クライムミリングはダウンミリングとも呼ばれる。 CNCフライス加工 カッターが送りと同じ方向に回転する方法。切りくずは、切り始めが最も厚く、歯が切り口から離れるにつれて薄くなる。この切屑形状は、擦過を低く抑え、仕上げ面精度を向上させ、冷間切削を可能にします。また、工具寿命が長く(最大50%)、消費電力が少なく、安定した力で加工物を冶具に押し付けることができると、各工場で報告されています。バックラッシュを制御する最新のCNCフライス盤では、仕上げ加工や多くの荒加工ツールパスで、クライムフライスが第一の選択となります。
をお探しなら 精密CNC加工 サービスや高品質のカスタムパーツをお探しなら、世界中の産業向けに高度なCNCソリューションとパーツ製造を提供する信頼できるサプライヤー、U-Needをご利用ください。
ボールねじがしっかりしていて、固定具がしっかりしている最新のCNCでは、ほとんどの加工にダウンミル加工を選んでください。ラフスケール、鋳鉄肌、バックラッシュの目立つ古い機械には、コンベンショナルフライス(アップフライスとも呼ばれる)をお使いください。このガイドの残りの部分では、明確な比較、切削の背後にある物理学、テストされたセットアップ手順、材料別のアドバイス、ケーススタディ、よくある問題の解決策を紹介していますので、仕上げ面、工具寿命、スループットを自信を持って向上させることができます。
クライム vs 従来のフライス加工:一目でわかる比較
登りフライス加工と従来のフライス加工を含む、異なるフライス加工プロセスを理解することで、従来のフライス加工と登りフライス加工が、仕上がり、工具寿命、機械力において異なる挙動を示す理由を容易に理解することができる。
定義、動き、チップ形成
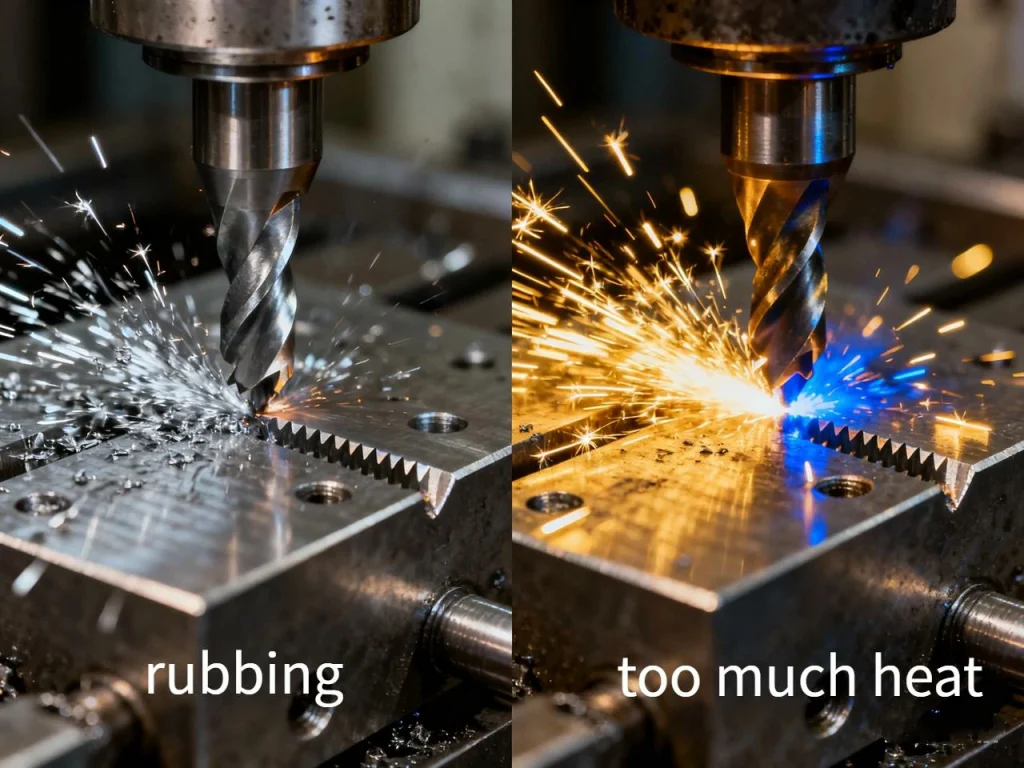
フライス加工と従来のフライス加工の違いや、切削工具の歯がどのようにワーク表面に乗り上げるのかについて、よく質問されます。ダウンミル加工では、切削工具が切削方向と一緒に回転するため、厚みのある薄い切り屑ができ、擦れが少なくなり、切削工程のコントロールが向上します。一般的に、クライムフライス加工の下向きの力は、加工物を機械テーブルに押し付けるのに十分で、びびりと振動の低減に役立ちます。このため、従来のフライス加工と比較して、より滑らかな仕上げ面が得られます。切り屑は、形成された後、カッターの後方で剥がれ落ちるので、次の歯の下に引きずり戻されることはありません。従来のフライス加工では、カッターが送りに逆らって回転します。各歯は、薄い切り屑で擦れ始め、厚い切り屑で離れます。このような薄い切り屑と入口での摩擦は、熱を上げ、刃先を摩耗させ、切り屑は再切削されやすくなります。
従来のフライス加工では、ホールドダウンが弱い場合、歯がテーブル側から「引き上げ」、ワークを持ち上げます。この2つのフライス加工方法の違いは、仕上がり、工具寿命、機械が制御しなければならない力に現れます。
結果別の長所と短所(表面仕上げ、工具寿命、パワー、固定具)
以下は、最新のCNCにおける一般的なショップの結果を反映したコンパクトな比較である。
表面仕上げ
- クライム加工:クライム加工は、歯が被削材に乗り上げ、厚い切り屑から薄い切り屑が形成されるため、再切削による切り屑の発生が少なく、滑らかな仕上げ面を得ることができる。
- 従来のフライス加工:常に従来のフライス加工では、最初は粗い面や鱗状の面を加工し、きれいなストックでは、薄い切りくずが材料をこするため、より粗い面ができる。
工具寿命
- クライム加工:多くの場合、工具寿命は+40~60%。
- 従来のフライス加工:ベースライン:摩擦や熱による摩耗が大きい
消費電力
- クライムミリング低い切削抵抗と切削能力で同じ材料を切削可能
- 従来のフライス加工:大きな力と熱
ワーク保持力
- クライム加工下向きの結果力がワークの保持を助け、びびりを低減
- 従来のフライス加工:上向きの力でワークを持ち上げることができる。
在庫状況の感度
- クライム加工:清浄な素材や機械加工された素材に最適。
- 従来のフライス加工:スケール、鋳鉄肌、非常に粗い面でも安全
機械要件
- クライム加工:最小限のバックラッシュと良好な軸制御が必要
- 従来のフライス加工:古い機械や手動の機械に寛容
それぞれを選択するタイミング(決定ルール)
仕上げ加工では、最新のCNC加工機では、より滑らかな加工面を実現し、工具の摩耗を減らすために、フライス加工は登り切りから始まります。コンベンショナル加工とクライム加工のどちらを選択するかは、素材の状態、材質、機械の剛性によって異なります。仕上げ加工、薄い床、薄い壁、ラジアル方向のかみ合いが軽い安定した荒加工ツールパスで威力を発揮します。特にアルミニウムやステンレスに効果的で、チタンでは熱制御に役立ちます。手動のフライス盤や、緩みのある古いCNCでは、従来のフライス加工の方が安全な場合が多い。鋳鉄のような素材では、工具刃先のチッピングを避けるため、最初は従来のフライス加工の方が安全です。断続切削や溶接の継ぎ目は、まず従来のフライスでテストするか、表皮を剥がしてからクライミングに切り替えてください。
シンプルな決断の流れ
- マシンの状態:マシンに顕著なバックラッシュがあったり、ウェイに粘りがある場合は、コンベンショナルに傾ける。バックラッシュが少なく、サーボが締まっている場合はクライム。
- 素材:クリーン・スチール、アルミニウム、チタン、ほとんどのプラスチックはクライミングを好む。鋳鉄や熱間圧延スケールでは、表皮が剥がれるまではコンベンショナルが有利。
- ストックの状態:表面がザラザラしていたり、皮が硬い場合は、きれいな表面ができるまで従来の方法で。それから登る。
- 操作:仕上げ加工にはクライムを使用する。荒加工には、よほど粗い素材でない限り、軽いラジアルと深いアキシャル(適応/HEM)でクライムを使用する。
クライミング・フライスは従来のフライスより優れているのか?
- 登りフライス加工の利点には、仕上げ面の向上、工具寿命の延長、最新のCNCマシンでの消費電力の低減などがある。
- 例外もある:機械や素材によっては、フライス加工や通常のフライス加工を選択することもあるが、最近のセットアップでは、クライムパスが好まれることが多い。

クライムミリングの仕組み力、切り屑、熱(ダウンミリング)
フライス加工中の力、切り屑の形成、熱を理解することで、なぜクライムフライスで加工すると仕上がりが良くなり、摩耗が少なくなるのかを説明することができる。クライムフライスと従来のフライス加工の違いは、切り屑の厚さ、熱、工具のたわみに現れる。これらの基本を理解することで、なぜ仕上げが向上し、摩耗が減り、慎重な機械設定が要求されるのかを説明することができる。
力ベクトル、バックラッシュ感度、安定性
ダウンミリングでは、主な力のベクトルがテーブルの下を向き、送り方向にわずかに引っ張られる。これはワークを安定させ、薄い床や壁がびびりに耐えるのを助けます。この下向きの力が、薄い部分の仕上げにクライミングフライスが適している大きな理由です。しかし、バックラッシュが発生しやすい機械では、切削中に工具がつかまったり、たわんだりするのを避けるために、従来のフライス加工が必要になることがある。しかし、この同じ引っ張りは、摩耗したリードスクリューのたるみを「つかむ」可能性がある。緩んだ軸では、工具が前に飛び出し、食い込んで、パーツを折ったり、えぐったりする可能性がある。これが、登りフライス加工に低バックラッシと、よく調整されたサーボループが必要な理由です。最新のCNCはこれをうまく処理しており、これが今日の登り加工がデフォルトである理由です。
チップ退避、発熱、ワークハードニング
クライム加工は、切りくずを刃先から離してカッターの後方に排出します。再切削が少ないということは、摩擦や熱が少ないということです。歯は厚い切り屑から始まるので、擦れるのではなく切れます。これにより、オーステナイト系ステンレスのような強靭な材料の加工硬化を抑えることができる。従来のフライス加工では、切削前に歯が擦れるため、 エッジ付近に熱がこもり、加工面が硬化する可能 性がある。加工者は、熱暴露を監視し、適切なクーラントを使 用する必要がある。 WHO によると、熱や汚染された切削液に長時間さらされることは、労働衛生上のリスクを高める可能性があり、適切な流体管理の重要性を強調している。一つ注意点がある。熱間圧延鋼や鋳物の表面には、しばしば硬い表皮がある。クライム切削は、最大切屑厚でその硬い層にぶつかるため、エッジが欠ける可能性がある。そのような場合、最初は従来型の方が安全である。
工具摩耗、刃先の完全性、たわみ
ダウンミル加工では、入側での擦れが回避されるため、刃先の摩耗はより遅く、より均一になります。多くの加工工場では、仕上げ加工を従来加工からクライム加工に切り替えた場合、工具寿命が40~60%の範囲で向上しています。摩耗は依然として熱、切り屑、工具材料に関連するが、厚い切り屑から薄い切り屑の形状は、超硬刃先に優しい。クライムでの工具のたわみは、ほとんどが切り込みに対して垂直で、工具を壁や床にわずかに押し付けることができる。これは、最終パスのためにストックが残っている場合は仕上げに良いが、それを計画しないとサイズがずれる可能性がある。公差が厳しい場合は、仕上げ代を少し残し、工程の途中で測定する。
登りフライス加工は工具の摩耗を減らすのか?
はい。エントリー時の擦れが少なく、切り屑が低温で、再切削の切り屑が少ないため、砥粒と熱の摩耗が減少し、工具寿命が延びます。
クライム・フライス加工に必要な機械、工具、セットアップの要件
登りフライス加工を成功させるには、剛性の高い機械、最小限のバックラッシ、適切に選択された工具とワークホルダが必要です。剛性、バックラッシ、工具の選択、固定具の主な要件を理解することで、安全で効率的、かつ正確な切削を行うことができます。
バックラッシュ、剛性、サーボ/リードスクリューに関する考察
ダウンミリングはタイトなマシンを要求する。バックラッシュは最小限でなければなりません。ボールネジは良好な状態であるべきで、制御装置にバックラッシ除去装置や補正装置があれば、安全に上昇フライス加工を行うことができます。ウェイ、リニアガイド、スピンドルベアリングは健康でなければなりません。手で押した時にテーブルが動いたり、軸の動きを反転させる遊びが感じられる場合は、まずそれに対処してください。簡単なチェックリストが役立ちます:
- 各軸のバックラッシュをインジケータで確認する。
- ボールネジとカップリングを点検し、緩んでい る場合は調整または交換する。
- スピンドルの振れとベアリングをチェックし、ノイズと熱を聞く。
- コントロールの軸調整とルックアヘッド機能を確認する。
- 手動ミルのジブをロックまたはスナッグする。

工具形状、コーティング、ホルダーの選択
クライム加工は、鋭利な刃先で最もうまくいく。アルミニウムでは、ポジ ティブレーキと研磨フルートが有効である。鋼の場合は、エッジプリペッ トまたはホーニングされたコーナ、および小 さなコーナ半径が、マイクロチッピングに耐 えられる。コーティングは、鋼や超合金には高熱コーティング、ア ルミニウムには低粘着コーティングを施すなど、材 料に合ったものを選ぶ。振れによってエッジが損なわれるため、優れたホル ダーが重要である。シュリンクフィット、油圧式、またはよく手入れされたコレットは、振れを低く保ち、経路を安定させます。
ワークホールディング、固定具、薄肉サポート
ダウンミルの下向きの力はワークの保持に役立ちますが、それでもスマートなサポートが必要です。薄い壁には裏打ちが必要です。薄い床は、最後のパスまでその下に材料が必要です。板材の場合は、平行バイスか、犠牲層付きのバキュームセットアップを使用します。薄いウェブの場合は、タブやリブを残しておき、後で取り除く。フィーチャーがデリケートな場合は、ステップダウンとレスト加工を計画し、パーツを曲げずに工具が処理できる分だけを取り除くようにします。
安全性とリスクの軽減(プルイン、キックバック、チャタリング)
ダウンミル加工における主なリスクは、緩い軸での工具の引き込み、フレキシブルなセットアップでのびびり、過酷なエントリーでの工具の破損です。ラジアル方向のかみ合いを低くすることで、力のスパイクを低減します。ランプやらせんのような緩やかな切り込みは、負荷を分散します。可能な限り、全幅スロット加工は避ける。やむを得ず溝加工を行う場合は、肌をきれいにするために通常のフライス加工でパイロット溝加工を行い、その後、仕上げ寸法をクライムミル加工することを検討する。クーラントの選択は重要である。アルミやプラスチックにはエアやMQLが有効で、鋼材には高圧クーラントが有効であるが、切り屑を切削面に吹き返さないようにする。以下のように、クーラントの選択は重要である。 OSHAの金属加工油剤暴露評価ガイダンスによると、金属加工油剤のミストは空気中の危険物質とみなされ、店舗はミスト暴露を管理するために、PPEとともに排気装置または局所排気装置を使用しなければならない。複雑なツールパスは、必ず部品の上でドライランしてください。
パラメータとハウツーフィード、スピード、ツールパス
送り、速度、ツールパスをダイヤルインする前に、明確なセットアップシーケンスに従うことが役立ちます。機械、工具、ワークホルディングを最初にチェックすることで、クライミング加工が安全で、効率的で、一貫性のあるものになります。
セットアップ・チェックリストと作業順序
このステップ・バイ・ステップのチェックリストは、どのような高剛性CNCでも、安全で効率的なクライミング切削を行うのに役立ちます。
- 機械のバックラッシと基本剛性を確認する。
- 鋭利な工具と、材料に適した振れの少ないホルダーを選ぶ。
- 半径方向のかみ合いを軽くし、チップ負荷を一定に保つツールパス(アダプティブ、トロコイド、その他のHEMスタイルのパス)を選択する。
- ワークホルディングを計画し、スクラップまたはテストブロックでクランプ力をテストする。
- 保守的な進入動作(ランプ/ヘリックス)をプログラムし、工具の埋没を避ける。
- 安全なステップオーバーで試し切りを行い、切り屑と切断音を測定する。
- 目標とする切りくずの厚さになるように、歯当たりの送りを調整する。
- わずかな仕上げ代を残し、登り専用のフィニッシュパスを使う。
フィード、スピード、交戦目標
クライム加工は、切り屑の厚みがコントロールされているときに最も効果的に機能します。ラジアルかみ合い(ステップオーバー)が小さくなるにつれて、切屑の厚みがラビングゾーンに落ちないようにするために、歯当たりの送りを大きくする必要があります。可能であれば、切り屑厚さ計算機を使用するか、CAMの内蔵機能を適用してください。高能率フライス加工に適したスタートパターンは、軸方向のかみ合いを深く(適切な工具と機械では、直径の2~3倍)、ラジアル方向は軽く(直径の10~20%)することです。これは、フルートのより多くの部分に熱を拡散させ、力をカットし、登りフライスに非常に適しています。
送り跡が見えず、壁が光っている場合は、こすっている可能性があります。1歯あたりの送りをわずかに増やし、ステップオーバーを下げるか、サイズがずれる場合はスプリングパスを追加してください。スピンドルの負荷と切りくずの色に注意してください。鋼の乾いた灰色の切りくずは、擦過の可能性があります。麦わら色や青色の切りくずは、熱の入れすぎを意味します。アルミの場合、長い筋状の切り屑は、切り屑の排出が悪いか、送りが低すぎる可能性があります。
出入り、リードイン、ステップオーバーの戦術
工程をどのように開始するかが重要である。クライミング・パスの開始時に突然工具がつかまるのを避けるため、常にランプまたはヘリカル・エントリーを使用する。リードインとリードアウトは、仕上げの壁をこすらないようにする。最後の上昇仕上げパスのために、壁や床にストックを残しておく。このパスでは、最良の仕上げ面を得るために、低ラジアルかみ合い、高スピンドル回転数、安定した送りを使用する。CAMが許せば、たわみマークを減らすために、薄い壁面では一方向の登り仕上げのみに設定する。
手動ミルでクライミングミルはできますか?
できるが、機械にバックラッシュがある場合は危険だ。ジブをきつく締め、非常に軽い切削を行い、停止できるようにしておくこと。多くの手動セットアップの場合、荒加工には通常のフライス加工を使い、機械が堅い場合は、ごく軽い登り仕上げだけを残す。
素材別プレイブック(アルミニウム、鋼鉄、鋳鉄、プラスチック)
上昇フライス加工では、材料によって挙動が異なります。軟らかさ、硬さ、熱の伝わりやすさ、切り屑の挙動など、それぞれの材料の癖を理解することで、工具を保護し、最高の仕上がりを実現する送り、回転数、加工方法を選択することができます。
アルミニウム・チタン合金
アルミニウムは登りフライスが大好きです。ポリッシュ仕上げのフルートと低粘着コーティングを施した鋭利なハイレーキ工具が、きれいで明るい切削を実現します。エアブラストまたはMQLを使用した高スピンドル回転数で、切りくずを切削面に残さないようにします。切り屑の厚みを維持するために、ラジアル低速送りを維持します。チタンでは、熱制御が鍵となります。切り屑が熱を逃がすため、クライムミルが有効です。適度な表面速度、高い剛性、たっぷりのクーラントを使用します。滞留は避ける。軽いラジアルと安定した切りくず負荷は、工具疲労を軽減し、工具寿命を延ばします。
炭素鋼・合金鋼・ステンレス鋼
鋼の場合、登りフライス加工はエッジの寿命を延ばし、バリを少なくする。耐熱コーティングを使用し、エッジを保護するためにコーナRを小さくすることを考慮する。ラジアル方向のかみ合いは控えめにし、可能な限り深いアキシャルパスを計画する。ステンレス、特にオーステナイト系鋼種は、こ すると加工硬化する。そのため、登りフライス加工は貴重であるが、擦過を防ぐことができればの話である。歯当たりの送りを工具の推奨範囲内に保ち、工具の進入を妨げないこと。歯筋の始点で、しっかりとしたきれいな切削を目指します。
鋳鉄および熱間圧延鋼
鋳鉄はしばしば、硬く研磨性のある表皮を持つ。熱間圧延鋼には、ミルから出た硬い外皮がある。どちらの場合も、最初は従来のフライス加工の方が安全です。なぜなら、薄いチップから厚いチップへと硬い層がなじみ、突然の衝撃からエッジを保護するからです。外皮を削り終え、一貫性のある素材が露出したら、より良い仕上げと長寿命のためにクライムミル加工に切り替えます。鋳鉄は通常、切り屑が砕けて粉塵になるため、乾燥します。機械を保護し、粉塵をよく取り除くようにしてください。
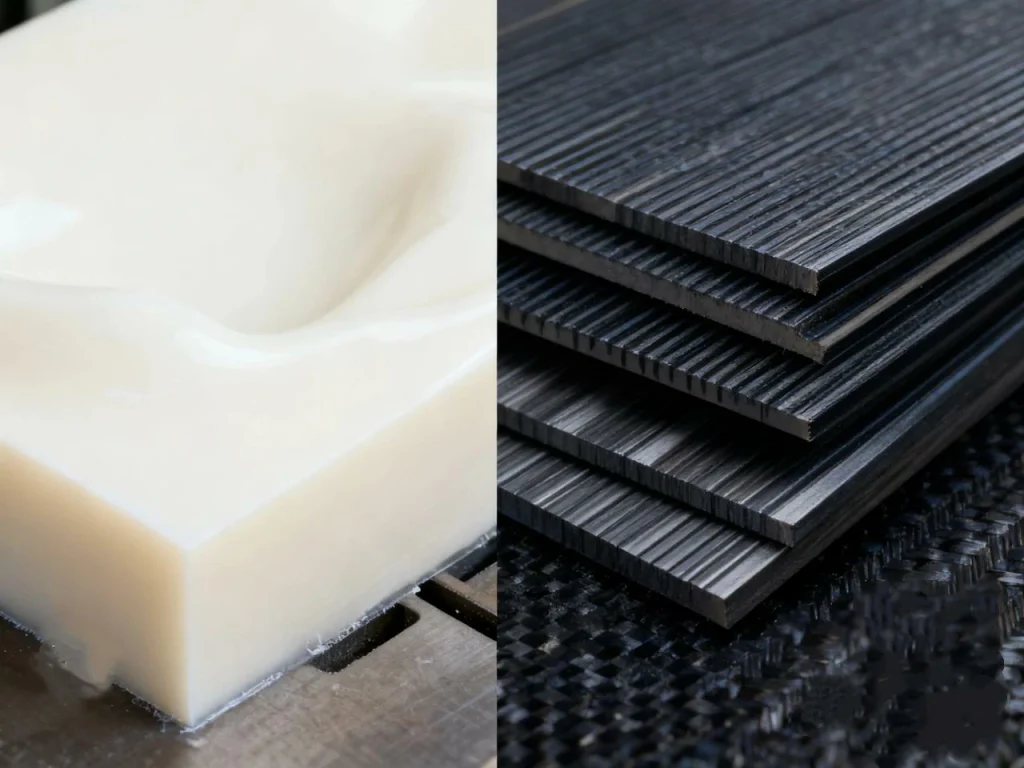
プラスチック&コンポジット
プラスチックには、鋭利なハイレーキ工具と慎重な熱管理が必要です。クライム加工は、切削動作がきれいで切りくずが流されるため、バリを減らすのに役立つ。切り屑の排出にはエアーを使用し、摩擦を避け、切り屑を形成するのに十分な高送りを維持する。複合材の場合、剥離を避けるために、部品をよく支え、特殊な形状を考慮する。セットアップが安定していれば、クライムでよりきれいなエッジが得られることが多い。
業界からのケーススタディ、指標、ROI
登りフライス加工が仕上げ面、工具寿命、全体的な生産性にどのような影響を与えるかを、実際の結果が示しています。航空宇宙、自動車、そして最新のCNC加工におけるケーススタディは、測定可能な利益と期待できるROIを浮き彫りにします。
航空宇宙産業と自動車産業(表面仕上げ、工具寿命)
アルミニウムやチタンの航空宇宙部品の仕上げ加工では、従来のフライス加工から仕上げパスの上昇に移行することで、表面粗さが約3分の1になることが多く、多くのチームが30% Ra程度の改善を報告しています。このような仕上げ加工では、工具寿命が40~60%向上するのが一般的で、擦れや再切削が少なくなることで刃先が維持されるという考え方と一致しています。鋼製ハウジングやブラケットなどの自動車加工では、適応荒加工での上昇フライス加工により、負荷スパイクが減少し、主軸出力が安定するため、カッターを長持ちさせることができます。
最新CNCのスループットとMRRの向上
タイトなボールネジと最新の制御装置を備えた機械では、最適化されたツールパスによるクライムフライスに切り替えると、最大25%の材料除去率の向上が見られます。その秘密は、方向だけではありません。ラジアル方向の軽さ、アキシャル方向の深さ、歯当たりの適切な送り、安定したかみ合いなど、全体のレシピにあります。工具の出口で厚い切り屑に打ち付けられることがないため、切れ味が持続し、サイクルをより長く高速化することができます。
ベンチマーク前/後で何が変わったか
表ベンチマークスナップショットの例
| 部品・素材 | 方法の変更 | 結果 | 何が変わったのか |
| 6061アルミニウム板、仕上げ壁 | 従来の仕上げ → クライム仕上げ | Raは1.2µmから0.8µmに改善、工具寿命は+50%、サイクルタイムは-10% | クライム専用フィニッシュパス、高回転、軽い軸係合(ae)、傾斜エントリー |
| 4140鋼ポケット荒加工 | スロッティング・コンベンショナル→アダプティブ・クライム | サイクルタイム -22%、工具寿命 +45% | 15%ラジアル噛み合い、2×Dアキシャル深さ、切屑負荷一定、エア+クーラント |
| Ti-6Al-4Vフランジ仕上げ | ミックス→クライムオンリー、レストフィニッシュ | サイズ制御強化、工具寿命 +35%、バリ減少 | クライムフィニッシュ、ステップオーバーの低減、コントロールヒート、プローブチェック |
クライムミルは生産性をどれだけ向上させることができるのか?
適切なツールパスと機械制御により、荒加工のサイクルタイムが10-25%向上し、さらに工具寿命が大幅に改善されるため、工具コストと段取り替えが削減されます。結果は、剛性、治具、CAM戦略によって異なります。
トラブルシューティング
登りフライス加工でうまくいかない場合、問題は通常、びびり、工具のつかまり、仕上げ面の不良として現れます。一般的な症状とその原因を理解することで、トラブルシューティングを効率的に行い、安定した結果を得ることができます。
ビビリ、振動、仕上げ不良
クライミング・パスがビビリついたり、ウォッシュボードの跡が残ったりする場合は、まず剛性とかみ合わせに注目してください。ステップオーバーが高いと、工具に負担がかかります。ラジアル方向のかみ合いを直径の10-20%まで下げ、歯当たりの送りを上げて切り屑の厚さを保ち、工具が許すなら軸方向の切り込みを深くすることを検討する。切り屑がカッターに逆戻りしていないことを確認する。アルミのスミアマークは、エアブラストで修正できることが多い。リードインとリードアウトを変更し、薄い壁に工具の負荷がかからないようにする。スティックアウトを短くし、ホルダーを硬くすると、一晩で違いが出ることがある。

工具の引き込み、破損、寸法ドリフト
突発的な工具のつかみは、バックラッシまたはアグレッシブな進入を指している。軸のバックラッシをインジケータで確認し、ストレート・プランジの代わりにランプまたはヘリックス・エントリーを使用してください。工具が欠ける場合は、工具が鈍っているか、噛み合い時の切屑負荷が低すぎる可能性があります。工具を研ぐか交換し、工具が切削してこすれないように、適切な送りを確保してください。寸法ドリフトは、たわみから生じることがある。仕上げストックを残し、仕上げパスは軽めのクライムパスで行い、タイトなパーツでは工程の途中で測定する。
クライム・ミリングの先進戦略とトレンド
アドバンスドクライミングミルは、よりスマートなツールパス、機械技術、プロセスモニタリングを組み合わせたものです。これらの戦略を理解することで、最新CNCの加工効率を高め、工具を保護し、精度を維持することができます。
高能率フライス加工(HEM)と従来のクライムパスの比較
高能率フライス加工は、単なる "クライムパス "ではありません。軽いラジアル方向のかみ合い、深いアキシャル方向のかみ合い、一定の切りくず負荷を使用します。その目的は、カッタにかかる熱と力を安定させることです。厚いチップから薄いチップを使用することで、刃先での擦れや熱を抑えることができるため、クライム加工はこの考えに適しています。まだ重いステップオーバーで荒加工を行っている場合は、HEMスタイルのツールパスをテストしてみてください。多くの場合、サイクルが速くなり、力のスパイクが小さくなり、工具寿命が長くなります。
CAM機能とツールパスの最適化
最新のCAMツールには、トロコイドパス、アダプティブクリアリング、スムージングフィルタ、コーナラウンドなどがあります。これらの機能は、カッターのかみ合いを一定に保ち、急激な力のジャンプを回避します。例えば、コーナーでの最大ステップオーバーを制限する適応ツールパスは、チップ負荷を一定に保ちます。登り加工と組み合わせることで、主軸の負荷グラフが滑らかになり、エッジやベアリングに良い影響を与えます。
機械技術バックラッシュ補正、サーボの剛性、制御機能
良好なルックアヘッド、ジャークコントロール、ダイナミックオフセットを備えた制御により、オーバーシュートすることなく上昇ツールパスに追従します。バックラッシュ補正、タイトなサーボチューニング、健全なボールネジは、プルインを防ぎます。コントロールにかみ合い制限やフィードスムージングオプションがある場合は、それらを使用して、薄い壁や床で力を予測しやすくします。
測定と検証
インラインプローブ計測では、荒加工と仕上げ加工の間の形状を計測できるため、重要な仕上げ加工を行う前に、工具摩耗やワークオフセットを更新することができます。力および振動センサは、びびりを早期に警告し、熱補正は長時間の加工でも寸法を正確に保ちます。これらのチェックにより、精度を落とすことなく、加工速度を上げることができます。
クイック・パラメーター・リファレンス
以下の数値は、鋭利な工具を使用し、剛性の高いCNCでテストするための一般的な開始点です。常に特定の工具、ホルダー、機械に合わせて調整してください。
表典型的なスタート目標(クライムミリング)
| オペレーション | ラジアル・エンゲージメント(ae) | アキシャル・エンゲージメント(ap) | エントリー | 冷却水 |
| HEM荒加工、鋼 | 工具径の10-20% | 1.5~3×工具径(工具とホルダーの許容範囲) | ストレート・プランジは避ける。 | 洪水または高圧;切り屑が入らないようにする |
| HEM荒加工、アルミニウム | 工具径の10-20% | 工具径×2~3(工具に依存) | ヘリックス;切り屑排出用エアーまたはMQL | エアー/MQL; 切り屑の再切断を避ける |
| フィニッシュ・パス、ほとんどの金属 | 工具径2-8% | フル機能の高さ、または必要に応じて | リードイン/アウト;クライミングのみのフィニッシュ | 素材の要求に応じて、クリーンなチップを対象とする |
選択の指針となる実践的シナリオ
- 水平フライス加工では、従来のフライス加工か上昇フライス加工かの選択は、切り屑排出、送り方向、テーブルの力に影響する。ラジアルかみ合いが高すぎる場合、フィニッシュパスは大きな違いを生む。軽いラジアルと深いアキシャルで適応荒加工ツールパスをプログラムする。仕上げは、登りだけのパスと軽いステップオーバーで行う。
- 旧式のニー圧延機で、スケールの見える熱延鋼板と向き合っている。軽くスキムして表皮を取り除きます。仕上がりを改善する必要があり、マシンが許すなら、ごく軽いクライム仕上げを行う。
- 304ステンレスのポケット加工では、加工硬化を防ぐため、安定した切りくず負荷で登りを使用する。工具の切れ味を維持し、スローエントリーは避けてください。
- チタンの薄壁を仕上げる場合、クライムパスのみ、低ラジアル、高回転、良質のクーラントが必要です。サイズが厳しい場合は、プローブチェックを使用してください。
よくある神話と便利なルール
- "鋼材のフライス加工は、常に従来の方法で"最近のCNCではそうではない。フライス加工では、送り方向と同じ方向に歯がワーク表面に乗り上げるため、表皮がなくなれば、フライス加工の方が良い場合が多い。
- "クライム加工は常にテーブルを引く"バックラッシュがある場合だけです。タイトな機械はバックラッシュをうまく処理します。
- "回転数が高ければ、全幅でスロッティングは問題ない"必ずしもそうではない。高回転であっても、全幅スロットはフォース・スパイクを発生させる。代わりにパイロット・スロットかアダプティブ・パスを使用してください。
- "フィニッシュが光っていれば、カットは良い"。光沢があるということは、こすれているということでもある。チップの形状と厚さをチェックし、クリアで一貫性のあるチップを目指す。
60秒トラブルシューティングの流れ
- 仕上げが粗い?切屑の再切削を確認してください。切り屑の排出を改善し、半径方向のかみ合いを減らす。
- 工具寿命が短い?ラビングを避けるために1歯あたりの送りを上げ、上昇に切り替え、クーラントを改善し、振れを確認する。
- 部品サイズがずれている?仕上げのストックを残す、ステップオーバーを減らす、工程の途中で測定する、スプリングパスを検討する。
- コーナー付近でびびりませんか?ツールパスのスムージングを使い、コーナーのかみ合わせを減らし、突き出しを短くする。
よくあるご質問
クライム加工はダウン加工とも呼ばれ、基本的に送り方向と同じ方向にカッターが回転します。カッターが材料を「登っていく」ようなものだと考えてください。これは従来のフライス加工とは正反対です。なぜそれが重要なのか?この方法は、一般的に仕上げ面が滑らかになり、工具が長持ちし、CNCにかかる負荷が少なくなります。これは、切削工具と戦うのではなく、切削工具に自然に仕事をさせるようなものです。
クライムフライス加工は素晴らしいように聞こえるが、陽の光ばかりではない。バックラッシュのある機械では、基本的に動作にわずかな「たるみ」があるため、機械が切り込みに引っ張られることがあり、厄介で危険です。本当に粗い、あるいは硬い素材の表面で作業している場合、カッターの刃先が欠けてしまうかもしれない。また、カットを開始する際には、工具をあまり積極的につかませたくないので、より慎重にカットに入る必要がある。古い機械や切削が中断された場合、クライムミルはコントロールが難しく、安全でないかもしれません。そのため、条件が整ったときに使いたいツールです。
クライム加工は、最新のCNCマシンに最適です。仕上げ加工によく使用されますが、在庫がきれいで安定している限り、多くの荒加工にも使用できます。アルミ、鋼、チタン、プラスチックなどの素材に効果的です。薄い壁や床の場合、切削力がテーブルを押し下げ、パーツを安定させ、振動を抑えることができます。基本的に、機械が最新で、素材が滑らかであれば、クライムフライスはあなたの味方です。
実はまったく違いはない。ダウンフライス」は「クライムフライス」の別名に過ぎません。マニュアルやショップトークで両方を見たとしても、混乱しないでください。
バックラッシュの少ない最新のCNCを使用している場合、通常は登りフライス加工が有利です。より良い仕上げ面が得られ、工具寿命が延び、効率的です。コンベンショナルフライス加工(アップフライス加工とも呼ばれる)は、硬い外層や非常に荒い素材を扱う場合、またはバックラッシュが問題になるような古い機械を扱う場合に適しています。お使いの機械や素材にもよりますが、クリーンで最新の設備では、一般的にクライムフライスが適しています。
従来のフライス加工には、それなりの利点がある。荒い面やスケールのある面を切削する場合に安全で、通常、切削の最初の段階では鋳鉄の肌に適しています。古い機械では、登りフライスのようにテーブルがカッターに引き込まれることがないので、より寛容です。そのため、クライムフライスほど派手ではありませんが、特に厳しい条件下では信頼できます。
アップミル(従来のフライス加工)は、表面を擦ることから始めるため、熱が発生しやすく、仕上がりが粗くなることが多い。また、切りくずが加工開始時に薄くなり、加工終了時に厚くなるため、工具寿命が短くなる可能性があります。そのため、状況によってはより安全ですが、効率が悪く、表面の仕上がりにも優しくありません。
これが重要なルールです。常に、カッターの刃先で本物のチップを保つようにしてください。切り始めから切り終わりまで、一貫した健康的な切りくずの厚さが必要です。最新の機械では、これは通常、登りフライスを優先し、こすれを避け、安定したかみ合いを維持するツールパスを使用することを意味します。この原則に従えば、切削はよりきれいになり、工具は長持ちし、CNCは材料と戦うことがなくなります。
参考文献
https://www.osha.gov/metalworking-fluids/exposure-evaluation



