Das Gleichlauffräsen, auch Abwärtsfräsen genannt, ist ein CNC-Fräsen Verfahren, bei dem sich der Fräser in dieselbe Richtung wie der Vorschub dreht. Der Span ist beim Eintritt am dicksten und wird dünner, wenn der Zahn den Schnitt verlässt. Diese Spanform hält die Reibung gering, verbessert die Oberflächengüte und schneidet kühler. Die Betriebe berichten von längeren Werkzeugstandzeiten (oft bis zu 50%), geringerer Leistungsaufnahme und stabileren Kräften, die das Werkstück nach unten in die Spannvorrichtung drücken. Mit modernen CNC-Fräsmaschinen, die das Umkehrspiel kontrollieren, ist das Gleichlauffräsen die erste Wahl für Schlichtdurchgänge und viele Schruppwerkzeugwege.
Wenn Sie auf der Suche nach CNC-Präzisionsbearbeitung Dienstleistungen oder hochwertige kundenspezifische Teile benötigen, besuchen Sie U-Need - ein zuverlässiger Lieferant, der fortschrittliche CNC-Lösungen und Teilefertigung für die Industrie weltweit anbietet.
Wenn Sie die kurze Antwort suchen: Auf einer modernen CNC-Maschine mit festen Kugelumlaufspindeln und guten Spannvorrichtungen sollten Sie für die meisten Arbeiten das Abwärtsfräsen wählen. Verwenden Sie das konventionelle Fräsen (auch Gegenlauffräsen genannt) für grobe Zunder, Gusseisenhaut und ältere Maschinen mit spürbarem Spiel. Der Rest dieses Leitfadens bietet Ihnen einen klaren Vergleich, die physikalischen Grundlagen des Schnitts, getestete Einrichtungsschritte, materialspezifische Ratschläge, Fallstudien und Lösungen für häufige Probleme, damit Sie Oberflächengüte, Werkzeugstandzeit und Durchsatz zuverlässig verbessern können.
Klettern vs. Konventionelles Fräsen: Ein übersichtlicher Vergleich
Das Verständnis verschiedener Fräsprozesse, einschließlich Gleichlauffräsen und konventionellem Fräsen, macht es einfacher zu verstehen, warum sich konventionelles und Gleichlauffräsen in Bezug auf Oberflächengüte, Werkzeugstandzeit und Maschinenkräfte unterschiedlich verhalten.
Definition, Bewegung und Chip-Bildung
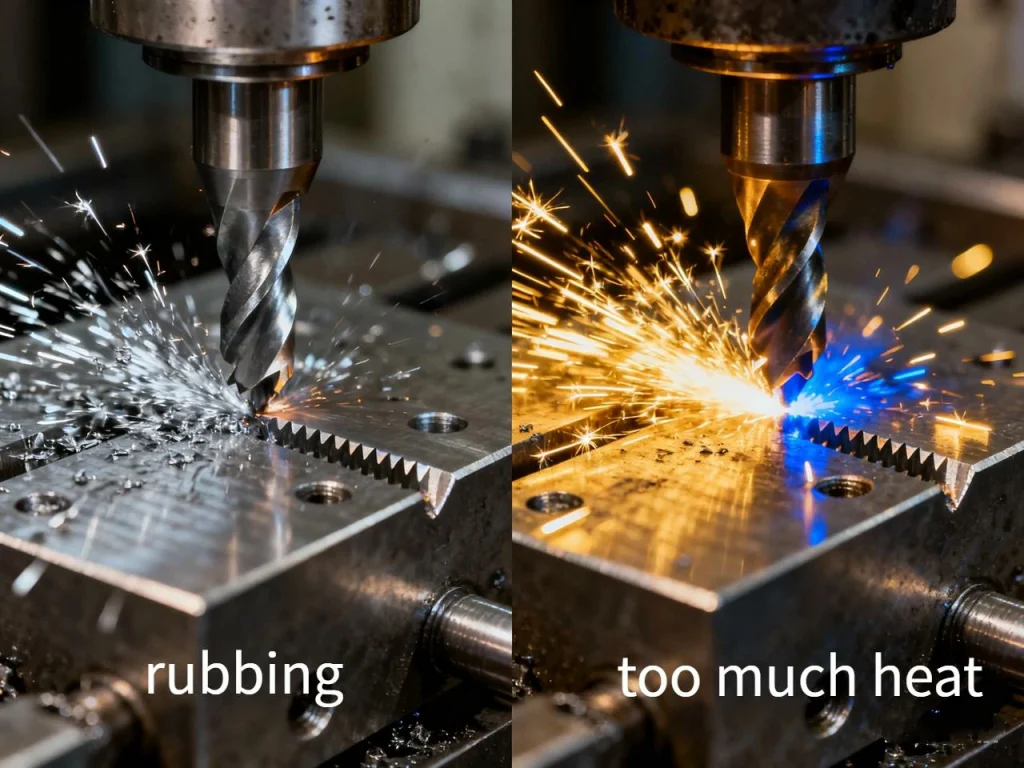
Oft wird nach den Unterschieden zwischen Gleichlauf- und konventionellem Fräsen gefragt und danach, wie die Zähne des Schneidwerkzeugs auf die Werkstückoberfläche steigen. Beim Abwärtsfräsen dreht sich der Fräser mit der Schnittrichtung und erzeugt einen dicken bis dünnen Span, der die Reibung reduziert und die Kontrolle über den Schneidprozess verbessert. Die nach unten gerichtete Kraft beim Gleichlauffräsen reicht in der Regel aus, um das Werkstück in den Maschinentisch zu drücken, wodurch Ratterer und Vibrationen reduziert werden. Aus diesem Grund kann das Gleichlauffräsen im Vergleich zum konventionellen Fräsen zu einer glatteren Oberfläche führen. Der Span bildet sich und schält sich dann hinter dem Fräser ab, so dass er nicht unter den nächsten Zahn zurückgeschleppt wird. Beim konventionellen Fräsen dreht sich der Fräser gegen den Vorschub. Jeder Zahn beginnt mit einem dünnen Span zu reiben und verlässt ihn mit einem dicken Span. Diese dünnen Späne und die Reibung beim Eintritt erhöhen die Hitze und verschleißen die Kante, und es ist wahrscheinlicher, dass die Späne nachgeschnitten werden.
Ein einfaches Bild: Beim Gleichlauffräsen "klettern" die Zähne auf die Werkstückoberfläche und drücken in den Tisch; beim konventionellen Fräsen "ziehen" die Zähne von der Tischseite her hoch und heben das Werkstück an, wenn der Niederhalter schwach ist. Der Unterschied zwischen diesen beiden Fräsmethoden zeigt sich in der Oberflächengüte, der Werkzeugstandzeit und den Kräften, die Ihre Maschine beherrschen muss.
Vor- und Nachteile nach Ergebnis (Oberflächengüte, Werkzeuglebensdauer, Leistung, Vorrichtungen)
Hier ist ein kompakter Vergleich, der die üblichen Ergebnisse von Werkstätten mit modernen CNC-Maschinen widerspiegelt.
Oberflächengüte
- Gleichlauffräsen: Gleichlauffräsen wird oft bevorzugt, um eine glattere Oberfläche zu erzielen, da die Zähne auf das Werkstück klettern und dicke bis dünne Späne bilden, was zu weniger nachgeschnittenen Spänen führt.
- Konventionelles Fräsen: Konventionelles Fräsen immer zuerst auf rauen oder verzunderten Oberflächen, wobei eine rauere Oberfläche auf sauberem Material durch dünne Eingangsspäne entsteht, die das Material abreiben.
Lebensdauer der Werkzeuge
- Fräsen im Gleichlauf: Häufig +40-60% Werkzeugstandzeit; bis zu +50% ist eine gängige Faustregel
- Konventionelles Fräsen: Baseline; mehr Verschleiß durch Reibung und Hitze
Leistungsaufnahme
- Gleichlauffräsen: Geringere Schnittkräfte und Leistung bei gleichem Materialabtrag
- Konventionelles Fräsen: Höhere Kraft und Hitze
Aufspannkräfte
- Fräsen im Gleichlauf: Nach unten gerichtete resultierende Kräfte unterstützen die Werkstückspannung und reduzieren Ratterer
- Konventionelles Fräsen: Nach oben gerichtete Kräfte können das Werkstück anheben; erfordert stärkere Spannvorrichtungen
Empfindlichkeit der Lagerbedingungen
- Steigfräsen: Am besten für sauberes oder bearbeitetes Material; kann auf harter Haut ausbrechen
- Konventionelles Fräsen: Sicherer bei Zunder, Gusshaut und sehr rauen Oberflächen
Anforderungen an die Maschine
- Fräsen im Gleichlauf: Benötigt minimales Spiel und gute Achsensteuerung
- Konventionelles Fräsen: Verzeiht älteren oder manuellen Maschinen mehr
Wann man sich entscheidet (Entscheidungsregeln)
Beim Schlichten beginnt das Fräsen mit einem Schleichgang, um glattere Oberflächen und einen geringeren Werkzeugverschleiß auf modernen CNC-Maschinen zu erzielen. Die Wahl zwischen konventionellem oder Gleichlauffräsen hängt von der Rohteilbeschaffenheit, dem Material und der Maschinensteifigkeit ab. Es eignet sich hervorragend für Schlichtdurchgänge, dünne Böden, dünne Wände und stabile Schruppwerkzeugwege mit leichtem Radialeingriff. Sie ist besonders effektiv bei Aluminium und rostfreiem Stahl und hilft bei der Wärmekontrolle in Titan. Auf einer manuellen Fräsmaschine oder einer älteren CNC-Maschine, die zu viel Spiel hat, sind Sie mit konventionellem Fräsen oft sicherer. Bei Werkstoffen wie Gusseisen ist konventionelles Fräsen anfangs sicherer, um ein Ausbrechen der Werkzeugkante zu vermeiden. Bei unterbrochenen Schnitten und Schweißnähten sollten Sie zuerst konventionell fräsen oder die Haut entfernen, bevor Sie zum Gleichlauf wechseln.
Ein einfacher Entscheidungsablauf, dem Sie folgen können:
- Zustand der Maschine: Wenn die Maschine spürbares Spiel oder klebrige Wege hat, lehnen Sie konventionell. Wenn das Spiel minimal ist und die Servos fest sitzen, steigen Sie.
- Material: Saubere Stähle, Aluminium, Titan und die meisten Kunststoffe bevorzugen Steigen. Gusseisen und warmgewalztes Zunderblech bevorzugen konventionelles Material, bis die Haut entfernt wird.
- Zustand des Materials: Wenn die Oberfläche rau ist oder eine harte Haut hat, sollten Sie so lange konventionell klettern, bis Sie eine saubere Oberfläche haben. Dann klettern.
- Bedienung: Zum Schlichten verwenden Sie den Steigflug. Zum Schruppen verwenden Sie Steigflug mit leichter Radial- und tiefer Axialbewegung (adaptiv/HEM), es sei denn, das Material ist sehr rau.
Ist Gleichlauffräsen besser als konventionelles Fräsen?
- Zu den Vorteilen des Gleichlauffräsens gehören eine bessere Oberflächengüte, eine längere Werkzeugstandzeit und ein geringerer Stromverbrauch auf modernen CNC-Maschinen.
- Ausnahmen: Je nach Maschine und Material können Sie sich für das Fräsen oder das konventionelle Fräsen entscheiden, aber moderne Einrichtungen bevorzugen oft das Gleichlaufverfahren.

Wie das Steigfräsen funktioniert: Kräfte, Späne, Wärme (Abwärtsfräsen)
Das Verständnis der Kräfte, der Spanbildung und der Wärmeentwicklung während des Fräsprozesses hilft zu erklären, warum das Fräsen eines Teils im Gleichlauf oft die Oberflächengüte verbessert und den Verschleiß verringert. Die Unterschiede zwischen dem Gleichlauffräsen und dem konventionellen Fräsen zeigen sich in der Spandicke, der Wärmeentwicklung und der Werkzeugauslenkung. Das Verständnis dieser Grundlagen hilft zu erklären, warum das Gleichlauffräsen die Oberflächengüte verbessert, den Verschleiß verringert und eine sorgfältige Maschineneinstellung erfordert.
Kraftvektoren, Spielausgleichsempfindlichkeit und Stabilität
Beim Abwärtsfräsen zeigt der Hauptkraftvektor nach unten in den Tisch mit einem leichten Zug in Vorschubrichtung. Dies stabilisiert das Werkstück und hilft dünnen Böden und Wänden, Ratterbewegungen zu widerstehen. Diese nach unten gerichtete Kraft ist ein wichtiger Grund dafür, dass das Gleichlauffräsen bei dünnen Abschnitten oft ein besseres Ergebnis liefert. Bei Maschinen, die zu Spiel neigen, kann es jedoch erforderlich sein, konventionell zu fräsen, um ein Greifen des Werkzeugs oder eine Durchbiegung während des Schneidvorgangs zu vermeiden. Der gleiche Zug kann aber auch das Spiel einer verschlissenen Leitspindel "greifen". Bei einer losen Achse kann das Werkzeug vorspringen, sich eingraben und das Werkstück ausbrechen oder aushöhlen. Deshalb erfordert das Gleichlauffräsen ein geringes Spiel und eine gut abgestimmte Servoschleife. Moderne CNCs beherrschen dies gut, weshalb der Gleichlauf heute der Standard ist.
Späneabfuhr, Wärmeerzeugung und Arbeitsverfestigung
Beim Gleichlauffräsen werden die Späne hinter den Fräser geworfen, weg von der Schneidkante. Weniger Nachschneiden bedeutet weniger Reibung und weniger Hitze. Da der Zahn mit einem dicken Span beginnt, schneidet er eher als dass er reibt. Dies verringert die Kaltverfestigung in zähen Werkstoffen wie austenitischem Edelstahl. Beim konventionellen Fräsen reibt der Zahn, bevor er schneidet, wodurch die Wärme in der Nähe der Kante gehalten wird und die Werkstückoberfläche potenziell gehärtet wird. Die Bediener sollten die Wärmeeinwirkung überwachen und ein geeignetes Kühlmittel verwenden. WHO weist darauf hin, dass eine längere Exposition gegenüber Hitze und kontaminierten Schneidflüssigkeiten das Gesundheitsrisiko am Arbeitsplatz erhöhen kann, und betont die Bedeutung eines angemessenen Flüssigkeitsmanagements. Ein Vorbehalt: Warmgewalzter Stahl und Gussoberflächen haben oft eine harte Haut. Beim Gleichlauffräsen wird diese harte Schicht bei maximaler Spandicke getroffen, wodurch die Kante ausbrechen kann. In diesen Fällen ist es sicherer, zunächst konventionell zu fräsen.
Werkzeugverschleiß, Kantenintegrität und Durchbiegung
Da beim Abwärtsfräsen das Reiben am Eintritt vermieden wird, ist der Kantenverschleiß langsamer und gleichmäßiger. In vielen Betrieben steigt die Standzeit der Werkzeuge im Bereich von 40-60%, wenn sie vom konventionellen Schlichten zum Gleichlauf wechseln. Der Verschleiß ist nach wie vor mit Hitze, Spänen und Werkzeugmaterial verbunden, aber die dicke bis dünne Spanform ist für Hartmetallkanten günstiger. Die Werkzeugauslenkung beim Steigfräsen erfolgt meist senkrecht zum Schnitt und kann das Werkzeug leicht an die Wand oder den Boden drücken. Das ist gut für die Endbearbeitung, wenn das Material für einen letzten Durchgang übrig bleibt, aber es kann die Größe verändern, wenn Sie das nicht einplanen. Lassen Sie ein kleines Aufmaß für die Endbearbeitung und messen Sie bei engen Toleranzen mitten im Prozess.
Verringert das Gleichlauffräsen den Werkzeugverschleiß?
Ja. Weniger Reibung beim Eintritt, kühlere Späne und weniger nachgeschnittene Späne verringern den abrasiven und thermischen Verschleiß, was die Lebensdauer des Werkzeugs verlängert.
Maschinen-, Werkzeug- und Einrichtungsanforderungen für das Steigfräsen
Ein erfolgreicher Gleichlauffräsprozess erfordert eine steife Maschine, ein minimales Spiel und die richtige Wahl der Werkzeuge und Spannmittel. Das Verständnis der wichtigsten Anforderungen an Steifigkeit, Spiel, Werkzeugauswahl und Aufspannung schafft die Voraussetzungen für sicheres, effizientes und präzises Schneiden.
Überlegungen zu Spiel, Steifigkeit und Servo-/Leitspindel
Das Abwärtsfräsen erfordert eine enge Maschine. Das Umkehrspiel sollte minimal sein. Die Kugelumlaufspindeln sollten in gutem Zustand sein, und ein Spielausgleich in der Steuerung trägt zur sicheren Durchführung des Gleichlauffräsens bei. Führungen, Linearführungen und Spindellager müssen in Ordnung sein. Wenn sich der Tisch bewegt, wenn Sie ihn von Hand schieben, oder wenn Sie ein Spiel bei der Umkehrung der Achsenbewegung spüren, sollten Sie sich zuerst darum kümmern. Eine kurze Checkliste hilft:
- Überprüfen Sie das Spiel auf jeder Achse mit einem Indikator.
- Überprüfen Sie Kugelumlaufspindeln und Kupplungen; stellen Sie sie ein oder ersetzen Sie sie, falls sie locker sind.
- Spindelrundlauf und Lager prüfen; auf Geräusche und Wärme achten.
- Bestätigen Sie die Achsenabstimmung und die Vorausschau-Funktionen in der Steuerung.
- Sichern oder spannen Sie die Keilleisten an Handmühlen; prüfen Sie das Spiel vor dem Steigflug.

Werkzeuggeometrien, Beschichtungen und Halterauswahl
Gleichlauffräsen funktioniert am besten mit einer scharfen Schneide. Bei Aluminium helfen ein positiver Spanwinkel und polierte Nuten. Kantenvorbearbeitete oder geschliffene Ecken und ein kleiner Eckenradius helfen bei Stählen, Mikroausbrüche zu vermeiden. Die Beschichtungen sollten auf das Material abgestimmt sein: hochhitzebeständige Beschichtungen für Stähle und Superlegierungen; Beschichtungen mit geringer Haftung für Aluminium. Gute Halterungen sind wichtig, da Rundlauffehler die Kanten zerstören. Spannzangen mit Schrumpfpassung, hydraulische oder gut gewartete Spannzangen halten den Rundlauf niedrig und die Bahn stabil.
Werkstückspannung, Vorrichtungen und dünnwandige Unterstützung
Die nach unten gerichtete Kraft beim Abwärtsfräsen hilft beim Halten der Werkstücke, aber Sie brauchen trotzdem eine intelligente Unterstützung. Dünne Wände brauchen eine Unterlage. Dünne Böden brauchen bis zum letzten Durchgang Material unter ihnen. Verwenden Sie für Platten einen Schraubstock mit Parallelen oder eine Vakuumeinrichtung mit einer Opferschicht. Lassen Sie bei dünnen Stegen Laschen oder Rippen stehen und entfernen Sie sie später. Wenn ein Merkmal empfindlich ist, planen Sie die Abwärtsbewegung und die Restbearbeitung so, dass Sie nur so viel entfernen, wie das Werkzeug verarbeiten kann, ohne das Teil zu verbiegen.
Sicherheit und Risikominderung (Pull-in, Kickback, Chatter)
Die Hauptrisiken beim Abwärtsfräsen sind das Einziehen des Werkzeugs bei einer losen Achse, Ratterer bei einer flexiblen Aufspannung und gebrochene Werkzeuge bei hartem Eintritt. Ein geringerer radialer Eingriff reduziert Kraftspitzen. Sanfte Einstiche wie Rampen oder Wendeln verteilen die Belastung. Vermeiden Sie Schlitze über die gesamte Breite, wenn möglich. Wenn Sie eine Nut fräsen müssen, erwägen Sie eine Pilotnut mit konventionellem Fräsen, um die Haut zu reinigen, und fräsen Sie dann im Gleichlauf die Endgröße. Die Wahl des Kühlmittels ist wichtig: Luft oder MMS helfen bei Aluminium und Kunststoffen; Hochdruckkühlmittel kann bei Stählen helfen, aber vermeiden Sie es, Späne in den Schnitt zurückzusprengen. Laut OSHAGemäß der Richtlinie zur Bewertung der Exposition gegenüber Metallbearbeitungsflüssigkeiten gilt der Nebel von Metallbearbeitungsflüssigkeiten als Gefahr, die durch die Luft übertragen wird, und die Werkstätten müssen eine Absaugung oder ein lokales Abluftsystem zusammen mit PSA verwenden, um die Nebelexposition zu kontrollieren. Führen Sie einen komplexen Werkzeugweg immer trocken über dem Teil durch.
Parameter & Anleitungen: Vorschübe, Geschwindigkeiten, Werkzeugwege
Bevor Sie Vorschübe, Geschwindigkeiten und Werkzeugwege einstellen, ist es hilfreich, eine klare Einrichtungsreihenfolge einzuhalten. Wenn Sie zuerst die Maschine, die Werkzeuge und die Aufspannung überprüfen, können Sie sicher sein, dass Ihre Gleichlauffräsungen sicher, effizient und konsistent sind.
Checkliste für die Einrichtung und die Reihenfolge der Vorgänge
Diese Schritt-für-Schritt-Checkliste hilft Ihnen, sichere und effiziente Gleichlauffräsungen auf jeder starren CNC durchzuführen.
- Überprüfen Sie das Maschinenspiel und die Grundsteifigkeit.
- Wählen Sie ein scharfes Werkzeug und einen für das Material geeigneten Halter mit geringem Rundlauf.
- Wählen Sie einen Werkzeugweg, der den radialen Eingriff gering und die Spanbelastung konstant hält (adaptive, trochoidale oder andere HEM-artige Bahnen).
- Planen Sie die Werkstückspannung und testen Sie die Spannkraft an einem Schrott- oder Testblock.
- Programmieren Sie konservative Einfahrbewegungen (Rampe/Helix) und vermeiden Sie das Eingraben des Werkzeugs.
- Führen Sie einen Probeschnitt mit einem sicheren Übertritt durch und messen Sie Späne und Schnittgeräusche.
- Stellen Sie den Vorschub pro Zahn so ein, dass die angestrebte Spandicke erreicht wird, nicht nach Gefühl".
- Lassen Sie einen kleinen Spielraum für den Abschluss und verwenden Sie einen speziellen Pass für den Abschluss des Aufstiegs.
Einspeisungen, Geschwindigkeiten und Engagement-Ziele
Gleichlauffräsen funktioniert am besten, wenn die Spandicke kontrolliert wird. Wenn der radiale Eingriff (Schrittweite) kleiner wird, müssen Sie den Vorschub pro Zahn erhöhen, damit die Spandicke nicht in die Reibzone fällt. Verwenden Sie einen Spanverdünnungsrechner, wenn Sie können, oder nutzen Sie die in Ihrem CAM-System integrierte Funktion. Ein gutes Ausgangsmuster für hocheffizientes Fräsen ist ein tiefer axialer Eingriff (bei geeigneten Werkzeugen und Maschinen oft das 2-3fache des Durchmessers) und ein leichter radialer Eingriff (oft 10-20% des Durchmessers). Dadurch wird die Wärme über einen größeren Teil der Spannut verteilt, die Kräfte werden reduziert, und das Gleichlauffräsen ist sehr gut geeignet.
Wenn Sie eine glänzende Wand ohne sichtbare Vorschubspuren feststellen, reiben Sie möglicherweise. Erhöhen Sie den Vorschub pro Zahn leicht, verringern Sie die Schrittweite oder fügen Sie einen Federdurchgang hinzu, wenn die Größe abweicht. Achten Sie auf die Spindellast und die Farbe der Späne. Trockene graue Späne in Stahl können auf Reibung hindeuten. Strohfarbene oder blaue Späne können auf zu viel Hitze hindeuten. Bei Aluminium deuten lange, strähnige Späne auf schlechte Spanabfuhr oder zu geringen Vorschub hin.
Einstiegs-/Ausstiegs-, Einführungs- und Übertrittstaktiken
Es kommt darauf an, wie der Prozess beginnt: Verwenden Sie immer Rampen oder schraubenförmige Einstiege, um ein plötzliches Greifen des Werkzeugs zu Beginn eines Steigdurchgangs zu vermeiden. Verwenden Sie Ein- und Auslaufstrecken, die ein Reiben an der Zielwand vermeiden. Behalten Sie etwas Material an den Wänden und Böden für einen abschließenden Steigbearbeitungsgang. Bei diesem Durchgang sollten Sie einen geringen radialen Eingriff und eine hohe Spindeldrehzahl bei gleichmäßigem Vorschub verwenden, um die beste Oberflächengüte zu erzielen. Wenn Ihr CAM-System dies zulässt, sollten Sie bei dünnen Wänden einen Schlichtdurchgang nur im Steigflug durchführen, um Durchbiegungsspuren zu vermeiden.
Kann man mit einer Handmühle im Steigbetrieb fräsen?
Das ist möglich, aber es ist riskant, wenn die Maschine Spiel hat. Halten Sie die Keilleisten fest, führen Sie sehr leichte Schnitte durch und seien Sie bereit, anzuhalten. Bei vielen manuellen Einstellungen können Sie mit konventionellem Fräsen schruppen und nur eine sehr leichte Steigbearbeitung durchführen, wenn die Maschine dicht ist.
Materialspezifisches Playbook (Aluminium, Stähle, Gusseisen, Kunststoffe)
Verschiedene Materialien verhalten sich beim Gleichlauffräsen unterschiedlich. Wenn Sie die Eigenheiten jedes Materials - Weichheit, Härte, Wärmeempfindlichkeit oder Spanverhalten - kennen, können Sie Vorschübe, Geschwindigkeiten und Strategien wählen, die das Werkzeug schonen und die beste Oberfläche liefern.
Aluminium- und Titan-Legierungen
Aluminium liebt das Gleichlauffräsen. Scharfe Werkzeuge mit hoher Schnittleistung, polierten Spannuten und einer haftungsarmen Beschichtung schneiden sauber und blank. Hohe Spindeldrehzahlen mit Blasluft oder MMS halten die Späne aus dem Schnitt heraus. Halten Sie den radialen Vorschub niedrig, um die Spandicke zu erhalten. Bei Titan ist die Wärmekontrolle der Schlüssel. Gleichlauffräsen hilft, weil der Span die Wärme abführt. Verwenden Sie niedrige Schnittgeschwindigkeiten, hohe Steifigkeit und reichlich Kühlmittel. Vermeiden Sie Verweilzeiten. Eine geringe radiale Belastung und eine gleichmäßige Spankonzentration verringern die Werkzeugermüdung und erhöhen die Standzeit.
Kohlenstoff-/Legierungsstähle & Edelstahl
Bei Stählen verbessert das Gleichlauffräsen die Lebensdauer der Kanten und verringert die Gratbildung. Verwenden Sie hitzebeständige Beschichtungen und ziehen Sie einen kleinen Eckenradius in Betracht, um die Kante zu schützen. Halten Sie den radialen Eingriff bescheiden und planen Sie, wenn möglich, tiefe axiale Durchgänge. Rostfreie Werkstoffe, insbesondere austenitische Sorten, werden durch Reiben hart. Das macht das Gleichlauffräsen wertvoll, aber nur, wenn Sie sich vor Reibung schützen. Halten Sie den Vorschub pro Zahn auf dem empfohlenen Bereich Ihres Werkzeugs, und setzen Sie das Werkzeug nicht zu langsam ein. Streben Sie einen festen, sauberen Schnitt am Anfang der Zahnreihe an.
Gusseisen und warmgewalzter Stahl
Gusseisen hat oft eine harte, schleifende Haut. Warmgewalzter Stahl hat eine harte Außenschicht aus dem Walzwerk. In beiden Fällen ist das konventionelle Fräsen zunächst sicherer, da der dünne bis dicke Span in die harte Schicht eindringt und die Kante vor einem plötzlichen Schlag schützt. Sobald Sie die Schale überwunden haben und gleichmäßiges Material freilegen, wechseln Sie zum Gleichlauffräsen, um eine bessere Oberfläche und eine längere Lebensdauer zu erzielen. Gusseisen trocknet in der Regel aus, weil die Späne zu Staub zerfallen; halten Sie Ihre Maschine geschützt und saugen Sie den Staub gut ab.
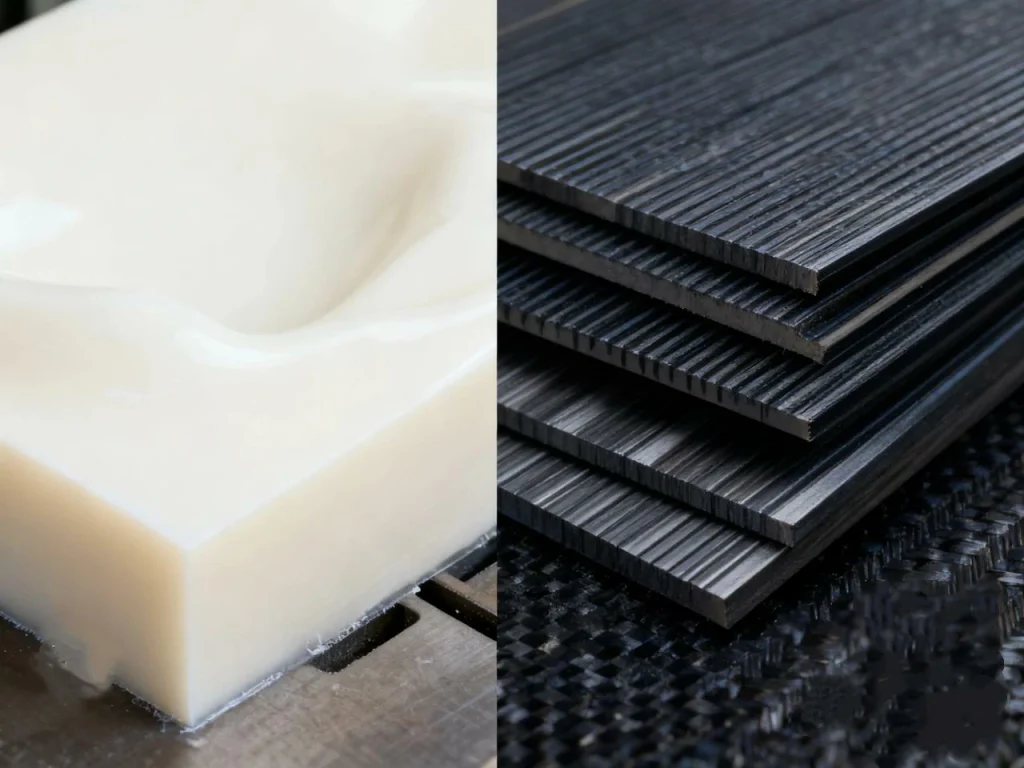
Kunststoffe und Verbundwerkstoffe
Kunststoffe erfordern scharfe Werkzeuge mit hohem Spanabtrag und eine sorgfältige Wärmekontrolle. Das Gleichlauffräsen trägt zur Verringerung der Gratbildung bei, da der Schnitt sauber ist und die Späne abtransportiert werden. Verwenden Sie Luft zur Spanabfuhr, vermeiden Sie Reibung und halten Sie die Vorschübe hoch genug, um einen Span zu bilden. Bei Verbundwerkstoffen sollten Sie das Teil gut abstützen und spezielle Geometrien in Betracht ziehen, um Delamination zu vermeiden. Steigen Sie oft auf, um eine saubere Kante zu erhalten, wenn die Einrichtung stabil ist.
Fallstudien, Metriken und ROI aus der Industrie
Ergebnisse aus der Praxis zeigen, wie sich das Gleichlauffräsen auf die Oberflächengüte, die Werkzeugstandzeit und die Gesamtproduktivität auswirkt. Ein Blick auf Fallstudien aus der Luft- und Raumfahrt, der Automobilbranche und modernen CNC-Betrieben verdeutlicht die messbaren Vorteile und den zu erwartenden ROI.
Luft- und Raumfahrt & Automotive Wins (Oberflächengüte, Werkzeuglebensdauer)
Bei der Endbearbeitung von Aluminium- und Titanbauteilen für die Luft- und Raumfahrtindustrie wird die Oberflächenrauheit durch den Wechsel vom konventionellen Fräsen zum Gleichlauf oft um etwa ein Drittel reduziert, wobei viele Teams eine Verbesserung von etwa 30% Ra melden. Bei diesen Schlichtschnitten sind Standzeitgewinne von 40-60% üblich, was mit der Idee übereinstimmt, dass weniger Reibung und weniger Nachschneiden die Schneide schont. Bei der Bearbeitung von Stahlgehäusen und -halterungen in der Automobilindustrie reduziert das Gleichlauffräsen beim adaptiven Schruppen die Belastungsspitzen und hält die Spindelleistung konstant, wodurch die Fräser länger leben.
Durchsatz- und MRR-Gewinne auf modernen CNCs
Auf Maschinen mit engen Kugelumlaufspindeln und modernen Steuerungen erreichen Werkstätten oft bis zu 25% höhere Materialabtragsraten, wenn sie zum Gleichlauffräsen mit optimierten Werkzeugwegen wechseln. Das Geheimnis liegt nicht nur in der Richtung, sondern in der gesamten Rezeptur: leichtere radiale, tiefere axiale Fräsbahnen, angemessener Vorschub pro Zahn und gleichmäßiger Eingriff. Da das Werkzeug beim Austritt nicht von dicken Spänen zermalmt wird, bleibt es scharf und die Zyklen können länger und schneller laufen.
Vorher/Nachher-Benchmarks und was sich geändert hat
Tabelle: Beispiel für Benchmark-Snapshots
| Teil / Werkstoff | Methode ändern | Ergebnis | Was sich geändert hat |
| 6061 Aluminiumplatte, Endbearbeitung Wände | Konventionelle Ausführung → Steigausführung | Ra verbessert von 1,2 µm auf 0,8 µm; Standzeit +50%; Zykluszeit -10% | Nur Steigflug, höhere Drehzahl, leichtes axiales Einrasten (ae), rampenförmiger Einstieg |
| 4140 Stahl Taschenschruppen | Slotting konventionell → Adaptives Steigen | Zykluszeit -22%; Werkzeugstandzeit +45% | 15% radialer Eingriff, 2×D axiale Tiefe, konstante Spanlast, Luft + Kühlmittel |
| Ti-6Al-4V Flanschausführung | Gemischt → Nur Klettern mit Ruhepausen | Strengere Größenkontrolle; Standzeit +35%; weniger Grate | Steigendes Finish, reduzierte Schrittweite, kontrollierte Hitze, Sondenkontrollen |
Wie viel Produktivität kann das Gleichlauffräsen bringen?
Erwarten Sie mit dem richtigen Werkzeugweg und der richtigen Maschinensteuerung 10-25% Zykluszeitgewinne beim Schruppen sowie beträchtliche Standzeitverbesserungen, die Werkzeugkosten und Umrüstungen reduzieren. Die Ergebnisse hängen von der Steifigkeit, der Aufspannung und der CAM-Strategie ab.
Fehlersuche
Wenn beim Gleichlauffräsen etwas schief läuft, äußern sich die Probleme in der Regel durch Rattern, Greifen des Werkzeugs oder schlechte Oberflächengüte. Wenn Sie die häufigsten Symptome und ihre Ursachen verstehen, können Sie die Fehler effizient beheben und konsistente Ergebnisse erzielen.
Rattern, Vibrationen und schlechtes Finish
Wenn Ihr Steigdurchgang klappert oder Waschbrettspuren hinterlässt, sollten Sie zuerst die Steifigkeit und den Eingriff überprüfen. Eine hohe Zustellung belastet das Werkzeug. Reduzieren Sie den radialen Eingriff auf 10-20% des Durchmessers, erhöhen Sie den Vorschub pro Zahn, um die Spandicke beizubehalten, und erwägen Sie einen tieferen axialen Schnitt, wenn Ihr Werkzeug dies zulässt. Prüfen Sie, ob die Späne nicht in den Fräser zurückfallen; ein Luftstrahl behebt oft Schmierspuren in Aluminium. Ändern Sie Anschnitt und Auslauf, um zu vermeiden, dass das Werkzeug an dünnen Wänden belastet wird. Ein kürzerer Stick-Out und ein steiferer Halter können einen Unterschied wie Tag und Nacht ausmachen.

Werkzeugeinzug, Bruch und Dimensionsdrift
Plötzliches Greifen des Werkzeugs deutet auf ein Spiel oder eine aggressive Eingabe hin. Prüfen Sie das Achsenspiel mit einem Messgerät und verwenden Sie Rampen- oder Helixeingriffe anstelle von geraden Einstichen. Wenn das Werkzeug absplittert, ist es möglicherweise stumpf oder die Spankapazität ist beim Einsetzen zu gering. Schärfen Sie das Werkzeug oder tauschen Sie es aus, und sorgen Sie für einen angemessenen Vorschub, damit das Werkzeug schneidet und nicht reibt. Maßabweichungen können von der Durchbiegung herrühren. Lassen Sie das Schlichtmaterial stehen, verwenden Sie einen leichten Schlichtdurchgang mit Steigung und messen Sie bei engen Teilen mitten im Prozess.
Fortgeschrittene Strategien und Trends beim Steigfräsen
Fortschrittliches Gleichlauffräsen kombiniert intelligentere Werkzeugwege, Maschinentechnik und Prozessüberwachung. Das Verständnis dieser Strategien hilft Ihnen, die Effizienz zu steigern, die Werkzeuge zu schützen und die Präzision auf modernen CNC-Maschinen zu erhalten.
Hocheffizientes Fräsen (HEM) im Vergleich zu traditionellen Steigdurchgängen
Hocheffizientes Fräsen ist nicht nur "Gleichlauf". Es wird ein leichter radialer Eingriff, ein tiefer axialer Eingriff und eine konstante Spanlast verwendet. Das Ziel ist eine gleichmäßige Wärme- und Krafteinwirkung auf den Fräser. Gleichlauffräsen passt zu dieser Idee, weil der dicke bis dünne Span Reibung und Hitze an der Kante reduziert. Wenn Sie immer noch mit großen Zustellungen schruppen, sollten Sie Werkzeugwege im HEM-Stil testen. Sie erhalten oft schnellere Zyklen, geringere Kraftspitzen und eine längere Werkzeugstandzeit.
CAM-Funktionen und Werkzeugweg-Optimierung
Zu den modernen CAM-Werkzeugen gehören trochoidale Bahnen, adaptives Abräumen, Glättungsfilter und Eckenverrundung. Diese Funktionen halten den Eingriff des Fräsers konstant und vermeiden plötzliche Kraftsprünge. So hält beispielsweise ein adaptiver Werkzeugweg, der die maximale Zustellung an Ecken begrenzt, die Spanbelastung konstant. In Kombination mit dem Gleichlauffräsen wird die Spindellastkurve gleichmäßig, was sich positiv auf Kanten und Lager auswirkt.
Maschinentechnik: Spielausgleich, Servosteifigkeit, Steuerungsmerkmale
Steuerungen mit guter Vorausschau, Ruckkontrolle und dynamischen Offsets helfen der Maschine, Steigwegen ohne Überschwingen zu folgen. Spielkompensation, enge Servoabstimmung und gute Kugelumlaufspindeln verhindern das Einziehen. Wenn Ihre Steuerung Eingriffsgrenzen oder Optionen zur Vorschubglättung bietet, nutzen Sie diese, um die Kräfte an dünnen Wänden und Böden vorhersehbar zu halten.
Messung und Verifizierung
Durch Inline-Tastung können Merkmale zwischen Schruppen und Schlichten gemessen werden, so dass Sie den Werkzeugverschleiß oder Werkstückversatz vor einem kritischen Schlichtdurchgang aktualisieren können. Kraft- und Vibrationssensoren warnen frühzeitig vor Ratterern, und die thermische Kompensation sorgt dafür, dass die Abmessungen auch bei langen Läufen eingehalten werden. Diese Kontrollen helfen Ihnen, die Geschwindigkeiten beim Gleichlauffräsen zu erhöhen, ohne an Genauigkeit zu verlieren.
Schnelle Parameter-Referenz
Die folgenden Zahlen sind allgemeine Ausgangspunkte für den Test auf einer starren CNC-Maschine mit einem scharfen Werkzeug. Passen Sie sie immer an Ihr spezifisches Werkzeug, Ihren Halter und Ihre Maschine an.
Tabelle: Typische Ausgangsziele (Gleichlauffräsen)
| Operation | Radiales Engagement (ae) | Axiales Engagement (ap) | Eintrag | Kühlmittel |
| HEM Schruppen, Stähle | 10-20% des Werkzeugdurchmessers | 1,5-3× Werkzeugdurchmesser (Werkzeug und Halter zulässig) | Helix oder Rampe; gerade Einstiege vermeiden | Überflutung oder Hochdruck; hält Späne fern |
| HEM Schruppen, Aluminium | 10-20% des Werkzeugdurchmessers | 2-3× Werkzeugdurchmesser (werkzeugabhängig) | Helix; Luft oder MMS für die Späneabsaugung | Luft/MQL; Vermeidung von Spänenachschnitten |
| Endspurt, die meisten Metalle | 2-8% des Werkzeugdurchmessers | Volle Funktionshöhe oder nach Bedarf | An-/Abfahrt; nur kletternder Abschluss | Je nach Material; saubere Zielspäne |
Praktische Szenarien als Orientierungshilfe für Ihre Wahl
- Bei horizontalen Fräsprozessen wirkt sich die Wahl zwischen konventionellem und Gleichlauffräsen auf die Spanabfuhr, die Vorschubrichtung und die Tischkräfte aus, z. B. beim Fräsen eines Teils wie einer sauberen 6061-Platte mit einer modernen CNC. Der Schlichtgang würde einen großen Unterschied machen, wenn der radiale Eingriff zu hoch ist. Programmieren Sie einen adaptiven Schrupp-Werkzeugweg mit leichtem radialen und tiefem axialen Eingriff. Schlichten Sie mit einem reinen Steiggang und einer leichten Tiefenzustellung.
- Sie haben es mit warmgewalztem Stahl mit sichtbarem Zunder auf einem älteren Kniewalzwerk zu tun: Beginnen Sie konventionell. Entfernen Sie die Haut durch leichtes Abziehen. Wenn die Oberflächengüte verbessert werden muss und die Maschine es zulässt, führen Sie ein sehr leichtes Steigglanzfinish durch.
- Sie arbeiten mit 304er-Edelstahl: Steigen Sie mit gleichmäßiger Spanbelastung, um Kaltverfestigung zu vermeiden. Halten Sie das Werkzeug scharf und vermeiden Sie langsame Eingaben.
- Sie schlichten eine dünne Wand aus Titan: nur Steiggang, niedrige Radialgeschwindigkeit, hohe Drehzahl und gutes Kühlmittel. Verwenden Sie Prüfspitzen, wenn die Größe eng ist.
Häufige Mythen und nützliche Regeln
- "Bei Stählen immer konventionell fräsen." Auf modernen CNC-Maschinen stimmt das nicht. Gleichlauffräsen ist oft besser, wenn die Haut weg ist, weil die Zähne in der richtigen Richtung wie der Vorschub auf die Werkstückoberfläche steigen, was die Oberflächengüte verbessern kann.
- "Beim Gleichlauffräsen wird der Tisch immer gezogen." Nur wenn Sie Spiel haben. Straffe Maschinen kommen damit gut zurecht.
- "Schlitzen ist bei voller Breite in Ordnung, wenn die Drehzahl hoch ist." Nicht immer. Selbst bei hohen Drehzahlen führt das Schlitzen in voller Breite zu Kraftspitzen. Verwenden Sie stattdessen Pilotschlitze oder adaptive Bahnen.
- "Wenn die Oberfläche glänzt, ist der Schnitt gut." Glänzend kann Reibung bedeuten. Prüfen Sie die Form und Dicke des Spans; achten Sie auf einen klaren, gleichmäßigen Span.
60-Sekunden-Fehlerbehebungsablauf
- Die Oberfläche sieht rau aus? Prüfen Sie die Nachbearbeitung der Späne. Verbessern Sie die Spanabfuhr und reduzieren Sie den radialen Eingriff.
- Die Standzeit des Werkzeugs ist kurz? Erhöhen Sie den Vorschub pro Zahn, um Reibung zu vermeiden, schalten Sie auf Steigen um, verbessern Sie das Kühlmittel und überprüfen Sie den Rundlauf.
- Die Teilegröße stimmt nicht? Belassen Sie das Schlichtmaterial, reduzieren Sie die Schrittweite, messen Sie in der Mitte des Prozesses und ziehen Sie einen Federdurchgang in Betracht.
- Rattern in der Nähe von Ecken? Verwenden Sie die Werkzeugwegglättung, reduzieren Sie den Eingriff in den Ecken und verkürzen Sie den Stick-Out.
FAQs
Beim Gleichlauffräsen, auch Abwärtsfräsen genannt, dreht sich der Fräser grundsätzlich in dieselbe Richtung wie der Vorschub. Stellen Sie sich das so vor, dass der Fräser das Material "hochklettert". Der Span ist am Anfang dicker und wird beim Verlassen des Schnitts dünner, was sozusagen das Gegenteil vom konventionellen Fräsen ist. Warum ist das wichtig? Nun, dieser Ansatz führt in der Regel zu einer glatteren Oberfläche, trägt dazu bei, dass Ihr Werkzeug länger hält, und belastet die CNC weniger, was besonders dann von Vorteil ist, wenn Sie mit einer engen oder präzisen Einrichtung arbeiten. Es ist so, als würde man den Fräser die Arbeit ganz natürlich erledigen lassen, anstatt gegen ihn anzukämpfen.
Fräsen im Gleichlauf hört sich toll an, aber es ist nicht alles eitel Sonnenschein. Bei Maschinen, die ein Spiel haben - also ein wenig "Spiel" in der Bewegung - kann die Maschine in den Schnitt hineingezogen werden, was heikel und gefährlich sein kann. Wenn Sie auf sehr rauen oder harten Materialoberflächen arbeiten, kann die Schneidkante ausbrechen. Außerdem muss man beim Starten eines Schnitts vorsichtiger sein, weil das Werkzeug nicht zu aggressiv greifen soll. Auf älteren Maschinen oder wenn der Schnitt unterbrochen wird, kann das Gleichlauffräsen schwer zu kontrollieren und möglicherweise unsicher sein. Sie sollten dieses Werkzeug also nur einsetzen, wenn die Bedingungen stimmen.
Das Gleichlauffräsen ist perfekt für moderne CNC-Maschinen. Es wird häufig für Schlichtdurchgänge verwendet, aber Sie können es auch für viele Schruppschnitte einsetzen, solange Ihr Material sauber und konsistent ist. Es eignet sich gut für Materialien wie Aluminium, Stahl, Titan und Kunststoffe. Ein cooler Vorteil ist, dass bei dünnen Wänden oder Böden die Schnittkraft auf den Tisch drückt, was zur Stabilisierung des Teils und zur Verringerung von Vibrationen beiträgt. Wenn Ihre Maschine auf dem neuesten Stand ist und Ihr Material schön glatt ist, ist das Gleichlauffräsen Ihr Freund.
Es gibt eigentlich überhaupt keinen Unterschied. "Abwärtsfräsen" ist nur ein anderer Begriff für Gleichlauffräsen. Die Leute verwenden die Begriffe austauschbar, also lassen Sie sich nicht verwirren, wenn Sie beide in Handbüchern oder in der Fachsprache sehen.
Wenn Sie eine moderne CNC mit geringem Umkehrspiel einsetzen, ist das Gleichlauffräsen in der Regel die bessere Lösung. Es ergibt eine bessere Oberflächengüte, verlängert die Werkzeugstandzeit und ist effizienter. Konventionelles Fräsen (auch Gegenlauffräsen genannt) ist besser, wenn Sie es mit harten Außenschichten, sehr rauem Material oder älteren Maschinen zu tun haben, bei denen das Umkehrspiel ein Problem darstellen könnte. Es kommt also wirklich auf Ihre Maschine und Ihr Material an, aber auf einer sauberen, modernen Anlage ist das Gleichlauffräsen in der Regel die beste Lösung.
Konventionelles Fräsen hat seine eigenen Vorteile. Es ist sicherer, wenn Sie raue oder verzunderte Oberflächen schneiden, und es ist in der Regel besser für Gusseisenhaut ganz am Anfang eines Schnitts. Auf älteren Maschinen ist es nachsichtiger, weil es den Tisch nicht in den Fräser zieht, wie es beim Gleichlauffräsen der Fall ist. Auch wenn es nicht so auffällig ist wie das Gleichlauffräsen, ist es doch zuverlässig, besonders unter schwierigen Bedingungen.
Beim Gegenlauffräsen (konventionelles Fräsen) wird zunächst die Oberfläche gerieben, was mehr Wärme erzeugt und oft zu einer raueren Oberfläche führt. Es kann die Standzeit des Werkzeugs verkürzen, da der Span am Anfang dünner und am Ausgang dicker ist, was bedeutet, dass der Fräser das Material, das er gerade geschnitten hat, erneut schneiden kann. Dies ist zwar in manchen Situationen sicherer, aber weniger effizient und schonender für die Oberflächengüte.
Hier die wichtigste Regel: Versuchen Sie immer, einen echten Span an der Schneidekante zu erhalten. Sie wollen eine gleichmäßige, gesunde Spandicke vom Anfang bis zum Ende des Schnitts. Auf modernen Maschinen bedeutet dies in der Regel, dass Sie das Gleichlauffräsen bevorzugen, Reibung vermeiden und Werkzeugwege verwenden, die einen gleichmäßigen Eingriff gewährleisten. Wenn Sie dieses Prinzip befolgen, werden Ihre Schnitte sauberer, Ihre Werkzeuge halten länger und Ihre CNC kämpft nicht mit dem Material.
Referenzen
https://www.osha.gov/metalworking-fluids/exposure-evaluation



