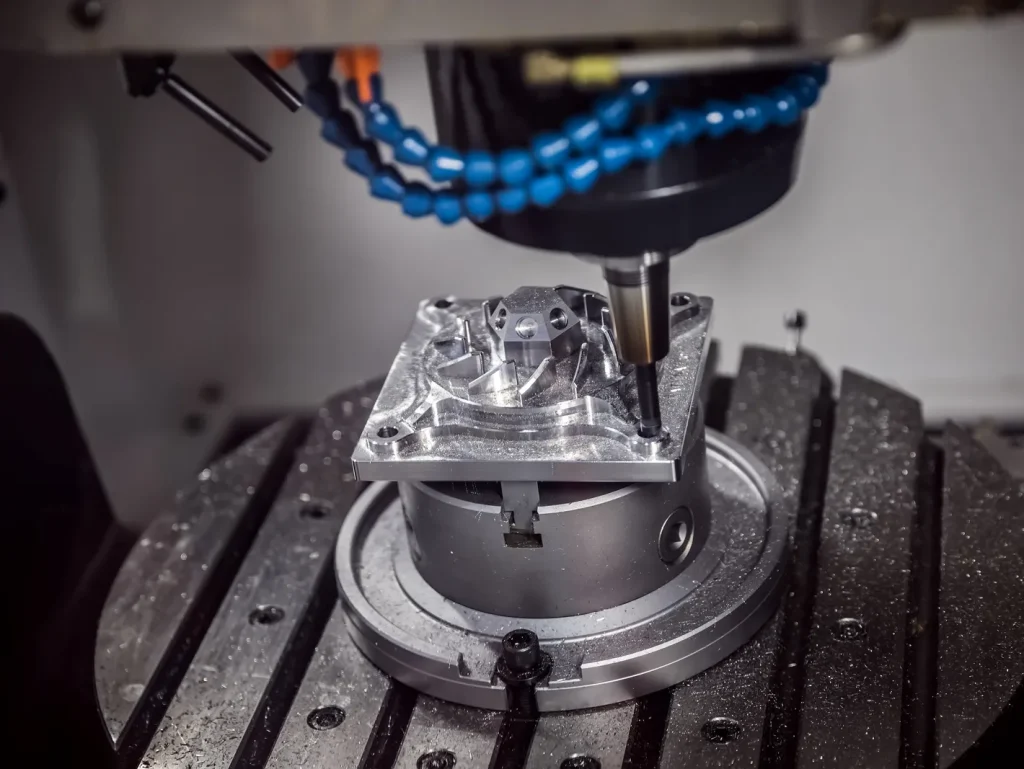
CNCタッピングの基礎
CNCタッピングは、スピンドルと送りが同期していれば、高速で信頼性の高い加工が可能です。リジッドタッピングは、スピンドルを1回転あたりの送りにロックするため、ピッチはフローティングホルダーなしで保持されます。リジッドタッピングのない機械では、テンションコンプレッション(フローティング)ホルダーとペック戦略がミスマッチを吸収するのに役立ちます。
重要なポイント
- 1回転あたりのプログラム送り(F = ピッチ × 回転数)。
- ブラインドホールの場合は、底にマージンを取り、適切な面取りをする。
- ペック・タッピングによる切り屑処理を検討する。
- G84(右回り)とG74(左回り)がサポートされている場合は、G84(右回り)とG74(左回り)を使用する。
コード・スニペット (例:メートル M10×1.5、リジッドタッピング):N10 T05 M06(タップ) N20 S500 M03 N30 G90 G54 G00 X0 Y0 N40 G43 H05 Z5.0 N50 G84 Z-20.0 R2.0 F750.0 N60 G80 N70 G00 Z100.0 M09
説明する: 1.5mmピッチを500rpmで加工する場合、送りは500×1.5=750mm/minとなる。深さとクリアランスは設定に合わせて調整してください。
ねじ切りワークフロー
ねじ切り加工では、ヘリカル補間を使用する。カッターは1回転につき1ピッチずつZ下降しながら円軌道を移動する。
基本的なステップ
- 切削に匹敵する強度を得るために、下穴を約65~75%のねじ山にするか、工具メーカーの指示に従う。
- ツールマークを避けるため、適切なリードインアークでヘリカルパスをプログラムする。
- より良い仕上げと工具寿命のために、登りフライスを使用する。
- 脇腹のたわみをきれいにするために、必要であれば小さなスプリングパスを残す。
- 工具の摩耗に伴い、ピッチ径が公差内に収まるようにカッタ補正を調整する。
コード・スニペット (簡易1点ねじフライス、右ねじ):(カッタを穴中心よりスタート高さに想定) N10 T12 M06 N20 S6000 M03 N30 G90 G54 G00 X0 Y0 Z2.0 N40 G01 Z1.0 F500 N50 G41 D12(コンプオン) N60 G03 I7.5 Z-1.5 F300(ヘリカル移動:1円につき1ピッチダウン) N70 G03 I7.5 Z-3.0 N80 G40(コンプオフ) N90 G00 Z50.0 M09
Iは半径、Zはピッチ、送り/速度は素材と工具ごとに調整する。

パラメータと最適化(速度、送り、潤滑、穴サイズ)
切断/成形速度と送り
面速度の範囲を出発点として、トルク、仕上げ、工具寿命に基づいて調整する。タップの送りは、ピッチ(1回転あたりの送り)により固定される。ねじ切りミルの送りは、歯当たりの切り屑排出量と刃数で設定します。
一般的な初速の範囲(タップとミル;工具の材質とコーティングに合わせて調整する):
- アルミニウム:切削タップ20~35m/min、フォームタップ15~30m/min、スレッドミル150~250m/min。
- 低炭素鋼:切削タップ10~25 m/分、フォームタップ8~20 m/分、スレッドミル80~180 m/分。
- ステンレス(オーステナイト系):切削タップ5~12 m/分、フォームタップ4~10 m/分、ねじ切りフライス60~120 m/分。
- チタン:切削タップ3~8 m/min、フォームタップ3~6 m/min、スレッドミル30~80 m/min。
- 鋳鉄:切削タップ8~20 m/min、フォームタップは推奨されない;スレッドミル80~160 m/min。
- 真鍮/青銅:切削タップ15~30 m/分、フォームタップ12~25 m/分、ねじ切りフライス120~220 m/分。
これらは保守的である。トルクが低く、仕上がりが良い場合は回転数を上げ、トルクが急上昇したり、カジリが見られる場合は回転数を下げます。特にトルクリミッターのないねじ切り機では、常にタップトルクと主軸負荷計に注意してください。
穴のサイズとねじのかみ合い
ねじ山のパーセンテージが高いほど、より大きなトルクが必要となり、破損のリスクも高くなる。多くの加工工場では、60~70%を生産目標としている。ダクタイル材の強固な継手では、ねじ山が加工硬化して滑らかになっているため、ねじ山率が控えめでも高い逃げ面接触が得られます。
タップを切るためのシンプルなメートルドリルの近似値:
- 75%ネジ用:ドリル≈メジャー - 1.0825 ×ピッチ
- 60%ネジの場合:ドリル≈メジャー-0.9 ×ピッチ(概算:75% の M10 × 1.5 → 10 - (1.0825 × 1.5) ≒ 8.38 mm。ほとんどのチャートでは、実用的な理由から8.5 mmのドリルに丸められ、その後ゴー・ノー・ゴーでチェックされます。
フォーミングタップはより大きな穴を必要とする。多くの工具メーカーが推奨しています:
- フォームタップドリル≈メジャー-0.5×ピッチ(開始点。)
クーラント/潤滑戦略
良好な潤滑は摩擦と熱を下げ、切削タップの切りくず排出を助けます。アルミニウムのタップを切削する場合は、添加剤入りの軽油または乳剤を使用すると、刃先の盛り上がりを防ぐことができる。ステンレスやチタンには、EP(極圧)添加剤入りの高圧オイルまたは乳剤を使用する。霧化が安定しており、工具が鋭利であれば、MQLも使用できる。ねじの成形には、焼付きがなく圧力に耐える高潤滑性オイルを選択する。いくつかの研究では、シリコーン系(PDMS)油剤は、トルクを低減し、フォームタッピングの仕上がりを向上させた。
ケーススタディM22 × 2 in 42CrMo4 (船舶用ディーゼル部品)
42CrMo4でM22×2ねじ山を加工するチームは、下穴をØ21.20 mmに最適化し、PDMSクーラントを使用して約40RPMで加工した。その結果、トルクは約19%低下し、温度は約15%低下し、逃げ面の表面硬度は5HV上昇した。穴の大きさと潤滑剤を少し変えるだけで、トルクとねじ品質に大きな違いが出るということだ。
材料、ねじ形状、穴の種類に応じた工具選択の枠組み
意思決定ツリー:タッピング対ねじ成形対ねじフライス加工
いくつか質問してみよう:
- 材料は延性ですか?もしそうなら、ねじ成形が最適かもしれない。
- 穴は深く、ブラインドか?もしそうなら、スパイラル・フルート・タップかフォーミング・タップがいい。切粉が心配なら、スレッド・ミルもいい。
- 直径が大きいか、ピッチが規格外か?もしそうなら、ねじ切り加工はコントロールと柔軟性を提供します。
- 標準サイズで大量生産ですか?もしそうなら、タッピングは迅速で費用対効果に優れています。
- 重要なピッチ径の制御で公差は厳しいですか?もしそうなら、ねじ切り加工で簡単にサイズの微調整ができます。
素材別プレイブック
- ステンレスとチタン:シャープな形状、低速、高潤滑性オイルを使用する。材種が延性であれば、フォームタップが有効である。強靭な材種や断続穴では、ねじ切り加工が有効である。
- アルミニウム:ハイヘリックス、研磨済みの切削タップ、または良質のオイルを塗布したフォームタップを使用する。エッジの盛り上がりに注意。適切なコーティングを施せば、高速加工も問題ない。
- 鋳鉄:黒鉛のため自己潤滑性がある)。フォーム・タップは避け る。
- 真鍮と青銅:切削タップと成形タップの両方が使える。ベルマウスを避けるため、安定したアライメントを使用する。
- プラスチック:特殊な形状と軽いクランプを使用する。延性のあるプラスチックでは、フォームタップが使用できる場合がある。
ねじの形状については、ISOメートル、UNC/UNF、パイプねじのそれぞれに適切な工具とゲージが必要である。小さな穴の微細ねじ切りでは、ある直径以下になるとタップが壊れやすくなるため、多くの場合、ねじ切りフライスが勝る。
特別なケース
- 小径で深いブラインドホール:ねじ山のパーセンテージを下げ、スパイラル・フルート・タップを使用し、軽くつつき、オイルを注入する。材料が許せば、フォームタップも検討する。
- 中断穴またはクロスホールねじ切り加工により、切りくずのひっかかりやタップの破損を防ぎます。
- 薄肉部品ねじ切り加工では、半径方向の力が小さくなるため、歪みが減少します。
- 非標準ピッチ:ねじ切り加工では、特別なタップを購入することなく、あらゆるピッチをプログラムできます。
75%ネジ用タップドリルと60%ネジ用タップドリルのサイズはどうすればよいですか?
- メートル法の場合は、経験則75% を使用する:ドリル≈メジャー-1.0825×ピッチ。60%の場合、中ねじの場合はドリルを0.1~0.2mmほど大きくします。必ずドリル/タップチャートで確認し、サンプル穴でテストし、必要に応じてゴー/ノーゴープラグゲージとピッチ径チェックで確認してください。

品質管理、測定、プロセス能力
検査方法とゲージ
内ねじを確認する最も手っ取り早い方法は、ゴー/ノー・ゴーのプラグ・ゲージである。ゴーが入り、ノーゴーが入らなければ、たいていは機能サイズ内である。より厳密な管理を行うには、スレッドゲージまたは3線法(外径)と適合した内径標準を用いてピッチ径を直接測定する。生産では、基準部品を保管し、適合クラスを記録する。重要な部品については、リード誤差、フランク角、真円度をチェックする。
ねじ山の形状と公差
一般的なシステムには、ISOメートル法(例:M10×1.5、公差位置は6Hなど)とUNC/UNFクラス(例:内部用2B)がある。機能的なサイズとは、測定されたピッチ直径だけでなく、ねじがどのようにかみ合うかということです。リードの誤差、フランク角の誤差、ベルマウシングは、ルーズゲージでは合格でも、使用時には不合格になることがあります。リードインの損傷を減らすために、内径のアライメントと面取りをしっかりと行ってください。材料が軟らかい場合、ねじ山が多ければ多いほど強いとは限らない。
SPCと工程管理
管理図にピッチ径(または品番による機能ゲージの合否)を記録する。切削速度、工具寿命、使用したクーラントを記録する。タップが磨耗したり、新しいドリルが鈍って下穴が縮んだりしたときのドリフトに注意する。品質計画に合ったCp/Cpk値を目標にする。多くの工場では、主要な測定値で1.33以上を目標としている。
許容可能なねじ山の表面仕上げとは何ですか?
ほとんどの生産用スレッドでは、サイドの破れのない滑らかでマットな仕上げが目標である。Raの目標値は仕様によって異なりますが、訓練された目で目視で判断し、サンプルのプロフィロメーターで確認することができます。きれいな山部とフランク、カジリのないこと、ゴー・プラグが入りやすいことが良い兆候です。仕上がりが悪くなった場合は、速度を下げるか、潤滑を改善するか、ジオメトリーを変更する。
内部ねじのトラブルシューティングと修理
一般的な欠陥とその根本原因
- タップの破損:通常、チップパッキング、ミスアライメント、間違った穴サイズ、無潤滑が原因。高トルクのスパイクは警告。
- ピッチ径が大きすぎる:下穴が大きすぎる、工具が磨耗している、ねじ切り補正が大きすぎる。
- ピッチ径が小さい:下穴が小さすぎる、成形タップの絞りすぎ、切削タップの鈍さ。
- 仕上がりの悪さ:アルミニウムのエッジの蓄積、潤滑不足、コーティングの間違い。
- ベルマウシング:タップ開始時に、面取り、ミスアライメント、過度の横荷重をかけずにエントリーすること。
- クロススレッド:アライメント不良またはリードインの損傷。
予防と是正措置
適切なフルートスタイル、ペックサイクル、クーラントでチップパッキンを固定します。タッピングガイド、コレット、または機械スピンドルの位置合わせ。ドリルのサイズを目標のパーセントねじに合わせる。潤滑を改善し、材料に合ったコーティングを選択する。ねじ切り加工では、スプリングパスを追加し、フランクが荒れているようであれば、ステップオーバーを減らす。トルクやスピンドルの負荷を追跡し、タップが焼き付く前に止める。
スレッド補修方法
内部スレッドが損傷した場合、選択肢がある:
- スレッドインサート:ワイヤーインサートまたはソリッドインサートは、元のサイズを復元し、柔らかい材料の強度を向上させることもできます。インサートに合ったサイズのタップと取り付けマンドレルが付いた内ねじ修理工具キットを使用する。
- オーバーサイズのタップ:部品の設計が許せば、次のサイズにタップし、より大きなねじを使用する。
- ソリッド・ブッシング頑丈な修理の場合、ソリッドブッシュが損傷した材料の代わりになります。これは、エンジン・ブロックや固定具で一般的です。
成形(転造)されたネジ山は修理できるのか、それとも再加工しなければならないのか?
インサート、オーバーサイズ・タップ、ブッシングなど、同じ方法で成形されたねじ山を修理することができる。しかし、元の下穴が切削タップの穴より大きかったことを忘れないでください。修理システムを最終的なねじサイズに合わせ、母材が十分に残っていることを確認する。

市場環境、オートメーション、規格(2025年最新版)
市場概要
内径ねじ切り工具と機械は、精密製造と自動化によって成長を続けている。2023年の市場規模は約57億米ドル、2032年には約89億米ドルになると推定され、その背景には、ステンレスや高温合金の使用の増加、CNC能力の増強、航空宇宙、自動車、エネルギー、医療機器における公差の厳しいニーズなどがある。
オートメーションとインダストリー4.0
最新のねじ切りタップとミルは、同期化されたスピンドル、適応性のある送り、および工具寿命モニタリングの恩恵を受けています。工具負荷センサーは、タップが折れる前に、剛性の高いタップ加工サイクルを停止することができます。デジタルツインは、深い止まり穴での切屑排出のシミュレーションに役立ちます。ロボットは、ビジョンシステム、合否判定ゲージ、トルク監査により、ねじチェックを行うことができます。
規格とコンプライアンス
顧客と地域に適したねじ規格に従いましょう。ISOメートルねじクラスとASME/ANSIインチねじクラスは、サイズ、ピッチ、公差を定義しています。圧力およびパイプ用ねじについては、正しい形状とシーリング方法に合わせる。材料、工具ロット、回転数、送り、検査結果を文書化し、トレーサビリティを明確にする。
サステナビリティとEHS
安全計画と廃棄規則に適合するクーラントを選択する。最小量潤滑(MQL)は、液剤の使用量を削減します。スレッド成形は切粉を避け、廃棄物や清掃を削減します。金属加工油剤の安全な取り扱い、飛散防止、皮膚保護について、スタッフを教育する。切粉や使用済みオイルのリサイクルを計画してください。
ビジュアル/インタラクティブ
短いコンプライアンス・チェックリストは、ねじ規格の確認、クラスの確認、タップドリルの記録、速度/送りの記録、ゲージ結果の記録、サインオフに役立ちます。これは監査をサポートし、手戻りを減らします。
安全、段取り、現場でのベストプラクティス
正確で安全なセットアップの基本
ワークをしっかりと保持する。スピンドルを穴の軸に合わせる。バリ取りと面取りを行う。手作業には、タッピングガイドやブッシングを使用する。タップまたはスレッドミルが鋭利で、欠けていないことを確認する。ドリルビットのサイズと状態を確認する。加工を始める前に、適合クラスとゲージの種類を確認する。こうした小さな積み重ねが、後で大きな頭痛の種になるのを防ぐ。
オペレーターの安全とPPE
目の保護具を着用し、回転工具や切屑に手を触れないようにする。回転するタップの近くでは手袋を緩めないこと。クーラントは安全に取り扱い、接触後は皮膚を洗うこと。切りくずを通路に近づけないこと。緊急停止と、負荷が急上昇した場合に安全にタッピングサイクルを一時停止する方法を知っておくこと。
機械と工具の保護
可能であればトルクリミッターを使用する。CNCの場合、主軸の負荷に注意し、負荷が急増したら、サイクルを停止する。リジッドタッピングでは、スピンドルのエンコーダーとピッチ設定を確認する。旋盤のねじ切り工具では、正しいチップ形状とリード角を確認する。リジッドシンクのないねじ切り盤では、フローティングホルダーとペック戦略を使用する。ブラインドホールの切りくずは、再加工する前に必ず取り除く。
深いブラインドホールでのタップ折れを防ぐには?
切りくずを抑えるために、スパイラル・フルートまたはフォーム・タップを使用する。下穴のネジ山を1~2サイズ小さくする。ペッキングを行い、潤滑油を多く塗布する。速度を落とし、トルクを監視する。材料が延性で設計上可能であれば、切りくずを除去するためにねじ成形に切り替える。
ビジュアル/インタラクティブ
仕事前のチェックリスト
- スレッドの規格とクラスを確認する
- 製法を選択(カット、フォーム、ミル)
- 工具とコーティングの選択
- ドリルサイズと面取りの設定
- スピード/フィードとペック戦略の設定
- クーラントまたはオイルの確認
- ゲージとSPCシートの準備
- 最初の記事を実行し、結果を記録する
実行可能なチェックリスト、ビジュアル、主要な要点
クイックスタート・チェックリスト
- 材料、穴の種類、公差に基づいて方法を選択する。
- 作業に合わせて工具の形状とコーティングを選択します。
- 目標とするパーセントねじのタップ・ドリル・サイズを設定する。
- 速度と送りを設定する。タップの場合、送りはピッチ×回転数に等しい。
- 適切な潤滑油またはクーラント戦略を使用してください。
- プラグゲージで確認し、ピッチ径をスポットチェックする。
- シンプルなSPC計画で結果を追跡。
インタラクティブ・ツールとダウンロード
メートルねじとインチねじのタップドリルサイズ計算機を手元に置いてください。材料別の速度/送り量見積もりツールは、新しいチームメンバーに役立ちます。一般的な材料のドリル/タップチャートと工具選択フローチャートを印刷。ピッチ径とゲージ結果をロット別に記録するSPCシートを保存。
コア・メッセージの総括
つまり、正しい工具、正しい穴、しっかりとした潤滑、管理されたパラメーター、そして適切な検査です。疑わしい場合は、ねじ山のパーセントを減らし、アライメントを改善し、ゲージで確認する。問題が現れたら、まず切りくず処理、クーラント、穴のサイズに目を向ける。これらの基本があれば、スムーズに組み付けられ、負荷がかかっても保持されるねじ山を作ることができる。
よくあるご質問
ナット、パイプ継手、エンジンブロックのねじ山は、内ねじと外ねじが一緒に働く典型的な例である。内ねじは、鋭利な刃先による切削加工や、場合によっては材料を変位させることによって、被加工物の内側に切削される。これらの特徴は、機械、プレスシステム、その他の工具のファスナー用途の内ねじを作るために使用されます。様々なサイズがあり、強度のために常に直角に保たれている。表面品質と正確なねじ山の形状は、精度と効率を確保し、適切に使用するために非常に重要です。
ワークピースに内ねじを形成するために使用される最も一般的な工具はタップで、切削タップ、成形タップ、CNCマシンのフライスカッターなどがある。タップには鋭い刃先があり、制御された切削プロセスによって内ねじを切削する。より高い精度と効率性を求めるなら、ねじ切りフライス加工は、優れた表面品質と、1サイクルでさまざまなサイズのねじを切る能力を提供する。重機や電動工具では、タッピングアタッチメントやマシンが、正確なねじ形状を作り出すことに特化している。適切なアプリケーションは、ねじ切りされる材料によって異なり、内ねじと外ねじの間の十分なグリップを確保します。
ねじ山が剥がれた場合、再び内ねじを作るために内ねじ補修工具キットがよく使われる。この場合、穴をオーバーサイズに再タップしたり、ねじ切りインサートを挿入したり、ブッシングを使用したりする。切削加工は表面品質を回復させるが、インサートは精密かつ効率的に損傷を修復することに特化している。正確なねじのかみ合わせが重要な機械やプレスの用途では、ねじ切り加工や電動工具を適用することができる。補修方法はねじ切りされる材料によって異なり、十分な強度を確保します。内ねじと外ねじのバランスは、ファスナーがしっかりと固定され、使用効率が維持されるように、正確でなければなりません。
内ねじと外ねじは、切削加工において異なる役割を果たす。内ねじは加工物の内部を切削し、外ねじはシャフトやボルトに形成されます。どちらも、機械、プレスアセンブリー、その他の用途でファスナーの性能を確実にするために、適切な切れ刃、正確な形状、高い表面品質に依存しています。その選択は、用途、ねじ切りされる材料、設計ニーズによって異なります。内ねじ加工にはフライスカッターやタップを使用し、外ねじ加工にはダイスを使用します。これらのねじが直角であること、さまざまなサイズであること、精度と効率で加工されていることを確認することは、信頼性の高い荷重伝達と長期的な機能にとって非常に重要です。
https://pmc.ncbi.nlm.nih.gov/articles/PMC9104793/