En la fabricación moderna, el rendimiento y la longevidad de las piezas críticas dependen a menudo de unas dimensiones y una calidad superficial precisas. Los servicios de rectificado CNC, que utilizan avanzadas máquinas de rectificado de precisión CNC y muelas o correas giratorias, permiten eliminar pequeñas cantidades de material para conseguir especificaciones exactas y tolerancias ajustadas. Tanto si se trata de engranajes, cigüeñales o componentes de alta precisión de sólo unos centímetros de diámetro, el rectificado de precisión ofrece una solución rentable y fiable. Este proceso puede utilizarse como paso final de acabado o para preparar piezas para otros servicios de pulido o acabado, garantizando que cada pieza cumpla los requisitos de funcionalidad y mantenga el ajuste y la función en el montaje. Gracias a la automatización, el calibrado durante el proceso y la metrología de alta calidad, el rectificado CNC moderno ofrece resultados uniformes en todas las aplicaciones, desde la automoción y la industria aeroespacial hasta los componentes médicos, al tiempo que satisface los exigentes requisitos de los proyectos de las industrias de precisión actuales.
Qué es el rectificado CNC (y cuándo utilizarlo)
Rectificado CNC es un proceso de acabado controlado numéricamente por ordenador que utiliza una muela abrasiva giratoria (o cinta) para eliminar pequeñas cantidades de material de una pieza de trabajo. El objetivo no es una elevada eliminación de material. El objetivo es el control de la geometría (tamaño, redondez, planitud) y la integridad de la superficie (acabado superficial, pocos daños, rendimiento estable en uso).
El rectificado se utiliza normalmente después de que una pieza ya está cerca de su tamaño tras el fresado o el torneado. Se suele utilizar cuando la pieza tiene que cumplir tolerancias estrictas o requisitos de acabado superficial que son difíciles de mantener sólo con una herramienta de corte, especialmente una vez que entra en juego el tratamiento térmico. El rectificado también puede ser el método que hace posible un ajuste, como el asiento de un rodamiento, un orificio de precisión o una superficie de sellado en la que los acabados superficiales y la forma controlan la función de accionamiento.
Rectificado CNC frente a fresado/torneado para trabajos de acabado (tabla: proceso, caso de uso, ventajas y desventajas)
La pregunta de aprovisionamiento más común no es “¿Puede el rectificado hacerlo preciso?”. Es “¿Es el rectificado el último paso correcto, o podemos mantenerlo con torneado o fresado e inspección?”. La tabla siguiente enmarca esa decisión para un trabajo de acabado típico.
| Proceso | Dónde encaja mejor | Caso típico de acabado | Contrapartidas que hay que prever |
|---|---|---|---|
| Fresado (CNC) | Características prismáticas, bolsas, superficies 3D complejas | Acabado de caras y perfiles cuando es aceptable un acabado superficial moderado | Desviación de la herramienta y marcas de la fresa; mayor dificultad para controlar la planitud/paralelismo en paredes finas; la distorsión del tratamiento térmico puede desplazar los puntos de referencia tras el fresado. |
| Torneado (CNC) | Piezas axisimétricas | Acabado de diámetros y caras antes del tratamiento térmico, o cuando las tolerancias no son extremas | La redondez y la conicidad dependen de la rigidez y el desgaste de la herramienta; los cambios posteriores al tratamiento térmico pueden romper los ajustes. |
| Rectificado CNC (superficial, cilíndrico, sin centros) | Dimensionamiento final y control de la geometría | Ajustes de rodamientos, concentricidad, planitud/paralelismo, acabados superficiales controlados en metales duros. | Se añaden pasos de preparación e inspección; riesgo de quemado y distorsión si los parámetros y el control del refrigerante son deficientes; la reserva de existencias debe planificarse antes |
Una regla práctica utilizada por muchos ingenieros es la siguiente: si el requisito se basa en el ajuste, la estanqueidad, la resistencia a la fatiga o el movimiento estable (cojinetes, guías, carretes, ejes, componentes de válvulas), el rectificado suele convertirse en el paso de reducción de riesgos. Si el requisito se basa en la complejidad de la forma y el acabado es secundario, el fresado o el rectificado se convierten en el paso de reducción de riesgos. girando puede ser el mejor último proceso.
Resultados clave del rectificado CNC: tolerancias estrictas + requisitos de acabado superficial
Los compradores suelen pedir rectificado cuando uno o varios de estos resultados impulsan el funcionamiento:
- Control de la geometría tras el tratamiento térmico. Muchas aleaciones se mueven durante el endurecimiento. Incluso si la pieza se fresa o tornea con precisión en estado blando, el tratamiento térmico puede cambiar el tamaño y la rectitud. El rectificado ofrece una forma controlada de “devolverla” a un esquema de referencia tras el temple.
- El acabado superficial está relacionado con el desgaste, la estanqueidad o la fricción. La textura de la superficie afecta a las películas lubricantes, las vías de fuga y la tensión de contacto. Los requisitos de acabado superficial suelen especificarse utilizando parámetros de rugosidad normalizados (como Ra) definidos en normas de textura superficial.
- Integridad de la superficie. El rectificado puede mejorar o dañar la integridad de la superficie. Un buen rectificado evita daños térmicos y patrones de tensión residual no deseados. Un mal rectificado puede introducir quemaduras por rectificado, microfisuras o tensiones residuales de tracción que reducen la vida a fatiga. Por este motivo, el control y la inspección del proceso son más importantes que la etiqueta de la máquina.
Como el rectificado es abrasivo, puede “compensar” las pequeñas marcas de la herramienta y dar a la superficie una textura más lisa y uniforme que muchas operaciones de corte. Por otra parte, concentra la energía en la zona de contacto, por lo que la gestión térmica forma parte de la viabilidad, no es un detalle.
¿Para qué sirve el rectificado CNC?
El rectificado CNC se utiliza para obtener dimensiones precisas y acabados superficiales controlados, a menudo como proceso de acabado final. Los objetivos comunes incluyen ajustes de cojinetes en ejes, taladros de precisión, caras planas de referencia y piezas fabricadas con aceros endurecidos u otros metales duros. También se utiliza cuando los límites de redondez, conicidad o excentricidad son más estrictos de lo que resulta práctico con el fresado o torneado tras el tratamiento térmico.
Qué lugar ocupa la molienda en el flujo de trabajo de producción
La mayoría de los servicios de rectificado siguen un flujo de trabajo en el que los primeros pasos de fabricación crean la forma general de la pieza y, a continuación, el rectificado “fija” la geometría crítica final. Normalmente, el proceso comienza con el desbaste o semiacabado a través de fresado o torneado, seguido de alivio de tensiones o tratamiento térmico si es necesario. A continuación, la pieza pasa al rectificado, ya sea de superficie, cilíndrico (OD/ID), sin centros o de avance lento, antes de someterse a una inspección minuciosa mediante MMC, medidores de redondez, perfilómetros o herramientas de medición durante el proceso. Por último, etapas posteriores como el revestimiento, el montaje o el control de calidad final completan el flujo de trabajo.
El punto clave es que el rectificado actúa a menudo como puente entre la metalurgia, en particular el estado de tratamiento térmico de la pieza, y la metrología, garantizando que la pieza cumple los criterios de aceptación finales. Si el plano no define claramente este puente -mediante puntos de referencia, tolerancia de existencias y métodos de inspección-, el presupuesto y la ejecución se ralentizan y aumenta el riesgo de errores.
Servicios de rectificado CNC: Procesos que se pueden comprar
Los servicios de rectificado CNC no son un único proceso. Son una familia de métodos de rectificado elegidos en función de la geometría de la pieza, dónde se encuentran las superficies críticas y cómo se sujetará y referenciará la pieza.
Rectificado de superficies para planitud y paralelismo
Los servicios de rectificado de superficies se centran en las caras planas. Suelen elegirse para utillaje, formas de máquinas, accesorios y cualquier pieza en la que dos caras deban ser planas y paralelas dentro de los límites del dibujo.
Hay dos factores clave que deben tenerse en cuenta al principio del proceso de rectificado: en primer lugar, cómo se sujetará la pieza sin introducir distorsiones y, en segundo lugar, cómo se alinea la superficie rectificada con el esquema de referencia de la pieza. Las placas finas y los componentes largos y estrechos pueden “relajarse” cuando se sueltan, lo que significa que una superficie que parece plana en el mandril puede no superar las comprobaciones de planitud una vez que la pieza está libre si existen tensiones internas.
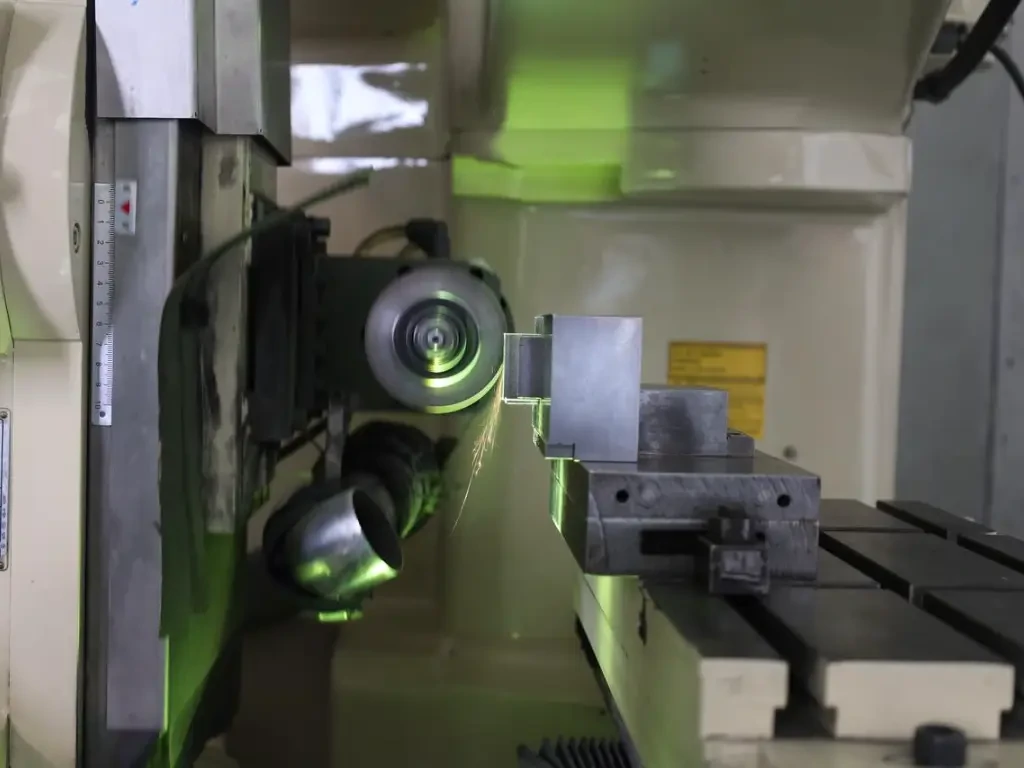
Durante el rectificado, la rueda abrasiva gira para eliminar material de la pieza, que se sujeta firmemente mediante métodos como mandriles magnéticos, fijaciones o abrazaderas.
A la hora de presupuestar un trabajo, los talleres suelen centrarse en la cantidad de material que debe retirarse, si hay cortes interrumpidos y si se requiere una sujeción especial. Estas consideraciones tienen un mayor impacto en el tiempo de rectificado y el riesgo de daños térmicos (quemaduras) que la superficie total por sí sola.
Rectificado cilíndrico (OD/ID) para ejes, agujeros y ajustes de rodamientos (tabla: aplicaciones OD vs ID)
El rectificado cilíndrico controla las piezas redondas. Incluye:
- Rectificado de diámetro exterior para superficies externas como ejes, muñones y asientos de cojinetes.
- Rectificado del diámetro interior para orificios que deben ser rectos, redondos y estables para ajustes a presión, ajustes por deslizamiento o sellado.
Una razón común para elegir el rectificado cilíndrico en lugar del torneado de acabado es que el rectificado puede ser más estable en materiales endurecidos y puede controlar mejor la conicidad y la redondez cuando la pieza es lo suficientemente rígida y los centros/fixturas son sólidos.
| Tipo | ¿Qué es el suelo? | Controladores funcionales típicos | Limitaciones comunes de viabilidad |
|---|---|---|---|
| Rectificado cilíndrico OD | Superficies exteriores (muñones, asientos, conos) | Ajuste de rodamientos, control de concentricidad, superficie lisa en metales duros | Rectitud de la pieza, orificios centrales/método de sujeción, relación de esbeltez, acceso al hombro |
| Rectificado cilíndrico interior | Orificios y características internas | Ajustes de precisión, concentricidad con el diámetro exterior, estanqueidad de los orificios | Acceso para la rueda, relación longitud/diámetro del orificio, rigidez, suministro de refrigerante, acceso de medición |
Si una pieza combina características críticas de diámetro exterior e interior, la estrategia del punto de referencia es importante. Si el agujero es el punto de referencia funcional (común en carcasas), rectificar primero el diámetro interior puede controlar mejor la concentricidad posterior del diámetro exterior. Si el diámetro exterior es el punto de referencia (común en ejes), puede ocurrir lo contrario.
Rectificado sin centros para piezas redondas de gran volumen y consistencia
El rectificado sin centros permite producir grandes volúmenes de piezas redondas sin utilizar centros. La pieza se apoya entre las muelas en lugar de sujetarse o mantenerse entre los centros. Esto puede proporcionar una buena consistencia para piezas cilíndricas sencillas, como pasadores, casquillos y determinados componentes similares a ejes.
El rectificado sin centros ofrece un alto rendimiento una vez que el proceso se ha ajustado correctamente, pero la configuración inicial y la optimización del proceso pueden ser más sensibles a la geometría de la pieza, las condiciones de entrada y salida y el método utilizado para alimentar la pieza.
Al evaluar la viabilidad, la pregunta clave es si la geometría de la pieza es adecuada para un rectificado pasante o por penetración estable. Características como ranuras, hombros grandes o secciones finas y delicadas pueden complicar el rectificado sin centros y requerir una manipulación o ajustes especiales.
En comparación con otros métodos de rectificado, el rectificado sin centros puede alcanzar una mayor productividad una vez estabilizado, mientras que el rectificado cilíndrico OD/ID ofrece generalmente un rendimiento moderado, y el rendimiento del rectificado de superficies depende en gran medida de la superficie y de los requisitos de configuración.
Enfoques especializados: fluencia y rutas híbridas con fabricación aditiva para componentes complejos
Dos rutas especializadas aparecen más en los debates sobre contratación:
- Rectificado con avance lento. Se utiliza para cortes más profundos a velocidades de avance más lentas, a menudo para ranuras o perfiles complejos en materiales duros. No es una opción por defecto porque la elección de la muela, la estrategia de reavivado y el control térmico pasan a ser fundamentales. Los compradores tienden a considerarla cuando el fresado es lento en metales duros o cuando el perfil necesita un control estable de la forma.
- Rutas híbridas con fabricación aditiva. Los informes sobre tendencias del sector describen una producción híbrida en la que las formas casi netas se construyen de forma aditiva y, a continuación, se rectifican las superficies críticas. La lógica es sencilla: la fabricación aditiva puede crear formas complejas, mientras que el rectificado puede establecer puntos de referencia, ajustes o acabados superficiales donde la función lo exija. El riesgo es que las superficies aditivas y las condiciones del material varían, por lo que hay que planificar la asignación de existencias y la creación de puntos de referencia para evitar “perseguir” geometrías que no son estables.
En ambos casos, la viabilidad no es sólo “¿Se puede rectificar?”. Se trata de si el taller puede controlar el calor y la medición en las superficies exactas que impulsan la función.
Precisión, tolerancias y acabado superficial: Qué especificar
Si va a adquirir servicios de rectificado CNC, el plano y el plan de inspección determinan si el resultado es predecible. El rectificado puede producir una gran precisión, pero sólo si los requisitos se definen de forma que coincidan con la forma de realizar y medir el rectificado.

Aspectos básicos de tolerancia y acabado superficial que los compradores deben definir (lista de comprobación: anotaciones GD&T, objetivo Ra, estrategia de punto de referencia)
A menudo, las peticiones de oferta de rectificado se bloquean porque el impreso especifica “rectificar por todas partes” o enumera límites ajustados sin puntos de referencia claros. La siguiente lista de comprobación es lo que suele eliminar la ambigüedad, según ASME.
| Elemento a definir | Qué es “bueno” para la planificación de presupuestos y procesos | Por qué es importante moler |
|---|---|---|
| Anotaciones GD&T en características críticas | Planitud, paralelismo, cilindricidad, excentricidad, posición en caso necesario | El rectificado puede controlar el tamaño, pero la aceptación de la geometría depende de cómo se restrinja y mida |
| Parámetro y ubicación del acabado superficial | Ra (u otro parámetro) con identificación clara de la superficie | Los acabados superficiales dependen de la muela, el reavivado, el avance y la salida de chispas; el taller necesita el objetivo y dónde se aplica |
| Estrategia de datos (primario/secundario/terciario) | Puntos de referencia vinculados a superficies de montaje funcionales | Las configuraciones de rectificado hacen referencia a superficies reales; los puntos de referencia poco claros provocan bucles de reprocesado. |
| Estado del material | Estado del tratamiento térmico, indicación de la dureza si procede, notas sobre el revestimiento | La triturabilidad y el riesgo de quemaduras cambian con el estado del material |
| Asignación de existencias en superficies de tierra | Existencias suficientes después de los pasos anteriores para limpiar | El rectificado elimina pequeñas cantidades de material; una cantidad demasiado pequeña puede dejar incrustaciones o errores de distorsión. |
| Plan de inspección para la aceptación | Cómo se comprobarán el tamaño, la forma y la rugosidad | El método de medición puede cambiar la elección del proceso y la fijación |
Las definiciones de GD&T y los parámetros de textura superficial están estandarizados, por lo que alinear el lenguaje de dibujo con esas normas ayuda a evitar discusiones sobre el significado de “liso” o “plano” después de que se envíen las piezas.
¿Cuál es la precisión del rectificado CNC?
El rectificado CNC se utiliza cuando las piezas necesitan tolerancias estrechas y acabados superficiales controlados, especialmente después del tratamiento térmico. La precisión alcanzable depende del método de rectificado, la rigidez de la pieza, la selección de la muela y la forma de medir y referenciar la pieza. En la práctica, el “grado de precisión” no es un número concreto, sino el resultado de un sistema vinculado a puntos de referencia, tolerancia de existencias y metrología.
Inspección y metrología para rectificado: perfilómetros, MMC, calibración en proceso
La aceptación del rectificado suele incluir tanto comprobaciones de tamaño/forma como de superficie:
- Los perfilómetros miden parámetros de textura superficial (como Ra) en superficies específicas.
- Las MMC (máquinas de medición de coordenadas) pueden verificar la geometría en relación con los puntos de referencia, aunque la redondez y la cilindricidad a veces se gestionan mejor con instrumentos de forma específicos en función de la tolerancia y la característica.
- El calibrado en proceso puede reducir la variación mediante el ajuste basado en el tamaño medido durante el rectificado, pero debe ajustarse a la tolerancia y a la conformidad de la pieza.
El proceso de rectificado suele comenzar con la configuración de la máquina, seguida de mediciones durante el proceso, si procede, y ajustes de compensaciones o parámetros basados en dichas mediciones. Tras el rectificado, se lleva a cabo una inspección posterior al proceso con herramientas como MMC, dispositivos de medición de formas o perfilómetros, y los resultados proporcionan información para realizar más correcciones en la configuración o el reavivado de la muela. Por último, en función de los resultados de la inspección, las piezas se aceptan, se separan o se envían a reparación.
La viabilidad de este proceso depende de la capacidad del taller para medir con precisión las características especificadas en el dibujo. Por ejemplo, si una impresión requiere un acabado superficial en una característica interna que es difícil de alcanzar con un palpador, puede ser necesario acordar un método de medición alternativo o un sustituto aceptable antes de que comience la producción.
Modos habituales de fallo de tolerancia/acabado y cómo evitarlos en los talleres
Los fallos de rectificado suelen parecerse a “tiene el tamaño correcto pero no funciona”. Suele tratarse de un problema de geometría, superficie o daño térmico más que de un simple error de diámetro.
| Problema observado en la recepción o el montaje | Causa subyacente común | Enfoque típico de mitigación |
|---|---|---|
| El tamaño se desplaza durante una carrera | Desgaste de la rueda, crecimiento térmico, sujeción inestable del trabajo | Vendaje controlado, calibrado en proceso cuando esté justificado, refrigerante estable y prácticas de calentamiento. |
| Mala redondez / conicidad de los ejes | Desviación de la pieza, soporte incorrecto, estado de la rueda | Mejor estrategia de apoyo, cambios de parámetros, verificación de centros/fixturas, ajuste de la vestimenta de las ruedas. |
| Falla la planitud/paralelismo tras el desenclavamiento | Tensión de la pieza, geometría delgada, distorsión de sujeción | Alivio de tensiones antes, rediseño de utillajes, rectificado por pasos, control del balance de arranque de viruta |
| Falla el acabado de la superficie (demasiado rugosa) | Desajuste grano/aglomerante de la muela, método de reavivado, avance demasiado agresivo | Cambio de selección de ruedas, ajuste de aprestos, ajuste de parámetros |
| Quemaduras por amolado / daños superficiales | Exceso de calor, suministro insuficiente de refrigerante, rueda embotada | Aumentar la eficacia del refrigerante, ajustar la rueda/el afinado, reducir el consumo de energía por pasada, verificar el estado del material |
Desde el punto de vista del comprador, el punto clave es que la mayoría de estos problemas pueden evitarse cuando la pieza se diseña para ser rectificable y cuando el método de inspección se ajusta a los requisitos.
Materiales y diseño de piezas para rectificado
El rectificado no sólo depende de la capacidad de la máquina. Se trata de cómo se comporta el material en contacto con el abrasivo y el calor, y cómo responde la geometría de la pieza a la sujeción y los gradientes térmicos.
Guía de compatibilidad de materiales (tabla: aceros templados, carburos, cerámicas, aleaciones comunes)
La tabla siguiente es una guía de compatibilidad, no una promesa de resultados. Muestra dónde se utiliza habitualmente el esmerilado y dónde aumenta el riesgo del proceso.
| Grupo de materiales | Por qué se utiliza la molienda | Desafíos comunes para los que hay que planificar |
|---|---|---|
| Aceros templados | El rectificado de metales duros es habitual después del tratamiento térmico para recuperar el tamaño y controlar el ajuste de los rodamientos. | Riesgo de quemaduras si no se controla el calor; la distorsión del tratamiento térmico puede requerir más material. |
| Aceros inoxidables (algunas calidades) | Acabado de superficies críticas de sellado y desgaste | Puede cargar ruedas en función del grado y los parámetros; la sensibilidad al calor varía |
| Aceros para herramientas | Rectificado de alta precisión para matrices, punzones y superficies de desgaste | La elevada dureza determina la selección de la muela y la estrategia de reavivado; los daños térmicos pueden resultar costosos. |
| Carburos | Se utiliza cuando se necesita resistencia al desgaste | Comportamiento frágil; la elección de la muela y el control del proceso son fundamentales para evitar el desconchado. |
| Cerámica | Utilizado para aplicaciones de alto desgaste/temperatura | Alta fragilidad; riesgo de astillamiento de los bordes y daños en el subsuelo; requiere un enfoque especializado. |
| Aleaciones comunes de aluminio | A veces se rectifica por planitud o acabado, aunque pueden preferirse otros acabados | Riesgo de carga de la rueda y ensuciamiento de la superficie; a menudo es necesario elegir cuidadosamente la rueda y el refrigerante. |
| Titanio y aleaciones de níquel | Se utiliza en componentes aeroespaciales y de alto rendimiento | La gestión del calor es fundamental; la integridad de la superficie puede dar lugar a parámetros conservadores. |
Si se abastece de una variedad de materiales, pregunte con antelación si el servicio de rectificado espera la pieza en un estado específico (blanda, endurecida, liberada de tensiones). El estado del material puede ser tan importante como la familia de aleaciones.
Control del calor, el riesgo de quemaduras y la distorsión por material y geometría
El rectificado concentra la energía en una pequeña zona de contacto. Esto crea dos riesgos relacionados:
- Daños térmicos en la superficie. Un exceso de calor puede modificar la microestructura cerca de la superficie. A menudo se habla de quemaduras por rectificado. Puede no ser visible sin comprobaciones específicas, pero puede afectar a la fatiga y el desgaste.
- Distorsión de la pieza. Las secciones delgadas, los ejes largos y las geometrías asimétricas pueden moverse durante el rectificado debido a las fuerzas de sujeción, los gradientes térmicos o las tensiones residuales de pasos anteriores.
El material y la geometría interactúan. Los materiales más duros pueden resistir el corte, pero pueden ser más sensibles a los efectos térmicos. Los materiales dúctiles pueden manchar o cargar la muela, aumentando el calor. Las piezas esbeltas pueden desviarse y replegarse, creando conicidad o lobulado aunque el tamaño parezca correcto en el punto de calibre.
Una forma factible de reducir el riesgo es alinear tres elementos con antelación: tolerancia de stock tras el tratamiento térmico, puntos de referencia estables que sobrevivan al tratamiento térmico y una secuencia de rectificado que no “persiga” la distorsión de una superficie a otra.
¿Qué materiales son mejores para el rectificado de precisión?
Los materiales elegidos habitualmente para el rectificado de precisión son los aceros templados y los aceros para herramientas, ya que el rectificado puede corregir el tamaño tras el tratamiento térmico y controlar los ajustes. Los carburos y las cerámicas también pueden rectificarse cuando la resistencia al desgaste determina el diseño, pero aumentan el riesgo de astillado o daños en la subsuperficie y pueden necesitar muelas e inspecciones especializadas. Muchas aleaciones comunes pueden rectificarse; el factor decisivo suele ser la integridad de la superficie y la geometría requeridas, no si el material está “permitido”.”
Consejos de diseño para el rectificado que reducen el coste y el plazo de entrega (lista de comprobación: tolerancia de existencias, radios/canto, accesibilidad, selección del punto de referencia).
Las opciones de diseño pueden hacer que un presupuesto de rectificado sea predecible o doloroso. La siguiente lista de comprobación se centra en lo que tiende a reducir las configuraciones, las muelas especiales y la complejidad de la inspección.
| Elemento de diseño | A qué aspirar | Por qué ayuda a rectificar piezas de forma predecible |
|---|---|---|
| Reducción de existencias en superficies críticas | Deje suficiente material después de las operaciones previas para limpiar las incrustaciones y la distorsión | Demasiado poco stock obliga a intentos de “spark-out only” que pueden no corregir errores de forma |
| Estado de los bordes y radios | Añade radios razonables en los bordes que, de lo contrario, se astillarían o quemarían. | Los bordes afilados son propensos a rebabas, astillamiento (materiales quebradizos) y calor localizado. |
| Accesibilidad para rueda y manómetro | Dejar espacio para la aproximación de las ruedas y el contacto de medición | La geometría de la muela y el acceso de la sonda pueden limitar el rectificado interno y los hombros |
| Selección del punto de referencia vinculada a la función | Elija puntos de referencia que representen la ubicación de la pieza en el ensamblaje. | Reduce los bucles de reprocesamiento causados por la “medición desde la superficie equivocada”.” |
| Evitar superficies interrumpidas innecesarias | Limitar las superficies clave de tierra que tengan ranuras/agujeros que rompan el contacto | El rectificado interrumpido puede aumentar las vibraciones y reducir la estabilidad del acabado superficial |
| Especifique sólo el acabado necesario | Indicar los acabados superficiales sólo cuando la función lo requiera | Los estrictos requisitos de acabado superficial en caras no funcionales añaden tiempo sin beneficios |
Cuando el rectificado es un proceso de acabado utilizado para obtener dimensiones precisas, las pequeñas decisiones de dibujo deciden a menudo si sigue siendo un paso de acabado o se convierte en repetidas pasadas de prueba e inspecciones adicionales.
Aplicaciones industriales: Dónde el rectificado aporta más valor
El rectificado se utiliza en una amplia gama de sectores, pero su valor añadido es mayor cuando el apilamiento de tolerancias y el estado de la superficie influyen directamente en la seguridad, la vida útil o el rendimiento.
Componentes de automoción que necesitan repetibilidad a escala
Los programas de automoción suelen combinar un gran volumen con unas expectativas de capacidad de proceso muy ajustadas. El rectificado aparece en componentes en los que la repetibilidad y el desgaste son importantes: ejes, muñones de cojinetes, componentes de transmisión y otros elementos redondos que deben funcionar sin problemas durante largos ciclos de trabajo.
La cuestión de viabilidad en automoción no suele ser si se puede rectificar una sola pieza. Se trata de saber si la solución de rectificado es estable en tiradas largas con un riesgo aceptable de desechos y reprocesado. Esto hace que la atención se centre en las opciones de rectificado sin centros, el calibrado durante el proceso y la automatización de la manipulación y la inspección, ya que una pequeña variación en la manipulación puede manifestarse como una variación de la geometría a escala.
Piezas aeroespaciales y de defensa que requieren precisión y conformidad
Las piezas de los sectores aeroespacial y de defensa suelen estar sujetas a estrictos requisitos técnicos y a restricciones de conformidad relacionadas con la documentación, la trazabilidad y los procesos controlados. El rectificado aparece en componentes de motores de turbina, actuadores, piezas relacionadas con trenes de aterrizaje y ensamblajes de precisión en los que el ajuste, la excentricidad y la integridad de la superficie están ligados a la fiabilidad.
En cuanto a la viabilidad, el cumplimiento de las normas cambia la conversación sobre aprovisionamiento. Más allá de la geometría y los acabados superficiales, los compradores pueden necesitar documentación controlada, trazabilidad de materiales y alineación del sistema de calidad con las expectativas del sector. Si la pieza está sujeta a controles de exportación o a normas de adquisición de defensa, el abanico de proveedores cualificados puede reducirse, lo que afecta al riesgo de plazos de entrega y a la planificación de la continuidad.
Componentes médicos en los que la integridad de la superficie es importante
Los componentes médicos requieren a menudo una cuidadosa integridad superficial porque las superficies pueden interactuar con tejidos, fluidos o interfaces de desgaste. Incluso cuando la geometría no es extrema, el estado de la superficie puede ser crítico, y los métodos de inspección deben adaptarse a los requisitos.
El riesgo es que el “acabado superficial” puede tener distintos significados según el equipo. Un dibujo en el que sólo se especifica un número de rugosidad sin aclarar la función de la superficie puede dar lugar a elecciones de proceso no coincidentes. En el sector médico, esa falta de correspondencia puede aparecer tarde, después de las actividades de validación, por lo que es importante alinear desde el principio la definición de la superficie y el método de medición.
¿Qué industrias utilizan más el rectificado CNC?
El rectificado CNC se utiliza ampliamente en los sectores de automoción, aeroespacial/defensa y médico, ya que estos sectores suelen necesitar tolerancias estrechas, ajustes estables y acabados superficiales controlados. También se utiliza en herramientas y equipos industriales en los que las superficies de desgaste y los planos de referencia determinan el rendimiento de la máquina. El denominador común es que el rectificado se elige cuando la geometría y la integridad de la superficie están directamente relacionadas con la función.
Tendencias tecnológicas: Automatización, IA e Industria 4.0
Muchos informes de tendencias agrupan el rectificado en tendencias de mecanizado CNC más amplias, pero los temas siguen aplicándose a las rectificadoras CNC y a los servicios de rectificado: menos intervención manual, mejor detección y más control de bucle cerrado.
Automatización y robótica para hacer frente a la escasez de mano de obra cualificada (Estudio de caso 3)
Un ejemplo recurrente en fuentes industriales es el uso de robots colaborativos para la manipulación de piezas y los pasos básicos de inspección en máquinas CNC. La motivación es práctica: los ajustes de rectificado y la manipulación de piezas pueden ser repetitivos, y la escasez de mano de obra cualificada dificulta la contratación de personal las 24 horas del día.
En este modelo de ejemplo, la automatización no consiste tanto en sustituir a los expertos en rectificado como en estabilizar el trabajo “entre pasos”: carga, descarga, puesta en escena y traslado de piezas a los calibradores. Para los compradores, lo importante es la coherencia y la planificación de la capacidad. Si una pieza es sensible a mellas o marcas de manipulación, la manipulación automatizada puede reducir la variación de manipulación, pero sólo si el utillaje de fin de brazo y la presentación de la pieza están bien diseñados.
Optimización de parámetros basada en IA y ventajas del mantenimiento predictivo (Caso práctico 2)
Otra tendencia es el ajuste de parámetros asistido por IA y el mantenimiento predictivo en entornos CNC. Aplicado al rectificado, la promesa no es la “perfección automática”. Se trata de que los modelos puedan ayudar a identificar los conjuntos de parámetros que reducen el desgaste de la herramienta o señalan las condiciones de la máquina que se correlacionan con la deriva.
Desde el punto de vista de la viabilidad, la principal ventaja es la detección más temprana de la inestabilidad. Las muelas se desgastan y el estado del rectificado cambia. Las condiciones del husillo y del eje varían. Si la supervisión detecta un patrón relacionado con el desecho o el reprocesamiento, el taller puede corregirlo antes de que las piezas no pasen la inspección.
La pregunta que debe hacerse el comprador es sencilla: “¿Qué entradas se miden realmente y qué medidas se toman cuando el modelo señala un riesgo?”. Sin ese vínculo, la “IA” no es más que una etiqueta y no reduce el riesgo del proceso.
Supervisión de Industria 4.0/IoT para el control de calidad en tiempo real y la reducción del tiempo de inactividad (Caso práctico 1)
La integración de la Industria 4.0 en los servicios de rectificado suele implicar la conexión de sensores de máquinas y estaciones de inspección a cuadros de mando centralizados que muestran señales de estado y calidad. Por ejemplo, en algunas operaciones CNC de gran volumen, la implementación de la supervisión del estado y el seguimiento de la energía ha permitido controlar la calidad en tiempo real y reducir el tiempo de inactividad.
El proceso comienza con sensores que supervisan la rectificadora, el sistema de refrigeración, el husillo y las condiciones ambientales. A continuación, se recopilan los datos y se visualizan en un cuadro de mandos que muestra tendencias, alarmas e infracciones de los límites. A partir de esta información, se toman medidas correctivas, como el reavivado de la rueda, el ajuste de las compensaciones, el mantenimiento o la cuarentena de piezas. Por último, la verificación mediante inspección confirma que las medidas correctoras han sido eficaces.
Este tipo de bucle de retroalimentación es especialmente valioso cuando la continuidad y la estabilidad entre lotes son críticas. En el caso de piezas sensibles al desgaste por rectificado o a la desviación dimensional, la correlación de las señales de proceso con los resultados de inspección puede reducir significativamente el riesgo de envío de componentes defectuosos.
Oportunidades de molienda sostenible y energéticamente eficiente
La sostenibilidad en la molienda no es sólo un tema corporativo. Puede afectar a los costes operativos y a los riesgos. Los informes del sector apuntan a oportunidades de eficiencia energética y “procesos ecológicos”, a menudo vinculadas a un mayor tiempo de actividad y a la reducción de residuos.
Una forma sencilla de pensar en esto es hacer un seguimiento de algunos KPI relacionados directamente con el rendimiento y la calidad. Por ejemplo, un mayor tiempo de actividad de la máquina suele corresponderse con un menor consumo de energía por pieza aceptada. Esta relación se debe a que un proceso de rectificado estable, con menos ciclos de reajuste y menos quemaduras por rectificado, utiliza la energía de forma más eficiente.
Para los compradores, el aspecto práctico es que un taller centrado en reducir las repeticiones y los desechos suele mejorar tanto la sostenibilidad como la estabilidad de las entregas. Los mismos controles que evitan el desgaste y la deriva del rectificado también tienden a reducir el desperdicio de energía y material.
Costes, plazos y escalado del prototipo a la producción
Los servicios de rectificado CNC se cotizan y programan de forma diferente al mecanizado en bruto porque el rectificado depende en gran medida de la configuración, la selección de muelas y la inspección. Los costes y plazos de entrega son difíciles de generalizar sin el plano porque los factores de coste no son lineales con el tamaño de la pieza.

Qué impulsa el coste de rectificado CNC: material, geometría, tolerancia/acabado, volumen, configuración (tabla: factor → impacto).
La tabla que figura a continuación enumera los factores habituales que modifican el coste y el riesgo. Evita los precios numéricos porque los valores publicados varían mucho según el ámbito y la mezcla de piezas.
| Factor | Qué cambia | Por qué repercute en el coste de la molienda |
|---|---|---|
| Material y condiciones de tratamiento térmico | Tipo de rueda, frecuencia de vendaje, controles del riesgo de quemaduras | Los materiales más duros o sensibles al calor pueden requerir un esmerilado más lento y controlado. |
| Geometría y acceso | Número de configuraciones, ruedas especiales, portapiezas personalizados | Los resaltes, las perforaciones profundas y las superficies interrumpidas añaden complejidad. |
| Requisitos de tolerancia y acabado superficial | Intensidad de inspección, control de procesos, riesgo de rechazo | Las geometrías y los acabados superficiales más ajustados suelen requerir más pasadas controladas y más mediciones. |
| Volumen | Amortización de la instalación, justificación de la automatización | Un volumen elevado puede justificar rutas sin centros, automatización y calibrado en proceso |
| Configuración y estrategia de datos | Tiempo de fijación y repetibilidad | La mala elección de los puntos de referencia obliga a repetir el trabajo y a añadir pasos de inspección |
Si está comparando presupuestos, es útil separar el “tiempo en la rectificadora” del tiempo oculto: fijación, aderezo, inspección y asignaciones por riesgo de reelaboración.
Consideraciones típicas sobre el plazo de entrega de los trabajos de rectificado
El plazo de entrega del rectificado CNC depende de factores como los tiempos de espera, la complejidad de la configuración y las inspecciones necesarias. El proceso de planificación suele comenzar con la recepción de la petición de oferta, seguida de una revisión del diseño para fabricación (DFM) para verificar los puntos de referencia, la tolerancia de existencias y los métodos de inspección. A continuación viene la planificación de la configuración, que incluye la selección del portapiezas, la elección de la muela abrasiva adecuada y la definición del plan de reavivado. A continuación se realizan las operaciones de rectificado, que pueden implicar varias configuraciones en función de la geometría de la pieza. Tras el rectificado, la pieza se somete a inspección para comprobar el tamaño, la forma y el acabado superficial según lo especificado y, por último, se envía o se libera para la siguiente fase del proceso.
En la práctica, los mayores retrasos suelen deberse a la falta de datos en el RFQ (puntos de referencia poco claros, falta de estado del material, indicaciones de acabado poco claras) más que a la propia pasada de rectificado.
¿Cuánto cuestan los servicios de rectificado CNC?
El coste depende principalmente del estado del material, del número de configuraciones necesarias y de lo estrictos que sean los requisitos de tolerancia y acabado superficial. El volumen también influye, ya que el esfuerzo de preparación e inspección puede repartirse entre más piezas en producción. Si desea una estimación útil, la mayoría de los talleres necesitarán el plano con GD&T, el estado del material y el tratamiento térmico, y las expectativas de inspección. Los servicios de rectificado CNC para cumplir estos requisitos específicos pueden variar, pero proporcionar esta información detallada ayuda a garantizar que el presupuesto refleje el trabajo real necesario para entregar piezas precisas y de alta calidad.
Estrategia de escalado: desde la validación de prototipos hasta la producción de grandes volúmenes, incluidas las opciones de automatización.
Escalar el rectificado del prototipo a la producción no consiste tanto en “hacer más piezas” como en “hacer la misma pieza de la misma manera”. Un patrón común es:
- Fase de prototipo: confirmar que el esquema de referencia funciona, que la reserva de existencias es suficiente tras el tratamiento térmico y que los métodos de inspección pueden verificar realmente los requisitos.
- Fase piloto: estabilizar la elección de la muela, la frecuencia de reavivado y el plan de medición. Aquí es donde suelen aparecer problemas ocultos, como daños por manipulación o un requisito de acabado difícil de medir en una característica interna.
- Fase de producción: considere la automatización de la manipulación y el calibrado durante el proceso cuando reduzca la variación o el riesgo de personal, como se describe en los informes sobre tendencias del sector.
Si espera que un programa se amplíe, merece la pena diseñar la pieza y el plan de inspección de modo que el método de rectificado no tenga que cambiar a mitad de camino. Los cambios de proceso durante el escalado son una fuente habitual de retrasos en la cualificación.
Cómo elegir un proveedor de servicios de rectificado CNC
La elección de un proveedor de rectificado no tiene tanto que ver con una afirmación genérica de “precisión” como con la adecuación entre los requisitos de su pieza y los procesos controlados, la metrología y la documentación del taller.
Lista de control de capacidades: tipos de procesos, equipos, automatización, metrología, documentación (ficha de puntuación descargable)
A continuación se presenta una lista de comprobación de tipo tarjeta de puntuación que puede copiar en una petición de oferta o revisión de proveedores. Está pensada para facilitar la comparación técnica.
| Categoría | Qué verificar | Notas de captura |
|---|---|---|
| Tipos de procesos | Servicios de rectificado de superficies, rectificado cilíndrico (OD/ID), sin centros, métodos especiales si es necesario. | Adaptación a sus superficies críticas y expectativas de volumen |
| Sujeción de piezas y enfoque del punto de referencia | Capacidad para fijar sin distorsión; experiencia con su clase de geometría | Pregunte cómo se establecerán y protegerán los puntos de referencia a lo largo de la ruta. |
| Rectificadoras CNC y mantenimiento | La capacidad de la máquina depende de su estado y mantenimiento | La disciplina de calibración y mantenimiento es importante para la repetibilidad |
| Metrología | Acceso al perfilómetro, enfoque de la medición de formas, capacidad de la MMC | Verifique que pueden medir las llamadas por las que aceptará piezas |
| Control durante el proceso | Medición o control en proceso cuando esté justificado | Útil para dimensiones sensibles a la deriva en la producción |
| Documentación | Registros de inspección, gestión de la trazabilidad de los materiales, nivel de documentación de los procesos | Adaptación a su sector y a sus necesidades de cumplimiento |
| Opciones de automatización | Automatización de la manipulación para la estabilidad del volumen | Especialmente relevante cuando la disponibilidad de mano de obra afecta al riesgo de calendario |
Esta lista de comprobación no trata de encontrar un taller “perfecto”. Se trata de evitar un desajuste en el que el proveedor pueda rectificar la superficie, pero no pueda demostrar que cumple la especificación de un modo que su sistema de calidad acepte.
Sistemas de calidad y certificaciones a solicitar (tabla: certificación → relevancia)
Las necesidades de certificación varían según el sector. La tabla siguiente relaciona los sistemas más comunes con las razones por las que los compradores los solicitan. Los requisitos deben estar impulsados por su cliente y el entorno normativo, no por la costumbre.
| Certificación / programa | Por qué puede ser importante para los servicios de rectificado |
|---|---|
| ISO 9001 | Sistema básico de gestión de la calidad; apoya la documentación coherente y las medidas correctoras. |
| AS9100 (SGC aeroespacial) | Común para las cadenas de suministro aeroespaciales; refuerza la trazabilidad y los controles de riesgo. |
| NADCAP (procesos especiales) | A menudo se utiliza en el sector aeroespacial para procesos especiales controlados; la aplicabilidad depende de la pieza y de los requisitos del cliente. |
| Alineación ITAR (controles de exportación) | Puede ser necesario si los datos técnicos o las piezas están sujetos a normas de control de las exportaciones. |
| Expectativas del sistema de calidad médica (mercados regulados) | Los suministros médicos suelen requerir un control documentado de los procesos y una trazabilidad acorde con las expectativas normativas. |
Un comprador no necesita todas las certificaciones para todas las piezas. La clave está en adaptar la carga de cumplimiento al uso final de la pieza y a lo que exige el contrato con el cliente.
¿Qué debo buscar en un taller de rectificado de precisión?
Busque un taller cuyos métodos de rectificado se ajusten a la geometría de su pieza (superficial, cilíndrico OD/ID, sin centros) y que pueda medir sus requisitos con la metrología adecuada. Confirme que entienden su esquema de puntos de referencia y que pueden describir cómo controlarán las quemaduras, la distorsión y la desviación del tamaño. Si su sector lo exige, verifique la alineación del sistema de calidad y la profundidad de la documentación antes de cerrar la ruta del proceso.
Elementos esenciales del paquete de petición de oferta para agilizar los presupuestos y reducir las repeticiones (lista de comprobación: planos, CAD, plan de inspección, certificados de materiales).
Un RFQ moliente va más rápido cuando las entradas eliminan la ambigüedad. Utilice esta lista de comprobación para reducir las idas y venidas.
| Entrada RFQ | Qué incluir | Por qué acelera las citas |
|---|---|---|
| Dibujos | PDF controlado con GD&T y anotaciones de acabado superficial | Define la aceptación; evita suposiciones sobre “moler donde haga falta” |
| CAD | Fichero nativo o neutro para el contexto | Ayuda a planificar la fijación y el acceso |
| Material y estado | Aleación, estado de tratamiento térmico, indicaciones de dureza si procede | Controles de triturabilidad, elección de muelas y riesgo de quemaduras |
| Intención de asignación de acciones | Identificar las superficies que se van a triturar y las existencias disponibles | Evita sorpresas de “no hay limpieza posible |
| Plan de inspección | Qué medirá y cómo lo aceptará | Alinea el método de metrología y las necesidades de información |
| Expectativas de cert. de material | Necesidades de trazabilidad y cert package | Evita retrasos por falta de documentación |
Perspectivas del mercado y opciones de abastecimiento (a la carta o local)
Las perspectivas del mercado son importantes para los compradores porque influyen en la capacidad, la presión sobre los precios y la estabilidad de los proveedores. Los datos facilitados incluyen datos generales del mercado de CNC y proyecciones más específicas relacionadas con la molienda, con la incertidumbre indicada debido a las diferencias de alcance.
Impulsores del crecimiento del mercado e incertidumbre en las proyecciones (gráfico: intervalos de TCAC por ámbito de aplicación)
El estudio señala como motores de crecimiento constantes la demanda de componentes de alta precisión en los sectores de automoción, aeroespacial y médico, así como el aumento de la automatización y la personalización. También señala la incertidumbre que genera el hecho de que distintos informes utilicen ámbitos diferentes (servicios de rectificado frente a mecanizado CNC más amplio).
Para reflejar esta incertidumbre, es más seguro hablar del crecimiento como un intervalo que como una cifra única. Los datos citan tasas de crecimiento anual constante que van desde los dígitos medios (proyecciones de servicios de rectificado) hasta tasas más elevadas para los mercados más amplios de máquinas CNC, con una cifra aparte que indica que el mercado mundial de mecanizado CNC alcanzará unos 100.000 millones de USD en 2025.
La tasa de crecimiento anual compuesto (TCAC) prevista varía en función del ámbito del informe. En el caso concreto de los servicios de rectificado, la TCAC se sitúa en torno a 51 TTP3, mientras que para el mercado más amplio del mecanizado CNC oscila entre más de 7,51 TTP3 y aproximadamente 9,91 TTP3. Es importante señalar que estos rangos son conceptuales, ya que los distintos informes pueden utilizar definiciones diferentes y abarcar periodos de tiempo distintos.
Para las decisiones de contratación, la implicación práctica no es la CAGR exacta. Es que se espera que la presión de la demanda y la inversión en automatización continúen, mientras que la escasez de mano de obra cualificada y los altos costes de capital siguen siendo limitaciones.
Dinámica regional: Demanda de precisión en Norteamérica + aumento de la automatización en Asia-Pacífico
El estudio señala que Norteamérica lidera el crecimiento regional vinculado a las necesidades de mecanizado de precisión en los sectores de automoción y aeroespacial, y al aumento de la automatización en Asia-Pacífico. Una única fuente de datos en las entradas también cita el mercado de rectificadoras de América del Norte superando los 1.330 millones de dólares en 2024 con un crecimiento proyectado en la próxima década, pero se señala como no totalmente verificado para el ámbito más amplio de los servicios de rectificado.
Para los compradores, la dinámica regional se manifiesta en diferentes perfiles de riesgo:
- En regiones con una fuerte demanda de trabajos de precisión en el sector aeroespacial y automovilístico, los plazos de entrega pueden ser sensibles a los ciclos de capacidad.
- En regiones con un rápido desarrollo de la automatización, la capacidad puede aumentar rápidamente, pero la cualificación de los proveedores y la alineación de la documentación pueden requerir una revisión más detallada, en función de sus necesidades de cumplimiento.
Plataformas CNC a la carta frente al aprovisionamiento directo en tienda (estudio de caso 4) (tabla: pros/contras, compensaciones de riesgos)
Fuentes del sector describen a las PYME que utilizan plataformas CNC a la carta para acceder a la capacidad sin tener que poseer equipos. Este modelo también puede aplicarse a la contratación de servicios de rectificado, aunque la viabilidad depende de cómo la plataforma cualifique a los proveedores y gestione la inspección y la trazabilidad.
| Ruta de aprovisionamiento | Pros | Contras / riesgos a gestionar |
|---|---|---|
| Modelo de plataforma a la carta | Acceso flexible a la capacidad; puede reducir los gastos generales por demanda variable | Menos control directo de los detalles del proceso a menos que la documentación sea sólida; la asignación del proveedor puede cambiar; confirmar la metrología y el ajuste de la conformidad. |
| Compras directas a las tiendas | Debate directo sobre el proceso; una relación estable con el proveedor puede favorecer el control a largo plazo | Más esfuerzo para identificar y cualificar a los proveedores; las limitaciones de capacidad pueden ser más difíciles de amortiguar. |
La elección correcta depende de si su principal riesgo es la variabilidad de la capacidad (las plataformas pueden ayudar) o la continuidad de la validación del proceso (las relaciones directas suelen ayudar).
Tendencia a la consolidación/fusiones y adquisiciones y lo que significa para las capacidades y la continuidad de los compradores
Las aportaciones observan un aumento de la actividad de fusiones y adquisiciones a medida que las empresas se consolidan para ampliar sus capacidades en servicios de rectificado de precisión. La consolidación puede ayudar a los compradores si crea un único proveedor con una cobertura de procesos más amplia y sistemas de calidad más sólidos. También puede añadir riesgo de continuidad si los cambios de propiedad provocan cambios en la dotación de personal, los equipos o las prácticas de calidad.
Una solución práctica es tratar la continuidad del proveedor como parte de la viabilidad: confirmar cómo se controla la documentación del proceso, cómo se mantiene el equipo y cómo se conservan los registros de inspección en caso de cambios organizativos.
A nivel de decisión, los servicios de rectificado CNC tienen sentido cuando la función de la pieza está impulsada por un control geométrico estricto, ajustes estables y requisitos de acabado superficial, especialmente después del tratamiento térmico. La viabilidad depende menos de la palabra “rectificar” en el plano y más de si la estrategia de referencia, la tolerancia de existencias y el método de inspección se ajustan al proceso de rectificado elegido. Si estos datos están claros, el rectificado puede ser un paso de acabado predecible. Si no están claros, el rectificado se convierte en un bucle de prueba y error en el que aumentan el coste, el plazo de entrega y el riesgo de aceptación.
Preguntas frecuentes
El rectificado CNC es un proceso de mecanizado que utiliza una herramienta abrasiva giratoria para eliminar cuidadosamente pequeñas cantidades de material de una pieza de trabajo. A menudo se utiliza como proceso de acabado para piezas que requieren dimensiones extremadamente precisas, acabados superficiales ajustados o ajustes estables, especialmente después del tratamiento térmico. El rectificado de precisión puede utilizarse para rectificar asientos de cojinetes, orificios de precisión, cigüeñales o caras planas de referencia en las que la geometría afecta directamente a la funcionalidad. Más allá del tamaño, el rectificado permite que la superficie alcance una suavidad uniforme, a veces de hasta 0,0002 pulgadas, que no puede lograrse de forma fiable sólo con fresado o torneado. También se utiliza para preparar piezas para otros procesos de acabado o para corregir ligeras distorsiones causadas por procesos térmicos o de mecanizado previos. Dado que la pieza permanece inmóvil durante el rectificado, el proceso puede ofrecer tolerancias precisas repetidamente, lo que lo convierte en una opción rentable y fiable para aplicaciones en las que la calidad y la funcionalidad son fundamentales.
Aunque tanto el fresado como el rectificado eliminan material, son adecuados para fines diferentes. El fresado elimina grandes cantidades de material utilizando una herramienta de corte y suele ser más adecuado para dar forma a elementos complejos o desbastar formas rápidamente. El rectificado, por su parte, es un proceso de acabado que utiliza una herramienta abrasiva de rectificado, una muela giratoria o lijadoras de banda y angulares para refinar cuidadosamente la superficie y conseguir tolerancias ajustadas. El rectificado de precisión puede utilizarse para obtener superficies que cumplan especificaciones exactas, como planitud fina, redondez y acabados lisos que el fresado por sí solo no puede ofrecer de forma fiable. El rectificado abrasivo también puede reducir las tensiones residuales y las irregularidades de la superficie, proporcionando un ajuste y funcionamiento precisos para piezas que requieren una geometría exacta. En resumen, el fresado da forma a la pieza, mientras que el rectificado la afina hasta conseguir las dimensiones funcionales y la calidad superficial finales.
El rectificado CNC se utiliza a menudo para obtener tolerancias muy ajustadas, desde 0,0002 pulgadas hasta 0,00025 pulgadas, en función de la geometría de la pieza, el método de rectificado y la metrología aplicada. El proceso permite que las piezas alcancen precisión tanto en tamaño como en acabado superficial, lo que resulta esencial para piezas que requieren una alta repetibilidad, como ejes, muñones de cojinetes o superficies de sellado. Dado que el rectificado de precisión es un proceso de acabado, las tolerancias alcanzables dependen de la combinación de selección de muelas, velocidades de avance, refrigeración y fijación de la pieza. Algunos servicios de rectificado también utilizan servicios de pulido o bruñido manual para refinar aún más las superficies, garantizando el mejor rendimiento posible. Aunque existen varias alternativas al rectificado de precisión, como el lapeado o el acabado manual, el rectificado CNC suele ser el método más rentable para obtener resultados precisos de forma constante en aplicaciones en las que las tolerancias estrechas son importantes.
A menudo se opta por el rectificado después del fresado cuando las superficies fresadas no pueden cumplir las tolerancias o acabados superficiales requeridos, sobre todo en el caso de piezas que requieren gran precisión o estabilidad después del tratamiento térmico. Si el fresado deja ligeras marcas de herramienta, pequeñas distorsiones o rugosidades superficiales que pueden afectar a la funcionalidad, puede recurrirse al rectificado de precisión para afinar la pieza según las especificaciones exactas. También es necesario cuando la planitud, la redondez, la excentricidad o el rendimiento de estanquidad son críticos, ya que el rectificado permite que la pieza alcance tolerancias estrechas y una geometría uniforme. En muchos casos, el rectificado sirve como paso de acabado para preparar las piezas para otros procesos de acabado, como el pulido o el bruñido. En el caso de piezas con requisitos funcionales estrictos, el fresado por sí solo puede no ser suficiente; puede ser necesario el rectificado abrasivo para garantizar que las dimensiones finales, la calidad de la superficie y el ajuste se ajustan plenamente a la intención del diseño.
Los servicios de rectificado CNC pueden trabajar con una amplia gama de materiales, incluidos aceros endurecidos, aceros para herramientas, aceros inoxidables, carburos, cerámicas y algunas aleaciones comunes. La clave está en adaptar la herramienta de rectificado, la estrategia de avance y el sistema de refrigeración a la dureza y sensibilidad térmica del material. El rectificado de precisión puede utilizarse en piezas que de otro modo serían difíciles de mecanizar, especialmente después del tratamiento térmico, cuando los metales se vuelven duros y resistentes. El rectificado abrasivo también puede combinarse con el acabado manual mediante lijadoras de banda o servicios de pulido para lograr una integridad óptima de la superficie. Aunque existen varias alternativas al rectificado de precisión, este proceso se utiliza a menudo para preparar piezas para otros procesos de acabado o para ofrecer tolerancias precisas en aplicaciones de automoción, aeroespaciales, médicas y de equipos industriales. En resumen, el rectificado CNC permite obtener resultados uniformes y fiables en materiales que exigen especificaciones exactas y un rendimiento funcional ajustado.
Referencias
https://www.asme.org/codes-standards/find-codes-standards/y14-5-dimensioning-tolerancing
https://www.acquisition.gov/dfars
https://www.ecfr.gov/current/title-22/chapter-I/subchapter-M
https://www.ecfr.gov/current/title-21/chapter-I/subchapter-H/part-820



