Lisovací forma je krví velkosériové výroby a určuje kvalitu, přesnost a ziskovost dílů. Ačkoli se lisovací forma může zdát jako jednoduchý nástroj, jedná se o složitou sestavu, v níž je každá součástka kritická. Konstrukce, materiál a integrita těchto jednotlivých dílů určují celkový výkon a provozní životnost nástroje na více než 90 %.
Příručka je určena inženýrům, konstruktérům a pracovníkům údržby, kteří se starají o tato kritická zařízení. Rozřízneme zápustku a prozkoumáme její konstrukci a pracovní části, probereme volbu materiálu a typické poruchy. Tato příručka je více než jen seznam součástí, je to technický plán přechodu od reaktivních oprav k inteligentní strategii nástrojů, která vám umožní maximalizovat dobu provozuschopnosti, minimalizovat náklady a zajistit vysokou výkonnost vašich lisovacích operací.
Co jsou to raznice a proč jsou důležité komponenty?
Raznice je speciální, na míru vyrobený nástroj, který se používá v lisu k řezání nebo tvarování plechu do požadovaného tvaru. Provádí se vložením plechu z pásu, obvykle ve formě svitku nebo polotovaru, mezi dvě poloviny raznice. Lis pak vyvíjí obrovský tlak, který způsobí, že se matrice uzavře a provede na materiálu určitou operaci.
Tyto operace lze obecně klasifikovat:
- Řezné operace: Jedná se o operace, při kterých dochází ke stříhání kovu.
- Zaslepení: Odstranění vnějšího profilu kusu z většího archu. Požadovaná část je vyříznutý kus.
- Piercing: Vrtání nebo jiné vyřezávání otvorů nebo jiných tvarů do dílu. Vypíchnutý materiál je odpad.
- Formovací operace: Jedná se o operace, které mění geometrii kovu, aniž by došlo k jeho záměrnému střihu.
- Ohýbání: Napínání materiálu v přímém směru.
- Kreslení: Tažení: vtlačování plechu do dutiny zápustky, aby se vytvořil kalich nebo skořepinový tvar.
- Tvarování: Obecnější termín, který zahrnuje vytváření takových prvků, jako jsou obruby, vlnovky a reliéfy.
Jedna kompletní sada lisovacích nástrojů může být vyrobena pro jednu konkrétní operaci (jednostaniční raznice) nebo sérii operací (progresivní nebo přenosová raznice). V progresivním lisovacím nástroji je svitek materiálu přiváděn do nástroje a s každým tahem lisu je na různých stanicích provedena sekvence operací, na jejímž konci je hotový díl. Počáteční návrh takového složitého nástroje se často vyvíjí pomocí softwaru CAD (Computer-Aided Design), aby se zajistila správná funkce všech dílů.
Složitost a přesnost těchto operací podtrhuje význam každé části. Malá chyba několika mikrometrů v jedné součásti může způsobit řetězovou reakci poruch: nesprávné rozměry součásti, předčasné opotřebení nástrojů, nákladné neplánované prostoje a vysokou zmetkovitost. Správná znalost práce každé součásti je tedy počátečním krokem ke zvládnutí vědy o lisování.
Klíčové součásti struktury sady matric
Sada matric je základem nebo "kostrou" celého nástroje. Jejím hlavním účelem je udržet všechny ostatní součásti, často zajištěné robustními svorkami, v přesném souladu a poskytnout stabilní základnu pro montáž matrice do lisu. Integrita této konstrukce je pro dosažení kvality dílů neoddiskutovatelná.
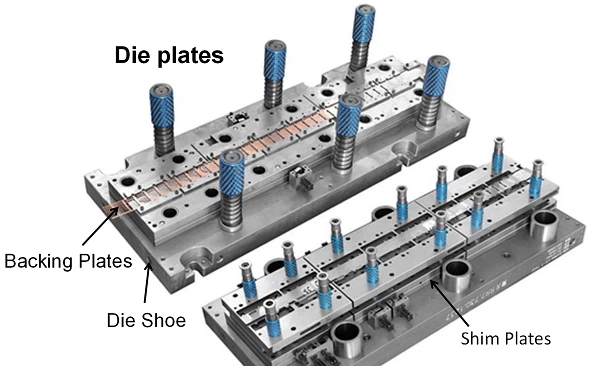
Zdroj: hlc-metalparts.com
Obuv (horní a dolní)
Velké těžké základní desky, které tvoří horní a dolní polovinu sady raznic, jsou horní a dolní patky raznic. Spodní zápustka je připevněna k lůžku lisu nebo k svorníku a horní zápustka k lisovému suportu nebo beranu.
- Funkce: Jsou montážní platformou všech ostatních funkčních a vodicích částí výlisku. Měly by být dostatečně pevné, aby odolávaly obrovským a opakujícím se silám při lisování, aniž by se vychýlily.
- Materiály: Materiály: Litina (obvykle vysoce kvalitní litina, např. Meehanite) nebo silný ocelový plech (např. A36 nebo 1045). Výběr se řídí velikostí matrice, požadovanou tuhostí a cenou.
- Vlastnosti: Jsou přesně opracovány tak, aby se do nich vešly vodicí čepy a pouzdra, závitové otvory a montážní drážky pro upevnění dalších dílů a pro uchycení matrice v lisu.
Podkladové desky (podložky)
Podkladové desky jsou tvrzené desky za razníky a razicími knoflíky.
- Funkce: Jejich hlavním účelem je tvrdý povrch odolný proti opotřebení, který drží pracovní díly a nedovoluje jejich zatlačení do měkčího materiálu zápustky pod vysokým tlakem. Pomáhají také rozložit soustředěné síly razníků na větší plochu. Mikroúpravy výšky dílů se provádějí pomocí podložek, velmi tenkých destiček.
- Materiály: Téměř vždy kalená nástrojová ocel, aby odolávala vtisku a opotřebení.
Vodicí kolíky a pouzdra

Vodicí čepy a pouzdra jsou klouby, které zajišťují dokonalé vyrovnání, v případě, že kostru tvoří zápustky. Jsou vyrobeny z kalených přesně broušených kolíků na jedné botce matrice, které se zasouvají do stejně přesných pouzder na druhé botce.
- Funkce: Jediné, co dělají, je, že udržují horní a dolní polovinu matrice v přesné poloze po celou dobu zdvihu lisu. To je nezbytné pro zajištění správné vůle mezi řeznými částmi (razníky a lisovacími knoflíky), která přímo ovlivňuje kvalitu hran a životnost nástroje.
- Typy:
- Třecí kolíky (kluzná ložiska): Čepy z tvrdé oceli, které jsou uloženy v pouzdrech z tvrdé oceli nebo hliníkového bronzu. Jsou stabilní a cenově dostupnou variantou pro většinu aplikací.
- Vedení kuličkových ložisek (kuličkové klece): V těchto vodítkách se používají klece s kuličkovými ložisky, které se pohybují mezi čepem a pouzdrem. Poskytují menší tření, větší přesnost a používají se ve vysokorychlostních nebo vysoce přesných progresivních zápustkách.
- Materiály: Vodicí čepy jsou obvykle z kalených nástrojových ocelí. Pouzdra mohou být z kalené oceli, nástrojové oceli nebo samomazná, například z hliníkového bronzu impregnovaného grafitem.
Kritické pracovní a tvářecí komponenty
Jedná se o díly, které přicházejí do přímého kontaktu s obrobkem a tvoří jej. Jsou vystaveny největšímu namáhání, největšímu tření a největšímu opotřebení. Jejich tvar, složení a přesnost jsou klíčové pro úspěch zápustky.
Zástupce rozpadlého pohledu nebo podrobné ilustrace pracovních součástí
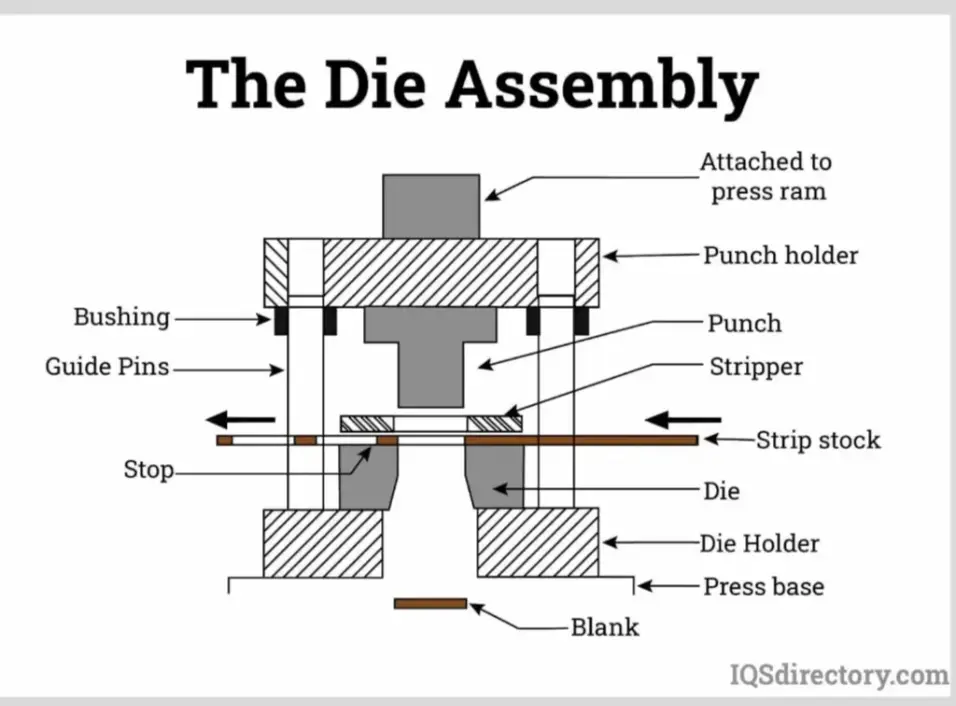
Zdroj: IQSdirectory.com
Děrovače (řezání a tvarování)
Vnější části, které provádějí děrování, zaslepování nebo tváření, jsou razníky.
- Funkce: Při řezání prorazí čelní plocha razníku cestu materiálem do dutiny matrice (razicího knoflíku). Při formovacích operacích geometrie razníku vytlačuje materiál do určitého tvaru.
- Design: Děrovačky mají nekonečně mnoho tvarů a velikostí. Nejdůležitějšími konstrukčními vlastnostmi jsou typ hlavy (retenční), průměr těla, tvar hrotu a délka. U řezacích razidel se běžně používá malé zadní zúžení (razidlo je za břitem o něco menší), aby se minimalizovalo tření.
- Materiály: Výběr materiálu je zásadní a závisí na aplikaci. Běžnou volbou jsou nástrojové oceli A2, D2 a M2. V případě velmi objemných aplikací nebo abrazivních materiálů je vhodným materiálem karbid wolframu díky své mimořádné odolnosti proti opotřebení.
- Povlaky: Pro zlepšení výkonu se razníky běžně potahují povlaky s nízkým třením a vysokou tvrdostí, jako je nitrid titanu (TiN) nebo karbo-nitrid titanu (TiCN), které mohou výrazně prodloužit životnost.
Knoflíky (Die Matrix)
Tlačítko je ženským ekvivalentem razníku v procesu řezání. Je to přesně broušené pouzdro s otvorem, jehož profil odpovídá profilu razníku, a s určitou vůlí.
- Funkce: Je to řezná hrana, o kterou se děrovač stříhá. Když razník zatlačí materiál do knoflíku matrice, je napětí větší než pevnost materiálu ve střihu a materiál se čistě zlomí.
- Vyčištění od nábojů: Jedním z nejdůležitějších parametrů při konstrukci matrice je prostor mezi razníkem a knoflíkem matrice.
- Nedostatečný odstup: Způsobuje sekundární střih, přetížení a rychlé opotřebení nástroje.
- Překročení povolené vzdálenosti: Způsobuje velké, nežádoucí převrácení na okraji dílu a velké otřepy.
- Pravý volný prostor: Zajišťuje čistý řez s malým odvalováním a otřepy, což prodlužuje životnost nástroje. Optimální vůle je procentuální podíl tloušťky materiálu a závisí na typu materiálu.
- Materiály: Pro zajištění maximální životnosti se stejně jako razidla vyrábějí z vysoce kvalitních nástrojových ocelí (nejčastěji D2) nebo karbidu wolframu.
Odstraňovací desky
Jakmile je materiál proražen nebo vybroušen děrovačem, díky pružnosti materiálu pevně drží děrovač. Úkolem oddělovací desky je tento materiál z razníku odstranit při jeho zasouvání.
- Funkce: Funkce: Vyhazování obrobku nebo pásu materiálu pozitivně z razníků při zdvihu lisu nahoru.
- Typy:
- Pevný striptér: Deska s pevně zabudovanými otvory, kterými procházejí razníky. Vytváří konstantní otvor, kterým materiál prochází.
- Pružinový striptér: Deska, která je pohyblivá díky silným pružinám. Padá spolu s horní matricí, udržuje materiál při řezání v rovině a odizolovává jej při zdvihu nahoru. To je nezbytné, aby nedocházelo k deformaci materiálů a rovinnosti dílů.
- Materiály: V závislosti na způsobu použití mohou být tyto nástroje obvykle z legované oceli a mohou být kalené.
Dusíkové lahve a pružiny
Tyto prvky poskytují požadované možnosti odizolování, zvedání a přítlačné podložky.
- Mechanické vinuté pružiny: Jsou vyrobeny z vysokopevnostního drátu (např. chrom-křemíku). Jsou klasifikovány podle stupně zatížení (např. střední, těžké, velmi těžké) a při stlačení vyvíjejí větší sílu. Jsou úsporné a mohou být náchylné k únavě a selhání po milionech cyklů.
- Plynové dusíkové pružiny: Jedná se o lahve naplněné vysokotlakým plynným dusíkem. Oproti mechanickým pružinám mají značné výhody, například mnohem větší sílu v menším objemu, rovnoměrnější sílu v průběhu zdvihu a delší a předvídatelnější životnost. V náročných aplikacích jsou standardní volbou.
Zvedáky a pilotní čepy
Jedná se o důležité součásti při manipulaci s materiálem a vyrovnávání, zejména u progresivních lisovacích forem.
- Zvedáky: Zvedáky jsou čepy nebo lišty, obvykle s pružinou, které na konci každého zdvihu zvedají lištu zásobníku ze spodní plochy matrice. To umožňuje snadné posunutí pásu do další stanice, aniž by se táhl po povrchu matrice.
- Pilotní špendlíky: Jedná se o přesně umístěné kolíky, obvykle s kulovým nosem, které se vkládají do otvorů již vyvrtaných v základním pásu. Slouží k finálním, velmi přesným korekcím polohy pásu v každé stanici, aby byla registrace při další operaci dokonalá.
Opotřebení součástí: Strategie pro údržbu a výměnu
Všechny součásti lisovacích forem podléhají opotřebení bez ohledu na to, jak dobře jsou navrženy nebo jak pevně jsou zkonstruovány. Obrovská síla, tření a nárazy, které se opakují tisíckrát nebo milionkrát, nutně způsobí zhoršení výkonu a případné selhání. Není to známka špatného nástroje, ale realita provozu.
Nejčastějšími způsoby selhání jsou:
- Abrazivní opotřebení: Opotřebení, ke kterému dochází v důsledku tření mezi nástrojem a obrobkem. Je vnímáno jako otupení řezných hran.
- Opotřebení lepidla (žilkování): Zejména mezi vodicími čepy a pouzdry nebo razníky a odizolovacími kleštěmi se jedná o mikroskopické svařování a trhání styčných ploch.
- Odštípnutí/prasknutí (únavové selhání): náhlý lom součásti při cyklickém zatížení, který je obvykle iniciován mikroskopickým nárůstem napětí. To je typické pro razníky a zápustky.
- Deformace: Deformace: trvalá nebo plastická změna tvaru součásti v důsledku přetížení.
- Jarní únava: Únava: ztráta pevnosti nebo prasknutí pružiny po velkém počtu cyklů.
Porucha kritické součásti znamená zastavení celé výrobní linky. Okamžité a vysoké náklady jsou ztráta výrobního času, mzdové náklady na odstranění a opravu matrice a možnost velkého množství zmetků, které byly vyrobeny bezprostředně předtím, než byla porucha zaznamenána.
Většina organizací v této situaci upadá do reaktivního modelu "run-to-failure". Proaktivní strategie údržby a výměny je inteligentnější a nákladově efektivnější. Nejnákladnějším aspektem selhání výlisku je málokdy samotná součást, ale prostoje. Je mnohem nákladově efektivnější plánovat výměnu vysoce opotřebitelných dílů za díly vyšší kvality dříve, než dojde k jejich poruše, než vyměnit sadu lisovacích nástrojů v hodnotě několika tisíc dolarů kvůli poruše jednoho dílu.
Řešení U-Need: Maximalizujte provozuschopnost formy pomocí přesných náhradních dílů
Zde se vám bude hodit strategické partnerství. U-Need je společnost, která se specializuje na výrobu vysoce výkonných náhradních dílů na zakázku, které jsou v mnoha případech lepší než originální díly. Naši klienti nevnímají selhání součástek jako nevyhnutelné náklady, ale jako příležitost k modernizaci. S řešením vyrobeným na zakázku od společnosti U-Need můžete výměnou opotřebovaného standardního dílu získat zpět původní přesnost výlisku a v mnoha případech výrazně prodloužit jeho životnost nad rámec původních konstrukčních specifikací. Tato preventivní strategie vám z dlouhodobého hlediska ušetří spoustu peněz a promění váš rozpočet na údržbu v proaktivní investici do provozuschopnosti a produktivity.
Výběr správných materiálů pro lisovací komponenty
Výběr správného materiálu pro každou součást je zásadním technickým rozhodnutím, které vyvažuje výkon, životnost a náklady. Hluboká znalost vlastností materiálu je pro každého konstruktéra nebo výrobce nástrojů nezbytná. Mezi klíčové vlastnosti patří:
- Tvrdost: Odolnost materiálu proti vtisku a poškrábání. Měří se na stupnici Rockwell C (HRC). Vysoká tvrdost je nezbytná pro udržení ostré řezné hrany.
- Houževnatost: Schopnost materiálu absorbovat energii nárazu, aniž by se roztříštil. Mezi tvrdostí a houževnatostí často existuje kompromis; extrémně tvrdé materiály bývají křehčí.
- Odolnost proti opotřebení: Schopnost odolávat úbytku materiálu v důsledku oděru a přilnavosti. To je ovlivněno tvrdostí a mikrostrukturou materiálu (např. přítomností tvrdých karbidových částic).
- Pevnost v tlaku: Schopnost odolat vysokému tlaku bez deformace.
Zde je přehled běžných materiálů používaných v komponentech lisovacích forem:
| Kategorie složek | Doporučené materiály | Klíčové vlastnosti a zdůvodnění |
| Řezné komponenty | Nástrojová ocel D2: Vysoká odolnost proti opotřebení, dobrá houževnatost. Průmyslový kůň. | Vynikající pro velkoobjemové vysekávání/vypichování měkkých ocelí. |
| (Děrovačky, vykrajovátka) | Nástrojová ocel A2: Lepší houževnatost než D2, dobrá odolnost proti opotřebení. | Bezpečnější volba pro aplikace s vyššími otřesy nebo rizikem odštípnutí. |
| Rychlořezná ocel M2: Zachovává tvrdost při vysokých teplotách. | Ideální pro vysokorychlostní děrování, kde je problém s hromaděním tepla. | |
| Práškové oceli (PM): Velmi houževnaté, vysoce odolné proti opotřebení. | Vynikající výkon díky jemnému a rovnoměrnému rozložení karbidu. Prémiové vylepšení oproti běžným nástrojovým ocelím. | |
| Karbid wolframu: Extrémní tvrdost a odolnost proti opotřebení. | Nejvhodnější volba pro extrémně dlouhé dráhy na abrazivních materiálech, jako je nerezová nebo elektrotechnická ocel. Vysoké náklady, nižší houževnatost. | |
| Průvodní součásti | Kalené oceli: (např. 8620) Tvrdý povrch, houževnaté jádro. | Cenově výhodné a odolné pro vodicí kolíky. |
| (vodicí čepy, pouzdra) | Hliníkový bronz: Samomazné vlastnosti. | Často se používá pro pouzdra ke snížení tření a zabránění zadírání, zejména u vysokorychlostních aplikací. |
| Konstrukční díly | Měkká ocel (např. A36): (A36): nízká cena, snadno obrobitelná. | Vhodné pro objímky na menších lisovacích strojích s nižší tonáží. |
| (Obuv do matrice, desky) | Středně uhlíkatá ocel (např. 1045, 4140): Vyšší pevnost. | Standard pro většinu bot na kostky, které nabízejí dobrou rovnováhu mezi pevností a stabilitou. |
| Litina (např. Meehanit): Vynikající tlumení vibrací. | Přednostně se používá pro velmi velké sady matric, kde je nejdůležitější stabilita a kontrola vibrací. | |
| Tvarovací komponenty | Nástrojové oceli D2, A2: Dobrá odolnost proti opotřebení pro tvářecí povrchy. | Běžně se používá pro tvarování razníků a zápustek. |
| PEEK, PTFE, ostatní technické plasty: Nízké tření, netřepí se. | Společnost U-Need je může opracovat pro aplikace, kde je problémem poškrábání nebo označení hotového povrchu (např. leštěné nerezové oceli). |
Zakázkové lisované díly vs. standardní komponenty
Když je třeba vyměnit díl, musí se konstruktéři rozhodnout: objednat standardní, hotový díl, nebo investovat do dílu vyrobeného na zakázku.
Funkce standardních dílů
Průmysl se spoléhá na standardní komponenty, které jsou k dispozici v rozsáhlých katalozích. Jsou snadno dostupné, ekonomicky výhodné pro použití v univerzálních aplikacích a obvykle mohou být dostatečné pro méně náročné matrice nebo kratší výrobní série. Jsou minimálně dostatečně dobré.
Nedostatky funkce Good Enough
Problémem je, že současná produkce se sotva spokojí s tím, že je dost dobrá. Zvýšené rychlosti, přísnější tolerance, delší životnost nástrojů a použití obtížných materiálů (vysokopevnostní oceli, exotické slitiny) často překračují limity standardních dílů a je zapotřebí zápustek. Typický náhradní díl v nejlepším případě pouze vrátí matrici její původní, omezený výkon. V nejhorším případě se stane pouze novým místem poruchy.
Vlastní komponenty Strategická hodnota
Zde jsou rozhodující výhodou vlastní komponenty. Díl na zakázku není kopie, je to navržené řešení. Je to možnost prostudovat původní poruchu a vyvinout náhradu, která je v podstatě lepší.
To je podstata hodnotové nabídky společnosti U-Need. Pokud potřebujete standardní součástku, která neodpovídá vašim výkonnostním požadavkům, nebo speciální díl pro speciální zařízení, je řešením naše schopnost zakázkové výroby. Naše minimální objednací množství (MOQ) je pouze jeden kus, takže můžete testovat, ověřovat a modernizovat bez velkých kapitálových investic. Jsme tým s více než 30 lety zkušeností v oboru a nejsme pouhým čtením tisku, ale spolupracujeme s vámi na řešení vašich nejnáročnějších problémů s nástroji. Může se jednat o díl pro lisování, díl pro lisování za studena nebo kritický díl pro vstřikovací formu, ale máme zkušenosti, abychom vám poskytli řešení, které bude fungovat.
Odstraňování běžných poruch součástí lisovacích forem
Každý technik nebo inženýr, jehož úkolem je udržovat lis v provozu, musí mít hluboké znalosti o způsobech poruch. Zde jsou tři nejtypičtější poruchy a jejich postupné řešení.
Způsob poruchy 1: Odštípnutí nebo předčasné opotřebení razníku
- Příznaky: Ostrý konec razníku je zaoblený nebo se z něj odlomí malé úlomky (odštípnutí). To způsobuje velké otřepy na dílu, vyšší potřebu tonáže a nakonec katastrofální selhání.
- Možné příčiny:
- Špatné odbavení: Vůle mezi razidlem a knoflíkem je příliš malá, což vede k sekundárnímu střihu a velkému bočnímu zatížení hrotu razidla.
- Nesouosost: V případě, že horní a dolní raznice nejsou dokonale zarovnané a razník naráží na okraj knoflíku raznice.
- Nevhodný výběr materiálu: Materiál použitý v děrovači není dostatečně houževnatý, aby pohltil náraz, nebo dostatečně odolný proti opotřebení, aby mohl materiál řezat.
Řešení U-Need: Společná výměna může pouze replikovat poruchu. Stránka U-Need je identifikovat příčinu. Náš tým inženýrů, který má v průměru více než 15 let zkušeností, neprovede pouhou výměnu, ale navrhne modernizaci. Tím může být přechod na tvrdší nástrojovou ocel D2 nebo přechod na karbid wolframu, který zajistí lepší odolnost proti abrazivnímu opotřebení. Ještě důležitější je skutečnost, že dokážeme dodržet tolerance. +/- 0,001 mm na našich nejmodernějších zařízeních, jako jsou naše optické křivkové brusky PG, znamená, že nová součást bude mít optimální vůli a geometrii, aby fungovala při svém použití, a to je nejčastější příčinou poruch.
Způsob poruchy 2: Zadření nebo zadření vodicího kolíku
- Příznaky: Na vodicích čepech nebo pouzdrech se objevují oděrky, rýhy nebo sváry. To zvyšuje tření, zahřívá se a může vést k úplnému zadření matrice, což je velmi nebezpečný a destruktivní jev.
- Možné příčiny:
- Špatné mazání: Jedná se o nejčastější příčinu.
- Kontaminace: Do vůle mezi čepem a pouzdrem se dostanou kovové částečky nebo jiné nečistoty.
- Špatné počáteční přizpůsobení: Zpočátku nevhodná vůle nebo špatná povrchová úprava.
Řešení U-Need: Společnost U-Need se tímto selháním zabývá na výrobní úrovni. Naše vodicí čepy a pouzdra jsou vyráběny s nejlepší povrchovou úpravou, zrcadlovou Ra=0,1um, přesným broušením a v případě potřeby ručním leštěním. Rozměrové a geometrické tolerance kontrolujeme bezchybně pomocí sofistikovaných metrologických zařízení, jako jsou naše souřadnicové měřicí stroje a 2,5D projektory. To zaručuje dokonalé lícování, které snižuje tření a poskytuje silnou ochranu proti zadírání již od prvního dne.
Způsob selhání 3: Vytržení nábojnice nebo přilepení dílu
- Příznaky: Malý kousek šrotu (plíšek) po proražení nepropadne matricí, ale je vtažen vtahovacím razníkem. Stejně tak se může stát, že se vyražený díl přilepí na čelní plochu razníku. To může vést k poškození matrice, vadám dílu a zastavení lisu.
- Možné příčiny:
- Vakuový efekt: Olej nebo chladicí kapalina mohou utěsnit střepinu/díl a čelní plochu razníku podtlakem.
- Pružnost materiálu: Materiál se vrací a drží na straně razníku.
- Magnetismus: Zbytkový magnetismus děrovačky nebo materiálu.
Řešení U-Need: Jedná se o tradiční problém, který někdy vyžaduje spíše řešení na míru než náhradní díl. Naši inženýři jsou schopni navrhnout a vyrobit razidla s určitými vlastnostmi proti vytahování, včetně pružinových vyhazovacích kolíků v razidle, šikmých střižných ploch pro přerušení vakua nebo speciálních povlaků pro minimalizaci tření. Víme, jak je to naléhavé, a proto jsme schopni tato zákaznická řešení poskytovat s neuvěřitelnou rychlostí, s dodací lhůtou 3-5 dnů na vzorky. To vám umožní otestovat, ověřit a aplikovat finální řešení bez větších zásahů do vašeho výrobního plánu.
Hlubší pochopení toho, jak se taková řešení nástrojů na zakázku vyvíjejí, získáte, když prozkoumáte konstrukce raznice je zásadní.
Vytvořte si strategii chytrého nářadí s U-Need
Po desetiletí byl výchozím modelem údržby nástrojů reaktivní model. Nástroj běží, dokud se neporouchá, a pak následuje práce na jeho opravě. Tento model je neefektivní, nepředvídatelný a nákladný. Nejúspěšnější moderní výrobci přešli na proaktivní model - strategii inteligentního nářadí.
Přechod od reaktivní opravy k proaktivní optimalizaci
Inteligentní strategie pro nástroje je proaktivní přístup ke správě nástrojů založený na datech. Upřednostňuje maximální dobu provozuschopnosti, konzistentní kvalitu dílů a nejnižší celkové náklady na vlastnictví (TCO) před krátkodobými náklady na jednotlivé komponenty. Na každou výměnu součásti se nedívá jako na opravu, ale jako na příležitost k vylepšení výkonu a životnosti celého systému.
Tato strategie zahrnuje:
- Identifikace kritických součástí s vysokým opotřebením ve vašich zápustkách.
- Sledování jejich výkonu a stanovení předvídatelných intervalů výměny.
- Spolupráce s dodavatelem, který může poskytnout komponenty, které nejsou pouhou náhradou, ale skutečným zlepšením výkonu.
U-Need jako váš strategický partner
Vytvoření a realizace této strategie vyžaduje partnera s hlubokými technickými znalostmi, prvotřídními výrobními schopnostmi a odhodláním dosáhnout vašeho úspěchu. Tímto partnerem je společnost U-Need.
- Zkušenosti a důvěra: S týmem, který má Více než 30 let přesnost zkušenosti s obráběním, jsme získali důvěru více než 300 klientů ve více než 20 zemích. Vyrobili jsme více než 35 000 unikátních nestandardních dílů, z nichž každý je řešením konkrétního problému zákazníka.
- Integrované schopnosti: Naše ISO 9001:2015 certifikované zařízení je důkazem našeho závazku ke kvalitě. Je v něm umístěna kompletní sada špičkového mezinárodního vybavení od Takisawa (Japonsko), GF AgieCharmille (Švýcarsko) a Seibu/Sodick (Japonsko).. Tato vertikální integrace nám umožňuje kontrolovat celý výrobní řetězec - od počátečního vyhodnocení návrhu a získání materiálu až po komplexní tepelné zpracování a výběr z více než 100 druhů materiálů. 20 možností povrchové úpravy. Tímto způsobem dosahujeme a udržujeme 99.3% míra kvalifikace dílů.
- Bezkonkurenční přizpůsobení a rychlá reakce: Jsme přesvědčeni, že každý zákazník, bez ohledu na jeho velikost, si zaslouží přístup ke špičkovému inženýrství. Podporujeme vaše inovace pomocí MOQ z 1 kusu a poskytnout nabídky do 24 hodin. Naše flexibilní výrobní linky a tým odborníků nám umožňují reagovat na naléhavé objednávky a dodávat řešení nejrychleji na trhu.
- Záruka U-Need: Váš úspěch je i naším úspěchem. Za svou prací si stojíme s komplexní Záruka 1 rok, 24hodinovou reakční dobu pro případné problémy a závazek dodat řešení do 3 dnů. Dodáváme nejen součástku, ale i klid na duši.
Přestaňte s nářadím zacházet jako s jednorázovým majetkem. Kontaktujte náš technický prodejní tým ještě dnes a probereme s vámi, jak může inteligentní strategie obrábění s využitím přesných komponentů společnosti U-Need zvýšit úroveň vašich operací a zajistit měřitelnou návratnost investic.



