If you work with low-carbon, mild steel, you’ve met AISI 1018. Think of it as the dependable choice when you need excellent machinability, very good weldability, and reliable, moderate strength at a fair price. When should you choose 1018 steel? When you want easy cutting on a CNC machine, smooth finishes, tight tolerances, and simple welding with minimal hassle. When should you step up to 1045 or 4140? When the job calls for higher strength and hardness, better wear resistance, or heat-treated performance.
This guide gives you fast answers and verified data up front. You’ll see chemical composition, yield strength, tensile strength, hardness, and typical ductility. Then we move into real shop guidance: machining, welding, heat treatment, and practical finishing. We cover industry applications, clear selection trade-offs versus 1020, 1045, 4140, 12L14, and cast iron. You also get standards and testing tips, sourcing advice, and an FAQ to help you spec, machine, and certify 1018 with confidence.
What is 1018 steel? Fast answers and specs
When selecting steel materials, 1018 steel is a popular steel grade because it combines affordability, ease of machining, and excellent weldability. Known as a low-carbon steel with reliable mechanical properties, it is widely used in sheet metal, structural components, and general-purpose steel parts. Compared with higher carbon steels like 1045 or alloy steels such as 4140, 1018 steel offers better ductility and formability, making it one of the best steel choices for applications where toughness and cost efficiency matter.
Definition and classification (AISI 1018 low-carbon mild steel)
AISI/SAE 1018 (UNS G10180) is a low-carbon steel with about 0.14–0.20% carbon. You’ll often see it in cold-drawn bar form because cold finishing improves surface finish, dimensional tolerances, and strength slightly compared to hot-rolled stock. It’s a versatile, cost-effective grade for general-purpose parts where machinability, weldability, and formability matter more than high strength.
In simple terms: 1018 is a mild steel that cuts easily, welds cleanly, bends without drama, and is widely stocked in rounds, squares, and flats.
Quick facts
Table: 1018 steel quick facts (typical ranges and units)
| Property | Typical value or range | Notes |
|---|---|---|
| Chemical composition (wt%) | C 0.14–0.20; Mn 0.60–0.90; P ≤0.04; S ≤0.05; Fe balance | Low carbon, mild steel composition |
| Density | 7.87 g/cm³ (0.284 lb/in³) | Common to low-carbon steels |
| Yield strength | 310–420 MPa; typical ~370 MPa (53.7 ksi) | Depends on product form, finish |
| Ultimate tensile strength | 380–540 MPa; typical ~440 MPa (63.8 ksi) | Cold-drawn is usually higher |
| Hardness | ~126 HB; ~HRB 71; ~131 HV | Mild steel hardness |
| Elongation at break | ~15% | Good ductility |
| Reduction of area | ~40% | Indicates ductility/toughness |
| Machinability | ~70–78% (vs AISI 1212 = 100%) | Friendly on tools |
| Weldability | Very good | MIG, TIG, SMAW |
| Melting point | ~1,421–1,466°C (2,590–2,670°F) | Typical iron-carbon range |
| Magnetic | Yes (ferromagnetic) | Useful for fixturing |
These values reflect typical 1018 steel properties. Always check the MTR for your heat and product form.
Standards and cross-references
- Common standards: ASTM A108 (cold-finished bars), ASTM A29 (hot-wrought bars), SAE J403 (chemical composition), UNS G10180.
- Common forms: Cold-drawn bar, hot-rolled bar, plate, and shapes.
- Regional equivalents vary. Look for low-carbon “~0.18% C” mild steels in local standards; match chemistry, product form, and mechanicals.
1018 steel properties and performance
Understanding the mechanical properties of 1018 steel is essential when comparing it with other steel grades like 1045 or 4140. Due to its low carbon content, 1018 is classified as a low-carbon steel with significant mechanical properties such as good ductility, toughness, and excellent weldability. These characteristics make 1018 steel widely used in sheet metal work, machined steel parts, and general-purpose applications where strength and durability are balanced with machinability and cost efficiency.
Chemical composition and microstructure
With 0.14–0.20% carbon, 1018 has a ferrite–pearlite microstructure in the as-rolled or as-drawn state. The low carbon content limits hardenability, so it does not through-harden like higher carbon steels (e.g., 1045) or alloy steels (e.g., 4140). This is why 1018 steel is very ductile, very weldable, and easy to form, and why it’s a go-to for precision cold-drawn bars with consistent size and straightness.
For many turned or milled parts, a stable ferrite-pearlite structure helps hold tolerances and achieve smooth finishes without internal stress surprises. That’s one reason it is widely used for shafts, pins, spacers, and fixtures.

Mechanical properties (stress–strain, ductility, toughness)
Typical mechanical property ranges for 1018 steel (cold-drawn bars) include:
- Ultimate tensile strength: ~380–540 MPa (typ. ~440 MPa, 63.8 ksi)
- Yield strength: ~310–420 MPa (typ. ~370 MPa, 53.7 ksi)
- Elongation: ~15%
- Reduction of area: ~40%
- Brinell hardness: ~126 HB
The stress–strain behavior shows a clear yield, a useful uniform elongation, and a ductile fracture. This mix of strength and ductility gives confidence in bending, press fits, and threaded parts. If your design needs higher static strength, look to 1045 or 4140. If you need the best machinability and don’t plan to weld, 12L14 can cut faster with better chip break, but it has lower toughness and poor weldability.
A common question: What is the yield stress of 1018 steel? The useful ballpark is ~370 MPa (53.7 ksi) typical, but always verify for your specific product and condition.
Physical and thermal properties
- Density: ~7.87 g/cm³ (0.284 lb/in³)
- Modulus of elasticity (E): ~200 GPa (29,000 ksi)
- Poisson’s ratio: ~0.29
- Thermal conductivity: ~45–55 W/m·K (typical for mild steel)
- Coefficient of thermal expansion: ~11–13 × 10⁻⁶ /K (20–100°C)
- Magnetic: Yes (ferromagnetic)
Are these numbers exact? No—physical properties of steels vary slightly by chemistry, microstructure, and temperature. Use ranges and apply safety factors where needed.
Is 1018 steel magnetic and does it affect design?
Yes, 1018 is magnetic. This helps with magnetic chucks, pick-and-place tooling, and mag particle inspection. If stray magnetic fields could affect sensors, plan shielding or choose a non-magnetic alternative.
Surface hardening and wear resistance
The low carbon in 1018 limits through-hardening, but it can achieve a hard wear surface through carburizing. In practice, 1018 can reach a case hardness of ~Rc 42 (sometimes higher with optimized cycles) on thin sections while retaining a tough, ductile core. According to the ASM Heat Treater’s Guide, carburized 1018 is commonly used for shafts, gears, pins, and cam followers that require surface wear resistance without sacrificing toughness.
Case hardening is a trade-off: a hard shell improves wear, but don’t expect the deep hardness or fatigue strength that alloy steels can deliver after heat treat.
Processing and fabrication (machining, welding, heat treatment)
From CNC shops to fabrication floors, 1018 steel is widely used thanks to its excellent machinability, consistent weldability, and adaptability to common heat treatment processes. Compared with higher carbon steels or alloy steels, this low-carbon steel allows easy cutting, forming, and finishing without sacrificing reliability. For anyone selecting steel for shafts, pins, or sheet metal parts, understanding how 1018 performs in machining, welding, and surface hardening helps in choosing the best steel grade for cost-effective production.

Machinability: setups, speeds/feeds, tooling
With a machinability rating of ~70–78% (vs AISI 1212 = 100), 1018 steel is friendly to turning, milling, drilling, tapping, and threading. It’s a favorite for CNC machining because chips are manageable and tool life is predictable.
Practical tips:
- Use sharp HSS or carbide. For production, uncoated or TiN/TiCN coated carbide is a safe start.
- For a fine finish or tight size, use flood coolant and stable tool overhang. Reduce chatter with rigid setups.
- Break edges cleanly; 1018 can burr if tools are dull.
- For the best threads, control cutting speed and use quality taps or thread mills.
Indicative cutting speeds (starting points; adjust to your setup):
- Turning 1018 (carbide): ~400–600 SFM; finishing toward the low end for better surface finish.
- Turning 1018 (HSS): ~100–140 SFM.
- Drilling 1018 (HSS): ~60–90 SFM with coolant.
- Milling 1018 (carbide): ~350–500 SFM; slotting feeds a bit lower to control chatter.
Want a quick setup? Try this simple flow:
- Pick tool: carbide for production, HSS for small runs.
- Set speed: start mid-range, verify chip color and finish.
- Tune feed: increase until near chatter, then back off 10–20%.
- Check size and finish, adjust coolant and toolpath.
An interactive speeds/feeds calculator preloaded with 1018 parameters is a great in-house tool for consistent setups.
Weldability: MIG/TIG/Stick best practices
1018 steel has very good weldability by MIG, TIG, and stick. It rarely needs preheat in thin sections.
- Typical filler: ER70S-6 (MIG/TIG) or E7018 (stick).
- Clean the joint (mill scale, oil) to reduce porosity.
- Control heat input to keep distortion low.
- For thick sections (say, >25 mm / 1 in), a mild preheat ~150–200°F (65–95°C) can help reduce cooling rates and avoid cold cracks.
- Post-weld heat treatment is usually not required for 1018, but you may stress relieve complex weldments to reduce distortion.
Heat treatment: annealing, normalizing, carburizing
- Annealing: ~1,550–1,620°F (845–885°C), then slow cool in the furnace. This softens the steel and relieves stress.
- Normalizing: Common mild-steel ranges (around 1,600–1,700°F / 870–925°C, air cool). Helpful after forging or heavy cold work.
- Carburizing: ~1,650–1,700°F (900–925°C), then quench and temper to target surface hardness. Expect a hard case and a tough core.
- Forging window: ~2,100–2,250°F (1,150–1,230°C), then air cool or normalize before machining.
A simple carburizing cycle could look like:
- Heat to 1,675°F (913°C), hold for case depth target.
- Quench (often oil).
- Temper the case to balance hardness and toughness.
Forming, cutting, and finishing
1018 bends and forms easily in both sheet metal and bar forms. It shears well and takes laser and plasma cuts cleanly. You can finish with phosphate, paint, or plating (e.g., zinc) to slow rust. Keep in mind it is not stainless, so it needs coatings or oiling if corrosion matters.
Applications, industries, and case studies
Thanks to its mechanical properties and surface finish, 1018 steel is widely used across industries that value affordability, machinability, and strength and durability. As a low-carbon steel grade, it provides reliable performance for general-purpose parts, sheet metal work, and fixtures. Compared with higher carbon steels like 1045 or alloy steels such as 4140, 1018 carbon steel is chosen where moderate strength and excellent weldability matter most.
General-purpose components (machinery, fixtures, tooling)
If your part needs moderate strength, a clean finish, and simple fabrication, 1018 is hard to beat. Common parts include shafts, rods, pins, bushings, spacers, couplings, housings, and gears that do not see high stress. Cold-drawn stock holds size well, so you can hit press-fit tolerances and bearing fits with less rework.
Automotive, construction, and equipment
You’ll find fasteners, studs, brackets, connectors, mounts, and low-to-moderate stress parts in vehicles and structures. It’s a good choice for prototyping and restoration because you can weld and machine it with basic equipment.
Prototyping, education, and R&D
Trainers and shops like 1018 for CNC demos, student projects, and trial runs. It cuts consistently and gives predictable tool wear, which lowers the barrier for learning feeds and speeds.
When not to use 1018 (limits and design caveats)
- Avoid high-load, high-wear, or high-temperature service if you cannot add a case or move to a stronger grade.
- For higher strength, consider 1045 or 4140. For corrosion resistance, consider stainless. For fast machining without welding, 12L14 is a candidate.
- Is 1018 a good knife steel? No. Its low carbon limits hardness and edge retention. It’s fine for practice knives, jigs, or fixtures, but not for a working blade.
1018 Steel vs alternatives (selection trade-offs)
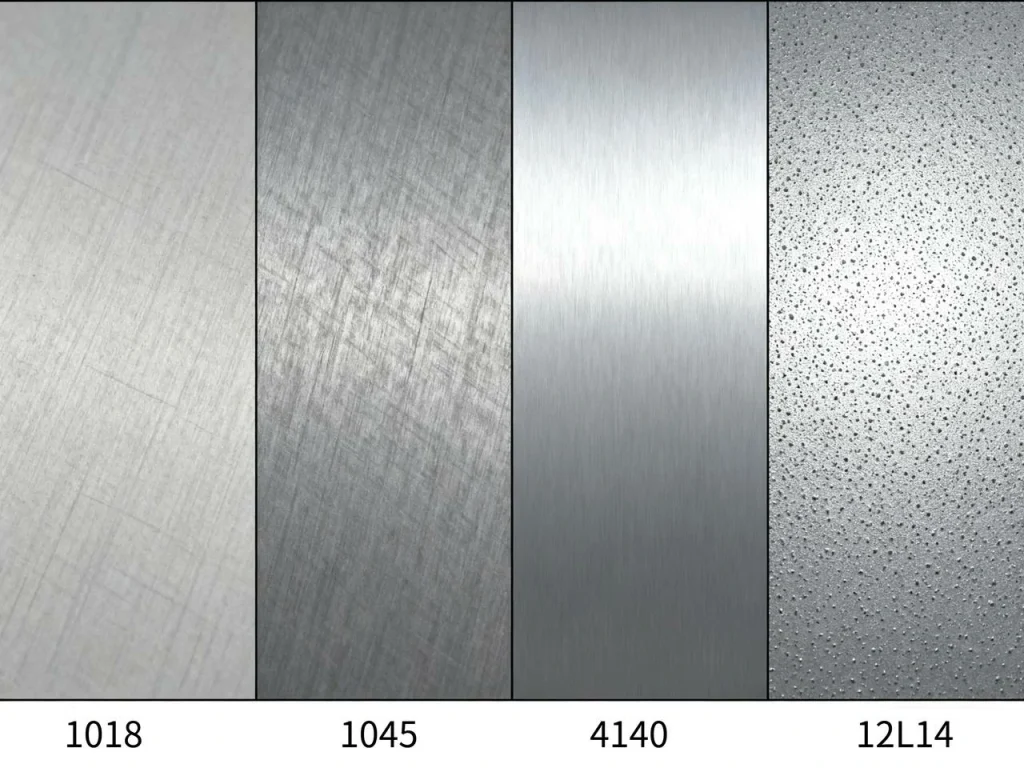
When engineers or buyers compare steel grades, the decision often comes down to balancing cost, machinability, and performance. 1018 steel is a low-carbon steel that offers excellent weldability, formability, and predictable machining behavior, which is why it’s so popular for general-purpose parts. But sometimes you need more—higher strength, better wear resistance, or improved fatigue life. In those cases, alternatives such as 1045 steel, 4140 alloy steel, or even 12L14 might be the smarter choice.
Doing a clear steel comparison helps highlight how differences in chemical composition and mechanical properties translate into real-world trade-offs across different industries.
1018 vs 1020 and 1045 (Low-Carbon vs Medium-Carbon Steel)
1018 and 1020 are both low-carbon steels, with 1018 typically having slightly less carbon. That means 1018 steel has excellent weldability and is often a bit easier to form than 1020. On the other hand, 1045 steel is a medium-carbon steel, which means it can be through-hardened to achieve much higher strength and wear resistance. The trade-off? Harder machining and more demanding welding procedures compared to mild steels like 1018.
Comparison Table: 1018 vs 1020 vs 1045
| Property | 1018 | 1020 | 1045 |
|---|---|---|---|
| Carbon (wt%) | 0.14–0.20 | 0.18–0.23 | 0.43–0.50 |
| Yield strength (MPa) | ~310–420 | ~350–440 | ~450–600 (normalized) |
| UTS (MPa) | ~380–540 | ~410–550 | ~600–800 (heat treated) |
| Machinability (% vs 1212) | ~70–78 | ~65–75 | ~55–65 |
| Weldability | Very good | Very good | Moderate |
| Hardenability | Low | Low | Medium |
| Typical use | General parts | General parts | Higher load/wear parts |
If your application demands more strength than 1018 steel can deliver, moving up to 1045 steel is a logical next step, provided you can manage the extra effort in processing.
4140 vs 1018 Steel (Performance vs Cost)
This is where things get interesting. 4140 steel is a chromium-molybdenum alloy steel that stands out for its toughness and fatigue resistance, especially once it’s quenched and tempered. By contrast, 1018 steel is cheaper, easier to machine, and extremely weldable—perfect for general-duty components.
- The tensile strength of 4140 can reach ~950–1,100 MPa when heat treated, compared to ~440–540 MPa for 1018 in cold-drawn condition.
- The yield strength of 4140 is also much higher, typically 655–1,035 MPa depending on condition, versus ~370 MPa for 1018.
So, while 4140 clearly outperforms 1018 in raw strength and durability, you’re also paying more per pound and dealing with trickier machining and welding.
In short: if your design is cost-sensitive and low-to-moderate stress, 1018 steel is often the best steel grade to choose. But if you need strength and durability above all, then 4140 is worth the investment.
1018 vs 12L14
12L14 steel is a free-machining grade, almost twice as machinable as 1018, making it fantastic for cycle time reduction and thread quality. But it has poor weldability and contains lead, which limits its use in some industries.
Cast iron excels in vibration damping and machinability—and it can often be cheaper for large sections. However, it’s more brittle than steel and not a good fit for impact or high-load applications.
Selection guide (interactive)
Choosing between 1018, 1045, 4140, or alternatives can feel tricky if you’re not working with steel every day. The good news? You don’t need to memorize every single property table. Instead, you can think about load, wear, environment, joining method, and budget—five simple levers that quickly point you toward the right steel.
A simple “material chooser” approach can help rank your options:
- Load level (low, moderate, high) – If your part only sees light duty (like brackets or fixtures), 1018 will often do the job at the lowest cost. For medium loads, 1045 starts to shine. When loads or stresses are very high, that’s where 4140 alloy steel—with its much higher tensile strength of 4140 and excellent toughness—becomes the go-to.
- Wear needs (low, needs case, high) – If the part rubs, slides, or carries high friction, a harder grade like 1045 (through-hardened) or 4140 (quenched and tempered) is usually preferred.
- Environment (dry, damp, corrosive) – Mild steels like 1018 are fine in dry indoor service. If you expect damp or aggressive conditions, you’ll want coatings, or consider moving up to an alloy steel or stainless depending on the budget.
- Joining (weld, braze, bolt only) – 1018 welds like a dream. 1045 and 4140 can be welded too, but they often require preheating and controlled cooling to avoid cracking. If fast and easy welding is key, stick with 1018 or 1020.
- Budget and lead time – Sometimes it comes down to cost and machinability. 12L14 and cast iron both machine incredibly fast, saving money on cycle times. 4140, while more expensive and tougher to cut, often saves money in the long run because its yield strength of 4140 allows smaller parts to carry more load, reducing replacement frequency.
Example outcomes:
- Low load + weld + tight tolerances + low cost: 1018 steel is your best bet.
- Moderate load + wear + heat treat OK: 1045, or even 1018 with case hardening, gives a balanced solution.
- High load + fatigue + heat treat + some welding: 4140 alloy steel with proper welding procedures—this is where its superior strength really pays off.
- No welding + very fast machining: 12L14 cuts like butter and gives excellent surface finish.
- Good damping + large sections + no impact: Cast iron, especially Dura-Bar, offers excellent vibration resistance at a competitive cost.
In short, if your design emphasizes strength and durability, 4140 often justifies the extra effort. If your priority is low cost and weldability, 1018 wins. And if you’re chasing machining speed, 12L14 or cast iron are unbeatable.
Testing, standards, and certification
Ensuring the quality of 1018 steel requires more than knowing its chemical composition and mechanical properties. Buyers, fabricators, and steel suppliers rely on standardized tests, certifications, and traceability practices to confirm that this low-carbon steel meets performance expectations. From verifying the mechanical properties of 1018 steel to checking compliance documents, these steps protect manufacturers and end-users across critical applications of 1018 in automotive, construction, and machinery.
Material Test Reports (MTRs) and traceability
When you buy 1018, get an MTR that confirms:
- Chemistry per SAE J403 (or agreed spec): C, Mn, P, S within limits.
- Mechanical properties (if specified): UTS, YS, elongation, hardness.
- Heat/lot numbers and product form per ASTM A108 or ASTM A29.
- Supplier QA certifications and any special process notes.
Trace heat numbers from mill to finished parts. Keep digital copies in your job traveler or ERP.
Mechanical and hardness testing methods
- Tensile testing: ASTM E8/E8M.
- Hardness testing: ASTM E10 (Brinell), ASTM E18 (Rockwell).
- Microhardness for case depth: ASTM E384 (Vickers/Knoop).
- On case-hardened 1018, verify effective case depth and hardness profile to drawing.
Weld and NDE considerations
- Visual inspection, bend tests for weld procedure checks.
- UT (ultrasonic) and MT (magnetic particle) for flaw detection as needed.
- Can 1018 pass magnetic particle inspection reliably? Yes. 1018 is ferromagnetic, so MT works well for detecting surface and slightly subsurface cracks, especially after machining or heat treat.
Compliance and documentation
- Collect RoHS/REACH declarations if required.
- Keep country-of-origin and mill certs for compliance.
- Use an MTR checklist so nothing is missed before release.
Sourcing, cost, and supply strategy
Selecting the right 1018 steel source is not only about price but also about reliability, stock depth, and processing needs. Because 1018 is one of the most common low-carbon steels, it is available in both cold-drawn and hot-rolled forms, each with trade-offs in surface finish, tolerance, and machining performance. Knowing how market factors, supplier quality, and steel pricing trends affect cost helps manufacturers secure consistent supply while avoiding delays. If you need professional parts machining or custom manufacturing services, a company like U-Need can help you.
Common stock forms, sizes, and tolerances
- Cold-drawn rounds/squares/flats: tight size, smooth finish, straightness. Great for CNC and precision turning.
- Hot-rolled bars/plates: lower cost per pound, but looser tolerances and rougher surface.
- Typical lengths: 10–12 ft bars (varies by supplier), cut-to-length available.
Cold-drawn vs hot-rolled expectations:
- Cold-drawn: better tolerances, higher yield strength, better surface.
- Hot-rolled: lower cost, scale layer, more material to clean up.
Pricing and market factors (2023–2025)
1018 is among the highest-volume mild steels in North America, so pricing is competitive. Expect 1018 to be cheaper than 4140 most of the time—often by 20–40% for common bar sizes, depending on finish and market cycles. Price drivers include:
- Size and section (large diameters cost more per foot)
- Finish (cold-drawn vs hot-rolled)
- Mill lead times and regional availability
- Coatings, cutting, and value-added services
Supplier vetting and quality tips
- Check certifications (quality systems), MTR and test capabilities.
- Review stock depth in your sizes to avoid delays.
- If you need blanks cut, ask about saw quality, deburr, and flatness.
1018 steel FAQs
What is 1018 steel good for?
1018 steel is a low-carbon, mild steel that’s known for being affordable, easy to machine, and very weldable. It’s perfect for general-purpose components where strength demands are moderate—think shafts, pins, bushings, fixtures, and brackets. Because it holds tolerances well in cold-drawn form, machinists like it for parts that need a clean finish without endless rework. If you need something that’s cost-effective, easy to fabricate, and widely available, 1018 steel is a solid choice.
What is grade 1018 steel equivalent to?
In the SAE/AISI system, it’s AISI 1018 steel (UNS G10180). In practice, its equivalents can vary depending on standards—ASTM A108 is often the go-to spec for cold-finished bars, and you’ll find regional equivalents in European and Asian steel catalogs. When comparing, always check the chemical composition of 1018 and mechanical properties to be sure you’re getting the right substitute material.
Is 1018 a good knife steel?
Not really. Because 1018 steel is a low-carbon steel, it doesn’t have enough carbon to harden properly for edge retention. That means it won’t make a durable cutting blade. At best, it’s fine for practice knives, jigs, or decorative blades where you don’t need cutting performance. If you’re serious about knife making, you’d want a higher carbon steel (like 1095) or a tool steel designed for hardness.
What are the disadvantages of 4140 steel?
4140 is tough and strong, but it comes with trade-offs. It’s harder to machine than mild steels like 1018, often requires preheating for welding, and can distort if heat-treated carelessly. Plus, it’s usually more expensive than 1018 steel—sometimes 20–40% more depending on form and market conditions. So while 4140 delivers excellent strength and durability, it demands more skill and cost to work with.
What steel is stronger than 1018?
Plenty of options exist. 1045 steel gives higher strength and hardness thanks to its higher carbon content. 4140 alloy steel is stronger still, offering superior yield strength and toughness, especially after quench and temper heat treatment. If you want to go even higher, 4340 steel and certain stainless steels (like 17-4 PH) can outperform both in demanding applications. Basically, 1018 is great for everyday use, but if your design calls for strength and durability under stress, other steels will beat it.
What is 4140 steel good for?
4140 is one of the most popular medium-alloy steels because it delivers a great balance of strength, hardness, and fatigue resistance. You’ll find it in gears, shafts, bolts, drive components, and tooling—anywhere parts are under high stress or need toughness after heat treat. It’s also widely used in the automotive, aerospace, and heavy equipment industries, where long life under load matters.
What is the yield strength of 1018 vs 4140 steel?
This is where the numbers tell the story. 1018 steel yield strength is typically around 370 MPa (~53 ksi) in cold-drawn condition, which is plenty for general-duty parts. By comparison, 4140 steel yield strength can range from 655 to 1,035 MPa (95–150 ksi) when heat treated—almost double or triple 1018’s performance. Even in an unhardened state, 4140 usually has a higher yield strength than 1018, which is why it’s the go-to for high-stress parts that can’t risk failure.



