Beim Innengewindeschneiden wird ein gemeinsames Gewinde in ein zylindrisches, vorgebohrtes Loch eingebracht, damit ein Befestigungselement - wie eine Schraube oder ein Bolzen - sicher eingepasst werden kann. Wenn Sie schon einmal eine Schraube in ein Motorgehäuse, eine Schraubstockbacke, einen Fahrradrahmen oder eine Halterung für ein medizinisches Gerät geschraubt haben, haben Sie Innengewinde verwendet. Die Methode hört sich einfach an, aber um das gewünschte Gewinde mit Genauigkeit herzustellen, sind die richtigen Mehrfachschneidkanten, die richtige Lochnenngröße und die richtigen Maschineneinstellungen erforderlich, um eine saubere Geometrie und eine zuverlässige Demontage zu gewährleisten.
Dieser Leitfaden richtet sich an Ingenieure, Maschinenbauer und Hersteller, die scharfe Gewinde ohne gebrochene Gewindebohrer, gesprengte Steigungsdurchmesser oder raue Oberflächen wünschen. Wir beginnen mit kurzen Antworten: Was ist Innengewindeschneiden, wie unterscheidet es sich von anderen Gewindeformen wie Außengewindeschneiden und wann sollte man sich für Gewindeschneiden, Gewindefräsen oder Gewindeformen entscheiden. Dann stellen wir Schritt für Schritt Arbeitsabläufe vor, die für manuelle Arbeiten mit einem Windeisen oder für CNC-Bearbeitungen verwendet werden können, bei denen Gewinde durch das Drehen eines Werkzeugs in präziser Rotation mit höherer Wiederholgenauigkeit erzeugt werden. Schablonen für Geschwindigkeit und Vorschub, Lochgrößenrechner, Prüfmethoden und Tipps zur Fehlerbehebung sind ebenfalls enthalten.
Wenn Sie Gewinde mit engen Toleranzen in Edelstahl, Titan, Aluminium oder Gusseisen benötigen oder einen Gewindebohrerbruch in einem tiefen Sackloch beheben wollen, finden Sie hier einen direkten Weg. Am Ende werden Sie wissen, wie Sie ein Werkzeug auswählen, Parameter einstellen, den Steigungsdurchmesser prüfen und Probleme schnell beheben können. Ganz nebenbei beantworten wir allgemeine Fragen wie "Was ist Innengewinde?", "Ist Innen- oder Außengewinde besser?", "Welches Werkzeug wird zum Gewindeschneiden verwendet?" und "Wie repariert man Innengewinde?
Innengewindeschneiden: Schnelle Antworten und grundlegende Konzepte
Was ist Innengewindeschneiden? Wann wird es im Vergleich zum Außengewinde verwendet?
Beim Innengewindeschneiden wird ein Schraubengewinde im Inneren eines Lochs erzeugt. Es paart sich mit einem passenden Außengewinde an einem Bolzen, einer Schraube oder einem Stift. Innengewinde findet man in Muttern, Gehäusen, Rohrverbindungen, Hydraulikverteilern und überall dort, wo eine starke, wiederholbare Verbindung erforderlich ist.
Das Außengewindeschneiden ist das Gegenteil. Dabei wird das Gewinde auf der Außenfläche eines Zylinders oder einer Welle hergestellt. Auf einer Drehmaschine ist dies oft ein Ein-Punkt-Vorgang während cnc-Drehenoder Sie können eine Matrize für manuelle Arbeiten verwenden.
Innen- oder Außengewinde - wann sollte man sich für eines der beiden entscheiden? Die Teilegeometrie entscheidet. Ein Bolzen, eine Schraube oder ein Stift erhält ein Außengewinde. Ein Loch in einem Block, einer Halterung oder einem Rohr erhält ein Innengewinde. Das eine ist nicht "besser" als das andere; sie sind gleichwertig. Wichtig ist, dass Form, Steigung und Klasse des Gewindes übereinstimmen, damit das Paar passt und unter Last funktioniert. Die Qualität des Innengewindes hängt stark von der Stabilität Ihrer gesamten CNC-Bearbeitung ab.
Wichtige Fakten und Statistiken
- Bei mehr als 60% der Befestigungsverbindungen werden Gewinde verwendet, die Radial-, Axial- und Scherkräfte aufnehmen. Deshalb sind die Qualität der Gewinde und die Kontrolle des Steigungsdurchmessers so wichtig.
- Der Markt für Innengewindewerkzeuge wird im Jahr 2023 auf 5,7 Mrd. USD geschätzt und soll bis 2032 8,9 Mrd. USD erreichen (~5,1% CAGR).
- Gängige Methoden des Innengewindeschneidens:
- Schneiden (Gewindeschneiden)
- Gewindefräsen (CNC)
- Gewindeformen (Kaltumformung, spanlos)
Was ist der Unterschied zwischen Gewindeschneiden, Gewindefräsen und Gewindeformen?
- Klopfen (Schneiden):
- Chips: Ja. Chip-Kontrolle erforderlich.
- Stärke: Gut, abhängig von Material und Klasse.
- Schnelligkeit: Schnell auf Produktionsmaschinen.
- Genauigkeit: Gut, wenn Lochgröße und Ausrichtung korrekt sind.
- CNC-Anforderung: Nein (manuell oder CNC).
- Gewinde fräsen:
- Chips: Ja, aber leichte Evakuierung.
- Festigkeit: Sehr gut; der Durchmesser kann dem Verschleiß angepasst werden.
- Geschwindigkeit: Mäßig; langsamer als beim Gewindeschneiden in kleinen Löchern.
- Genauigkeit: Ausgezeichnet; einstellbarer Teilkreisdurchmesser.
- CNC-Anforderung: Ja (spiralförmiger Werkzeugweg).
- Gewindeformen (Walz-/Formgewindebohrer):
- Späne: Nein; das Material ist verdrängt.
- Festigkeit: Hoch; Flanken kaltverfestigt, gute Oberflächengüte.
- Geschwindigkeit: Schnell bei guter Schmierung.
- Exaktheit: Ausgezeichnet, wenn die Lochgröße exakt ist.
- CNC-Anforderung: Nein (manuell oder CNC).
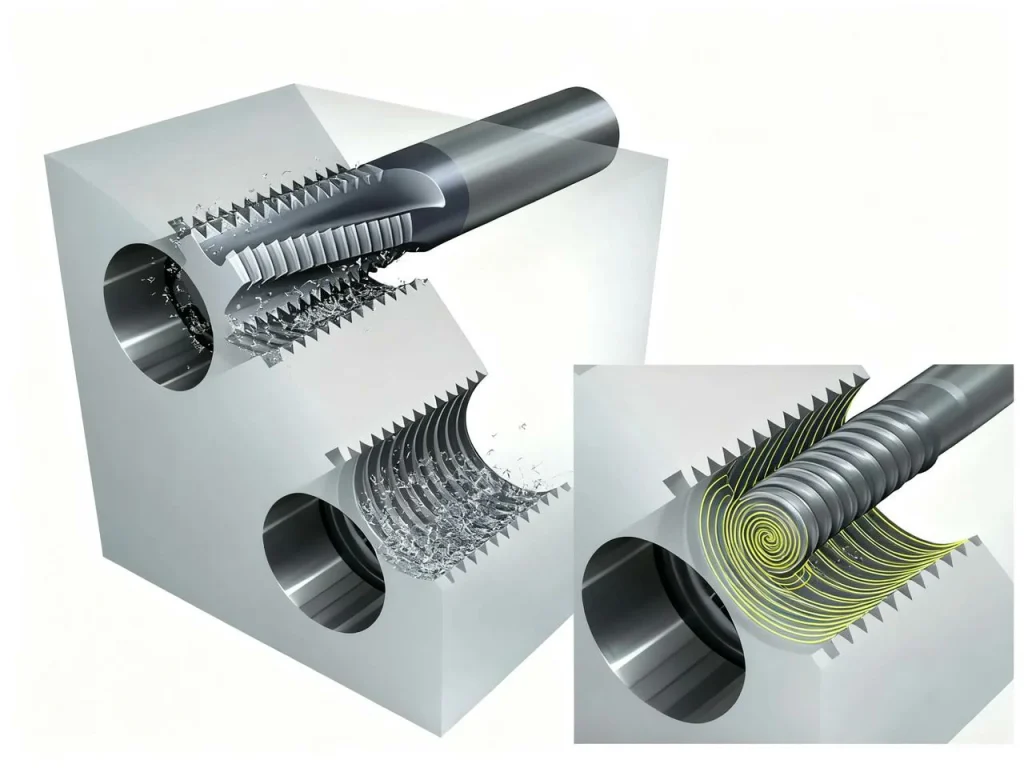
Tabelle: Methodenauswahl nach Lochgröße, Material, Volumen, Toleranz
- Kleine Lochgrößen (≤ M4 oder ≤ #8), duktiles Material, hohes Volumen, Standardtoleranz:
- Beste Methode: Gewindebohren (Schneiden). Erwägen Sie das Gewindeformen, wenn das Material dehnbar und das Schmiermittel stark ist.
- Mittlere Größen (M5-M12), gemischte Materialien, mittleres Volumen, engere Toleranzen:
- Beste Methode: Gewindeschneiden oder Gewindeformen. Gewindefräsen, wenn Sie eine präzise Steuerung des Steigungsdurchmessers, unterbrochene Löcher oder nicht standardisierte Formen benötigen.
- Große Größen (≥ M14), zähe Legierungen, geringes bis mittleres Volumen oder nicht genormte Steigungen:
- Beste Methode: Gewindefräsen für Einstellbarkeit und Spankontrolle.
- Tiefe Sacklöcher mit gummiartigen Spänen:
- Beste Methode: Formgewindebohrer (wenn das Material duktil ist) oder Gewindefräsen mit Spaten und Kühlmittel.
- Dünnwandige Teile oder in der Nähe von Kanten:
- Beste Methode: Gewindefräsen für geringere Radialkraft.
Werkzeuge und Materialien für Innengewinde
Bei der Auswahl einer Lösung für die Innengewindebearbeitung sind die CNC-Bearbeitungsmöglichkeiten und die Gesamtbearbeitungsgenauigkeit des Teils ebenso wichtig wie die Geometrie und das Material des Werkzeugs. Wenn Sie auf der Suche nach einem Partner sind, der in der Lage ist, hochpräzise Teilebearbeitung, Gewindeschneiden oder CNC-Bearbeitungsdienstleistungen zu liefern, ist U-Need einen Blick wert. Das Unternehmen ist auf CNC-Bearbeitung, Metallteilefertigung und kundenspezifische Gewindelösungen spezialisiert und hilft Ingenieuren und Herstellern, schnell von der Konstruktion zur Serienproduktion überzugehen.
Gewindebohrer zum Schneiden und Formen
Gewindebohrer zum Schneiden und Formen sind beim Gewindeschneiden unerlässlich. Schneidende Gewindebohrer tragen Material ab, um das Gewinde herzustellen. Zu den gängigen Ausführungen gehören gerade Spannuten (Universalgewindebohrer), spiralförmige Spitzen (Gewindeschneider), die Späne in Durchgangslöcher vorschieben, und spiralförmige Spannuten, die Späne aus Sacklöchern zurückziehen. Die Art der Spannut ist wichtig, da die Spanabfuhr der Hauptgrund dafür ist, dass Gewindebohrer brechen oder Löcher aufreißen. Gewindebohrer sind für den Einsatz mit einem Windeisen bei manuellen Arbeiten oder in starren Aufbauten mit CNC-Maschinen konzipiert.
Formgewindebohrer, auch Rollengewindebohrer genannt, schneiden nicht. Sie verdrängen Metall, um das Gewindeprofil zu formen. Da das Material fließt, gibt es keine Späne. Bei duktilen Werkstoffen wie Stahl mit niedrigem Kohlenstoffgehalt, einigen rostfreien Sorten, Aluminium und Messing können Gewindeformer stärkere Gewinde und glatte Oberflächen erzeugen. Sie benötigen eine präzise Vorlochgröße und eine gute Schmierung, um ein hohes Drehmoment zu vermeiden. Gewindebohrer sind für den Einsatz mit Schmierung und Ausrichtung konzipiert, um Genauigkeit zu gewährleisten.
Dazu gehören Handgewindebohrer, die sich gut für geringe Stückzahlen und Reparaturarbeiten eignen, und Maschinengewindebohrer, die für starre Vorschübe und höhere Produktivität ausgelegt sind. Maschinengewindebohrer sind für höhere Drehzahlen, Drehmomente und eine gleichmäßige Spanabfuhr ausgelegt. Bei einem Sacklochgewindebohrer sollten Sie an eine Spiralnut oder einen Formgewindebohrer denken; bei einer Durchgangsbohrung führt ein Spiralspitzgewindebohrer die Späne oft besser ab.
Gewindemühlen und wann man sie bevorzugt
Ein Gewindefräser ist ein kleiner Fräser, der sich auf einer schraubenförmigen Bahn bewegt, um das Gewinde zu erzeugen. Einformige Fräser fräsen einen Durchgang pro Umdrehung des Gewindes; mehrformige Fräser haben mehrere Zahnreihen, um den Vorgang zu beschleunigen. Gewindefräsen ist perfekt, wenn:
- Sie möchten den Teilkreisdurchmesser durch eine Anpassung des Fräserradiusausgleichs anpassen.
- Sie arbeiten in zähen Legierungen (rostfrei, Titan, gehärtete Stähle) und benötigen eine sanfte Kontrolle.
- Sie haben einen großen Durchmesser oder eine nicht normgerechte Steigung und können nicht schnell einen Gewindebohrer finden.
- Sie müssen es vermeiden, in einem tiefen Sackloch Späne zu sammeln.
- Sie müssen bis zu einer Schulter arbeiten, ohne einen Gewindebohrer zu beschädigen.
Werkzeugmaterialien und Beschichtungen
Schnellarbeitsstahl (HSS) ist weit verbreitet und erschwinglich. Kobalt-HSS (HSS-Co) ist hitzebeständiger und eignet sich besser für rostfreie und höherfeste Legierungen. Vollhartmetallgewindebohrer und -fräser sind steif und bleiben bei höheren Geschwindigkeiten länger scharf, insbesondere bei abrasiven Materialien, sind aber spröder.
Beschichtungen sind wichtig, weil sie Reibung und Hitze reduzieren:
- TiN: Gute allgemeine Beschichtung. Hilft bei kohlenstoffarmen Stählen und etwas Aluminium.
- TiCN: Härter und glatter; eine gute Wahl für abrasive Materialien und höhere Schnittgeschwindigkeiten.
- TiAlN (und AlTiN): Hervorragende Hitzebeständigkeit für Edelstahl, Nickellegierungen und Trocken- oder MMS-Schnitte. Wählen Sie die Beschichtungen je nach Materialklasse und Kühlmitteleinrichtung, die Sie haben.
Welchen Gewindebohrer sollte ich für Sacklöcher oder gummiartige Materialien verwenden?
Für Sacklochbohrungen, die zu Späneansammlungen neigen, sollten Sie spiralgenutete Gewindebohrer oder Gewindeformer verwenden, wenn das Material duktil ist. Für gummiartige Werkstoffe wie Aluminium oder austenitische rostfreie Werkstoffe sollten Sie scharfe, spiralförmige Gewindebohrer mit einer schmierenden Beschichtung verwenden und das Gewindeformen in Betracht ziehen, wenn Gewindeklasse und Zähigkeit dies zulassen.
Visuell/Interaktiv
Vergleichstabelle: verschiedene Werkzeugtypen, Vor- und Nachteile, beste Materialien, typische Toleranzen
- Schneiden von Gewindebohrern:
- Vorteile: Schnell, allgemein, einfach.
- Nachteile: Ausbrüche, Bruchgefahr in Sacklöchern.
- Beste Materialien: Große Auswahl.
- Toleranzen: Gut bei korrekter Bohrung und Ausrichtung.
- Gewindebohrer formen:
- Vorteile: Keine Späne, starkes Gewinde, glatte Oberfläche.
- Nachteile: Erfordert genaue Lochgröße und Schmiermittel; nicht für spröde Materialien geeignet.
- Beste Materialien: Duktile Stähle, Aluminium, Messing.
- Toleranzen: Ausgezeichnet, wenn die Vorbohrung korrekt ist.
- Gewindefräsen:
- Vorteile: Einstellbare Passform, großartig in zähen Legierungen und großen Löchern, bewältigt unterbrochene Löcher.
- Nachteile: Langsamer in kleinen Löchern, nur CNC.
- Beste Materialien: Alle, insbesondere zähe Legierungen.
- Toleranzen: Ausgezeichnet; leichter Ausgleich von Verschleiß.

Schritt-für-Schritt-Verfahren: Manuelles Gewindeschneiden, CNC-Gewindeschneiden und Gewindefräsen
Vorbereitung: Gewindebohrergröße, Lochtoleranzen, Fase/Senkung
Ein gutes Innengewinde beginnt mit der richtigen Bohrung. Beim Schneiden von Gewindeschneidern zielt die Größe des Gewindebohrers auf ein Zielgewinde in Prozent ab - oft 60-75%. Ein geringerer Prozentsatz des Gewindes reduziert das Drehmoment und das Bruchrisiko, während die Festigkeitsanforderungen weiterhin erfüllt werden. Für Formgewindebohrer ist die Bohrergröße größer, da das Material nach innen fließt. Fügen Sie immer eine kleine Anfasung oder Senkung hinzu, um den Gewindebohrer zu führen und Grate am Eintritt zu vermeiden. Verwenden Sie eine Gewindeschneidführung, eine Spannzange oder eine Buchse, um die Ausrichtung rechtwinklig zur Oberfläche zu halten.
Eine schnelle Formel für metrische Gewindebohrer:
- Bohrerdurchmesser ≈ Hauptdurchmesser - (1,0825 × Steigung) für ~75%-Gewinde. Für 60%-Gewinde ist ein etwas größerer Bohrer zu verwenden (bei mittleren Steigungen um etwa 0,1-0,2 mm vergrößern, dann anhand einer Tabelle überprüfen). Für Zollgewinde gilt eine ähnliche Regel unter Verwendung der Gewindehöhenkonstante.
Arbeitsablauf beim manuellen Klopfen (Handklopfen)
- Markieren, zentrieren und bohren Sie das Loch auf die Größe des Gewindebohrers. Entgraten Sie und fügen Sie eine kleine Fase hinzu.
- Sichern Sie das Teil. Verwenden Sie einen Gewindeschneidklotz oder eine Führung zum Ausrichten.
- Tragen Sie Schneidöl oder ein geeignetes Schmiermittel auf.
- Setzen Sie den Wasserhahn im rechten Winkel zur Oberfläche an. Drehen Sie vorsichtig, bis der Wasserhahn anschlägt. Halten Sie den Druck konstant.
- 1-2 Umdrehungen vorschieben, dann 1/2 Umdrehung zurückdrehen, um die Späne zu brechen. Wiederholen Sie dies. Keine Gewalt anwenden.
- Bei Sacklöchern sollten Sie häufig Späne entfernen und einen Spiral- oder Formgewindebohrer verwenden.
- Langsam zurückziehen. Reinigen Sie das Loch. Entgraten Sie das Loch und prüfen Sie es mit einem Gut/Schlecht-Prüfgerät.
Grundlagen des CNC-Gewindeschneidens
CNC-Gewindeschneiden ist schnell und zuverlässig, wenn die Spindel und der Vorschub synchronisiert sind. Beim starren Gewindeschneiden wird die Spindel pro Umdrehung mit dem Vorschub verriegelt, so dass die Steigung ohne einen Pendelhalter gehalten wird. Bei Maschinen ohne starres Gewindeschneiden helfen ein Zug-Druck-Halter (Pendelhalter) und eine Peck-Strategie dabei, Fehlanpassungen auszugleichen.
Wichtige Punkte:
- Programmvorschub pro Umdrehung (F = Steigung × U/min).
- Fügen Sie bei Sacklöchern unten einen Rand hinzu und verwenden Sie geeignete Fasen.
- Erwägen Sie das Klopfen zur Spankontrolle.
- Verwenden Sie die Zyklen G84 (rechts) und G74 (links), wenn sie unterstützt werden.
Code-Schnipsel (Beispiel, metrisches M10 × 1,5, starres Gewindeschneiden): N10 T05 M06 (Gewindebohrer) N20 S500 M03 N30 G90 G54 G00 X0 Y0 N40 G43 H05 Z5.0 N50 G84 Z-20.0 R2.0 F750.0 N60 G80 N70 G00 Z100.0 M09
Erläuterung: Bei einer Teilung von 1,5 mm und 500 U/min beträgt der Vorschub 500 × 1,5 = 750 mm/min. Passen Sie Tiefen und Abstände an Ihre Einrichtung an.
Arbeitsablauf beim Gewindefräsen
Beim Gewindefräsen wird eine schraubenförmige Interpolation verwendet. Der Fräser bewegt sich auf einer Kreisbahn und sinkt dabei in Z um eine Steigung pro Umdrehung.
Grundlegende Schritte:
- Bohren Sie das Vorloch auf ein Gewinde von etwa 65-75% für schnittäquivalente Festigkeit oder nach Anleitung des Werkzeugherstellers.
- Programmieren Sie eine spiralförmige Bahn mit einem geeigneten Einlaufbogen, um eine Werkzeugmarkierung zu vermeiden.
- Verwenden Sie das Gleichlauffräsen für bessere Oberflächengüte und Werkzeugstandzeit.
- Lassen Sie bei Bedarf einen kleinen Federzug stehen, um die Flankenverformung zu beseitigen.
- Stellen Sie den Fräserausgleich so ein, dass der Teilkreisdurchmesser mit der Abnutzung des Werkzeugs in die Toleranz gebracht wird.
Code-Schnipsel (vereinfacht, Ein-Punkt-Gewindefräser, Rechtsgewinde): (Annahme: Fräser auf Starthöhe über Bohrungsmitte) N10 T12 M06 N20 S6000 M03 N30 G90 G54 G00 X0 Y0 Z2.0 N40 G01 Z1.0 F500 N50 G41 D12 (Komp. ein) N60 G03 I7.5 Z-1.5 F300 (schraubenförmige Bewegung: eine Steigung pro Kreis) N70 G03 I7.5 Z-3.0 N80 G40 (Komp. aus) N90 G00 Z50.0 M09
Stellen Sie I für den Radius, das Z-Inkrement für die Steigung und die Vorschübe/Geschwindigkeiten für Material und Werkzeug ein.

Parameter und Optimierung (Geschwindigkeiten, Vorschübe, Schmierung, Bohrungsgröße)
Schnitt-/Formgebungsgeschwindigkeiten und Vorschübe
Verwenden Sie die Schnittgeschwindigkeitsbereiche als Ausgangspunkt und passen Sie sie je nach Drehmoment, Oberflächengüte und Werkzeugstandzeit an. Der Vorschub für Gewindebohrer wird durch die Steigung (Vorschub pro Umdrehung) festgelegt. Der Vorschub für Gewindefräser wird durch die Spanbelastung pro Zahn und die Anzahl der Spannuten festgelegt.
Typische Anfangsgeschwindigkeitsbereiche (Gewindebohrer und Fräser; Anpassung an Werkzeugmaterial und Beschichtung):
- Aluminium: Schneidgewindebohrer 20-35 m/min; Formgewindebohrer 15-30 m/min; Gewindefräser 150-250 m/min.
- Niedriggekohlte Stähle: Schneidgewindebohrer 10-25 m/min; Formgewindebohrer 8-20 m/min; Gewindefräser 80-180 m/min.
- Rostfrei (austenitisch): Schneidgewindebohrer 5-12 m/min; Formgewindebohrer 4-10 m/min; Gewindefräser 60-120 m/min.
- Titan: Schneidgewindebohrer 3-8 m/min; Formgewindebohrer 3-6 m/min; Gewindefräser 30-80 m/min.
- Gusseisen: Schneidgewindebohrer 8-20 m/min; Formgewindebohrer nicht empfohlen; Gewindefräser 80-160 m/min.
- Messing/Bronze: Schneidgewindebohrer 15-30 m/min; Formgewindebohrer 12-25 m/min; Gewindefräser 120-220 m/min.
Diese sind konservativ. Erhöhen Sie die Drehzahlen, wenn das Drehmoment niedrig ist und die Oberflächengüte gut ist; verringern Sie sie, wenn das Drehmoment in die Höhe schießt oder Sie Abrieb feststellen. Beobachten Sie stets das Drehmoment des Gewindebohrers und die Spindellastanzeige, insbesondere bei Gewindeschneidmaschinen ohne Drehmomentbegrenzer.
Bohrungsgröße und Gewindeeingriff
Je höher der prozentuale Anteil des Gewindes, desto mehr Drehmoment wird benötigt und desto höher ist das Bruchrisiko. Viele Betriebe streben für die Produktion 60-70% an. Für starke Verbindungen in duktilen Werkstoffen können geformte Gewinde auch bei bescheidenen Gewindewerten einen hohen Flankenkontakt bieten, da die Flanken kaltverfestigt und glatt sind.
Einfache metrische Bohrernäherung zum Schneiden von Gewindebohrern:
- Für ~75% Gewinde: Bohrer ≈ Major - 1,0825 × Steigung
- Für ~60% Gewinde: Bohrer ≈ Major - 0,9 × Steigung (ungefähr; anhand einer Tabelle überprüfen) Beispiel: M10 × 1,5 bei 75% → 10 - (1,0825 × 1,5) ≈ 8,38 mm. Die meisten Tabellen runden aus praktischen Gründen auf einen 8,5-mm-Bohrer auf, dann mit einem Go/No-Go überprüfen.
Umformgewindebohrer brauchen ein größeres Loch. Viele Werkzeugmacher empfehlen das:
- Formgewindebohrer ≈ Dur - 0,5 × Steigung (Ausgangspunkt; mit den spezifischen Gewindedaten bestätigen)
Kühlmittel-/Schmiermittelstrategien
Eine gute Schmierung verringert die Reibung und die Hitze und hilft bei der Spanabfuhr in Gewindeschneidern. Für das Schneiden von Gewindeschneidern in Aluminium verhindert ein Leichtöl oder eine Emulsion mit Additiven eine Aufbauschneide. Für Edelstahl und Titan verwenden Sie ein Hochdrucköl oder eine Emulsion mit EP-Zusätzen (Extreme Pressure); MMS kann funktionieren, wenn die Zerstäubung gleichmäßig und das Werkzeug scharf ist. Wählen Sie für das Gewindeschneiden ein Öl mit hoher Schmierfähigkeit, das den Druck unterstützt, ohne zu verbrennen. Einige Studien haben gezeigt, dass Flüssigkeiten auf Silikonbasis (PDMS) das Drehmoment reduzieren und die Oberflächengüte beim Gewindeformen verbessern, aber passen Sie die Flüssigkeit immer an Ihre EHS-Richtlinie und Ihren Entsorgungsplan an.
Fallstudie: M22 × 2 in 42CrMo4 (Schiffsdiesel-Komponente)
Ein Team, das M22 × 2-Gewinde in 42CrMo4 formt, optimierte die Vorbohrung auf Ø21,20 mm und ließ sie mit etwa 40 U/min und einem PDMS-Kühlmittel laufen. Sie verzeichneten ein um 19% niedrigeres Drehmoment, eine um 15% niedrigere Temperatur und einen Anstieg der Oberflächenhärte an den Flanken um 5 HV bei gleichzeitig besserer Oberflächenqualität. Die Lektion ist einfach: Eine kleine Änderung der Bohrungsgröße und des Schmiermittels kann einen großen Unterschied bei Drehmoment und Gewindequalität bewirken.
Werkzeugauswahlrahmen für Materialien, Gewindeformen und Bohrungstypen
Entscheidungsbaum: Gewindeschneiden vs. Gewindeformen vs. Gewindefräsen
Stellen Sie ein paar Fragen:
- Ist das Material duktil? Wenn ja, ist das Gewindeformen möglicherweise am besten - keine Späne und stärkere Flanken.
- Ist das Loch tief und blind? Wenn ja, bevorzugen Sie spiralgenutete Gewindebohrer oder Gewindeformer; oder fräsen Sie ein Gewinde, wenn Späne ein Problem darstellen.
- Ist der Durchmesser groß oder die Steigung nicht standardisiert? Wenn ja, bietet das Gewindefräsen Kontrolle und Flexibilität.
- Ist das Volumen bei Standardgrößen hoch? Wenn ja, ist das Anbohren schnell und kostengünstig.
- Ist die Toleranz bei kritischer Kontrolle des Steigungsdurchmessers eng? Wenn ja, ermöglicht das Gewindefräsen eine einfache Größenanpassung.
Materialspezifisches Spielbuch
- Rostfrei und Titan: Verwenden Sie eine scharfe Geometrie, niedrigere Drehzahlen und Öle mit hoher Schmierfähigkeit. Formgewindebohrer funktionieren, wenn die Sorte duktil ist; Gewindefräsen hilft bei harten Sorten und unterbrochenen Löchern.
- Aluminium: Verwenden Sie polierte Gewindebohrer mit hoher Steigung oder Formgewindebohrer mit gutem Öl. Achten Sie auf Aufbauschneiden. Hohe Drehzahlen sind mit der richtigen Beschichtung kein Problem.
- Gusseisen: Schneiden von Gewindeschneidern mit Minimalschmierung (durch den Graphit ist es selbstschmierend). Vermeiden Sie Formgewindebohrer; das Material ist nicht duktil genug.
- Messing und Bronze: Es können sowohl schneidende als auch formende Gewindebohrer verwendet werden. Achten Sie auf eine stabile Ausrichtung, um Klingelgeräusche zu vermeiden.
- Kunststoffe: Spezielle Geometrien und leichtes Einspannen verwenden. Formgewindebohrer können in duktilen Kunststoffen funktionieren; vorher testen, um Risse zu vermeiden.
Für metrische ISO-Gewinde, UNC/UNF-Gewinde und Rohrgewinde wird jeweils das richtige Werkzeug und die richtige Lehre benötigt. Für Mikrogewinde in winzigen Löchern ist das Gewindefräsen oft der bessere Weg, da Gewindebohrer unterhalb bestimmter Durchmesser brüchig werden.
Besondere Fälle
- Kleine Durchmesser und tiefe Sacklöcher: Reduzieren Sie den Prozentsatz des Gewindes, verwenden Sie einen Spiralgewindebohrer, schlagen Sie leicht an und fluten Sie mit Öl. Ziehen Sie Formgewindebohrer in Betracht, wenn das Material dies zulässt.
- Unterbrochene Löcher oder Querbohrungen: Das Gewindefräsen vermeidet Späne und abgebrochene Gewindebohrer.
- Dünnwandige Teile: Beim Gewindefräsen wirkt eine geringere Radialkraft, was den Verzug reduziert.
- Nicht-Standard-Steigungen: Beim Gewindefräsen können Sie jede beliebige Steigung programmieren, ohne einen speziellen Gewindebohrer kaufen zu müssen.
Wie bemesse ich einen Gewindebohrer für das Gewinde 75% im Vergleich zu 60%?
- Für das metrische System gilt die Faustformel 75%: Bohrer ≈ Major - 1,0825 × Steigung. Für 60% erhöhen Sie den Bohrer um etwa 0,1-0,2 mm für mittelgroße Gewinde. Prüfen Sie immer mit einer Bohr-/Gewindeschneidtabelle und testen Sie ein Probeloch, dann bestätigen Sie mit einem Gut/Schlecht-Lehrdorn und prüfen Sie den Steigungsdurchmesser, falls erforderlich.

Qualitätskontrolle, Messung und Prozessfähigkeit
Inspektionsmethoden und Messgeräte
Der schnellste Weg, ein Innengewinde zu überprüfen, ist ein Gut/Schlecht-Lehrdorn. Wenn der "Go"-Stopfen eingreift und der "No-Go"-Stopfen nicht, liegt man normalerweise innerhalb der Funktionsgröße. Für eine genauere Kontrolle messen Sie den Steigungsdurchmesser direkt mit einem Gewindelehrer oder einer Dreidrahtmethode (extern) und angepassten Innenstandards. Halten Sie in der Produktion ein Referenzteil bereit und notieren Sie die Passformklasse. Bei kritischen Teilen sollten Sie Steigungsfehler, Flankenwinkel und Rundheit prüfen.
Gewindegeometrie und Toleranzen
Zu den gängigen Systemen gehören das metrische ISO-System (z. B. M10 × 1,5 mit Toleranzpositionen wie 6H) und UNC/UNF-Klassen (z. B. 2B für Innengewinde). Bei der Funktionsgröße geht es darum, wie das Gewinde passt, nicht nur um den gemessenen Steigungsdurchmesser. Steigungsfehler, Flankenwinkelfehler und Glockenmündungen können ein loses Messgerät passieren, aber im Betrieb versagen. Halten Sie Bohrungsausrichtung und Fasen eng, um Einlaufschäden zu vermeiden. Streben Sie eine Gewindeeingriffslänge an, die der Konstruktion entspricht; mehr Gewinde sind nicht immer stärker, wenn das Material weich ist.
SPC und Prozesskontrolle
Zeichnen Sie den Teilkreisdurchmesser (oder die Funktionslehre Pass/Fail nach Teilenummer) in einer Kontrollkarte auf. Behalten Sie Schnittgeschwindigkeit, Werkzeugstandzeit und verwendete Kühlmittel im Auge. Achten Sie auf Drift, wenn sich Gewindebohrer abnutzen oder wenn ein neuer Bohrer stumpf wird und die Vorbohrung schrumpft. Streben Sie Cp/Cpk-Werte an, die Ihrem Qualitätsplan entsprechen; viele Betriebe streben bei den wichtigsten Messwerten einen Wert von 1,33 oder besser an.
Was ist eine akzeptable Gewindeoberfläche und wie kann ich sie überprüfen?
Für die meisten Produktionsgewinde ist eine glatte, matte Oberfläche ohne eingerissene Flanken das Ziel. Die Ra-Ziele variieren je nach Spezifikation, aber Sie können sie mit einem geschulten Auge visuell beurteilen und mit einem Profilometer an einer Probe bestätigen. Ein sauberer Grat und eine saubere Flanke, kein Abrieb und ein leichtes Einführen des Kegels sind gute Zeichen. Wenn die Oberflächengüte nachlässt, sollten Sie die Geschwindigkeit verringern, die Schmierung verbessern oder die Geometrie ändern.
Fehlersuche und Reparatur von Innengewinden
Häufige Mängel und deren Ursachen
- Bruch des Gewindebohrers: In der Regel durch Spänepackung, falsche Ausrichtung, falsche Lochgröße oder fehlende Schmierung. Hohe Drehmomentspitzen sind eine Warnung.
- Überdimensionierter Steigungsdurchmesser: Zu große Vorbohrung, Werkzeugverschleiß oder zu großer Gewindefräsausgleich.
- Unterdimensionierter Steigungsdurchmesser: Zu kleine Vorbohrung, zu starkes Zusammendrücken des Gewindebohrers oder stumpfer Gewindebohrer.
- Schlechtes Finish: Aufgebaute Kanten im Aluminium, zu wenig Schmierung oder die falsche Beschichtung.
- Glockenschlag: Eintritt ohne Anschrägung, Versatz oder zu starke seitliche Belastung beim Ansetzen des Gewindebohrers.
- Querfädeln: Schlechte Ausrichtung oder ein beschädigter Einzug.
Prävention und Abhilfemaßnahmen
Befestigen Sie die Spanpackung mit der richtigen Spannutform, den richtigen Bearbeitungszyklen und dem richtigen Kühlmittel. Ausrichten mit einer Gewindebohrerführung, einer Spannzange oder einer Maschinenspindel. Passen Sie die Bohrergröße an das angestrebte Prozentgewinde an. Verbessern Sie die Schmierung und wählen Sie eine Beschichtung, die zum Material passt. Fügen Sie beim Gewindefräsen einen Federdurchgang hinzu und reduzieren Sie die Zustellung, wenn die Flanken rau aussehen. Überwachen Sie das Drehmoment oder die Spindelbelastung und halten Sie an, bevor ein Gewindebohrer festsitzt.
Methoden der Gewindereparatur
Wenn ein Innengewinde beschädigt ist, haben Sie mehrere Möglichkeiten:
- Gewindeeinsätze: Draht- oder Vollgewindeeinsätze stellen die ursprüngliche Größe wieder her und können sogar die Festigkeit in weichen Materialien verbessern. Verwenden Sie einen Innengewinde-Reparaturwerkzeugsatz mit einem Gewindebohrer und einem auf den Einsatz abgestimmten Einbauspindel.
- Gewindebohrer mit Übergröße: Wenn die Konstruktion des Teils es zulässt, schneiden Sie auf die nächste Größe und verwenden Sie eine größere Schraube.
- Massive Buchsen: Bei anspruchsvollen Reparaturen kann eine massive Buchse das beschädigte Material ersetzen. Dies ist häufig bei Motorblöcken und Vorrichtungen der Fall.
Können geformte (gerollte) Gewinde repariert werden, oder müssen sie nachbearbeitet werden?
Geformte Gewinde können mit denselben Methoden repariert werden: Einsätze, übergroße Gewindebohrer oder Buchsen. Die Tatsache, dass sie geformt wurden, steht der Reparatur nicht entgegen, aber denken Sie daran, dass das ursprüngliche Vorloch größer war als ein Gewindebohrerloch. Passen Sie das Reparatursystem an die endgültige Gewindegröße an und stellen Sie sicher, dass genügend Grundmaterial übrig bleibt.

Marktlandschaft, Automatisierung und Standards (2025 Update)
Marktübersicht
Innengewindewerkzeuge und -maschinen wachsen weiter mit der Präzisionsfertigung und Automatisierung. Schätzungen gehen davon aus, dass der Markt im Jahr 2023 etwa 5,7 Mrd. USD und bis 2032 etwa 8,9 Mrd. USD betragen wird, angetrieben durch den verstärkten Einsatz von rostfreien und Hochtemperaturlegierungen, mehr CNC-Kapazitäten und engere Toleranzanforderungen in der Luft- und Raumfahrt, im Automobilbau, in der Energiebranche und bei medizinischen Geräten.
Automatisierung und Industrie 4.0
Moderne Gewindeschneider und -fräser profitieren von synchronisierten Spindeln, adaptiven Vorschüben und Werkzeugstandzeitüberwachung. Werkzeugkraftsensoren können einen starren Gewindeschneidzyklus stoppen, bevor ein Gewindebohrer abreißt. Digitale Zwillinge helfen bei der Simulation der Spanabfuhr in tiefen Sacklöchern. Roboter können Gewindekontrollen mit Bildverarbeitungssystemen, Pass/Fail-Lehren und Drehmomentprüfungen durchführen.
Normen und deren Einhaltung
Befolgen Sie die richtigen Gewindenormen für Ihren Kunden und Ihre Region. Metrische ISO- und zöllige ASME/ANSI-Gewindeklassen definieren Größe, Steigung und Toleranz. Bei Druck- und Rohrgewinden müssen Sie die richtige Form und Dichtungsmethode wählen. Dokumentieren Sie Material, Werkzeugcharge, Geschwindigkeiten und Vorschübe sowie Prüfergebnisse, damit die Rückverfolgbarkeit gewährleistet ist.
Nachhaltigkeit und EHS
Wählen Sie Kühlmittel, die Ihrem Sicherheitsplan und Ihren Entsorgungsvorschriften entsprechen. Die Minimalmengenschmierung (MMS) reduziert den Flüssigkeitsverbrauch. Beim Gewindeschneiden werden Späne vermieden, was Abfall und Reinigungsaufwand reduziert. Schulen Sie Ihre Mitarbeiter in der sicheren Handhabung von Metallbearbeitungsflüssigkeiten, im Umgang mit Spritzern und im Hautschutz. Planen Sie das Recycling von Spänen und gebrauchten Ölen, wo dies erlaubt ist.
Visuell/Interaktiv
Eine kurze Compliance-Checkliste hilft: Gewindenorm bestätigen, Klasse bestätigen, Gewindebohrer aufzeichnen, Geschwindigkeiten/Vorschübe aufzeichnen, Messgeräteergebnisse aufzeichnen und abzeichnen. Dies unterstützt Audits und reduziert Nacharbeit.
Sicherheit, Einrichtung und bewährte Praktiken in der Werkstatt
Grundlegende Einstellungen für Genauigkeit und Sicherheit
Halten Sie das Werkstück fest. Richten Sie die Spindel auf die Lochachse aus. Entgraten und Anfasen. Verwenden Sie Gewindebohrerführungen oder -buchsen für Handarbeiten. Prüfen Sie, ob der Gewindebohrer oder der Gewindefräser scharf und nicht ausgeschlagen ist. Überprüfen Sie die Größe und den Zustand des Bohrers. Bestätigen Sie die Passformklasse und den Lehren-Typ, bevor Sie beginnen. Diese kleinen Schritte ersparen Ihnen später großes Kopfzerbrechen.
Bedienersicherheit und PSA
Tragen Sie einen Augenschutz und halten Sie die Hände von rotierenden Werkzeugen und Spänen fern. Vermeiden Sie lose Handschuhe in der Nähe von sich drehenden Armaturen. Kühlmittel sicher handhaben und die Haut nach Kontakt waschen. Halten Sie Späne von den Gehwegen fern. Kennen Sie den Not-Aus-Schalter und wissen Sie, wie Sie einen Gewindeschneidzyklus sicher unterbrechen können, wenn Sie einen Lastsprung hören.
Maschinen- und Werkzeugschutz
Verwenden Sie nach Möglichkeit Drehmomentbegrenzer. Achten Sie bei einer CNC auf die Spindelbelastung; wenn diese ansteigt, stoppen Sie den Zyklus. Überprüfen Sie bei starrem Gewindeschneiden den Spindel-Encoder und die Steigungseinstellungen. Überprüfen Sie bei einem Gewindeschneidwerkzeug einer Drehmaschine die korrekte Geometrie der Wendeplatte und den Steigungswinkel. Verwenden Sie bei einer Gewindeschneidmaschine ohne starre Synchronisierung einen Pendelhalter und eine Einstechstrategie. Beseitigen Sie immer Späne in Sacklöchern, bevor Sie wieder einsteigen.
Wie verhindere ich den Bruch von Gewindebohrern in tiefen Sacklöchern?
Verwenden Sie eine Spiralnut oder einen Formgewindebohrer, um die Späne zu kontrollieren. Verringern Sie den prozentualen Anteil des Gewindes am Vorloch um ein oder zwei Größen. Fügen Sie Späne und viel Schmiermittel hinzu. Verlangsamen Sie die Drehzahl und überwachen Sie das Drehmoment. Wenn das Material duktil ist und die Konstruktion es zulässt, wechseln Sie zum Gewindeformen, um die Späne aus der Gleichung zu entfernen.
Visuell/Interaktiv
Checkliste vor der Arbeit:
- Bestätigen Sie Gewindenorm und -klasse
- Methode wählen (schneiden, formen, fräsen)
- Werkzeug und Beschichtung auswählen
- Bohrergröße und Fase einstellen
- Geschwindigkeiten/Vorschübe und Hackstrategie festlegen
- Bestätigen Sie Kühlmittel oder Öl
- Lehren und SPC-Blatt vorbereiten
- Ersten Artikel ausführen und Ergebnisse aufzeichnen
Praktische Checklisten, Anschauungsmaterial und wichtige Erkenntnisse
Checkliste für den Schnellstart
- Wählen Sie die Methode je nach Material, Lochtyp und Toleranz.
- Wählen Sie die Werkzeuggeometrie und die Beschichtung passend zur Aufgabe.
- Stellen Sie die Gewindebohrergröße für das angestrebte Prozentgewinde ein.
- Drehzahlen und Vorschübe einstellen; bei Gewindebohrern ist der Vorschub gleich Steigung × Drehzahl.
- Verwenden Sie das richtige Schmiermittel oder die richtige Kühlmittelstrategie.
- Prüfen Sie dies mit einem Gut/Schlecht-Lehrdorn, und prüfen Sie dann stichprobenartig den Teilungsdurchmesser.
- Verfolgen Sie die Ergebnisse mit einem einfachen SPC-Plan.
Interaktive Tools und Downloads
Halten Sie einen Bohrergrößenrechner für metrische und zöllige Gewinde bereit. Ein Geschwindigkeits-/Vorschubschätzer nach Material hilft neuen Teammitgliedern. Drucken Sie Bohrer/Gewindebohrer-Diagramme und ein Flussdiagramm zur Werkzeugauswahl für gängige Materialien aus. Speichern Sie ein SPC-Blatt zur Aufzeichnung von Steigungsdurchmessern und Lehrenergebnissen nach Los.
Zusammenfassung der Kernbotschaft
Für starke, wiederholbare Innengewinde gibt es ein einfaches Rezept: das richtige Werkzeug, die richtige Bohrung, eine solide Schmierung, kontrollierte Parameter und eine gute Prüfung. Im Zweifelsfall sollten Sie den Prozentsatz des Gewindes reduzieren, die Ausrichtung verbessern und mit einem Messgerät überprüfen. Wenn Probleme auftreten, sollten Sie zuerst die Spankontrolle, das Kühlmittel und die Lochgröße überprüfen. Mit diesen Grundlagen können Sie Gewinde herstellen, die sich reibungslos montieren lassen und unter Last halten.
FAQs
Eine Mutter, ein Rohranschluss oder ein Gewindeansatz in einem Motorblock sind klassische Beispiele für das Zusammenwirken von Innen- und Außengewinde. Innengewinde werden im Inneren eines Werkstücks durch einen Schneidprozess mit scharfen Schneidkanten oder manchmal durch Verdrängung des Materials geschnitten. Diese Merkmale werden verwendet, um Innengewinde für Befestigungsanwendungen in Maschinen, Pressensystemen und anderen Werkzeugen herzustellen. Es gibt sie in verschiedenen Größen, die aus Gründen der Festigkeit immer rechtwinklig gehalten werden. Die Oberflächenqualität und die genaue Gewindegeometrie sind entscheidend für die ordnungsgemäße Verwendung und gewährleisten Präzision und Effizienz.
Das gebräuchlichste Werkzeug zur Herstellung von Innengewinden in einem Werkstück ist ein Gewindebohrer, der als Schneidgewindebohrer, Formgewindebohrer oder Fräser auf CNC-Maschinen erhältlich ist. Gewindebohrer haben scharfe Schneidkanten, die durch einen kontrollierten Schneidprozess Innengewinde schneiden. Für eine höhere Präzision und Effizienz bietet das Gewindefräsen eine hervorragende Oberflächenqualität und die Möglichkeit, verschiedene Gewindegrößen in einem Zyklus zu schneiden. In schwereren Maschinen oder mit Elektrowerkzeugen sind Gewindeschneidapparate oder -maschinen darauf spezialisiert, eine genaue Gewindegeometrie herzustellen. Die richtige Anwendung hängt von dem zu schneidenden Material ab, wobei ein ausreichender Halt zwischen Innen- und Außengewinde gewährleistet sein muss.
Wenn Gewinde ausreißen, wird häufig ein Werkzeugsatz für die Reparatur von Innengewinden verwendet, um wieder ein Innengewinde herzustellen. Dabei kann das Loch mit einem Übermaß nachgeschnitten, ein Gewindeeinsatz eingesetzt oder eine Buchse verwendet werden. Das Schneiden stellt die Oberflächenqualität wieder her, während Einsätze darauf spezialisiert sind, Schäden mit Präzision und Effizienz zu reparieren. Bei Maschinen- oder Pressenanwendungen, bei denen ein genauer Gewindeeingriff entscheidend ist, können Gewindefräsen oder Elektrowerkzeuge eingesetzt werden. Die Reparaturmethoden richten sich nach dem Werkstoff, in den das Gewinde geschnitten wird, und gewährleisten eine ausreichende Festigkeit. Das Gleichgewicht zwischen Innen- und Außengewinde muss exakt eingehalten werden, damit das Verbindungselement sicher sitzt und effizient genutzt werden kann.
Weder das eine noch das andere ist besser; Innen- und Außengewinde haben unterschiedliche Funktionen in einem Schneidprozess. Innengewinde schneiden im Inneren eines Werkstücks, während Außengewinde auf Wellen oder Bolzen geformt werden. Beide sind auf korrekte Schneidkanten, eine genaue Geometrie und eine hohe Oberflächenqualität angewiesen, um die sichere Funktion von Verbindungselementen in Maschinen, Pressen oder anderen Anwendungen zu gewährleisten. Die Wahl hängt von der Verwendung, dem zu schneidenden Material und den Konstruktionsanforderungen ab. Fräser oder Gewindebohrer werden zur Herstellung von Innengewinden verwendet, während Schneideisen für Außengewinde verwendet werden. Die Sicherstellung, dass sie rechtwinklig, in verschiedenen Größen und mit Präzision und Effizienz bearbeitet sind, ist entscheidend für eine zuverlässige Lastaufnahme und langfristige Funktion.
https://pmc.ncbi.nlm.nih.gov/articles/PMC9104793/



