Le broyage par grimpage, également appelé broyage par en-dessous, est un procédé de broyage par en-dessous. Fraisage CNC méthode dans laquelle la fraise tourne dans le même sens que l'avance. Le copeau est le plus épais à l'entrée et devient plus fin lorsque la dent quitte la coupe. Cette forme de copeau réduit le frottement, améliore l'état de surface et refroidit la coupe. Les ateliers font état d'une durée de vie d'outil plus longue (souvent jusqu'à 50%), d'une consommation d'énergie plus faible et de forces plus stables qui poussent la pièce vers le bas dans le dispositif de fixation. Avec les fraiseuses CNC modernes qui contrôlent le jeu, le fraisage en avalant est le premier choix pour les passes de finition et de nombreux parcours d'ébauche.
Si vous cherchez usinage CNC de précision ou des pièces sur mesure de haute qualité, visitez U-Need - un fournisseur de confiance offrant des solutions CNC avancées et la fabrication de pièces pour les industries du monde entier.
Si vous êtes venu ici pour une réponse courte : sur une CNC moderne avec des vis à billes serrées et une bonne fixation, choisissez le fraisage vers le bas pour la plupart des opérations. Utilisez le fraisage conventionnel (également appelé fraisage vers le haut) pour les écailles rugueuses, les peaux en fonte et les machines plus anciennes présentant un jeu important. Le reste de ce guide présente une comparaison claire, les principes physiques de la coupe, des étapes de réglage testées, des conseils spécifiques aux matériaux, des études de cas et des solutions aux problèmes courants, afin que vous puissiez améliorer en toute confiance l'état de surface, la durée de vie de l'outil et le rendement.
Fraisage par grimpage et fraisage conventionnel : Comparaison en bref
La compréhension des différents processus de fraisage, y compris le fraisage en avalanche et le fraisage conventionnel, permet de mieux comprendre pourquoi le fraisage conventionnel et le fraisage en avalanche se comportent différemment en termes de finition, de durée de vie de l'outil et d'efforts de la machine.
Définition, mouvement et formation des puces
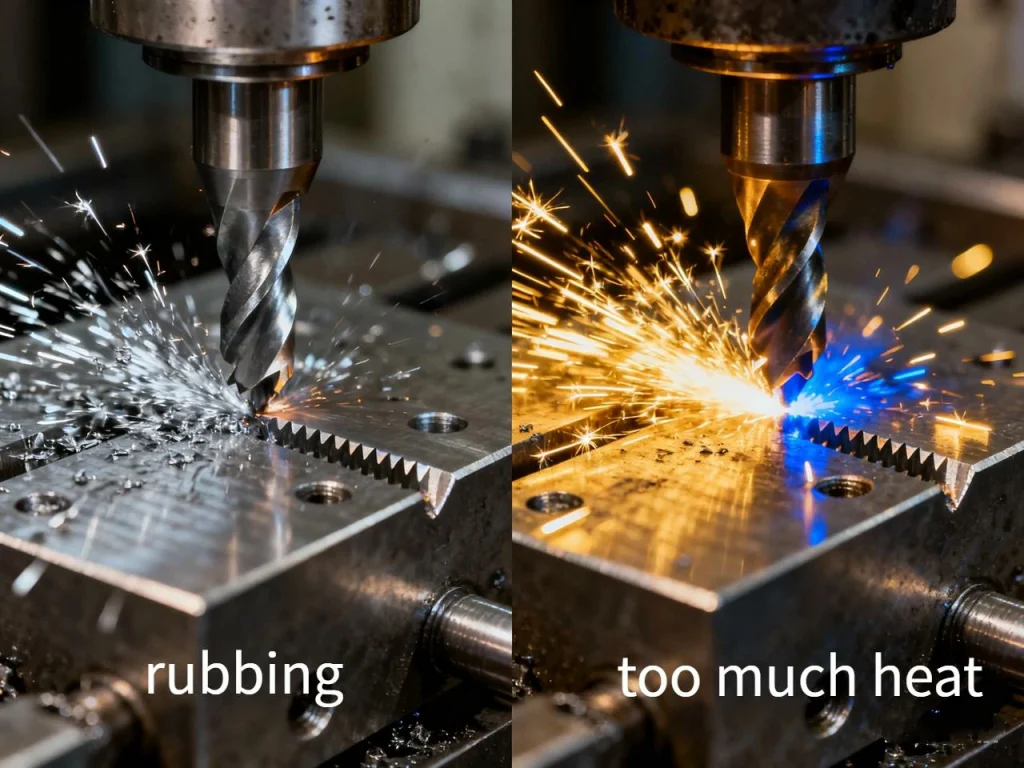
Les gens s'interrogent souvent sur les différences entre le fraisage en avalant et le fraisage conventionnel et sur la manière dont les dents de l'outil de coupe montent sur la surface de la pièce. Dans le cas du fraisage en avalant, la fraise tourne dans le sens de la coupe, produisant un copeau épais et fin qui réduit les frottements et améliore le contrôle du processus de coupe. La force descendante du fraisage en avalant est généralement suffisante pour presser la pièce contre la table de la machine, ce qui contribue à réduire le broutage et les vibrations. C'est pourquoi le fraisage en avalant peut conduire à un état de surface plus lisse que le fraisage conventionnel. Le copeau se forme puis se détache derrière la fraise, de sorte qu'il n'est pas ramené sous la dent suivante. Dans le cas du fraisage conventionnel, la fraise tourne contre l'avance. Chaque dent commence à frotter avec un copeau mince et repart avec un copeau épais. Ces copeaux minces et le frottement à l'entrée augmentent la chaleur et usent l'arête, et les copeaux sont plus susceptibles d'être retaillés.
Une façon simple de l'imaginer : dans le cas du fraisage en avalant, les dents "grimpent" sur la surface de la pièce et poussent vers le bas dans la table ; dans le cas du fraisage conventionnel, les dents "tirent vers le haut" à partir du côté de la table et soulèvent la pièce si la fixation est faible. La différence entre ces deux méthodes de fraisage se manifeste au niveau de la finition, de la durée de vie de l'outil et des forces que votre machine doit contrôler.
Avantages et inconvénients par résultat (état de surface, durée de vie de l'outil, puissance, fixation)
Voici une comparaison compacte qui reflète les résultats couramment obtenus dans les ateliers sur les CNC modernes.
Finition de la surface
- Fraisage en montée : Le fraisage en montée est souvent préféré pour obtenir une finition de surface plus lisse grâce aux dents qui montent sur la pièce et à la formation de copeaux épais à minces, ce qui réduit le nombre de copeaux à recouper.
- Fraisage conventionnel : Le fraisage conventionnel est toujours utilisé initialement sur des surfaces rugueuses ou écaillées, produisant une surface plus rugueuse sur un stock propre en raison des copeaux d'entrée minces qui frottent le matériau.
Durée de vie de l'outil
- Fraisage en avalant : Souvent +40-60% de durée de vie de l'outil ; jusqu'à +50% est une règle empirique courante.
- Fraisage conventionnel : Ligne de base ; usure plus importante due au frottement et à la chaleur
Consommation d'énergie
- Fraisage en montée : Des forces de coupe et une puissance plus faibles pour le même enlèvement de matière
- Fraisage conventionnel : Force et chaleur plus élevées
Forces de serrage
- Fraisage en montée : Les forces résultantes vers le bas facilitent le maintien de l'ouvrage et réduisent le broutage.
- Fraisage conventionnel : Les forces ascendantes peuvent soulever la pièce ; il faut des pinces plus puissantes.
Sensibilité de l'état des stocks
- Fraisage par grimpage : Meilleur pour les pièces propres ou usinées ; peut s'ébrécher sur les peaux dures.
- Fraisage conventionnel : Plus sûr pour les écailles, les peaux en fonte et les surfaces très rugueuses.
Exigences relatives aux machines
- Fraisage en montée : Nécessite un jeu minimal et un bon contrôle de l'axe
- Fraisage conventionnel : Plus tolérant pour les machines anciennes ou manuelles
Quand choisir chacun (règles de décision)
Pour les passes de finition, le fraisage commence par une coupe en avalant afin d'obtenir des surfaces plus lisses et de réduire l'usure de l'outil sur les machines CNC modernes. Le choix entre le fraisage conventionnel et le fraisage en avalant dépend de l'état du stock, du matériau et de la rigidité de la machine. Le fraisage en avalanche est particulièrement efficace pour les passes de finition, les sols minces, les parois minces et les trajectoires d'ébauche stables avec un léger engagement radial. Il est particulièrement efficace dans l'aluminium et l'acier inoxydable et permet de contrôler la chaleur dans le titane. Sur une fraiseuse manuelle ou une ancienne machine à commande numérique présentant un manque de précision, le fraisage conventionnel est souvent plus sûr. Pour les matériaux tels que la fonte, le fraisage conventionnel est plus sûr au départ pour éviter d'ébrécher l'arête de l'outil. Pour les coupes interrompues et les cordons de soudure, testez d'abord le conventionnel ou retirez la peau avant de passer à l'escalade.
Un processus de décision simple que vous pouvez suivre :
- État de la machine : Si la machine présente un jeu important ou des voies collantes, penchez-vous vers le conventionnel. Si le jeu est minime et que les servos sont serrés, grimpez.
- Matériau : Les aciers propres, l'aluminium, le titane et la plupart des plastiques favorisent l'escalade. La fonte et l'écaille laminée à chaud favorisent le conventionnel jusqu'à ce que la peau soit enlevée.
- État du stock : Si la surface est rugueuse ou présente des peaux dures, il faut être conventionnel jusqu'à ce que la surface soit propre. Ensuite, grimpez.
- Fonctionnement : Pour la finition, utiliser la montée. Pour l'ébauche, utilisez l'ascension avec un rayon léger et un axe profond (adaptatif/HEM), à moins que le matériau ne soit très rugueux.
Le fraisage en avalanche est-il meilleur que le fraisage conventionnel ?
- Les avantages du fraisage en avalant sont une meilleure finition de la surface, une durée de vie plus longue de l'outil et une consommation d'énergie plus faible sur les machines modernes à commande numérique.
- Exceptions : En fonction de la machine et du matériau, vous pouvez choisir des approches de fraisage ou de fraisage conventionnel, mais les installations modernes favorisent souvent les passes en avalant.

Comment fonctionne le fraisage par grimpage : Forces, copeaux, chaleur (fraisage en aval)
La compréhension des forces, de la formation des copeaux et de la chaleur au cours du processus de fraisage permet d'expliquer pourquoi le fraisage d'une pièce en avalant améliore souvent la finition et réduit l'usure. Les différences entre le fraisage en avalant et le fraisage conventionnel apparaissent au niveau de l'épaisseur des copeaux, de la chaleur et de la déviation de l'outil. La compréhension de ces principes de base permet d'expliquer pourquoi le fraisage en avalanche améliore la finition et réduit l'usure, tout en exigeant un réglage minutieux de la machine.
Vecteurs de force, sensibilité au jeu et stabilité
Dans le cas du fraisage vers le bas, le principal vecteur de force est dirigé vers le bas de la table, avec une légère traction dans le sens de l'avance. Cela permet de stabiliser le travail et d'aider les planchers et les parois minces à résister au broutage. Cette force descendante est l'une des principales raisons pour lesquelles le fraisage en avalant permet souvent d'obtenir une meilleure finition sur les sections minces. Cependant, les machines sujettes au jeu peuvent avoir besoin d'un fraisage conventionnel pour éviter la prise d'outil ou les déviations pendant le processus de coupe. Mais cette même traction peut "saisir" le jeu d'une vis d'entraînement usée. Sur un axe lâche, l'outil peut sauter en avant, s'enfoncer et casser ou entailler la pièce. C'est pourquoi le fraisage en avalant nécessite un faible jeu et une boucle d'asservissement bien réglée. Les CNC modernes gèrent bien ces aspects, c'est pourquoi l'usinage en avalanche est aujourd'hui la solution par défaut.
Évacuation des copeaux, production de chaleur et durcissement des conditions de travail
Le fraisage en avalant projette les copeaux derrière la fraise, loin de l'arête de coupe. Moins de retouches signifie moins de friction et moins de chaleur. Comme la dent commence par un copeau épais, elle coupe plutôt que de frotter. Cela réduit l'écrouissage dans les matériaux durs comme l'acier inoxydable austénitique. Dans le cas du fraisage conventionnel, la dent frotte avant de couper, ce qui maintient la chaleur près du bord et risque de durcir la surface de travail. Les opérateurs doivent surveiller l'exposition thermique et utiliser un liquide de refroidissement approprié. OMS (ORGANISATION MONDIALE DE LA SANTÉ) indique qu'une exposition prolongée à la chaleur et à des fluides de coupe contaminés peut accroître les risques pour la santé au travail, soulignant l'importance d'une bonne gestion des fluides. Une mise en garde s'impose : l'acier laminé à chaud et les surfaces moulées ont souvent une peau dure. Le fraisage par griffage touche cette couche dure à l'épaisseur maximale du copeau, ce qui peut ébrécher l'arête. Dans ces cas-là, il est plus sûr de commencer par le conventionnel.
Usure de l'outil, intégrité des bords et déviation
Comme le fraisage en avalant évite le frottement à l'entrée, l'usure des arêtes est plus lente et plus uniforme. De nombreux ateliers constatent des gains de durée de vie de l'outil de l'ordre de 40-60% lorsqu'ils passent d'une finition conventionnelle à une finition par enlèvement de copeaux. L'usure est toujours liée à la chaleur, aux copeaux et au matériau de l'outil, mais la forme épaisse à fine des copeaux est favorable aux arêtes en carbure. La déviation de l'outil en avalant est principalement perpendiculaire à la coupe et peut pousser l'outil légèrement contre le mur ou le sol. C'est une bonne chose pour la finition s'il reste de la matière pour une dernière passe, mais cela peut modifier la taille si vous ne l'avez pas prévu. Laissez une petite marge de finition et mesurez à mi-processus lorsque les tolérances sont serrées.
Le fraisage en avalanche réduit-il l'usure des outils ?
Oui. Moins de frottement à l'entrée, des copeaux plus froids et moins de copeaux de reprise réduisent l'usure abrasive et thermique, ce qui prolonge la durée de vie de l'outil.
Exigences en matière de machine, d'outillage et de réglage pour le fraisage par enlèvement de copeaux
Un processus de fraisage en avalant réussi nécessite une machine rigide, un jeu minimal, ainsi qu'un outillage et un support d'usinage bien choisis. La compréhension des principales exigences en matière de rigidité, de jeu, de choix d'outils et de fixation ouvre la voie à une découpe sûre, efficace et précise.
Jeu, rigidité et considérations relatives aux servovérins et aux vis sans fin
Le fraisage vers le bas exige une machine serrée. Le jeu doit être minimal. Les vis à billes doivent être en bon état et un éliminateur de jeu ou une compensation dans la commande permet d'effectuer le fraisage en avalant en toute sécurité. Les chemins, les guides linéaires et les roulements de la broche doivent être en bon état. Si la table bouge lorsque vous la poussez à la main ou si vous sentez un jeu dans l'inversion du mouvement de l'axe, commencez par vous en occuper. Une courte liste de contrôle est utile :
- Vérifier le jeu sur chaque axe à l'aide d'un indicateur.
- Inspecter les vis à billes et les accouplements ; les ajuster ou les remplacer s'ils sont desserrés.
- Vérifier le faux-rond de la broche et les roulements ; écouter les bruits et la chaleur.
- Confirmer les fonctions de réglage des axes et d'anticipation dans la commande.
- Verrouiller ou serrer les cales sur les fraises manuelles ; tester le jeu avant les passes de montée.

Géométrie de l'outil, revêtements et choix du porte-outil
Le fraisage en avalant fonctionne mieux avec une arête de coupe bien aiguisée. Une inclinaison positive et des goujures polies sont utiles pour l'aluminium. Les coins affûtés ou adoucis et un petit rayon d'angle permettent aux aciers de résister à l'écaillage. Les revêtements doivent être adaptés au matériau : revêtements à haute température pour les aciers et les superalliages ; revêtements à faible adhérence pour l'aluminium. De bons supports sont importants, car le faux-rond tue les arêtes. Les pinces de serrage à frettage, les pinces hydrauliques ou les pinces de serrage bien entretenues maintiennent le faux-rond à un faible niveau et la trajectoire est stable.
Maintien en position, fixation et support pour parois minces
La force descendante du fraisage vers le bas facilite le maintien de l'ouvrage, mais vous avez toujours besoin d'un support intelligent. Les murs minces ont besoin d'un support. Les planchers minces ont besoin d'un matériau sous eux jusqu'à la dernière passe. Pour les plaques, utilisez un étau avec des parallèles ou une installation sous vide avec une couche sacrifiée. Pour les bandes minces, laissez des languettes ou des nervures et retirez-les plus tard. Lorsqu'une caractéristique est délicate, prévoyez des descentes et des reprises d'usinage afin de n'enlever que ce que l'outil peut supporter sans fléchir la pièce.
Sécurité et réduction des risques (Pull-in, Kickback, Chatter)
Les principaux risques du fraisage en avalant sont l'arrachement de l'outil sur un axe lâche, le broutage dans une configuration flexible et la rupture de l'outil sur des entrées difficiles. Un engagement radial plus faible réduit les pics de force. Les entrées douces comme les rampes ou les hélices répartissent la charge. Dans la mesure du possible, évitez les rainures sur toute la largeur. Si vous devez rainurer, envisagez une rainure pilote avec un fraisage conventionnel pour nettoyer la peau, puis fraisez en avalant la taille de finition. Le choix du liquide de refroidissement est important : l'air ou le MQL sont utiles pour l'aluminium et les plastiques ; le liquide de refroidissement à haute pression peut être utile pour les aciers, mais il faut éviter de projeter les copeaux dans la coupe. D'après OSHASelon le guide d'évaluation de l'exposition aux fluides de travail des métaux, le brouillard de fluide de travail des métaux est considéré comme un risque aérien et les ateliers doivent utiliser une ventilation par aspiration ou des systèmes d'aspiration locaux, ainsi que des EPI, pour contrôler l'exposition au brouillard. Effectuez toujours un essai à sec d'un parcours d'outil complexe au-dessus de la pièce.
Paramètres et mode d'emploi : Avances, vitesses, parcours d'outils
Avant de régler les avances, les vitesses et les parcours d'outils, il est utile de suivre une séquence de réglage claire. En vérifiant d'abord la machine, l'outillage et le support de travail, on s'assure que les coupes de fraisage en avalant sont sûres, efficaces et cohérentes.
Liste de contrôle de l'installation et ordre des opérations
Cette liste de contrôle étape par étape vous aidera à réaliser des coupes de fraisage en avalant sûres et efficaces sur n'importe quelle CNC rigide.
- Vérifier le jeu de la machine et la rigidité de base.
- Choisissez un outil bien affûté et un porte-outil à faible fuite adapté au matériau.
- Choisissez un parcours d'outil qui maintient un engagement radial faible et une charge de copeaux constante (parcours adaptatif, trochoïdal ou autres parcours de type HEM).
- Planifiez le maintien du travail et testez la force de serrage sur une chute ou un bloc d'essai.
- Programmer des mouvements d'entrée conservateurs (rampe/hélice) et éviter d'enterrer l'outil.
- Effectuez un essai de coupe avec un enjambement sûr et mesurez les copeaux et la qualité de la coupe.
- Régler l'avance par dent pour obtenir l'épaisseur de copeaux souhaitée, et non pas une avance basée sur la sensation.
- Laissez une petite marge de manœuvre à l'arrivée et utilisez un col d'arrivée dédié à la montée.
Flux, vitesse et objectifs d'engagement
Le fraisage par griffage fonctionne mieux lorsque l'épaisseur des copeaux est contrôlée. Au fur et à mesure que l'engagement radial (step-over) diminue, vous devez augmenter l'avance par dent pour éviter que l'épaisseur des copeaux ne tombe dans la zone de frottement. Utilisez un calculateur d'épaisseur de copeaux lorsque vous le pouvez, ou appliquez la fonction intégrée de votre FAO. Un bon modèle de départ pour le fraisage à haut rendement est un engagement axial plus important (souvent 2 à 3 fois le diamètre pour les outils et machines appropriés) et un engagement radial léger (souvent 10 à 20% du diamètre). Cela permet de répartir la chaleur sur une plus grande partie de la goujure, de réduire les forces et convient très bien au fraisage en avalant.
Si vous remarquez une paroi brillante sans marques d'avance visibles, il se peut que vous frottiez. Augmentez légèrement l'avance par dent, réduisez le pas de passage ou ajoutez une passe de ressort si la taille dérive. Surveillez la charge de la broche et la couleur des copeaux. Des copeaux gris et secs dans l'acier peuvent signifier un frottement. Des copeaux paille ou bleus peuvent signifier un excès de chaleur. Dans l'aluminium, les copeaux longs et filandreux suggèrent une mauvaise évacuation des copeaux ou une alimentation trop faible.
Tactiques d'entrée/sortie, d'introduction et d'enjambement
La façon dont le processus commence est importante : utilisez toujours des rampes ou des entrées hélicoïdales pour éviter une prise soudaine de l'outil au début d'une passe de montée. Utilisez des entrées et des sorties qui évitent le frottement sur le mur d'arrivée. Gardez un peu de stock sur les murs et les sols pour la dernière passe de finition en montée. Cette passe doit utiliser un faible engagement radial et une vitesse de broche élevée avec une avance régulière pour obtenir le meilleur état de surface. Si votre FAO le permet, définissez une finition unidirectionnelle, en montée uniquement, sur les parois minces afin de réduire les marques de déviation.
Peut-on faire de l'escalade sur un moulin manuel ?
C'est possible, mais c'est risqué si la machine a du jeu. Maintenez les cales serrées, utilisez des coupes très légères et soyez prêt à vous arrêter. Pour de nombreuses installations manuelles, utilisez le fraisage conventionnel pour l'ébauche et ne laissez qu'une très légère finition de montée si la machine est serrée.
Playbook spécifique aux matériaux (aluminium, aciers, fonte, plastiques)
Les matériaux ne se comportent pas tous de la même manière lors du fraisage en avalant. Comprendre les particularités de chaque matériau - douceur, dureté, sensibilité à la chaleur ou comportement des copeaux - vous aide à choisir les avances, les vitesses et les stratégies qui protègent l'outil et permettent d'obtenir la meilleure finition.
Alliages d'aluminium et de titane
L'aluminium aime le fraisage en avalant. Les outils tranchants, à forte démultiplication, avec des goujures polies et un revêtement à faible adhérence, coupent proprement et brillamment. Les vitesses de broche élevées avec soufflage d'air ou MQL maintiennent les copeaux hors de la coupe. La vitesse radiale est faible et l'avance permet de maintenir l'épaisseur des copeaux. Dans le titane, le contrôle de la chaleur est essentiel. Le fraisage par grimpage est utile car les copeaux évacuent la chaleur. Utilisez une vitesse de surface modeste, une rigidité élevée et un liquide de refroidissement abondant. Évitez le logement. Une charge radiale faible et une charge de copeaux constante réduisent la fatigue de l'outil et augmentent sa durée de vie.
Aciers au carbone/alliés et inoxydables
Dans les aciers, le fraisage en avalant améliore la durée de vie des arêtes et réduit les bavures. Utilisez des revêtements résistants à la chaleur et envisagez un petit rayon d'angle pour protéger l'arête. Veillez à ce que l'engagement radial soit modeste et prévoyez des passes axiales profondes lorsque c'est possible. L'acier inoxydable, en particulier les qualités austénitiques, se durcit par frottement. Le fraisage en avalant est donc utile, mais seulement si vous vous prémunissez contre le frottement. Maintenez l'avance par dent dans la fourchette recommandée pour votre outil et n'utilisez pas l'outil trop tôt. Visez une coupe ferme et nette au début de la trajectoire de la dent.
Fonte et acier laminé à chaud
La fonte a souvent une peau dure et abrasive. L'acier laminé à chaud présente une couche extérieure dure provenant du laminoir. Dans les deux cas, le fraisage conventionnel est plus sûr au début, car le copeau fin à épais pénètre facilement dans la couche dure et protège l'arête d'un choc soudain. Une fois que vous avez dépassé la peau et exposé un matériau cohérent, passez au fraisage en avalant pour une meilleure finition et une plus longue durée de vie. La fonte s'épuise généralement car les copeaux se réduisent en poussière ; protégez votre machine et extrayez bien la poussière.
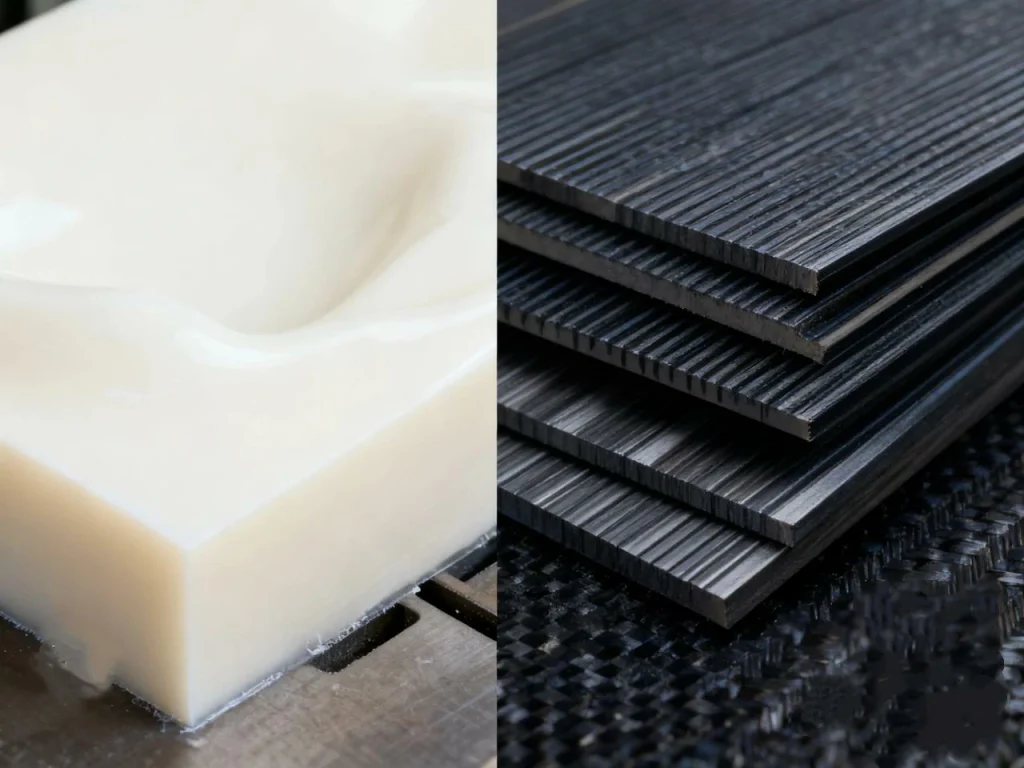
Plastiques et composites
Les matières plastiques nécessitent des outils tranchants et à forte démultiplication, ainsi qu'un contrôle minutieux de la chaleur. Le fraisage par grimpage permet de réduire les bavures car l'action de coupe est propre et les copeaux sont emportés. Utilisez de l'air pour évacuer les copeaux, évitez les frottements et maintenez des avances suffisamment élevées pour former un copeau. Dans le cas des composites, il convient de bien soutenir la pièce et d'envisager des géométries spéciales pour éviter la délamination. La grimpette permet souvent d'obtenir une arête plus nette lorsque la configuration est stable.
Études de cas, mesures et retour sur investissement de l'industrie
Les résultats concrets montrent l'impact du fraisage en avalant sur l'état de surface, la durée de vie de l'outil et la productivité globale. L'examen d'études de cas dans les secteurs de l'aérospatiale, de l'automobile et des opérations CNC modernes met en évidence les gains mesurables et le retour sur investissement auquel vous pouvez vous attendre.
Aérospatiale et automobile Wins (finition de surface, durée de vie des outils)
Dans la finition aérospatiale des pièces en aluminium et en titane, le passage du fraisage conventionnel aux passes de finition en avalant permet souvent de réduire la rugosité de surface d'environ un tiers, de nombreuses équipes faisant état d'une amélioration de Ra d'environ 30%. Des gains de durée de vie de l'outil de 40 à 60% sont courants dans ces coupes de finition, ce qui correspond à l'idée que moins de frottement et moins de retouches préservent l'arête. Dans l'usinage automobile de boîtiers et de supports en acier, le fraisage en avalant lors de l'ébauche adaptative réduit les pics de charge et maintient la puissance de la broche à un niveau plus stable, ce qui permet aux fraises de rester en vie plus longtemps.
Gains en termes de débit et de taux de rendement sur les CNC modernes
Sur les machines dotées de vis à billes serrées et de commandes modernes, les ateliers constatent souvent des taux d'enlèvement de matière jusqu'à 25% plus élevés lorsqu'ils passent au fraisage en avalant avec des parcours d'outils optimisés. Le secret ne réside pas seulement dans la direction, mais dans l'ensemble de la recette : une trajectoire radiale plus légère, une trajectoire axiale plus profonde, une avance appropriée par dent et un engagement régulier. Comme l'outil n'est pas martelé par des copeaux épais à la sortie, il reste affûté et les cycles peuvent être plus rapides pendant plus longtemps.
Critères de référence avant/après et ce qui a changé
Tableau : Exemples d'instantanés de référence
| Pièce / Matériau | Changement de méthode | Résultat | Ce qui a changé |
| Plaque d'aluminium 6061, parois de finition | Finition conventionnelle → Finition escalade | Ra amélioré de 1,2 µm à 0,8 µm ; durée de vie de l'outil +50% ; temps de cycle -10% | Passage d'arrivée en montée seulement, régime plus élevé, engagement axial léger, entrée en rampe |
| Ebauche de poche en acier 4140 | Slotting conventionnel → Montée adaptative | Temps de cycle -22% ; durée de vie de l'outil +45% | 15% engagement radial, 2×D profondeur axiale, charge de copeaux constante, air + liquide de refroidissement |
| Finition de la bride en Ti-6Al-4V | Mixte → Escalade seule avec finition de repos | Contrôle plus étroit de la taille ; durée de vie de l'outil +35% ; moins de bavures | Finition de la montée, réduction du temps de passage, chaleur contrôlée, contrôle des sondes |
Quel est le gain de productivité apporté par le fraisage en aval ?
Attendez-vous à des gains de temps de cycle de 10-25% en ébauche avec le bon parcours d'outil et la bonne commande de machine, ainsi qu'à des améliorations considérables de la durée de vie de l'outil qui réduisent le coût de l'outil et les changements d'équipement. Les résultats dépendent de la rigidité, de la fixation et de la stratégie FAO.
Dépannage
Lorsque les choses tournent mal lors du fraisage en avalant, les problèmes se manifestent généralement par un broutage, une prise d'outil ou un mauvais état de surface. La compréhension des symptômes les plus courants et de leurs causes vous aide à résoudre les problèmes de manière efficace et à obtenir des résultats cohérents.
Broutement, vibrations et finition médiocre
Si votre col d'escalade fait des bruits ou laisse des traces, vérifiez d'abord la rigidité et l'engagement de l'outil. Un enjambement élevé pèse sur l'outil. Réduisez l'engagement radial à 10-20% du diamètre, augmentez l'avance par dent pour maintenir l'épaisseur des copeaux et envisagez une coupe axiale plus profonde si votre outil le permet. Vérifiez que les copeaux ne retombent pas dans l'outil ; un jet d'air permet souvent de réparer les marques de frottement dans l'aluminium. Modifiez l'entrée et la sortie pour éviter de charger l'outil sur des parois minces. Une sortie plus courte et un porte-outil plus rigide peuvent faire la différence entre le jour et la nuit.

Rétraction de l'outil, rupture et dérive dimensionnelle
Une prise soudaine de l'outil indique un jeu ou une entrée agressive. Vérifiez le jeu de l'axe à l'aide d'un indicateur et utilisez des entrées en rampe ou en hélice plutôt que des plongées droites. Si l'outil émet des copeaux, il est peut-être émoussé ou la charge de copeaux est trop faible au moment de l'engagement. Affûtez ou remplacez l'outil et veillez à ce que l'avance soit correcte afin que l'outil coupe et ne frotte pas. La déviation peut être à l'origine d'une dérive dimensionnelle. Laissez de la matière en finition, utilisez une légère passe de finition en montée et mesurez à mi-processus sur les pièces serrées.
Stratégies avancées et tendances dans le domaine du fraisage par enlèvement de copeaux
Le fraisage en avalanche avancé combine des parcours d'outils plus intelligents, la technologie des machines et la surveillance des processus. La compréhension de ces stratégies vous aide à accroître l'efficacité, à protéger les outils et à maintenir la précision sur les CNC modernes.
Broyage à haut rendement (HEM) et passes de montée traditionnelles
Le fraisage à haut rendement ne se limite pas à des "passes en escalade". Il utilise un engagement radial léger, un engagement axial profond et une charge de copeaux constante. L'objectif est d'obtenir une chaleur et une force constantes sur la fraise. Le fraisage en montée correspond à cette idée car le copeau épais à fin réduit le frottement et la chaleur sur l'arête. Si vous faites encore de l'ébauche avec des pas lourds, testez les parcours d'outils de type HEM. Vous obtiendrez souvent des cycles plus rapides, des pics de force moins importants et une durée de vie plus longue de l'outil.
Fonctions FAO et optimisation des parcours d'outils
Les outils modernes de FAO comprennent les trajectoires trochoïdales, le dégagement adaptatif, les filtres de lissage et l'arrondi des angles. Ces fonctions permettent de maintenir l'engagement de l'outil de coupe cohérent et d'éviter les sauts de force soudains. Par exemple, un parcours d'outil adaptatif qui limite le dépassement maximal dans les angles maintient la charge de copeaux constante. Associé au fraisage en avalant, le graphique de charge de la broche devient régulier, ce qui est bénéfique pour les arêtes et les roulements.
Technologie des machines : Compensation du jeu, rigidité des servomoteurs, caractéristiques des commandes
Des commandes avec une bonne anticipation, un contrôle des à-coups et des décalages dynamiques permettent à la machine de suivre les trajectoires de montée sans dépassement. La compensation du jeu, le réglage serré du servo et des vis à billes saines empêchent l'arrachement. Si votre commande offre des limites d'engagement ou des options de lissage de l'avance, utilisez-les pour que les forces restent prévisibles sur les parois et les sols minces.
Mesure et vérification
Le palpage en ligne peut mesurer les caractéristiques entre l'ébauche et la finition, ce qui permet de mettre à jour l'usure de l'outil ou les décalages de travail avant une passe critique de finition en aval. Les capteurs de force et de vibration signalent rapidement le broutage, et la compensation thermique maintient les dimensions serrées sur les longues séries. Ces contrôles vous aident à augmenter les vitesses de fraisage en montée sans perdre en précision.
Référence rapide des paramètres
Les chiffres ci-dessous sont des points de départ génériques à tester sur une CNC rigide avec un outil tranchant. Il faut toujours ajuster en fonction de l'outil, du porte-outil et de la machine.
Tableau : Objectifs de départ typiques (fraisage en aval)
| Fonctionnement | Engagement radial (ae) | Engagement axial (ap) | Entrée | Liquide de refroidissement |
| Ebauche HEM, aciers | 10-20% du diamètre de l'outil | 1,5-3× le diamètre de l'outil (outil et support perméables) | Hélix ou rampe ; éviter les plongées droites | Inondation ou haute pression ; empêcher les copeaux de pénétrer dans l'appareil |
| HEM ébauche, aluminium | 10-20% du diamètre de l'outil | 2-3× le diamètre de l'outil (en fonction de l'outil) | Hélix ; air ou MQL pour l'évacuation des copeaux | Air/MQL ; éviter la recoupe des copeaux |
| Passe de finition, plupart des métaux | 2-8% du diamètre de l'outil | Pleine hauteur ou selon les besoins | Entrée/sortie ; finition en montée seulement | Selon les besoins du matériau ; cibler les copeaux propres |
Scénarios pratiques pour guider votre choix
- Dans les processus de fraisage horizontal, le choix entre le fraisage conventionnel et le fraisage en avalant affecte l'évacuation des copeaux, la direction de l'avance et les forces exercées sur la table, par exemple lors du fraisage d'une pièce telle qu'une plaque 6061 propre avec une CNC moderne. La passe de finition peut faire une grande différence si l'engagement radial est trop élevé. Programmez un parcours d'ébauche adaptatif avec un léger engagement radial et un engagement axial profond. Finissez avec une passe en montée seule et une légère surépaisseur.
- Vous êtes face à de l'acier laminé à chaud avec des écailles visibles sur un ancien laminoir à genoux : commencez par le conventionnel. Effectuez un léger écrémage pour enlever la peau. Si la finition doit être améliorée et que la machine le permet, poursuivez avec une très légère finition de montée.
- Vous empochez de l'acier inoxydable 304 : utilisez l'escalade avec une charge de copeaux régulière pour éviter l'écrouissage. Maintenez l'outil affûté et évitez les entrées lentes.
- Vous terminez une paroi mince en titane : passez uniquement en montée, à faible distance radiale, à haut régime et avec un bon liquide de refroidissement. Utilisez des contrôles par palpage si la taille est serrée.
Mythes courants et règles utiles
- "Il faut toujours utiliser le fraisage conventionnel pour les aciers. Ce n'est pas vrai sur les CNC modernes. Le fraisage par grimpage est souvent meilleur une fois que la peau a disparu, car les dents montent sur la surface de la pièce dans la direction correcte de l'avance, ce que le fraisage peut améliorer en termes d'état de surface.
- "Le fraisage par grimpage tire toujours sur la table. Seulement si vous avez du jeu. Les machines étroites le gèrent bien.
- "Le rainurage ne pose pas de problème à pleine largeur si la vitesse de rotation est élevée. Pas toujours. Même avec un régime élevé, les rainures sur toute la largeur augmentent les pointes de force. Utilisez plutôt des rainures pilotes ou des trajectoires adaptatives.
- "Si la finition est brillante, la coupe est bonne. Une finition brillante peut signifier un frottement. Vérifiez la forme et l'épaisseur du copeau ; recherchez un copeau clair et régulier.
Flux de dépannage en 60 secondes
- La finition semble rugueuse ? Vérifiez la reprise des copeaux. Améliorer l'évacuation des copeaux et réduire l'engagement radial.
- La durée de vie de l'outil est courte ? Augmentez l'avance par dent pour éviter les frottements, passez à la montée, améliorez le liquide de refroidissement et vérifiez le faux-rond.
- La taille de la pièce n'est pas la bonne ? Laissez la finition en stock, réduisez le pas de passage, mesurez à mi-processus et envisagez une passe de printemps.
- Brouillage dans les angles ? Utilisez le lissage du parcours d'outil, réduisez l'engagement dans les coins et raccourcissez la sortie.
FAQ
Le fraisage en montée, également appelé fraisage en descente, consiste à faire tourner la fraise dans le même sens que l'avance. C'est comme si la fraise "grimpait" le long du matériau. Le copeau est plus épais au début et s'amincit au fur et à mesure qu'il quitte la coupe, ce qui est en quelque sorte l'inverse du fraisage conventionnel. En quoi cela est-il important ? Cette approche permet généralement d'obtenir une finition de surface plus lisse, d'allonger la durée de vie de l'outil et de réduire la charge sur la CNC, ce qui est particulièrement appréciable si vous travaillez avec un réglage serré ou précis. C'est un peu comme si vous laissiez la fraise faire le travail naturellement au lieu de lutter contre elle.
Le fraisage par grimpage, c'est bien beau, mais ce n'est pas tout rose. Sur les machines qui ont un jeu, c'est-à-dire un peu de "mou" dans le mouvement, la machine peut être entraînée dans la coupe, ce qui est délicat et peut s'avérer dangereux. Si vous travaillez sur des surfaces très rugueuses ou dures, le bord de la fraise peut s'ébrécher. De plus, le démarrage d'une coupe nécessite une entrée plus prudente, car vous ne voulez pas que l'outil s'accroche de manière trop agressive. Sur les machines anciennes ou si la coupe est interrompue, le fraisage en avalant peut être difficile à contrôler, voire dangereux. Il s'agit donc d'un outil à utiliser lorsque les conditions sont favorables.
Le fraisage en avalant est parfait pour les machines CNC modernes. Il est souvent utilisé pour les passes de finition, mais vous pouvez également l'utiliser pour de nombreuses coupes d'ébauche, à condition que votre matériau soit propre et cohérent. Il fonctionne bien sur des matériaux tels que l'aluminium, l'acier, le titane et les plastiques. Un avantage intéressant est que pour les parois ou les planchers minces, la force de coupe pousse vers le bas dans la table, ce qui aide à stabiliser la pièce et à réduire les vibrations. En résumé, si votre machine est à jour et que vos pièces sont belles et lisses, le fraisage en avalanche est votre ami.
Il n'y a en fait aucune différence. Le "fraisage vers le bas" n'est qu'un autre terme pour le fraisage en montée. Les gens utilisent ces termes de manière interchangeable, alors ne vous méprenez pas si vous voyez les deux dans les manuels ou dans les discussions d'atelier.
Si vous utilisez une CNC moderne avec un faible jeu, le fraisage en avalant l'emporte généralement. Il permet d'obtenir un meilleur état de surface, prolonge la durée de vie de l'outil et est plus efficace. Le fraisage conventionnel (également appelé fraisage ascendant) est préférable lorsque vous avez affaire à des couches extérieures dures, à un matériau très rugueux ou à des machines plus anciennes où le jeu peut poser problème. Tout dépend donc de votre machine et du matériau, mais sur une installation propre et moderne, le fraisage en avalant est généralement la meilleure solution.
Le fraisage conventionnel a ses propres avantages. Il est plus sûr lorsque vous découpez des surfaces rugueuses ou écaillées, et il est généralement meilleur pour la peau de fonte au tout début de la découpe. Sur les machines plus anciennes, il est plus tolérant parce qu'il ne tire pas la table dans la fraise comme peut le faire le fraisage en avalant. Même s'il n'est pas aussi spectaculaire que le fraisage en avalant, il est fiable, en particulier dans des conditions difficiles.
Le fraisage vers le haut (fraisage conventionnel) commence par frotter la surface, ce qui produit plus de chaleur et conduit souvent à une finition plus grossière. Il peut réduire la durée de vie de l'outil car le copeau est aminci au début et épaissi à la sortie, ce qui signifie que la fraise peut recouper la matière qu'elle vient de couper. Si cette méthode est plus sûre dans certaines situations, elle est moins efficace et plus douce pour la finition de la surface.
Voici la règle essentielle : essayez toujours de garder un vrai copeau sur le bord de la fraise. L'épaisseur du copeau doit être constante et saine du début à la fin de la coupe. Sur les machines modernes, cela signifie généralement qu'il faut privilégier le fraisage en avalant, éviter les frottements et utiliser des parcours d'outils qui maintiennent un engagement régulier. Si vous suivez ce principe, vos coupes seront plus nettes, vos outils dureront plus longtemps et votre CNC ne luttera pas contre le matériau.
Références
https://www.osha.gov/metalworking-fluids/exposure-evaluation



