本書はアルミニウム鋳造の入門書であり、基本的な定義やアルミニウム展伸材との主な違いから、合金の選択、鋳造工程、加工上の注意点、実際の用途に至るまで、アルミ鋳物およびアルミ金属鋳造について知っておくべきことをすべて網羅しています。アルミニウム鋳造部品を効果的に評価、仕様化し、生産に導入するための実践的な工学的洞察を提供します。.
アルミ鋳物とは何か、なぜ重要なのか
鋳造アルミニウムを理解するには、その基本的な定義と鍛造アルミニウムとの違いを明確にすることから始めます。これらの違いは、設計の選択、加工戦略、産業用途における使用中の性能を直接形作ります。.
アルミニウム鋳造とは何ですか?鍛造アルミニウムとの違いは何ですか?
製造業において、アルミ鋳造とは通常、溶かしたアルミニウムを型に流し込んだり、注入したりして、目的の形状に凝固させることを意味します。これは、圧延、押し出し、鍛造、または引抜きによって固体状態で成形される鍛造アルミニウムとは異なります。.
鋳造と展伸加工では、内部構造、設計限界、仕上げの必要性が異なるため、この違いが重要になります。鋳造は非常に汎用性の高い加工法であるため、アルミニウム鋳造品では、板材、棒材、押出材からの加工が困難であったり、コストがかかったりするような形状を作ることができます。内部空洞、リブ、ボス、ニアネットジオメトリーは、多くの場合、鋳物で形成する方が簡単です。一方、展伸材は通常、より制御された方向性のある構造を持ち、高い延性、予測可能な疲労挙動、非常に厳しい寸法制御が必要な場合に役立ちます。.
簡単に言うと、形状の複雑さや部品の連結が重要な場合、アルミニウム鋳造品が選ばれることが多いのです。アルミニウム展伸材は、部品が機械加工で十分に単純な場合や、展伸材の機械的特性プロファイルがより適している場合に選択されることがよくあります。.
よくある混乱の原因は合金の命名である。6061のようないくつかの馴染みのある展伸合金は、機械加工や溶接構造用に広く使用されていますが、鋳造におけるアルミニウム合金について議論する際には、一般的に標準的な答えとして扱われることはありません。実際には、鋳物は一般的な展伸材種ではなく、鋳造加工用に開発された合金で指定されるのが普通です。.
アルミ鋳造とアルミの違い:その違いが設計、加工、寿命に影響する場合
鋳造アルミとアルミという表現は単純に聞こえますが、工学的には同じ母材である鋳物と鍛造の比較です。この違いは、形状自由度、欠陥リスク、後加工の挙動という3つの主な点で設計に影響します。.
設計の観点からは、鋳造形状はより自由な形状を可能にします。リブ、ポケット、取り付け機能に溶け込んだ薄い壁は、多くの場合、1つの部品に統合できます。これにより、組立数を減らすことができます。しかし、この自由度には工程の限界が伴います。壁の遷移、孤立した重い部分、貧弱な送り経路は、収縮や気孔のリスクを増加させる可能性があります。そのため、形状は機能だけでなく、凝固のために設計されなければなりません。.
機械加工の観点からは、鋳造品は在庫の削除を節約できるが、機械加工の挙動は鍛造板や棒鋼よりも均一ではない。様々な微細構造、表皮硬度の違い、隠れた気孔は、穴あけ、タッピング、ねじ品質、最終的な表面状態に影響を与える可能性があります。これが、重要なデータムやシーリング面が、しばしば二次加工にまわされる理由のひとつである。.
耐用年数の観点から見ると、合金、鋳造ルート、品質管理が用途に適合していれば、鋳造部品は非常に優れた性能を発揮します。しかし、鋳物では欠陥がより重要になります。なぜなら、欠陥は亀裂の起点、漏れの経路、または弱点として機能する可能性があるからです。重要な点は、「アルミニウム」という材料表示だけでは不十分だということです。製品形態と工程ルートは、技術的決定の一部である。.
技術的決定に影響を与えるアルミニウム鋳物の特性
最も重要なアルミニウム鋳物の特性は、基本的な材料値だけではありません。選択のために、エンジニアは通常、連動した一連の挙動に注目します。.
アルミニウムの低密度と耐食性は、鋳物選択の主な原動力の2つです。ハウジング、カバー、ブラケット、ポンプ本体、輸送部品などの軽量化をサポートします。多様な鋳造オプションの中でも、鋳造性はアルミニウムのもう一つの大きな利点です。アルミニウムは複雑な鋳型に充填でき、いくつかの鋳造法でニアネットシェイプに対応できます。.
腐食性能は、合金、環境、表面状態、他 の金属との接触に左右される。塩化物、ガルバニック・カップリング、コーティングの損傷、閉じ込められた水分、刺激的なpH条件は、使用結果を大きく変える可能性があるため、腐食適性は実際の組み立てや暴露に対して検討する必要があります。アルミニウム鋳物を、あらゆる工業条件下で一様な耐食性を持つものとして扱わないでください。.
同時に、工学的な決定は限界を考慮しなければならない。アルミニウム鋳物には、気孔、介在物、または局所的な構造のばらつきが含まれることがあります。表面状態は金型の種類や工程管理に大きく依存します。修理の選択肢は、欠陥の種類、合金化学、およびサービス要件によって制限される場合があります。アルミニウムの機械的性能も、鋳造工程が厳密に制御されていない場合、展伸材よりも変化する可能性があります。.
そのため、買い手がアルミニウム鋳造品が良質かどうかを尋ねる場合、現実的な答えは、品質は「鋳造」という言葉よりも、合金の選択、工程、部品設計、検査規律に左右されるということです。.
表:鋳造における一般的なアルミニウム合金とその典型的な決定要因
| 合金ファミリー/呼称スタイル | 典型的な使用理由 | 確認すべき主な決定要因 | 共通の注意事項 |
|---|---|---|---|
| シリコン含有鋳造アルミニウム合金 | 鋳造性に優れ、複雑な形状にもよく使われる | 流動性、収縮挙動、機械加工性、気密性の必要性 | 気孔率感度、溶接限界、断面サイズによる特性変化 |
| アルミニウム・マグネシウム鋳造合金 | 腐食に関連する用途および一部の海洋または屋外での使用 | 腐食暴露、溶接性の必要性、仕上げルート | 鋳造の難易度は、より易流動性の合金よりも高いかもしれない。 |
| アルミニウム-銅鋳造合金 | より高い強度が求められる用途 | 強度目標、熱処理ルート、使用環境 | 腐食の挙動は、より綿密な見直しが必要かもしれない |
| 熱処理可能な鋳造合金 | キャスティング後のプロパティのアップグレードが必要な場合 | 熱処理管理、歪みリスク、最終加工計画 | 熱処理後の工程時間と寸法変化の増加 |
| 汎用鋳造合金 | ハウジング、カバー、機器部品に幅広く使用可能 | 可用性、コストバランス、プロセス適合性、ファウンドリーの経験 | 検証なしでは、要求の厳しい構造物や圧力保持の義務には適合しない場合がある。 |
鋳造合金の呼称は、6061のような展伸材種と混同することなく、鋳造仕様と結びつけられるべきである。Al-Si合金のような鋳造合金は、流動 性、供給挙動、熱処理応答、機械加工挙動な どを考慮して選択されるため、バイヤーは 実際の鋳造合金の呼称と条件を尋ねるべ きである。図面、見積書、検査記録で異なる命名シス テムが使用されている場合は、承認前にそれらを 1つの管理された材料呼称に対応させるようサプ ライヤーに要求すること。.

アルミ鋳物の製造は可能ですか?
プロセスの選択、合金の挙動、二次加工、設計スクリーニングに移る前に、アルミニウム鋳造プロジェクトに適合する部品かどうかを判断するために、各要素がどのように相互作用するかを理解することが重要です。.
形状、体積、品質目標に適したアルミ鋳造法を選ぶには
さまざまな鋳造法におけるプロセスの選択は、形状の複雑さ、生産段階、機械加工の負担、欠陥に対する敏感さに基づいて行われる必要があります。砂型鋳造は通常、より大きな部品や設計変更に寛容であり、インベストメント鋳造、永久鋳型、ダイカストなどのプロセスは、再現性、より微細なディテール、またはより高い生産効率が、より厳格なプロセス制御とツーリングコミットメントを正当化する場合に選択されます。部品の保圧性、耐疲労性、広範な熱処理が必要な場合は、形状の決定だけでなく、工程の選択をリスクの決定として扱う。.
砂型鋳造は通常、部品がより大きいか、体積が小さいか、開発中にまだ変化している場合に検討される。金型製作は、永久的な金型製作ルートよりも要求が少なく、複雑なキャビティも中子で形成できます。トレードオフとして、表面仕上げと寸法の一貫性は、通常、より硬い金型工法よりも洗練されていません。.
インベストメント鋳造は、より微細な形状の定義が重要な、より小さく、より詳細な形状のアルミニウム部品を精密に製造するためによく考慮されます。設計に複雑な通路や細かい外形がある場合、インベストメント鋳造は後の機械加工を減らすことができます。しかし、このプロセスルートは、コストや取り扱いの複雑さに対してより敏感である可能性があります。.
金型鋳造は、低コストの消耗金型と高速ダイカストの中間に位置する。最高の金型投資に移行することなく、再現性、より良い表面状態、適度な生産量が必要な場合に有用なことが多い。.
ダイカスト鋳造は特殊な鋳造設備に依存し、特に非鉄合金の場合、高い生産速度と薄肉能力のために選択されるのが普通である。ダイカスト鋳造は、優れた再現性と微細な外形形状を生み出すことができる。しかし、トラップガス、金型設計の限界、合金の制約が溶接、熱処理、圧力性能に影響することがあります。.
実現可能な工程とは、単にその形状を一度だけ作ることができる工程ではない。それは、許容可能な欠陥リスクと実用的な検査計画をもって、それを繰り返し作ることができるものである。.
さまざまなアルミニウム合金と、アルミニウム合金の選択が鋳造性能に及ぼす影響
合金の化学的性質は、溶融挙動、流動性、送給性、熱間引裂き傾向、腐食挙動、機械加工性、および溶接反応に影響するため、様々なアルミニウム合金およびアルミニウム合金の使用が鋳造性能に及ぼす影響は重要である。.
熱処理によって変わるのは強度だけではありません。熱処理は、歪みリスク、残留応力、機械加工後の寸法安定性、硬度と機械加工性のバランスも変化させるため、必要な条件は使用荷重と仕上げ計画の両方に適合していなければなりません。熱処理後に重要なフィーチャーを機械加工する場合は、図面とルーティングでその順序を明確に定義する必要があります。.
鋳造プロセスは部品の機能に合わせて調整されるため、合金の選択はサービス要件と密接に関連付ける必要があります。例えば、寸法安定性と機械加工可能なシール面を必要とするハウジングは、装飾カバー、流体ボディ、または構造支持体と同じ合金の論理を使用しないかもしれません。鋳造後の溶接、含浸、陽極酸化、熱処理、または大規模な機械加工が計画されている場合、合金の決定は、最初からそれらのステップを念頭に置いて行われるべきです。.
これもまた、「最高のアルミニウム」についての混乱が間違いを引き起こす原因となっている。普遍的な最良の合金はありません。適切なアルミニウム合金を選択することは、鋳造性、使用条件、二次加工を最小の工程リスクでバランスさせる実際的な選択です。.
鋳造や修理後にアルミ鋳物を溶接することは可能ですか?
多くのバイヤーが、補修溶接はいつでも可能であると思い込んでいるため、鋳造アルミの溶接は可能かというのは、製造上の妥当な質問である。実際には、実現可能性は合金の種類、欠陥の種類、位置、汚染レベル、および使用義務によって異なります。.
アルミニウム鋳物は、修理や改造のために溶接できる場合があるが、すべての鋳物が良い溶接候補とは限らない。溶接部近傍に気孔があると、溶接中にガスが 放出され、融着不良や新たな空隙が生じる可能 性がある。また、油分、酸化物、埋没した汚染物も補修を困難にする。鋳造合金の中には、他の合金よりも溶接しやすいも のがある。使用歴のある鋳物は、吸収された汚染物や欠陥 周辺の亀裂成長により、溶接がさらに困難にな る場合がある。.
設計上の問題は、冶金学と同様に重要である。補修部位に大きな応力がかかる場合、圧力に耐えられな い場合、または疲労寿命のために必要な場合、溶接は、健全 な元の鋳物と同じ信頼レベルを回復しない可能性がある。低応力の化粧品または非重要部位の場合は、管理された手順で修理が許容される場合がある。クリティカルなサービスについては、買主は 溶接補修の可否、検査方法、合金と工程ル ートの対応などを確認する必要がある。.
ですから、答えは単純にイエスかノーかではありません。鋳物の溶接はしばしば可能ですが、機能と品質を維持する方法として、常に実現可能というわけではありません。.
チェックリスト肉厚、アンダーカット、コア、後加工のフィージビリティ・スクリーニング
見積もりや金型の検討に入る前に、バイヤーは基本的な鋳造の適合性について設計を審査する必要がある:
| フィージビリティー・エリア | 何を見直すべきか | なぜそれが重要なのか |
|---|---|---|
| 肉厚分布 | 急に重くなったり薄くなったりすることは避ける | 収縮とホットスポットのリスクを低減 |
| アンダーカット | スプリット・ツーリング、スライド、コアが必要かどうかを確認する。 | 金型製作が複雑になり、欠陥が発生しやすくなる |
| コア使用 | 内部通路とコア・サポートの見直し | 寸法リスク、洗浄、歩留まりに影響 |
| ドラフトとリリース | ジオメトリが金型またはダイから離脱できることを確認する。 | 損傷を防止し、工具の摩耗を低減 |
| 加工ストック | 重要な面に十分な材料を残す | 鋳造肌を取り除き、ばらつきを修正する |
| ねじ切り機能 | ねじ山が鋳造か機械加工かを決める | 機械加工されたネジ山は、より信頼できることが多い。 |
| シール面 | 二次加工と平面度管理を計画する | 鋳造したままの表面では不十分なことが多い |
| 熱処理と仕上げ | 歪み、マスキング、表面処理の必要性をチェックする | これらのステップによって、許容範囲とコストが変わる可能性がある。 |
アルミニウム鋳造ガイド:鋳造プロセスの仕組み
このセクションでは、アルミニウム鋳造のワークフローをすべて分解し、最初の溶解から最終的な機械加工までの主要な工程を概説します。また、一般的な鋳造方法を比較し、完成鋳造部品の表面品質を形成する要因について検討します。.
工程図:溶融物の準備から鋳型への充填、凝固、仕上げまで
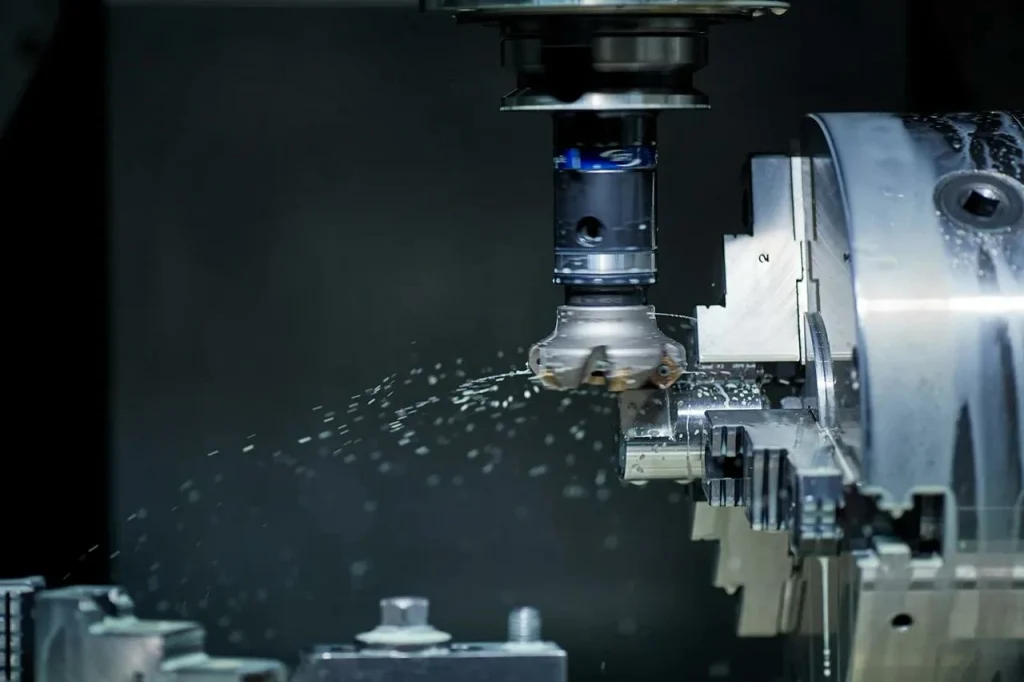
アルミニウム鋳造の基本的なガイドは、金属鋳造プロセスと溶融物の準備から始まります。金属は溶解され、必要な化学的性質に調整され、汚染と溶解品質を管理するために処理されます。その後、溶湯は砂型、永久鋳型、インベストメントシェル、ダイなどの鋳型システムに移されます。.
鋳型の充填段階は、流速、乱流、温度、ベントが酸化物の形成、ガスのピックアップ、ミスランに影響するため、非常に重要である。充填後、制御された冷却と供給が鋳造を導き、均一な凝固を確保します。この段階では、供給経路、断面の厚さ、局所的な冷却速度が、部品が健全な金属を形成するか、引け巣、熱間引裂き、内部空隙を発生させるかを決定する。.
凝固後、鋳物は鋳型から取り出され、仕上げ工程に入ります。これには、ゲート除去、ショットブラストまたは洗浄、熱処理、検査、機械加工などが含まれます。多くの工業部品では、主要な表面や特徴が最終サイズに機械加工されるまで、鋳物は最終製品ではありません。.
簡単なプロセス図を言葉で表すとこうなる:
メルトの準備 → モールドの準備 → モールドの充填 → 凝固と供給 → シェイクアウトまたは排出 → ゲートとライザーの取り外し → 洗浄 → 検査 → 必要な場合は熱処理 → 機械加工 → 必要な場合は表面仕上げ
この順序は、初期に決定した設計が後に影響を及ぼす理由を説明するのに役立つ。充填がうまくいく形状でも、凝固がうまくいかないことがある。健全な鋳物でも、予想以上の機械加工が必要になることがあります。注湯のステップだけでなく、全ルートを評価する必要があります。.
アルミニウムの砂型鋳造とインベストメント鋳造の比較
アルミニウムの砂型鋳造とインベストメント鋳造の比較は、通常、形状の詳細、表面状態、容積、金型戦略に帰着する。.
砂型鋳造や金型鋳造の技術は、大きな形状やデザインの変更に寛容である。中子は、非常に高価な永久金型なしで内部空間を作ることができます。このため、砂型鋳造は産業機器部品、機械ベース、ポンプ本体、試作品などに魅力的です。しかし、鋳造されたままの表面は通常粗く、寸法のばらつきは一般的にインベストメント鋳造よりも大きい。.
インベストメント鋳造は、形状の精密さや表面の細かさによって二次的な機械加工を減らすことができる、より小さい部品やより複雑な部品に適しています。このプロセスは、砂型では厄介な複雑な形状に有用である。一方、非常に大きな鋳物や、形状が頻繁に変化する可能性のある部品には、通常あまり魅力的ではありません。.
適切なアルミ鋳造技術を選択することは、抽象的にどの工程が「より良い」かということではほとんどありません。必要な形状と品質レベルを、管理可能なコストとスクラップ・リスクで実現できるのはどのプロセスかということです。.
永久鋳型鋳造がダイカストより優れている場合
永久鋳型鋳造がダイカスト鋳造より優れている場合は、金型投資、部品性能、工程限界のバランスによる。.
永久鋳型鋳造は、目標体積が中程度で、通常砂型鋳造が提供できるよりも優れた再現性が必要な場合に好まれることが多い。また、一部のダイカスト鋳造条件に関連するガス巻き込みの懸念が少なく、重力充填プロセスを買い手が望む場合にも魅力的です。鋳造後の熱処理や特定の特性目標が重要な場合、合金や部品の設計によっては永久鋳型ルートが有利になることがあります。.
特定の鋳造設備を使用するダイカスト鋳造は、多くの場合、薄肉、高速生産、大量生産で再現性の高い外形細部に強い。しかし、設計の断面が厚かったり、異なる合金セットが必要だったり、閉じ込められたガスや内部の空隙に敏感な下流工程が必要だったりする場合は、永久鋳型の方が優れたエンジニアリング・ルートとなる場合があります。.
重要な点は、生産能力が高ければ総リスクが低いとは限らないということである。工程は、形状とサービス要件の両方に適合していなければならない。.
アルミニウム鋳造部品の表面仕上げに影響する要因
から参照した業界ガイドラインと材料規格によると、以下の通りである。 ASTM, 国際標準化機構そして ASMインターナショナル, アルミニウム鋳造部品の表面仕上げに影響するいくつかの要因は、買い手が鋳物が “十分に滑らか ”に仕上がると仮定する前にチェックする必要があります。”
金型のタイプは最大の要因のひとつです。硬質金型は通常、ルースサンドシステムよりも制御された表面を与える。合金の流動性も重要です。充填が不十分だと、粗さ、ラップ、コールドシャットが残ることがあるからです。金型コーティング、離型剤、ゲーティング設計、注湯条件、断面厚さなどはすべて役割を果たします。.
部品の形状も結果を変えます。深いポケット、微細なリブ、入りにくい領域は、鋳物の他の部分が良好に見えても、局所的な仕上げのばらつきを生じることがあります。鋳造後の表面洗浄方法は、外観を変えることはできますが、根本的な原因となる欠陥を除去できない場合があります。このことは、鋳造部品の表面仕上げを検討する際に重要です。仕上げ加工は、塗膜の密着性、密閉性、接触挙動を改善することはできるが、根本的な気孔や形状欠陥を常に修正することはできない。.
エンジニアリング用途の場合、重要なのは外観だけではありません。達成された表面が、ガスケットのシール性、コーティング性能、電気的接触、摩耗挙動などの機能をサポートしているかどうかである。.

アルミニウム鋳造の利点と主な制限
アルミニウム鋳造は、明確な性能と生産上の利点を提供する一方で、プロセス関連のトレードオフを伴う。.
軽量化、形状の複雑化、部品の統合におけるアルミ鋳造の利点
アルミニウム鋳造における主な利点は、軽量化と形状の自由度から始まります。多くの工業部品では、質量を減らすことで、取り扱い荷重、移動慣性、または車両重量を減らすことができます。耐久性のあるアルミニウム部品やアルミニウム鋳造品が、輸送、機械カバー、ハウジング、支持構造などによく使用されるのはこのためです。.
鋳造はまた、1つの部品で複雑な形状をサポートします。ボス、リブ、ケーブル経路、冷却フィン、取り付けパッドは、ソリッドブロックから機械加工したり、複数の部品から組み立てたりするのではなく、一体化させることができます。このような部品の統合により、接合作業やアライメントのばらつきを減らすことができます。.
実用的な製造上の利点もある。部品形状が鋳造後の最終形状にかなり近い場合、ビレット加工よりも在庫の除去が少なくて済む可能性がある。これは、金型や鋳物工場での加工にかかるコストやリードタイムと天秤にかける必要がありますが、大きな形状や不格好な形状の場合、機械加工時間を短縮することができます。.
腐食挙動、熱性能、リサイクル性におけるアルミニウムの利点
アルミニウムの広範な利点には、多くの環境で有用な腐食挙動、熱移動に対する良好な熱性能、および高いリサイクル性が含まれます。これらは、すべての合金と使用条件で同じではありませんが、材料を選択する一般的な理由です。.
電気筐体、モーター筐体、放熱部品の場合、熱伝導率は、より重い鋳造金属よりもアルミニウムを強く推すことができます。屋外や湿気の多い環境で使用されるハウジングの場合、腐食挙動がコーティングの要求やメンテナンスの負担を軽減する可能性がありますが、実際の環境についてはまだ検討が必要です。.
アルミニウムの再溶解の流れが確立されているため、リサイクル性はしばしば調達に関係する。設計上、これは基本的な製造ルートを変えることなく、材料回収をサポートすることができる。合金管理の必要性がなくなるわけではありませんが、アルミニウム鋳造品が広く使用され続けている理由の一部です。.
一般的な設計シナリオにおいて、代替鋳造金属と比較してアルミニウムを使用する利点
より重い鋳造金属と比較してアルミニウムを使用する利点は、通常、重量、腐食挙動、および熱性能に由来する。多くの一般的な設計では、質量が小さいほど取り扱い、輸送効率、熱応答が向上するため、アルミニウムが好まれます。.
鋳鉄に対して、アルミニウムを使用する利点は、重量と伝熱性能に現れることが多い。減衰、摩耗挙動、剛性の必要性、高温安定性が支配的な場合には、依然として鋳鉄が好まれる場合があります。ですから、アルミ鋳造が鋳鉄と同じくらい優れているかという質問があれば、技術的な答えは、それぞれ異なる理由で優れているということです。アルミは万能の代替品ではなく、鋳鉄が自動的に高品質になるわけでもありません。.
他の鋳造金属に比べ、アルミニウムは取り扱いが簡単で、複雑で軽い構造により適している場合もあります。しかし、設計上、ある範囲内で非常に高い剛性が必要な場合、特殊な耐摩耗性が必要な場合、またはアルミニウムの快適な範囲外の使用条件が必要な場合は、他の鋳造金属の方が安全な選択肢となる場合があります。.
表:強度、気孔率、仕上げ、修理可能性におけるアルミニウム鋳造の利点と限界
| エリア | 典型的な利点 | 典型的な制限 |
|---|---|---|
| 重量 | 所定の部品サイズに対して質量が小さい | 剛性目標を満たすために断面変更が必要な場合がある |
| 形状の複雑さ | 統合機能や部品の統合に適している | 複雑な形状は、コアの使用や欠陥のリスクを高める可能性がある |
| 腐食挙動 | 多くのサービス環境で有利なことが多い | 環境に応じた見直しが必要 |
| 熱性能 | ハウジングや放熱部品に有効 | すべての合金や鋳造ルートで同じ結果が得られるわけではない |
| 表面仕上げ | 管理された工程に適している | 機械加工や仕上げが必要な場合もある。 |
| 強さ | 適切に設計されていれば、多くの工業部品に適している | 欠陥や断面のばらつきは、地域のパフォーマンスを低下させる可能性がある |
| 修理可能性 | 一部の鋳物は修理や修正が可能 | 溶接補修の可否は合金と欠陥に依存する |
| コスト効率 | 複雑な部品のリピート生産に適している | 金型製作と品質管理は重要なコストドライバーとなり得る |
アルミニウム鋳造部品の一般的な問題と故障リスク
いくつかの典型的な問題は、アルミニウム鋳造部品の性能と信頼性を損なう可能性があります。.
アルミニウム鋳造部品の一般的な欠陥とその原因
アルミニウム鋳造部品の最も重要な一般的欠陥は、ポロシティ、引け巣、介在物、ミスラン、コールドシャット、ホットティア、寸法歪みである。.
ポロシティは、閉じ込められたガス、溶存水素、または金型充填中の乱流に起因することが多い。収縮キャビティは、液体金属が凝固中に収縮する領域に供給できない場合に形成される。介在物は、酸化膜、耐火物汚染、または金属流路に入り込む他の非金属材料から生じる。ミスランやコールドシャットは、金属が適切に充填または融合されない場合に発生する。熱間引裂きは、凝固後期に鋳物がまだ弱い状態で拘束された場合に発生する。.
これらの欠陥は無作為ではない。これらの欠陥は通常、部品の形状、ゲーティング設計、合金の挙動、溶融物の取り扱い、および工程管理に関連している。.
気孔率、収縮、介在物、熱間引裂が部品受入れに与える影響
欠陥が重要なのは、それがさまざまな形で機能に影響するからである。気孔は、圧密性を妨げたり、ねじ部の強度を弱めたり、機械加工時に漏れを生じさせたりする。収縮は、重要な部分の耐荷重性を低下させます。介在物は、亀裂の起点となったり、加工面を粗くしたりする。熱間引裂は、特に急な断面変化や拘束された接合部付近で、目に見えたり隠れたりする亀裂を生じさせることがある。.
部品が受け入れられるかどうかは、欠陥の位置、大きさ、その部品が使用中に何をしなければならないかによって決まる。圧力がかかる壁や疲労負荷のかかるボスでは同じ欠陥でも、クリティカルでない外観部分であれば許容されるかもしれません。したがって、バイヤーは、一般的な「欠陥ゼロ」という言葉を避け、代わりに機能、重要な表面、検査方法を中心に受け入れを定義すべきである。.
鋳造欠陥や組織変化後のアルミニウム鋳物のCNC加工における課題
アルミ鋳物のCNC加工には、たとえ部品が未加工の状態で許容できるように見えても、現実的な課題があります。微細構造が変化すると、工具の摩耗、切り屑の形成、局所的な切削挙動が変化する可能性があります。鋳物の表皮は、内部の金属とは異なる加工をすることがあります。ハードスポットや介在物は、工具に損傷を与えたり、破れた表面を残すことがある。隠れた気孔は、フェース、ボア、ねじ穴が加工された後に初めて開くことがある。.
これは、アルミ鋳物のタッピングと穴あけにおいて重要である。ドリルであけた穴は、入り口では問題ないように見えても、断面の深いところでは多孔質材料に突き刺さることがあります。そうなると、ねじのかみ合わせが信頼できなくなります。このような理由から、重要なねじ山は、より高い信頼性が要求される用途では、しばしば健全な部分に配置されるか、余分な材料が与えられるか、またはインサートで再設計されます。.
取り代が低すぎると、加工面全体をきれいに仕上げることができない。高すぎると、サイクルタイムと工具負荷が上昇する。そのため、加工計画は最初から鋳物設計に組み込んでおく必要があります。.
バイヤーが検査、試験、品質文書で確認すべきこと
参考:標準化団体、業界の品質ガイドライン
バイヤーは、部品の特定のリスク領域について、材料のトレーサビリティ、寸法検査方法、欠陥管理能力を検証すべきである。圧力保持または構造的に敏感な鋳物については、RFQは、リークテスト方法、内部検査要件、含浸の可否、溶接補修の禁止、制限、または手順管理の有無を明記すべきである。また、サプライヤーが初品承認、機械加工検査、完成部品をメルト履歴やロット履歴にリンクさせる記録をサポートできるかどうかも確認すること。.
主なチェック項目は、合金の仕様、鋳造工程、あらゆる熱処理条件、寸法検査方法、目視または内部欠陥の基準などである。圧力気密性が重要な場合は、リークテストへの期待値が明確でなければならない。重要な領域が存在する場合は、図面や仕様書でそれを特定し、検査の労力が重要な部分に向けられるようにする。.
文書化はまた、修理の可否、どのような不適合ルールが適用されるか、トレーサビリティがどのように維持されるかを明確にすべきである。要するに、品質管理は欠陥の種類をサービスリスクと結びつけるべきである。.
アルミニウム鋳造のコスト、公差、リードタイム要因
いくつかの重要な要素が、アルミニウム鋳造部品の全体的な経済性と納期を形成しています。.
工具、合金の選択、プロセスの選択、仕上げ工程でコストを押し上げるもの
アルミ鋳造のコストは、材料の重量以上のものから生じます。特に永久鋳型、ダイカスト、または複雑な中子やスライドを必要とする設計では、金型が大きな要因となります。形状の複雑さは、ゲーティング、中子製作、欠陥リスクに影響し、ひいてはスクラップや検査の手間にも影響します。.
ある合金は他の合金より溶解、鋳造、機械加工、仕上げが容易であるため、合金の選択もコストを変える可能性がある。各工程はそれぞれ独自のコスト構造を持つため、工程選択は重要である。金型加工の少ない工程は、部品当たりのばらつきが大きく、機械加工が多くなる可能性がある。高い工具を使う工程は、単価は下がるかもしれないが、前払い金が増える。.
仕上げ工程は、しばしば予想以上に追加される。洗浄、熱処理、含浸、コーティングの前処理、機械加工はすべて、リードタイムとコストを悪化させます。これは、鋳造部品の表面仕上げが外観よりもむしろ機能によって行われる場合に特に当てはまります。.
鋳造方法によって期待される公差と、二次加工がしばしば必要とされる理由
公差計画は、RFQリリース前に、鋳造フィーチャーと機械加工フィーチャーを分離すべきである。ダータム、シール面、ベアリングシート、ねじ穴、および厳しい幾何学的関係は、通常、鋳造後に機械加工した方が安全で、クリーンアップと機能的なダータムへの位置合わせのために十分な在庫が残ります。鋳造図面では、どの面がニアネット・サーフェスのみで、どの面が機械加工と検査後にのみ管理されるかを特定する必要があります。.
鋳物は凝固と冷却の間に収縮し、局所的な形状はさまざまな方法で移動する可能性があるため、二次加工が必要になることがよくあります。ベアリングの内径、ガスケット面、データムパッド、ねじポートなどの特徴は、適合性や密閉性が重要な場合、通常機械加工が必要になります。.
これは、アルミ鋳造と在庫からの機械加工というよくある比較の答えでもあります。部品が多くの精密な面を必要とし、形状がそこそこ複雑なだけであれば、在庫加工の方が簡単かもしれません。複雑な形状の部品であっても、重要な機械加工面がわずかであれば、鋳造+仕上げ機械加工の方がよいかもしれません。.
鋳造部品の表面仕上げ:仕上げが機能を向上させる場合と外観のみを向上させる場合
鋳造部品の表面仕上げは、まず機能から選ぶべきである。洗浄とブラストは、残留物を除去し、コーティングの密着性を向上させます。機械加工は、平坦度、穴の品質、またはシール面を作成します。化成処理または保護コーティングは、腐食性能、電気的挙動、または塗装前処理をサポートします。.
一方、主に外見的な仕上げもある。サービス要件が外観に依存しない場合、装飾的仕上げは性能を変えずにコストを増加させる可能性がある。重要な検討ポイントは、その仕上げが摩耗、密閉性、導電性、腐食挙動、顧客の取り扱いなど、真のニーズに対応しているかどうかである。.
アルミニウム鋳物のタッピングとドリル加工、および加工ニーズが総リードタイムに与える影響
参考資料:業界レポート、製造基準
アルミ鋳物のタッピングと穴あけは一般的な二次加工ですが、製造性とスケジュールの両方に影響します。多くの穴、ネジ、機械加工パッドが必要な場合、ニアネット鋳造の見かけ上の利点は縮小する可能性があります。.
機械加工の前に、まず鋳物を洗浄し、検査し、固定しなければ ならない場合、リードタイムは長くなる。穴あけやタッピングの後に初めて欠陥が現れた場合、再加工や不合格が遅れにつながる可能性があります。ねじの品質は、局所的な健全性にも左右されるため、負荷の高いファスナーポイントでは、厚いボス、再配置された穴、またはインサートなどの設計変更が必要になる場合があります。.
バイヤーにとって実用的な教訓は単純である。多くの精密な穴がある鋳物は、スケジュールとコストにおいて、予想以上に機械加工部品のような挙動を示すかもしれない。.
アルミ鋳物が実際の用途で最も効果を発揮する場所
アルミニウム鋳造部品は、負荷要件、環境条件、および機能的優先順位によって適合性が形作られる、数え切れないほどの工業用および商業用の使用例に登場します。.
自動車、産業機器、電気機器、筐体におけるアルミニウム鋳造の用途
アルミニウム鋳造およびアルミニウム鋳造製品の一般的な用途には、自動車ハウジングやカバー、産業機器ボディ、ポンプやバルブ部品、電気エンクロージャー、ギアボックスケース、モーターハウジング、ブラケット、一般機械構造などがあります。.
これらの部品はすべて、重量、形状の自由度、熱挙動、耐食性によって鋳造が正当化される部品です。ハウジングやエンクロージャーは、リブ、ボス、取り付けフランジ、内部容積を一体成型するメリットがあるため、特に一般的です。.
構造用部品と非構造用部品でアルミニウム鋳造が適している場合
構造適合性は、公称合金強度だけでなく、欠陥感受性、荷重モード、断面厚さ、検査クラスによって決まる。一般に、設計、工程ルート、検査計画 がその用途に合わせて管理されていない限り、 疲労感受性の高い部材よりも、ハウジング、 カバー、形状駆動部品の方が鋳物の方が安全であ る。繰り返し荷重、シーリングの完全性、局所的な応力集中によって故障が発生するような場合には、健全性と加工戦略についてより厳しい審査が必要となります。.
つまり、非構造部品や中程度の荷重の支持体には、疲労に非常に敏感な構造部材よりも、アルミニウム鋳物の方が適合しやすい場合が多いのです。構造的な使用は可能ですが、より厳しい工程と品質計画で取り組む必要があります。.
熱伝導性、重量、耐腐食性が選択の決め手となる実用的なシナリオ
熱伝導率は、モーター・ハウジング、熱を拡散するエンクロージャー、内部部品から熱を遠ざけなければならない部品において、しばしば選択の決め手となる。重量は、輸送機器、可動機械アセンブリ、および手作業で扱われる製品での選択の原動力となる。耐食性は、屋外ハウジング、特定の流体システム部品、および湿気にさらされる機器での選択の原動力となります。.
これらは理論的な選択理由ではなく、現実的な選択理由である。これらの特性のどれもがあまり重要でなく、形状の複雑性が低い場合は、別の製造ルートの方が賢明かもしれない。.
表:合金および鋳造プロセスの選択とアプリケーション要件のマッチング
| アプリケーションの必要性 | 典型的なキャスティング・アプローチ・ロジック | 合金選択ロジック |
|---|---|---|
| 適度なボリュームを持つ複雑な住宅 | サイズと仕上げの必要性に応じて、永久鋳型またはサンドペーパーを使用する。 | 被削性に優れた汎用鋳造合金 |
| 大容量薄壁エンクロージャー | 形状およびサービスがプロセスに適合する場合はダイカスト鋳造 | 鋳造性と再現性のために選ばれた合金 |
| 内部空洞のある大型工業用ボディ | 中子付き砂型鋳造 | 鋳造性と使用環境を考慮して選択された合金 |
| 微細な形状を持つ小型の部品 | インベストメント鋳造 | 細部の保持と後処理のニーズにマッチした合金 |
| 腐食にさらされた部品 | 形状と品質の必要性によって選択されるプロセス | 腐食挙動と溶接の必要性を検討した合金ファミリー |
正しいアルミ鋳造法の評価と選択方法
理想的なアルミニウム鋳造ソリューションを選択するには、生産チェーン全体にわたって、材料、プロセス、および運用の各要因のバランスをとる必要があります。.
決定マトリックス:合金、鋳造方法、仕上げ、機械加工、検査要件
実用的な選択方法は、合金、鋳造方法、仕上げ、機械加工、検査の5つの関連した決定を同時に比較することである。ひとつが変われば、他も変える必要があることが多い。.
| 決定エリア | 主な質問 | もし、その答えが厳しいものであった場合、通常は次のようになる。 |
|---|---|---|
| 合金 | 耐食性、溶接性、熱処理への対応が必要か? | 合金の選択肢を狭め、工程管理を強化 |
| 鋳造方法 | その部品は大量生産品ですか、薄肉品ですか、大型品ですか、それとも非常に精密なものですか? | 異なる金型ルートとコスト構造 |
| 終了 | 表面はシーリング、コーティングの密着性、外観のコントロールが必要ですか? | 洗浄、機械加工、コーティングの前処理の追加 |
| 機械加工 | クリティカル・ボア、フェース、スレッドは多いか? | ストックの許容量を増やし、キャスト後のルーティングを長くする |
| 検査 | その部品は構造的なものなのか、気密性の高いものなのか、安全性に関わるものなのか。 | より明確な受け入れ基準と文書化 |
このマトリックスは、孤立した決定を防ぐのに役立つ。検査や二次加工が重くなると、低コストの鋳造工程が低コストでなくなる可能性がある。.
アルミ鋳造とアルミストック機械加工が良い場合
アルミ鋳造かアルミストック機械加工かの判断は、形状を見ればたいてい明らかです。部品に内部空洞、一体化したリブ、ビレット材を大量に浪費するような形状の特徴がある場合、鋳造は多くの場合、真剣に検討する価値があります。部品が基本的に角柱状のブロック、プレート、または単純な旋削形状で公差が厳しい場合は、鍛造材からの機械加工がよりクリーンなルートかもしれません。.
機械加工された溶製材は、材料特性をより予測しやすくする必要がある場合や、開発の変更がまだ頻繁にある場合にも魅力的です。鋳造は、形状の複雑さが増し、設計の安定性が向上すると、より魅力的になります。.
新規または再設計の部品にアルミ鋳造品を指定する前に尋ねるべき質問
アルミ鋳造を指定する前に、設計チームは確認する必要がある:
- 主な価値は、軽量化、形状の複雑さ、熱挙動、腐食性能、あるいは量産時のコストか?
- 機能上、どの面を加工しなければならないか?
- 実際に故障や不合格の原因となる欠陥はどれか?
- 合金は溶接、熱処理、コーティングに対応する必要があるか?
- その部品は構造用か、圧力保持用か、それとも主に筐体か?
- ネジ山の形状は、インサートや追加ストックを必要とするほど重要ですか?
- 予想される数量は、金型製造ルートを正当化するものですか?
- 検査方法は最も重要なリスクを検証できるか?
これらの質問は、良いキャスティング候補と、一見して適しているように見えるだけの部品とを分けるのに役立つ。.
チェックリスト性能、リスク、製造性を考慮した適切なアルミ鋳造法の選び方
これらの条件がほぼ当てはまる場合は、アルミ鋳造を使用する:
| チェックポイント | アルミ鋳物を使用する場合... | いつ... |
|---|---|---|
| 幾何学 | ニアネット・コンプレックス形状 | 部品はシンプルで、ほとんどが機械加工されている。 |
| ボリューム | 繰り返しが工具とプロセスのセットアップをサポート | 金型製作の労力を正当化するには生産量が少なすぎる |
| 品質目標 | 重要な部分の機械加工と検査が可能 | 受け入れは、検証が難しい内部的な完成度に依存する |
| 合金フィット | 鋳造合金がサービスと後処理をサポート | デザインは、錬金だけの合金に依存している。 |
| 修理戦略 | 限定修理、管理修理は可 | クリティカルゾーンの溶接補修が容易かどうかにかかっている。 |
| リードタイム | 金型+鋳造+機械加工がプロジェクト計画に適合 | 交換サイクルが速く、ストック加工に有利 |
| リスク | 欠陥の影響を受けやすい箇所は、デザインアウトまたはスクリーン化することができる。 | 小さな隠れた欠陥が大きなサービスリスクを生む |
アルミ鋳物は、部品に複雑な形状、低重量、管理可能な数の機械加工インターフェイスが必要な場合に有力な選択肢となります。設計が単純な形状を必要とする場合、あらゆる場所で非常に厳しい公差を必要とする場合、設計の後期段階での変更が容易な場合、または隠れた鋳造欠陥に非常に敏感な重要な性能を必要とする場合には、あまり魅力的ではなくなります。.
アルミニウムを鋳造するかしないか」単独で最良の決断が下されることはほとんどありません。それは、合金、工程、形状、機械加工、検査に関する複合的な判断です。これら5つの要素が互いに支え合っていれば、アルミ鋳造は実用的で耐久性のある製造ルートになり得ます。もしそれらが相反するものであれば、その部品は別の鋳造方法で設計し直すか、鍛造ストックから機械加工した方がよいでしょう。.
よくあるご質問
鋳造アルミニウムと一般的に呼ばれるアルミ鋳造金属は、溶融アルミニウムを鋳型に注入または注入することによって形成されるアルミニウム鋳造部品を示し、工業用および商業用の砂型鋳造、ダイカスト、インベストメント鋳造およびその他のプロセスによって製造されるアルミニウム鋳造部品をカバーしています。エンジニアリング用途では、鋳造アルミニウム合金および対応する鋳造プロセスの選択は、部品のコンパクト性、機械加工性およびサービス性能を決定するため非常に重要であり、適切な合金およびプロセスを選択することで、CNC加工アルミニウム鋳造部品が機能ニーズを満たし、安定した耐用年数を維持することができます。.
高品質のアルミ鋳物は、その鋳造アルミ合金、生産工程および検査スキームが部品の機能要件に一致する場合に信頼できる品質を提供します。高品質のアルミ鋳物は、単に材料そのものに依存するのではなく、多孔性、収縮、介在物およびその他の欠陥を回避するための溶解、鋳型充填および凝固の厳格な制御に依存しています。構造または圧力に耐えるアルミ鋳物部品は、一貫した性能を保証するために余分な試験および検証を必要とし、その後のアルミ鋳物のタッピングおよび穴あけ、鋳造部品の表面仕上げをサポートします。.
6061は典型的な展伸アルミニウム合金で、押出、板材加工に適している。 CNC加工, このような鋳造専用材料は、より優れた流動性、供給性能、熱処理適応性を備え、アルミ鋳造金属の成形特性に適合するためである。.
アルミ鋳造は、複雑なニアネットシェイプのアルミ鋳造部品を形成して組立コストと材料コストを下げるのに優れていますが、アルミ展伸材は、高精度で安定した加工性能を持つ単純な形状に適しています。部品の構造、性能要求、生産効率によって選択し、アルミ鋳造の溶接、アルミ鋳造のタッピングとドリル加工、鋳造部品の表面仕上げなどの後続工程にも影響を与えます。.
気孔や介在物があると、ねじの品質や締結強度が低下する可能性があるため、重要な締め付け位置には、信頼性の高いねじ係合を確保するために、厚めのボスやインサートが必要になることがよくあります。.
アルミ鋳物と鋳鉄には、絶対的な長所や短所はなく、それぞれの工学的利点があります。アルミ鋳物は軽量で熱伝導率が高く、重量を重視する用途に適している一方、鋳鉄は振動減衰性、耐摩耗性、高温安定性に優れ、重量構造部品に適しています。選択は、荷重条件、使用環境、性能の優先順位によって決定され、鋳造アル合金の用途や鋳造部品の表面仕上げにも影響します。.
最も一般的に使用される鋳造アルミ合金は、シリコンリッチなアルミニウム-シリコン系合金で、卓越した鋳造性、鋳型の流動性、熱間引裂きに対する耐性により、アルミ鋳造金属およびアルミ鋳造部品に広く採用されており、ほとんどの主流鋳造プロセスに適合します。これらの合金は、一般的な産業シーンにおいて、機械加工性、耐食性、機械的特性のバランスを取っており、代表的なグレードには、アルミニウムA380 CNC部品があり、ハウジング、ブラケット、構造部品など、各産業分野で広く使用されており、CNC機械加工アルミ鋳造品や鋳造部品の表面仕上げによくマッチします。.



