現代の製造業では、重要な部品の性能と寿命は、しばしば正確な寸法と表面品質に左右されます。高度なCNC精密研削盤と回転砥石またはベルトを使用するCNC研削サービスは、正確な仕様と厳しい公差を達成するために少量の材料を除去することができます。ギア、クランクシャフト、直径数インチの高精度部品など、精密研削は費用対効果が高く、信頼性の高いソリューションを提供します。この工程は、最終仕上げ工程として、または他の研磨や仕上げサービスのための部品準備として使用することができ、各ワークピースが機能要件を満たし、組み立て時の適合性と機能を維持することを保証します。自動化、インプロセスゲージング、高品質な計測により、最新のCNC研削は、自動車、航空宇宙から医療部品に至るまで、あらゆる用途で一貫した結果を提供し、同時に今日の精密主導型産業の厳しいプロジェクト要件を満たします。.
CNC研削とは何か(そしていつ使うべきか)
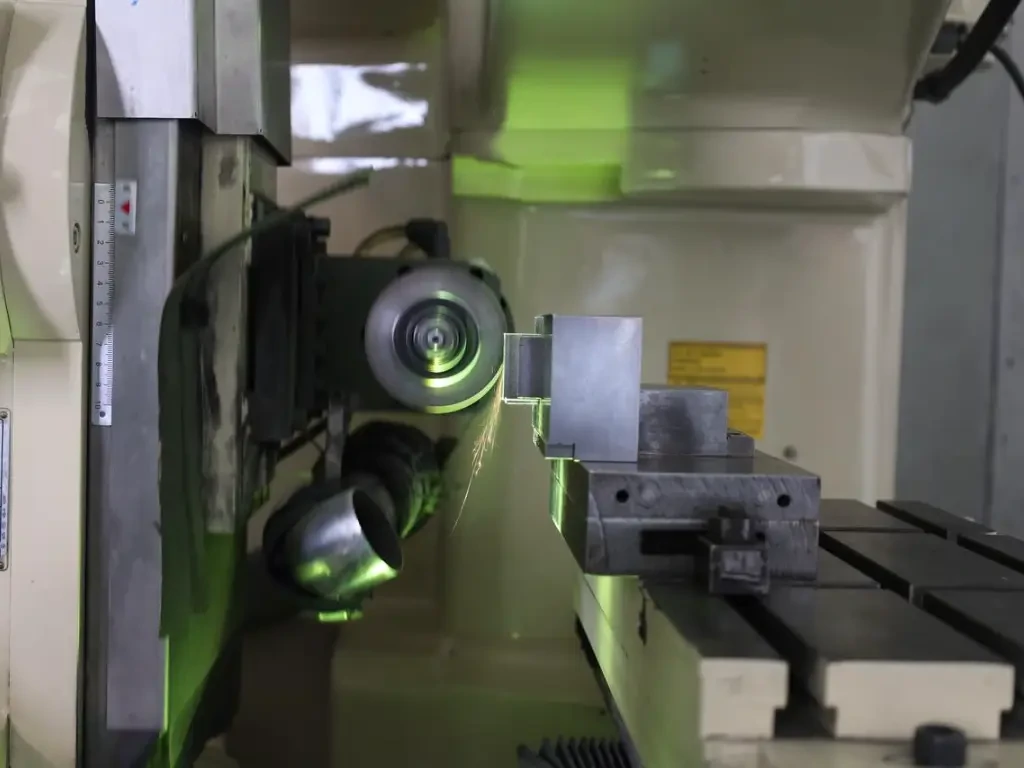
CNC研削 は、コンピュータ数値制御による仕上げ加工プロセスで、回転する砥石(またはベルト)を使用して、ワークピースから少量の材料を除去する。目標は高い材料除去率ではない。目標は、形状制御(サイズ、真円度、平面度)と表面の完全性(表面仕上げ、低ダメージ、使用中の安定した性能)です。.
研削加工は一般的に、部品がフライス加工や旋盤加工ですでに寸法に近づいた後に行われる。一般的なきっかけは、部品が切削工具だけでは難しい厳しい公差や表面仕上げの要件を満たす必要がある場合、特に熱処理がルートに入った場合です。研削はまた、ベアリングの座面、精密穴、表面仕上げと形状が駆動機能を制御するシール面など、適合を可能にする方法であることもあります。.
仕上げ加工におけるCNC研削とフライス加工/旋盤加工の比較(表:プロセス、ユースケース、トレードオフ)
最も一般的なソーシングの質問は、“研削で精度を上げられるか?”ではない。それは、“研削が最後の工程として正しいのか、それとも旋盤加工やフライス加工、検査で対応できるのか ”ということです。下の表は、典型的な仕上げ加工におけるその判断の枠組みである。.
| プロセス | 最適な場所 | 典型的な仕上げの使用例 | トレードオフの計画 |
|---|---|---|---|
| フライス加工(CNC) | プリズム、ポケット、複雑な3D表面 | 中程度の表面仕上げが許容される場合、フェースとプロファイルを仕上げる | 工具のたわみとカッターマーク、薄肉部での平坦度/平行度の制御が困難、熱処理歪みによりフライス加工後にデータムが移動する可能性がある。 |
| 旋盤加工(CNC) | 軸対称部品 | 熱処理前、または公差が極端でない場合の直径と面の仕上げ | 真円度とテーパーは、剛性と工具摩耗に左右される。 |
| CNC研削(平面、円筒、センタレス) | 最終的なサイジングと形状管理 | ベアリングフィット、タイトランアウト、平坦度/平行度、硬質金属の制御表面仕上げ | セットアップと検査工程が追加される。パラメータとクーラント制御が弱い場合、焼き付きと歪みのリスクがある。 |
多くのエンジニアが使用している実用的なルールは、要件が適合性、密閉性、疲労性能、または安定した動き(ベアリング、ガイド、スプール、シャフト、バルブ部品)で駆動される場合、研削は多くの場合、リスク低減のステップになります。要求事項が形状の複雑さで、仕上げが二次的なものである場合、フライス加工や 回転 の方が最後のプロセスとしてはいいかもしれない。.
CNC研削の主な成果:厳しい公差と仕上げ面の要求
バイヤーは通常、これらの結果の1つ以上が機能しているときに研磨を依頼する:
- 熱処理後の形状制御。多くの合金は焼入れ中に動きます。部品が柔らかい状態で正確にフライス加工や旋盤加工されていても、熱処理によって寸法や真直度がずれることがあります。研削加工は、焼入れ後に基準スキームに「戻す」ための制御された方法を提供します。.
- 摩耗、シール性、摩擦に関係する表面仕上げ。表面粗さは、潤滑膜、漏れ経路、接触応力に影響する。表面仕上げの要件は、表面粗さ規格に定義されている標準化された粗さパラメータ(Raなど)を用いて規定されることが多い。.
- 表面の完全性。研削は、表面の完全性を向上させることも、損傷させることもあります。良い研削は、熱損傷や不要な残留応力パターンを回避します。研削不良は、研削焼け、マイクロクラック、疲労寿命を低下させる引張残留応力を引き起こす可能性があります。これが、機械のラベルよりも工程管理と検査が重要な理由です。.
研削は砥粒を使用するため、小さな工具痕を「平均化」し、多くの切削加工よりも表面を滑らかで均一な質感にすることができる。一方、接触部にエネルギーを集中させるため、熱管理は細部ではなく、実現可能性の一部となる。.
CNC研削は何に使われるのか?
CNC研削は、精密な寸法と制御された表面仕上げを得るために使用され、多くの場合、最終仕上げ工程として使用されます。一般的な対象は、シャフトのベアリングフィット、精密ボア、平坦な基準面、硬化鋼やその他の硬質金属から作られた部品などです。また、真円度、テーパー、振れの制限が、熱処理後のフライス加工や旋盤加工よりも厳しい場合にも使用されます。.
製造ワークフローにおける研削の位置づけ
ほとんどの研削サービスは、初期の製造工程で部品の大まかな形状を作り、研削で最終的な重要形状を「固定」するというワークフローに従っています。通常、工程は粗加工または中仕上げから始まり、次の工程に進みます。 ミーリング その後、必要に応じて応力除去や熱処理が行われます。その後、部品は平面研削、円筒研削(OD/ID)、センタレス研削、クリープフィード研削に移行し、CMM、真円度ゲージ、プロフィロメーター、インプロセス測定ツールなどを使用した徹底的な検査を受けます。最後に、コーティング、組立、最終品質保証などの下流工程を経て、ワークフローが完成します。.
重要なポイントは、研削はしばしば、冶金学、特に部品の熱処理状態と、部品が最終的な受け入れ基準を満たすことを保証する計量学との橋渡しの役割を果たすということです。もし図面が、データム、在庫許容量、検査方法を通して、この橋渡しを明確に定義していなければ、見積もりと実行が遅くなり、エラーのリスクが高まります。.
CNC研削サービス:購入できるプロセス
CNC研削サービスは1つのプロセスではありません。部品の形状、重要な面の位置、部品の保持と参照方法に基づいて選択される研削方法の一群です。.
平面度と平行度のための平面研削
平面研削は、平らな面に焦点を当てたサービスです。工具、マシンウェイ、治具など、2つの面が図面の範囲内で平坦かつ平行でなければならない部品によく選ばれています。.
第一に、歪みを発生させることなく部品をどのように保持するか、第二に、部品の基準スキームと研削面の位置関係をどのように合わせるかである。薄い板や細長い部品は、アンクランプ時に「弛緩」する可能性がある。つまり、チャック上では平坦に見える表面でも、内部応力が存在する場合、部品がフリーになると平坦度チェックで不合格になる可能性がある。.
研削中は、砥石が回転して工作物から材料を除去する。工作物は、マグネットチャック、固定具、クランプなどの方法でしっかりと保持される。.
作業の見積もり時、工場は通常、除去しなければならないストックの量、断続切削の有無、特別なワーク保持が必要かどうかに注目する。これらの考慮事項は、総表面積だけよりも、研削時間や熱損傷(焼け)のリスクに大きな影響を与える。.
シャフト、ボア、ベアリングフィット用の円筒研削(OD/ID)(表:OD対IDアプリケーション)
円筒研削は円形部品を制御します。これには以下が含まれます:
- シャフト、ジャーナル、ベアリングシートなどの外径研削。.
- ID(内径)研削は、プレスフィット、スリップフィット、またはシーリングのために、まっすぐで、丸く、安定していなければならない穴のために行われます。.
仕上げ旋盤加工よりも円筒研削を選択する一般的な理由は、部品の剛性が十分で、中心や固定具が健全であれば、研削加工の方が硬化した材料に対してより安定し、テーパーや真円度をよりよく制御できるからである。.
| タイプ | グラウンドとは | 代表的な機能ドライバー | 一般的な実現可能性の制約 |
|---|---|---|---|
| 外径円筒研削 | 外面(ジャーナル、シート、テーパー) | ベアリングのはめあい、振れ止め、硬い金属の滑らかな表面 | パーツの真直度、センターホール/ホールド方法、スレンダーネス比、ショルダーアクセス |
| ID円筒研削(内面研削) | ボアと内部の特徴 | 精密嵌合、外径との同心度、シールボア | ホイールへのアクセス、口径比、剛性、クーラント供給、測定アクセス |
外径と内径の両方が重要な部品の場合、データム戦略が重要になる。内径が機能的なデータムである場合(ハウジングで一般的)、内径を先に研削した方が、後の外径同芯度をよりよく制御できる可能性がある。ODがデータムである場合(シャフトで一般的)、その逆もあり得る。.
大量の円形部品と一貫性のためのセンタレス研削
センタレス研削は、センタを使用せずに円形部品の大量生産をサポートします。部品は、クランプやセンター間で保持されるのではなく、砥石間で支持される。これにより、ピン、ブッシング、シャフトのような単純な円筒形部品の安定性が向上します。.
センターレス研削は、工程が適切に調整されれば高いスループットを提供するが、最初のセットアップと工程の最適化は、部品の形状、リードインとリードアウトの条件、部品の供給方法などに敏感に反応する。.
実現可能性を評価する際に重要なのは、部品の形状が安定したスルーフィード研削またはプランジ研削に適しているかどうかです。溝、大きな肩、薄くて繊細な部分などの特徴は、センタレス研削を複雑にし、特別な取り扱いや調整が必要になることがあります。.
他の研削方法と比較すると、センタレス研削は一度安定すれば高い生産性を達成できるが、円筒外径/内径研削は一般的に中程度のスループットを提供し、平面研削のスループットは表面積と段取り要件に大きく依存する。.
特殊なアプローチ:クリープフィードおよびハイブリッドルートと複雑なコンポーネントのアディティブマニュファクチャリング
ソーシングの議論では、2つの専門ルートがより多く登場する:
- クリープ研削。これは、硬い材料の複雑な溝やプロファイルを、より遅い送り速度でより深く切削するために使用されます。砥石の選択、ドレッシング戦略、熱制御が中心となるため、既定のオプションではありません。バイヤーは、硬い金属でフライス加工に時間がかかる場合、またはプロファイルに安定した形状制御が必要な場合に、これを検討する傾向があります。.
- 積層造形によるハイブリッド・ルート。業界トレンドレポートでは、ニアネットシェイプを付加製造し、次に重要な表面を研削するハイブリッド製造について説明している。理屈は簡単で、積層造形は複雑な形状を作成でき、研削は機能上必要な部分のデータム、フィット、表面仕上げを確立できる。リスクは、付加的表面と材料の状態が変化することである。そのため、安定しない形状を「追いかける」ことを避けるために、在庫許容量とデータムの作成を計画しなければならない。.
いずれの場合も、実現可能性は単に “研磨できるかどうか ”ではない。それは、ショップが機能を駆動する正確な表面上で熱と測定をコントロールできるかどうかということである。.
精度、公差、表面仕上げ:何を指定するか
CNC研削サービスを購入する場合、図面と検査計画によって、結果が予測可能かどうかが決まります。研削加工は高精度を生み出すことができますが、それは研削加工がどのように行われ、どのように測定されるかに合致した形で要件が定義されている場合に限られます。.

バイヤーが定義しなければならない公差と表面仕上げの基本(チェックリスト:GD&Tコールアウト、Raターゲット、データム戦略)
研削のRFQがしばしば行き詰まるのは、印刷物が「全面的に研削する」と指定したり、明確なデータムなしに厳しい制限をリストアップしたりするためである。以下のチェックリストは、通常曖昧さを取り除くものである。 アメリカ機械学会.
| 定義する項目 | 見積もりと工程計画における「良い」とはどのようなものか | なぜ研削が重要なのか |
|---|---|---|
| 重要なフィーチャー上のGD&Tコールアウト | 平坦度、平行度、円筒度、振れ、必要な位置 | 研削はサイズをコントロールできるが、形状が受け入れられるかどうかは、どのように制約し、測定するかによって決まる。 |
| 表面仕上げのパラメータと位置 | 表面の識別が明確なRa(またはその他のパラメータ | 表面仕上げは砥石、ドレッシング、送り、スパークアウトに左右される。 |
| データム戦略(一次/二次/三次) | 機能的な組み立て面に結びついたデータム | 研削セットアップは実際のサーフェスを参照する。 |
| 素材の状態 | 熱処理状態、関連する場合は硬度、コーティングの注記 | 粉砕性と燃焼リスクは材料の状態によって変化する |
| 地上面の在庫引当金 | 前工程の後、清掃のために十分なストックがある | 研削は少量の材料を除去する。材料が少なすぎると、スケールや歪みの誤差が残ることがある。 |
| 受入検査計画 | サイズ、形状、粗さのチェック方法 | 測定方法は、プロセスの選択と固定具を変えることができる。 |
GD&T定義と表面テクスチャー・パラメーターは標準化されているため、図面言語をこれらの標準に合わせることで、部品出荷後に「滑らか」や「平ら」の意味について議論することを避けることができます。.
CNC研削の精度は?
CNC研削は、特に熱処理後の部品に厳しい公差と制御された表面仕上げが必要な場合に使用されます。達成可能な精度は、研削方法、部品の剛性、砥石の選択、部品の測定方法と参照方法によって異なります。実際のところ、「どの程度の精度か」は単一の数値ではなく、データム、在庫許容量、計測学と結びついたシステム結果です。.
研削の検査と計測:プロフィロメーター、CMM、インプロセスゲージング
研磨の受け入れには、サイズ/形状チェックと表面チェックの両方が含まれることが多い:
- 表面粗さ計は、指定した表面の表面粗さパラメータ(Raなど)を測定する。.
- CMM(三次元測定機)は、公差や形状によっては、真円度や円筒度を専用の形状測定機で測定した方が良い場合もあるが、データムに対する相対的な形状を検証することができる。.
- インプロセス・ゲージングは、研削中に測定された寸法に基づいて調整することでばらつきを減らすことができるが、公差と部品のコンプライアンスに適合させる必要がある。.
研削工程は通常、機械のセットアップから始まり、必要に応じて工程内測定が行われ、その測定結果に基づいてオフセットやパラメータが調整される。研削後、CMM、形状測定器、プロフィロメーターなどのツールを使用した後工程検査が行われ、その結果は、さらなるセットアップの修正や砥石ドレッシングのためのフィードバックとなります。最後に、検査結果に応じて、部品は受入れ、分別、または再加工に回されます。.
このプロセスの実行可能性は、図面で指定された形状を正確に測定できるかどうかにかかっている。例えば、スタイラスが届きにくい内部形状の表面仕上げを要求する印刷物の場合、生産を開始する前に、代替の測定方法または許容できる代理人について合意する必要があるかもしれません。.
一般的な公差/仕上げ不良モードとその防止方法
研削の失敗は、しばしば “サイズは合っているのにうまくいかない ”ように見える。それはたいてい、単純な直径の誤差ではなく、形状、表面、熱損傷の問題です。.
| 受入または組立時に見られる問題 | 一般的な根本原因 | 典型的な緩和アプローチ |
|---|---|---|
| 走行中のサイズドリフト | ホイールの摩耗、熱膨張、不安定なワークホールディング | 管理されたドレッシング、適切な場合は工程内測定、安定したクーラントとウォームアップの実施 |
| シャフトの真円度/テーパー不良 | 部品のたわみ、不適切なサポート、ホイールの状態 | より良いサポート戦略、パラメータ変更、センター/フィクスチャーの検証、ホイールドレスの調整 |
| アンクランプ後、平坦性/平行性が損なわれる | 部品応力、薄い形状、クランプ歪み | 早めの応力除去、冶具の再設計、段階的な研削、ストック除去バランスのコントロール |
| 表面仕上げに失敗(粗すぎる) | 砥石砥粒/ボンド不一致、ドレッシング方法、送りが強すぎる | ホイール選択変更、ドレッシング調整、パラメーター調整 |
| 研削焼け / 表面損傷 | 過度の熱、クーラントの供給不足、ホイールのくすみ | クーラント効果の向上、砥石/ドレスの調整、パスあたりのエネルギー投入量の削減、材料状態の確認 |
バイヤーの視点に立てば、重要なポイントは、部品が研削性を考慮して設計され、検査方法が要件に合致していれば、こうした問題の大半は防げるということだ。.
研削性のための材料と部品設計
研削加工は機械の能力だけではありません。材料が砥粒の接触や熱の下でどのような挙動を示すか、また部品の形状がクランプや熱勾配にどのように反応するかということです。.
材料適合性ガイド(表:硬化鋼、炭化物、セラミック、一般的な合金)
下の表は適合性の目安であり、結果を約束するものではありません。研削が一般的に使用され、プロセスのリスクが高まる場所を示しています。.
| 材料グループ | 研削が使われる理由 | 一般的な課題 |
|---|---|---|
| 硬化鋼 | 硬い金属の研磨は、熱処理後、寸法を復元し、ベアリングのフィットを制御するために一般的である。 | 熱処理による歪みは、より多くの在庫を必要とする。 |
| ステンレス鋼(一部の鋼種) | 重要なシール面と摩耗面の仕上げ | グレードとパラメータに応じてホイールに負荷をかけることができる。 |
| 工具鋼 | 金型、パンチ、摩耗面の高精度研削 | 高硬度がホイールの選択とドレッシング戦略を後押しする。 |
| 炭化物 | 耐摩耗性が必要な場合に使用 | 脆性挙動。チッピングを避けるには、ホイールの選択と工程管理が重要。 |
| セラミックス | 高摩耗・高温用途に使用 | 高い脆性、エッジ・チッピングと地下損傷のリスク、専門的なアプローチが必要 |
| 一般的なアルミニウム合金 | 平坦度や仕上げのために研磨されることもあるが、他の仕上げが好まれる場合もある。 | ホイール負荷と表面汚れのリスクがあるため、ホイールとクーラントの選択に注意が必要。 |
| チタンとニッケル合金 | 航空宇宙および高性能部品に使用 | 熱管理が中心;表面の完全性への懸念が保守的なパラメーターの原動力となりうる |
様々な材料を調達する場合は、研削サービスが特定の状態(軟質、硬化、応力緩和)の部品を期待しているかどうかを早めに尋ねてください。材料の状態は、合金の種類と同じくらい重要です。.
材料と形状による熱、燃焼リスク、歪みの制御
グラインディングは、小さな接触面積にエネルギーを集中させる。その結果、2つのリスクが生じる:
- 表面での熱損傷。過剰な熱は表面付近の微細構造を変化させる。これはしばしば研削焼けとして議論される。特別なチェックをしなければ見えないかもしれないが、疲労や摩耗に影響を与える可能性がある。.
- 部品の歪み。薄い部分、長いシャフト、非対称な形状は、研削中にクランプ力、熱勾配、または前の工程からの残留応力によって動く可能性があります。.
材料と形状は相互に影響し合う。硬い材料は切断に耐えるが、熱の影響を受けやすい。延性のある材料は、砥石を汚したり負荷をかけたりして熱を上昇させることがある。細身の部品は、ゲージ・ポイントでは正しいサイズに見えても、たわみやスプリング・バックが生じ、テーパーやロービングが発生することがあります。.
すなわち、熱処理後の取り代、熱処理に耐える安定したデータム、そして、ある表面から別の表面へと歪みを “追いかける ”ことのない研削順序である。.
精密研削に最適な素材は?
一般的に精密研削に選択される材料には、焼入れ鋼や工具鋼があります。カーバイドやセラミックも、耐摩耗性を重視する場合は研削可能ですが、チッピングや表面下損傷のリスクがあり、特殊な砥石や検査が必要になる場合があります。多くの一般的な合金は研削が可能である。決め手となるのは、通常、要求される表面の完全性と形状であり、材料が「許容されるかどうか」ではない。“
コストとリードタイムを削減する研削設計のヒント(チェックリスト:取り代、R/エッジ、アクセス性、データム選択)
設計の選択は、研削の見積もりを予測しやすくしたり、痛みを伴うものにしたりします。以下のチェックリストは、セットアップ、特殊砥石、検査の複雑さを軽減する傾向にあるものに焦点を当てています。.
| デザインアイテム | 何を目指すか | 予測可能な部品研削に役立つ理由 |
|---|---|---|
| 重要面の在庫引当金 | スケールや歪みを除去するために十分な材料を残す。 | ストックが少なすぎると、「スパークアウト・オンリー」の試行を余儀なくされ、フォームエラーを修正できない可能性がある。 |
| エッジの状態と半径 | エッジが欠けたり燃えたりしそうな部分には、適度なRをつける。 | 鋭利なエッジは、バリ、チッピング(脆い材料)、局所的な熱を発生しやすい。 |
| ホイールとゲージの操作性 | ホイールのアプローチと計測のための接触スペースを確保する | 内面研削とショルダーは、砥石形状とプローブアクセスによって制限されることがあります。 |
| 機能と結びついたデータム選択 | 組み立て時の部品の位置を表すデータムを選択する。 | 間違った表面からの測定 “による手戻りのループを削減。” |
| 不必要な中断面を避ける | 接点を破壊するスロット/穴のある主要な接地面を制限する。 | 研削の中断は振動を高め、仕上げ面の安定性を低下させます。 |
| 必要な仕上げのみを指定する | 機能上必要な部分のみ表面仕上げを呼び出す | 非機能面の厳しい表面仕上げ要件は、利点なしに時間を増やす |
研削が正確な寸法を得るための仕上げ工程である場合、小さな図面上の決定が、仕上げ工程にとどまるか、それとも試運転を繰り返し、余分な検査を行うようになるかを決めることが多い。.
産業用途:研削が最も付加価値を生む場所
研削は幅広い産業で使用されていますが、公差の積み重ねや表面状態が安全性、寿命、性能に直接影響する場合に、最も付加価値が高まります。.
規模に応じた再現性が必要な自動車部品
自動車用プログラムでは、多くの場合、大量生産と厳しい加工能力への期待が組み合わされています。シャフト、ベアリングジャーナル、トランスミッションコンポーネントなど、長いデューティーサイクルにわたってスムーズに動作する必要がある丸形部品など、繰り返し精度や摩耗挙動が問題となる部品に研削加工が現れます。.
自動車産業における実現可能性の問題は、多くの場合、1つの部品を研削できるかどうかではない。研削ソリューションが、スクラップや再加工のリスクを許容した上で、長期にわたって安定しているかどうかということです。そのため、センタレス研削オプション、インプロセスゲージング、ハンドリングと検査の自動化が注目されます。.
精度とコンプライアンスが要求される航空宇宙・防衛部品
航空宇宙・防衛部品は、厳しい技術要件と、文書化、トレーサビリティ、管理された工程に結びついたコンプライアンス制約の両方を伴うことが多い。研削加工は、タービンエンジン部品、アクチュエータ、着陸装置関連部品、精密アセンブリなど、はめあい、振れ、表面の完全性が信頼性に関係する部品に見られます。.
実現可能性において、コンプライアンスは調達の会話を変える。バイヤーは、形状や表面仕上げだけでなく、管理された文書、材料のトレーサビリティ、品質システムの整合性など、セクターの期待に応える必要があるかもしれません。部品が輸出規制や国防取得規則に該当する場合、適格なサプライヤープールが狭まる可能性があり、リードタイム・リスクや継続計画に影響する。.
表面の完全性が重要な医療用部品
医療用部品は、表面が組織、流体、摩耗界面と相互作用する可能性があるため、しばしば表面の完全性に注意を払う必要がある。形状が極端でない場合でも、表面状態は重要な場合があり、検査方法は要件に適合していなければなりません。.
ソーシングのリスクは、「表面仕上げ」がチームによって異なる意味を持つ場合があることだ。表面の機能を明確にせずに粗さだけを指定した図面では、プロセスの選択が不一致になる可能性がある。医療作業では、このミスマッチは検証作業の後、遅れて現れることがあり、これが表面の定義と測定方法に関する早期の調整が重要な理由である。.
CNC研削を最も使用する産業は?
CNC研削は、自動車、航空宇宙/防衛、医療分野で広く使用されています。これらの分野では、厳しい公差、安定したはめあい、制御された表面仕上げが必要とされることが多いからです。また、摩耗面や基準面が機械の性能を左右する工具や産業機器にも使用されています。共通するのは、形状や表面の完全性が機能に直結する場合に研削が選択されるということです。.
技術トレンドオートメーション、AI、インダストリー4.0
多くのトレンドレポートは、研削加工をより広範なCNC機械加工のトレンドに分類していますが、CNC研削盤と研削サービスには、手動介入の減少、より優れたセンシング、より多くのクローズドループ制御というテーマが依然として当てはまります。.
熟練労働者不足に対処する自動化とロボット(ケーススタディ3)
業界筋で繰り返し見られる事例として、CNCマシン周辺での部品ハンドリングや基本的な検査工程に協働ロボットを使用する例がある。その動機は実用的である。研削セットアップと部品ハンドリングは繰り返しが多く、熟練労働者不足により24時間体制でスタッフを配置することが難しいからである。.
その例のパターンでは、自動化は研削の専門知識を置き換えることよりも、「工程間」の作業、つまり、ロード、アンロード、ステージング、ゲージへの部品の移動を安定させることの方が重要である。バイヤーにとって重要なのは、一貫性と生産能力計画である。部品が刻み目やハンドリングマークに敏感な場合、自動ハンドリングはハンドリングのばらつきを減らすことができるが、それはアーム端のツーリングと部品のプレゼンテーションがうまく設計されている場合に限られる。.
AIによるパラメータ最適化と予知保全のメリット(ケーススタディ2)
もう一つのトレンドは、CNC環境におけるAI支援によるパラメーターチューニングと予知保全である。研削加工に適用される場合、期待されるのは “自動的な完璧さ ”ではない。モデルによって、工具の摩耗を減らすパラメータ・セットを特定したり、ドリフトと相関する機械条件にフラグを立てたりすることができるということだ。.
実現可能性の観点から見ると、主な利点は不安定性の早期発見である。砥石の摩耗やドレス状態の変化。スピンドルと軸の状態はドリフトする。もし監視がスクラップや再加工に結びつくパターンを検出すれば、工場は部品が検査で不合格になる前に修正することができる。.
買い手側の質問は簡単だ:「どのようなインプットが実際に測定され、モデルがリスクにフラグを立てたときにどのようなアクションが取られるのか?このリンクがなければ、「AI」は単なるラベルであり、プロセス・リスクを低減することはできない。.
インダストリー4.0/IoTモニタリングによるリアルタイムの品質管理とダウンタイムの削減(ケーススタディ1)
研削サービスにおけるインダストリー4.0の統合は、通常、機械のセンサーと検査ステーションを、状態と品質の信号を表示する集中ダッシュボードに接続することを含む。例えば、一部の大量生産CNCオペレーションでは、状態監視とエネルギー追跡を導入することで、リアルタイムの品質管理とダウンタイムの削減が可能になりました。.
このプロセスは、グラインダー、クーラントシステム、スピンドル、環境条件を監視するセンサーから始まります。データは収集され、ダッシュボード上に可視化され、トレンド、アラーム、制限値違反が表示されます。この情報に基づいて、砥石のドレッシング、オフセットの調整、メンテナンスの実施、部品の隔離などの是正措置が取られます。最後に、検査による検証によって、是正措置が効果的であったことが確認される。.
このようなフィードバック・ループは、継続性とロット間の安定性が重要な場合に特に価値があります。研削焼けや寸法ドリフトの影響を受けやすい部品の場合、工程信号と検査結果の相関をとることで、不良品出荷のリスクを大幅に低減することができます。.
持続可能性とエネルギー効率の高い粉砕の機会
研削における持続可能性は、企業だけのテーマではない。操業コストやリスクにも影響します。業界の報告書では、エネルギー効率と「グリーンプロセス」の可能性が指摘されており、稼働時間の向上や廃棄物の削減につながることも少なくありません。.
これを考える簡単な方法は、スループットと品質に直接関係するいくつかのKPIを追跡することである。例えば、機械の稼働時間が長ければ、一般的に部品1個あたりのエネルギー消費量は少なくなります。この関係は、リワーク・サイクルが少なく、研削焼けが減少した安定した研削プロセスでは、当然、エネルギーがより効率的に使用されることから生じます。.
バイヤーにとっては、リワークやスクラップの削減に重点を置く工場は、持続可能性と納期の安定性の両方を向上させることが多いという現実的な側面がある。研削焼けやドリフトを防止する同じ制御は、無駄なエネルギーや材料を削減する傾向もある。.
コスト、リードタイム、プロトタイプから生産へのスケーリング
CNC研削加工は、段取り、砥石の選択、検査に大きく依存するため、粗加工とは異なる見積もりとスケジューリングが行われます。コストとリードタイムは、図面なしでは一般化しにくい。.

CNC研削のコストを左右するもの:材料、形状、公差/仕上げ、体積、段取り(表:要因→影響)
以下の表は、コストとリスクを変化させる一般的な要因の一覧である。公表されている値はスコープや部品構成によって大きく異なるため、数値による価格設定は避けている。.
| ファクター | 何が変わるのか | 研削コストに影響する理由 |
|---|---|---|
| 材質と熱処理条件 | ホイールタイプ、ドレッシング頻度、火傷リスクコントロール | 硬い材料や熱に敏感な材料は、よりゆっくりと、より制御された研削が必要になる場合があります。 |
| ジオメトリーとアクセス | セットアップ数、特殊ホイール、特注ワーク保持 | ショルダー、ディープボア、断続面が複雑さを増す |
| 公差と表面仕上げの要件 | 検査強度、工程管理、スクラップリスク | より厳しい形状や表面仕上げには、多くの場合、より制御されたパスとより多くの測定が必要です。 |
| ボリューム | 償却の設定、自動化の正当化 | 大量生産は、センターレス・ルート、自動化、インプロセス・ゲージングを正当化することができる。 |
| セットアップとデータム戦略 | 固定時間と再現性 | データムの選択ミスによる手戻りと検査工程の追加 |
見積もりを比較する場合、「グラインダーにかかっている時間」と、固定、ドレッシング、検査、手戻りのリスク許容などの隠れた時間を分けて考えることが役立ちます。.
研削加工における一般的なリードタイム
CNC研削のリードタイムは、待ち行列の時間、セットアップの複雑さ、必要な検査などの要因に影響される。計画プロセスは通常、RFQを受領することから始まり、その後、データム、在庫許容量、検査方法を確認するための製造用設計(DFM)レビューが行われます。次に段取り計画が行われ、これにはワーク保持具の選択、適切な研削砥石の選択、ドレッシング計画の定義が含まれます。その後、研削加工が行われますが、部品の形状によっては複数のセットアップが必要になることもあります。研削後、部品は寸法、形状、表面仕上げを規定通りにチェックする検査を受け、最終的に出荷または次の工程に移される。.
実際には、最も長い遅延は、研削パスそのものよりも、RFQでの入力漏れ(不明確なデータム、材料条件の欠落、不明確な仕上げ吹き出し)に起因することが多い。.
CNC研削サービスの料金は?
コストは主に、材料の状態、必要なセットアップの回数、公差と表面仕上げの要求の厳しさによって決まる。また、セットアップと検査の労力を生産工程でより多くの部品に分散させることができるため、生産量も一役買います。有益な見積もりが必要な場合、ほとんどの工場では、GD&Tを含む図面、材料と熱処理条件、および期待される検査が必要になります。これらの具体的な要求を満たすためのCNC研削サービスは様々ですが、この詳細な情報を提供することで、正確で高品質な部品を提供するために必要な実際の作業を見積りに反映させることができます。.
スケーリング戦略:自動化オプションを含む、プロトタイプ検証から大量生産まで
プロトタイプからプロダクションへのスケールアップ研削は、「より多くのパーツを作る」ことよりも、「同じパーツを同じように作る」ことが重要である。よくあるパターンはこうだ:
- 試作段階:データムスキームが機能すること、熱処理後の在庫許容量が十分であること、検査方法が実際に要件を検証できることを確認する。.
- パイロット段階:ホイールの選択、ドレッシング頻度、測定計画を安定させる。これは、ハンドリングダメージや、内部フィーチャーの測定が難しい仕上げ要件など、隠れた問題が現れることが多い場所です。.
- 生産段階:業界動向報告書に記載されているように、ばらつきや人員配置のリスクを軽減できる場合には、ハンドリングや工程内測定の自動化を検討する。.
プログラムがスケールアップすることが予想される場合、研削方法を途中で変更する必要がないように、部品と検査計画を設計する価値がある。スケールアップ中のプロセス変更は、認定遅延の一般的な原因である。.
CNC研削サービス業者の選び方
研削サプライヤーを選ぶには、一般的な「精密さ」を主張するよりも、お客様の部品要件と、そのショップの管理されたプロセス、計測、文書化との適合性を重視する必要があります。.
能力チェックリスト:プロセスの種類、設備、自動化、計測、文書化(ダウンロード可能なスコアカード)
以下は、RFQやサプライヤーのレビューにコピーできるスコアカード形式のチェックリストです。技術比較をサポートするために書かれています。.
| カテゴリー | 何を確認すべきか | 注意事項 |
|---|---|---|
| プロセスの種類 | 平面研削サービス、円筒研削(OD/ID)、センタレス、必要に応じて特殊方法 | 重要な表面と体積の期待値に合わせる |
| ワークホールディングとデータムアプローチ | 歪みなく固定する能力、幾何学の授業での経験 | ルートを通じて、どのようにデータムが確立され、保護されるかを尋ねる。 |
| CNC研削盤とメンテナンス | マシンの性能は、コンディションとメンテナンスに左右される | 校正とメンテナンスの規律が再現性を左右する |
| 計測 | プロフィロメーターへのアクセス、形状測定アプローチ、CMM機能 | 以下の方法で部品を受け入れるコールアウトを測定できることを確認する。 |
| インプロセス制御 | 正当な場合、工程内測定またはモニタリング | 生産現場でのドリフトに敏感な寸法に有効 |
| ドキュメンテーション | 検査記録、材料トレーサビリティ処理、プロセス文書レベル | 業界とコンプライアンスのニーズに合わせる |
| オートメーション・オプション | 容積安定のためのハンドリング自動化 | 特に、労働力の確保がスケジュール・リスクに影響する場合に関連する |
このチェックリストは、“完璧な ”ショップを見つけるためのものではありません。サプライヤーが表面を研磨することはできても、品質システムが受け入れる方法で仕様に適合していることを証明できないようなミスマッチを避けるためのものです。.
求めるべき品質システムと認証(表:認証→関連性)
認証のニーズは業界によって異なる。下の表は、一般的なシステムと、バイヤーがそれを求める理由とを関連付けたものである。要件は、習慣ではなく、顧客と規制環境によって決定されるべきである。.
| 認証/プログラム | 研削サービスにとって重要かもしれない理由 |
|---|---|
| ISO 9001 | ベースライン品質管理システム;一貫した文書化と是正処置をサポートする。 |
| AS9100(航空宇宙QMS) | 航空宇宙のサプライチェーンに共通、トレーサビリティとリスク管理を強化 |
| NADCAP(特殊工程) | 多くの場合、航空宇宙分野で制御された特殊工程に使用される。 |
| ITARの調整(輸出規制) | 技術データや部品が輸出管理規則に該当する場合、要求されることがある。 |
| 医療品質システムへの期待(規制市場) | 医療供給には、規制当局の期待に沿った文書化されたプロセス管理とトレーサビリティが求められることが多い。 |
バイヤーは、すべての部品についてすべての認証を必要とするわけではありません。重要なポイントは、部品の最終用途と顧客との契約内容に応じて、コンプライアンス負担を一致させることである。.
精密研削の専門店には何を求めるべきですか?
研削方法が部品形状(平面、円筒OD/ID、センタレス)に合っていて、適切な測定学で要求事項を測定できる工場を探しましょう。データムスキームを理解し、焼き付き、歪み、寸法ドリフトをどのように制御するかを説明できることを確認する。あなたの業界がそれを必要とする場合、プロセスルートをロックする前に、品質システムの整合性と文書の深さを検証する。.
見積りを迅速化し、手戻りを減らすためのRFQパッケージの要点(チェックリスト:図面、CAD、検査計画、材料証明書)
RFQは、曖昧な点を取り除くことで、より速く仕上げることができる。このチェックリストを使って、やりとりを減らしましょう。.
| RFQ入力 | 何を含めるか | 見積もりが早くなる理由 |
|---|---|---|
| 図面 | GD&Tおよび表面仕上げの吹き出しを含む管理されたPDF | 受け入れの定義。“必要なところで挽く ”という思い込みを避ける。” |
| CAD | コンテキストのためのネイティブまたはニュートラルファイル | フィクスチャリングとアクセスプランニングに役立つ |
| 素材と状態 | 合金、熱処理条件、該当する場合は硬度記号 | 研削性、ホイールの選択、燃焼リスクのコントロールを推進 |
| 株式手当の意向 | どの面を研磨するのか、どのような在庫があるのかを確認する。 | 後片付けができない」驚きを防ぐ |
| 検査計画 | 何を測定し、どのように受け入れるか | 計量方法と報告ニーズの整合 |
| 材料認証への期待 | トレーサビリティと認証パッケージのニーズ | 書類不備による遅延を回避 |
市場の見通しと調達オプション(オンデマンドと現地調達の比較)
市場見通しは、生産能力、価格圧力、サプライヤーの安定性に影響するため、バイヤーにとって重要である。提供されるインプットには、広範なCNC市場データと、より具体的な研削関連の予測が含まれ、範囲の違いによる不確実性が明記されている。.
市場成長ドライバーと予測の不確実性(図表:スコープ別のCAGRレンジ)
自動車、航空宇宙、医療産業における高精度部品の需要、自動化とカスタマイズの増加である。また、報告書によってスコープが異なるため(研削サービスと広範なCNC機械加工)、不確実性も指摘している。.
その不確実性を反映させるために、単一の数字ではなく、範囲として成長を論じる方が安全である。このインプットでは、CAGRが1桁台半ば(研削サービス予測)から、より幅広いCNC機械市場についてより高い成長率まであり、別の図では、世界のCNC機械加工市場が2025年までに約1,000億米ドルに達するとしている。.
予測される年間平均成長率(CAGR)はレポートの範囲によって異なる。特に研削サービスについては、CAGRは約5%であり、より広範なCNC機械加工市場については、7.5%以上から約9.9%までである。レポートによって定義や対象期間が異なるため、これらの範囲は概念的なものであることに留意する必要がある。.
ソーシングの意思決定にとって、現実的な意味は正確なCAGRではない。それは、需要圧力と自動化投資が継続すると予想される一方で、熟練労働者の不足と高い資本コストは依然として制約であるということである。.
地域ダイナミックス:北米の精密需要+アジア太平洋地域のオートメーション化
この調査では、北米が自動車と航空宇宙における精密加工ニーズとアジア太平洋における自動化の台頭によって地域の成長をリードしていると指摘している。また、北米の研削盤市場は2024年に13億3,000万米ドルを超え、今後10年間の成長も予測されているが、より広範な研削サービスの範囲については完全には検証されていないとしている。.
バイヤーにとって、地域的なダイナミクスは異なるリスクプロファイルとして現れる:
- 航空宇宙や自動車の精密加工に対する需要が強い地域では、リードタイムは生産能力のサイクルに影響を受けやすい。.
- オートメーション化が急速に進んでいる地域では、能力は急速に拡大するかもしれないが、サプライヤーの適格性と文書化の整合性は、コンプライアンスのニーズによっては、より綿密な見直しが必要になるかもしれない。.
オンデマンドCNCプラットフォームと店舗への直接調達(ケーススタディ4)(表:長所/短所、リスクトレードオフ)
業界筋によると、中小企業はオンデマンドCNCプラットフォームを利用することで、設備を所有することなく生産能力にアクセスしている。このモデルは研削サービスを調達する際にも適用できるが、実現可能性はプラットフォームがサプライヤーをどのように認定し、検査とトレーサビリティをどのように管理するかにかかっている。.
| 調達ルート | 長所 | 短所/管理すべきリスク |
|---|---|---|
| オンデマンド・プラットフォーム・モデル | キャパシティへの柔軟なアクセス。変動する需要に対するオーバーヘッドを削減できる可能性がある。 | サプライヤーの割り当てが変更される可能性がある。 |
| ダイレクト・ツー・ショップ・ソーシング | 安定したサプライヤーとの関係は、長期的な管理を可能にする。 | サプライヤーを特定し、適格性を確認するためにより多くの労力を要する。 |
適切な選択は、主なリスクがキャパシティの変動性(プラットフォームが役立つ)か、プロセス検証の継続性(直接的な関係が役立つことが多い)かによって異なる。.
統合/M&Aのトレンドとバイヤーの能力と継続性にとっての意味
精密研削サービスの能力を拡大するために企業が統合され、M&A活動が活発化している。統合によって、より広範な工程をカバーし、より強力な品質システムを持つ単一のサプライヤーが誕生すれば、バイヤーは助かる。また、所有者の変更によって人員、設備、品質慣行が変化すれば、継続性のリスクも高まる。.
現実的な緩和策は、サプライヤーの継続性を実現可能性の一部として扱うことである。すなわち、プロセス文書がどのように管理されているか、設備がどのように維持されているか、検査記録が組織の変更にかかわらずどのように保持されているかを確認することである。.
決定レベルでは、CNC研削サービスは、部品の機能が、特に熱処理後の厳しい形状制御、安定したはめあい、表面仕上げの要求によって駆動される場合に意味があります。実現可能性は、図面上の「研削」という言葉よりも、データム戦略、取り代、検査方法が選択された研削工程と一致しているかどうかにかかっています。これらのインプットが明確であれば、研削は予測可能な仕上げ工程となる。それらが明確でない場合、研削は試行錯誤のループとなり、コスト、リードタイム、受け入れリスクが増大する。.
よくあるご質問
CNC研削は、回転する研磨工具を使用して、工作物から少量の材料を慎重に除去する機械加工プロセスです。特に熱処理後に、極めて精密な寸法、厳しい表面仕上げ、安定したはめあいを必要とする部品の仕上げ工程としてよく使用されます。精密研削は、ベアリングシート、精密ボア、クランクシャフト、または形状が機能に直接影響する平坦な基準面のホーニングに使用できます。研削は、単に寸法を決めるだけでなく、フライス加工や旋盤加工だけでは確実に到達できない、時には0.0002インチという低さまで、一貫した滑らかさを実現します。また、他の仕上げ加工用にパーツを準備したり、事前の機械加工や熱処理によって生じたわずかな歪みを修正するためにも使用されます。研削中、工作物は静止しているため、この工程は精密な公差を繰り返し実現することができ、品質と機能性が重要視される用途において、費用対効果が高く、信頼性の高い選択肢となります。.
フライス加工と研削加工はどちらも材料を削り取るが、適した用途は異なる。フライス加工は、切削工具を使用して大量の材料を削り取るもので、一般に複雑な形状を成形したり、形状を素早く荒削りしたりするのに適している。一方、研削は、研磨工具、回転砥石、ベルトグラインダー、アングルグラインダーなどを使用して、表面を注意深く仕上げ、厳しい公差を達成する仕上げ工程である。精密研削は、フライス加工だけでは確実に達成できない微細な平坦度、真円度、滑らかな仕上げなど、正確な仕様を満たす表面を得るために使用できる。砥粒研削はまた、残留応力や表面の凹凸を減らし、正確な形状が要求される部品に正確なフィット感と機能を提供します。要するに、フライス加工で部品を成形し、研削加工で最終的な機能寸法と表面品質に磨きをかけます。.
CNC研削は、部品の形状、研削方法、適用される計測学によって異なりますが、0.0002インチから0.00025インチまでの非常に厳しい公差を得るために使用されることがよくあります。このプロセスにより、工作物はサイズと表面仕上げの両方で精度を達成することができ、シャフト、ベアリングジャーナル、シール面など、高い再現性が要求される部品には不可欠です。精密研削は仕上げ工程であるため、達成可能な公差は、砥石の選択、送り速度、冷却、部品の固定方法の組み合わせによって異なります。研削サービスの中には、研磨サービスや手作業によるホーニング加工で表面をさらに磨き上げ、最高の性能を保証するものもあります。精密研削には、ラッピングや手作業による仕上げなど、いくつかの選択肢がありますが、CNC研削は、厳しい公差が重要な用途において、常に正確な結果を出すための最も費用対効果の高い方法であることがよくあります。.
特に高精度や熱処理後の安定性が要求される部品では、フライス加工した表面が要求される公差や表面仕上げを満たせない場合、フライス加工後に研削加工が選択されることがよくあります。フライス加工で、わずかなツールマーク、わずかな歪み、機能性に影響を与える表面粗さが残る場合、精密研削で部品を正確な仕様に仕上げることができます。また、平坦度、真円度、振れ、シール性能が重要な場合にも、研削加工は必要です。多くの場合、研削は、研磨やホーニングなどの他の仕上げ工程に部品を準備するための仕上げ工程として機能します。機能要件が厳しい部品の場合、フライス加工だけでは不十分な場合があります。最終寸法、表面品質、フィット感が設計意図に完全に適合していることを確認するために、砥粒研削が必要になる場合があります。.
CNC研削サービスは、焼入れ鋼、工具鋼、ステンレス鋼、炭化物、セラミック、およびいくつかの一般的な合金を含む、幅広い材料を扱うことができます。重要なのは、研削工具、フィード戦略、クーラントシステムを材料の硬度と熱感度に合わせることです。精密研削は、他の方法では加工が困難な工作物、特に金属が硬く丈夫になる熱処理後の工作物に使用することができる。砥粒研削はまた、最適な表面品位を達成するために、ベルトグラインダーや研磨サービスを使用した手動仕上げと組み合わせることもできます。精密研削にはいくつかの選択肢がありますが、この工程は、他の仕上げ工程のために部品を準備したり、自動車、航空宇宙、医療、産業機器などの用途で精密な公差を実現するために使用されることがよくあります。つまり、CNC研削は、厳密な仕様と厳しい機能性能を要求される材料に対して、一貫した信頼性の高い結果を可能にします。.
参考文献
https://www.asme.org/codes-standards/find-codes-standards/y14-5-dimensioning-tolerancing
https://www.acquisition.gov/dfars
https://www.ecfr.gov/current/title-22/chapter-I/subchapter-M
https://www.ecfr.gov/current/title-21/chapter-I/subchapter-H/part-820



