La lavorazione CNC di piccoli lotti si colloca nello spazio tra il lavoro di “prototipo unico” e la produzione vera e propria. Si utilizza quando si ha bisogno di pezzi reali e funzionali realizzati con materiali simili a quelli di produzione, ma non si è pronti (o non si è in grado) di impegnarsi in attrezzature, stampi o scorte elevate.
Questa guida è destinata ai team di ingegneri e agli acquirenti tecnici che devono valutare la fattibilità. Si concentra su ciò che tende a determinare il successo o il fallimento di un ordine di 1-500 pezzi: le scelte di progettazione dei pezzi, la selezione del processo (3 assi, 5 assi, tornitura, ibrido), la pianificazione del controllo qualità, i fattori che determinano i tempi di consegna e l'economia dell'offerta.
Cosa significa la lavorazione CNC di piccoli lotti (e se è adatta)
Lavorazione CNC di piccoli lotti si riferisce alla produzione di piccoli lotti (in genere di bassi volumi di produzione, dai prototipi alle prime tirature) utilizzando la fresatura, la tornitura e altri processi di lavorazione CNC, senza stampi o utensili dedicati. Questo approccio è ampiamente utilizzato per la lavorazione on-demand, per le lavorazioni CNC di breve durata e per la produzione di piccoli lotti in cui la flessibilità del progetto, la precisione e il controllo delle tolleranze sono più importanti dell'efficienza della produzione di massa. Secondo le indicazioni di NIST e ASME, La produzione di bassi volumi e di prototipi si distingue comunemente dalla produzione su larga scala per l'economia di allestimento, la frequenza di iterazione e l'intento di produzione piuttosto che per soglie di quantità fisse.
Quali dimensioni dei lotti contano come “piccoli lotti” rispetto ai prototipi e alla produzione?
“Piccolo lotto” non è un termine standard con un numero fisso. In pratica, di solito si definisce il punto in cui l'impegno per la configurazione e la programmazione può essere distribuito su un numero di unità sufficiente a rendere il costo unitario ragionevole, pur mantenendo alta la flessibilità.
Un modo comune di suddividere la questione è il rischio decisionale e il comportamento economico:
| Livello | Fascia di quantità tipica | Come si comporta in pratica | Cosa domina di solito il costo/rischio |
|---|---|---|---|
| Prototipo | 1-10 | Cicli di apprendimento rapidi; il design può ancora cambiare | Sforzo di programmazione + configurazione, rischio di rielaborazione |
| Corsa a basso volume | 10-50 | Una certa ripetibilità; il design si sta stabilizzando | Il tempo di allestimento per unità diminuisce; la pianificazione delle ispezioni conta di più |
| Produzione in piccoli lotti | 50-500 | Utilizzato per i test di mercato e la produzione iniziale | Strategia di bloccaggio dei pezzi, stabilità del processo e decisioni sulle scorte |
Le linee guida orientate all'industria spesso indicano 50-500 unità come una fascia utile per i test di mercato e la convalida della domanda iniziale, perché consente di effettuare consegne “reali” senza impegnare grandi scorte o stampi.
Quantità minima d'ordine (MOQ) per i CNC? Per la lavorazione CNC di piccoli lotti, il MOQ è spesso determinato più dal flusso di lavoro del fornitore che dai limiti della macchina. Molti flussi di lavoro dei servizi di lavorazione CNC possono supportare MOQ molto bassi, comprese quantità a una cifra, perché l“”utensile" è digitale (CAM + setup) piuttosto che uno stampo dedicato. Lo scambio è il costo unitario: quantità molto piccole comportano l'intero sforzo di impostazione su un numero inferiore di pezzi.
Scenari ottimali: produzione CNC on-demand per pezzi personalizzati, volumi ridotti e test di mercato (benchmark 50-500 unità).
La lavorazione CNC in piccoli lotti tende ad adattarsi meglio quando il valore del pezzo è sufficientemente alto da rendere accettabile la lavorazione e quando la flessibilità del progetto è più importante del costo unitario più basso possibile.
Gli scenari migliori più comuni includono:
- Produzione CNC su richiesta per pezzi personalizzati in cui la geometria o il materiale non sono adatti alla fusione o allo stampaggio, o in cui sono previste modifiche al progetto.
- Produzione di bassi volumi in cui è necessario disporre di pezzi omogenei per decine o centinaia di unità, ma non si vuole disporre di grandi scorte.
- Test di mercato e ramp-up graduale, spesso discussi nella gamma di 50-500 unità, in cui si desidera convalidare la domanda, l'imballaggio, l'assemblaggio e le prestazioni sul campo prima di impegnarsi con gli strumenti.
Il punto chiave è che i piccoli lotti consentono di acquistare informazioni. Si imparano a conoscere l'adattamento, l'usura, le variazioni di assemblaggio e l'utilizzo da parte del cliente utilizzando pezzi simili a quelli di produzione, ma senza il blocco degli utensili.
Quando i piccoli lotti sono non ideale: geometria, tolleranze o economia unitaria che spingono verso altri processi
La lavorazione CNC in piccoli lotti non è una risposta universale. Diventa una soluzione inadeguata quando domina uno dei tre vincoli: geometria, tolleranza/onere di ispezione o economia.
- Conflitti geometrici (limiti di lavorabilità) La lavorazione CNC richiede l'accesso agli utensili. Se una caratteristica non può essere raggiunta da un utensile da taglio (o può essere raggiunta solo con utensili fragili), il pezzo può richiedere molte impostazioni, utensili speciali o processi simili all'elettroerosione. Questo può annullare i vantaggi in termini di velocità e di costi di un “semplice” piccolo lotto.
Le bandiere rosse includono:
- Tasche strette e profonde in cui gli utensili devono essere lunghi e sottili (con il rischio di causare chattering e scarsa qualità della superficie)
- Forme interne che necessitano di sottosquadri senza accesso
- Pareti sottili che si muovono durante il taglio, rendendo difficile la ripetibilità su tutto il lotto
- Tolleranze e oneri di verifica Le tolleranze strette sono possibili nella lavorazione CNC, ma la fattibilità non si limita a dire “la macchina è in grado di reggerle”. Servono anche un'attrezzatura stabile, una strategia di riferimento controllata e un'ispezione in grado di dimostrare il requisito. Nei piccoli lotti, l'impegno di ispezione può diventare una quota importante del tempo totale, perché non si riduce linearmente.
Se un disegno prevede tolleranze strette su molte caratteristiche senza una funzione chiara, potreste pagare per un rischio di ispezione e di scarto che non aggiunge valore.
- L'economia unitaria vi spinge altrove Se il pezzo è semplice e la domanda è stabile a volumi più elevati, i metodi basati sugli utensili possono essere vincenti. A un certo punto, il tempo di ciclo per pezzo e lo spreco di materiale della lavorazione possono superare il costo una tantum di uno stampo o di un'attrezzatura. Il punto di transizione è specifico per ogni pezzo. Dipende dalla geometria, dal materiale, dalla finitura richiesta e da quanta parte del pezzo deve essere lavorata anche dopo lo stampo o la fusione.
Un quadro pratico di compromesso è:
- Se è probabile che vengano apportate modifiche al progetto, è meglio rimanere con il CNC più a lungo.
- Se la geometria è stabile e la domanda è prevedibile, si può pensare di utilizzare gli utensili prima.
- Se ogni pezzo deve essere personalizzato, il CNC (o il CNC + additivo) rimane rilevante anche a numeri più alti.
Diagramma: diagramma di flusso decisionale per la scelta di un CNC per piccoli lotti rispetto ad altre alternative
Quadro decisionale: Quando scegliere la lavorazione CNC di piccoli lotti?
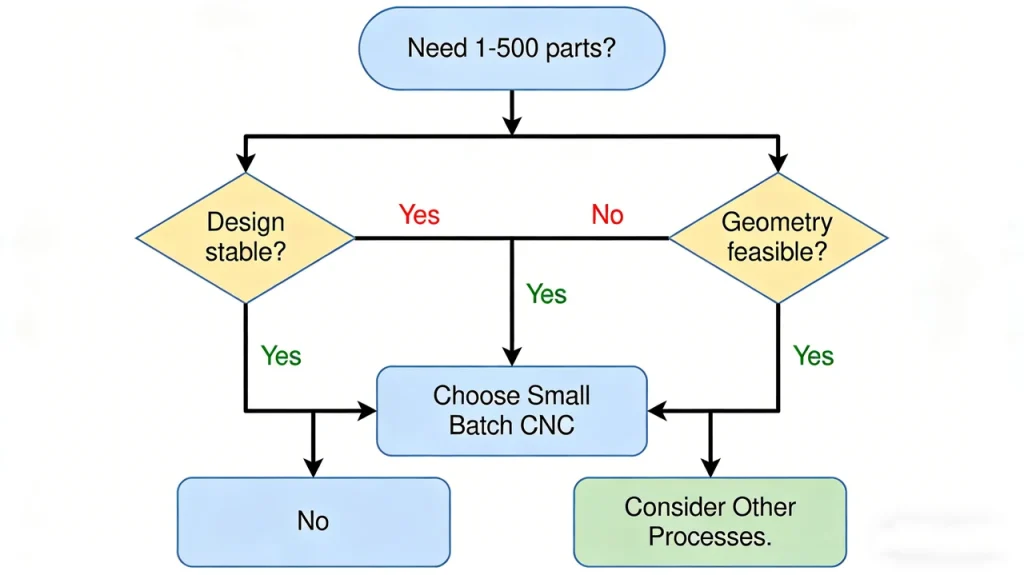
Per determinare se la lavorazione CNC di piccoli lotti è adatta al vostro progetto, seguite questa valutazione sequenziale:
- Necessità e materiale della parte
- Domanda: Avete bisogno di 1-500 pezzi realizzati con materiali simili a quelli di produzione (ad esempio, alluminio, acciaio inossidabile, tecnopolimeri) per i test funzionali o l'uso iniziale?
- Se no: per i modelli visivi o i concetti iniziali, prendete in considerazione la prototipazione CNC o la produzione additiva (stampa 3D) per ottenere maggiore velocità e costi inferiori in questa fase.
- Se sì: passare alla domanda successiva.
- Stabilità del progetto
- Domanda: Il design è ancora soggetto a frequenti modifiche?
- Se sì: la lavorazione CNC in piccoli lotti è l'ideale. Consente iterazioni rapide della progettazione senza i costi e i tempi di realizzazione degli utensili rigidi. Se la complessità del pezzo è molto elevata, un approccio ibrido (CNC + additivo) può essere ottimale.
- Se no: passare alla domanda successiva.
- Fattibilità geometrica (lavorabilità)
- Domanda: La maggior parte delle funzioni è accessibile con un ragionevole raggio d'azione dell'utensile e un numero minimo di impostazioni?
- Se no: caratteristiche come tasche strette e profonde, sottosquadri interni o pareti sottili e fragili possono essere problematiche. Considerare:
- Riprogettazione per una migliore producibilità.
- Lavorazione CNC a 5 assi per ridurre gli allestimenti.
- Produzione ibrida o altri processi come l'elettroerosione.
- Se sì: passare alla domanda successiva.
- Previsione e scala della domanda
- Domanda: La domanda futura è stabile e probabilmente supererà la gamma di 500 pezzi nel breve termine?
- Se sì: condurre un'analisi di break-even confrontando:
- Metodi basati su utensili (ad esempio, stampaggio a iniezione): Elevati costi iniziali, lunghi tempi di consegna, ma costi per pezzo molto bassi a livello di volume.
- Continuare la lavorazione CNC: Valutare il costo totale di proprietà, soprattutto se sono necessarie operazioni secondarie o se sono ancora possibili piccole modifiche al progetto.
- Se no: il CNC per piccoli lotti rimane un'opzione flessibile e a basso rischio. Passare all'ultima domanda.
- Allineamento di qualità e costi
- Domanda: Le tolleranze e i requisiti di ispezione specificati sono in linea con il budget e la tempistica del CQ?
- Se no: le tolleranze strette su caratteristiche non critiche possono aumentare drasticamente i costi e i tempi di consegna. Considerate:
- Semplificare le tolleranze per concentrarsi solo sulle caratteristiche critiche per la funzione.
- Ottimizzazione dello schema di riferimento per adattarlo all'assemblaggio e all'ispezione.
- Rivalutare la scelta del processo complessivo.
- Se sì: avete un candidato forte per la lavorazione CNC di piccoli lotti. Procedete con fiducia.
Il risultato principale: Questo schema aiuta a bilanciare la flessibilità della progettazione, i costi, i rischi e la disponibilità alla produzione. Se avete risposto “sì” alla maggior parte delle domande, la lavorazione CNC di piccoli lotti è una strategia efficace per colmare il divario tra il prototipo e la validazione del mercato.
Vantaggi principali della lavorazione CNC di piccoli lotti
Dalla prototipazione aerospaziale al collaudo di componenti automobilistici, la lavorazione CNC di piccoli lotti non viene utilizzata per ottenere il costo unitario più basso, ma per il controllo dei rischi e l'efficienza della produzione in volumi ridotti. La flessibilità offerta dalla lavorazione CNC la rende una soluzione versatile in tutti i settori.
Utilizzando macchine CNC avanzate e tecniche di lavorazione collaudate, i team possono produrre pezzi di precisione di alta qualità in piccole quantità, evitando investimenti in utensili, scorte in eccesso e lunghi tempi di consegna associati ai metodi di produzione tradizionali.
Eliminazione dei costi di stampi/attrezzature con l'iterazione CAD-to-part senza stampi
Il caso aziendale principale è la produzione senza stampi. Con il CNC, l“”utensile" è costituito principalmente dal programma, dall'impostazione e dagli strumenti di taglio che possono essere riutilizzati in tutti i lavori. Questo permette:
- Un salto diretto dai disegni 3D (CAD) al CAM e alla lavorazione.
- Modifiche alla progettazione senza dover rottamare uno stampo dedicato
- Costruzioni precoci in materiali reali (metallo, acciaio inox, tecnopolimeri) senza dover ricorrere a lunghi tempi di attrezzaggio
Questo è importante quando i requisiti sono ancora in movimento: modifiche dell'interfaccia, aggiustamenti dell'involucro, scambio di componenti in fase avanzata o riprogettazione da parte del fornitore.

Cicli di iterazione più rapidi: come la lavorazione CNC dei prototipi può abbreviare lo sviluppo di “diverse settimane”.”
Le fonti destinate ai flussi di lavoro per piccoli lotti affermano spesso che la lavorazione CNC dei prototipi può abbreviare i cicli di sviluppo di diverse settimane, soprattutto eliminando i tempi di produzione degli stampi e consentendo una rapida rielaborazione dei pezzi dopo le modifiche al progetto.
Un modo utile per trattare questa affermazione è come una richiesta di pianificazione, non come una garanzia.
- Perché può accadere: Si evitano le code per gli utensili e si può eseguire rapidamente un primo articolo, quindi rivedere il CAD e tagliare di nuovo.
- Perché potrebbe non accadere: Se il pezzo ha bisogno di più impostazioni, di lavorazioni complesse, di ispezioni speciali o di finiture che hanno una propria coda, il calendario può ancora allungarsi.
Quindi “diverse settimane” è plausibile nel senso che l'attrezzaggio può richiedere settimane e il CNC non lo richiede. Ma è comunque necessario modellare il proprio percorso critico: programmazione, messa a punto, approvazione del primo articolo, ispezione ed eventuali fasi di finitura esterne.
Personalizzazione senza compromessi sulla qualità: ripetibilità per lavorazioni CNC a basso volume
La personalizzazione è uno dei motivi principali per cui i team utilizzano la lavorazione CNC in piccoli lotti. La questione pratica è se la personalizzazione costringa la qualità a diminuire. Con il CNC, personalizzazione non significa necessariamente “fatto a mano”. La ripetibilità può essere elevata nelle lavorazioni CNC a basso volume perché:
- La stessa strategia CAM può essere riutilizzata in un batch.
- Gli offset e l'usura degli utensili possono essere monitorati durante la produzione.
- L'ispezione in-process può individuare le derive prima che si producano molti pezzi difettosi
Ciò che di solito causa problemi di qualità nei lotti piccoli non è la dimensione del lotto stesso. Si tratta di variazioni introdotte da cambi frequenti, strategie di riferimento poco chiare o progetti che richiedono impostazioni delicate. Se si riducono le impostazioni e si definiscono gli obiettivi di ispezione, i piccoli lotti possono essere coerenti.
Grafico: modello di produzione basato sull'inventario vs. modello di produzione on-demand
La lavorazione CNC in piccoli lotti è spesso abbinata a un modello on-demand: si ordina ciò che serve, quando serve, invece di creare un inventario “per ogni evenienza”. Lo scambio è che si può pagare di più per unità, ma si riduce il costo delle scorte sbagliate.
| Fattore | Modello basato sull'inventario | Modello CNC on-demand per piccoli lotti |
|---|---|---|
| Liquidità vincolata | Più alto - Il capitale è bloccato in parti che rimangono sullo scaffale. | Più basso - Si paga man mano che si procede, acquistando i pezzi più vicini all'uso effettivo. |
| Rischio di obsolescenza | Maggiore - Qualsiasi modifica al progetto può rendere inutili i pezzi in stock. | Più basso - Ogni lotto è piccolo, per ridurre al minimo le perdite in caso di revisione. |
| Agilità | Inferiore - L'inventario esistente vi vincola a una versione specifica del progetto. | Superiore - Ogni ordine può riflettere l'ultima revisione CAD e i miglioramenti del prodotto. |
| Shock della catena di approvvigionamento | Può essere tamponato - Le scorte in magazzino possono assorbire temporaneamente le interruzioni delle forniture. | Dipende dall'accesso alla capacità - Dipende dalla disponibilità dell'officina meccanica e dalla fornitura di materie prime in tempo reale. |
| Modifiche ingegneristiche | Più difficile - I cambiamenti sono costosi e lenti, perché prima bisogna utilizzare o rottamare le scorte esistenti. | Più facile - Le revisioni possono essere implementate nel lotto di produzione successivo con una penalizzazione minima. |
Il processo CNC per piccoli lotti: Come produrre pezzi in modo efficiente
Un piccolo lotto Processo di lavorazione CNC segue un flusso di lavoro diretto dal CAD al pezzo. Che si tratti di un prototipo rapido o di una serie pilota, la lavorazione richiede un'attenta pianificazione. Questo processo è ottimizzato per le produzioni a basso volume, dove la strategia di impostazione e il controllo della qualità definiscono il successo.
Questo processo è ottimizzato per i servizi di lavorazione CNC a basso volume, dove la strategia di impostazione, il tempo di lavorazione e il controllo della qualità definiscono il successo di ogni produzione.

Analisi DFM per piccole tirature: progettare per ridurre gli allestimenti, gli scarti e l'iterazione
La DFM (progettazione per la producibilità) per le lavorazioni in piccoli lotti non è tanto “fare in modo che sia economico in 100.000 unità”, quanto “fare in modo che sia stabile con un minor numero di impostazioni”. Ogni impostazione in più è un'occasione per perdere l'allineamento e creare scarti.
Una lista di controllo DFM pratica per piccoli lotti:
| Obiettivo DFM | Cosa cercare nel design | Perché è importante in piccoli lotti |
|---|---|---|
| Ridurre al minimo le configurazioni | Caratteristiche accessibili da un minor numero di orientamenti | Ogni configurazione aggiunge tempo e rischio di allineamento |
| Cancella i dati | Schema di riferimento funzionale legato all'assemblaggio | Riduce le discussioni su ciò che conta |
| Accesso agli strumenti | Evitare elementi profondi e stretti che costringono a utilizzare strumenti lunghi. | Gli utensili lunghi riducono la stabilità e aumentano il rischio di scarti |
| Pareti ragionevolmente sottili | Evitare pareti che si flettono durante la lavorazione | La flessione provoca una deriva dimensionale tra le parti |
| Focus sulla tolleranza | Tolleranze strette solo dove la funzione lo richiede | Lo sforzo di ispezione può dominare i costi dei bassi volumi |
| Raggi comuni/cammei | Utilizzare trattamenti coerenti dei bordi, ove possibile | Riduce la sostituzione degli utensili e la complessità della programmazione |
| Strategia azionaria | Scegliere dimensioni di stock che riducano l'asportazione eccessiva | Meno scarti e meno tempo di lavorazione |
Se si sta iterando, il DFM consiste anche nel rendere le modifiche “locali”. Una piccola modifica che costringe a un diverso datum o a una nuova impostazione può ripercuotersi sulla programmazione, sui dispositivi e sui piani di ispezione.
Fasi del flusso di lavoro: RFQ → CAM → setup → primo articolo → ispezione in-process → finitura → spedizione
Di seguito è riportata una vista di alto livello del flusso del processo di lavorazione per la produzione di piccoli lotti. Le fasi esatte variano a seconda dell'officina, ma le porte decisionali sono coerenti.
- RFQ e avvio del progetto
- Cosa succede: Si invia un pacchetto completo di richiesta di offerta (RFQ), comprendente il modello CAD 3D, i disegni 2D (con tolleranze e caratteristiche critiche), la quantità, le specifiche del materiale e i requisiti di finitura.
- Perché è importante: Una RFQ chiara e completa è la base. L'ambiguità in questo caso porta a supposizioni, revisioni del preventivo e potenziali ritardi in seguito.
- La chiave del successo: Assicurarsi che i disegni abbiano una chiara struttura di riferimento e distinguere le dimensioni critiche da quelle non critiche.
- Programmazione e pianificazione CAM
- Cosa succede: Gli ingegneri dell'officina meccanica utilizzano i file CAD per creare programmi CAM (Computer-Aided Manufacturing). Ciò comporta la definizione dei percorsi utensile, la selezione degli utensili da taglio, la pianificazione della sequenza delle operazioni e la progettazione delle strategie di fissaggio.
- Perché è importante: Questa fase di pianificazione digitale determina l'efficienza della lavorazione, la precisione e il modo in cui il pezzo sarà tenuto in sicurezza. Per i pezzi complessi, si può ricorrere alla simulazione per evitare collisioni.
- La chiave del successo: Una buona strategia CAM bilancia la velocità con la stabilità, riducendo al minimo le impostazioni e i cambi utensile per ridurre i costi e il rischio di allineamento.
- Impostazione della macchina e prima esecuzione dell'articolo
- Cosa succede: In officina, l'operatore installa le attrezzature previste, carica gli utensili necessari nella macchina CNC, imposta gli offset di lavoro (indicando alla macchina dove si trova il materiale) ed esegue il programma per produrre il primo articolo, ovvero il primo pezzo completo del lotto.
- Perché è importante: La messa a punto è una fase critica e dipendente dalle competenze. Un corretto fissaggio impedisce il movimento dei pezzi e garantisce la ripetibilità. Il primo articolo è la prova fisica dell'intero progetto.
- La chiave del successo: Un'impostazione meticolosa e una verifica in corso d'opera durante il primo ciclo dell'articolo consentono di individuare gli errori prima che venga realizzato un lotto completo.
- Ispezione del primo articolo (FAI)
- Cosa succede: Il primo articolo viene ispezionato a fondo, in genere utilizzando strumenti di misura di precisione come CMM, calibri o micrometri. Le misure vengono confrontate con il disegno per confermare che tutte le caratteristiche critiche e le tolleranze sono rispettate.
- Perché è importante: Il FAI è il principale gate di qualità. Convalida che il programma CAM, l'impostazione e la macchina producano pezzi conformi alle specifiche. L'approvazione è necessaria prima di continuare la produzione.
- La chiave del successo: Concentrare l'attività di ispezione sulle dimensioni critiche per la qualità (CTQ). Un rapporto FAI dettagliato fornisce tracciabilità e sicurezza.
- Esecuzione della produzione e ispezione in corso d'opera
- Cosa succede: Una volta approvato il FAI, viene lavorato l'intero lotto. I controlli in corso d'opera vengono eseguiti a intervalli (ad esempio, ogni 10 pezzi) per monitorare l'usura degli utensili, la deriva della macchina o altre variazioni che potrebbero influire sulla qualità.
- Perché è importante: In questo modo si garantisce la coerenza dell'intero lotto e si individuano le tendenze prima che portino a pezzi non conformi, evitando di ricevere un lotto di componenti difettosi.
- La chiave del successo: Piani di campionamento definiti e funzioni di controllo rapido consentono un monitoraggio efficiente senza interrompere la produzione.
- Finitura e fasi finali
- Cosa succede: Dopo la lavorazione, i pezzi vengono sottoposti a sbavatura (rimozione degli spigoli vivi) e a qualsiasi trattamento superficiale specificato (ad esempio, anodizzazione, placcatura, verniciatura a polvere). Prima dell'imballaggio viene effettuata un'ispezione finale per garantire la qualità della finitura e l'assenza di danni durante la post-lavorazione.
- Perché è importante: La finitura migliora il funzionamento, l'aspetto e la durata dei pezzi. L'ispezione finale è l'ultima linea di difesa prima della spedizione dei pezzi.
- Chiave del successo: Tenere conto dei tempi di consegna aggiuntivi per i servizi di finitura esterni. Specifiche di imballaggio chiare per evitare danni durante il trasporto.
Se volete avere meno sorprese, trattate il “primo articolo” come un vero e proprio cancello. In piccoli lotti, una singola correzione tempestiva può evitare di ripetere un errore 200 volte.
Controllo qualità per ordini di basso volume: cosa specificare
Il controllo qualità nella lavorazione CNC di piccoli lotti spesso fallisce per un semplice motivo: il disegno non è chiaro su ciò che deve essere provato.
Per gli ordini di basso volume, specificare il CQ in termini legati alla funzione:
- Dimensioni critiche (CTQ): Identificare le caratteristiche che influenzano l'accoppiamento, la tenuta, l'allineamento o le prestazioni. Se ogni dimensione è “critica”, non lo è nulla.
- Datum: Definire le origini che corrispondono alle condizioni di montaggio o di prova. Le origini sono le superfici di riferimento utilizzate per misurare e localizzare il pezzo.
- Metodo di ispezione: Indicare il livello di ispezione necessario per le caratteristiche chiave. Ad esempio, potreste richiedere misurazioni documentate per i CTQ, mentre le caratteristiche non critiche possono essere controllate in modo più leggero.
Siate espliciti anche sul controllo delle revisioni. Molti problemi di piccoli lotti non sono errori di lavorazione, ma errori di “revisione”.
In quanto tempo è possibile ottenere la consegna di piccoli lotti di pezzi CNC?
I tempi di consegna per la lavorazione CNC di piccoli lotti sono determinati da un breve elenco di fattori:
- Complessità di programmazione e impostazione (numero di impostazioni, 3 assi vs 5 assi, tornitura vs fresatura)
- Disponibilità del materiale (stock comune o ordine speciale)
- Requisiti di ispezione (soprattutto se la misurazione richiede tempo o attrezzature speciali)
- Fasi di finitura (alcune finiture aggiungono tempo di coda)
- Capacità e programmazione (quanto sono piene le macchine)
Una semplice visualizzazione della timeline aiuta la pianificazione. Non si tratta di una promessa di giorni, ma di una mappa di ciò che può allungare il programma:
Fase 1: RFQ e pianificazione
- Attività tipiche: Revisione del preventivo, conferma dell'ordine, approvvigionamento dei materiali, programmazione CAM.
- Variabilità del tempo: Molto variabile. Pezzi semplici: ore. Pezzi complessi a 5 assi: giorni. La disponibilità dei materiali è fondamentale.
Fase 2: Impostazione e primo articolo
- Attività tipiche: Attrezzaggio della macchina, caricamento degli utensili, verifica del programma, lavorazione del primo pezzo.
- Variabilità dei tempi: Dipende dalla complessità dell'allestimento. L'allestimento di una morsa semplice è veloce; un'attrezzatura personalizzata complessa richiede molto tempo.
Fase 3: Esecuzione della produzione e controllo qualità in corso d'opera
- Attività tipiche: Lavorazione del lotto. Controlli di qualità periodici in corso d'opera.
- Variabilità temporale: Scala direttamente con la quantità. Il tempo di ciclo per pezzo è il principale moltiplicatore. L'ispezione aggiunge un tempo marginale.
Fase 4: finitura e spedizione
- Attività tipiche: Sbavatura, trattamenti superficiali (anodizzazione), ispezione finale, imballaggio e spedizione.
- Variabilità dei tempi: Imprevedibile se è richiesta una finitura esterna. La semplice sbavatura e l'imballaggio sono veloci.
Se avete bisogno di velocità, la leva più affidabile non è “mettere fretta all'officina”. È la riduzione dell'ambiguità: CAD stabile, tolleranze chiare, origini chiare e un piano di ispezione definito.
Scegliere il partner di lavorazione: 3 assi, 5 assi, tornitura e ibrido
La scelta del giusto approccio alla lavorazione CNC è fondamentale nella lavorazione di piccoli lotti, poiché la selezione della macchina influisce direttamente sulla tolleranza, sull'economicità e sulla complessità del pezzo.
A seconda della geometria del pezzo e del volume di produzione, la lavorazione CNC a 3 o 5 assi, la tornitura CNC o la lavorazione ibrida possono offrire una migliore stabilità, un minor numero di impostazioni e una lavorazione più efficiente per i piccoli lotti.
Fresatura CNC a 3 assi per piccoli lotti: quando è il percorso più semplice e veloce
La fresatura CNC a 3 assi è spesso il percorso più semplice quando il pezzo può essere lavorato da un numero limitato di lati e le caratteristiche non richiedono un accesso angolato complesso.
I 3 assi tendono ad adattarsi quando:
- La maggior parte delle funzioni sono raggiungibili dall'alto (più uno o due salti mortali).
- Le superfici di riferimento sono facili da individuare e da fissare
- Il pezzo è prismatico (staffe, piastre, alloggiamenti) piuttosto che fortemente sagomato
- È possibile tenere il pezzo in modo sicuro senza deformarlo.
Nei piccoli lotti, i 3 assi possono essere interessanti perché l'approccio alla programmazione e all'impostazione è ampiamente compreso e il processo può essere stabile con un'attrezzatura modesta. Il rischio è che i pezzi complessi possano richiedere molte impostazioni e che il numero di impostazioni sia un fattore comune di scarto e di aumento dei tempi.
Lavorazione CNC a 5 assi per parti complesse: meno impostazioni e minore potenziale di scarto (adozione in aumento) - tabella di confronto
I rapporti sulle tendenze indicano una crescente adozione della lavorazione CNC a 5 assi, anche per i lotti più piccoli, perché può ridurre il numero di setup lavorando più facce con un unico serraggio. Nei piccoli lotti, un minor numero di impostazioni può significare minori possibilità di impilare errori.
Un confronto per le discussioni sulla fattibilità:
| Fattore | Fresatura a 3 assi | Lavorazione a 5 assi |
|---|---|---|
| Conteggio dell'impostazione | Può essere più alto per i pezzi multi-faccia | Spesso è più basso perché è possibile raggiungere un maggior numero di facce in un'unica configurazione |
| Rischio di allineamento | Più alto quando sono necessarie molte riapplicazioni | Più basso quando le caratteristiche sono lavorate in un numero inferiore di serraggi |
| Sforzo di programmazione | Spesso più semplice | Spesso superiore, soprattutto per il controllo delle collisioni |
| La migliore vestibilità | Parti prismatiche, caratteristiche angolari limitate | Pezzi complessi, caratteristiche multi-faccia, accesso difficile |
| Autisti da rottamare | Disallineamento del morsetto, dati non coerenti | Gli errori di programmazione/impostazione possono essere più complessi, ma un minor numero di impostazioni può ridurre gli scarti di ricollocazione. |
Il punto chiave non è che il 5 assi sia “migliore”. È che può essere più stabile per alcune geometrie, soprattutto quando un piano a 3 assi richiederebbe diverse impostazioni e un'attenta ridatazione.
Quando conviene il 5 assi per la produzione CNC a basso volume?
Spesso vale la pena prendere in considerazione il 5 assi nella produzione di bassi volumi, quando elimina un rischio o un tempo significativo. Un modo semplice per decidere è quello di porre domande di tipo break-even:
- Di quante impostazioni ha bisogno un piano a 3 assi? Se sono necessari molti capovolgimenti e reindicazioni per raggiungere i datum, il 5 assi può ridurre l'errore di allineamento cumulativo.
- Le caratteristiche angolari sono importanti dal punto di vista funzionale? Se le caratteristiche angolari favoriscono la tenuta, l'allineamento o il flusso, un minor numero di impostazioni può migliorare la ripetibilità su piccoli lotti.
- Gli scarti sono costosi? Se il materiale è costoso o i tempi di consegna sono stretti, ridurre la possibilità di un errore di ricollocazione può essere più importante del tempo di programmazione extra.
- L'ispezione è più semplice con un minor numero di impostazioni? Un pezzo lavorato con un unico schema di riferimento principale può essere più facile da misurare e spiegare.
Per prendere questa decisione non è necessario disporre di numeri di prezzo esatti. È necessario individuare dove si trovano il tempo e il rischio: setup, accesso e verifica.
Produzione ibrida (CNC + additiva): abilitare la complessità, ridurre gli scarti, accelerare la prototipazione (compromessi)
La produzione ibrida combina processi additivi (per creare forme quasi nette o caratteristiche complesse) con la lavorazione CNC (per ottenere superfici controllate e dimensioni critiche). Le fonti di tendenza descrivono gli approcci ibridi come utili per piccoli lotti in cui la complessità è elevata.
Dove l'ibrido può aiutare:
- Forme interne complesse in cui la lavorazione pura presenta problemi di accesso all'utensile
- Riduzione dello spreco di materiale grazie alla partenza da una forma più vicina a quella finale, quindi alla lavorazione solo dove necessario
- iterazione più rapida quando l'additivo può produrre rapidamente una nuova preforma, seguita dalla lavorazione delle superfici funzionali
Scambi da pianificare:
- È comunque necessaria una strategia di riferimento. I pezzi additivi possono presentare variazioni che devono essere riferite correttamente durante la lavorazione.
- Le condizioni della superficie possono variare, quindi è necessario prevedere delle tolleranze di lavorazione.
- La pianificazione delle ispezioni può essere più difficile perché si possono avere sia elementi costruiti che lavorati.
Per quanto riguarda la fattibilità, l'ibrido è spesso una “scappatoia progettuale” quando un pezzo è troppo complesso per essere lavorato in modo efficiente, ma necessita comunque di una precisione di lavorazione sulle interfacce.
Automazione, robotica e CNC “intelligenti” per piccoli lotti (tendenze 2025+)
Mentre la lavorazione CNC di piccoli lotti continua a sostituire i metodi di produzione tradizionali per la produzione di bassi volumi e la lavorazione CNC di piccole serie, l'automazione e la tecnologia CNC intelligente stanno diventando fattori chiave. Nei moderni ambienti di lavorazione on-demand, l'obiettivo non è la produzione di massa, ma il miglioramento dell'efficienza produttiva, la riduzione delle variazioni di impostazione e la garanzia di pezzi lavorati di alta qualità in piccoli lotti utilizzando macchine CNC avanzate.
Integrazione di automazione e robotica: funzionamento senza luce, riduzione dei tempi di inattività, qualità costante (sintesi delle tendenze)
Le tendenze del settore enfatizzano l'integrazione dell'automazione e della robotica per supportare i bassi volumi di produzione, compreso il funzionamento “a luci spente” in alcuni ambienti. Per i piccoli lotti, i vantaggi pratici derivano solitamente da:
- Gestione più coerente (meno variazioni tra operatori e turni)
- Riduzione dei tempi di non taglio (carico/scarico, attività ripetitive semplici)
- Completamento del ciclo più prevedibile (meno interruzioni una volta iniziata la corsa)
Il vincolo è che l'automazione ha ancora bisogno di input stabili: stock consistenti, attrezzature chiare e un processo in grado di riprendersi dall'usura degli utensili o da piccole variazioni. In un piccolo lotto con frequenti modifiche alla progettazione, il piano di automazione deve essere flessibile, altrimenti il tempo di configurazione per “automatizzare il lavoro” può superare il beneficio.
Centri di tornitura CNC per piccoli lotti: mandrini secondari, alimentatori di barre e funzionalità di tornitura-fresatura per pezzi cilindrici (guida all'applicazione)
Per le parti cilindriche, Tornitura CNC I centri di lavoro sono spesso la soluzione naturale. I rapporti sulle tendenze evidenziano configurazioni come mandrini secondari, alimentatori di barre e capacità di tornitura come utili in contesti di piccoli lotti.
Una semplice guida all'applicazione:
- Se il pezzo è prevalentemente rotativo (alberi, perni, boccole), la tornitura può produrre elementi concentrici in modo efficiente.
- Se il pezzo richiede la fresatura di piani, fori trasversali o elementi chiave, la capacità di fresatura può ridurre le operazioni secondarie.
- Se si dispone di una famiglia di pezzi simili, l'alimentazione delle barre e la manipolazione coerente possono ridurre le variazioni e accelerare la produzione di piccoli lotti.
Per i piccoli lotti, il vantaggio principale è il minor numero di passaggi di consegne. Ogni passaggio è un'occasione per mescolare le revisioni, graffiare le superfici o perdere la tracciabilità.
Gemelli digitali per la simulazione di piccoli lotti: convalida dei piani di processo prima del taglio (flusso di lavoro per la riduzione del rischio)
Le fonti di tendenza parlano anche di gemelli digitali per la simulazione. In termini di lavorazione, ciò significa di solito simulare i percorsi utensile, il movimento della macchina e talvolta l'interazione con l'attrezzatura di lavoro prima di tagliare il metallo.
Per i piccoli lotti, la simulazione è principalmente uno strumento di riduzione del rischio:
- Catturare precocemente le collisioni e i problemi di portata
- Convalidare che un piano di configurazione possa accedere a tutte le facce necessarie
- Ridurre la possibilità che il primo articolo fallisca per ragioni evitabili
Il valore aumenta con l'aumentare della complessità. Se il pezzo è una semplice staffa a 3 assi, la simulazione può aggiungere poco. Se il pezzo necessita di un accesso a più facce con relazioni di riferimento strette, la simulazione può evitare errori costosi.
Controllo qualità guidato dall'IA: dove è utile (ispezione, rilevamento di anomalie) e cosa rimane manuale (vincoli)
Il controllo qualità basato sull'intelligenza artificiale viene spesso discusso in relazione al rilevamento delle anomalie e al supporto delle ispezioni automatiche. In piccoli lotti, può essere utile quando riduce il carico di ispezioni ripetitive o segnala precocemente le derive.
Dove tende ad essere utile:
- Identificazione di modelli di misura che suggeriscono l'usura dell'utensile o la deriva del processo
- Supporto di flussi di lavoro di ispezione coerenti tra i turni di lavoro
- Ordinamento o segnalazione di parti per un esame più approfondito
Ciò che rimane manuale o ingegneristico:
- Definizione di ciò che è critico (CTQ) e di come si lega alla funzione
- Decidere i datum e la strategia di ispezione
- Gestione di casi limite, problemi estetici e intenzioni di disegno ambigue
Il controllo qualità dei piccoli lotti dipende ancora dal giudizio umano, perché i piccoli lotti spesso includono cambiamenti. Il cambiamento è il punto in cui l'automazione basata su regole si trova in difficoltà.
Costi, modelli di pricing ed economia degli ordini (cosa spinge realmente la quotazione)
I prezzi per la lavorazione CNC di piccoli lotti non si limitano al tempo macchina, ma comprendono anche lo sforzo di impostazione, la strategia di attrezzaggio, l'onere di ispezione e il rischio di rilavorazione. Capire come i costi della lavorazione CNC si scalano nella produzione a breve termine e a basso volume aiuta gli acquirenti a valutare se la lavorazione CNC rimane un'alternativa economicamente vantaggiosa agli stampi, alla fusione o alla produzione di massa.
Struttura dei costi per la lavorazione CNC di piccoli lotti: impostazione, programmazione/CAM, tempo macchina, materiale, ispezione, finitura
Di seguito è riportata una ripartizione dei costi che mostra quali sono i fattori che solitamente determinano l'economia della lavorazione CNC di piccoli lotti. Il mix esatto varia a seconda del pezzo, ma le categorie sono coerenti.
| Elemento di costo | Cosa comprende | Perché è più importante in piccoli lotti |
|---|---|---|
| Programmazione / CAM | Creazione del percorso utensile, piano di setup, documentazione | Spesso si tratta di uno sforzo fisso che deve essere distribuito su poche parti |
| Impostazione | Attrezzatura, caricamento utensili, offset, collaudo | Il setup può dominare quando la quantità è bassa |
| Tempo macchina | Tempo di taglio più movimenti non di taglio | Scala con la quantità; scala anche con la complessità |
| Materiale | Approvvigionamento di scorte, rifiuti e materiali speciali | Lo spreco può essere elevato se lo stock è lontano dalla forma netta |
| Ispezione | Controlli del primo articolo, controlli in corso d'opera, reportistica | Può essere significativo anche per quantità ridotte |
| Finitura | Sbavatura, trattamenti superficiali, marcatura | Può aggiungere tempo di coda e rischio di gestione |
| Rischio di scarto/rilavorazione | Rifacimenti, ispezioni extra, scadenze | Guidati da impostazioni, pareti sottili, tolleranze strette, disegni poco chiari |
Quali sono i vantaggi del CNC per piccoli lotti? È economicamente vantaggioso? Può esserlo, se evita errori dal costo più elevato. Nella produzione di bassi volumi, l'efficacia dei costi spesso significa evitare scorte sbagliate, evitare di spendere stampi/attrezzature troppo presto ed evitare la riprogettazione dopo un grande impegno. Se la domanda è stabile e la geometria è semplice, altri processi possono battere il CNC sul costo unitario.
Il CNC per piccoli lotti è più economico dello stampaggio o della fusione? (quadro di compromesso tra utensili e pezzi singoli)
Il confronto tra la lavorazione CNC e lo stampaggio o la fusione è principalmente una questione di costi:
- Metodi basati sull'utensileria: costi iniziali più elevati per l'utensileria, spesso costi inferiori per pezzo una volta in funzione e tempi di ciclo più rapidi per pezzo.
- CNC per piccoli lotti: costi ridotti o nulli per l'utensileria dedicata, maggiore tempo di lavorazione per pezzo e migliore flessibilità in caso di modifiche al progetto.
Un quadro pratico di compromesso:
- Se si prevedono modifiche alla progettazione, il CNC riduce la penalità per le modifiche.
- Se la geometria è stabile e i volumi aumentano, i metodi basati sugli utensili possono vincere in termini di economia unitaria.
- Se i pezzi richiedono ancora una lavorazione secondaria dopo lo stampaggio/la fusione (per le interfacce critiche), il divario si riduce.
Quando passare dal CNC allo stampaggio a iniezione? Di solito la decisione viene presa quando si verificano tre cose contemporaneamente: (1) il progetto è stabile, (2) la domanda è prevedibile al di là dei piccoli lotti e (3) il pezzo stampato può soddisfare i requisiti chiave con una lavorazione secondaria limitata. In assenza di queste condizioni, il CNC rimane una scelta più sicura, anche se il costo unitario è più elevato.
Effetti di volume e “sweet spots”: utilizzare la guida per i test di mercato da 50-500 unità (e quando riconsiderare il processo)
Il volume cambia l'economia in modo prevedibile:
- Passando da 1 a 10 pezzi spesso si riduce il costo dell'unità perché si distribuiscono la programmazione e la configurazione su più unità.
- Passare da 10 a 50 pezzi spesso consente di mettere a punto il processo e di ottenere una maggiore stabilità di lavorazione.
- Passare da 50 a 500 pezzi può essere una fascia pratica per i test di mercato e i primi lanci, perché si può costruire un prodotto reale senza creare un inventario a lungo termine.
Ma il volume può anche mettere a nudo i punti deboli. Se producete 5 pezzi con una configurazione fragile, potreste “farla franca”. Con 200 pezzi, quella stessa configurazione può andare alla deriva e gli scarti possono aumentare.
Dovreste riconsiderare il processo quando:
- La parte richiede un numero eccessivo di configurazioni per rimanere stabile su centinaia di unità.
- Il tempo di ispezione cresce più rapidamente del previsto perché il disegno è sovratollerato
- Lo spreco di materiale è elevato perché la forma delle scorte è inefficiente.
- La domanda è sufficientemente stabile da rendere accettabili i tempi di consegna degli utensili.
Avvertenze per i benchmark: quali statistiche sono monofonte (ad esempio, “riduzione del tempo di 25%”) e come convalidarle per la propria officina/parto
Molti numeri pubblicati in questo settore sono parametri di riferimento a fonte unica. Due esempi spesso citati nei rapporti di tipo trendistico sono:
- Una riduzione del tempo di lavorazione di 25% per un'applicazione di alberi in piccoli lotti utilizzando le caratteristiche del centro di tornitura e l'automazione.
- Sostiene che la lavorazione CNC dei prototipi può abbreviare lo sviluppo di diverse settimane evitando gli stampi.
Queste possono essere realistiche nel giusto contesto, ma non sono costanti universali. Per convalidare la vostra parte, chiedete prove legate a una geometria e a un piano di processo simili:
- Stessa famiglia di materiali e stessa strategia di stock
- Tolleranza e oneri di ispezione simili
- Numero di attrezzature e approccio alle lavorazioni simili
- Simili fasi di finitura
Se un benchmark non li specifica, considerarlo solo direzionale.
Outsourcing vs. In-House per piccoli lotti (matrice decisionale)
Decidere se esternalizzare o mantenere internamente la lavorazione CNC di piccoli lotti influisce su velocità, apprendimento e rischio. Molti team si affidano a un fornitore di servizi di lavorazione CNC per accedere ad attrezzature avanzate come i CNC a 5 assi e la lavorazione multiasse, mentre altri danno la priorità al controllo interno per l'iterazione rapida e lo sviluppo di pezzi personalizzati.
Vantaggi dell'outsourcing: capacità basata sul cloud, riduzione del rischio di inventario, scalabilità per gli ordini a basso volume (modello on-demand)
L'outsourcing della lavorazione di piccoli lotti viene spesso scelto quando:
- Avete bisogno di capacità senza acquistare macchine o assumere personale
- Volete ordinare su richiesta per evitare di creare scorte di magazzino
- Avete una domanda variabile o orari incerti
- Avete bisogno di accedere a processi che non gestite internamente (multiasse, determinati materiali, determinate capacità di ispezione).
Il principale vantaggio operativo è l'accesso a una capacità flessibile. Il principale vantaggio ingegneristico è che spesso si può passare da pochi pezzi a qualche centinaio senza modificare l'ingombro interno.
Vantaggi interni: velocità di iterazione, controllo dell'IP, riutilizzo delle fixture e curva di apprendimento (elenco dei compromessi)
La lavorazione interna può essere vincente quando:
- L'iterazione è quotidiana e avete bisogno di un feedback immediato.
- Desiderate un controllo più stretto dell'IP e della geometria sensibile
- Si prevede di riutilizzare i dispositivi e le configurazioni tra le diverse varianti di prodotto.
- Volete costruire una conoscenza dei processi che sarà importante in seguito nella produzione.
Il valore nascosto è l'apprendimento. Quando si tagliano i pezzi internamente, si impara quali tolleranze sono difficili, quali dati sono stabili e quali caratteristiche portano allo scarto. Questo apprendimento può ridurre i costi e i rischi anche se il primo lotto non è economico.
Tabella: matrice di punteggio outsourcing vs. in-house (costo, velocità, complessità, esigenze di QA, esigenze di certificazione, frequenza di iterazione)
Una semplice matrice di punteggio aiuta ad allineare le parti interessate. È possibile assegnare a ciascun fattore un punteggio di importanza bassa/media/alta, quindi confrontare quale percorso si adatta meglio.
| Fattore decisionale | L'outsourcing tende ad essere... | In-house tende ad adattarsi quando... |
|---|---|---|
| Controllo dei costi | Si vuole evitare la spesa in conto capitale e mantenere i costi variabili. | È possibile mantenere le macchine utilizzate e riutilizzare le attrezzature. |
| Velocità | I tempi di consegna sono accettabili e i programmi sono prevedibili. | Avete bisogno di cicli di iterazione in giornata o rapidi |
| Complessità | Avete bisogno di capacità multiasse o specializzate | Le parti rientrano nella vostra finestra di processo comprovata |
| Esigenze di AQ | I sistemi di AQ esterni soddisfano le vostre esigenze di documentazione | Volete il controllo diretto dell'ispezione e della tracciabilità |
| Esigenze di certificazione | Il fornitore dispone delle certificazioni richieste | Operate già con il sistema di qualità richiesto |
| Frequenza di iterazione | Il design è per lo più stabile | Il design cambia frequentemente e l'apprendimento è continuo |
Cosa inviare per un preventivo CNC accurato (CAD, disegni, tolleranze, materiale, finitura, quantità, esigenze di ispezione)?
Per ottenere preventivi accurati per la lavorazione CNC di piccoli lotti, la maggior parte degli errori deriva da informazioni mancanti che costringono a formulare ipotesi. Una pratica lista di controllo pre-RFQ:
| Articolo | Cosa includere | Perché è importante |
|---|---|---|
| Modello CAD | Formato nativo o neutro | Guida la strategia CAM e il piano di allestimento |
| Disegno 2D | Dimensioni, origini, note | Definisce ciò che deve essere rispettato e ispezionato |
| Tolleranze | Indicare chiaramente i CTQ | Le tolleranze strette determinano il rischio di ispezione e di scarto |
| Materiale | Grado/specie se necessario | Influisce su utensili, avanzamenti/velocità e approvvigionamento |
| Finitura | Trattamento superficiale, sbavatura delle aspettative | Aggiunge fasi di processo e gestione |
| Quantità | Includere le quantità successive previste, se note | Influenza la strategia di fissaggio e l'economia dell'unità |
| Esigenze di ispezione | Cosa deve essere comunicato e come | Riduce i tempi di metrologia e gli sforzi di documentazione |
| Controllo di revisione | Identificatore di revisione e note di modifica | Previene il rischio di costruzione errata |
Casi di studio e insegnamenti pratici (cosa significa “buono”)
L'obiettivo di questi casi non è dimostrare numeri universali. Si tratta di mostrare come si presenta un “buon” piano per piccoli lotti: la scelta del processo corrisponde alla geometria, l'automazione è applicata dove riduce il lavoro di ripetizione e il CQ è pianificato invece che implicito.
Caso di studio: Alberi di precisione per l'industria automobilistica e robotica - Alberi da 30 mm, automazione del centro di tornitura, riduzione dei tempi di lavorazione di 25%. Questo dimostra come il giusto partner di lavorazione e il giusto processo possano ottimizzare la produzione di piccoli lotti di componenti cilindrici.
Contesto: Un'applicazione di robotica richiedeva la produzione di piccoli lotti di alberi di precisione di circa 30 mm. I pezzi erano cilindrici e adatti alla tornitura, con caratteristiche che traevano vantaggio dalle operazioni integrate.
Cosa è stato fatto: Il processo utilizzava un centro di tornitura CNC configurato per ridurre la movimentazione e combinare le fasi. Tra i fattori abilitanti segnalati vi sono l'automazione e la capacità di tipo tornio, finalizzate a ridurre le operazioni secondarie e a minimizzare le variazioni dipendenti dall'operatore.
Risultato (fonte singola): Una riduzione del tempo di lavorazione di 25%, oltre a una maggiore precisione e a un minor numero di errori.
Perché è importante per la fattibilità: Questo è un buon esempio di adattamento della macchina alla geometria. Se una famiglia di pezzi è prevalentemente rotazionale e si possono mantenere le operazioni in un unico flusso di lavoro controllato, i piccoli lotti possono comportarsi come serie di produzione stabili. L'avvertenza è che la figura 25% dipende dal contesto. Validatelo in base alle caratteristiche, alle tolleranze e all'onere di ispezione del vostro albero.
Caso di studio: Iterazione rapida dello sviluppo del prodotto - CNC senza stampi e su richiesta + DFM per ridurre i tentativi e gli errori e abbreviare lo sviluppo di settimane (single-source) [Rif.: ricerca accademica sullo sviluppo del prodotto].
Contesto: Un team di sviluppo si trovava ad affrontare costi di attrezzaggio elevati e cicli lunghi mentre i requisiti erano ancora in movimento. La domanda non era ancora provata, quindi il rischio di inventario era elevato.
Cosa è stato fatto: Il team ha utilizzato la produzione CNC senza stampi e on-demand, guidata da disegni 3D, abbinata all'analisi DFM per ridurre gli allestimenti e prevenire gli scarti. L'attenzione si è concentrata su cicli di apprendimento rapidi: taglio dei pezzi, test, revisione del CAD, taglio di nuovo.
Risultato (fonte unica): Riduzione dei costi per tentativi ed errori e un ciclo di sviluppo abbreviato di settimane, secondo l'esperienza riportata.
Perché è importante per la fattibilità: La lavorazione CNC di piccoli lotti può essere uno strumento di pianificazione quando l'attrezzaggio vi blocca troppo presto in un progetto. Il limite è che le “settimane risparmiate” dipendono da dove si trova il collo di bottiglia. Se il vero collo di bottiglia è la finitura, l'ispezione o il collaudo dell'assemblaggio, la sola accelerazione della lavorazione potrebbe non spostare di molto il calendario.
Caso di studio: Ramp-up della prototipazione OEM - CNC on-demand per componenti medicali complessi quando la capacità interna è limitata (focus su capacità e complessità) [Rif.: rapporti sulla produzione industriale/medicale].
Contesto: Un produttore OEM aveva bisogno di componenti intricati per dispositivi medici durante un periodo di avviamento, ma la capacità interna e la programmazione limitavano la produzione interna.
Cosa è stato fatto: L'approccio ha utilizzato il CNC on-demand per lotti di piccole e medie dimensioni di pezzi complessi, con l'obiettivo di mantenere i progressi senza attendere la disponibilità della macchina interna.
Risultato: Velocità di prototipazione e accesso a capacità per componenti complessi, difficili da gestire con i soli metodi tradizionali.
Perché è importante per la fattibilità: Per i pezzi regolamentati o ad alta complessità, il rischio di fattibilità è spesso la capacità e la capacità di processo, non solo la geometria. L'esternalizzazione di piccoli lotti può mantenere in vita un programma, ma solo se le aspettative di QC, i dati e le esigenze di documentazione sono esplicitati in anticipo.
Lista di controllo finale: specifiche, producibilità, idoneità di macchina/processo, piano QC e preparazione del fornitore (lista di controllo scaricabile)
Di seguito è riportata una lista di controllo “stampabile” che è possibile copiare in un documento interno. È strutturata in modo da ridurre le cause comuni di sorpresa nella lavorazione CNC di piccoli lotti.
| Area | Controllo | Note |
|---|---|---|
| Area | Controllo | Note |
| Specifiche | Il CAD e il disegno corrispondono; la revisione è chiara | |
| Specifiche | I CTQ sono identificati; le dimensioni non critiche non sono eccessivamente rigide | |
| Produttività | Il numero di attrezzature è ridotto al minimo; l'accesso agli utensili è realistico. | |
| Produttività | Pareti sottili, tasche profonde e tratti delicati recensiti | |
| Adattamento al processo | 3 assi vs 5 assi vs tornitura la scelta corrisponde alla geometria | |
| Adattamento al processo | La strategia delle scorte è definita per controllare gli sprechi e la stabilità | |
| Piano QC | Vengono definite le coordinate per la lavorazione e l'ispezione | |
| Piano QC | Vengono indicati il metodo di ispezione e le esigenze di reporting | |
| Prontezza dei fornitori | Le ipotesi di capacità e di programmazione sono allineate | |
| Prontezza dei fornitori | Le fasi di finitura e le code sono state prese in considerazione |
Fine (logica decisionale)
La lavorazione CNC di piccoli lotti è una buona soluzione quando servono 1-500 pezzi con funzioni simili alla produzione, ma si vuole evitare il blocco degli utensili e il rischio di inventario. La fattibilità è solitamente determinata dal numero di attrezzature, dall'accesso agli utensili e da quanto chiaramente si definiscono i datum e i CTQ per l'ispezione. Se il pezzo costringe a molti re-clamp, ha caratteristiche difficili da raggiungere o presenta tolleranze strette su molte dimensioni non critiche, i costi e il rischio di scarto aumentano rapidamente.
Quando la domanda diventa stabile e sufficientemente elevata e il progetto smette di cambiare, diventa ragionevole confrontare il CNC con i metodi basati sugli utensili. Fino ad allora, il CNC per piccoli lotti viene spesso utilizzato come metodo controllato per imparare, convalidare la domanda nell'intervallo 50-500 unità e mantenere le modifiche al progetto gestibili.
Domande frequenti
La lavorazione CNC per piccoli lotti utilizza processi come la fresatura e la tornitura CNC (compresa la foratura CNC) per produrre pezzi in quantità di 1-500 pezzi. A differenza dei metodi di lavorazione tradizionali legati alla produzione di massa, si tratta di una soluzione digitale e on-demand ideale per la lavorazione di applicazioni come scaffalature di stoccaggio personalizzate, prototipi e componenti per uso finale. Colma il divario tra la prototipazione una tantum e la produzione su larga scala.
Non esiste un MOQ rigido per la lavorazione CNC. Dal punto di vista tecnico, un servizio di lavorazione CNC può produrre un pezzo o molti pezzi utilizzando lo stesso processo di lavorazione.
Nella lavorazione CNC di piccoli lotti, il costo è determinato principalmente dalla programmazione, dall'impostazione e dall'ispezione. Questi sforzi non sono linearmente proporzionali alla quantità, motivo per cui gli ordini molto piccoli hanno costi unitari più elevati. Con l'aumento del volume, i costi di impostazione vengono distribuiti su un numero maggiore di pezzi, rendendo più economica la lavorazione CNC in piccole serie.
La lavorazione CNC a basso volume può essere conveniente quando la flessibilità è più importante del prezzo unitario più basso. Evita i costi di stampo, riduce il rischio di inventario e supporta la lavorazione on-demand quando i progetti possono ancora cambiare.
Funziona meglio quando la domanda è incerta, i pezzi richiedono precisione o una geometria complessa, o sono necessari materiali come il metallo o i tecnopolimeri. Quando la domanda diventa stabile e i volumi aumentano, i processi basati sugli utensili possono offrire un costo inferiore per pezzo.
Quando la lavorazione CNC di piccoli lotti richiede caratteristiche complesse come tasche profonde o pareti sottili, i costi possono aumentare. Per controllarli: semplificare i progetti per ridurre le impostazioni, specificare tolleranze realistiche e scegliere dimensioni di stock standard. Il passo più efficace per ridurre i costi è quello di collaborare tempestivamente con il partner di lavorazione per una revisione DFM (Design for Manufacturability).
Il passaggio dalla lavorazione CNC allo stampaggio a iniezione ha senso quando il progetto è stabile, la domanda è prevedibile e i pezzi stampati possono soddisfare i requisiti senza pesanti lavorazioni secondarie.
Se si prevedono frequenti modifiche al progetto, o se le tolleranze ristrette richiedono comunque una lavorazione CNC dopo lo stampaggio, il mantenimento della produzione CNC in piccoli lotti spesso riduce i rischi e i costi totali.
La lavorazione a scarica elettrica (EDM) è un processo specializzato utilizzato nella produzione di piccoli lotti quando la fresatura o la tornitura CNC tradizionali non sono in grado di lavorare un elemento, ad esempio forme interne intricate, angoli interni taglienti o materiali molto duri. Pur essendo più lenta, l'elettroerosione è preziosa per stampi, matrici o parti complesse che non possono essere lavorate con gli utensili da taglio tradizionali.



