Vnitřní závitování je proces vytváření společného závitu uvnitř válcového, předem vyvrtaného otvoru, aby se spojovací prvek - například šroub nebo vrut - mohl bezpečně spojit. Pokud jste někdy utahovali šroub do skříně motoru, čelisti svěráku, upínacího otvoru rámu kola nebo přípravku pro lékařské přístroje, použili jste vnitřní závity. Metoda zní jednoduše, ale přesné vytvoření požadovaného závitu vyžaduje správné vícenásobné řezné hrany, správnou jmenovitou velikost otvoru a správné nastavení stroje, aby byla zajištěna čistá geometrie a později spolehlivá demontáž.
Tato příručka je určena konstruktérům, obráběčům a výrobcům, kteří chtějí mít ostré závity bez přetržených závitníků, vyfouknutých průměrů stoupání nebo hrubých povrchových úprav. Začínáme stručnými odpověďmi: co je to vnitřní závitování, jak se srovnává s různými formami závitů, jako je vnější závitování, a kdy zvolit závitování, frézování nebo tváření závitů. Poté se podělíme o pracovní postupy krok za krokem, které se používají při ručních pracích se závitovým klíčem nebo při operacích CNC, kde se závity otáčením nástroje v přesných rotacích dosahuje vyšší opakovatelnosti. Součástí jsou šablony pro rychlost a posuv, kalkulačky velikosti otvorů, kontrolní metody a tipy pro řešení problémů.
Pokud potřebujete závity s těsnou tolerancí v nerezu, titanu, hliníku nebo litině nebo řešíte zlomení závitníku v hlubokém slepém otvoru, najdete zde přímou cestu. Na konci budete vědět, jak vybrat nástroj, nastavit parametry, zkontrolovat průměr stoupání a rychle odstranit problémy. Cestou vám odpovíme na běžné otázky jako "Co je to vnitřní závit?", "Je lepší vnitřní nebo vnější závit?", "Jaký nástroj se používá k závitování kovů?" a "Jak opravit vnitřní závity?".
Vnitřní závity: Rychlé odpovědi a základní pojmy
Co je to vnitřní závitování? Kdy ho použít a kdy vnější závitování
Vnitřní závit vytváří závit uvnitř otvoru. Spojuje se s odpovídajícím vnějším závitem na šroubu, svorníku nebo vrutu. S vnitřním závitem se setkáte u matic, pouzder, potrubních spojů, hydraulických rozdělovačů a všude tam, kde je potřeba pevný a opakovatelný spoj.
Vnější závitování je opakem. Vytváří závit na vnějším povrchu válce nebo hřídele. Na soustruhu se často jedná o jednobodovou operaci při CNC soustružení, nebo můžete při ruční práci použít matrici.
Vnitřní a vnější závit - kdy se rozhodnout pro který z nich? Rozhoduje geometrie dílu. Šroub, vrut nebo svorník má vnější závit. Díra v bloku, držáku nebo trubce má vnitřní závit. Jeden není "lepší" než druhý, jsou to spřízněné závity. Důležité je sladit tvar, stoupání a třídu závitu, aby dvojice pasovala a fungovala při zatížení.
Klíčová fakta a statistiky
- Více než 60% upevňovacích spojů používá závity, které přenášejí radiální, axiální a smykové zatížení. Proto záleží na kvalitě závitů a kontrole stoupání průměru.
- Trh s nástroji pro vnitřní závitování představoval v roce 2023 odhadem 5,7 miliardy USD a do roku 2032 by měl dosáhnout 8,9 miliardy USD (~5,1% CAGR).
- Běžné metody vnitřního závitování:
- Řezání (řezání závitů)
- Frézování závitů (CNC)
- Tvarování závitů (tváření za studena, beztřískové)
Jaký je rozdíl mezi závitováním, frézováním a tvářením závitů?
- Klepání (řezání):
- Čipy: Ano. Potřebné ovládání čipů.
- Síla: Dobrá, závisí na materiálu a třídě.
- Rychlost: Rychlost na výrobních strojích.
- Přesnost: Přesnost: dobrá, pokud je velikost otvoru a zarovnání správné.
- Požadavek na CNC: Ne (ruční nebo CNC).
- Frézování závitů:
- Čipy: Ano, ale snadná evakuace.
- Síla: Průměr lze upravit podle opotřebení.
- Rychlost: mírná; pomalejší než při vrtání do malých otvorů.
- Přesnost: Nastavitelný průměr rozteče.
- Požadavek na CNC: Ano (šikmá dráha nástroje).
- Tvarování závitů (válcové/formové závitníky):
- Čipy: Ne; materiál je přemístěn.
- Pevnost: vysoká; zpevnění boků, dobrá povrchová úprava.
- Rychlost: Rychlost: Rychlá při správném mazání.
- Přesnost: Přesnost: Vynikající, pokud je velikost otvoru přesná.
- Požadavek na CNC: Ne (ruční nebo CNC).
Tabulka: Výběr metody podle velikosti otvoru, materiálu, objemu, tolerance
- Malé velikosti otvorů (≤ M4 nebo ≤ #8), tvárný materiál, velký objem, standardní tolerance:
- Nejlepší metoda: Metoda: Klepání (řezání). Pokud je materiál tvárný a mazivo je silné, zvažte tvarování závitu.
- Střední velikosti (M5-M12), smíšené materiály, střední objem, přísnější tolerance:
- Nejlepší metoda: Způsob: závitování nebo tvarování závitů. Frézování závitů, pokud potřebujete přesnou kontrolu průměru stoupání, přerušované otvory nebo nestandardní tvary.
- Velké rozměry (≥ M14), houževnaté slitiny, malý až střední objem nebo nestandardní rozteč:
- Nejlepší metoda: Frézování závitů pro nastavitelnost a kontrolu třísek.
- Hluboké slepé díry s gumovými třískami:
- Nejlepší metoda: Tvarové závitníky (pokud je materiál tvárný) nebo frézování závitů s peckováním a chladicí kapalinou.
- Tenkostěnné díly nebo díly v blízkosti okrajů:
- Nejlepší metoda: Frézování závitů pro nižší radiální sílu.
Nástroje a materiály pro vnitřní závitování
Při výběru řešení pro obrábění vnitřních závitů jsou vedle geometrie nástroje a materiálu stejně důležité i možnosti CNC obrábění a celková přesnost obrábění dílu. Pokud hledáte partnera schopného zajistit vysoce přesné obrábění dílů, řezání závitů nebo služby CNC obrábění, stojí za to prozkoumat společnost U-Need. Specializuje se na CNC obrábění, výrobu kovových dílů a zakázková řešení závitů a pomáhá konstruktérům a výrobcům rychle přejít od návrhu k sériové výrobě.
Závitníky pro řezání a tváření
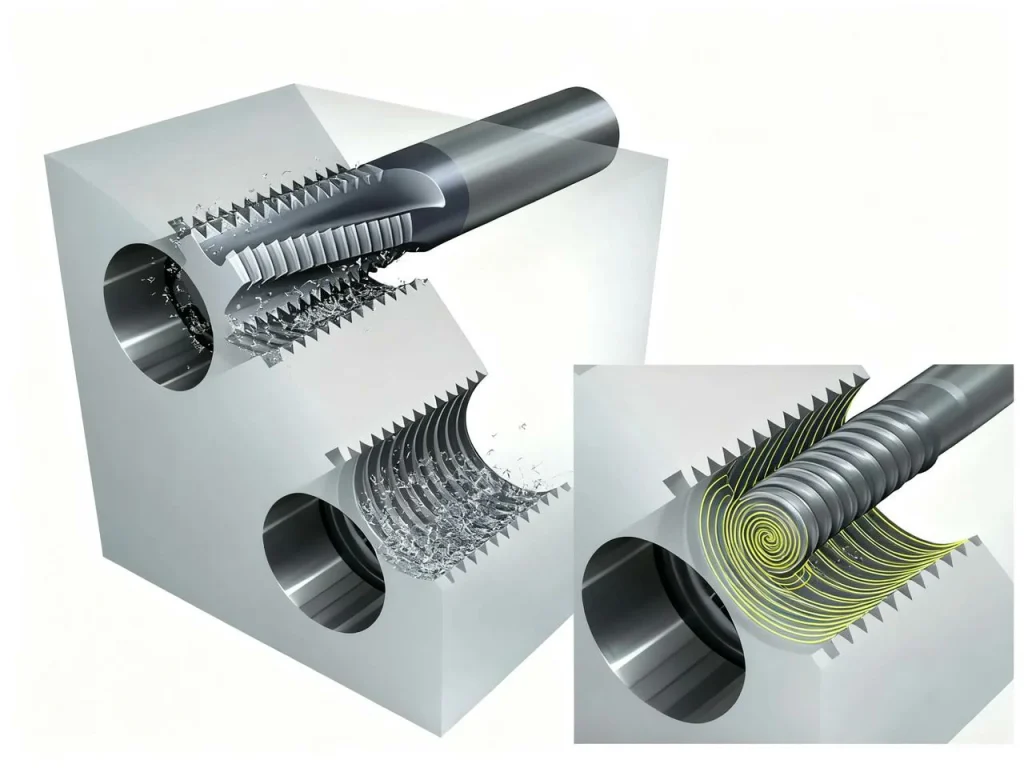
Závitníky pro řezání a tváření jsou pro závitování nezbytné. Řezací závitníky odebírají materiál pro vytvoření závitu. Mezi běžné typy patří závitníky s přímou drážkou (pro všeobecné použití), závitníky se spirálovým hrotem (pistolové závitníky), které tlačí třísky dopředu do průchozích otvorů, a závitníky se spirálovou drážkou, které vytahují třísky zpět ze slepých otvorů. Na stylu drážkování záleží, protože odvádění třísek je nejčastějším důvodem, proč se závitníky lámou nebo otvory zvoní. Závitníky jsou určeny pro použití se závitníkovým klíčem při ruční práci nebo v pevných sestavách na CNC strojích.
Tvarovací kohouty, nazývané také válcové kohouty, neřežou. Vytlačují kov, aby vytvořily profil závitu. Protože materiál teče, nevznikají žádné třísky. V tvárných materiálech, jako je nízkouhlíková ocel, některé druhy nerezové oceli, hliník a mosaz, mohou tvářecí závitníky zajistit silnější závity a hladký povrch. Vyžadují však přesnou velikost předvrtaného otvoru a dobré mazání, aby se zabránilo vysokému kroutícímu momentu. Závitníky jsou určeny k použití s mazáním a vyrovnáním, aby byla zajištěna přesnost.
Včetně ručních závitníků, které jsou vhodné pro nízké objemy a opravy, a strojních závitníků, které jsou určeny pro pevné posuvy a vyšší produktivitu. Strojní závitníky jsou navrženy tak, aby zvládaly vyšší otáčky, točivý moment a důsledné odvádění třísek. Pokud závitujete slepý otvor, uvažujte o závitníku se spirálovou drážkou nebo tvarovém závitu; pokud závitujete průchozí otvor, spirálový závitník často lépe odvádí třísky.
Závitové frézy a kdy jim dát přednost
Fréza na závity je malá fréza, která se pohybuje po šroubovici a vytváří závit. Jednoformátové frézy řežou jeden průchod na jednu otáčku závitu; víceformátové frézy mají několik řad zubů, které to urychlují. Frézování závitů je ideální, když:
- Průměr rozteče chcete upravit změnou kompenzace poloměru frézy.
- Pracujete s tvrdými slitinami (nerez, titan, kalené oceli) a potřebujete jemnou kontrolu.
- Máte velký průměr nebo nestandardní rozteč a nemůžete rychle sehnat kohoutek.
- V hluboké slepé díře se musíte vyhnout balení třísek.
- Musíte obrábět až k rameni, aniž byste se dotkli dna.
Materiály a povlaky nástrojů
Rychlořezná ocel (HSS) je běžná a cenově dostupná. Kobaltová HSS (HSS-Co) zvládá více tepla a lépe pracuje v nerezových a vysokopevnostních slitinách. Závitníky a frézy z plného karbidu jsou tuhé a zůstávají déle ostré při vyšších rychlostech, zejména v abrazivních materiálech, ale jsou křehčí.
Povlaky jsou důležité, protože snižují tření a teplo:
- TiN: Dobrý obecný povlak. Pomáhá u nízkouhlíkových ocelí a některých druhů hliníku.
- TiCN: tvrdší a kluznější; vhodná volba pro abrazivní materiály a vyšší řezné rychlosti.
- TiAlN (a AlTiN): Vynikající tepelná odolnost pro nerez, niklové slitiny a řezy za sucha nebo MQL. Povlaky vybírejte podle třídy materiálu a nastavení chladicí kapaliny.
Jaký závitník mám použít pro slepé otvory nebo gumovité materiály?
Pro slepé otvory, které mají tendenci shromažďovat třísky, použijte závitníky se spirálovou drážkou nebo tvarové závitníky, pokud je materiál tvárný. U gumovitých materiálů, jako jsou některé hliníkové nebo austenitické nerezové materiály, použijte ostré závitníky s vysokou šroubovicí a mazivým povlakem a zvažte tvarování závitů, pokud to třída závitu a tvárnost dovolují.
Vizuální/interaktivní
Srovnávací tabulka: různé typy nástrojů vs. výhody/nevýhody, nejlepší materiály, typické tolerance
- Řezací kohouty:
- Klady: Rychlé, běžné, jednoduché.
- Nevýhody: Třísky, riziko rozbití ve slepých dírách.
- Nejlepší materiály: Široká škála.
- Tolerance: Dobré při správném vrtání a seřízení.
- Tvarovací kohouty:
- Klady: Žádné třísky, silné závity, hladký povrch.
- Nevýhody: Vyžaduje přesnou velikost otvoru a mazivo; není vhodný pro křehké materiály.
- Nejlepší materiály: Materiály: tvárné oceli, hliník, mosaz.
- Tolerance: Při správném předvrtání jsou vynikající.
- Frézky na závity:
- Klady: Nastavitelný tvar, skvěle se hodí do tvrdých slitin a velkých otvorů, zvládá přerušované otvory.
- Nevýhody: Pomalejší v malých otvorech, pouze CNC.
- Nejlepší materiály: Všechny, zejména odolné slitiny.
- Tolerance: Vynikající; snadná kompenzace opotřebení.

Procesy krok za krokem: Ruční závitování, CNC závitování a frézování závitů
Příprava: velikost závitníku, tolerance otvoru, zkosení/zahloubení.
Dobrý vnitřní závit začíná správným otvorem. U řezných závitníků se velikost vrtáku zaměřuje na cílové procento závitu - často 60-75%. Nižší procento závitu snižuje točivý moment a riziko zlomení a zároveň splňuje požadavky na pevnost. U tvarových závitníků je velikost vrtáku větší, protože materiál bude proudit dovnitř. Vždy přidejte malou fazetu nebo záhlubník, abyste závitník vedli a zabránili otřepům na vstupu. K udržení kolmosti vůči povrchu použijte vodítko závitníku, kleštinu nebo pouzdro.
Rychlý vzorec pro metrické řezné závitníky:
- Průměr závitníku ≈ Hlavní průměr - (1,0825 × stoupání) pro závit ~75%. Pro závit 60% použijte o něco větší vrták (pro střední stoupání zvětšete o cca 0,1-0,2 mm, poté ověřte pomocí tabulky). Pro palcové závity platí podobné pravidlo s použitím konstanty výšky závitu.
Pracovní postup ručního vyklepávání (ruční vyklepávání)
- Označte, vycentrujte a vyvrtejte otvor podle velikosti závitníku. Odstraňte otřepy a přidejte malou fazetu.
- Zajistěte díl. Pro vyrovnání použijte závitový blok nebo vodítko.
- Použijte řezný olej nebo vhodné mazivo.
- Začněte s příklepem vpravo od povrchu. Jemně otáčejte, dokud se kohoutek nezakousne. Udržujte stálý tlak.
- Udělejte 1-2 otáčky vpřed a pak otočte o 1/2 otáčky zpět, abyste zlomili třísky. Opakujte. Nepoužívejte sílu.
- U slepých otvorů často odstraňujte třísky a zvažte použití spirálové drážky nebo tvarového závitníku.
- Pomalu vycouvejte. Vyčistěte otvor. Odstraňte otřepy a vyzkoušejte je pomocí měřidla na zátky.
Základy CNC závitování
CNC závitování je rychlé a spolehlivé, pokud jsou vřeteno a posuv synchronizovány. Tuhé závitování uzamkne vřeteno na posuv na otáčku, takže rozteč je držena bez plovoucího držáku. U strojů bez tuhého závitování pomáhá tahově-kompresní (plovoucí) držák a strategie peck absorbovat nesoulad.
Klíčové body:
- Programový posuv na otáčku (F = stoupání × otáčky za minutu).
- U slepých otvorů přidejte na dno okraj a použijte správné zkosení.
- Pro kontrolu třísek zvažte možnost vyklepávání.
- Při podpoře používejte cykly G84 (pravý) a G74 (levý).
Úryvek kódu (například metrický M10 × 1,5, tuhý závit): N10 T05 M06 (závitník) N20 S500 M03 N30 G90 G54 G00 X0 Y0 N40 G43 H05 Z5.0 N50 G84 Z-20.0 R2.0 F750.0 N60 G80 N70 G00 Z100.0 M09
Vysvětlení: Pro rozteč 1,5 mm při 500 ot/min je posuv 500 × 1,5 = 750 mm/min. Upravte hloubky a vůle podle svého nastavení.
Pracovní postup frézování závitů
Frézování závitů využívá šikmou interpolaci. Fréza se pohybuje po kruhové dráze, přičemž klesá v ose Z o jeden krok na otáčku.
Základní kroky:
- Vyvrtejte předběžný otvor na závit přibližně 65-75% pro ekvivalentní pevnost řezu nebo podle pokynů výrobce nástrojů.
- Naprogramujte šikmou dráhu se správným náběhovým obloukem, abyste se vyhnuli stopě po nástroji.
- Frézování ve stoupání pro lepší povrchovou úpravu a životnost nástroje.
- V případě potřeby ponechte malý průchod pružiny, abyste odstranili průhyb boků.
- Nastavte kompenzaci frézy tak, aby se průměr stoupání dostal do tolerance při opotřebení nástroje.
Úryvek kódu (zjednodušená jednobodová závitová frézka, pravý závit): (předpokládáme frézu ve výšce začátku nad středem díry) N10 T12 M06 N20 S6000 M03 N30 G90 G54 G00 X0 Y0 Z2.0 N40 G01 Z1.0 F500 N50 G41 D12 (zapnutí komprese) N60 G03 I7.5 Z-1.5 F300 (šikmý pohyb: jeden krok dolů na kružnici) N70 G03 I7.5 Z-3.0 N80 G40 (vypnutí komprese) N90 G00 Z50.0 M09
Nastavte I pro poloměr, přírůstek Z pro stoupání a posuvy/rychlosti pro materiál a nástroj.

Parametry a optimalizace (rychlosti, posuvy, mazání, velikost otvorů)
Řezné/formovací rychlosti a posuvy
Jako výchozí bod použijte rozsahy otáček povrchu a upravte je podle krouticího momentu, povrchové úpravy a životnosti nástroje. Posuv pro závitníky je pevně stanoven roztečí (posuv na otáčku). Posuv u závitových fréz se nastavuje podle zatížení třískou na zub a počtu drážek.
Typické rozsahy počátečních otáček povrchu (závitníky a frézy; upravte podle materiálu nástroje a povlaku):
- Hliník: řezné závitníky 20-35 m/min; tvarové závitníky 15-30 m/min; závitové frézy 150-250 m/min.
- Nízkouhlíkové oceli: řezné závitníky 10-25 m/min; tvarové závitníky 8-20 m/min; závitové frézy 80-180 m/min.
- Nerez (austenitická): řezné závitníky 5-12 m/min; tvarové závitníky 4-10 m/min; závitové frézy 60-120 m/min.
- Titan: řezné závitníky 3-8 m/min; tvarové závitníky 3-6 m/min; závitové frézy 30-80 m/min.
- Litina: řezné závitníky 8-20 m/min; tvarové závitníky se nedoporučují; závitové frézy 80-160 m/min.
- Mosaz/bronz: řezné závitníky 15-30 m/min; tvarové závitníky 12-25 m/min; závitové frézy 120-220 m/min.
Ty jsou konzervativní. Pokud je krouticí moment nízký a povrchová úprava je dobrá, otáčky zvyšte; pokud krouticí moment prudce vzroste nebo se objeví zadírání. Vždy sledujte měřiče krouticího momentu závitníku a zatížení vřetena, zejména u závitořezných strojů bez omezovače krouticího momentu.
Velikost otvoru a zapojení závitu
Čím vyšší je procento závitu, tím větší je potřebný krouticí moment a tím vyšší je riziko zlomení. Mnoho obchodů se při výrobě zaměřuje na 60-70%. U pevných spojů v tvárných materiálech vám tvarované závity mohou poskytnout vysoký kontakt boků i při skromném procentu závitu, protože boky jsou kalené a hladké.
Jednoduchá aproximace metrických vrtáků pro řezání závitníků:
- Pro závit ~75%: 1,0825 × stoupání.
- Pro závit ~60%: (přibližně; ověřte pomocí tabulky) Příklad: Vrtání ≈ Major - 0,9 × rozteč (přibližně; ověřte pomocí tabulky): M10 × 1,5 při 75% → 10 - (1,0825 × 1,5) ≈ 8,38 mm. Většina tabulek z praktických důvodů zaokrouhluje na vrták 8,5 mm, pak zkontrolujte pomocí go/nego.
Tvarovací závitníky potřebují větší otvor. Mnoho výrobců nástrojů doporučuje:
- Tvarový závitník ≈ Major - 0,5 × rozteč (výchozí bod; ověřte podle konkrétních údajů závitníku)
Strategie chlazení/mazání
Dobré mazání snižuje tření a teplo a pomáhá při odvádění třísek při řezání závitníků. Při řezání závitníků do hliníku zabraňuje lehký olej nebo emulze s přísadami vzniku nánosů na hraně. Pro nerez a titan používejte vysokotlaký olej nebo emulzi s přísadami EP (extrémní tlak); MQL může fungovat, pokud je rozprašování důsledné a nástroj je ostrý. Pro tváření závitů zvolte olej s vysokou mazací schopností, který podporuje tlak bez připalování. V některých studiích se ukázalo, že kapaliny na bázi silikonu (PDMS) snižují točivý moment a zlepšují povrchovou úpravu při tvarovém závitování, ale vždy přizpůsobte kapalinu svým zásadám EHS a plánu likvidace.
Případová studie: M22 × 2 v 42CrMo4 (součást lodní nafty)
Tým tvářející závity M22 × 2 v materiálu 42CrMo4 optimalizoval předvrtání na Ø21,20 mm a pracoval při přibližně 40 otáčkách za minutu s chladicí kapalinou PDMS. Zaznamenali přibližně o 19% nižší krouticí moment, o 15% nižší teplotu a zvýšení tvrdosti povrchu na bocích o 5 HV při současně lépe vypadajícím povrchu. Poučení je jednoduché: malá změna velikosti otvoru a maziva může znamenat velký rozdíl v krouticím momentu a kvalitě závitu.
Rámec pro výběr nástrojů pro materiály, tvary závitů a typy otvorů
Rozhodovací strom: závitování vs. tvarování vs. frézování závitů
Položte několik otázek:
- Je materiál tvárný? Pokud ano, může být nejvhodnější tvarování závitů - bez třísek a s pevnějšími boky.
- Je díra hluboká a slepá? Pokud ano, dejte přednost závitníkům se spirálovou drážkou nebo tvarovacím závitníkům, případně závitové fréze, pokud vám vadí třísky.
- Je průměr velký nebo rozteč nestandardní? Pokud ano, frézování závitů poskytuje kontrolu a flexibilitu.
- Je objem při standardních velikostech vysoký? Pokud ano, je řezání závitů rychlé a cenově výhodné.
- Je tolerance při kontrole kritického průměru stoupání těsná? Pokud ano, frézování závitů umožňuje snadné úpravy velikosti.
Příručka pro konkrétní materiál
- Nerez a titan: Používejte ostrou geometrii, nižší otáčky a oleje s vysokou mazací schopností. Tvarové závitníky fungují, pokud je třída tvárná; frézování závitů pomáhá u tvrdých tříd a přerušovaných otvorů.
- Hliník: Použijte leštěné řezné závitníky s vysokou šroubovicí nebo tvarové závitníky s kvalitním olejem. Dávejte pozor na vzniklou hranu. Vysoké rychlosti jsou se správným povlakem v pořádku.
- Litina: Řezání závitníků s minimálním mazáním (díky grafitu je samomazná). Vyhněte se tvarovým závitníkům; materiál není dostatečně tvárný.
- Mosaz a bronz: Mohou fungovat jak řezací, tak tvářecí závitníky. Používejte stabilní souosost, abyste se vyhnuli zvonění.
- Plasty: Použijte speciální geometrii a lehké upínání. Tvarové závitníky mohou fungovat v tvárných plastech; nejprve je vyzkoušejte, aby nedošlo k prasknutí.
Metrické závity ISO, závity UNC/UNF a trubkové závity vyžadují správný nástroj a měřidlo. U mikrozávitů v malých otvorech často vítězí frézování závitů, protože závitníky se pod určitými průměry stávají křehkými.
Zvláštní případy
- Malé průměry a hluboké slepé otvory: Zmenšete procento závitu, použijte závitník se spirálovou drážkou, lehce ho proklepněte a zalijte olejem. Pokud to materiál umožňuje, zvažte použití tvarových závitníků.
- Přerušené otvory nebo křížové otvory: Frézování závitů zabraňuje vzniku třísek a zlomení závitníků.
- Tenkostěnné díly: Frézování závitů působí menší radiální silou, čímž se snižuje deformace.
- Nestandardní rozteče: Frézování závitů umožňuje naprogramovat libovolné stoupání bez nutnosti nákupu speciálního závitníku.
Jak určím velikost vrtáku pro závit 75% vs. 60%?
- U metrických souřadnic použijte pravidlo 75%: Vrtání ≈ Major - 1,0825 × rozteč. Pro 60% zvyšte vrtání přibližně o 0,1-0,2 mm pro závity střední velikosti. Vždy ověřte pomocí tabulky vrtání/výstružení a vyzkoušejte vzorový otvor, poté v případě potřeby potvrďte pomocí zátkového měřidla a kontroly průměru stoupání.

Kontrola kvality, měření a procesní způsobilost
Kontrolní metody a měřidla
Nejrychlejším způsobem ověření vnitřního závitu je zátkový měřák. Pokud se závit "go" dostane dovnitř a "no-go" ne, obvykle se vejdete do funkční velikosti. Pro přísnější kontrolu změřte průměr stoupání přímo závitoměrem nebo třívodičovou metodou (vnější) a odpovídajícími vnitřními etalony. Ve výrobě si ponechte referenční díl a zaznamenejte třídu uložení. U kritických dílů kontrolujte chybu vedení, úhel boků a zaoblení.
Geometrie závitu a tolerance
Mezi běžné systémy patří metrické systémy ISO (např. M10 × 1,5 s tolerančními polohami jako 6H) a třídy UNC/UNF (např. 2B pro vnitřní použití). Funkční velikost se týká způsobu, jakým se závit spojuje, nikoli pouze naměřeného průměru stoupání. Chyba vedení, chyba úhlu boků a zvonovitý tvar mohou projít volným měřidlem, ale v provozu selžou. Dbejte na těsnost souososti vývrtu a zkosení, abyste omezili poškození olověným závitem. Snažte se o délku záběru závitu, která odpovídá konstrukci; více závitů není vždy silnější, pokud je materiál měkký.
SPC a řízení procesů
Zaznamenejte průměr rozteče (nebo funkční měřidlo vyhovuje/nevyhovuje podle čísla dílu) do kontrolního diagramu. Sledujte řeznou rychlost, životnost nástroje a použité chladicí kapaliny. Sledujte, zda nedochází k posunu při opotřebení závitníků nebo když se nový vrták otupí a předvrtaná díra se zmenší. Zaměřte se na hodnoty Cp/Cpk, které odpovídají vašemu plánu kvality; mnoho dílen usiluje o hodnotu 1,33 nebo lepší v klíčových ukazatelích.
Co je přijatelná povrchová úprava závitu a jak ji ověřit?
U většiny výrobních nití je cílem hladký, matný povrch bez roztržených boků. Cílové hodnoty Ra se liší podle specifikace, ale můžete je posoudit vizuálně zkušeným okem a potvrdit profilometrem na vzorku. Čistý hřeben a bok, žádné zadírání a snadný vstup zátky jsou dobrými známkami. Pokud se povrch zhoršuje, snižte otáčky, zlepšete mazání nebo změňte geometrii.
Odstraňování závad a opravy vnitřních závitů
Běžné vady a jejich příčiny
- Zlomení kohoutku: Obvykle z důvodu třískového ucpávání, špatného seřízení, špatné velikosti otvoru nebo absence mazání. Vysoké krouticí momenty jsou varováním.
- Nadměrný průměr rozteče: Příliš velký předvrt, opotřebení nástroje nebo příliš velká kompenzace frézování závitu.
- Poddimenzovaný průměr rozteče: Příliš malý předvrtaný otvor, příliš silné stlačení tvarovacího závitníku nebo tupý řezný závitník.
- Špatná povrchová úprava: Nahromaděné hrany v hliníku, nedostatečné mazání nebo špatná povrchová úprava.
- Zvonění: Vstup bez zkosení, nesouososti nebo přílišného bočního zatížení při spuštění závitníku.
- Křížové vlákno: Špatné seřízení nebo poškozený náběh.
Prevence a nápravná opatření
Upevnění třísek pomocí správného stylu drážkování, cyklů peckování a chladicí kapaliny. Vyrovnejte s vodítkem závitníku, kleštinou nebo vřetenem stroje. Přizpůsobte velikost vrtáku cílovému procentu závitu. Zlepšete mazání a zvolte povlak, který je vhodný pro daný materiál. U frézování závitů přidejte pružinový průchod a snižte krokování, pokud boky vypadají drsně. Sledujte točivý moment nebo zatížení vřetena a zastavte se dříve, než se závitník zadře.
Metody opravy závitů
Pokud je vnitřní závit poškozen, máte na výběr:
- Závitové vložky: Drátěné nebo pevné vložky obnovují původní velikost a mohou dokonce zlepšit pevnost v měkkých materiálech. Použijte sadu nástrojů pro opravu vnitřních závitů se závitníkem a montážním trnem s velikostí vložky.
- Nadrozměrné kohoutky: Pokud to konstrukce dílu umožňuje, závitujte na další velikost a použijte větší šroub.
- Pevná pouzdra: Při náročných opravách lze poškozený materiál nahradit pevným pouzdrem. To je běžné u bloků motorů a přípravků.
Lze tvarované (válcové) závity opravit, nebo je nutné je znovu obrobit?
Tvarované závity můžete opravit stejnými metodami: vložkami, předimenzovanými závitníky nebo pouzdry. Skutečnost, že byly tvarované, nebrání opravě, ale nezapomeňte, že původní předvrtaná díra byla větší než díra pro řezací závitník. Přizpůsobte systém opravy konečné velikosti závitu a zajistěte, aby zůstal dostatek výchozího materiálu.

Tržní prostředí, automatizace a standardy (aktualizace pro rok 2025)
Přehled trhu
Nástroje a stroje pro výrobu vnitřních závitů pokračují v růstu díky přesné výrobě a automatizaci. Podle odhadů dosáhne trh v roce 2023 hodnoty přibližně 5,7 miliardy USD a do roku 2032 přibližně 8,9 miliardy USD, a to díky vyššímu používání nerezových a vysokoteplotních slitin, větší kapacitě CNC a přísnějším požadavkům na tolerance v leteckém a automobilovém průmyslu, energetice a zdravotnických zařízeních.
Automatizace a průmysl 4.0
Moderní závitníky a frézy využívají synchronizovaná vřetena, adaptivní posuvy a sledování životnosti nástroje. Snímače zatížení nástroje mohou zastavit tuhý cyklus závitování dříve, než dojde k prasknutí závitníku. Digitální dvojčata pomáhají simulovat odvod třísek v hlubokých slepých otvorech. Roboty zvládnou kontrolu závitů pomocí systémů vidění, průchozích/neprůchozích měřidel a kontroly krouticího momentu.
Normy a dodržování předpisů
Dodržujte správné normy pro nitě pro vašeho zákazníka a region. Metrické závity ISO a palcové závity ASME/ANSI definují velikost, stoupání a toleranci. U tlakových a potrubních závitů se shodujte se správným tvarem a způsobem těsnění. Uchovávejte dokumentaci o materiálu, šarži nástroje, rychlostech a posuvech a výsledcích kontroly, aby byla zajištěna jednoznačná sledovatelnost.
Udržitelnost a EHS
Vyberte si chladicí kapaliny, které odpovídají vašemu bezpečnostnímu plánu a pravidlům likvidace. Mazání v minimálním množství (MQL) snižuje spotřebu kapalin. Tvorba závitů zabraňuje vzniku třísek, což snižuje množství odpadu a úklidu. Proškolte zaměstnance o bezpečném zacházení s kapalinami pro obrábění kovů, kontrole rozstřiku a ochraně pokožky. Plánujte recyklaci třísek a použitých olejů tam, kde je to povoleno.
Vizuální/interaktivní
Krátký kontrolní seznam shody pomáhá: potvrdit normu závitu, potvrdit třídu, zaznamenat vrtání závitníku, zaznamenat rychlosti/podání, zaznamenat výsledky měření a podepsat se. To podporuje audity a snižuje počet přepracování.
Bezpečnost, nastavení a osvědčené postupy v dílně
Základy nastavení pro přesnost a bezpečnost
Práci držte pevně. Vyrovnejte vřeteno s osou otvoru. Odstraňte otřepy a srazte hrany. Při ruční práci použijte vodítka závitníků nebo pouzdra. Zkontrolujte, zda je závitník nebo závitová fréza ostrá a není odštípnutá. Zkontrolujte velikost a stav vrtáku. Před zahájením práce si ověřte třídu uložení a typ měřidla. Tyto malé kroky zabrání pozdějším velkým bolestem hlavy.
Bezpečnost obsluhy a osobní ochranné prostředky
Používejte ochranu očí a udržujte ruce mimo dosah rotujících nástrojů a třísek. V blízkosti otáčejících se kohoutů se vyhněte volným rukavicím. S chladicími prostředky zacházejte bezpečně a po kontaktu s nimi si omyjte pokožku. Udržujte třísky mimo pěší cesty. Znát nouzové zastavení a vědět, jak bezpečně pozastavit cyklus závitování, pokud uslyšíte nárůst zatížení.
Ochrana strojů a nástrojů
Pokud je to možné, používejte omezovače točivého momentu. U CNC sledujte zatížení vřetena; pokud se prudce zvýší, zastavte cyklus. U tuhého závitování zkontrolujte nastavení snímače vřetena a stoupání. U soustružnického závitořezného nástroje zkontrolujte správnou geometrii destičky a úhel vedení. U závitořezného nástroje bez tuhé synchronizace použijte plovoucí držák a strategii vyklepávání. Vždy odstraňte třísky ve slepých otvorech před opětovným vstupem.
Jak zabráním zlomení závitníku v hlubokých slepých otvorech?
Pro kontrolu třísek použijte spirálovou drážku nebo tvarový kohout. Zmenšete procento závitu o jednu nebo dvě velikosti na předvrtané díře. Přidejte klovatinu a hodně maziva. Zpomalte otáčky a sledujte točivý moment. Pokud je materiál tvárný a konstrukce to umožňuje, přejděte na tváření závitu, abyste z rovnice odstranili třísky.
Vizuální/interaktivní
Kontrolní seznam před zahájením práce:
- Potvrzení standardu a třídy závitu
- Zvolte metodu (řezání, tvarování, frézování)
- Výběr nástroje a povlaku
- Nastavení velikosti vrtáku a zkosení
- Nastavení rychlosti/podávání a strategie klování
- Potvrďte chladicí kapalinu nebo olej
- Příprava měřidel a listu SPC
- Spusťte první článek a zaznamenejte výsledky
Kontrolovatelné kontrolní seznamy, vizualizace a klíčové poznatky
Kontrolní seznam pro rychlý start
- Zvolte metodu podle materiálu, typu otvoru a tolerance.
- Zvolte geometrii nástroje a povrchovou úpravu odpovídající dané úloze.
- Nastavte velikost závitníku pro cílový procentuální závit.
- Nastavte otáčky a posuvy; u závitníků se posuv rovná stoupání × otáčky za minutu.
- Používejte správnou strategii mazání nebo chlazení.
- Ověřte to pomocí měřidla pro měření rozchodu a poté namátkově zkontrolujte průměr rozteče.
- Sledujte výsledky pomocí jednoduchého plánu SPC.
Interaktivní nástroje a soubory ke stažení
Mějte po ruce kalkulačku velikostí závitníků pro metrické a palcové závity. Novým členům týmu pomůže odhad rychlosti/podání podle materiálu. Vytiskněte si tabulky vrtáků/ závitníků a schéma výběru nástrojů pro běžné materiály. Uložte si list SPC pro záznam výsledků měření průměru stoupání a měřidel podle šarží.
Shrnutí hlavní zprávy
Silné a opakovatelné vnitřní závity vznikají podle jednoduchého receptu: správný nástroj, správný otvor, důkladné mazání, kontrolované parametry a dobrá kontrola. V případě pochybností snižte procento závitu, zlepšete zarovnání a ověřte pomocí měřidla. Pokud se objeví problémy, zaměřte se nejprve na kontrolu třísek, chladicí kapalinu a velikost otvoru. S těmito základy můžete vyrábět závity, které se hladce montují a drží pod zatížením.
Nejčastější dotazy
Klasickým příkladem spolupráce vnitřních a vnějších závitů je matice, potrubní šroubení nebo závitové šroubení v bloku motoru. Vnitřní závity jsou řezány uvnitř obrobku pomocí řezného procesu s ostrými břity nebo někdy posunutím materiálu. Tyto prvky se používají k vytváření vnitřních závitů pro upevňovací aplikace ve strojních zařízeních, lisovacích systémech a dalších nástrojích. Vyrábějí se v různých velikostech, přičemž se vždy udržují kolmo kvůli pevnosti. Kvalita povrchu a přesná geometrie závitu jsou rozhodující pro správné použití, zajišťují přesnost a účinnost.
Nejběžnějším nástrojem používaným k vytváření vnitřních závitů v obrobku je závitník, který se na CNC strojích vyrábí v podobě řezných závitníků, tvarových závitníků nebo fréz. Závitníky mají ostré břity, které řízeným řezáním vyřezávají vnitřní závity. Pro vyšší přesnost a efektivitu poskytují závitníky vynikající kvalitu povrchu a možnost řezat závity různých velikostí v jednom cyklu. V těžších strojích nebo s elektrickými nástroji se závitovací nástavce nebo stroje specializují na výrobu přesné geometrie závitů. Správné použití závisí na materiálu, který se závituje, a zajišťuje dostatečnou přilnavost vnitřních a vnějších závitů.
Pokud se závity odizolují, často se k opětovnému vytvoření vnitřních závitů používá sada nástrojů pro opravu vnitřních závitů. Může se jednat o převrtání otvoru na větší rozměr, vložení závitové vložky nebo použití pouzdra. Proces řezání obnovuje kvalitu povrchu, zatímco vložky se specializují na přesné a účinné opravy poškození. U strojních zařízení nebo lisů, kde je přesný záběr závitu rozhodující, lze použít frézování závitů nebo elektrické nástroje. Metody oprav se liší podle materiálu, který je závitem opatřen, a zajišťují dostatečnou pevnost. Rovnováha mezi vnitřními a vnějšími závity musí zůstat přesná, aby spojovací prvek bezpečně seděl a použití zůstalo efektivní.
Ani jedno není lepší; vnitřní a vnější závity plní v procesu řezání různé úlohy. Vnitřní závity se řežou uvnitř obrobku, zatímco vnější závity se vytvářejí na hřídelích nebo šroubech. Oba závisí na správných řezných hranách, přesné geometrii a vysoké kvalitě povrchu, aby byla zajištěna bezpečná funkčnost spojovacích prvků ve strojních zařízeních, lisovacích sestavách nebo jiných aplikacích. Volba závisí na způsobu použití, závitovaném materiálu a konstrukčních potřebách. Frézy nebo závitníky se používají k vytváření vnitřních závitů, zatímco zápustky se starají o závity vnější. Zajištění jejich kolmosti, různých velikostí a přesného a efektivního obrábění je klíčové pro spolehlivé přenášení zatížení a dlouhodobou funkci.
https://pmc.ncbi.nlm.nih.gov/articles/PMC9104793/



