低炭素軟鋼を扱うなら、AISI 1018をご存知でしょう。AISI1018は、優れた機械加工性、優れた溶接性、信頼性の高い適度な強度を適正な価格で必要とする場合に、頼りになる選択肢です。どのような場合に1018を選ぶべきか?切削加工が容易な CNCマシン滑らかな仕上げ、厳しい公差、最小限の手間で簡単な溶接。どのような場合に1045や4140にステップアップすべきでしょうか?より高い強度と硬度、より優れた耐摩耗性、熱処理性能が求められる場合。
このガイドでは、迅速な回答と検証されたデータを提供します。化学成分、降伏強さ、引張強さ、硬さ、そして典型的な延性がわかります。その後、機械加工、溶接、熱処理、実用的な仕上げなど、実際の現場でのガイダンスに移ります。業界における用途や、1020、1045、4140、12L14、鋳鉄との明確な選択上のトレードオフについて説明します。また、規格や試験に関するヒント、調達に関するアドバイス、FAQなど、1018の仕様決定、機械加工、認証を安心して行えるような内容となっています。
1018スチールとは?迅速な回答とスペック
鋼材を選択する際、1018鋼は手頃な価格、加工のしやすさ、優れた溶接性を兼ね備えているため、人気の高い鋼種です。信頼性の高い機械的特性を持つ低炭素鋼として知られ、板金、構造部品、汎用鋼部品に広く使用されています。1045のような高炭素鋼や4140のような合金鋼に比べ、1018鋼は延性と成形性に優れ、靭性とコスト効率が重要な用途に最適な鋼の一つです。
定義と分類(AISI 1018 低炭素軟鋼)
AISI/SAE 1018 (UNS G10180)は約0.14-0.20%の炭素を持つ低炭素鋼です。冷間仕上げを施すと、熱間圧延材と比較して表面仕上げ、寸法公差、強度が若干向上するため、冷間引き抜き棒鋼の形態で使用されることがよくあります。高強度よりも機械加工性、溶接性、成形性が重視される汎用部品向けの、汎用的で費用対効果の高い鋼種です。
簡単に言えば1018は軟鋼で、簡単に切断でき、きれいに溶接でき、ドラマチックに曲がることもなく、丸、角、平と幅広く在庫がある。
速報
表:1018鋼クイックファクト(代表的な範囲と単位)
| プロパティ | 代表値または範囲 | 備考 |
|---|---|---|
| 化学組成(wt%) | C 0.14-0.20; Mn 0.60-0.90; P ≤0.04; S ≤0.05; Fe バランス | 低炭素軟鋼組成 |
| 密度 | 7.87 g/cm³ (0.284 lb/in³) | 低炭素鋼に共通 |
| 降伏強度 | 310~420MPa、標準~370MPa(53.7ksi) | 製品の形状、仕上げによる |
| 極限引張強さ | 380~540 MPa;標準~440 MPa (63.8 ksi) | 通常、冷間引抜材の方が高い |
| 硬度 | ~126HB、~HRB 71、~131HV | 軟鋼硬度 |
| 破断伸度 | ~15% | 良好な延性 |
| 面積の縮小 | ~40% | 延性/靭性を示す |
| 加工性 | ~70-78%(対AISI 1212 = 100%) | 道具に優しい |
| 溶接性 | 非常に良い | MIG、TIG、SMAW |
| 融点 | ~1,421~1,466度C(2,590~2,670度F) | 典型的な鉄-炭素の範囲 |
| マグネティック | あり(強磁性) | 固定に便利 |
これらの値は典型的な1018鋼の特性を反映しています。ご使用のヒートと製品形態に合ったMTRを必ずご確認ください。
規格と相互参照
- 一般的な規格:ASTM A108(冷間仕上棒鋼)、ASTM A29(熱間鍛造棒鋼)、SAE J403(化学成分)、UNS G10180。
- 一般的な形状:冷間引抜棒鋼、熱間圧延棒鋼、厚板、形鋼。
- 地域によって同等品は異なる。地域規格の低炭素「~0.18% C」軟鋼を探す。
1018鋼の特性と性能
1018鋼の機械的特性を理解することは、1045や4140のような他の鋼種と比較する際に不可欠です。炭素含有量が低いため、1018は低炭素鋼に分類され、優れた延性、靭性、優れた溶接性などの重要な機械的特性を備えています。これらの特性により、1018鋼は板金加工、機械加工鋼部品、および強度や耐久性と機械加工性やコスト効率のバランスが求められる汎用用途に広く使用されています。
化学組成と微細構造
0.14-0.20%の炭素を持つ1018は、圧延または延伸状態でフェライト-パーライト組織を持つ。炭素含有量が低いため焼入れ性が制限され、高炭素鋼(例えば1045)や合金鋼(例えば4140)のような通し焼入れはしません。このため1018鋼は非常に延性があり、溶接しやすく、成形が容易で、寸法と真直度が一定した精密な冷間引抜棒鋼に適しています。
多くの旋盤加工部品やフライス加工部品では、安定したフェライト-パーライト構造が公差を保持し、内部応力に驚くことなく滑らかな仕上げを実現します。これが、シャフト、ピン、スペーサー、固定具に広く使用されている理由のひとつです。

機械的特性(応力-ひずみ、延性、靭性)
1018鋼(冷間引抜棒鋼)の代表的な機械的性質の範囲は以下の通りである:
- 極限引張強さ:~380~540MPa(typ.~440MPa、63.8ksi)
- 降伏強さ:~310~420MPa(typ.~370MPa、53.7ksi)
- 伸長:~15%
- 面積の縮小~40%
- ブリネル硬度:~126HB
応力-ひずみ挙動は、明確な降伏、有用な均一伸び、延性破壊を示している。この強度と延性の組み合わせは、曲げ加工、圧入、ねじ切り部品に信頼性を与えます。より高い静的強度が必要な場合は、1045や4140をご 覧ください。最高の切削性が必要で、溶接の予定がない 場合は、12L14は切屑の切れがよく、高速切削が 可能ですが、靭性が低く、溶接性も劣ります。
よくある質問です:1018鋼の降伏応力は?一般的には~370MPa(53.7ksi)ですが、製品や条件によって異なります。
物理的および熱的特性
- 密度:~7.87 g/cm³ (0.284 lb/in³)
- 弾性係数(E):~200 GPa(29,000 ksi)
- ポアソン比:~0.29
- 熱伝導率:~45~55W/m・K(軟鋼の代表値)
- 熱膨張係数: ~11-13 × 10-⁶ /K (20-100°C)
- 磁気:あり(強磁性)
これらの数値は正確ですか?鋼材の物理的特性は化学的性質、微細構造、温度によって多少異なります。必要に応じて安全係数を適用してください。
1018鋼は磁性があり、設計に影響しますか?
1018は磁性体です。これは、マグネットチャック、ピックアンドプレース工具、マグ粒子検査に役立ちます。浮遊磁界がセンサーに影響を与える可能性がある場合は、シールドを計画するか、非磁性代替品を選択してください。
表面硬化と耐摩耗性
1018は低炭素であるため、貫通硬化には限界があ るが、浸炭によって硬い摩耗面を得ることができる。実際には、1018は、靭性と延性のあるコアを保持したまま、薄い断面でケース硬度~Rc42(最適化されたサイクルでは、それ以上となることもある)に達することができる。によると ASMヒート・トリーターズ ガイド、浸炭1018は、靭性を犠牲にすることなく表面耐摩耗性を必要とするシャフト、ギア、ピン、カムフォロアによく使用されます。
ケース硬化はトレードオフの関係にある。硬いシェルは摩耗を改善するが、熱処理後の合金鋼のような深い硬度や疲労強度は期待できない。
加工および製造(機械加工、溶接、熱処理)
CNC工場から加工現場まで、1018鋼はその優れた機械加工性、安定した溶接性、一般的な熱処理工程への適応性のおかげで広く使用されています。高炭素鋼や合金鋼に比べ、この低炭素鋼は信頼性を犠牲にすることなく、切断、成形、仕上げが容易です。シャフト、ピン、板金部品用の鋼材を選択する場合、1018が機械加工、溶接、表面硬化でどのような性能を発揮するかを理解することは、費用対効果の高い生産に最適な鋼種を選択する際に役立ちます。

加工性:セットアップ、スピード/フィード、ツーリング
被削性は70~78%(対AISI 1212 = 100)で、旋削、フライス加工、ドリル加工、タッピング加工、ねじ切り加工に適しています。切り屑が処理しやすく、工具寿命が予測しやすいため、CNC加工に適している。
実用的なヒント
- 鋭利なハイスまたは超硬を使用する。生産用には、非コーティングまたはTiN/TiCNコーティングされた超硬合金が安全です。
- 繊細な仕上げやタイトなサイズには、フラッドクーラントと安定したツールオーバーハングを使用します。剛性の高いセットアップでびびりを低減する。
- 1018は工具が鈍いとバリが出ることがある。
- 最高のねじ山を得るには、切削速度をコントロールし、高品質のタップまたはスレッドミルを使用する。
カッティングスピードの目安(スタートポイント:)
- ターニング 1018 (超硬):~400~600SFM;表面仕上げを良くするため、低い方に仕上げる。
- 1018(ハイス)を旋削:~100~140SFM。
- 1018(ハイス)の穴あけ:~60~90SFM(クーラント使用時)。
- フライス 1018 (超硬):~ビビリを抑制するため、スロット加工では少し低めの送りを行う。
素早くセットアップしたいですか?このシンプルなフローをお試しください:
- ピックツール:生産用超硬、小ロット用ハイス。
- スピードの設定:ミッドレンジからスタートし、チップの色と仕上がりを確認する。
- チューン・フィード:チャタリング近くまで上げ、その後10-20%戻す。
- サイズと仕上げをチェックし、クーラントとツールパスを調整する。
1018パラメータがプリロードされたインタラクティブなスピード/フィード計算機は、一貫したセットアップのための優れた社内ツールです。
溶接性:MIG/TIG/スティックのベストプラクティス
1018鋼は、MIG、TIG、スティック溶接が可能である。薄肉部での予熱はほとんど必要ない。
- 代表的なフィラー:ER70S-6(MIG/TIG)またはE7018(スティック)。
- 気孔を減らすため、接合部を清掃する(ミルスケール、オイル)。
- 入熱をコントロールして歪みを抑える。
- 厚い部分(例えば、25 mm / 1インチ以上)の場合、マイルドな予熱(~150-200°F (65-95°C) )は、冷却速度を下げ、低温割れを避けるのに役立つ。
- 1018では通常、溶接後の熱処理は必要ないが、複雑な溶接部では歪みを減らすために応力除去を行うことがある。
熱処理:焼きなまし、焼ならし、浸炭処理
- アニール:~1,550~1,620°F(845~885℃)の炉で徐冷する。これにより鋼が軟化し、応力が緩和される。
- 焼ならし:一般的な軟鋼の範囲(約 1,600~1,700°F/870~925℃、空冷)。鍛造や重冷間加工後に有効。
- 浸炭:~1,650~1,700°F(900~925℃)、その後焼き入れ、焼き戻しをして目標表面硬度にする。硬いケースと強靭なコアが期待できる。
- 鍛造ウィンドウ:~2,100~2,250°F(1,150~1,230℃)、機械加工前に空冷または焼ならし。
単純な浸炭サイクルは次のようになる:
- 1,675°F(913℃)まで加熱し、ケースの深さを目標に保持する。
- クエンチ(多くの場合オイル)。
- 硬度と靭性のバランスをとるためにケースを焼戻しする。
成形、切断、仕上げ
1018は、板金でも棒材でも簡単に曲げ加工ができる。よく剪断され、レーザー切断やプラズマ切断もきれいに仕上がります。錆を遅らせるために、リン酸塩、塗装、メッキ(亜鉛など)で仕上げることができます。ステンレス鋼ではないので、腐食が気になる場合はコーティングや注油が必要であることに留意してください。
アプリケーション、産業、ケーススタディ
1018鋼は、その機械的特性と表面仕上げにより、手頃な価格、加工性、強度と耐久性を重視する産業で広く使用されています。低炭素鋼種として、汎用部品、板金加工、固定具に信頼できる性能を発揮します。1045のような高炭素鋼や4140のような合金鋼と比較すると、1018炭素鋼は、適度な強度と優れた溶接性が最も重要な場合に選択されます。
汎用部品(機械、治具、工具)
部品に適度な強度が必要で、仕上げがきれいで、加工が簡単であれば、1018に勝るものはありません。一般的な部品としては、シャフト、ロッド、ピン、ブッシング、スペーサー、カップリング、ハウジング、ギアなど、高い応力がかからないものがあります。冷間引抜材は寸法をよく保持するため、プレスフィットの公差やベアリングの適合を、より少ない再加工で達成することができます。
自動車、建設、設備
ファスナー、スタッド、ブラケット、コネク ター、マウント、車両や構造物の低~中程度の応力部 品に使用される。基本的な設備で溶接や機械加工ができるため、試作品や修復に適している。
プロトタイピング、教育、研究開発
トレーナーやショップは、CNCのデモ、学生プロジェクト、試運転に1018を好んで使用します。安定した切削が可能で、工具の摩耗も予測できるため、送りや速度を学ぶ際の障壁が低くなります。
1018を使用しない場合(限界と設計上の注意点)
- ケースを追加したり、より強力なグレードに移行できない場合は、高負荷、高摩耗、高温での使用は避けること。
- より高い強度を求めるなら、1045または4140を検討する。耐食性ならステンレスを。溶接なしで高速加工するには、12L14が候補となる。
- 1018は良いナイフ鋼ですか?いいえ。炭素が低いため、硬度と刃持ちに限界があります。練習用ナイフや治具、固定具には適していますが、実用刃物には向きません。
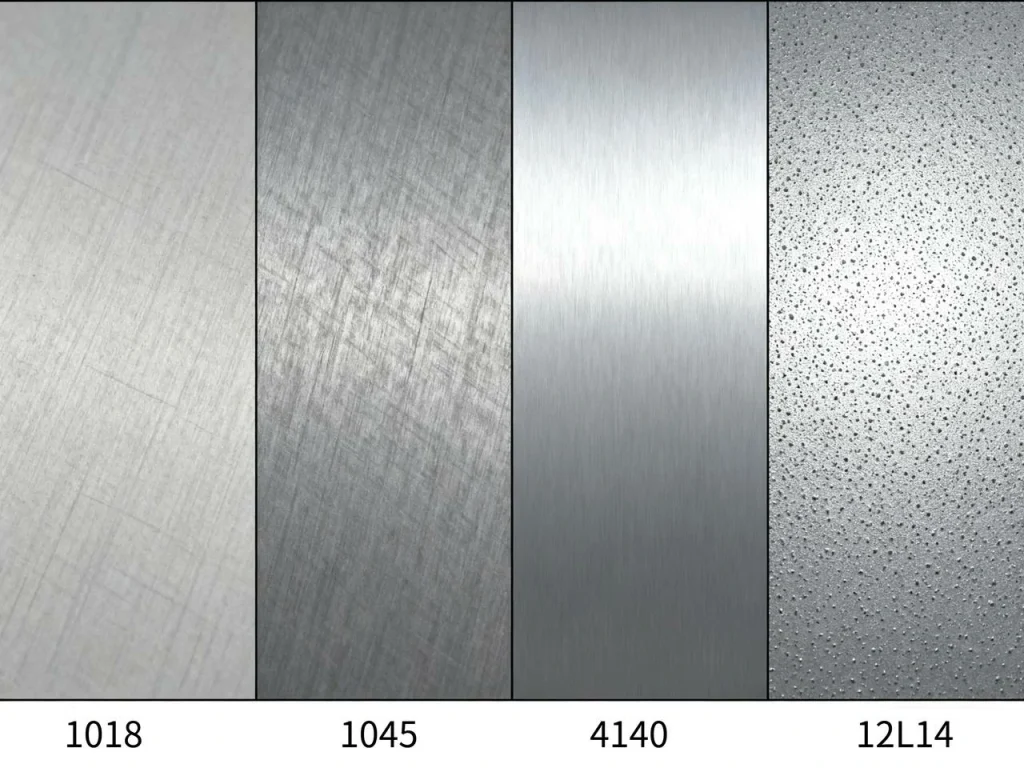
1018 スチールと代替品との比較(選択のトレードオフ)
エンジニアやバイヤーが鋼種を比較する場合、多くの場合、コスト、加工性、性能のバランスで決定されます。1018鋼は低炭素鋼で、優れた溶接性、成形性、予測可能な加工挙動を提供するため、汎用部品に人気があります。しかし、より高い強度や耐摩耗性、疲労寿命の向上が必要な場合もあります。そのような場合には、1045鋼、4140合金鋼、あるいは12L14鋼のような代替鋼を選択するのが賢明かもしれません。
明確な鋼材の比較を行うことで、化学組成や機械的特性の違いが、さまざまな業界における現実のトレードオフにどのように反映されるかを浮き彫りにすることができます。
1018と1020および1045の比較(低炭素鋼と中炭素鋼の比較)
1018と1020は共に低炭素鋼で、一般的に1018の方が炭素量が若干少ない。つまり、1018鋼は溶接性に優れ、1020鋼よりも成形がやや容易であることが多い。一方、1045鋼は中炭素鋼で、高強度と耐摩耗性を実現するために通し焼入れすることができる。トレードオフ?1018のような軟鋼に比べ、機械加工が難しく、溶接手順がより厳しくなります。
比較表:1018 vs 1020 vs 1045
| プロパティ | 1018 | 1020 | 1045 |
|---|---|---|---|
| カーボン(wt%) | 0.14-0.20 | 0.18-0.23 | 0.43-0.50 |
| 降伏強さ(MPa) | ~310-420 | ~350-440 | ~450-600(ノーマライズ) |
| UTS (MPa) | ~380-540 | ~410-550 | ~600-800(熱処理) |
| 加工性(%と1212の比較) | ~70-78 | ~65-75 | ~55-65 |
| 溶接性 | 非常に良い | 非常に良い | 中程度 |
| 硬化性 | 低い | 低い | ミディアム |
| 代表的な使用例 | 一般部品 | 一般部品 | 高負荷/磨耗部品 |
1018鋼よりも高い強度が要求される用途では、1045鋼に移行するのが論理的な次のステップです。
4140対1018鋼(性能対コスト)
ここからが面白くなる。4140鋼はクロム・モリブデン合金鋼で、特に焼き入れ・焼き戻し後の靭性と耐疲労性に優れている。対照的に、1018鋼は安価で加工しやすく、溶接性に優れており、汎用部品に最適です。
- 4140の引張強さは、熱処理を施すと950~1,100MPaに達するのに対し、1018は冷間引抜状態で440~540MPaである。
- 4140の降伏強度もはるかに高く、状態にもよるが通常655~1,035MPaであるのに対し、1018は~370MPaである。
つまり、生の強度と耐久性では4140が1018より優れているのは明らかだが、1ポンドあたりの価格が高くなり、機械加工や溶接が難しくなる。
要するに、コスト重視の設計で、応力が低~中程度であれば、1018鋼種が最適な鋼種であることが多い。しかし、何よりも強度と耐久性が必要であれば、4140は投資に値する。
1018 vs 12L14
12L14鋼種は快削鋼種であり、1018鋼種のほぼ2倍の機械加工が可能であるため、サイクルタイムの短縮とねじの品質向上には最適である。しかし、溶接性が悪く、鉛を含むため、一部の産業では使用が制限されている。
鋳鉄は振動減衰と機械加工性に優れ、大断面では安価になることが多い。しかし、鋼鉄よりも脆く、衝撃や高荷重の用途には適していません。
セレクションガイド(インタラクティブ)
1018、1045、4140、またはその代替品のいずれかを選択することは、毎日鋼材を扱っていない場合、厄介に感じるかもしれません。朗報です。すべての特性表を暗記する必要はありません。その代わり、荷重、摩耗、環境、接合方法、予算など、5つの簡単なレバーを考えるだけで、適切な鋼材をすぐに選ぶことができます。
シンプルな "マテリアル・チョイサー "のアプローチは、選択肢をランク付けするのに役立つ:
- 負荷レベル(低、中、高)-部品が軽い負荷しか受けない場合(ブラケットや固定具など)、1018が最低コストで仕事をこなすことが多い。中程度の荷重であれば、1045が輝き始めます。荷重や応力が非常に高い場合は、4140の引張強さがはるかに高く、優れた靭性を持つ4140合金鋼が最適です。
- 摩耗の必要性(低い、ケースを必要とする、高い)-部品がこすれたり、滑ったり、摩擦が大きい場合は、通常、1045(通し焼入れ)や4140(焼入れ・焼戻し)のような硬い材種が好まれる。
- 環境(乾燥、湿気、腐食性) - 1018のような軟鋼は、乾燥した屋内では問題ありません。湿気や腐食が予想される場合は、コーティングを施すか、予算に応じて合金鋼やステンレス鋼への変更を検討する必要がある。
- 接合(溶接、ろう付け、ボルトのみ)- 1018は夢のように溶接できる。1045や4140も溶接できるが、割れを防ぐために予熱と冷却が必要な場合が多い。溶接を素早く簡単に行うことが重要な場合は、1018または1020にこだわること。
- 予算とリードタイム - コストと加工性の問題に帰着することもあります。12L14と鋳鉄は、どちらも加工速度が非常に速く、サイクルタイムの節約になる。4140は、より高価で切削が難しいが、4140の降伏強度は、より小さな部品でより多くの荷重を支えることができ、交換頻度を減らすことができるため、長期的にはコストを節約できることが多い。
成果の例:
- 低荷重+溶接+厳しい公差+低コスト:1018鋼が最適です。
- 適度な負荷+摩耗+熱処理でOK:1045、あるいは1018をケース焼入れすれば、バランスの取れた解決策が得られる。
- 高負荷+疲労+熱処理+多少の溶接:4140合金鋼を適切な溶接手順で-これが、その優れた強度が真価を発揮するところである。
- 溶接なし+超高速加工:12L14はバターのように切れ、優れた表面仕上げが得られる。
- 良好なダンピング+大きな断面+衝撃を与えない:鋳鉄、特にデュラバーは、競争力のあるコストで優れた耐振動性を提供します。
要するに、強度と耐久性を重視する設計であれば、4140が余分な手間を正当化することが多い。低コストと溶接性を優先するなら、1018が勝つ。また、加工速度を追求するのであれば、12L14や鋳鉄が無敵である。
試験、規格、認証
1018鋼の品質を確保するためには、化学成分や機械的特性を知るだけでは不十分です。バイヤー、加工業者、鉄鋼サプライヤーは、この低炭素鋼が期待される性能を満たしていることを確認するために、標準化された試験、認証、およびトレーサビリティの実践に依存しています。1018鋼の機械的特性の確認からコンプライアンス文書のチェックに至るまで、これらの手順は、自動車、建設、機械など1018鋼の重要な用途における製造業者とエンドユーザーを保護します。
材料試験報告書(MTR)とトレーサビリティ
1018を買ったら、それを確認するMTRを入手すること:
- SAE J403(または合意された仕様)による化学的性質:C、Mn、P、Sは制限内。
- 機械的性質(指定されている場合):UTS、YS、伸び、硬度。
- ASTM A108またはASTM A29に準拠したヒート/ロット番号および製品形式。
- サプライヤーのQA認証および特別なプロセスに関する注記。
工場から完成品までのヒートナンバーをトレース。ジョブトラベラーまたはERPにデジタルコピーを保存します。
機械的および硬度試験法
- 引張試験:ASTM E8/E8M.
- 硬度試験:ASTM E10(ブリネル)、ASTM E18(ロックウェル)。
- ケースの深さに対する微小硬度:ASTM E384 (Vickers/Knoop).
- ケース焼入れされた1018では、有効なケー ス深さと図面に対する硬度プロファイルを確 認する。
溶接とNDEの考察
- 目視検査、溶接手順チェックのための曲げ試験。
- 必要に応じてUT(超音波)およびMT(磁粉探傷)を使用。
- 1018は磁粉探傷検査に合格できますか?1018は強磁性体なので、特に機械加工や熱処理後の表面やわずかな表面下のクラックの検出にはMTが効果的です。
コンプライアンスと文書化
- 必要に応じてRoHS/REACH宣言を収集する。
- コンプライアンスのために原産国証明書と工場証明書を保管する。
- MTRチェックリストを使用し、リリース前に見落としがないようにする。
調達、コスト、供給戦略
適切な1018鋼材を選択するには、価格だけでなく、信頼性、在庫量、加工ニーズも重要です。1018は最も一般的な低炭素鋼の一つであるため、冷間引抜材と熱間圧延材の両方があり、それぞれ表面仕上げ、公差、加工性能においてトレードオフの関係にあります。市場要因、サプライヤーの品質、鋼材価格のトレンドがコストにどのように影響するかを知ることで、メーカーは遅延を回避しながら安定した供給を確保することができます。専門的な部品加工やカスタム製造サービスが必要な場合、U-Needのような会社がお手伝いいたします。
一般的な在庫の形状、サイズ、公差
- 冷間引抜丸玉/角玉/平玉:タイトなサイズ、滑らかな仕上げ、真直度。CNCおよび 精密旋盤加工.
- 熱間圧延棒/板:ポンドあたりのコストは低いが、公差が緩く、表面は粗い。
- 一般的な長さ:10~12フィート(業者により異なる)。
冷間引き抜きと熱間圧延の比較
- 冷間引抜:公差が良く、降伏強度が高く、表面が良い。
- 熱間圧延:低コスト、スケール層、クリーンアップのためのより多くの材料。
価格と市場要因(2023-2025年)
1018は北米で最も生産量の多い軟鋼の一つであるため、価格競争力がある。1018は、仕上げや市場サイクルにもよるが、一般的な棒鋼サイズで20-40%ほど4140より安くなることが多い。価格決定要因には以下が含まれる:
- サイズと断面(直径が大きいと1フィートあたりのコストが高くなる)
- 仕上げ(冷延と熱延の比較)
- 工場のリードタイムと地域の在庫状況
- コーティング、カッティング、付加価値サービス
サプライヤーの審査と品質に関するヒント
- 認証(品質システム)、MTR、試験能力をチェックする。
- 遅れを避けるため、在庫の深さをご確認ください。
- ブランクの切断が必要な場合は、鋸の品質、バリ取り、平坦度について尋ねてください。
1018スチールに関するFAQ
1018鋼は何に適していますか?
1018鋼は低炭素の軟鋼で、手頃な価格で機械加工がしやすく、非常に溶接しやすいことで知られています。シャフト、ピン、ブッシュ、固定具、ブラケットなど、強度要求が中程度の汎用部品に最適です。冷間引抜加工でも公差をよく保持するため、機械工は、再加工を繰り返すことなくきれいな仕上げが必要な部品に好んで使用します。費用対効果が高く、加工が容易で、広く入手できるものが必要な場合、1018鋼は堅実な選択です。
グレード1018とはどのような鋼種ですか?
SAE/AISIシステムでは、AISI 1018鋼(UNS G10180)です。実際には、同等材は規格によって異なる場合があります。冷間仕上げ棒鋼ではASTM A108がよく使用され、欧州やアジアの鋼材カタログには各地域の同等材が掲載されています。比較する場合は、1018の化学組成と機械的特性を常に確認し、正しい代替材料を入手していることを確認してください。
1018は良いナイフ鋼ですか?
そうではありません。1018鋼は低炭素鋼なので、エッジを保持するために適切に硬化するのに十分な炭素がありません。つまり、耐久性のある刃物にはなりません。せいぜい練習用ナイフやジグ、装飾用ブレードなど、切れ味を必要としない刃物には適しています。本格的にナイフを作るのであれば、より高炭素の鋼(1095など)か、硬度を追求した工具鋼がいいでしょう。
4140鋼の欠点は何ですか?
4140は強靭で丈夫だが、トレードオフがある。1018のような軟鋼よりも機械加工が難しく、溶接にはしばしば予熱が必要で、不用意に熱処理すると歪むことがある。さらに、通常1018鋼よりも高価で、形状や市場の状況によっては20-40%高くなることもある。そのため、4140は優れた強度と耐久性を発揮する一方で、加工にはより高い技術とコストが要求される。
1018より強い鋼は?
多くの選択肢がある。1045鋼は炭素含有量が高いため、強度と硬度が高い。4140合金鋼はさらに強く、特に焼き入れ・焼き戻し熱処理後の降伏強度と靭性に優れている。さらに高い強度を求めるのであれば、4340鋼やある種のステンレス鋼(17-4 PHなど)は、要求の厳しい用途では両者を凌ぐことができる。基本的に、1018は日常的な使用には最適ですが、応力下での強度と耐久性が要求される設計の場合は、他の鋼が勝るでしょう。
4140鋼は何に適しているのか?
4140は、強度、硬度、耐疲労性のバランスが優れているため、最も人気のある中合金鋼の一つです。ギア、シャフト、ボルト、駆動部品、工具など、高い応力がかかる部品や熱処理後の靭性が必要な部品に使用されています。また、荷重下での長寿命が重要な自動車、航空宇宙、重機産業でも広く使用されています。
1018と4140の降伏強度は?
これは数字が物語るところである。1018鋼の降伏強度は通常、冷間引抜き状態で約370MPa(~53ksi)であり、一般的な用途の部品には十分です。これに対し、4140鋼の降伏強度は、熱処理を施すと655~1,035MPa(95~150ksi)となり、1018のほぼ2倍から3倍の性能を発揮します。未硬化の状態であっても、4140は通常1018より高い降伏強度を持つため、故障のリスクを冒せない高応力部品に最適です。



