Usługi szybkiego frezowania CNC są wykorzystywane w sytuacjach, gdy wykonanie danej części wymaga czegoś więcej niż tylko prostego usuwania materiału. Mają one znaczenie wtedy, gdy geometria, jakość wykończenia, czas cyklu lub powtarzalność decydują o tym, czy dana część może w ogóle zostać wyprodukowana, lub czy można ją wykonać bez dużego ryzyka konieczności ponownej obróbki.
Dla inżynierów i osób odpowiedzialnych za zakupy techniczne najważniejsze nie jest to, czy zakład reklamuje się jako “wysokowydajny”. Istotne jest natomiast, czy proces, maszyna, oprzyrządowanie, osprzęt mocujący, materiał i plan kontroli są dostosowane do danej części. Wrzeciono o prędkości obrotowej 42 000 obr./min może okazać się pomocne przy obróbce niektórych elementów aluminiowych, form, elektrod lub detali o drobnych elementach. Nie rozwiązuje ono jednak problemów związanych ze słabym mocowaniem, niedokładną kontrolą punktu odniesienia, drganiami podczas obróbki cienkich ścianek, niestabilnością materiału ani nierealistycznymi tolerancjami.
W niniejszym przewodniku wyjaśniono, jak oceniać usługi szybkiego frezowania CNC pod kątem możliwości produkcyjnych. Skupia się on na tym, co się sprawdza, co nie, oraz na tym, co należy sprawdzić przed sporządzeniem oferty lub zatwierdzeniem projektu.
Czym są usługi szybkiego frezowania CNC
Aby w pełni zrozumieć, jakie korzyści zapewniają usługi szybkiego frezowania CNC, należy zacząć od jasnej definicji, porównać je z konwencjonalnymi metodami frezowania, rozpoznać ograniczenia prędkości obrotowej wrzeciona oraz zidentyfikować rzeczywiste sytuacje, w których proces ten wnosi największą wartość inżynieryjną.
Co zalicza się do szybkiego frezowania CNC?
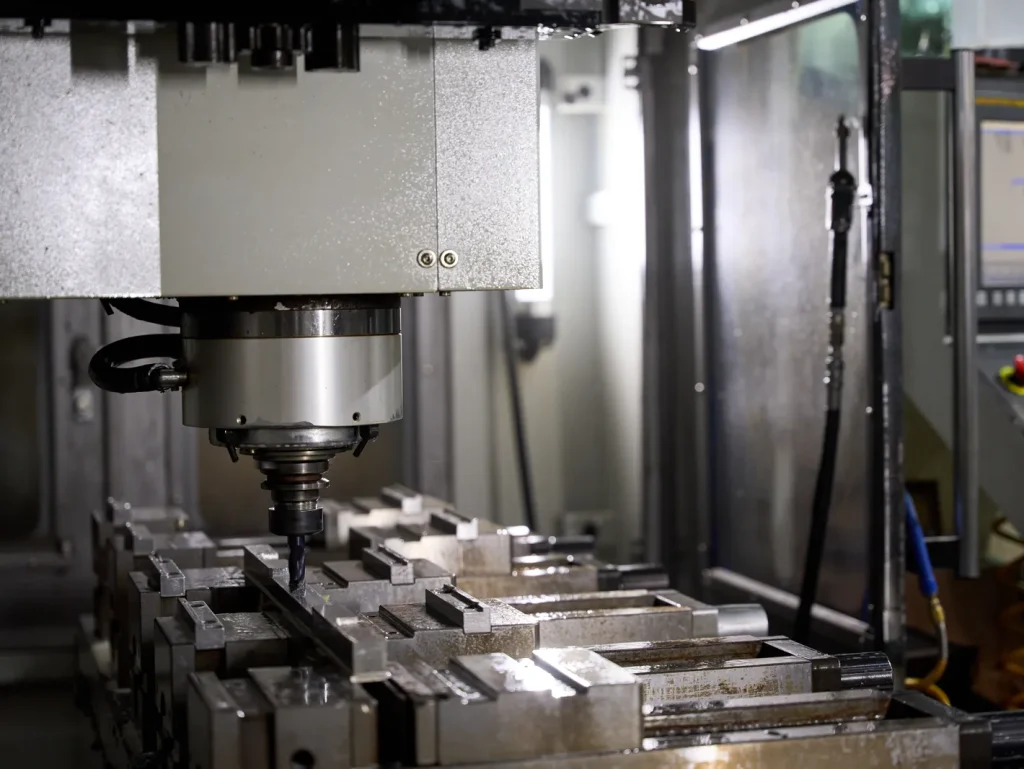
Frezowanie CNC jest procesem produkcji subtraktywnej, w którym wykorzystuje się wysoką prędkość obrotową wrzeciona, kontrolowane przyłożenie narzędzia oraz zaplanowane ścieżki narzędzia, aby w wydajny sposób przekształcić metalowe bloki w gotowe elementy.
Możliwości obróbki z dużą prędkością mają znaczenie tylko wtedy, gdy prędkość wrzeciona, średnica frezu, wyważenie narzędzia, kontrola bicia, dynamika maszyny oraz mocowanie obrabianego elementu są dostosowane do obrabianego elementu. Wyższe obroty mają największe znaczenie w przypadku narzędzi o małej średnicy, precyzyjnych przejść wykańczających oraz szczegółowych elementów o skomplikowanych kształtach, a nie jako samodzielny wskaźnik możliwości dostawcy.
Prędkość obrotowa wrzeciona to tylko jeden z elementów tej definicji. Frezowanie z dużą prędkością zależy również od sposobu, w jaki frez wchodzi w kontakt z materiałem. Program CAM może wykorzystywać niewielki kontakt promieniowy, płynne wprowadzanie narzędzia, stałe obciążenie wiórowe oraz przejścia wykańczające, które ograniczają ugięcie narzędzia. Różni się to od zwykłego uruchamiania konwencjonalnego programu z większą prędkością.
Źródła branżowe zazwyczaj przedstawiają zastosowania frezowania 3-osiowego oraz opcje 5-osiowe, a także opisują usługi frezowania CNC w konfiguracjach 3-osiowych, 3+2-osiowych i 5-osiowych. Wybór osi ma wpływ na to, do ilu stron elementu można dotrzeć, ile ustawień jest potrzebnych oraz w jakim stopniu proces pozwala zachować relacje między elementami konstrukcyjnymi.
Frezowanie z dużą prędkością a frezowanie konwencjonalne w przypadku części prototypowych
Różnica między frezowaniem z dużą prędkością a frezowaniem konwencjonalnym w przypadku części prototypowych nie polega wyłącznie na prędkości. Jest to różnica w strategii obróbki. Frezowanie konwencjonalne może charakteryzować się niższymi prędkościami wrzeciona, większym obciążeniem skrawania oraz prostszymi ścieżkami narzędzia. Frezowanie z dużą prędkością często wiąże się z wyższą prędkością wrzeciona, mniejszym obciążeniem skrawania oraz bardziej kontrolowanym ruchem narzędzia.
| Czynnik | Szybkie frezowanie CNC | Frezowanie konwencjonalne |
|---|---|---|
| Prędkość obrotowa wrzeciona | Może osiągać wysokie zakresy prędkości obrotowej; zgodnie z opublikowanymi danymi eksploatacyjnymi prędkość obrotowa może wynosić nawet 42 000 obrotów na minutę | Zazwyczaj niższa, w zależności od maszyny i noża |
| Strategia ścieżki narzędzia | Płynne torowanie, lżejsze prowadzenie, precyzyjna kontrola na finiszu | Można zastosować prostsze ścieżki i większe zaangażowanie |
| Wykończenie powierzchni | Może poprawić jakość wykończenia, o ile zapewniona jest odpowiednia sztywność, zastosowano odpowiednie oprzyrządowanie i ustawiono właściwe posuwy | Pozwala uzyskać dobre wykończenie, ale może wymagać dłuższego czasu obróbki wykończeniowej |
| Czas cyklu | Może skrócić czas obróbki odpowiednich materiałów i geometrii | Może działać wolniej przy skomplikowanych konturach lub podczas prac wykończeniowych |
| Ryzyko częściowe | Ryzyko skupia się obecnie na hałasie, przegrzaniu i kontroli narzędzi | Ryzyko może wynikać z siły cięcia, śladów po narzędziach oraz czasu potrzebnego na ustawienie |
W przypadku prototypów frezowanie z dużą prędkością pozwala uzyskać elementy ściśle odpowiadające modelowi CAD, spełniające jednocześnie rygorystyczne wymagania dotyczące wykończenia powierzchni i montażu. Metoda ta jest mniej przydatna, gdy konstrukcja charakteryzuje się trudnym dostępem, głębokimi i wąskimi wgłębieniami, długimi ściankami bez podpór lub wymaganiami dotyczącymi tolerancji, które nie są zgodne ze strategią ustawiania narzędzi.
Dlaczego sama prędkość wrzeciona nie określa możliwości obróbki
Prędkość obrotową wrzeciona należy oceniać oddzielnie dla obróbki zgrubnej i wykańczającej. Obróbka zgrubna z dużą prędkością obrotową może poprawić wydajność usuwania metalu przy odpowiednim doborze materiału i zakresie styku, natomiast obróbka wykańczająca z dużą prędkością obrotową jest zazwyczaj wybierana w celu uzyskania odpowiedniej powierzchni, obróbki drobnych elementów oraz zmniejszenia wysokości wierzchołków; żadna z tych metod nie jest jednak niezawodna bez stabilnego oprzyrządowania, kontrolowanego bicia oraz sztywnego mocowania.
Możliwości obróbki CNC obejmują:
- Sztywność maszyny i stan wrzeciona
- Metoda mocowania i dostęp do elementu obrabianego
- Jakość oprzyrządowania, długość narzędzia oraz geometria ostrza
- Kontrola temperatury podczas obróbki i kontroli jakości
- Konfiguracja osi, w tym dostęp w układzie 3-osiowym, 3+2-osiowym lub 5-osiowym
- Proces kontroli, ustalanie punktów odniesienia oraz sposób sporządzania raportów
Dostawca oferujący niższą prędkość obrotową wrzeciona, ale lepsze rozwiązania w zakresie mocowania i kontroli jakości, może stanowić mniejsze ryzyko w przypadku niektórych części precyzyjnych niż dostawca oferujący bardzo wysoką prędkość obrotową, ale słabą kontrolę procesu.
Kiedy frezowanie z dużą prędkością ma znaczenie przy podejmowaniu decyzji inżynierskich
Szybkie frezowanie ma największe znaczenie wtedy, gdy proces ten wpływa na wykonalność lub ryzyko związane z daną częścią. Typowe przykłady to prototypy z cienkościennego aluminium, wnęki form, matryce, elektrody oraz złożone elementy mechaniczne o wielu powierzchniach o skomplikowanym kształcie.
Ma to również znaczenie w przypadku, gdy przed rozpoczęciem produkcji potrzebne są powtarzalne prototypy. Jeśli ten sam projekt ma przejść od jednorazowych testów do produkcji małoseryjnej lub na większą skalę, strategii frezowania nie należy traktować jako kwestii drugorzędnej. Należy na wczesnym etapie przeanalizować liczbę ustawień, punkty odniesienia, dostęp narzędzi oraz metodę kontroli.
Zgodnie z opublikowanymi danymi dotyczącymi możliwości, frezowanie z dużą prędkością pozwala na frezowanie twardych matryc o twardości do 65 Rc, jednak frezowanie twardych materiałów nie jest tym samym, co frezowanie aluminium z dużą prędkością. Różnią się one pod względem oprzyrządowania, zachowania termicznego, strategii wykańczania oraz profilu ryzyka.
Wykonalność: Czy element można frezować z dużą prędkością?
Przed podjęciem decyzji o zastosowaniu szybkiego frezowania CNC należy koniecznie ocenić rzeczywistą wykonalność pod kątem geometrii elementu, wymagań dotyczących tolerancji wymiarowych, właściwości materiału oraz ogólnych wymiarów elementu.
Szybkie frezowanie CNC cienkościennych elementów aluminiowych
Szybkie frezowanie CNC cienkościennych elementów aluminiowych może dać dobre wyniki, ale cienkie ścianki stanowią jeden z najbardziej oczywistych przypadków, w których projekt i proces obróbki muszą być do siebie dopasowane. Ryzyko polega nie tylko na tym, że ścianka może zostać wyfrezowana zbyt grubo lub zbyt cienko. Ścianka może również wibrować podczas obróbki, przesuwać się po usunięciu materiału lub ulegać odkształceniu po zwolnieniu z mocowania.
Do kluczowych czynników należą: grubość ścianki, wysokość bez podparcia, zasięg frezu oraz dostęp do mocowania obrabianego elementu. Cienka ścianka podparta przez otaczającą ją geometrię znacznie różni się od wysokiego, izolowanego żebra. Duży wysięg narzędzia zwiększa ugięcie i ryzyko drgań. Uchwyt, który podtrzymuje ściankę podczas obróbki zgrubnej, może wymagać demontażu lub wymiany przed obróbką wykańczającą, co może wpłynąć na kontrolę punktu odniesienia.
W ramach oceny wykonalności należy sprawdzić, czy cienkościenne elementy aluminiowe:
- Ściany i żebra niepodparte
- Głębokie wgłębienia obok cienkich odcinków
- Dostęp do narzędzi z każdej strony
- Obszary, w których zaciskanie może spowodować odkształcenie elementu
- Po usunięciu naprężeń konieczne jest wykonanie przejść wykańczających
- Dostęp kontrolny do kluczowych elementów ścian
Głównym zagrożeniem jest to, że element może wydawać się nadający się do obróbki w programie CAD, ale po usunięciu większości materiału wykazuje słabe właściwości.
Granice dokładności wymiarowej przy szybkim frezowaniu aluminium
Granice dokładności wymiarowej podczas szybkiego frezowania aluminium zależą od strategii wyboru punktu odniesienia, stabilności materiału, ugięcia narzędzia, stanu maszyny, kontroli temperatury oraz terminów kontroli jakości. ISO określa pojęcia tolerancji i wymiarowania geometrycznego, ale nie gwarantują one, że konkretny zakład produkcyjny będzie w stanie zapewnić daną tolerancję dla każdego elementu.
Najważniejsze jest to, że tolerancja odnosi się do rzeczywistego elementu wykonanego w ramach jednego ustawienia. Wąska tolerancja położenia między dwoma otworami wyfrezowanymi w ramach tego samego ustawienia może wiązać się z mniejszym ryzykiem niż taka sama tolerancja między elementami wyfrezowanymi po ponownym zamocowaniu. Cienka ścianka może wykazywać różne wymiary przed i po odpięciu, jeśli nastąpi uwolnienie naprężeń szczątkowych.
Praktyczna lista kontrolna zawiera:
- Potwierdź punkty odniesienia pierwszego, drugiego i trzeciego rzędu
- Określić wymiary o kluczowym znaczeniu dla funkcjonowania
- Należy odróżnić cechy kosmetyczne od cech funkcjonalnych
- Sprawdź sumowanie tolerancji dla elementów współpracujących
- Sprawdź, czy wąskie tolerancje dotyczą wielu konfiguracji
- Należy określić, które wymiary wymagają dokumentacji kontroli
- Należy unikać domyślnego stosowania wąskich tolerancji do każdego elementu
Dla nabywców najbezpieczniejszym rozwiązaniem jest określenie wymiarów, które mają wpływ na funkcjonalność. W przypadku cech o mniejszym znaczeniu należy, w miarę możliwości, stosować ogólne tolerancje obróbcze.
Kwestie związane z doborem materiałów do produkcji metalowych i plastikowych elementów obrabianych metodą CNC
Wybór materiałów do obróbki CNC w przypadku elementów metalowych i z tworzyw sztucznych ma wpływ na obrabialność, reakcję na ciepło, powstawanie zadziorów, stabilność oraz oczekiwania dotyczące jakości wykończenia. Usługi szybkiego frezowania CNC często obejmują metale, tworzywa sztuczne i kompozyty, jednak ta sama strategia ścieżki narzędzia nie sprawdzi się w przypadku każdego materiału.
Grupy materiałów nie powinny być traktowane jako zamienne. Tytan, stal nierdzewna, elastyczne stopy aluminium, acetal, nylon, PEEK, PTFE oraz tworzywa sztuczne z wypełniaczem różnie reagują na ciepło, docisk, powstawanie zadziorów i nacisk narzędzia, dlatego dopasowanie procesowe należy oceniać na poziomie stopu lub żywicy, a nie w ramach szerokiej kategorii.
| Grupa materiałów | Kwestie związane z obrabialnością | Reakcja na ciepło | Wspólne ryzyko |
|---|---|---|---|
| Aluminium | Często nadaje się do frezowania z dużą prędkością, gdy wióry są dobrze odprowadzane | Może rozszerzać się pod wpływem ciepła i przemieszczać się po usunięciu materiału | Zadzory, drgania, zniekształcenia w cienkich ściankach |
| Stal | Wymaga zwracania uwagi na zużycie narzędzia i obciążenie skrawające | Wysoka temperatura może wpływać na trwałość narzędzia i kontrolę wymiarów | Wolniejsze usuwanie, trudniejsze wykańczanie |
| Materiały utwardzone | Stosowane do matryc, form i oprzyrządowania; opublikowane dane dotyczące możliwości obejmują frezowanie twardych matryc o twardości do 65 Rc | Ciepło i zużycie narzędzi to główne czynniki procesowe | Zużycie narzędzi, integralność powierzchni, długie cykle obróbki wykańczającej |
| Tworzywa konstrukcyjne | Można prać w pralce, ale materiał może się zmiękczyć lub odkształcić | Nagromadzenie ciepła może spowodować stopienie się materiału lub pogorszenie jakości wykończenia | Zadziory, przemieszczenia wymiarowe, odkształcenia spowodowane mocowaniem |
| Kompozyty | Może wymagać zastosowania specjalnych narzędzi oraz środków kontroli zapylenia | Wysoka temperatura i ścieranie wpływają na trwałość narzędzia | Rozwarstwianie, zużycie ścierne, jakość krawędzi |
Wybór najlepszych materiałów do obróbki CNC z dużą prędkością zależy od geometrii i przeznaczenia detalu. Aluminium jest powszechnie stosowane w przypadku prototypów i lekkich elementów mechanicznych. Materiały utwardzane są często wykorzystywane do produkcji oprzyrządowania. Tworzywa konstrukcyjne mogą być stosowane, gdy istotne znaczenie mają masa, właściwości izolacyjne lub odporność chemiczna, jednak wymagają one ostrożności w zakresie temperatury i mocowania.
Ograniczenia frezowania i toczenia CNC w przypadku dużych elementów
Ograniczenia frezowania CNC oraz Toczenie CNC w przypadku dużych elementów często mają charakter praktyczny, a nie teoretyczny. Element może mieścić się w obrysie maszyny, ale mimo to być trudny do obróbki ze względu na zasięg narzędzia, masę elementu, dostęp do podnoszenia lub dostęp do kontroli.
Duże elementy wiążą się również z problemami termicznymi. Niewielka zmiana temperatury może mieć większe znaczenie na dużej odległości niż w przypadku niewielkiego elementu. Ciężkie elementy mogą wymagać dłuższego czasu stabilizacji przed kontrolą. Jeśli elementy są rozmieszczone na kilku powierzchniach, planowanie konfiguracji staje się istotnym czynnikiem ryzyka.
Sam zakres ruchu maszyny nie gwarantuje wykonalności. Wraz ze wzrostem rozmiarów detalu sztywność, strategia podpór, zasięg, stabilność termiczna oraz rozkład tolerancji w całym obszarze obróbki często mają większe znaczenie niż prędkość wrzeciona, podczas gdy w przypadku bardzo małych elementów większe korzyści może przynieść możliwość pracy z wysokimi obrotami, ponieważ decydujące znaczenie mają wówczas średnica frezu i wrażliwość na bicie.
Czynniki decyzyjne obejmują:
- Zasięg ruchu maszyny i obszar roboczy
- Wymiary elementu mocującego i dostęp do mocowania
- Masa części i sposób postępowania z nią
- Narzędzia służące do obsługi elementów znajdujących się głęboko lub daleko
- Rozszerzalność cieplna podczas obróbki i kontroli
- Dostęp do celów pomiarowych, montażu przyrządów pomiarowych lub kontroli za pomocą maszyny CMM
Obróbka precyzyjna opiera się w równym stopniu na rozbudowanych możliwościach kontrolnych, jak i na niezawodnych możliwościach obróbczych w zakresie dużych elementów precyzyjnych.
Jak działa szybkie frezowanie CNC
Obróbka CNC znajduje szerokie zastosowanie w różnych gałęziach przemysłu, ponieważ szybkie frezowanie CNC opiera się na ustrukturyzowanej logice ścieżek narzędzia, wyborze konfiguracji osi oraz odpowiedniej strategii skrawania, co pozwala uzyskać precyzyjne i powtarzalne wyniki.
Ścieżki frezowania 3-osiowego, 3+2-osiowego i 5-osiowego
Szybkie frezowanie CNC rozpoczyna się od modelu CAD, ale wynik zależy od tego, w jaki sposób model ten zostanie przekształcony w ruch narzędzia. Program CAM kontroluje każdy szczegół obróbki CNC, w tym ścieżki frezu, przesunięcie w poziomie, przesunięcie w pionie, strategię posuwu, zmiany narzędzi oraz operacje wykańczające.
Typowy przebieg procesu wygląda następująco:
Przesłanie pliku CAD ↓ Programowanie CAM i planowanie ścieżek narzędzia ↓ Konfiguracja i mocowanie ↓ Operacje frezowania z dużą prędkością ↓ Kontrola zgodności z wymaganiami rysunku lub modelu ↓ Wykończenie, pakowanie i wysyłka
Proces wykorzystujący frezowanie 3-osiowe pozwala narzędziu poruszać się wzdłuż osi X, Y i Z, co ułatwia produkcję elementów. Metoda ta nadaje się do wielu elementów pryzmatycznych, kieszeni, otworów i elementów płaskich. W frezowaniu 3+2-osiowym maszyna ustawia element lub narzędzie pod stałym kątem, a następnie wykonuje obróbkę przy użyciu ruchu trójosiowego. Zarówno frezowanie 3-osiowe, jak i frezowanie 5-osiowe z indeksowaniem umożliwiają maszynie pozycjonowanie narzędzia lub elementu w bardziej złożonych układach kątowych, co pozwala ograniczyć liczbę ustawień i poprawić dostęp do obrabianego elementu.
Gdy zamiast frezowania 3-osiowego wymagane jest frezowanie 5-osiowe z indeksowaniem
Gdy zamiast frezowania 3-osiowego konieczne jest frezowanie 5-osiowe z indeksowaniem, przyczyną jest zazwyczaj dostęp do elementu lub konieczność zapewnienia zgodności tolerancji. Maszyna 3-osiowa może zbliżać się do elementów tylko z ograniczonej liczby kierunków, chyba że element zostanie ponownie zamocowany. Każde ponowne zamocowanie wiąże się z ryzykiem przeniesienia tolerancji.
Frezowanie 5-osiowe z indeksowaniem może być konieczne w przypadku podcięć, kątów złożonych, otworów ukośnych, powierzchni przypominających wirniki, elementów form lub części z elementami krytycznymi na kilku powierzchniach. Pozwala to również zmniejszyć liczbę wymaganych uchwytów mocujących.
Głównymi czynnikami decyzyjnymi są:
- Elementy, do których nie można dotrzeć z linii prostej w trzech osiach
- Kąty złożone, które wymagałyby zastosowania niestandardowych uchwytów
- Mniejsza liczba konfiguracji zapewnia lepszą kontrolę nad powiązaniami między funkcjami
- Wyrównanie tolerancji na wielu powierzchniach
- Złożone powierzchnie, które wymagają krótszego zasięgu narzędzia
Możliwość obróbki 5-osiowej nie eliminuje wszystkich zagrożeń. Nadal konieczne jest zastosowanie odpowiednich narzędzi, stabilnego mocowania obrabianego elementu oraz jasnego planu kontroli.
W jaki sposób frezowanie czołowe wpływa na dokładność elementów frezowanych na zamówienie
To, w jakim stopniu frezowanie czołowe wpływa na dokładność elementów frezowanych na zamówienie, zależy od frezu, ścieżki narzędzia oraz sztywności osprzętu. Frez czołowy nie jest idealnie sztywny. Pod wpływem obciążenia skrawającego ulega on wygięciu. Im dłuższe i cieńsze jest narzędzie, tym większe jest ryzyko ugięcia.
Średnica frezu wpływa na promienie narożników, wytrzymałość narzędzia oraz jakość wykończenia powierzchni. Przesuw poprzeczny wpływa na wysokość ząbków i ślady po narzędziu. Przesuw w dół wpływa na siłę skrawania i wydzielanie ciepła. Strategia wykańczania ma znaczenie, ponieważ delikatne przejście wykańczające może skorygować błąd zgrubnego skrawania, ale nie zawsze jest w stanie wyeliminować przemieszczenie ścianki lub drgania narzędzia.
Do najważniejszych elementów sterujących należą:
- Należy stosować najkrótszą praktyczną długość narzędzia
- W miarę możliwości unikaj głębokich, wąskich zagłębień
- Dopasuj promienie wewnętrzne do dostępnych rozmiarów frezów
- Zostaw wystarczającą ilość materiału na przejścia wykańczające
- Należy unikać wykonywania ostrych narożników wewnętrznych, które wymagają użycia bardzo małych narzędzi
- Projektowanie obróbki CNC wymaga dokładnej analizy dostępu narzędzi przed sfinalizowaniem projektu
Dokładność frezowania czołowego jest często ograniczona raczej przez geometrię elementu niż przez parametry techniczne maszyny.
Toczenie CNC z napędzanymi narzędziami a frezowanie elementów cylindrycznych
Przy produkcji części maszynowych o elementach cylindrycznych, łączących geometrię okrągłą z płaszczyznami, otworami lub rowkami, należy rozważyć zastosowanie toczenia CNC z napędzanymi narzędziami w porównaniu z frezowaniem. Tokarka często lepiej nadaje się do wytwarzania koncentrycznych elementów cylindrycznych z wysoką precyzją. Frezowanie to usługa produkcyjna idealna do tworzenia powierzchni pryzmatycznych i złożonych wnęk na niestandardowych elementach.
| Typ funkcji | Obrót | Obróbka z napędzanymi narzędziami na centrum tokarskim | Frezowanie |
|---|---|---|---|
| Średnice zewnętrzne | Mocne dopasowanie | Mocne dopasowanie | To możliwe, ale zazwyczaj nie jest to pierwszy wybór |
| Otwory | Mocne dopasowanie | Mocne dopasowanie | Możliwe, jeśli wymaga tego geometria |
| Mieszkania | Wersja z ograniczonymi funkcjami, bez napędzanych narzędzi | Dobre rozwiązanie do prostych mieszkań | Mocne dopasowanie |
| Otwory poprzeczne | Wersja z ograniczonymi funkcjami, bez napędzanych narzędzi | Dobrze pasuje, jeśli jest prawidłowo zindeksowane | Dobrze przylega, jeśli jest dobrze zamocowane |
| Automaty do gry | Wersja z ograniczonymi funkcjami, bez napędzanych narzędzi | Nadaje się do niektórych automatów | Mocne dopasowanie |
| Koncentracja | Wydajne, gdy funkcje są włączone w ramach jednej konfiguracji | Skuteczne, jeśli dobrze zaplanowane | Zależy od konfiguracji i sposobu przesyłania danych odniesienia |
W przypadku elementów cylindrycznych z dodatkowymi elementami frezowanymi wybór procesu powinien zależeć od tego, które z tych elementów mają największe znaczenie.

Zalety i ograniczenia frezowania z dużą prędkością
Szybkie frezowanie CNC zapewnia wyraźny wzrost wydajności w odpowiednich zastosowaniach, jednak wiąże się również z nieodłącznymi ograniczeniami procesowymi i geometrycznymi.
Gdzie frezowanie z dużą prędkością poprawia spójność i wydajność
Zalety technologii CNC stają się widoczne, gdy zaawansowana konfiguracja w połączeniu z możliwościami obróbki CNC pozwala na frezowanie z dużą prędkością przy kontrolowanym wchodzeniu narzędzia w materiał i stabilnej geometrii skrawania. Zastosowanie frezowania CNC może poprawić powtarzalność prototypów, części produkcyjnych przy zmianie palet, elementów aluminiowych oraz operacji wykańczających.
Automatyzacja jest pomocna, ponieważ ścieżki narzędzia mogą się powtarzać w ten sam sposób przy obróbce różnych elementów. Systemy wymiany palet pozwalają skrócić czas przestoju podczas serii produkcyjnych. Wykończenie z dużą prędkością może również ograniczyć konieczność ręcznego wykańczania, o ile powierzchnia jest dostępna, a materiał poddaje się czystemu cięciu.
Korzyści są największe, gdy proces jest zaplanowany jako całościowy system. Maszyna, narzędzie, osprzęt, strategia CAM, chłodziwo i kontrola jakości muszą ze sobą współdziałać.
Ograniczenia frezowania 3-osiowego w przypadku skomplikowanych elementów mechanicznych
Ograniczenia frezowania 3-osiowego w przypadku skomplikowanych elementów mechanicznych pojawiają się zazwyczaj wtedy, gdy elementy konstrukcyjne występują na kilku bokach lub pod kątami odbiegającymi od normalnego. Proces 3-osiowy może wymagać wielu ustawień. Każde ustawienie może powodować przenoszenie błędów z jednego układu odniesienia do drugiego.
Inne ograniczenia obejmują niedostępne elementy, duży zasięg narzędzia, złożoność uchwytu oraz zależności tolerancyjne między powierzchniami. Wykonanie danej części na maszynie 3-osiowej może być możliwe, ale proces ten może być wolniejszy lub mniej odporny na uszkodzenia niż frezowanie indeksowane w układzie 3+2-osiowym lub 5-osiowym.
Ryzyko wzrasta, gdy elementy wykonane przy użyciu różnych ustawień są połączone z zachowaniem wąskiej tolerancji. Jeśli rysunek nie określa jasno punktów odniesienia, kontrola jakości również może stać się niejasna.
Gdy frezowanie z wysokim posuwem nie nadaje się do elementów precyzyjnych
Gdy frezowanie z dużym posuwem nie sprawdza się w przypadku elementów precyzyjnych, przyczyną jest często wrażliwość narzędzia na obciążenie. Strategie oparte na dużym posuwie pozwalają na wydajne usuwanie materiału, ale mogą nie nadawać się do cienkich ścianek, delikatnych elementów, ostrej geometrii wewnętrznej lub powierzchni o rygorystycznych wymaganiach dotyczących wykończenia.
Frezowanie z dużym posuwem może pozostawiać bardziej widoczne ślady po narzędziu, jeśli nie zostanie uzupełnione operacjami wykańczającymi. Może również wywoływać drgania w słabo zamocowanych elementach. W przypadku elementów precyzyjnych należy oddzielić zgrubne frezowanie z dużym posuwem od decyzji dotyczących wykańczania.
Czynniki ryzyka obejmują:
- Cienkie ściany lub elastyczne podłogi
- Ostre narożniki wewnętrzne
- Duży wysięg narzędzia
- Wymagania dotyczące precyzyjnego wykończenia powierzchni
- Materiały, które ulegają utwardzeniu podczas obróbki, łatwo się topią, rozrywają lub tworzą zadziory
- Elementy, w których nacisk narzędzia może powodować przemieszczenie detalu
Frezowanie z dużym posuwem jest przydatną metodą obróbki zgrubnej, a nie uniwersalną strategią obróbki precyzyjnej.
Czy 5-osiowe frezowanie z dużą prędkością opłaca się w przypadku prototypów?
Szybkie frezowanie 5-osiowe może być opłacalne w przypadku prototypów, jeśli pozwala zmniejszyć liczbę ustawień, poprawić dostępność lub obniżyć ryzyko przeniesienia tolerancji. Może się jednak nie opłacać w przypadku prostych elementów, które można precyzyjnie wykonać w ramach jednego lub dwóch ustawień 3-osiowych.
| Warunek częściowy | Ilość | Ryzyko tolerancji | Ustaw wartość redukcji | Prawdopodobne dopasowanie procesowe |
|---|---|---|---|---|
| Prosta płytka, kieszenie, otwory | Niski | Niski | Niski | Często wystarcza 3 osie |
| Cechy widoczne na kilku powierzchniach | Niski do średniego | Średni | Średni | Rozwiązanie 3+2-osiowe może okazać się pomocne |
| Kąty złożone lub podcięcia | Niski do średniego | Średni do wysokiego | Wysoki | Często przydatne jest indeksowanie 5-osiowe |
| Złożone powierzchnie lub geometria formy | Od fazy wczesnej do produkcji | Wysoki | Wysoki | Strategia 5-osiowa/wysokoprędkościowa jest często uzasadniona |
| Bardzo prosta część cylindryczna | Dowolny | Zależy od współosiowości | Niski | Obrót może być lepszym rozwiązaniem |
W przypadku prototypów decyzja nie powinna opierać się wyłącznie na liczbie osi. Powinna ona zależeć od tego, czy możliwości osi pozwalają na wystarczające ograniczenie ryzyka, aby uzasadnić wybór danego procesu.
Typowe awarie, zagrożenia i problemy związane z jakością
Nawet w przypadku dobrze zaplanowanych procesów szybkiego frezowania CNC w rzeczywistych warunkach produkcyjnych często pojawiają się wady, których można było uniknąć, oraz zagrożenia dla wydajności.
Problemy związane z wykończeniem powierzchni podczas szybkiego frezowania CNC
Wady na powierzchni obrabianej podczas frezowania CNC z dużą prędkością często wynikają z drgań, śladów po narzędziu, rozdarć, zadziorów lub zmian w jakości wykończenia spowodowanych działaniem wysokiej temperatury. Wrzeciono o wysokiej prędkości obrotowej może przyspieszyć awarię nieprawidłowo ustawionego narzędzia.
Oczekiwania dotyczące wykończenia powinny być powiązane z funkcjonalnością, a nie tylko z wyglądem. Powierzchnie uszczelniające, powierzchnie ślizgowe, powierzchnie ułatwiające wyjmowanie z formy oraz obszary optyczne lub kosmetyczne mogą wymagać różnego stopnia kontroli chropowatości, a frezowanie z dużą prędkością może nadal wymagać dodatkowego wykończenia, jeśli zadziory, smugi, rozdarcia lub ograniczenia związane z wzorem wypukłości pozostają niedopuszczalne dla danego zastosowania.
Ślady drgań zazwyczaj charakteryzują się powtarzającym się wzorem drgań. Ślady po narzędziach mogą wynikać ze skoku narzędzia, zużytych frezów lub strategii obróbki wykańczającej. Rozerwania mogą występować, gdy materiał nie ulega czystemu ścinaniu. Zadziory często powstają na krawędziach, w szczelinach i na cienkich elementach.
Wykończenie powinno być określone pod kątem funkcji. Wykończenie estetyczne i wykończenie uszczelniające to nie to samo. Jeśli wykończenie ma znaczenie, w rysunku technicznym lub specyfikacji zamówienia należy wskazać, które powierzchnie mają kluczowe znaczenie.
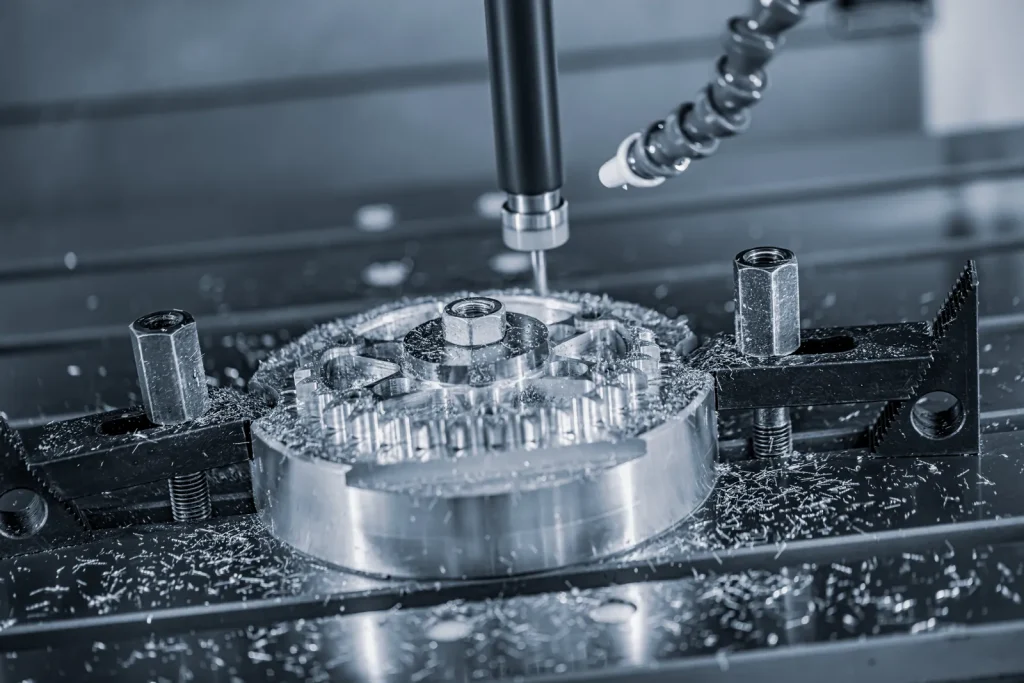
Przyczyny drgań w cienkościennych elementach obrabianych metodą CNC
Do przyczyn drgań w cienkościennych elementach obrabianych na maszynach CNC należą: słabe mocowanie, ścianki bez podparcia, duży wysięg narzędzia, niewłaściwy dobór posuwu i prędkości oraz dynamika wrzeciona. Cienkie ścianki zachowują się jak sprężyny. Siła skrawania może wywołać ich drgania, co z kolei powoduje powstawanie śladów na powierzchni i zmianę wymiarów.
Ryzyko drgań wzrasta, gdy znaczna część otaczającego materiału została już usunięta. W miarę postępu obróbki sztywność elementu maleje. Dlatego tak ważne są kolejność operacji zgrubnych, materiał podkładowy oraz moment wykonania obróbki wykańczającej.
Do praktycznych środków zapobiegawczych należą: pozostawianie materiału podparcia podczas obróbki zgrubnej, stosowanie krótszych narzędzi, zmniejszenie długości swobodnego wysięgu oraz planowanie przejść wykańczających dopiero po ustabilizowaniu się obrabianego elementu. W niektórych przypadkach konieczna jest zmiana samego projektu.
Czynniki wpływające na zużycie narzędzi podczas frezowania z dużą prędkością stopów 6061 i 7075
Czynniki wpływające na zużycie narzędzi podczas frezowania z dużą prędkością stopów 6061 i 7075 zależą od odprowadzania wiórów, stanu krawędzi skrawającej, temperatury oraz wymagań dotyczących jakości powierzchni. Oba materiały są powszechnie stosowanymi stopami aluminium, jednak ryzyko związane z ich obróbką nie jest identyczne.
| Czynnik | Aluminium 6061 | Aluminium 7075 |
|---|---|---|
| Ryzyko związane z obrabialnością | Często traktowany jako stop do obróbki skrawaniem o wszechstronnym zastosowaniu | Korzystanie z większej siły może sprawić, że bardziej zwracamy uwagę na odkształcenia i kontrolę nad narzędziem |
| Zużycie krawędzi | Zależy to od prędkości, powłoki, chłodziwa i sposobu usuwania wiórów | Może wykazywać większą czułość w sytuacjach, gdy liczy się precyzja wykończenia i dokładność detali |
| Odprowadzanie wiórów | Nadal konieczne jest skuteczne usuwanie wiórów | Dobre usuwanie wiórów ma kluczowe znaczenie dla zapobiegania ponownemu skrawaniu |
| Konsystencja wykończenia | Zazwyczaj stabilne przy użyciu odpowiednich narzędzi | Może na to wpływać stan narzędzia, obciążenie oraz zachowanie się cienkich ścianek |
| Główna obawa | Zadziory, ślady obróbki, cienkie przekroje | Odkształcenia, drgania, naprężenia szczątkowe, kontrola jakości powierzchni |
W przypadku obu stopów na trwałość narzędzia wpływają: temperatura, ponowne cięcie wiórów, bicie narzędzia oraz obciążenie skrawające. HSM może wydłużyć trwałość narzędzia, gdy kontroluje się stopień załamania, ale może ją skrócić, jeśli prędkość zostanie zwiększona bez odpowiedniego dostosowania posuwu, chłodziwa i ścieżki narzędzia.
Wpływ wysokich temperatur na precyzyjną obróbkę CNC
Jak wysokie temperatury wpływają na precyzyjna obróbka CNC jest kluczową kwestią w obróbce z dużą prędkością. Materiały rozszerzają się pod wpływem ciepła, a maszyny również zmieniają swoje wymiary wraz ze zmianami temperatury. W naukowych i instytucjonalnych badaniach dotyczących obróbki skrawaniem zachowanie termiczne traktuje się jako główne źródło błędów wymiarowych.
Ciepło może pochodzić z procesu obróbki skrawaniem, pracy wrzeciona, zmian w chłodziwie, warunków panujących w warsztacie lub z manipulacji przy detalu. Wynik pomiaru detalu przeprowadzonego bezpośrednio po obróbce może się różnić od wyniku uzyskanego po osiągnięciu przez niego stabilnej temperatury. Detale o dużych rozmiarach oraz detale o wąskich tolerancjach są pod tym względem bardziej wrażliwe.
Lista kontrolna dotycząca ryzyka:
- Nagrzewanie się noża
- Strategia chłodzenia i odprowadzania wiórów
- Rozgrzewanie maszyny i kontrola warunków otoczenia
- Temperatura części przed kontrolą
- Termin kontroli po obróbce skrawaniem
- Rozszerzalność cieplna wzdłuż dłuższych wymiarów
Temperatura nie musi być ekstremalna, żeby miała znaczenie. Im bardziej rygorystyczne są wymagania, tym większe znaczenie ma kontrola temperatury.

Czynniki kosztów, tolerancji i czasu realizacji
Przy zamawianiu usług szybkiego frezowania CNC struktura kosztów, wymagania dotyczące tolerancji oraz całkowity czas realizacji są ze sobą ściśle powiązane.
Czynniki wpływające na wycenę obróbki CNC online w przypadku części wykonywanych na zamówienie
Czynniki wpływające na wycenę online obróbki CNC niestandardowych części obejmują jakość plików CAD, materiał, tolerancje, wykończenie, ilość, rozmiar części, stopień złożoności oraz wymagania dotyczące wysyłki. Platformy internetowe mogą szybko generować wyceny na podstawie przesłanych plików CAD, jednak ostateczna wycena nadal zależy od możliwości wykonania danej części.
Ryzyko związane z wyceną zazwyczaj wzrasta wraz z liczbą ustawień, ponownym mocowaniem oraz tolerancjami punktów odniesienia krzyżowych. Koszty ulegają również zmianie, gdy obróbka części przechodzi z trybu 3-osiowego na tryb indeksowany 3+2 lub pełny tryb 5-osiowy, a także gdy kontrola jakości, identyfikowalność lub raportowanie pierwszego egzemplarza muszą zostać uwzględnione w planie obróbki, a nie traktowane jako drobny dodatek.
Modele CAD z brakującymi elementami, niejasne rysunki lub sprzeczne tolerancje wydłużają czas przeglądu. Wąskie tolerancje, trudne w obróbce materiały, głębokie wgłębienia i skomplikowane ustawienia zwiększają ryzyko związane z obróbką. Wymagania dotyczące wykończenia i kontroli mogą również wpływać na przebieg procesu.
Dane wejściowe do wyceny zazwyczaj obejmują:
- Jakość modelu CAD 3D
- Rysunek 2D zawierający tolerancje i uwagi
- Klasa materiału
- Ilość
- Wymagania dotyczące wykończenia powierzchni
- Krytyczne wymiary
- Wymiary części i wymagania dotyczące zapasów
- Złożoność konfiguracji
- Miejsce i termin wysyłki
Przejrzysty model CAD wraz z jasnym rysunkiem technicznym zmniejsza ryzyko niejasności. Nie gwarantuje to jednak, że wykonanie danej części będzie łatwe.
Co wpływa na czas realizacji usług obróbki CNC na zamówienie?
Na czas realizacji usług obróbki CNC na zamówienie wpływa cały proces produkcyjny, a nie tylko czas obróbki. Istotne znaczenie mają: dostępność materiałów, liczba operacji przygotowawczych, wymagania kontrolne, wykończenie, moce produkcyjne oraz zmiany wynikające z poprawek.
Niektóre serwisy internetowe reklamują krótkie terminy realizacji jako szybką obsługę w przypadku części wymagających szybkiego wykonania, oferując jednocześnie opcje ekonomiczne dla standardowych elementów frezowanych metodą CNC. Należy to traktować jako możliwy poziom usług w przypadku odpowiednich zleceń, a nie jako ogólną zasadę obowiązującą dla wszystkich prac związanych z frezowaniem z dużą prędkością.
Ryzyko związane z czasem realizacji wzrasta, gdy dana część wymaga zastosowania specjalnego materiału, frezowania twardego, wielostronnej kontroli, obróbki wykończeniowej lub doprecyzowania projektu. Zmiany wprowadzane po sporządzeniu oferty mogą spowodować konieczność ponownego rozpoczęcia procesu, ponieważ może zaistnieć potrzeba weryfikacji ścieżek narzędzi, uchwytów i planów kontroli.
Błędy projektowe, które zwiększają koszty obróbki CNC
Błędy projektowe, które powodują wzrost kosztów obróbki CNC, zazwyczaj wydłużają czas obróbki, czas przygotowania, czas kontroli lub zwiększają ryzyko powstania braku. Wielu z nich można uniknąć na etapie weryfikacji projektu.
Lista kontrolna:
- Głębokie kieszenie, do których potrzebne są długie narzędzia
- Małe promienie wewnętrzne, które wymuszają stosowanie małych frezów
- Niepotrzebne tolerancje dla cech niekrytycznych
- Cienkie ściany bez podpór
- Elementy, które trudno jest zamocować lub skontrolować
- Ostre narożniki wewnętrzne w frezowanych zagłębieniach
- Wiele powierzchni o wąskich tolerancjach współosiowości
- Wymagania dotyczące wykończenia kosmetycznego powierzchni ukrytych
- Wybór materiałów niezgodny z przeznaczeniem
Najskuteczniejszym sposobem na obniżenie kosztów nie jest rezygnacja ze wszystkich funkcji. Polega on na stosowaniu rygorystycznych wymagań wyłącznie tam, gdzie mają one wpływ na działanie systemu.
Najczęściej zadawane pytania dotyczące obróbki CNC: tolerancje i jakość powierzchni
Poniżej przedstawiamy jasne odpowiedzi na najczęściej zadawane pytania dotyczące klas tolerancji CNC oraz wymagań dotyczących chropowatości powierzchni w przypadku elementów frezowanych na zamówienie.
Jaka jest różnica między standardowymi a wąskimi tolerancjami obróbki CNC?
Tolerancje standardowe stosuje się w przypadku elementów, które nie wymagają specjalnej kontroli wykraczającej poza zwykłą praktykę obróbki skrawaniem. Wąskie tolerancje wymagają dokładniejszego planowania, ewentualnych dodatkowych przejść wykańczających, kontrolowanych ustawień oraz kontroli jakości. Należy je rezerwować dla elementów mających wpływ na dopasowanie, ruch, szczelność lub wyrównanie.
Jakie wymiary należy sprawdzić w przypadku elementu frezowanego na maszynie CNC?
Na rysunku należy zaznaczyć wymiary krytyczne dla działania. Obejmują one punkty odniesienia, elementy współpracujące, położenia otworów, powierzchnie uszczelniające, pasowania łożysk oraz wszelkie elementy związane z montażem lub działaniem. Elementy niekrytyczne mogą nie wymagać takiego samego poziomu kontroli.
Czy wykończenie kosmetyczne powierzchni to to samo, co wykończenie funkcjonalne powierzchni?
Nie. Powierzchnia o charakterze kosmetycznym musi jedynie wyglądać zadowalająco, podczas gdy powierzchnia funkcjonalna może mieć wpływ na szczelność, poślizg, zmęczenie materiału lub montaż. Jeśli wykończenie powierzchni ma znaczenie, należy określić, w jakich przypadkach i dlaczego.
Czy w przypadku elementów obrabianych metodą CNC należy oczekiwać krawędzi pozbawionych zadziorów?
Zadziory często pojawiają się na krawędziach elementów poddanych obróbce skrawaniem, zwłaszcza w szczelinach, otworach i cienkich elementach. Usuwanie zadziorów pozwala wyeliminować wiele z nich, jednak w przypadku ostrych krawędzi, delikatnych ścianek i krzyżujących się elementów konieczne jest określenie jasnych wymagań. Jeśli kontrola zadziorów ma kluczowe znaczenie, należy wskazać krawędzie, których to dotyczy.
Zastosowania i przykłady wykorzystania frezowania z dużą prędkością
Szybkie frezowanie CNC znajduje zastosowanie w wielu różnych sektorach przemysłowych i scenariuszach produkcyjnych, oferując dostosowane do potrzeb rozwiązania w zakresie prototypowania, produkcji narzędzi, produkcji w trybie „quick-turn” oraz zamawiania niestandardowych części online.
Prototypowe elementy dla przemysłu lotniczego i obronnego
Prototypowe elementy dla przemysłu lotniczego i obronnego często wymagają precyzji, powtarzalności, bezpiecznego przetwarzania danych CAD oraz dokumentacji kontroli jakości. Opublikowane przykłady pokazują, że do produkcji prototypowych elementów dla przemysłu wojskowego, lotniczego i komercyjnego stosuje się zautomatyzowane, szybkie frezowanie od 3- do 5-osiowe z prędkością obrotową wrzeciona sięgającą 42 000 obrotów na minutę.
Czynniki decyzyjne to geometria, materiał, ryzyko związane z tolerancjami oraz dokumentacja. Prototyp wspornika, obudowy lub elementu do testów mechanicznych może wymagać szybkiego cyklu iteracyjnego, ale nadal konieczne jest opracowanie jasnego systemu punktów odniesienia oraz planu kontroli. W przypadku projektów podlegających kontroli lub wrażliwych istotne znaczenie może mieć również bezpieczne przetwarzanie danych.
Frezowanie z dużą prędkością doskonale sprawdza się przy wytwarzaniu trwałych elementów metalowych, które wymagają powtarzalnej obróbki i kontrolowanego wykończenia, a nie ręcznej regulacji.
Frezowanie twardych matryc, form i oprzyrządowania o twardości do 65 Rc
Frezowanie twardych matryc, form i oprzyrządowania o twardości do 65 Rc to typowe zastosowania frezowania z dużą prędkością, opisane w opublikowanych danych dotyczących możliwości eksploatacyjnych. Prace te obejmują wnęki form, elementy matryc, rdzenie oraz elektrody do obróbki elektroerozyjnej.
Główną zaletą jest precyzyjna obróbka skomplikowanych powierzchni. W przypadku form i matryc jakość powierzchni oraz dokładność kształtu mogą wpływać na wyjmowanie detali, wydajność formowania oraz dalszą obróbkę wykończeniową. W przypadku elektrod dokładność geometryczna wpływa na wynik obróbki elektroerozyjnej.
Twarde frezowanie jest procesem wymagającym, ponieważ zużycie narzędzia, nagrzewanie się oraz stabilność maszyny mają wpływ na ostateczny wygląd powierzchni. Istotne znaczenie mają kontrolowane warunki obróbki oraz odpowiednio zaplanowana strategia wykańczania.
Wyzwania związane z produkcją precyzyjnych elementów CNC w trybie szybkiej realizacji
Wyzwania związane z szybką produkcją precyzyjnych elementów CNC obejmują przejście od prototypu do produkcji seryjnej, automatyzację palet, możliwości kontrolne oraz wiarygodność ofert cenowych. Proces prototypowy, który sprawdził się jednorazowo, może nie być wystarczająco stabilny do powtarzalnej produkcji, chyba że konfiguracja i metoda kontroli są powtarzalne.
Automatyzacja wymiany palet może zwiększyć wydajność, o ile odpowiednio zaplanuje się uchwyty, narzędzia i przebieg kontroli. Jednak automatyzacja nie eliminuje ryzyka związanego z projektowaniem. Cienkie ścianki, trudne w obróbce materiały i niejasne tolerancje nadal mogą spowalniać produkcję.
Zlecenia realizowane w krótkim terminie są najbardziej niezawodne, gdy przed sporządzeniem oferty znane są wszystkie wymagania dotyczące modelu, rysunku, materiału i wykończenia.
Szybka produkcja części na zamówienie za pośrednictwem internetowych platform do frezowania CNC
Szybka produkcja części na zamówienie za pośrednictwem internetowych platform do frezowania CNC jest powszechnie stosowana w przypadku wycen na podstawie przesłanych plików CAD, prototypów w małych seriach, części metalowych i plastikowych oraz produkcji rozproszonej. Niektóre platformy zapewniają natychmiastową lub niemal natychmiastową wycenę na podstawie przesłanych danych CAD.
Może to okazać się przydatne na wczesnych etapach projektowania. Może to jednak również maskować ryzyko, jeśli w modelu CAD brakuje rysunku określającego tolerancje, punkty odniesienia, wykończenie oraz wymagania kontrolne. W przypadku prostych części wycena oparta na modelu może okazać się wystarczająca. Natomiast w przypadku części precyzyjnych rysunek i wymagania nadal mają znaczenie.
Usługi szybkiego frezowania CNC online należy oceniać pod kątem dopasowania możliwości, a nie tylko szybkości przygotowania oferty.
Jak ocenić usługi szybkiego frezowania CNC
Poznaj kluczowe kryteria i praktyczne wytyczne, które pozwolą Ci właściwie ocenić i wybrać sprawdzonych dostawców usług szybkiego frezowania CNC dla Twoich niestandardowych części.
Na co powinni zwrócić uwagę nabywcy przed wyborem dostawcy usług frezowania?
Przed wyborem dostawcy usług frezowania nabywcy powinni sprawdzić takie kwestie, jak możliwości osi, maksymalną prędkość obrotową wrzeciona, doświadczenie w obróbce danego materiału, proces kontroli jakości oraz przewidywany czas realizacji zamówienia. Celem jest dopasowanie procesu dostawcy do obszarów ryzyka związanych z daną częścią.
Weryfikacja powinna obejmować sposób, w jaki dostawca kontroluje status wersji, interpretację danych, kalibrację, identyfikowalność kontroli oraz przekazywanie zadań podwykonawcom. Zamawiający powinni również sprawdzić, czy dostępna jest kontrola pierwszego egzemplarza, jaki format raportu jest dostarczany oraz czy obróbka przy użyciu małych narzędzi jest poparta dowodami dotyczącymi stanu maszyny, kontroli narzędzi i zdolności procesowej, a nie wyłącznie nominalną prędkością wrzeciona.
Praktyczny przegląd powinien obejmować:
- Możliwości obróbki 3-osiowej, 3+2-osiowej i 5-osiowej
- Podany zakres prędkości obrotowej wrzeciona, w tym, w stosownych przypadkach, możliwość pracy z wysokimi obrotami
- Doświadczenie w pracy z wybranym materiałem
- W razie potrzeby doświadczenie w obróbce cienkościennych elementów lub w frezowaniu twardych materiałów
- Sposób mocowania detalu dostosowany do jego geometrii
- Sprzęt kontrolny i metoda dokumentacji
- Założenia leżące u podstaw podanego czasu realizacji
- Czy obróbka wykończeniowa i usuwanie zadziorów są wliczone w cenę, czy też stanowią osobne pozycje
Najlepszym wyborem jest dostawca, który potrafi jasno wyjaśnić obszary ryzyka, a nie tylko ten, który najszybciej przedstawi wycenę.
Macierz możliwości dla warsztatów CNC działających online, lokalnych i wyspecjalizowanych
Różne modele usług sprawdzają się w różnych sytuacjach. Platformy internetowe mogą być skutecznym rozwiązaniem w przypadku prostych lub średnio skomplikowanych elementów. Lokalne warsztaty mogą okazać się pomocne, gdy istotna jest komunikacja, kontrola jakości lub konieczność ponownego wykonania zadania. W przypadku trudnego frezowania, cienkich ścianek, dużych elementów lub skomplikowanych operacji 5-osiowych może zaistnieć potrzeba skorzystania z usług wyspecjalizowanych warsztatów CNC.
| Rodzaj pracy | Platforma CNC online | Lokalny warsztat CNC | Wyspecjalizowany zakład obróbki CNC | Prawdopodobne dopasowanie procesowe |
|---|---|---|---|---|
| Proste prototypy | Dobre dopasowanie | Dobre dopasowanie | Zazwyczaj nie jest to konieczne | Często wystarcza 3 osie |
| Seria produkcyjna | To możliwe, zależy od przepustowości | Dobre rozwiązanie, jeśli planowane są powtarzające się prace | Doskonałe do skomplikowanych, powtarzalnych zadań | Rozwiązanie 3+2-osiowe może okazać się pomocne |
| Frezowanie na twardo | Zależy od możliwości sieci | Ograniczone, o ile pojazd nie jest w to wyposażony | Mocne dopasowanie | Często przydatne jest indeksowanie 5-osiowe |
| Cienkościenne aluminium | Możliwe przy jasno określonych wymaganiach | Dobre rozwiązanie, jeśli konieczny jest przegląd procesu | Doskonałe dopasowanie do elementów o wysokim stopniu ryzyka | Strategia 5-osiowa/wysokoprędkościowa jest często uzasadniona |
| Duże części | Zależy od obszaru roboczego maszyny | To zależy od sprzętu | Doskonałe dopasowanie, o ile dostępna jest obsługa dużych formatów | Obrót może być lepszym rozwiązaniem |
| Obróbka 5-osiowa | Często dostępne za pośrednictwem sieci | To zależy od sprzętu | Doskonałe dopasowanie do skomplikowanej geometrii | / |
Właściwy wybór zależy od ryzyka związanego z danym elementem, a nie od rodzaju firmy.
Ryzyko związane z obróbką aluminium o wysokiej wytrzymałości i cienkich ściankach
Do zagrożeń związanych z obróbką aluminium o wysokiej wytrzymałości i cienkich ściankach należą odkształcenia, drgania, naprężenia szczątkowe, ograniczenia związane z mocowaniem oraz wahania jakości wykończenia. Aluminium o wysokiej wytrzymałości może być wybierane ze względu na właściwości mechaniczne, jednak w procesie obróbki nadal należy uwzględnić przemieszczenia występujące po usunięciu materiału.
Cienkie ścianki mogą się przemieszczać podczas obróbki zgrubnej i odskakiwać po zwolnieniu mocowania. Napięcia szczątkowe w materiale mogą również powodować zmiany geometrii w miarę usuwania materiału. Jeśli element posiada powierzchnię estetyczną lub uszczelniającą, drgania i ślady po narzędziach mogą stać się problemami funkcjonalnymi.
W ramach przeglądu projektu należy sprawdzić, czy ścianki można pogrubić, wzmocnić lub obrobić w taki sposób, aby pozostawić tymczasowe podpory. Jeśli nie, nabywca powinien liczyć się z większym ryzykiem procesowym.
Lista kontrolna dotycząca ostatecznej decyzji w zakresie wykonalności, ryzyka i dopasowania
Z usług szybkiego frezowania CNC należy korzystać wtedy, gdy geometria, materiał i harmonogram pozwalają na zastosowanie kontrolowanego cięcia z dużą prędkością. Nie należy traktować HSM jako rozwiązania problemów wynikających ze słabych elementów projektu lub niejasnych wymagań.
Ostateczna lista kontrolna:
- Geometrię można uzyskać przy użyciu narzędzi o praktycznych długościach
- Grubość ścianek i elementy bez podpór są realistyczne
- Strategia odniesienia jest jasna
- Wąskie tolerancje ograniczają się do cech funkcjonalnych
- Wybór materiału jest dostosowany do wymagań dotyczących obróbki i wydajności
- Możliwości osi odpowiadają dostępowi do funkcji
- Liczba konfiguracji nie powoduje nadmiernego ryzyka przeniesienia tolerancji
- Wymagania dotyczące wykończenia powierzchni są określane w zależności od przeznaczenia
- Przed sporządzeniem oferty należy dokładnie określić zakres niezbędnych przeglądów
- Oferta obejmuje materiały, wykończenie, ilość, wersję projektu oraz założenia dotyczące wysyłki
- Czas realizacji jest weryfikowany pod kątem wymagań dotyczących materiałów, przygotowania, wykończenia i kontroli jakości
Frezowanie z dużą prędkością zapewnia znaczny wzrost wydajności, ale zazwyczaj nie sprawdza się w przypadku elementów wymagających głębokich, wąskich wnęk, niestabilnego mocowania, intensywnych cięć przerywanych, długich ścianek bez podparcia lub geometrii o luźnych tolerancjach, gdzie prędkość procesu powoduje wzrost kosztów bez korzyści funkcjonalnych. Może to być również niewłaściwy proces podstawowy, gdy toczenie, szlifowanie, obróbka elektroerozyjna (EDM) lub odlewanie zapewniają lepszą kontrolę nad geometrią, integralnością powierzchni lub całkowitym kosztem.
Krótko mówiąc, frezowanie z dużą prędkością sprawdza się w sytuacjach, gdy pozwala zmniejszyć ryzyko związane z obróbką skrawaniem, poprawia kontrolę jakości wykończenia lub sprzyja powtarzalności produkcji. Należy jednak stosować tę metodę ostrożnie w przypadku cienkich ścianek, twardych materiałów, dużych elementów oraz niejasnych schematów tolerancji.
Najczęściej zadawane pytania
Czym jest obróbka z dużą prędkością (HSM)?
Obróbka z dużą prędkością (HSM) to subtraktywny proces frezowania CNC charakteryzujący się wysoką prędkością obrotową wrzeciona oraz zoptymalizowanymi ścieżkami narzędzia, zapewniającymi wydajne usuwanie materiału. Polega ona na zastosowaniu niewielkiego nacisku narzędzia i stałego obciążenia wiórowego zamiast bezpośredniego przyspieszania standardowych programów frezowania. Profesjonalne techniki HSM łączą sztywne maszyny i precyzyjne oprzyrządowanie w celu ograniczenia ugięcia i poprawy jakości wykończenia powierzchni. Producenci przemysłowi polegają na niezawodnych usługach szybkiego frezowania CNC w zakresie form, elektrod i skomplikowanych elementów mechanicznych o złożonych kształtach.
Jakie są zalety frezowania z dużą prędkością?
Frezowanie z dużą prędkością poprawia jakość powierzchni, skraca czas cyklu i zapewnia stabilną powtarzalność w przypadku prototypów CNC oraz produkcji małoseryjnej. W porównaniu z frezowaniem konwencjonalnym zmniejsza ono duże siły skrawania, które powodują ślady po narzędziach, odkształcenia detali i konieczność dodatkowej obróbki. Proces ten skutecznie ogranicza drgania i wibracje, które często występują w przypadku cienkościennych elementów obrabianych metodą CNC. Właściwe programowanie i mocowanie dodatkowo wzmacniają kontrolę tolerancji oraz ogólną wykonalność projektów wymagających precyzji.
Jakie materiały najlepiej nadają się do obróbki CNC z dużą prędkością?
Aluminium nadaje się wyjątkowo dobrze do szybkiej obróbki CNC stopów 6061 i 7075 ze względu na doskonałą skrawalność i stabilne właściwości termiczne. Stale hartowane o twardości do 65 Rc nadają się do frezowania twardych matryc i produkcji form przy ścisłej kontroli temperatury i zużycia narzędzi. Tworzywa konstrukcyjne i kompozyty wymagają dostosowanego oprzyrządowania, aby uniknąć topnienia, powstawania zadziorów i rozwarstwiania struktury podczas cięcia z dużą prędkością. Stale węglowe i nierdzewne również nadają się do obróbki przy umiarkowanych obciążeniach skrawania i regularnym monitorowaniu stanu narzędzi.
Jaka jest różnica między frezowaniem konwencjonalnym a frezowaniem z dużą prędkością?
Różnica między frezowaniem konwencjonalnym a szybkim polega na strategii obróbki, a nie tylko na prędkości obrotowej wrzeciona i wydajności skrawania. Frezowanie tradycyjne charakteryzuje się niższą prędkością obrotową wrzeciona, głębokimi nacięciami i prostymi ścieżkami narzędzia, co powoduje powstawanie wad związanych z siłami oraz błędów związanych z ustawieniem. Frezowanie z dużym posuwem charakteryzuje się szybkim obrotem wrzeciona, niewielkim naciskiem i płynnym ruchem narzędzia, co ogranicza drgania i ugięcie obrabianego elementu. Metoda ta zapewnia lepszą jakość wykończenia i większą spójność, co idealnie sprawdza się w przypadku precyzyjnych, frezowanych z dużą prędkością elementów aluminiowych o złożonych konturach.
W jaki sposób HSM wpływa na trwałość narzędzia?
Na trwałość narzędzia podczas szybkiego frezowania aluminium 6061/7075 duży wpływ mają prędkość obrotowa wrzeciona, skuteczność chłodzenia oraz odpowiednie warunki skrawania. Odpowiednio dostrojone ustawienia HSM przy niewielkich głębokościach skrawania wydłużają żywotność narzędzia, zmniejszając obciążenie krawędzi skrawającej i spowalniając stopniowe zużycie. Nadmierne stosowanie wysokich prędkości obrotowych bez odpowiedniego dopasowania posuwów i mocowania powoduje nadmierne nagrzewanie się, bicie narzędzia oraz przedwczesne uszkodzenia w postaci wykruszeń. Zoptymalizowane ścieżki CAM oraz krótkie, sztywne frezy zapewniają równowagę między wydajnością obróbki a długotrwałą żywotnością narzędzia w produkcji seryjnej.