Il servizio di lavorazione CNC personalizzata del rame viene utilizzato quando un componente in rame deve combinare il controllo geometrico con prestazioni elettriche o termiche. Tra i componenti tipici figurano sbarre collettrici, terminali, blocchi conduttivi, connettori elettrici, componenti per il trasferimento di calore e prototipi per apparecchiature elettroniche, aerospaziali, mediche e industriali. Secondo ASTM I materiali B152/B152M, quali lamiere, nastri, piastre e barre di rame laminato, sono comunemente utilizzati in applicazioni industriali che richiedono un’elevata conduttività.
La questione non è solo se una macchina CNC sia in grado di tagliare il rame. La domanda più pertinente è se il progetto, il tipo di rame, le tolleranze, la finitura e il piano di controllo siano adeguati alle caratteristiche del materiale. Il rame è morbido, duttile, conduttivo e soggetto a sbavature e residui di lavorazione. Queste caratteristiche sono utili nell’applicazione pratica, ma possono rendere la lavorazione meno stabile rispetto all’alluminio o all’ottone a lavorazione facile.
Per un ingegnere o un responsabile degli acquisti nel settore tecnico, il percorso di valutazione dovrebbe seguire questo ordine:
- Verificare che la geometria possa essere lavorata senza che si formino bave eccessive, deformazioni o rischi legati al serraggio del pezzo.
- Scegliere il tipo di rame in base alla conduttività, alla lavorabilità e ai requisiti di impiego finale.
- Scegliere il percorso di lavorazione: fresatura, tornitura, perforazione, rettifica, EDM, oppure CNC a 5 assi.
- Esaminare i requisiti relativi alla tolleranza, alla finitura, alla sbavatura e al controllo.
- Verificate se il fornitore abbia una reale esperienza nella lavorazione del rame, e non solo competenze generiche nell’uso del CNC.
La presente guida si concentra proprio su tali decisioni. Si evita di indicare tolleranze, costi o tempi di consegna non comprovati, poiché i risultati della lavorazione del rame dipendono in larga misura dal tipo di lega, dalla geometria, dagli utensili, dalla configurazione e dal metodo di controllo.

Che cos’è la lavorazione CNC personalizzata del rame e perché è importante
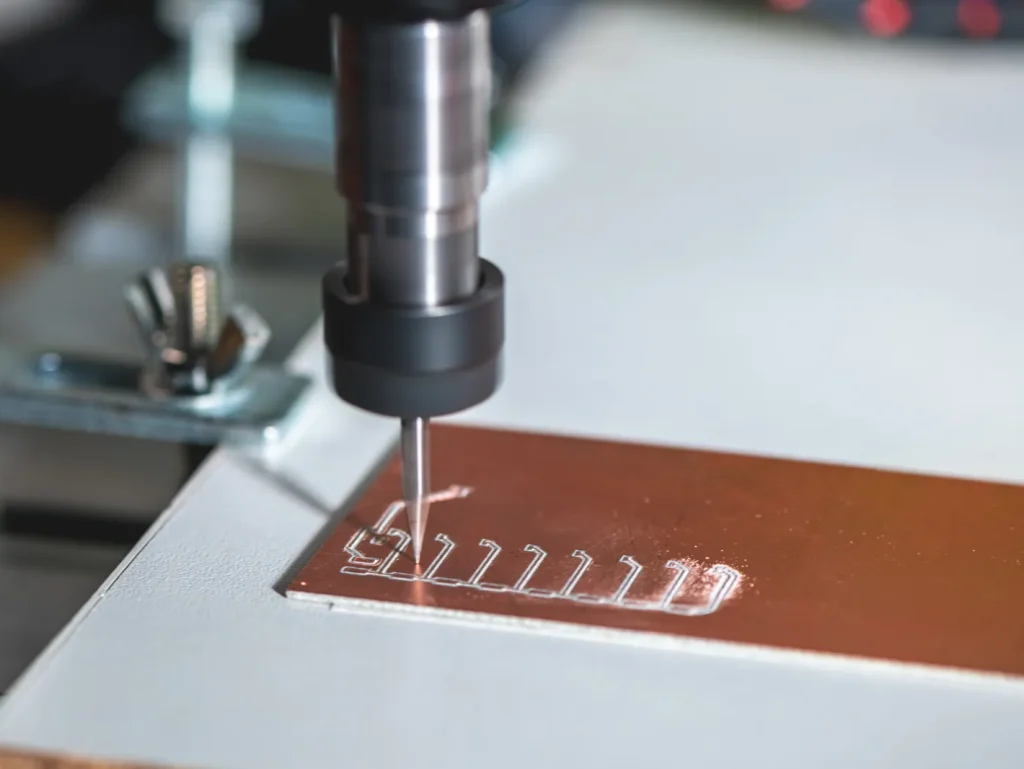
La lavorazione CNC personalizzata del rame consiste nella rimozione controllata del materiale di rame mediante attrezzature a controllo numerico. La forma finale è definita da un modello CAD o da un disegno. I programmi CNC guidano quindi gli utensili da taglio lungo il pezzo in rame per realizzare fori, cavità, scanalature, superfici piane, profili, filettature e superfici complesse.
È importante perché molti componenti lavorati in rame non possono essere sostituiti da pezzi standard generici. Un connettore potrebbe richiedere un’area di contatto precisa. Una barra collettrice potrebbe necessitare di fori di montaggio specifici, piegature o scanalature fresate. Un’interfaccia termica potrebbe richiedere una planarità e una finitura superficiale controllate. Un prototipo potrebbe richiedere uno o più componenti funzionali prima che vengano prese decisioni relative agli stampi o alla produzione.
Il principale vantaggio della lavorazione CNC del rame consiste nella possibilità di ottenere forme ripetibili di componenti conduttivi e termici senza ricorrere a stampi di formatura o utensili di fusione dedicati. Il rischio principale è che il rame non sempre si tagli in modo netto. La progettazione deve tenere conto dei bordi soggetti a sbavature, del controllo dei trucioli, dell’incollaggio degli utensili, del trasferimento di calore e delle possibili deformazioni.
Il ruolo della lavorazione CNC su misura del rame nella produzione di componenti di precisione
La lavorazione CNC su misura del rame è la soluzione più indicata quando il pezzo presenta caratteristiche che richiedono una geometria controllata dopo la preparazione della materia prima. Tali caratteristiche possono includere cavità fresate, schemi di fori, fori filettati, svasature, superfici di accoppiamento precise, scanalature di collegamento, canali di raffreddamento o superfici di contatto piane.
Viene spesso utilizzato per prototipi e piccoli lotti poiché la configurazione può basarsi su file digitali e forme standard disponibili a magazzino, consentendo ai produttori di fornire oggi componenti funzionali in rame con cicli di sviluppo più brevi. Viene impiegato anche nella produzione quando la geometria è troppo specifica per i prodotti in rame disponibili a magazzino o quando è necessaria una lavorazione successiva al taglio, alla formatura o all’estrusione.
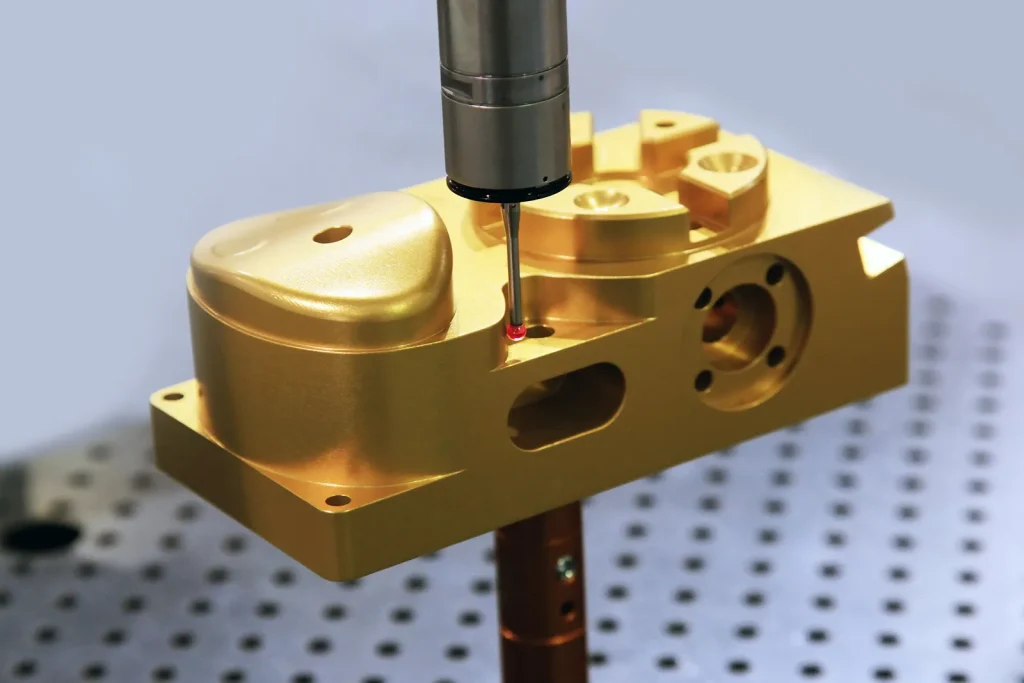
Questo processo è particolarmente importante quando il pezzo deve mantenere le proprietà elettriche o termiche del rame. Ad esempio, un blocco conduttivo potrebbe richiedere sia un percorso di corrente che fori di montaggio posizionati con precisione. Un componente per il trasferimento di calore potrebbe invece necessitare di ampie superfici di contatto e bordi ben definiti. In questi casi, il piano di lavorazione deve garantire sia le quote dimensionali che le superfici funzionali.
Fresatura, tornitura, foratura, rettifica e lavorazione a 5 assi con macchine CNC per componenti in rame
La fresatura CNC è ampiamente utilizzata per la lavorazione di pezzi in rame con superfici piane, cavità, scanalature, contorni e fori. È una tecnica comunemente impiegata per la realizzazione di piastre di connessione, elementi di sbarre collettrici, blocchi di trasferimento termico e alloggiamenti prototipali. La fresatura consente di asportare materiale da più lati, ma ogni nuova configurazione comporta un rischio aggiuntivo in termini di serraggio del pezzo e allineamento.
La tornitura CNC è la tecnica preferita per i pezzi rotondi in rame, quali perni, boccole, manicotti, terminali e contatti cilindrici. Quando la geometria principale è rotazionale, la tornitura risulta solitamente più diretta della fresatura, poiché il pezzo ruota mentre l’utensile asporta il materiale dal diametro esterno, dal diametro interno, dalle scanalature e dalle facce.
La foratura viene utilizzata per fori passanti, fori filettati, fori di collegamento e elementi di fissaggio. La duttilità del rame può causare la formazione di trucioli lunghi o bave all’uscita dei fori; pertanto, è necessario prestare attenzione alla geometria della punta, al refrigerante e alla strategia di foratura a colpi.
La rettifica consente di ottenere superfici più lisce e un controllo più accurato dopo la lavorazione, soprattutto quando la tendenza del rame a lasciare aloni rende difficile rifinire in modo pulito le superfici fresate. Per evitare l'intasamento, i segni da surriscaldamento o la deformazione, si ricorre spesso all'uso di abrasivi fini e a una pressione controllata.
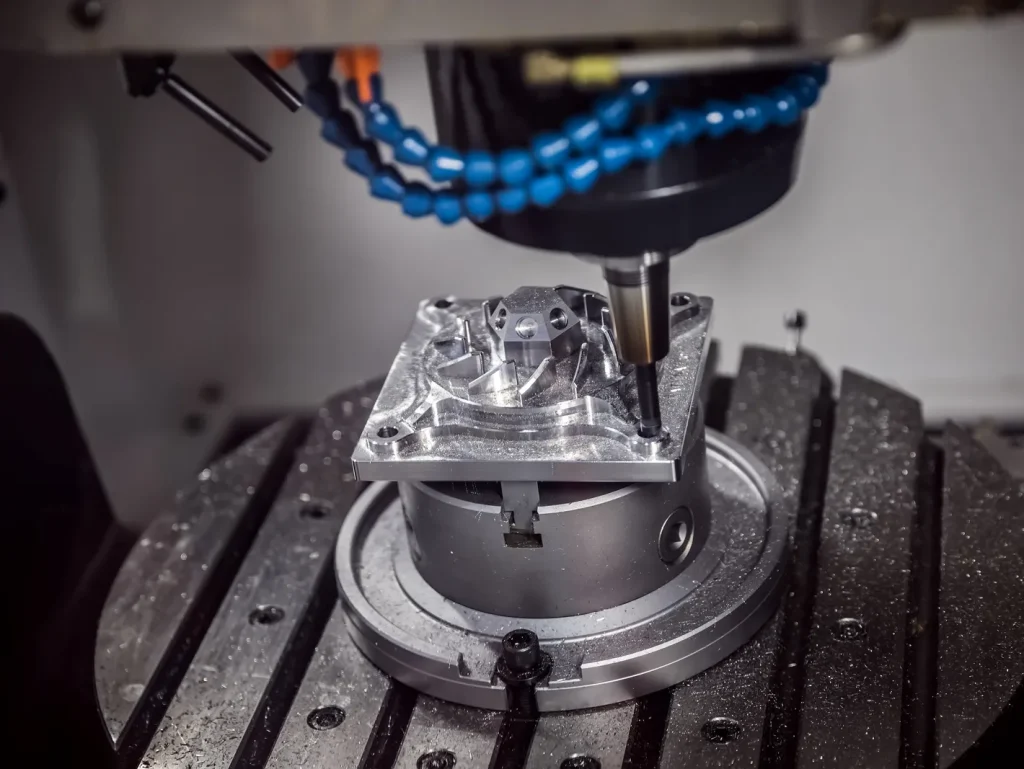
La lavorazione CNC a 5 assi consente di realizzare geometrie complesse in rame, permettendo all’utensile di avvicinarsi al pezzo da più angolazioni. Può ridurre il numero di configurazioni necessarie per pezzi con elementi angolari, sottosquadri, superfici composte o elementi presenti su più lati. Non è necessariamente la soluzione migliore per ogni pezzo in rame, ma può ridurre gli errori di configurazione e il rischio di scarti quando la geometria è complessa.
CNC vs EDM, taglio laser e lavorazione manuale dei componenti in rame — Tabella
| Metodo | Dove si inserisce | Resistenza dei componenti in rame | Principali limiti o rischi |
|---|---|---|---|
| Fresatura / tornitura CNC | Componenti in rame su misura di vario tipo, blocchi, connettori, perni, terminali | Geometria flessibile, caratteristiche ripetibili, adatto a prototipi e piccoli lotti | Bave, incollaggio dell'utensile, evacuazione dei trucioli, deformazione delle sezioni sottili |
| Foratura CNC | Schemi di foratura, fori di fissaggio, fori filettati | Posizionamento accurato dei fori quando l'allineamento è controllato | Bave di uscita, accumulo di trucioli, usura degli utensili, problemi di finitura delle pareti dei fori |
| Rettifica CNC | Planarità, superfici lisce, operazioni di finitura | Può migliorare la finitura superficiale e il controllo dopo il taglio | Richiede un'attenta scelta della pressione e dell'abrasivo per evitare sbavature o effetti termici |
| CNC a 5 assi | Parti complesse con caratteristiche angolari o a più lati | Meno configurazioni, migliore accesso alle geometrie complesse | Maggiore complessità nella programmazione e nella configurazione; non necessaria per pezzi semplici |
| EDM | Elementi complessi o dettagli difficili da lavorare | È in grado di realizzare forme complesse senza esercitare alcuna forza di taglio | Più lento e solitamente più costoso; è necessario l'uso di materiale conduttivo |
| Taglio laser | Profili piatti ricavati da lamiere o piastre | Utile per contorni 2D e tagli rapidi | È necessario verificare la qualità dei bordi, gli effetti termici e i vincoli di spessore |
| Lavorazione manuale | Semplici regolazioni una tantum | Utile per lavori di bassa complessità o per le operazioni di montaggio | Minore ripetibilità e risultati più dipendenti dall'operatore |
Fonti da citare: schede tecniche dei materiali, guide di lavorazione del settore, enti di normazione
Le decisioni relative alla lavorazione CNC del rame devono basarsi su riferimenti tracciabili relativi al materiale e alla qualità. Le schede tecniche dei materiali consentono di verificare la qualità, la purezza, il grado di tempra e il comportamento previsto. Gli organismi di normazione definiscono le specifiche dei materiali, i sistemi di qualità e i criteri di ispezione.
Ai fini della revisione da parte dell’acquirente, i tipi di riferimento pertinenti includono le specifiche relative al rame, le norme sui disegni dimensionali, gli standard di gestione della qualità, le norme relative ai sistemi di ispezione e gli standard di accreditamento dei laboratori. Tali documenti non sostituiscono la revisione tecnica, ma riducono le ambiguità tra acquirente e fornitore.
Fattibilità: è possibile lavorare il pezzo in rame in modo affidabile?
La fattibilità della lavorazione CNC su misura del rame dipende dall'interazione tra progettazione, tipo di materiale, forma del pezzo grezzo, configurazione e requisiti di controllo qualità. Un semplice blocco di rame con fori è solitamente più facile da lavorare rispetto a un pezzo in rame a pareti sottili con scanalature profonde, angoli interni acuti e spigoli sensibili alla formazione di bave.
Il rame viene spesso descritto come un materiale difficile da lavorare perché è morbido e duttile. Può deformarsi invece di frantumarsi in trucioli ben definiti. Può formare bave sui bordi. Può attaccarsi agli utensili se il calore e l'evacuazione dei trucioli non vengono controllati. Questi problemi non rendono il rame impossibile da lavorare, ma influenzano le scelte progettuali e la pianificazione del processo.
Considerazioni progettuali per la lavorazione di componenti in rame ad alta conduttività
Le considerazioni progettuali relative alla lavorazione di componenti in rame ad alta conduttività partono dalla funzione del pezzo. Se il pezzo conduce corrente, l’area di contatto, la posizione dei fori e le superfici di accoppiamento assumono particolare importanza. Se il pezzo trasferisce calore, la planarità, la finitura superficiale e la pressione di contatto possono risultare più rilevanti dell’aspetto estetico.
I tipi di rame ad alta conduttività sono spesso meno lavorabili rispetto alle leghe di rame a lavorabilità facilitata. Ciò significa che la progettazione dovrebbe evitare elementi che aumentino l’attrito, l’accumulo di trucioli o lo strappo dei bordi. Scanalature profonde e strette, angoli interni acuti, nervature sottili e fori molto piccoli possono aumentare il rischio.
Lo spessore delle pareti, gli angoli interni, i fori, le fessure e le condizioni dei bordi devono essere considerati come elementi di rischio relativi, non solo come dettagli del disegno. Le pareti sottili non supportate, le fessure profonde e strette e i fori piccoli e profondi presentano un rischio maggiore, poiché la deformazione, i limiti di evacuazione dei trucioli e le condizioni dei bordi dopo la sbavatura possono tutti influire sul risultato. La fattibilità dipende dal supporto delle pareti, dalla profondità delle caratteristiche rispetto alla larghezza o al diametro, dall’accessibilità per la fresa e dal fatto che i bordi critici rimangano misurabili dopo la sbavatura.
Limiti della lavorazione del rame puro per componenti con tolleranze ristrette
I limiti della lavorazione del rame puro per la realizzazione di pezzi con tolleranze ristrette derivano proprio dalle caratteristiche che rendono il rame un materiale utile. Il rame puro o ad alta purezza conduce bene il calore e si deforma facilmente rispetto ai metalli più duri. Durante il taglio, il materiale può spalmarsi, allontanarsi dall’utensile o creare bave che compromettono le dimensioni misurate.
La lavorazione con tolleranze strette del rame puro può richiedere utensili più precisi, taglienti più affilati, sistemi di fissaggio stabili e ulteriori fasi di finitura. Anche il controllo può richiedere particolare attenzione, poiché bave o spigoli sporgenti possono causare letture errate.
Il rame puro può essere lavorato, ma non va trattato come una lega a lavorabilità facilitata. Quando il disegno tecnico richiede un controllo rigoroso delle dimensioni su diverse caratteristiche, l’acquirente deve aspettarsi una revisione DFM incentrata sui punti di riferimento, sulla sequenza di configurazione, sulla rimozione delle bave e sull’accessibilità per l’ispezione.
Difficoltà nel rispettare le tolleranze sui componenti in rame a pareti sottili
Le difficoltà nel rispettare le tolleranze sui componenti in rame a pareti sottili sono legate principalmente alla rigidità e al serraggio. Le pareti sottili in rame possono deformarsi sotto la pressione dell’utensile. Possono inoltre spostarsi durante il serraggio o subire un ritorno elastico dopo la asportazione del materiale.
Il calore può aggiungere un’ulteriore complicazione. Il rame è un buon conduttore di calore, ma l’attrito locale, lo sfregamento o una scarsa evacuazione dei trucioli possono comunque causare adesione, accumulo di materiale sui bordi, sbavature superficiali, arricciamento dei bordi o spostamento del pezzo. Sulle pareti sottili, tali effetti possono alterare le dimensioni durante il taglio e modificare anche i risultati delle misurazioni effettuate dopo la sbavatura.
I componenti sottili in rame richiedono un serraggio accurato, una asportazione equilibrata del materiale e, talvolta, una lavorazione in più fasi. Se vengono lavorati entrambi i lati di una parete, la sequenza di lavorazione è importante. Se la parete deve rimanere piana, il disegno tecnico deve definire chiaramente i piani di riferimento funzionali e le superfici critiche.
Lista di controllo: CAD, spessore delle pareti, angoli interni, fori, asole ed elementi soggetti alla formazione di bave
Una verifica di fattibilità dovrebbe prendere in esame sia il modello CAD che il disegno. Il file CAD ne illustra la forma, mentre il disegno dovrebbe definire le tolleranze, le finiture, la qualità del materiale e le esigenze di ispezione.
Verificare i seguenti punti prima di preparare il preventivo o avviare la produzione:
- Stato del modello CAD: verificare che il modello sia completo, chiuso e corrispondente alla revisione del disegno.
- Tipo di materiale: specificare C101, C110, rame al tellurio o un’altra lega di rame. Non lasciare il tipo di materiale non specificato se la conduttività è un fattore rilevante.
- Spessore delle pareti: individuare pareti sottili, nervature e anime che potrebbero deformarsi.
- Angoli interni: evitare angoli interni acuti in cui una fresa rotante non possa inserirsi. Se possibile, arrotondare gli angoli.
- Fori: verificare la profondità, il diametro, le condizioni dell'uscita, la filettatura e l'eventuale presenza di bave.
- Scanalature: verificare che le scanalature profonde o strette consentano l’evacuazione dei trucioli e garantiscano l’accessibilità dell’utensile.
- Elementi soggetti alla formazione di bave: contrassegnare i bordi in cui le bave potrebbero compromettere l'assemblaggio, il contatto elettrico o la sicurezza.
- Accesso per l'ispezione: assicurarsi che le caratteristiche critiche possano essere misurate dopo la sbavatura e la finitura.
Selezione del grado di rame per componenti CNC su misura
La scelta del tipo di rame determina l'equilibrio tra conduttività, lavorabilità, finitura e rischio legato ai costi. Un tipo di rame che offre buone prestazioni elettriche potrebbe risultare più difficile da lavorare. Un tipo di rame che si lavora facilmente potrebbe non garantire la stessa conduttività del rame ad alta purezza.
Per la lavorazione CNC personalizzata del rame, è necessario scegliere il tipo di rame prima di pianificare il processo. Cambiare il tipo di rame in un secondo momento può influire sugli utensili, sulla formazione di bave, sulla finitura superficiale e sulle prestazioni del pezzo.
Confronto tra il rame C101 e il rame C110 per la lavorazione CNC — Tabella
| Fattore | Rame C101 | Rame C110 |
|---|---|---|
| Descrizione generale | Rame di elevata purezza, privo di ossigeno | Rame elettrolitico a passo largo |
| Motivo tipico di utilizzo | Elevate prestazioni elettriche e termiche nei casi in cui la purezza è fondamentale | Componenti elettrici, sbarre collettrici, morsetti, componenti conduttivi |
| Comportamento di lavorazione | Può risultare difficile perché il rame ad alta purezza è morbido e duttile | Anch’esso morbido e soggetto alla formazione di bave, ma ampiamente utilizzato per componenti elettrici lavorati a macchina |
| Focus sulla conduttività | Una scelta eccellente quando la purezza è un requisito fondamentale | Una scelta ottimale per molti componenti conduttivi |
| Fase decisionale dell'acquirente | Da utilizzare quando l'applicazione richiede specificatamente rame ad elevata purezza | Da utilizzare quando l'applicazione richiede un'elevata conduttività e un'ampia disponibilità |
Questo confronto tra il rame C101 e il rame C110 per la lavorazione CNC non dovrebbe essere ridotto a un'unica scelta “migliore”. Il C101 può essere preferibile quando la purezza è fondamentale per l’applicazione. Il C110 è comunemente utilizzato per i componenti elettrici, tra cui le sbarre collettrici e i terminali, dove sono importanti l’elevata conduttività e la disponibilità.
Quando il rame al tellurio è preferibile al C110 per la lavorazione meccanica
Il rame al tellurio viene spesso preso in considerazione quando la lavorabilità è più importante della massima conduttività. L'aggiunta di tellurio migliora la rottura dei trucioli e le caratteristiche di taglio rispetto alle leghe di rame puro.
La questione relativa a quando il rame al tellurio sia preferibile al C110 per la lavorazione dipende dal pezzo. Può rivelarsi più indicato per pezzi di piccole dimensioni, ricchi di dettagli o prodotti in grandi volumi, dove il controllo delle bave, la durata degli utensili e la stabilità del ciclo sono fattori importanti. Potrebbe invece non essere la scelta migliore quando il pezzo deve soddisfare i requisiti più elevati in termini di conduttività.
Si tratta del classico compromesso tra conduttività e lavorabilità delle leghe di rame. L'acquirente dovrebbe verificare se i requisiti elettrici o termici consentano l'utilizzo di una lega di rame con lavorabilità migliorata.
Il miglior tipo di rame per la lavorazione delle sbarre collettrici e per la conduttività
Il tipo di rame più indicato per la lavorazione delle sbarre collettrici e per garantirne la conduttività è spesso un rame ad alta conduttività come il C110, a meno che il progetto o le specifiche non richiedano un altro tipo. Le sbarre collettrici richiedono solitamente un flusso di corrente efficiente, posizioni dei fori stabili, superfici di contatto pulite e bordi ben rifiniti.
Per la lavorazione delle sbarre collettrici, i rischi principali sono la formazione di bave intorno ai fori, la deformazione dei bordi e le condizioni della superficie nelle aree di contatto. Se la sbarra collettrice presenta cavità complesse, scanalature o elementi di fissaggio, la lavorabilità assume un’importanza ancora maggiore. Se la conduttività è il requisito principale, è opportuno valutare attentamente la possibilità di sostituire il grado del materiale.
In che modo la purezza del rame influisce sulla lavorabilità e sulle prestazioni dei componenti
Il modo in cui la purezza del rame influisce sulla lavorabilità e sulle prestazioni dei componenti è un fattore fondamentale nella scelta del tipo di rame. Il rame con maggiore purezza tende a garantire migliori prestazioni elettriche e termiche, ma può risultare più morbido e duttile durante la lavorazione. Ciò può aumentare il rischio di sbavature, formazione di bave e incollaggio degli utensili.
I tipi di rame a purezza inferiore o legati possono consentire un taglio più netto, poiché i trucioli si frantumano più facilmente. Il compromesso è che la conduttività potrebbe risultare inferiore rispetto a quella dei tipi di rame puro. Per questo motivo, la scelta del materiale dovrebbe partire dalla funzione del pezzo, e non solo dal metodo di lavorazione.
Come funziona la lavorazione CNC personalizzata del rame
La lavorazione CNC su misura del rame inizia con la revisione del progetto e termina con il controllo qualità. Il processo di taglio può sembrare semplice a prima vista, ma i componenti in rame richiedono spesso una pianificazione accurata, poiché il materiale può lasciare residui, incastrarsi e deformarsi.
Il percorso di lavorazione viene selezionato in base alla forma. Un terminale tornito, una barra collettrice fresata, una piastra conduttiva forata e un’interfaccia termica con messa a terra possono tutti essere realizzati in rame, ma richiedono logiche di configurazione diverse.
Quando la tornitura CNC è preferibile alla fresatura per i pezzi in rame
Quando la tornitura CNC è preferibile alla fresatura per i pezzi in rame, il pezzo è solitamente rotondo o prevalentemente rotondo. Tra gli esempi figurano perni, manicotti, terminali filettati, contatti cilindrici e boccole. La tornitura mantiene la geometria centrata attorno al mandrino, il che può risultare efficiente per diametri, scanalature, fori e facce.
La fresatura può essere eseguita anche dopo la tornitura, qualora il pezzo richieda superfici piane, fori trasversali o scanalature. In molti casi, il processo ottimale non è la sola fresatura o tornitura, bensì una sequenza che riduca i cambi di configurazione e mantenga stabile il punto di riferimento più critico.
In che modo la lavorazione CNC a 5 assi consente di realizzare geometrie complesse in rame
La lavorazione CNC a 5 assi consente di realizzare geometrie complesse in rame, permettendo alla fresa di avvicinarsi al pezzo da diverse angolazioni senza dover ripetutamente riposizionare manualmente l'utensile. Ciò può rivelarsi utile quando un pezzo in rame presenta fori angolati, superfici composte, elementi su più facce o punti di difficile accesso.
La decisione principale consiste nel valutare se la geometria giustifichi il maggiore impegno richiesto in termini di programmazione e configurazione. Nel caso di una semplice barra collettrice piana, la lavorazione a 5 assi potrebbe apportare un valore aggiunto limitato. Per un componente compatto in rame destinato al trasferimento di calore, con canali angolati ed elementi su più lati, potrebbe invece ridurre il numero di configurazioni necessarie e il rischio di allineamento.
Principi relativi al percorso utensile, al refrigerante, all'evacuazione dei trucioli e al serraggio del pezzo
La lavorazione del rame dipende in larga misura dall'utilizzo di utensili affilati, da un inserimento controllato e dalla rimozione dei trucioli. Se i trucioli rimangono nella zona di taglio, possono causare sfregamenti, saldature o accumularsi nelle cavità. Ciò aumenta il calore e può danneggiare la finitura.
I percorsi utensile devono evitare uno sfregamento eccessivo e favorire un flusso costante dei trucioli. Il refrigerante o la lubrificazione contribuiscono a ridurre l'attrito e ad allontanare i trucioli dalla zona di taglio. Il sistema di serraggio deve sostenere il pezzo senza schiacciare o deformare le superfici morbide in rame.
Per evitare che l'utensile si incastri durante la lavorazione CNC del rame occorre attenersi agli stessi principi: taglienti affilati, avanzamenti e velocità adeguati, refrigerante stabile, spazio sufficiente per l'evacuazione dei trucioli ed evitare che l'utensile rimanga fermo in punti in cui sfrega invece di tagliare.
Diagramma di processo: revisione CAD → DFM → configurazione → lavorazione → sbavatura → ispezione
Un tipico flusso di lavoro di lavorazione CNC su misura del rame può essere illustrato come segue:
Revisione CAD → Revisione DFM → Selezione dei materiali → Pianificazione dell'allestimento → Lavorazione meccanica → Sbavatura → Trattamento superficiale, se necessario → Ispezione → Documentazione
La revisione DFM è importante perché consente di individuare eventuali problemi prima dell’inizio del taglio. I componenti in rame richiedono spesso una sbavatura pianificata, non solo una pulizia successiva alla lavorazione. L’ispezione dovrebbe avvenire dopo la rimozione delle bave, qualora queste ultime influenzino le caratteristiche misurate.
Vantaggi, limiti e compromessi ingegneristici
Il vantaggio principale della lavorazione CNC su misura del rame è che consente di produrre componenti in rame precisi e funzionali senza ricorrere a utensili di formatura dedicati. Si tratta di una soluzione flessibile per prototipi, piccoli lotti e componenti ingegnerizzati con caratteristiche specifiche.
Il limite principale è che le proprietà desiderabili del rame possono compromettere la stabilità della lavorazione. La morbidezza, la duttilità, l’elevata conduttività e la reattività superficiale incidono tutte sulla pianificazione del processo.
Compromessi tra conduttività e lavorabilità nelle leghe di rame
Il compromesso tra conduttività e lavorabilità nelle leghe di rame è spesso il primo fattore da considerare nella scelta del materiale. I tipi di rame ad alta purezza garantiscono prestazioni elettriche e termiche ottimali, ma sono più difficili da lavorare con precisione. Le leghe di rame a lavorabilità facilitata si lavorano meglio, ma possono comportare una riduzione della conduttività.
Nel caso dei connettori elettrici e delle sbarre collettrici, la conduttività è spesso prioritaria. Per i componenti piccoli e complessi, in cui il controllo dei trucioli è fondamentale, potrebbe valere la pena valutare una lega più lavorabile. Il disegno del componente dovrebbe specificare il tipo di materiale richiesto o i requisiti prestazionali, in modo che il fornitore non compia scelte errate.
Influenza della morbidezza del rame sulla precisione della fresatura CNC
L'effetto della morbidezza del rame sulla precisione della fresatura CNC si manifesta in diversi modi. Il rame può allontanarsi dalla fresa, spalmarsi sui bordi e formare bave che alterano le dimensioni misurate. Anche la pressione di serraggio può lasciare segni o deformare le superfici morbide.
La morbidezza non riguarda solo la lavorazione con asportazione di truciolo. Influisce anche sulla manipolazione, sul serraggio, sulla sbavatura e sul controllo qualità. Per le caratteristiche critiche, il piano di lavorazione dovrebbe definire in che modo il pezzo viene serrato e come vengono rimosse le bave senza alterarne la geometria.
In che modo l'accumulo di calore influisce sulla lavorazione di precisione del rame
L'influenza dell'accumulo di calore sulla lavorazione di precisione del rame è legata all'attrito e all'evacuazione dei trucioli. Il rame è un buon conduttore di calore, ma condizioni di taglio non ottimali possono comunque causare un accumulo locale di calore sul tagliente dell'utensile. Ciò può aumentare lo sbavamento, il carico sull'utensile e il danneggiamento della superficie.
L'accumulo di calore è inoltre correlato all'incollaggio dell'utensile. Se l'utensile sfrega invece di tagliare, il rame può aderire al tagliente. Quando ciò accade, la geometria dell'utensile cambia e la precisione può subire variazioni. Il refrigerante, lo spazio di evacuazione dei trucioli e l'affilatura dell'utensile contribuiscono a mantenere stabile il processo.
Perché la conduttività elettrica diminuisce dopo la lavorazione del rame?
La lavorazione meccanica, di norma, non riduce di per sé la conduttività elettrica volumetrica del rame. Il problema più comune è il deterioramento delle prestazioni dell’interfaccia causato da bave, film di ossido, residui, rugosità o contaminazione dovuta alla manipolazione, che aumentano la resistenza di contatto.
Tuttavia, un componente in rame lavorato a macchina può presentare prestazioni elettriche inferiori a livello di interfaccia se la superficie di contatto è ruvida, ossidata, contaminata, placcata in modo errato o ricoperta di bave.
Ecco perché le aree di contatto elettrico richiedono un’attenzione particolare. La sbavatura, la pulizia, la scelta della finitura e l’ispezione delle superfici di contatto possono essere importanti tanto quanto il tipo di materiale di base. Se la conduttività è fondamentale, il disegno tecnico dovrebbe definire le superfici di contatto funzionali ed eventuali limiti di trattamento.
Modalità di guasto più comuni nella lavorazione CNC del rame
I difetti nella lavorazione CNC del rame si manifestano spesso sotto forma di bave, finitura scadente, sovraccarico dell'utensile, scostamenti dimensionali o elementi deformati. Questi difetti sono solitamente legati al processo, ma la progettazione può aumentarne la probabilità.
Una buona valutazione di fattibilità dovrebbe individuare i punti in cui è probabile che si verifichino problemi prima dell’inizio della lavorazione. Ciò è particolarmente importante nel caso del rame puro, delle pareti sottili, delle scanalature profonde e dei fori di piccole dimensioni.
Cause della formazione di bave nella fresatura CNC del rame puro
Le cause della formazione di bave nella fresatura CNC del rame puro includono la duttilità del materiale, l'affilatura dell'utensile, la direzione di uscita della fresa, i bordi non supportati e l'evacuazione dei trucioli. Anziché fratturarsi in modo netto, il rame morbido può allungarsi e piegarsi sul bordo del taglio.
Le bave sono comuni in corrispondenza delle uscite dei fori, dei bordi delle fessure, delle pareti sottili e dei tagli interrotti. Non si tratta solo di un problema estetico. Le bave possono ostacolare l’assemblaggio, causare problemi di contatto elettrico o influire sui risultati delle ispezioni.
Il controllo delle sbavature inizia dalla progettazione. Spigoli accessibili, raggi adeguati e requisiti di sbavatura realistici sono di grande aiuto. Il processo richiede inoltre utensili affilati, un taglio stabile e una finitura degli spigoli pianificata.
Come evitare che l'utensile si incastri nella lavorazione CNC del rame
L'incollaggio dell'utensile si verifica quando il rame aderisce al tagliente. È più probabile che si verifichi quando gli utensili sono smussati, il liquido di raffreddamento è di scarsa qualità, i trucioli non vengono espulsi o l'utensile sfrega durante il taglio.
La prevenzione dipende dall'esecuzione di tagli netti. Utensili in carburo affilati, una geometria adeguata dell'utensile, il refrigerante o la lubrificazione e una buona evacuazione dei trucioli sono tutti fattori che contribuiscono a questo risultato. I percorsi utensile dovrebbero evitare lunghi tempi di sosta e passaggi di sfregamento in cui l'utensile entra in contatto con il rame senza asportare trucioli utili.
Problemi comuni relativi agli utensili nella lavorazione di precisione del rame
Tra i problemi più comuni legati all'utensileria nella lavorazione di precisione del rame figurano l'accumulo di materiale sui bordi, il rapido smussamento dei bordi, l'intasamento da trucioli, una finitura inadeguata dei fori e dimensioni irregolari delle bave. Questi problemi possono causare difetti di finitura e variazioni dimensionali.
La scelta dell'utensile deve essere adeguata all'operazione da eseguire. Frese, punte, alesatori e mole interagiscono in modo diverso con il rame. Per lavori di precisione, il fornitore dovrebbe essere in grado di spiegare come vengono selezionati gli utensili specifici per il rame, anziché ricorrere a un approccio generico per il taglio dei metalli.
Rischio di deformazione nei componenti in rame lavorati su misura con macchine CNC
Il rischio di deformazione nei componenti in rame lavorati su misura con macchine CNC aumenta quando i pezzi sono sottili, lunghi, presentano numerose cavità o vengono serrati su aree ridotte. Il rame può piegarsi o presentare segni sotto la pressione esercitata dal sistema di serraggio. Può inoltre spostarsi quando viene asportata una grande quantità di materiale da un solo lato.
È possibile ridurre il rischio ricorrendo a una lavorazione per fasi, a un asportazione equilibrata del materiale, a ganasce morbide, a un supporto di fissaggio e a un'accurata sbavatura. Il disegno tecnico dovrebbe indicare quali superfici sono funzionali, in modo che il fornitore possa evitare di serrarle o di segnarle.
Finitura superficiale, trattamenti e aspetti ambientali
La finitura superficiale del rame influisce sull'aspetto, sul comportamento di contatto, sulla resistenza alla corrosione e sull'assemblaggio. Una superficie lavorata a specchio non è sempre la superficie funzionale più adatta. Per i componenti elettrici, la qualità del contatto è fondamentale. Per i componenti termici, sono fondamentali la planarità del contatto e la pulizia.
Anche il rame cambia aspetto se esposto all'aria e durante la manipolazione. Il progetto della finitura dovrebbe tenere conto dell'ambiente operativo, delle condizioni di stoccaggio e del metodo di assemblaggio.
Fattori che influenzano la finitura superficiale dei pezzi in rame C110 lavorati meccanicamente
Tra i fattori che influenzano la finitura superficiale dei pezzi in rame C110 lavorati a macchina figurano l'affilatura dell'utensile, la strategia di avanzamento, il refrigerante, l'evacuazione dei trucioli, l'usura dell'utensile e il controllo delle bave. Il C110 è ampiamente utilizzato per la produzione di componenti elettrici, ma può comunque presentare fenomeni di sbavatura durante la lavorazione.
Anche la finitura superficiale è influenzata dal modo in cui il pezzo viene fissato e sbavato. Una superficie fresata pulita può essere danneggiata da una finitura aggressiva dei bordi o da una manipolazione impropria. Per le superfici di contatto, il piano di ispezione dovrebbe prevedere il controllo della superficie dopo la sbavatura e la pulizia, non solo dopo la lavorazione.
Opzioni di trattamento superficiale per componenti elettrici in rame lavorati meccanicamente
Le opzioni di trattamento superficiale per i componenti elettrici in rame lavorati possono includere la pulizia, la lucidatura, la placcatura, i rivestimenti antiossidanti o altri trattamenti protettivi specifici. La scelta della finitura deve tenere conto della conservazione della conduttività, della saldabilità, della resistenza all’ossidazione, dell’usura nei punti di contatto e della resistenza di contatto ammissibile.
Alcuni trattamenti possono migliorare la resistenza alla corrosione o la durata dei contatti. Altri, se non specificati correttamente, possono ridurre la conduttività all’interfaccia. L’acquirente dovrebbe specificare se la superficie ha una funzione estetica, elettrica, termica o protettiva.
Rischi di corrosione per i componenti in rame lavorati con macchine CNC
Tra i rischi di corrosione dei componenti in rame lavorati con macchine CNC figurano l'ossidazione, l'opacizzazione e l'aggressione ambientale durante l'uso. Il rame può formare pellicole superficiali se esposto all'aria, all'umidità e alle sostanze contaminanti. In alcuni casi, ciò può essere accettabile; nelle aree di contatto elettrico, invece, può compromettere le prestazioni.
Anche le modalità di stoccaggio e imballaggio possono avere la loro importanza. Impronte digitali, residui di refrigerante e prodotti chimici per la pulizia possono alterare le condizioni della superficie. Se il componente viene utilizzato in un ambiente elettrico o medico, la pulizia e la documentazione devono essere incluse nelle specifiche.
Qual è il tipo di finitura più adatto per i connettori elettrici in rame?
La finitura più adatta per i connettori elettrici in rame dipende dal design dei contatti e dall'ambiente di utilizzo. Il rame nudo può essere accettabile in alcuni impieghi interni o protetti, ma è soggetto a ossidazione. Laddove siano richieste stabilità dei contatti o resistenza alla corrosione, è possibile ricorrere a placcature o finiture protettive.
La finitura non deve essere scelta solo in base all'aspetto estetico. Deve garantire il contatto elettrico, resistere all'usura da accoppiamento, soddisfare le esigenze di saldatura o giunzione e resistere all'esposizione ambientale. Il disegno deve identificare separatamente le aree di contatto e quelle non di contatto qualora i requisiti di finitura differiscano.
Fattori di costo, tolleranza e tempi di consegna
Il costo, la tolleranza e i tempi di consegna nella lavorazione CNC su misura del rame dipendono dalla complessità del progetto e dal controllo del processo. Il materiale in rame potrebbe non rappresentare il principale fattore di costo qualora il pezzo richieda configurazioni complesse, sbavature difficili da eliminare, finiture di precisione o ispezioni dettagliate.
Poiché non esistono prezzi o tempistiche universali validi per tutte le qualità di rame e tutti i tipi di componenti, gli acquirenti dovrebbero basarsi sui fattori che determinano il costo piuttosto che su stime fisse. Ciò consente di confrontare i preventivi in modo più chiaro.
Fattori che incidono sui costi nei progetti di lavorazione CNC su misura del rame
I fattori che solitamente incidono maggiormente sui costi sono il numero di configurazioni, lo sforzo richiesto per la rimozione delle bave, la disponibilità dei gradi di materiale, l’onere delle ispezioni ed eventuali finiture o placcature richieste. Il costo dei prototipi è spesso determinato dalla programmazione, dai dispositivi di fissaggio e dalla pulizia manuale dei bordi, mentre il costo della produzione in serie dipende maggiormente dalla stabilità del processo, dal tempo di ciclo e dall’uniformità della sbavatura. I progetti con molte caratteristiche di piccole dimensioni, punti di difficile accesso o superfici in cui il contatto è fondamentale comportano solitamente costi maggiori rispetto a una geometria esterna semplice realizzata con lo stesso materiale.
La formazione di bave e sbavature nel rame può comportare un aumento del carico di lavoro dopo la lavorazione. Le pareti sottili e le caratteristiche di precisione possono allungare i tempi di attrezzaggio. I pezzi complessi potrebbero richiedere una lavorazione a 5 assi o più operazioni. Se il pezzo richiede una certificazione del materiale o rapporti di ispezione dettagliati, anche la documentazione comporta un ulteriore impegno.
Geometria, numero di configurazioni, dimensione del lotto, attrezzature e requisiti di ispezione — Tabella
| Fattore costo o tempi di consegna | Perché è importante | Impatto della decisione |
|---|---|---|
| Complessità della geometria | Pareti spesse, pareti sottili, fori piccoli e scanalature strette aumentano il rischio di lavorazione | Potrebbe essere necessario ricorrere a utensili speciali, a una velocità di taglio inferiore o a modifiche progettuali |
| Conteggio dell'impostazione | Ogni riposizionamento comporta operazioni di allineamento e di fissaggio del pezzo | Un numero inferiore di configurazioni può ridurre i rischi, ma potrebbe richiedere attrezzature più avanzate |
| Dimensione del lotto | Il tempo necessario per il montaggio viene ripartito in base al numero di componenti | I lotti di piccole dimensioni sono più sensibili ai tempi di configurazione e programmazione |
| Utensili | Il rame potrebbe richiedere utensili affilati e una geometria specifica | La scelta dell'utensile influisce sulla finitura, sulla presenza di bave e sull'incollaggio dell'utensile |
| Sbavatura | Il rame forma spesso sbavature sui bordi e nei fori | L'accesso per la sbavatura deve essere previsto in fase di progettazione |
| Ispezione | Le caratteristiche critiche richiedono sistemi di riferimento stabili e superfici misurabili | Un’ispezione approfondita può influire sulla sequenza del processo e sui tempi di consegna |
| Finitura o trattamento | La pulizia, la placcatura o la protezione comportano fasi aggiuntive del processo | La scelta del rivestimento deve essere compatibile con la funzione elettrica o termica |
In che modo i requisiti di tolleranza influenzano la fattibilità e la strategia di lavorazione
I requisiti di tolleranza influiscono sulla fattibilità, in quanto determinano il livello di variazione del processo consentito. Nel caso del rame, la variazione può derivare dall’usura degli utensili, dalle bave, dalla deformazione da serraggio, dal calore e dal metodo di ispezione.
La fattibilità delle tolleranze dovrebbe essere valutata in base al tipo di caratteristica, alla strategia di riferimento e alle condizioni di misura, piuttosto che in base a un unico valore generico. Le pareti sottili, la posizione dei fori in prossimità dei bordi, la planarità di contatto, gli elementi filettati e le quote create in più configurazioni presentano solitamente un rischio maggiore nel rame. L’accettabilità dovrebbe essere definita per lo stato post-sbavatura e pulito, in modo che la rimozione delle bave o i residui superficiali non distorcano i risultati dell’ispezione.
Quali sono i fattori che influenzano i tempi di consegna dei prototipi in rame su misura e dei piccoli lotti?
I tempi di consegna dipendono solitamente dalla disponibilità dei materiali, dai tempi di attesa, dalla complessità dell’allestimento, dal carico di sbavatura, dal metodo di ispezione ed eventuali fasi di finitura esterne. I tempi di consegna dei prototipi sono spesso determinati dalla revisione tecnica e dal controllo di processo del primo articolo, mentre i lotti ripetuti dipendono maggiormente dalla capacità produttiva e dal flusso di finitura. I componenti che richiedono una manipolazione delicata per evitare la formazione di bave, superfici di contatto placcate o un accesso difficile per la misurazione devono essere esaminati con anticipo.
I piccoli lotti possono essere evasi rapidamente quando il progetto è chiaro, il materiale è disponibile e le esigenze di controllo sono limitate. La produzione può invece rallentare quando i disegni sono incompleti, le tolleranze non sono chiare o i requisiti di finitura non sono definiti.
Applicazioni e casi d'uso dei componenti in rame lavorati su misura con macchine CNC
I componenti in rame lavorati su misura con macchine CNC vengono utilizzati quando è necessario combinare le proprietà elettriche, termiche o dei materiali con una geometria specifica. Questo processo è comunemente impiegato nei settori dell'elettronica, dei sistemi di alimentazione, dell'aerospaziale, dei dispositivi medici e dei prototipi.
La scelta dei materiali e dei processi deve essere guidata dall'applicazione. Una barra collettrice, un dissipatore di calore, un componente di un dispositivo medico e un connettore prototipo possono essere tutti realizzati in rame, ma non presentano lo stesso profilo di rischio.
Connettori elettrici, sbarre collettrici, morsetti e blocchi conduttori
I connettori elettrici, le sbarre collettrici, i terminali e i blocchi conduttori sono esempi comuni di applicazioni della lavorazione CNC su misura del rame. Questi componenti richiedono percorsi di corrente controllati, posizionamento preciso dei fori, bordi puliti e superfici di contatto adeguate.
Per questi componenti si ricorre spesso al rame C110, poiché la conduttività è un fattore importante. Il rame al tellurio può essere preso in considerazione quando la lavorazione dei dettagli risulta più complessa e i requisiti elettrici lo consentono. Il controllo delle bave è fondamentale, poiché queste possono compromettere l’accoppiamento e il contatto.
Componenti in rame per il trasferimento di calore, dissipatori di calore e interfacce termiche
I componenti in rame per il trasferimento di calore sfruttano le proprietà termiche del rame combinate con una geometria lavorata a macchina. Tra gli esempi figurano dissipatori di calore, piastre di raffreddamento, diffusori termici e blocchi di interfaccia.
Per questi componenti, la planarità, la finitura superficiale e la pulizia possono essere più importanti dell’aspetto estetico. Alette profonde, pareti sottili e canali stretti possono aumentare il rischio di deformazione e di sbavature. La lavorazione a 5 assi può rivelarsi utile quando gli elementi termici sono inclinati o situati su più facce.
Componenti in rame per il settore medico, aerospaziale, elettronico e prototipale
I componenti in rame destinati ai settori medico, aerospaziale, elettronico e alla realizzazione di prototipi richiedono spesso una documentazione controllata e un'attenta ispezione. Il componente può essere utilizzato in apparecchiature, attrezzature, sistemi elettrici o hardware di collaudo.
Per i componenti destinati al settore medico e aerospaziale, gli acquirenti dovrebbero verificare i sistemi di qualità, la tracciabilità, i metodi di ispezione e la certificazione dei materiali. Per i prototipi elettronici, la rapidità può essere importante, ma la progettazione deve comunque essere sufficientemente dettagliata da consentire il controllo di bave, finitura e conduttività.
Struttura del caso di studio: problema → scelta del materiale/processo → sfida di lavorazione → risultato dell'ispezione
Un caso di studio utile sulla lavorazione CNC del rame non dovrebbe presentarsi come una semplice storia di successo priva di dettagli tecnici. Dovrebbe illustrare il problema ingegneristico, le ragioni alla base della scelta del materiale e del processo, le difficoltà incontrate durante la lavorazione e i risultati delle ispezioni.
Ad esempio, un caso relativo a un involucro conduttivo definirebbe il percorso della corrente e le esigenze di montaggio, spiegherebbe perché è stato scelto il modello C110 o C101, identificherebbe le sbavature o la planarità come sfida di lavorazione e riferirebbe in che modo l’ispezione ha confermato le caratteristiche funzionali. Nel caso di un prototipo medico, si spiegherebbe perché fosse necessaria la lavorazione a 5 assi o il supporto DFM per una geometria complessa. Nel caso di un prodotto elettronico di fascia alta, si spiegherebbe perché si è ricorso alla rettifica per rifinire una superficie dopo che il comportamento di sbavatura del rame aveva compromesso la finitura.

Come valutare un fornitore specializzato nella lavorazione CNC su misura del rame
La selezione dei fornitori dovrebbe concentrarsi sulle competenze specifiche relative al rame. Un’officina può essere in grado di lavorare bene l’alluminio e l’acciaio, ma avere comunque difficoltà con le bave del rame puro, l’incollaggio degli utensili o la deformazione delle pareti sottili.
L'acquirente dovrebbe chiedere al fornitore in che modo valuta i gradi di rame, pianifica il serraggio dei pezzi, controlla la presenza di bave, gestisce la finitura e documenta le ispezioni. Il fornitore non è tenuto a rivelare ogni singolo metodo interno, ma dovrebbe essere in grado di spiegare la logica del processo.
Quali esperienze nella lavorazione del rame dovrebbero verificare gli acquirenti?
Gli acquirenti dovrebbero verificare l'esperienza relativa allo specifico tipo di rame e al tipo di componente. L'esperienza con le sbarre collettrici in C110 non dimostra automaticamente l'idoneità alla lavorazione di componenti termici in C101 a pareti sottili o di piccoli contatti in rame al tellurio.
Tra le domande utili vi è quella relativa all’eventuale esperienza del fornitore nella lavorazione di tipi di rame simili, spessori di parete simili, schemi di foratura simili e requisiti di finitura simili. L’acquirente dovrebbe inoltre verificare se la sbavatura e l’ispezione sono incluse nel piano di lavorazione.
Lista di controllo delle capacità dei fornitori: qualità, processi, ispezione, DFM, finitura, documentazione
Una lista di controllo pratica per i fornitori dovrebbe includere:
- Sono supportati i gradi di rame, tra cui C101, C110 e le leghe di rame a lavorabilità migliorata.
- Fresatura, tornitura, foratura e rettifica CNC, nonché capacità di lavorazione a 5 assi ove necessario.
- Esperienza con elementi in rame soggetti alla formazione di bave.
- Metodi di serraggio per pezzi in rame morbidi o sottili.
- Verifica DFM relativa allo spessore delle pareti, agli angoli interni, alle uscite dei fori e alle fessure.
- Opzioni di finitura o trattamento superficiale per componenti elettrici e termici.
- Metodi di ispezione conformi al disegno.
- Certificazione e tracciabilità dei materiali, ove richiesto.
- Documentazione relativa al sistema di qualità laddove l'uso finale lo richieda.
Matrice decisionale: fresatura vs tornitura vs rettifica vs elettroerosione vs CNC a 5 assi
| Necessità di ricambi | Fresatura | Trasformazione | Rettifica | EDM | CNC a 5 assi |
|---|---|---|---|---|---|
| Piastra conduttiva piatta | Forte vestibilità | Limitato | Utile per la finitura | Uso limitato | Di solito non è necessario |
| Terminale o spina circolare | Caratteristiche secondarie | Forte vestibilità | Possibili finiture | Uso limitato | Di solito non è necessario |
| Interfaccia termica liscia | Lavorazione di sgrossatura o di finitura | Se rotondo | Ottima opzione di finitura | Uso limitato | Dipende dalla geometria |
| Caratteristica interna complessa | A volte è possibile | Limitato | Limitato | Forte vestibilità | Ottima vestibilità, se disponibile |
| Geometria complessa a più lati | Possibile con determinate configurazioni | Limitato | Solo rifinitura | Per ulteriori dettagli | Forte vestibilità |
| Fori o fessure sensibili alle bave | È un fenomeno comune, ma va tenuto sotto controllo | Per le caratteristiche assiali | Non primario | Potrebbe ridurre i problemi legati alla forza di taglio | Potrebbe migliorare l'accesso |
Questa matrice dovrebbe fungere da guida nella scelta dei processi, senza tuttavia sostituire la valutazione della produzione. La soluzione ottimale spesso consiste nel combinare diversi processi, come la fresatura e la foratura, la tornitura e la fresatura oppure la fresatura e la rettifica.
Riferimenti da citare: ISO/sistemi di qualità, norme di ispezione, certificazioni dei materiali
La valutazione dei fornitori dovrebbe avvalersi, ove possibile, di riferimenti riconosciuti. I sistemi di qualità ISO possono supportare il controllo dei processi. Le norme di ispezione e le norme relative ai disegni contribuiscono a definire le modalità di interpretazione delle quote. Le certificazioni dei materiali aiutano a confermare il grado e le condizioni specificati del rame.
Per le applicazioni soggette a normative o ad alto rischio, la documentazione deve essere concordata prima della produzione. Ciò può includere certificati dei materiali, rapporti di ispezione, controllo delle revisioni e registri di tracciabilità.
Conclusione
La lavorazione CNC personalizzata del rame è indicata quando un componente in rame deve presentare sia caratteristiche funzionali del materiale che una geometria controllata. È particolarmente adatta per connettori elettrici, sbarre collettrici, terminali, blocchi conduttivi, componenti per il trasferimento di calore e prototipi.
I rischi principali sono la morbidezza del rame, la formazione di bave, l’adesione degli utensili, gli effetti superficiali legati al calore e la deformazione nelle sezioni sottili o fragili. Questi rischi possono essere gestiti se si valutano congiuntamente la progettazione, il tipo di lega, il percorso di lavorazione, il piano di sbavatura e il metodo di ispezione.
Ricorrere alla lavorazione CNC quando il pezzo richiede caratteristiche precise, una geometria ripetibile o la flessibilità necessaria per la realizzazione di prototipi.
La lavorazione CNC su misura del rame è solitamente poco indicata quando il pezzo è un semplice profilo prodotto in grandi volumi, più adatto allo stampaggio o al taglio laser con operazioni secondarie; quando le alette o le pareti non supportate sono troppo fragili per essere fissate in modo pulito; quando le caratteristiche interne non sono raggiungibili con utensili realistici; oppure quando i requisiti relativi alle superfici di contatto sono in conflitto con il grado selezionato, processo o finitura. I pezzi che presentano queste condizioni devono essere considerati ad alto rischio e valutati alla luce di percorsi di produzione alternativi prima del rilascio.
FAQ
Il rame è difficile da lavorare con il CNC?
Il rame non è il metallo più difficile da lavorare, ma richiede comunque un’attenta configurazione per ottenere risultati stabili nei progetti di lavorazione CNC su misura del rame. Poiché il materiale è morbido e altamente duttile, può aderire agli utensili da taglio e generare trucioli lunghi che compromettono la precisione e la qualità della superficie. I produttori risolvono solitamente questi problemi utilizzando utensili in carburo affilati, un flusso adeguato di refrigerante e impostazioni ottimizzate del mandrino. Nella produzione industriale sono comuni anche le leghe progettate per una migliore lavorabilità, specialmente quando le aziende necessitano di tolleranze costanti e tempi di ciclo efficienti per la produzione di pezzi in grandi volumi.
Come evitare la formazione di bave durante la lavorazione del rame?
Per evitare la formazione di bave durante la fresatura CNC del rame, è fondamentale utilizzare utensili da taglio affilati e mantenere parametri di taglio stabili per tutta la durata dell’operazione. I metalli più morbidi tendono a deformarsi lungo i bordi se le velocità di avanzamento sono troppo elevate o se l’utensile inizia a sfregare invece di tagliare in modo netto. Una corretta lubrificazione aiuta a ridurre l’attrito e migliora l’evacuazione dei trucioli, mentre la fresatura in salita spesso garantisce una qualità dei bordi più liscia. Molte officine aggiungono inoltre in seguito una leggera fase di finitura o sbavatura per garantire superfici più pulite per i componenti pronti per l’assemblaggio.
Qual è la migliore lega di rame per i componenti elettrici?
La scelta del materiale più adatto per i componenti che richiedono conduttività elettrica dipende dall’equilibrio tra conduttività, resistenza meccanica e lavorabilità richiesto dall’applicazione. I tipi di rame puro vengono comunemente scelti quando è necessario il massimo trasferimento di corrente, mentre le leghe specializzate sono preferite per una maggiore efficienza produttiva e durata. Molti produttori scelgono di lavorare il rame al tellurio perché offre un controllo più agevole dei trucioli e una lavorazione più rapida senza sacrificare eccessivamente la conduttività. Leghe più resistenti vengono utilizzate anche in connettori, terminali e sistemi ad alte prestazioni in cui l’affidabilità meccanica è importante quanto le prestazioni elettriche.
Come garantire il rispetto delle tolleranze nella fresatura del rame?
Il rispetto di tolleranze strette nella produzione di componenti in rame lavorati con macchine CNC di precisione richiede configurazioni rigide delle macchine, utensili stabili e passate di finitura accuratamente controllate. Poiché il rame può deformarsi sotto la pressione di taglio, gli operatori spesso asportano il materiale gradualmente e riservano una leggera passata finale per garantire la precisione dimensionale. L’applicazione costante del refrigerante aiuta a controllare il calore durante i cicli di produzione più lunghi, mentre la riduzione delle vibrazioni migliora la ripetibilità tra i lotti. Anche i controlli di qualità e le misurazioni in corso d’opera sono ampiamente utilizzati per applicazioni che richiedono componenti industriali o elettronici di elevata precisione.
Quali sono le opzioni di finitura superficiale per i componenti in rame?
Per i componenti in rame C110 sono disponibili diverse opzioni di finitura, a seconda che l’obiettivo sia l’aspetto estetico, la resistenza alla corrosione o le prestazioni funzionali. Le superfici lavorate standard sono comuni nell’uso industriale, mentre le finiture lucidate creano un aspetto brillante e riflettente, spesso utilizzato in prodotti decorativi o di alta gamma. La sabbiatura con microsfere produce una texture opaca più morbida, mentre le finiture spazzolate conferiscono un aspetto più pulito e moderno. Alcuni componenti vengono inoltre sottoposti a rivestimenti protettivi o placcature per ridurre l’ossidazione e migliorare la durata a lungo termine in ambienti particolarmente difficili.
Il rame subisce un incallimento durante la lavorazione?
Il rame può subire un indurimento da deformazione durante la lavorazione se le condizioni di taglio non sono ottimizzate correttamente, specialmente nella produzione di componenti in rame C110 su misura. Un attrito eccessivo, utensili smussati o ripetute passate leggere possono indurire lo strato superficiale e aumentare l’usura degli utensili durante le operazioni successive. Per ridurre questo effetto, gli operatori di macchina mantengono solitamente un’azione di taglio continua con utensili affilati e velocità di avanzamento stabili. Una lubrificazione adeguata e strategie di lavorazione controllate aiutano a preservare la qualità della superficie, migliorando al contempo l’uniformità nelle applicazioni di produzione di precisione.
Riferimenti
https://www.astm.org/b0152_b0152m-19.html
https://www.astm.org/b0187_b0187m-20.html
https://www.iso.org/standard/62085.html
https://www.asme.org/codes-standards/find-codes-standards/y14-5-dimensioning-tolerancing