Maßgeschneiderte CNC-Bearbeitung von Kupfer kommt zum Einsatz, wenn ein Kupferbauteil geometrische Präzision mit elektrischen oder thermischen Eigenschaften vereinen muss. Zu den typischen Bauteilen zählen Sammelschienen, Anschlüsse, Leiterblöcke, elektrische Steckverbinder, Wärmeübertragungsbauteile sowie Prototypen für die Elektronik, die Luft- und Raumfahrt, die Medizintechnik und Industrieanlagen. Laut ASTM B152/B152M, gewalzte Kupferbleche, -bänder, -platten und -stangen werden häufig für industrielle Anwendungen mit hohen Leitfähigkeitsanforderungen spezifiziert.
Es geht nicht nur darum, ob eine CNC-Maschine Kupfer zerspanen kann. Die wichtigere Frage ist, ob die Konstruktion, die Kupfersorte, die Toleranz, die Oberflächenbeschaffenheit und der Prüfplan auf das Verhalten des Materials abgestimmt sind. Kupfer ist weich, duktil, leitfähig und neigt zu Verschmierungen und Gratbildung. Diese Eigenschaften sind im Einsatz von Vorteil, können jedoch die Bearbeitung weniger stabil machen als bei Aluminium oder leicht zerspanbarem Messing.
Für einen Ingenieur oder technischen Einkäufer sollte der Bewertungsprozess in folgender Reihenfolge ablaufen:
- Stellen Sie sicher, dass die Geometrie ohne übermäßige Grate, Verformungen oder Risiken bei der Werkstückspannung bearbeitet werden kann.
- Wählen Sie die Kupfersorte anhand der Leitfähigkeit, der Bearbeitbarkeit und der Anforderungen an die Endanwendung aus.
- Wählen Sie den Prozessablauf: fräsen, Drehen, Bohren, Schleifen, EDM, oder 5-Achsen-CNC.
- Überprüfen Sie die Anforderungen hinsichtlich Toleranzen, Oberflächenbeschaffenheit, Entgraten und Prüfung.
- Prüfen Sie, ob der Lieferant über echte Erfahrung in der Kupferbearbeitung verfügt und nicht nur über allgemeine CNC-Kompetenzen.
Dieser Leitfaden konzentriert sich auf diese Entscheidungen. Er verzichtet auf die Angabe von nicht belegten Toleranzen, Kosten oder Vorlaufzeiten, da die Ergebnisse bei der Kupferbearbeitung stark von der Sorte, der Geometrie, den Werkzeugen, der Einrichtung und der Prüfmethode abhängen.

Was ist die kundenspezifische CNC-Bearbeitung von Kupfer und warum ist sie wichtig?
Bei der kundenspezifischen CNC-Bearbeitung von Kupfer wird Kupfermaterial mithilfe computergesteuerter Maschinen kontrolliert abgetragen. Ein CAD-Modell oder eine Zeichnung legt die endgültige Form fest. CNC-Programme führen anschließend die Schneidwerkzeuge über das Kupferwerkstück, um Bohrungen, Aussparungen, Schlitze, Flächen, Profile, Gewinde und komplexe Oberflächen herzustellen.
Das ist wichtig, weil viele bearbeitete Kupferteile nicht durch Standardformteile ersetzt werden können. Ein Steckverbinder benötigt möglicherweise eine präzise Kontaktfläche. Eine Sammelschiene benötigt möglicherweise bestimmte Befestigungslöcher und Biegungen oder gefräste Aussparungen. Eine Wärmeleitfläche erfordert möglicherweise eine kontrollierte Ebenheit und Oberflächenbeschaffenheit. Für einen Prototyp werden möglicherweise ein oder mehrere Funktionsteile benötigt, bevor Entscheidungen über den Werkzeugbau oder die Produktion getroffen werden.
Der Hauptvorteil der CNC-Bearbeitung von Kupfer liegt in der reproduzierbaren Formgebung von leitfähigen und wärmeleitenden Bauteilen ohne spezielle Formwerkzeuge oder Gussformen. Das Hauptrisiko besteht darin, dass sich Kupfer nicht immer sauber zerspanen lässt. Bei der Konstruktion müssen gratanfällige Kanten, die Spanabfuhr, das Festfressen der Werkzeuge, die Wärmeübertragung und mögliche Verformungen berücksichtigt werden.
Die Rolle der kundenspezifischen CNC-Bearbeitung von Kupfer bei der Fertigung von Präzisionsteilen
Die kundenspezifische CNC-Bearbeitung von Kupfer eignet sich am besten, wenn das Bauteil Merkmale aufweist, die nach der Rohmaterialaufbereitung eine präzise Geometrie erfordern. Zu diesen Merkmalen zählen beispielsweise gefräste Taschen, Bohrmuster, Gewindebohrungen, Senkbohrungen, eng anliegende Passflächen, Verbindungsschlitze, Kühlkanäle oder flache Kontaktflächen.
Es wird häufig für Prototypen und Kleinserien eingesetzt, da die Einrichtung auf digitalen Dateien und Standard-Halbzeugen basieren kann, was Herstellern heute ermöglicht, funktionsfähige Kupferteile mit kürzeren Entwicklungszyklen zu liefern. Es wird auch in der Serienfertigung eingesetzt, wenn die Geometrie für Standard-Kupferprodukte zu spezifisch ist oder wenn nach dem Schneiden, Umformen oder Strangpressen eine Nachbearbeitung erforderlich ist.
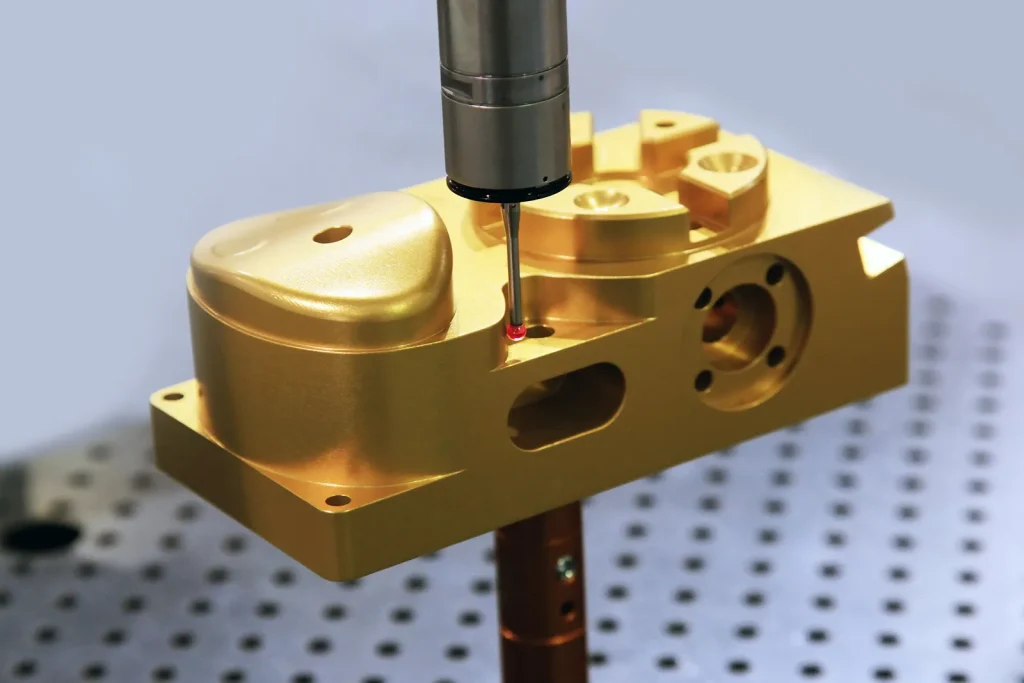
Dieses Verfahren ist besonders dann von Bedeutung, wenn das Bauteil die elektrischen oder thermischen Eigenschaften von Kupfer beibehalten muss. So kann beispielsweise ein leitfähiger Block sowohl einen Strompfad als auch präzise positionierte Befestigungsbohrungen erfordern. Ein Wärmeübertragungsbauteil benötigt möglicherweise breite Kontaktflächen und saubere Kanten. In diesen Fällen muss der Bearbeitungsplan sowohl die Maße als auch die funktionalen Oberflächen schützen.
CNC-Fräsen, Drehen, Bohren, Schleifen und 5-Achs-Bearbeitung von Kupferteilen
Das CNC-Fräsen wird häufig für Kupferteile mit ebenen Flächen, Aussparungen, Nuten, Konturen und Bohrungen eingesetzt. Es kommt häufig bei Anschlussplatten, Sammelschienen, Wärmeübertragungsblöcken und Prototypengehäusen zum Einsatz. Beim Fräsen kann Material von mehreren Seiten abgetragen werden, doch jede Umrüstung birgt ein Risiko hinsichtlich der Werkstückspannung und der Ausrichtung.
Das CNC-Drehen wird vorzugsweise für runde Kupferteile wie Stifte, Buchsen, Hülsen, Klemmen und zylindrische Kontakte eingesetzt. Wenn die Hauptgeometrie rotationssymmetrisch ist, ist das Drehen in der Regel direkter als das Fräsen, da sich das Werkstück dreht, während das Werkzeug den Außendurchmesser, den Innendurchmesser, Nuten und Stirnflächen bearbeitet.
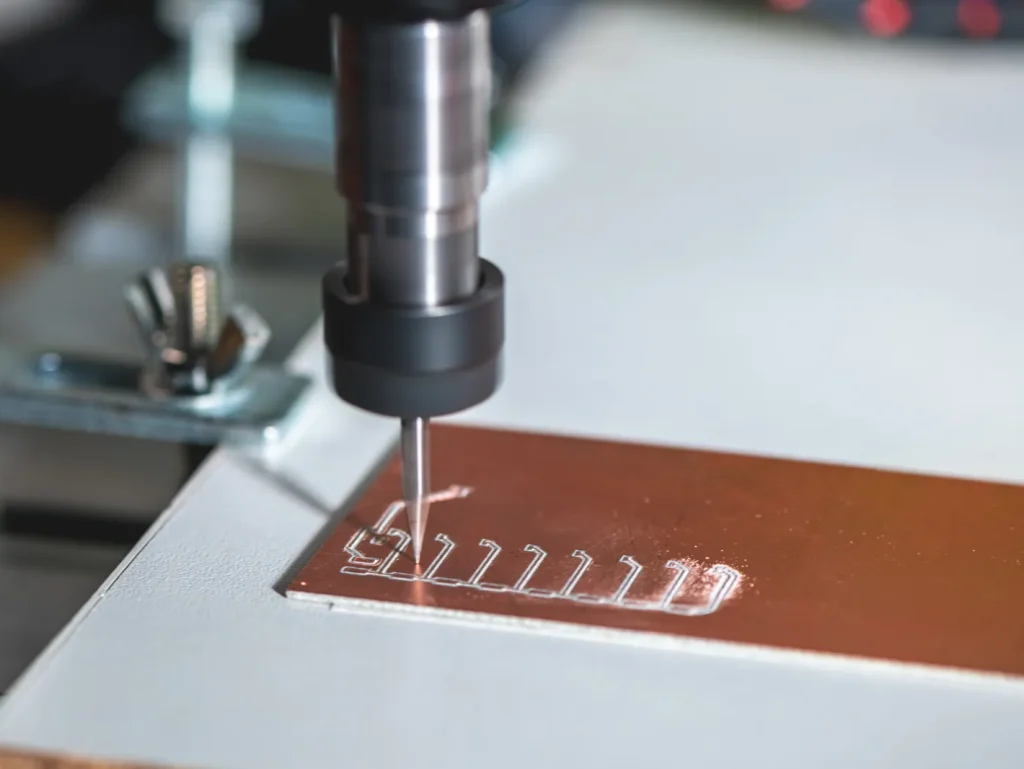
Das Bohren wird für Durchgangslöcher, Gewindebohrungen, Durchkontaktierungen und Befestigungsvorrichtungen eingesetzt. Die Duktilität von Kupfer kann zu langen Spänen oder Graten an den Bohrungsausgängen führen, weshalb die Bohrergeometrie, das Kühlmittel und die Zickzack-Bohrstrategie besonders beachtet werden müssen.
Das Schleifen kann zu glatteren Oberflächen und einer präziseren Kontrolle nach der Bearbeitung beitragen, insbesondere wenn die Neigung von Kupfer zum Verschmieren eine saubere Endbearbeitung der gefrästen Oberflächen erschwert. Um Verstopfungen, Hitzespuren oder Verformungen zu vermeiden, werden häufig feine Schleifmittel und ein kontrollierter Anpressdruck eingesetzt.
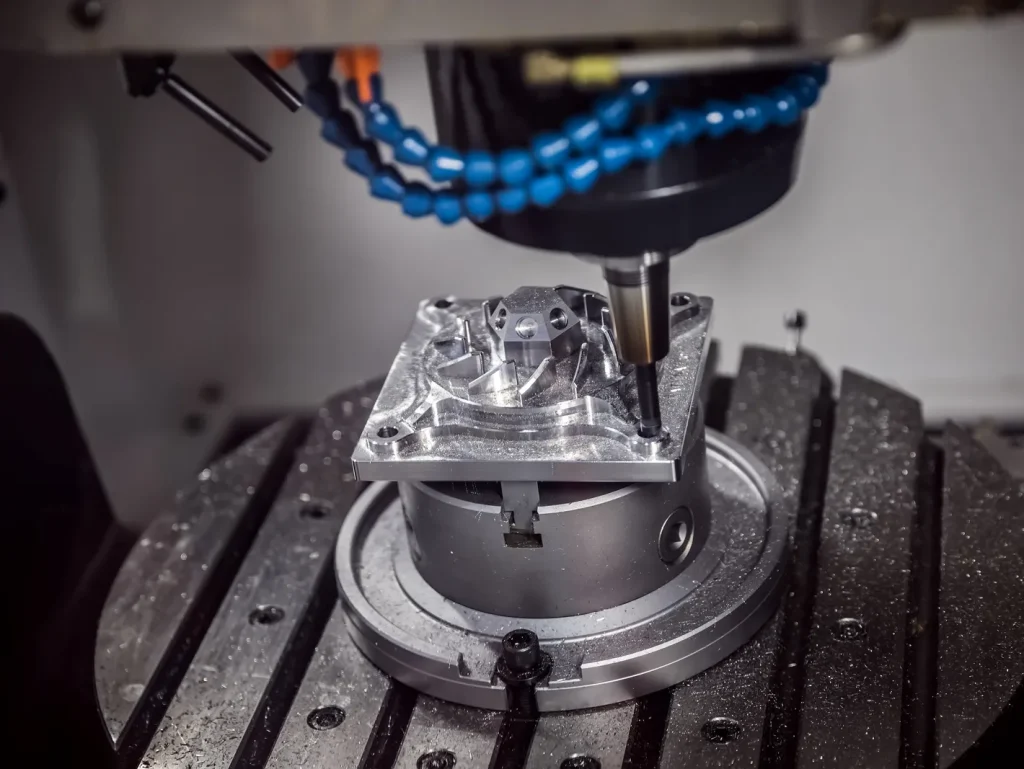
Die 5-Achsen-CNC-Bearbeitung ermöglicht die Bearbeitung komplexer Kupfergeometrien, da das Werkzeug das Werkstück aus verschiedenen Winkeln anfahren kann. Dadurch lässt sich die Anzahl der Rüstvorgänge für Teile mit schrägen Strukturen, Hinterschneidungen, zusammengesetzten Oberflächen oder Strukturen auf mehreren Seiten reduzieren. Diese Verfahren ist zwar nicht automatisch für jedes Kupferteil die beste Wahl, kann jedoch bei komplexen Geometrien Rüstfehler und das Ausschussrisiko verringern.
CNC vs. EDM, Laserschneiden und manuelle Bearbeitung von Kupferbauteilen – Tabelle
| Methode | Wo es passt | Festigkeiten von Kupferteilen | Wesentliche Einschränkungen oder Risiken |
|---|---|---|---|
| CNC-Fräsen / Drehen | Allgemeine kundenspezifische Kupferteile, Blöcke, Steckverbinder, Stifte, Klemmen | Flexible Geometrie, reproduzierbare Merkmale, geeignet für Prototypen und Kleinserien | Grate, Festfressen des Werkzeugs, Spanabfuhr, Verformung an dünnen Abschnitten |
| CNC-Bohrungen | Bohrbilder, Befestigungslöcher, Gewindebohrungen | Präzise Lochplatzierung bei kontrollierter Einrichtung | Auslaufgrate, Späneansammlungen, Werkzeugverschleiß, Probleme mit der Oberflächenbeschaffenheit der Bohrungswände |
| CNC-Schleifen | Ebenheit, glatte Oberflächen, Endbearbeitung | Kann die Oberflächengüte verbessern und die Kontrolle nach dem Schneiden gewährleisten | Erfordert eine sorgfältige Wahl des Anpressdrucks und des Schleifmittels, um Verschmieren oder Wärmeeinflüsse zu vermeiden |
| 5-Achsen-CNC | Komplexe Teile mit abgewinkelten oder mehrseitigen Merkmalen | Weniger Rüstvorgänge, besserer Zugang zu komplexen Geometrien | Höhere Komplexität bei der Programmierung und Einrichtung; bei einfachen Teilen nicht erforderlich |
| EDM | Komplexe Merkmale oder schwer zu bearbeitende Details | Kann komplexe Formen ohne Schnittkraft erzeugen | Langsamer und in der Regel kostspieliger; es wird leitfähiges Material benötigt |
| Laserschneiden | Flachprofile aus Blech oder Platte | Geeignet für 2D-Konturen und schnelles Schneiden | Die Kantenqualität, Wärmeeinflüsse und Dickenvorgaben müssen überprüft werden |
| Manuelle Bearbeitung | Einfache einmalige Anpassungen | Geeignet für Arbeiten mit geringem Aufwand oder für Einbauarbeiten | Geringere Wiederholbarkeit und stärker vom Bediener abhängige Ergebnisse |
Zu zitierende Quellen: Werkstoffdatenblätter, Branchenleitfäden zur spanenden Bearbeitung, Normungsgremien
Entscheidungen zur CNC-Bearbeitung von Kupfer sollten auf rückverfolgbare Material- und Qualitätsangaben gestützt werden. Materialdatenblätter helfen dabei, die Güteklasse, den Reinheitsgrad, den Härtezustand und das zu erwartende Verhalten zu bestätigen. Normungsgremien legen Materialspezifikationen, Qualitätssysteme und Prüfvorschriften fest.
Zu den für die Prüfung durch den Käufer relevanten Referenzdokumenten zählen unter anderem Spezifikationen für Kupferwerkstoffe, Normen für Maßzeichnungen, Qualitätsmanagementnormen, Normen für Prüfsysteme sowie Normen für die Laborakkreditierung. Diese ersetzen zwar nicht die technische Prüfung, tragen jedoch dazu bei, Unklarheiten zwischen Käufer und Lieferant zu verringern.
Machbarkeit: Lässt sich das Kupferteil zuverlässig bearbeiten?
Die Machbarkeit einer kundenspezifischen CNC-Bearbeitung von Kupfer hängt vom Zusammenspiel zwischen Konstruktion, Werkstoffsorte, Ausgangsform, Einrichtung und Prüfvorgaben ab. Ein einfacher Kupferblock mit Bohrungen lässt sich in der Regel leichter bearbeiten als ein dünnwandiges Kupferbauteil mit tiefen Nuten, scharfen Innenecken und gratempfindlichen Kanten.
Kupfer wird oft als schwer zerspanbar beschrieben, da es weich und duktil ist. Es kann verschmieren, anstatt in saubere Späne zu zerfallen. An den Kanten können sich Grate bilden. Es kann an den Werkzeugen haften bleiben, wenn die Wärmeentwicklung und die Spanabfuhr nicht kontrolliert werden. Diese Probleme machen Kupfer zwar nicht unbearbeitbar, beeinflussen jedoch die Konstruktionsentscheidungen und die Prozessplanung.
Konstruktionsaspekte bei der Bearbeitung von hochleitfähigen Kupferbauteilen
Bei der Konstruktion von hochleitfähigen Kupferbauteilen steht zunächst die Funktion des Bauteils im Vordergrund. Wenn das Bauteil Strom führt, spielen die Kontaktfläche, die Lage der Bohrungen und die Passflächen eine wichtige Rolle. Wenn das Bauteil Wärme überträgt, können Ebenheit, Oberflächengüte und Anpressdruck wichtiger sein als das Aussehen.
Kupfersorten mit hoher Leitfähigkeit lassen sich oft schlechter bearbeiten als zerspanungsfreundliche Kupferlegierungen. Daher sollten bei der Konstruktion Merkmale vermieden werden, die Reibung, Spanstau oder Kantenrisse begünstigen. Tiefe, schmale Nuten, scharfe Innenecken, dünne Stege und sehr kleine Bohrungen können das Risiko erhöhen.
Wandstärken, Innenecken, Bohrungen, Schlitze und Kantenbedingungen sollten als relative Risikofaktoren betrachtet werden und nicht nur als Details der Zeichnung. Ununterstützte dünne Wände, tiefe, schmale Schlitze und kleine, tiefe Bohrungen bergen ein höheres Risiko, da Verformungen, Einschränkungen beim Spanabtransport und der Zustand der Kanten nach dem Entgraten das Ergebnis beeinflussen können. Die Machbarkeit hängt von der Wandabstützung, der Tiefe des Merkmals im Verhältnis zur Breite oder zum Durchmesser, dem Zugang für den Fräser sowie davon ab, ob kritische Kanten nach dem Entgraten noch messbar sind.
Einschränkungen bei der Bearbeitung von reinem Kupfer für Teile mit engen Toleranzen
Die Einschränkungen bei der Bearbeitung von reinem Kupfer für Teile mit engen Toleranzen ergeben sich aus denselben Eigenschaften, die Kupfer so nützlich machen. Reines oder hochreines Kupfer leitet Wärme gut und lässt sich im Vergleich zu härteren Metallen leicht verformen. Beim Zerspanen kann das Material verschmieren, vom Werkzeug weggedrückt werden oder Grate bilden, die die gemessenen Maße beeinträchtigen.
Die Bearbeitung von reinem Kupfer mit engen Toleranzen erfordert unter Umständen präzisere Werkzeuge, schärfere Schneidkanten, eine stabile Aufspannung sowie zusätzliche Nachbearbeitungsschritte. Auch bei der Prüfung ist besondere Sorgfalt geboten, da Grate oder hochstehende Kanten zu falschen Messwerten führen können.
Reines Kupfer lässt sich zwar bearbeiten, sollte jedoch nicht wie eine leicht zerspanbare Legierung behandelt werden. Wenn die Zeichnung eine strenge Maßkontrolle für mehrere Merkmale vorschreibt, sollte der Käufer mit einer DFM-Prüfung rechnen, deren Schwerpunkt auf Bezugspunkten, der Einrichtungsreihenfolge, der Entgratung und dem Zugang für die Prüfung liegt.
Herausforderungen bei der Einhaltung von Toleranzen bei dünnwandigen Kupferbauteilen
Die Herausforderungen bei der Einhaltung von Toleranzen bei dünnwandigen Kupferbauteilen hängen hauptsächlich mit der Steifigkeit und der Einspannung zusammen. Dünne Kupferwände können sich unter dem Druck des Werkzeugs verformen. Außerdem können sie sich während der Einspannung verschieben oder nach dem Materialabtrag zurückspringen.
Hitze kann ein weiteres Problem darstellen. Kupfer leitet Wärme zwar gut, doch lokale Reibung, Scheuern oder eine schlechte Spanabfuhr können dennoch zu Anhaftungen, Aufbauschneiden, Oberflächenverschmierungen, Kantenumklappungen oder Werkstückverschiebungen führen. Bei dünnen Wänden können diese Effekte während der Zerspanung zu Maßabweichungen führen und auch die nach dem Entgraten gemessenen Werte verändern.
Dünne Kupferstrukturen erfordern eine sorgfältige Werkstückspannung, einen ausgewogenen Materialabtrag und manchmal eine stufenweise Bearbeitung. Werden beide Seiten einer Wand bearbeitet, ist die Reihenfolge entscheidend. Muss die Wand flach bleiben, sollten in der Zeichnung die Bezugsebenen und kritischen Flächen klar definiert sein.
Checkliste: CAD, Wandstärke, Innenecken, Bohrungen, Schlitze und gratenanfällige Merkmale
Im Rahmen einer Machbarkeitsprüfung sollten das CAD-Modell und die Zeichnung gemeinsam geprüft werden. Die CAD-Datei gibt die Form wieder, während in der Zeichnung Toleranzen, Oberflächenbeschaffenheit, Materialgüte und Prüfvorgaben festgelegt sein sollten.
Bitte überprüfen Sie folgende Punkte vor der Angebotserstellung oder der Produktion:
- Zustand des CAD-Modells: Überprüfen Sie, ob das Modell vollständig und geschlossen ist und mit der Zeichnungsrevision übereinstimmt.
- Werkstoffsorte: Geben Sie C101, C110, Tellurkupfer oder eine andere Kupferlegierung an. Lassen Sie die Werkstoffsorte nicht offen, wenn die Leitfähigkeit eine Rolle spielt.
- Wandstärke: Identifizieren Sie dünne Wände, Rippen und Stege, die sich verformen könnten.
- Innenecken: Vermeiden Sie scharfe Innenecken, in die ein rotierender Fräser nicht passt. Fügen Sie nach Möglichkeit Rundungen hinzu.
- Bohrungen: Überprüfen Sie die Tiefe, den Durchmesser, den Zustand der Austrittsstelle, die Gewindeschneidung und den Zugang zu Graten.
- Nuten: Prüfen Sie tiefe oder schmale Nuten auf Spanabfuhr und Werkzeugreichweite.
- Grateanfällige Stellen: Markieren Sie Kanten, an denen Grate die Montage, den elektrischen Kontakt oder die Sicherheit beeinträchtigen könnten.
- Zugang zur Prüfung: Stellen Sie sicher, dass kritische Merkmale nach dem Entgraten und der Endbearbeitung gemessen werden können.
Auswahl der Kupfergüte für kundenspezifische CNC-Teile
Die Auswahl der Kupfergüte bestimmt das Gleichgewicht zwischen Leitfähigkeit, Bearbeitbarkeit, Oberflächenqualität und Kostenrisiko. Eine Güte, die elektrisch gute Eigenschaften aufweist, lässt sich möglicherweise schwerer bearbeiten. Eine Güte, die sich sauber bearbeiten lässt, bietet möglicherweise nicht die gleiche Leitfähigkeit wie hochreines Kupfer.
Bei der kundenspezifischen CNC-Bearbeitung von Kupfer sollte die Werkstoffsorte vor der Prozessplanung ausgewählt werden. Ein späterer Wechsel der Werkstoffsorte kann sich auf die Werkzeugauswahl, das Gratverhalten, die Oberflächengüte und die Leistungsfähigkeit des Bauteils auswirken.
Vergleich zwischen den Kupfersorten C101 und C110 für die CNC-Bearbeitung — Tabelle
| Faktor | C101-Kupfer | C110-Kupfer |
|---|---|---|
| Allgemeine Beschreibung | Hochreines, sauerstofffreies Kupfer | Elektrolytisch hergestelltes Kupfer mit hoher Zähigkeit |
| Typischer Grund für die Verwendung | Hohe elektrische und thermische Leistungsfähigkeit in Anwendungen, bei denen es auf Reinheit ankommt | Elektrische Bauteile, Sammelschienen, Klemmen, leitfähige Komponenten |
| Bearbeitungsverhalten | Das kann schwierig sein, da hochreines Kupfer weich und duktil ist | Ebenfalls weich und anfällig für Grate, wird jedoch häufig für bearbeitete elektrische Bauteile verwendet |
| Schwerpunkt: Leitfähigkeit | Eine gute Wahl, wenn Reinheit eine zentrale Anforderung ist | Eine gute Wahl für viele leitfähige Bauteile |
| Entscheidungspunkt des Käufers | Verwenden Sie dieses Produkt, wenn für die jeweilige Anwendung besonders hochreines Kupfer erforderlich ist. | Einsatz, wenn die Anwendung eine hohe Leitfähigkeit bei breiter Verfügbarkeit erfordert |
Dieser Vergleich zwischen den Kupferqualitäten C101 und C110 für die CNC-Bearbeitung sollte nicht auf eine einzige “beste” Wahl reduziert werden. C101 kann vorzuziehen sein, wenn die Reinheit für die jeweilige Anwendung von zentraler Bedeutung ist. C110 wird häufig für elektrische Bauteile wie Sammelschienen und Klemmen verwendet, bei denen eine hohe Leitfähigkeit und gute Verfügbarkeit wichtig sind.
Wann ist Tellur-Kupfer für die Zerspanung besser geeignet als C110?
Tellur-Kupfer kommt häufig zum Einsatz, wenn die Zerspanbarkeit wichtiger ist als maximale Leitfähigkeit. Das zugesetzte Tellur verbessert im Vergleich zu reinen Kupfersorten den Spanabtransport und das Zerspanungsverhalten.
Die Frage, wann Tellur-Kupfer bei der Bearbeitung besser geeignet ist als C110, hängt vom jeweiligen Bauteil ab. Es eignet sich möglicherweise besser für kleine, filigrane oder in großen Stückzahlen gefertigte Bauteile, bei denen die Gratbildung, die Standzeit der Werkzeuge und die Zyklusstabilität eine wichtige Rolle spielen. Es ist möglicherweise nicht die beste Wahl, wenn das Bauteil höchste Anforderungen an die Leitfähigkeit erfüllen muss.
Hier handelt es sich um einen klassischen Kompromiss zwischen Leitfähigkeit und Zerspanbarkeit bei Kupferlegierungen. Der Käufer sollte prüfen, ob die elektrischen oder thermischen Anforderungen den Einsatz einer Kupferlegierung mit verbesserter Zerspanbarkeit zulassen.
Die beste Kupferqualität für die Bearbeitung von Sammelschienen und für die Leitfähigkeit
Die beste Kupfersorte für die Bearbeitung von Sammelschienen und hinsichtlich der Leitfähigkeit ist häufig ein hochleitfähiges Kupfer wie C110, sofern die Konstruktion oder die Spezifikation keine andere Sorte vorschreibt. Sammelschienen erfordern in der Regel einen effizienten Stromfluss, stabile Bohrungspositionen, saubere Kontaktflächen und kontrollierte Kanten.
Bei der Bearbeitung von Sammelschienen bestehen die Hauptrisiken in Graten um Bohrungen herum, Kantenverformungen und der Oberflächenbeschaffenheit an den Kontaktstellen. Wenn die Sammelschiene komplexe Aussparungen, Schlitze oder Befestigungselemente aufweist, gewinnt die Bearbeitbarkeit an Bedeutung. Ist die Leitfähigkeit die wichtigste Anforderung, sollte der Einsatz alternativer Werkstoffsorten sorgfältig geprüft werden.
Wie sich die Reinheit von Kupfer auf die Bearbeitbarkeit und die Leistungsfähigkeit der Bauteile auswirkt
Die Frage, wie sich die Reinheit von Kupfer auf die Zerspanbarkeit und die Leistungsfähigkeit der Bauteile auswirkt, ist für die Auswahl der Sorte von zentraler Bedeutung. Kupfer mit höherer Reinheit weist in der Regel bessere elektrische und thermische Eigenschaften auf, kann jedoch bei der Bearbeitung weicher und duktiler sein. Dies kann zu verstärktem Verschmieren, Gratbildung und einem erhöhten Risiko des Werkzeughaftens führen.
Kupfersorten mit geringerer Reinheit oder legierte Kupfersorten lassen sich möglicherweise sauberer bearbeiten, da die Späne leichter brechen. Der Nachteil dabei ist, dass die Leitfähigkeit geringer sein kann als bei reinen Kupfersorten. Aus diesem Grund sollte die Materialauswahl in erster Linie von der Funktion des Bauteils abhängen und nicht nur von der Bearbeitungsmethode.
So funktioniert die kundenspezifische CNC-Bearbeitung von Kupfer
Die kundenspezifische CNC-Bearbeitung von Kupfer beginnt mit einer Konstruktionsprüfung und endet mit einer Endkontrolle. Der Zerspanungsprozess mag von außen betrachtet einfach erscheinen, doch Kupferteile erfordern oft eine sorgfältige Planung, da das Material zum Verschmieren, Festfressen und Verformen neigt.
Der Fertigungsweg wird anhand der Form ausgewählt. Ein gedrehtes Anschlussstück, eine gefräste Sammelschiene, eine gebohrte Leiterplatte und eine gefräste Wärmeleitfläche bestehen zwar alle aus Kupfer, erfordern jedoch unterschiedliche Einrichtungslogik.
Wann das CNC-Drehen gegenüber dem Fräsen bei Kupferteilen vorzuziehen ist
Wenn bei Kupferteilen das CNC-Drehen dem Fräsen vorgezogen wird, ist das Teil in der Regel rund oder überwiegend rund. Beispiele hierfür sind Stifte, Hülsen, Gewindeklemmen, zylindrische Kontakte und Buchsen. Beim Drehen bleibt die Geometrie um die Spindel zentriert, was bei Durchmessern, Nuten, Bohrungen und Stirnflächen effizient sein kann.
Das Fräsen kann auch nach dem Drehen noch erfolgen, wenn das Werkstück Abflachungen, Querbohrungen oder Nuten benötigt. In vielen Fällen ist nicht das Fräsen oder Drehen allein das beste Verfahren, sondern eine Abfolge von Bearbeitungsschritten, die die Anzahl der Umrüstungen reduziert und den kritischsten Bezugspunkt stabil hält.
Wie die 5-Achsen-CNC-Bearbeitung komplexe Kupfergeometrien ermöglicht
Die 5-Achsen-CNC-Bearbeitung ermöglicht die Fertigung komplexer Kupfergeometrien, da sich der Fräser dem Werkstück aus verschiedenen Winkeln nähern kann, ohne dass eine wiederholte manuelle Neupositionierung erforderlich ist. Dies kann von Vorteil sein, wenn ein Kupferbauteil schräge Bohrungen, komplexe Oberflächen, Merkmale auf mehreren Flächen oder schwer zugängliche Stellen aufweist.
Die entscheidende Frage ist, ob die Geometrie den zusätzlichen Aufwand für Programmierung und Einrichtung rechtfertigt. Bei einer einfachen, flachen Sammelschiene bietet die 5-Achs-Bearbeitung möglicherweise nur einen geringen Mehrwert. Bei einem kompakten Wärmeübertragungsbauteil aus Kupfer mit abgewinkelten Kanälen und mehrseitigen Merkmalen kann sie jedoch die Anzahl der Rüstvorgänge verringern und das Risiko von Ausrichtungsfehlern reduzieren.
Grundlagen zu Werkzeugwegen, Kühlmittel, Spanabfuhr und Werkstückspannung
Die Bearbeitung von Kupfer hängt in hohem Maße von scharfen Werkzeugen, einem kontrollierten Eingriff und der Spanabfuhr ab. Bleiben Späne in der Schnittfuge zurück, können sie an den Oberflächen reiben, sich festschweißen oder sich in den Strukturen festsetzen. Dies führt zu einer erhöhten Wärmeentwicklung und kann die Oberflächenqualität beeinträchtigen.
Die Fräsbahnen sollten übermäßiges Reiben vermeiden und einen gleichmäßigen Spanabfluss gewährleisten. Kühl- oder Schmiermittel tragen dazu bei, die Reibung zu verringern und die Späne aus dem Schneidbereich abzuleiten. Die Werkstückspannung muss das Werkstück stützen, ohne weiche Kupferoberflächen zu zerdrücken oder zu verformen.
Um ein Festkleben des Werkzeugs bei der CNC-Bearbeitung von Kupfer zu verhindern, gelten dieselben Grundsätze: scharfe Schneidkanten, geeignete Vorschübe und Drehzahlen, stabiles Kühlmittel, ausreichender Spanabtransport sowie die Vermeidung von Verweilzeiten, bei denen das Schneidwerkzeug reibt, anstatt zu schneiden.
Prozessablauf: CAD-Prüfung → DFM → Einrichtung → Bearbeitung → Entgraten → Prüfung
Ein typischer Arbeitsablauf bei der kundenspezifischen CNC-Bearbeitung von Kupfer lässt sich wie folgt darstellen:
CAD-Prüfung → DFM-Prüfung → Materialauswahl → Einrichtungsplanung → Bearbeitung → Entgraten → ggf. Oberflächenbehandlung → Prüfung → Dokumentation
Die DFM-Prüfung ist wichtig, da sie Probleme bereits vor Beginn der Zerspanung aufdeckt. Bei Kupferteilen ist häufig eine geplante Entgratung erforderlich, nicht nur eine Nachbearbeitung. Die Prüfung sollte nach der Entgratung erfolgen, falls die Grate die gemessenen Merkmale beeinträchtigen.
Vorteile, Einschränkungen und technische Kompromisse
Der Hauptvorteil der maßgeschneiderten CNC-Bearbeitung von Kupfer besteht darin, dass präzise, funktionsfähige Kupferteile ohne spezielle Umformwerkzeuge hergestellt werden können. Dieses Verfahren eignet sich flexibel für Prototypen, Kleinserien und technische Bauteile mit spezifischen Merkmalen.
Die größte Einschränkung besteht darin, dass die wünschenswerten Materialeigenschaften von Kupfer die Stabilität bei der Bearbeitung beeinträchtigen können. Weichheit, Duktilität, hohe Leitfähigkeit und Oberflächenreaktivität wirken sich allesamt auf die Prozessplanung aus.
Abwägungen zwischen Leitfähigkeit und Zerspanbarkeit bei Kupferlegierungen
Der Kompromiss zwischen Leitfähigkeit und Zerspanbarkeit bei Kupferlegierungen ist oft die erste Entscheidung bei der Materialauswahl. Hochreine Kupfersorten sorgen für eine gute elektrische und thermische Leistung, lassen sich jedoch schwerer sauber bearbeiten. Leicht zerspanbare Kupferlegierungen lassen sich besser bearbeiten, können jedoch die Leitfähigkeit beeinträchtigen.
Bei elektrischen Steckverbindern und Sammelschienen hat die Leitfähigkeit oft Vorrang. Bei kleinen, filigranen Bauteilen, bei denen die Spanabfuhr entscheidend ist, kann es sich lohnen, eine besser bearbeitbare Legierung in Betracht zu ziehen. In der Bauteilezeichnung sollten die erforderliche Werkstoffsorte oder die Leistungsanforderungen angegeben sein, damit der Lieferant keine falschen Kompromisse eingeht.
Einfluss der Weichheit von Kupfer auf die Genauigkeit beim CNC-Fräsen
Die Auswirkungen der Weichheit von Kupfer auf die Genauigkeit beim CNC-Fräsen zeigen sich auf verschiedene Weise. Kupfer kann sich vom Fräser wegdrücken, an den Kanten verschmieren und Grate bilden, die die gemessenen Maße verändern. Auch der Spanndruck kann weiche Oberflächen beschädigen oder verformen.
Die Weichheit ist nicht nur ein Problem beim Zerspanen. Sie wirkt sich auch auf die Handhabung, die Aufspannung, das Entgraten und die Prüfung aus. Bei kritischen Merkmalen sollte im Bearbeitungsplan festgelegt werden, wie das Werkstück gehalten wird und wie Grate entfernt werden, ohne die Geometrie des Werkstücks zu verändern.
Wie sich Wärmeentwicklung auf die Präzisionsbearbeitung von Kupfer auswirkt
Der Einfluss der Wärmeentwicklung auf die Präzisionsbearbeitung von Kupfer hängt mit der Reibung und dem Spanabtransport zusammen. Kupfer leitet Wärme zwar gut, doch schlechte Zerspanungsbedingungen können dennoch zu lokaler Wärmeentwicklung an der Werkzeugschneide führen. Dies kann zu verstärktem Verschmieren, einer höheren Werkzeugbelastung und Oberflächenbeschädigungen führen.
Wärmeentwicklung steht ebenfalls im Zusammenhang mit dem Festkleben des Werkzeugs. Wenn das Werkzeug eher reibt als schneidet, kann sich Kupfer an der Schneide festsetzen. Sobald dies geschieht, verändert sich die Werkzeuggeometrie, und die Genauigkeit kann nachlassen. Kühlmittel, Spanabfuhr und Werkzeugschärfe tragen dazu bei, den Prozess stabil zu halten.
Warum sinkt die elektrische Leitfähigkeit nach der Bearbeitung von Kupfer?
Die mechanische Bearbeitung führt in der Regel nicht an sich zu einer Verringerung der elektrischen Leitfähigkeit von Kupfer. Häufiger tritt das Problem einer verschlechterten Grenzflächenleistung auf, die durch Grate, Oxidschichten, Rückstände, Oberflächenrauheit oder Verunreinigungen bei der Handhabung verursacht wird und den Kontaktwiderstand erhöht.
Ein maschinell bearbeitetes Kupferteil kann jedoch an einer Schnittstelle elektrisch schlechtere Eigenschaften aufweisen, wenn die Kontaktfläche rau, oxidiert, verunreinigt, falsch beschichtet oder mit Graten bedeckt ist.
Aus diesem Grund muss den elektrischen Kontaktflächen besondere Aufmerksamkeit gewidmet werden. Das Entgraten, die Reinigung, die Wahl der Oberflächenbeschaffenheit und die Prüfung der Kontaktflächen können ebenso entscheidend sein wie die Grundgüte. Ist die Leitfähigkeit von entscheidender Bedeutung, sollten in der Zeichnung die funktionalen Kontaktflächen sowie etwaige Behandlungsgrenzen festgelegt werden.
Häufige Fehlerursachen bei der CNC-Bearbeitung von Kupfer
Fehler bei der CNC-Bearbeitung von Kupfer äußern sich häufig in Form von Graten, einer schlechten Oberflächenqualität, Werkzeugüberlastung, Maßabweichungen oder verformten Bauteilen. Diese Fehler sind in der Regel prozessbedingt, können jedoch durch die Konstruktion begünstigt werden.
Eine gründliche Machbarkeitsprüfung sollte bereits vor Beginn der Bearbeitung aufzeigen, wo es zu Fehlern kommen könnte. Dies ist besonders wichtig bei reinem Kupfer, dünnen Wänden, tiefen Nuten und kleinen Bohrungen.
Ursachen für die Gratbildung beim CNC-Fräsen von reinem Kupfer
Zu den Ursachen für die Gratenbildung beim CNC-Fräsen von reinem Kupfer zählen die Duktilität, die Schärfe des Werkzeugs, die Austrittsrichtung der Schneide, nicht abgestützte Kanten und die Spanabfuhr. Anstatt sauber zu brechen, kann sich weiches Kupfer an der Schnittkante dehnen und falten.
Grate treten häufig an Bohrungsausläufen, Schlitzkanten, dünnen Wänden und unterbrochenen Schnitten auf. Sie sind nicht nur ein optisches Problem. Grate können die Montage beeinträchtigen, elektrische Kontaktprobleme verursachen oder die Messergebnisse bei der Prüfung beeinflussen.
Die Gratkontrolle beginnt bereits bei der Konstruktion. Gut zugängliche Kanten, geeignete Radien und realistische Anforderungen an die Entgratung sind dabei hilfreich. Der Prozess erfordert zudem scharfe Werkzeuge, einen stabilen Schnitt und eine geplante Kantenbearbeitung.
So verhindern Sie das Festkleben des Werkzeugs bei der CNC-Bearbeitung von Kupfer
Ein Ankleben des Werkzeugs tritt auf, wenn sich Kupfer an der Schneide festsetzt. Dies geschieht häufiger, wenn die Werkzeuge stumpf sind, die Kühlmittelqualität unzureichend ist, Späne nicht abtransportiert werden oder das Werkzeug im Schnitt reibt.
Eine effektive Vorbeugung hängt von sauberen Schnitten ab. Scharfe Hartmetallwerkzeuge, eine geeignete Werkzeuggeometrie, Kühlmittel oder Schmierung sowie eine ungehinderte Spanabfuhr tragen dazu bei. Die Werkzeugwege sollten lange Verweilzeiten und Reibdurchgänge vermeiden, bei denen das Werkzeug das Kupfer berührt, ohne einen nützlichen Span abzutragen.
Häufige Probleme bei der Werkzeugauswahl in der Präzisionsbearbeitung von Kupfer
Zu den häufigen Problemen bei der Präzisionsbearbeitung von Kupfer zählen Aufbauschneiden, schnelles Abstumpfen der Schneiden, Spanstau, schlechte Bohrungsoberflächenqualität und uneinheitliche Gratgröße. Diese Probleme können zu Oberflächenfehlern und Maßabweichungen führen.
Die Werkzeugauswahl sollte auf die jeweilige Bearbeitung abgestimmt sein. Fräser, Bohrer, Reibahlen und Schleifscheiben wirken sich jeweils unterschiedlich auf Kupfer aus. Bei Präzisionsarbeiten sollte der Lieferant erläutern können, wie die Werkzeuge speziell für Kupfer ausgewählt werden, anstatt einen allgemeinen Ansatz für die Metallbearbeitung zu verfolgen.
Verformungsrisiko bei kundenspezifischen CNC-Bearbeitungsteilen aus Kupfer
Das Risiko einer Verformung bei maßgefertigten CNC-Teilen aus Kupfer steigt, wenn die Teile dünn, lang, stark mit Aussparungen versehen oder auf kleinen Flächen eingespannt sind. Kupfer kann sich unter dem Druck der Werkstückspannung verbiegen oder Abdrücke aufweisen. Es kann sich zudem verschieben, wenn auf einer Seite eine große Materialmenge abgetragen wird.
Das Risiko lässt sich durch stufenweise Bearbeitung, ausgewogenen Materialabtrag, weiche Spannbacken, eine geeignete Spannvorrichtung und sorgfältiges Entgraten verringern. In der Zeichnung sollte angegeben werden, welche Oberflächen funktionsrelevant sind, damit der Lieferant vermeiden kann, diese zu spannen oder zu markieren.
Oberflächenbeschaffenheit, Behandlungen und Umweltaspekte
Die Oberflächenbeschaffenheit von Kupfer beeinflusst das Erscheinungsbild, das Kontaktverhalten, die Korrosionsbeständigkeit und die Montage. Eine glänzend bearbeitete Oberfläche ist nicht immer die richtige funktionale Oberfläche. Bei elektrischen Bauteilen kommt es auf die Kontaktqualität an. Bei thermischen Bauteilen sind ein ebener Kontakt und Sauberkeit entscheidend.
Kupfer verändert zudem sein Aussehen, wenn es der Luft ausgesetzt ist oder angefasst wird. Der Plan für die Oberflächenbehandlung sollte die Betriebsumgebung, die Lagerbedingungen und die Montageart berücksichtigen.
Faktoren, die die Oberflächengüte von bearbeiteten C110-Kupferteilen beeinflussen
Zu den Faktoren, die die Oberflächengüte von bearbeiteten C110-Kupferteilen beeinflussen, zählen die Schärfe des Werkzeugs, die Vorschubstrategie, das Kühlmittel, die Spanabfuhr, der Werkzeugverschleiß und die Gratbekämpfung. C110 wird häufig für elektrische Bauteile verwendet, kann jedoch während der Zerspanung dennoch verschmieren.
Die Oberflächenbeschaffenheit wird auch davon beeinflusst, wie das Bauteil gehalten und entgratet wird. Eine sauber gefräste Oberfläche kann durch aggressive Kantenbearbeitung oder unsachgemäße Handhabung beschädigt werden. Bei Kontaktflächen sollte der Prüfplan vorsehen, dass die Oberfläche nach dem Entgraten und Reinigen überprüft wird, nicht erst nach der Bearbeitung.
Optionen zur Oberflächenbehandlung von bearbeiteten elektrischen Kupferbauteilen
Zu den Optionen für die Oberflächenbehandlung von bearbeiteten elektrischen Kupferbauteilen können Reinigung, Polieren, Galvanisieren, Oxidationsschutzbeschichtungen oder andere spezifizierte Schutzbehandlungen gehören. Die Wahl der Oberflächenbehandlung sollte unter Berücksichtigung der Erhaltung der Leitfähigkeit, der Lötbarkeit, der Oxidationsbeständigkeit, des Verschleißes an den Kontaktstellen und des zulässigen Kontaktwiderstands erfolgen.
Manche Behandlungen können die Korrosionsbeständigkeit oder die Kontaktbeständigkeit verbessern. Andere können die Leitfähigkeit an der Grenzfläche verringern, wenn sie nicht korrekt spezifiziert werden. Der Käufer sollte festlegen, ob die Oberfläche kosmetischen, elektrischen, thermischen oder schützenden Zwecken dient.
Korrosionsbedenken bei CNC-gefrästen Kupferbauteilen
Zu den Korrosionsrisiken bei CNC-gefrästen Kupferbauteilen zählen Oxidation, Anlaufen und Umgebungsbeeinträchtigungen im Betrieb. Kupfer kann Oberflächenfilme bilden, wenn es Luft, Feuchtigkeit und Verunreinigungen ausgesetzt ist. Bei manchen Anwendungen mag dies akzeptabel sein. In Bereichen mit elektrischen Kontakten kann dies jedoch die Leistung beeinträchtigen.
Auch Lagerung und Verpackung können eine Rolle spielen. Fingerabdrücke, Kühlmittelrückstände und Reinigungschemikalien können den Oberflächenzustand verändern. Wird das Bauteil in einer elektrischen oder medizinischen Umgebung eingesetzt, sollten Reinigung und Dokumentation Teil der Spezifikation sein.
Welche Oberflächenbehandlung eignet sich für elektrische Kupferverbinder?
Die geeignete Oberflächenbehandlung für elektrische Kupferverbinder hängt von der Kontaktkonstruktion und der Einsatzumgebung ab. Blankes Kupfer kann in bestimmten internen oder geschützten Anwendungsbereichen akzeptabel sein, kann jedoch oxidieren. Wo Kontaktstabilität oder Korrosionsbeständigkeit erforderlich sind, können Beschichtungen oder Schutzoberflächen zum Einsatz kommen.
Die Oberflächenbeschaffenheit sollte nicht allein aufgrund ihres Aussehens ausgewählt werden. Sie muss den elektrischen Kontakt, den Verschleiß beim Zusammenstecken, die Anforderungen an das Löten oder die Verbindung sowie die Umwelteinflüsse gewährleisten. In der Zeichnung sollten Kontaktbereiche und nicht berührende Bereiche getrennt ausgewiesen werden, wenn unterschiedliche Anforderungen an die Oberflächenbeschaffenheit bestehen.
Kosten-, Toleranz- und Vorlaufzeit-Faktoren
Kosten, Toleranzen und Durchlaufzeiten bei der kundenspezifischen CNC-Bearbeitung von Kupfer hängen von der Komplexität der Konstruktion und der Prozesssteuerung ab. Das Kupfermaterial ist möglicherweise nicht der wichtigste Kostenfaktor, wenn das Bauteil komplexe Einrichtungsvorgänge, aufwendiges Entgraten, eine feine Oberflächenbearbeitung oder eine detaillierte Prüfung erfordert.
Da es keine einheitlichen Preis- oder Lieferfristen für alle Kupferqualitäten und Bauteiltypen gibt, sollten Einkäufer eher Kostenfaktoren als feste Schätzwerte heranziehen. Dies ermöglicht einen klareren Vergleich der Angebote.
Kostentreiber bei kundenspezifischen CNC-Bearbeitungsprojekten für Kupfer
Die Kostentreiber, die in der Regel am wichtigsten sind, sind die Anzahl der Rüstvorgänge, der Aufwand für die Entgratung, die Verfügbarkeit der Materialgüte, der Prüfungsaufwand sowie eventuell erforderliche Oberflächenbehandlungen oder Beschichtungen. Die Kosten für Prototypen werden oft durch Programmierung, Vorrichtungsbau und manuelle Kantenbearbeitung bestimmt, während die Kosten für die Serienfertigung stärker von der Prozessstabilität, der Taktzeit und der Konsistenz der Entgratung abhängen. Konstruktionen mit vielen kleinen Details, schwer zugänglichen Stellen oder kontaktkritischen Oberflächen sind in der Regel teurer als einfache Außengeometrien aus demselben Material.
Das Grat- und Verschmierungsverhalten von Kupfer kann nach der Bearbeitung zusätzlichen Arbeitsaufwand verursachen. Dünne Wände und enge Passungen können die Rüstzeit verlängern. Komplexe Teile erfordern möglicherweise eine 5-Achs-Bearbeitung oder mehrere Arbeitsschritte. Wenn für das Teil eine Materialzertifizierung oder detaillierte Prüfberichte erforderlich sind, verursacht auch die Dokumentation zusätzlichen Aufwand.
Geometrie, Anzahl der Aufspannungen, Losgröße, Werkzeuge und Prüfanforderungen – Tabelle
| Kosten- oder Vorlaufzeitfaktor | Warum das wichtig ist | Auswirkungen der Entscheidung |
|---|---|---|
| Komplexität der Geometrie | Tiefe Taschen, dünne Wände, kleine Bohrungen und enge Schlitze erhöhen das Bearbeitungsrisiko | Möglicherweise sind Spezialwerkzeuge, langsamere Schnittgeschwindigkeiten oder Konstruktionsänderungen erforderlich |
| Anzahl der Einstellungen | Jede Neupositionierung bringt zusätzliche Ausrichtungs- und Spannarbeiten mit sich | Weniger Aufbauten können das Risiko verringern, erfordern jedoch möglicherweise modernere Ausrüstung. |
| Größe der Charge | Der Rüstaufwand verteilt sich auf die Anzahl der Teile | Kleine Chargen reagieren empfindlicher auf Rüst- und Programmierzeiten |
| Werkzeugbau | Für die Bearbeitung von Kupfer sind möglicherweise scharfe Werkzeuge und eine bestimmte Geometrie erforderlich. | Die Werkzeugauswahl beeinflusst die Oberflächenqualität, die Gratbildung und das Festkleben des Werkzeugs |
| Entgraten | An Kanten und Löchern bildet sich bei Kupfer häufig Grat. | Der Zugang zum Entgraten sollte bereits in der Konstruktion vorgesehen werden |
| Inspektion | Kritische Merkmale erfordern stabile Bezugspunkte und messbare Oberflächen | Eine eingehende Prüfung kann sich auf den Ablauf des Prozesses und die Lieferzeit auswirken |
| Oberflächenbehandlung oder Veredelung | Reinigung, Beschichtung oder Schutzmaßnahmen erfordern zusätzliche Prozessschritte | Die Wahl der Oberflächenausführung muss der elektrischen oder thermischen Funktion entsprechen |
Wie sich Toleranzanforderungen auf die Machbarkeit und die Bearbeitungsstrategie auswirken
Toleranzanforderungen beeinflussen die Machbarkeit, indem sie festlegen, in welchem Umfang Prozessschwankungen zulässig sind. Bei der Kupferbearbeitung können solche Schwankungen durch Werkzeugverschleiß, Grate, Verformungen durch die Spannvorrichtung, Wärmeeinwirkung und die Prüfmethode verursacht werden.
Die Machbarkeit der Toleranz sollte anhand des Merkmalstyps, der Bezugspunktstrategie und der Messbedingungen beurteilt werden und nicht anhand einer einzigen allgemeinen Zahl. Dünne Wände, Bohrungspositionen in Kantennähe, Kontaktebenheit, Gewindeelemente und Maße, die über mehrere Aufspannungen hinweg erstellt werden, stellen bei Kupfer in der Regel ein höheres Risiko dar. Die Akzeptanzkriterien sollten für den Zustand nach dem Entgraten und Reinigen definiert werden, damit das Entfernen von Graten oder Oberflächenrückstände die Prüfergebnisse nicht verfälschen.
Was beeinflusst die Lieferzeit für maßgeschneiderte Kupferprototypen und Kleinserien?
Die Durchlaufzeit hängt in der Regel von der Materialverfügbarkeit, der Wartezeit, der Komplexität der Einrichtung, dem Entgratungsaufwand, der Prüfmethode und etwaigen externen Nachbearbeitungsschritten ab. Bei Prototypen wird die Durchlaufzeit häufig durch die technische Prüfung und die Prozesskontrolle des Erstmusters bestimmt, während Serienchargen stärker von der terminlichen Kapazität und dem Ablauf der Nachbearbeitung abhängen. Teile, die eine gratempfindliche Handhabung erfordern, beschichtete Kontaktflächen aufweisen oder schwer zugänglich für Messungen sind, sollten frühzeitig geprüft werden.
Kleinserien lassen sich zügig produzieren, wenn das Design klar ist, das Material verfügbar ist und nur begrenzte Prüfungen erforderlich sind. Sie können sich jedoch verzögern, wenn Zeichnungen unvollständig sind, Toleranzen unklar sind oder Anforderungen an die Oberflächenbeschaffenheit nicht definiert sind.
Anwendungen und Einsatzbeispiele für maßgefertigte CNC-Teile aus Kupfer
Maßgefertigte CNC-Teile aus Kupfer kommen zum Einsatz, wenn elektrische, thermische oder werkstoffspezifische Eigenschaften mit einer bestimmten Geometrie kombiniert werden müssen. Dieses Verfahren ist in der Elektronik, in Energiesystemen, in der Luft- und Raumfahrt, bei medizinischen Geräten und bei Prototypen weit verbreitet.
Die Anwendung sollte ausschlaggebend für die Material- und Prozessauswahl sein. Eine Sammelschiene, ein Kühlkörper, eine Komponente für medizinische Geräte und ein Prototyp eines Steckverbinders können zwar alle aus Kupfer bestehen, weisen jedoch nicht dasselbe Risikoprofil auf.
Elektrische Steckverbinder, Sammelschienen, Klemmen und Leiterblöcke
Elektrische Steckverbinder, Sammelschienen, Klemmen und Leiterblöcke sind typische Anwendungsbeispiele für die kundenspezifische CNC-Bearbeitung von Kupfer. Diese Teile erfordern kontrollierte Strompfade, präzise Bohrungspositionen, saubere Kanten und geeignete Kontaktflächen.
Für diese Teile wird häufig Kupfer der Sorte C110 in Betracht gezogen, da die Leitfähigkeit eine wichtige Rolle spielt. Tellurkupfer kann in Betracht gezogen werden, wenn die Bearbeitung besonders anspruchsvoll ist und die elektrischen Anforderungen dies zulassen. Die Vermeidung von Graten ist von entscheidender Bedeutung, da Grate die Passgenauigkeit und den Kontakt beeinträchtigen können.
Wärmeübertragungskomponenten aus Kupfer, Kühlkörper und Wärmeleitpasten
Wärmeübertragungskomponenten aus Kupfer nutzen die thermischen Eigenschaften des Materials in Verbindung mit einer präzisionsgefertigten Geometrie. Beispiele hierfür sind Kühlkörper, Kühlplatten, Wärmeverteiler und Schnittstellenblöcke.
Bei diesen Bauteilen können Ebenheit, Oberflächengüte und Sauberkeit wichtiger sein als das Aussehen. Tiefe Rippen, dünne Wände und schmale Kanäle können das Risiko von Verformungen und Graten erhöhen. Eine 5-Achs-Bearbeitung kann hilfreich sein, wenn thermische Elemente schräg angeordnet sind oder sich auf mehreren Flächen befinden.
Kupferbauteile für die Medizin-, Luft- und Raumfahrt- sowie Elektronikindustrie und für den Prototypenbau
Kupferbauteile für die Medizintechnik, die Luft- und Raumfahrt, die Elektronik sowie Prototypen erfordern häufig eine kontrollierte Dokumentation und eine sorgfältige Prüfung. Die Bauteile können in Geräten, Werkzeugen, elektrischen Systemen oder Testhardware zum Einsatz kommen.
Bei Bauteilen für die Medizin- und Luftfahrtindustrie sollten Einkäufer die Qualitätssicherungssysteme, die Rückverfolgbarkeit, die Prüfverfahren und die Materialzertifizierung überprüfen. Bei Elektronik-Prototypen mag Schnelligkeit zwar eine Rolle spielen, doch muss der Entwurf dennoch ausreichend detailliert sein, um Grate, Oberflächenbeschaffenheit und Leitfähigkeit zu kontrollieren.
Aufbau der Fallstudie: Problem → Material-/Verfahrensauswahl → Bearbeitungsherausforderung → Prüfergebnis
Eine aussagekräftige Fallstudie zur CNC-Bearbeitung von Kupfer sollte nicht wie eine Erfolgsgeschichte ohne technische Details wirken. Sie sollte das technische Problem, die Gründe für die Wahl des Werkstoffs und des Verfahrens, die Herausforderungen bei der Bearbeitung sowie die Ergebnisse der Qualitätsprüfung aufzeigen.
Beispielsweise würde ein leitfähiges Blockgehäuse den Strompfad und die Befestigungsanforderungen definieren, erläutern, warum C110 oder C101 ausgewählt wurde, Grate oder Ebenheit als Herausforderungen bei der Bearbeitung identifizieren und darlegen, wie die Funktionsmerkmale durch die Prüfung bestätigt wurden. Bei einem medizinischen Prototypen würde erläutert werden, warum für die komplexe Geometrie eine 5-Achsen-Bearbeitung oder DFM-Unterstützung erforderlich war. Bei einem High-End-Elektronikgehäuse würde erklärt werden, warum das Schleifen zur Verfeinerung einer Oberfläche eingesetzt wurde, nachdem das Verschmierverhalten des Kupfers die Oberflächenbeschaffenheit beeinträchtigt hatte.

So bewerten Sie einen Anbieter für kundenspezifische CNC-Bearbeitung von Kupfer
Bei der Lieferantenauswahl sollte der Schwerpunkt auf kupferspezifischer Kompetenz liegen. Ein Betrieb kann zwar Aluminium und Stahl gut bearbeiten, hat aber möglicherweise dennoch Probleme mit Graten bei reinem Kupfer, dem Festfressen von Werkzeugen oder der Verformung dünnwandiger Teile.
Der Käufer sollte sich erkundigen, wie der Lieferant die Kupferqualitäten prüft, die Werkstückspannung plant, Grate kontrolliert, die Endbearbeitung durchführt und die Prüfung dokumentiert. Der Lieferant muss zwar nicht jede interne Methode offenlegen, sollte aber in der Lage sein, die Logik des Prozesses zu erläutern.
Auf welche Erfahrungen in der Kupferbearbeitung sollten Käufer achten?
Käufer sollten sich vergewissern, dass Erfahrung mit der jeweiligen Kupfersorte und dem jeweiligen Bauteiltyp vorliegt. Erfahrung mit C110-Sammelschienen bedeutet nicht automatisch, dass auch die Fertigung von dünnwandigen C101-Wärmeleiterbauteilen oder kleinen Tellur-Kupferkontakten möglich ist.
Zu den wichtigen Fragen gehört, ob der Lieferant bereits ähnliche Kupfersorten, ähnliche Wandstärken, ähnliche Lochmuster und ähnliche Anforderungen an die Oberflächenbeschaffenheit bearbeitet hat. Der Käufer sollte außerdem prüfen, ob Entgraten und Prüfung im Prozessplan enthalten sind.
Checkliste zur Lieferantenbeurteilung: Werkstoffgüten, Verfahren, Prüfung, DFM, Endbearbeitung, Dokumentation
Eine praktische Lieferanten-Checkliste sollte Folgendes enthalten:
- Unterstützte Kupfergüten, darunter C101, C110 und Kupferlegierungen mit verbesserter Zerspanbarkeit.
- CNC-Fräsen, Drehen, Bohren, Schleifen sowie gegebenenfalls 5-Achs-Bearbeitung.
- Erfahrungen mit kupfernen Bauteilen, bei denen es leicht zu Gratbildung kommt.
- Spannverfahren für weiche oder dünne Kupferteile.
- DFM-Prüfung hinsichtlich Wandstärke, Innenecken, Bohrungsausläufen und Schlitzen.
- Optionen zur Oberflächenveredelung oder -behandlung für elektrische und thermische Bauteile.
- Auf die Zeichnung abgestimmte Prüfverfahren.
- Materialzertifizierung und Rückverfolgbarkeit, sofern erforderlich.
- Dokumentation des Qualitätssicherungssystems, sofern dies für den Endverwendungszweck erforderlich ist.
Entscheidungsmatrix: Fräsen vs. Drehen vs. Schleifen vs. Elektroerosion vs. 5-Achsen-CNC
| Teilbedarf | Fräsen | Wenden | Schleifen | EDM | 5-Achsen-CNC |
|---|---|---|---|---|---|
| Flache leitfähige Platte | Starke Passform | Begrenzt | Nützlich für den letzten Schliff | Eingeschränkte Nutzung | In der Regel nicht erforderlich |
| Runde Klemme oder Stift | Zusatzfunktionen | Starke Passform | Mögliche Oberflächenbehandlung | Eingeschränkte Nutzung | In der Regel nicht erforderlich |
| Glatte Wärmeleitfläche | Schrupp- oder Fertigbearbeitung | Wenn rund | Eine starke Option für den Schlussspurt | Eingeschränkte Nutzung | Abhängig von der Geometrie |
| Komplexe innere Struktur | Manchmal möglich | Begrenzt | Begrenzt | Starke Passform | Passend, sofern verfügbar |
| Mehrseitige komplexe Geometrie | Möglich mit Konfigurationen | Begrenzt | Nur Endbearbeitung | Weitere Informationen auf Anfrage | Starke Passform |
| Löcher oder Schlitze, bei denen Gratbildung auftreten kann | Häufig, muss aber unter Kontrolle gehalten werden | Für axiale Merkmale | Nicht primär | Kann Probleme mit der Schnittkraft verringern | Kann den Zugang verbessern |
Diese Matrix soll als Orientierungshilfe bei der Prozessauswahl dienen, nicht jedoch die Fertigungsprüfung ersetzen. Der beste Weg besteht oft in einer Kombination verschiedener Verfahren, wie beispielsweise Fräsen und Bohren, Drehen und Fräsen oder Fräsen und Schleifen.
Zu zitierende Quellen: ISO/Qualitätsmanagementsysteme, Prüfnormen, Materialzertifikate
Bei der Lieferantenbewertung sollten nach Möglichkeit anerkannte Referenzstandards herangezogen werden. ISO-Qualitätsmanagementsysteme können die Prozesskontrolle unterstützen. Prüf- und Zeichnungsnormen helfen dabei, festzulegen, wie Maße auszulegen sind. Materialzertifikate tragen dazu bei, die spezifizierte Kupfergüte und den Zustand zu bestätigen.
Bei regulierten oder risikoreichen Anwendungen sollte die Dokumentation vor Produktionsbeginn vereinbart werden. Dazu können Materialzertifikate, Prüfberichte, die Versionskontrolle und Rückverfolgbarkeitsnachweise gehören.
Schlussfolgerung
Die kundenspezifische CNC-Bearbeitung von Kupfer eignet sich, wenn ein Kupferbauteil sowohl bestimmte funktionale Materialeigenschaften als auch eine präzise Geometrie aufweisen muss. Sie eignet sich besonders gut für elektrische Steckverbinder, Sammelschienen, Klemmen, Leiterblöcke, Wärmeübertragungsbauteile und Prototypen.
Zu den Hauptrisiken zählen die Weichheit von Kupfer, die Bildung von Graten, das Festkleben des Werkzeugs, hitzebedingte Oberflächeneffekte sowie Verformungen in dünnen oder schwachen Bereichen. Diese Risiken lassen sich bewältigen, wenn Konstruktion, Werkstoffsorte, Fertigungsablauf, Entgratungsplan und Prüfverfahren gemeinsam überprüft werden.
Setzen Sie die CNC-Bearbeitung ein, wenn das Bauteil präzise Merkmale, eine reproduzierbare Geometrie oder Flexibilität bei der Prototypenfertigung erfordert.
Die kundenspezifische CNC-Bearbeitung von Kupfer ist in der Regel ungeeignet, wenn es sich bei dem Bauteil um ein einfaches Profil in Großserie handelt, das sich besser für das Stanzen oder Laserschneiden mit Nachbearbeitung eignet, wenn nicht abgestützte Rippen oder Wände zu spröde sind, um sie sauber in einer Spannvorrichtung zu fixieren, wenn interne Merkmale mit realistischen Werkzeugen nicht erreichbar sind oder wenn die Anforderungen an die Kontaktflächen im Widerspruch zum gewählten Werkstoff stehen, Verfahren oder Oberflächenbeschaffenheit in Konflikt stehen. Teile, bei denen diese Bedingungen zutreffen, sollten als risikoreich eingestuft und vor der Freigabe auf alternative Fertigungsverfahren hin geprüft werden.
FAQ
Lässt sich Kupfer nur schwer CNC-bearbeiten?
Kupfer ist zwar nicht das am schwierigsten zu bearbeitende Metall, erfordert jedoch eine sorgfältige Einrichtung, um bei kundenspezifischen CNC-Bearbeitungsprojekten mit Kupfer stabile Ergebnisse zu erzielen. Da das Material weich und sehr duktil ist, kann es an den Schneidwerkzeugen haften bleiben und lange Späne bilden, die die Genauigkeit und Oberflächenqualität beeinträchtigen. Hersteller lösen diese Probleme in der Regel durch den Einsatz scharfer Hartmetallwerkzeuge, einen angemessenen Kühlmittelfluss und optimierte Spindeleinstellungen. Legierungen, die auf eine verbesserte Zerspanbarkeit ausgelegt sind, sind in der industriellen Fertigung ebenfalls weit verbreitet, insbesondere wenn Unternehmen gleichbleibende Toleranzen und effiziente Zykluszeiten für Teile in Großserien benötigen.
Wie lassen sich Grate bei der Bearbeitung von Kupfer vermeiden?
Um Gratbildung beim CNC-Fräsen von Kupfer zu vermeiden, sollten zunächst scharfe Schneidwerkzeuge verwendet und während des gesamten Arbeitsvorgangs stabile Schnittparameter beibehalten werden. Weichere Metalle neigen dazu, sich an den Kanten zu verformen, wenn die Vorschubgeschwindigkeiten zu hoch sind oder wenn das Werkzeug reibt, anstatt sauber zu schneiden. Eine angemessene Schmierung trägt dazu bei, die Reibung zu verringern und den Spanabtransport zu verbessern, während das Aufwärtsfräsen oft zu einer glatteren Kantenqualität führt. Viele Betriebe führen anschließend zudem einen leichten Nachbearbeitungs- oder Entgratungsvorgang durch, um sauberere Oberflächen für montagefertige Bauteile zu gewährleisten.
Welche Kupferlegierung eignet sich am besten für elektrische Bauteile?
Die optimale Materialauswahl für elektrisch leitfähige Bauteile hängt vom Gleichgewicht zwischen Leitfähigkeit, Festigkeit und Bearbeitbarkeit ab, das für die jeweilige Anwendung erforderlich ist. Reine Kupfersorten werden in der Regel gewählt, wenn eine maximale Stromübertragung erforderlich ist, während spezielle Legierungen für eine bessere Produktionseffizienz und Langlebigkeit bevorzugt werden. Viele Hersteller entscheiden sich für die Bearbeitung von Tellurkupfer, da es eine einfachere Spankontrolle und eine schnellere Bearbeitung ermöglicht, ohne dabei allzu große Einbußen bei der Leitfähigkeit hinnehmen zu müssen. Festere Legierungen kommen zudem in Steckverbindern, Anschlüssen und Hochleistungssystemen zum Einsatz, bei denen neben der elektrischen Leistung auch die mechanische Zuverlässigkeit eine wichtige Rolle spielt.
Wie lassen sich Toleranzen beim Fräsen von Kupfer einhalten?
Die Einhaltung enger Toleranzen bei der Fertigung präziser, CNC-bearbeiteter Kupferteile erfordert eine starre Maschineneinrichtung, stabile Werkzeuge und sorgfältig kontrollierte Endbearbeitungsdurchgänge. Da sich Kupfer unter dem Schnittdruck verformen kann, tragen Maschinenbediener das Material oft schrittweise ab und behalten einen abschließenden, leichten Durchgang zur Gewährleistung der Maßgenauigkeit vor. Eine gleichmäßige Kühlmittelzufuhr trägt dazu bei, die Wärmeentwicklung bei längeren Produktionsläufen zu kontrollieren, während die Vibrationsdämpfung die Wiederholgenauigkeit über verschiedene Chargen hinweg verbessert. Qualitätsprüfungen und Messungen während des Fertigungsprozesses werden ebenfalls häufig bei Anwendungen eingesetzt, die hochpräzise industrielle oder elektronische Bauteile erfordern.
Welche Oberflächenbehandlungsmöglichkeiten gibt es für Kupferteile?
Für C110-Kupferteile stehen verschiedene Oberflächenbehandlungsoptionen zur Verfügung, je nachdem, ob das Ziel das Aussehen, die Korrosionsbeständigkeit oder die funktionale Leistungsfähigkeit ist. Standardmäßig bearbeitete Oberflächen sind im industriellen Einsatz üblich, während polierte Oberflächen ein helles, reflektierendes Aussehen erzeugen, das häufig bei dekorativen oder hochwertigen Produkten zum Einsatz kommt. Das Perlstrahlen erzeugt eine weichere, matte Textur, und gebürstete Oberflächen sorgen für ein klareres, modernes Erscheinungsbild. Einige Bauteile werden zudem mit Schutzbeschichtungen oder Galvanisierungen versehen, um Oxidation zu verringern und die langfristige Haltbarkeit in anspruchsvollen Umgebungen zu verbessern.
Wird Kupfer bei der Bearbeitung kaltverfestigt?
Kupfer kann sich während der Bearbeitung verfestigen, wenn die Schnittbedingungen nicht richtig optimiert sind, insbesondere bei der Fertigung von kundenspezifischen C110-Kupferbauteilen. Übermäßige Reibung, stumpfe Werkzeuge oder wiederholte leichte Züge können die Oberflächenschicht verhärten und den Werkzeugverschleiß bei späteren Arbeitsschritten erhöhen. Um diesen Effekt zu verringern, sorgen Zerspaner in der Regel für einen kontinuierlichen Zerspanungsvorgang mit scharfen Werkzeugen und konstanten Vorschubgeschwindigkeiten. Eine angemessene Schmierung und kontrollierte Bearbeitungsstrategien tragen dazu bei, die Oberflächenqualität zu erhalten und gleichzeitig die Konsistenz bei Präzisionsfertigungsanwendungen zu verbessern.
Referenzen
https://www.astm.org/b0152_b0152m-19.html
https://www.astm.org/b0187_b0187m-20.html
https://www.iso.org/standard/62085.html
https://www.asme.org/codes-standards/find-codes-standards/y14-5-dimensioning-tolerancing