L'usinage CNC de l'aluminium est souvent choisi lorsque l'on a besoin d'une pièce en métal léger avec un comportement d'usinage prévisible et un chemin propre de la CAO à un composant fini et inspecté. Les questions pratiques sont rarement “Peut-on l'usiner ?” mais plutôt “Quel alliage et quel procédé permettront de respecter les tolérances, d'éviter les rebuts et de satisfaire aux spécifications de finition sans surprise ?”
Ce guide se concentre sur la faisabilité : ce que comprend l'usinage CNC de l'aluminium, ce qui fonctionne bien, ce qui est risqué et ce qu'il faut spécifier pour que la pièce que vous concevez soit celle que vous recevrez.
Usinage CNC de l'aluminium : ce que c'est et pourquoi c'est utilisé
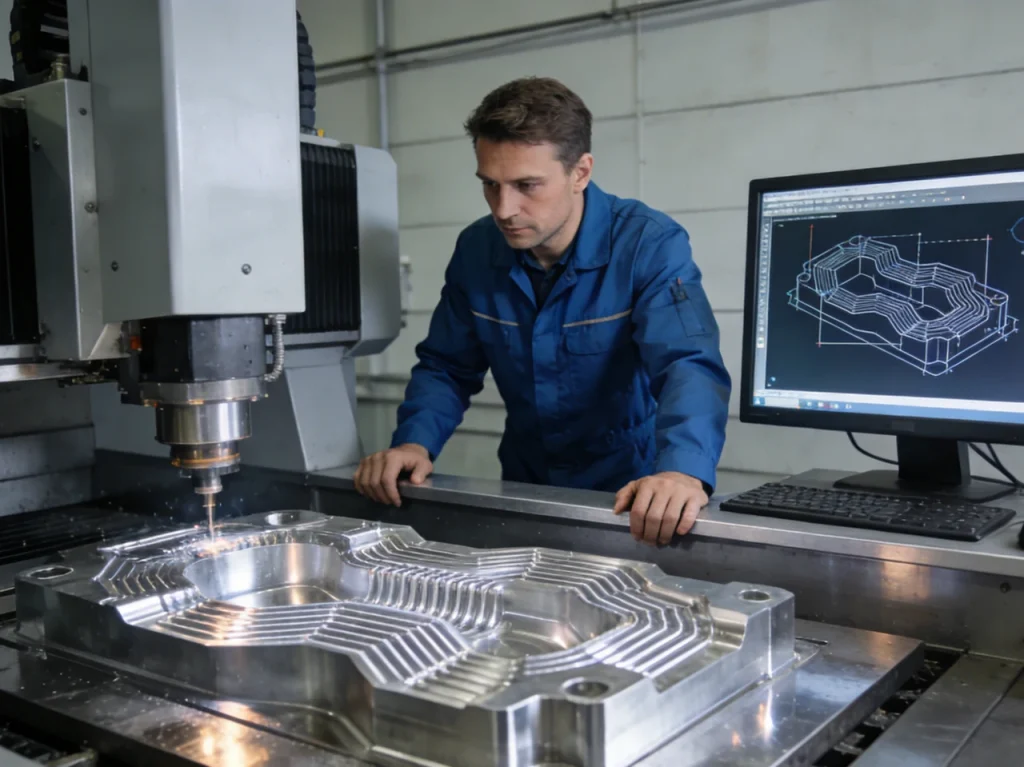
L'usinage CNC de l'aluminium est une méthode de fabrication soustractive. Une machine-outil à commande numérique enlève de la matière du stock d'aluminium (plaque, barre ou extrusion) pour produire la géométrie finale. “CNC” (computer numerical control) signifie que le mouvement de la machine suit un parcours d'outil programmé, généralement généré par un logiciel CAO/FAO et exécuté avec la technologie CNC moderne.
En pratique, la réussite de l'usinage de l'aluminium dépend de trois décisions étroitement liées : l'alliage d'aluminium, la stratégie d'usinage (fraisage ou tournage, ainsi que perçage et filetage), et le plan de tolérance et de finition. Lorsque ces éléments sont alignés, l'aluminium est plus facile à usiner que de nombreux métaux de construction. Dans le cas contraire, l'aluminium peut s'avérer moins tolérant que prévu, en particulier pour les parois minces, les filetages fins ou les exigences esthétiques en matière de surface.
Ce que comprend l'usinage CNC de l'aluminium (fraisage, tournage, perçage, taraudage)
La plupart des travaux d'usinage CNC de précision de l'aluminium reposent sur un ensemble de processus d'usinage CNC de base :
Le fraisage consiste à enlever de la matière à l'aide d'un outil de coupe rotatif tout en maintenant la pièce à usiner. Il est utilisé pour les poches, les faces, les contours, les fentes et la plupart des caractéristiques non rondes.
Le tournage consiste à enlever de la matière à l'aide d'un outil de coupe pendant que la pièce tourne. Il est utilisé pour les arbres, les bagues, les anneaux et d'autres pièces rotatives où la symétrie peut réduire le temps de cycle.
Le perçage permet de faire des trous. Dans l'aluminium, le perçage est généralement simple, mais la qualité du trou peut se dégrader si des copeaux s'accumulent dans la goujure ou si la géométrie du perçage n'est pas adaptée à l'alliage et à la stratégie de refroidissement.
Le taraudage forme des filets internes. Les tarauds en aluminium peuvent se casser si la taille du trou, la lubrification ou le contrôle des copeaux ne sont pas corrects. Il s'agit de l'une des étapes les plus courantes de la fabrication de pièces en aluminium, dont les caractéristiques sont simples mais qui présentent un risque élevé de rebut.
Vous pouvez également voir des personnes inclure d'autres processus contrôlés par la CNC sous la même étiquette. Certaines sources mentionnent le découpage au plasma comme “usinage CNC”, mais le découpage au plasma est un découpage contrôlé par CNC, et non un usinage de précision. Elle convient généralement pour les pièces brutes, et non pour les éléments dont la tolérance est critique. Pour les tolérances serrées et les ajustements finis, le fraisage/tournage ainsi que le perçage et le taraudage contrôlés restent la base.
Pourquoi l'aluminium est un matériau de choix
L'aluminium est utilisé dans l'usinage CNC parce qu'il se situe dans une zone intermédiaire utile :
- Rapport résistance/poids : De nombreux alliages d'aluminium offrent une bonne intégrité structurelle à faible masse, ce qui est important dans l'aérospatiale, l'automobile et les boîtiers électroniques où le poids est un facteur de performance ou de coût.
- Usinabilité : De nombreux alliages d'aluminium courants sont faciles à usiner par rapport à des métaux plus durs comme certains aciers ou le titane. Le terme “facile” signifie ici des forces de coupe plus faibles et la possibilité d'utiliser des vitesses de broche élevées, ce qui ne veut pas dire que des problèmes ne peuvent pas se produire. L'aluminium peut toujours gommer les fraises si les copeaux ne sont pas évacués et si la chaleur s'accumule sur l'arête de l'outil.
- Excellente résistance à la corrosion : L'aluminium forme naturellement une couche d'oxyde d'aluminium. Celle-ci contribue à la résistance à la corrosion dans de nombreux environnements. La couche d'oxyde est également la raison pour laquelle l'anodisation fonctionne : l'anodisation fait croître et contrôle une surface d'oxyde pour la protection et l'apparence.
- Conductivité électrique Bien qu'il ne soit pas aussi conducteur que le cuivre, l'aluminium offre une conductivité électrique utile. C'est pourquoi l'aluminium CNC est couramment utilisé dans les boîtiers, les dissipateurs thermiques et les boîtiers électroniques.
Ces caractéristiques font de l'aluminium un matériau courant pour les pièces en aluminium usinées par CNC lorsque le poids, le délai de livraison et la finition sont importants.
Attentes typiques en matière de tolérance et ce qui les affecte
Une tolérance courante “typique de l'atelier” pour le fraisage et le tournage de l'aluminium se situe autour des niveaux de base typiques indiqués dans les références de l'industrie. Des tolérances plus strictes augmentent les risques et les coûts en raison de facteurs tels que :
- Capacité de la machine et rigidité du réglage : La déflexion se manifeste par une erreur de taille, une conicité ou des marques de broutage.
- Géométrie de l'objet : Les parois minces, les poches profondes et les outils à longue portée augmentent le risque de déviation. Même si la machine est précise, l'outil et la pièce peuvent bouger.
- Effets thermiques : L'aluminium conduit bien la chaleur, mais l'usinage à grande vitesse crée toujours une chaleur locale au niveau de l'arête de coupe. La chaleur peut changer de taille au cours d'un long cycle ou de plusieurs opérations.
- Stratégie de serrage : Le serrage peut déformer la pièce. Une fois desserrée, la pièce peut se “détendre” et sortir de la tolérance.
- L'usure de l'outil et l'arête rapportée (BUE) : L'aluminium peut se souder à l'arête de l'outil dans de mauvaises conditions. Cela modifie la géométrie effective de l'outil et peut modifier la taille de la pièce et l'état de surface.
Les organismes de normalisation fournissent des cadres pour les tolérances générales et les pratiques de dimensionnement, mais les résultats réels dépendent de la pièce et du plan de traitement.
Lorsque vous avez besoin de tolérances plus serrées que les tolérances “habituelles”, il est utile de préciser ce qui est important d'un point de vue fonctionnel. Par exemple, une zone d'emboutissage peut nécessiter un contrôle plus strict qu'un profil extérieur cosmétique. Les organismes de normalisation fournissent des cadres pour les tolérances générales et les pratiques de dimensionnement, mais le résultat pratique dépend toujours de la pièce spécifique et du plan de traitement.
Le contexte du marché pour calibrer la demande
Les signaux de la demande influencent la capacité, les délais et l'adoption de certaines pratiques. L'usinage CNC de l'aluminium est largement utilisé, c'est pourquoi les 6061 et 7075 apparaissent fréquemment dans les listes de capacités des fournisseurs et dans les flux de travail de l'ingénierie. Les estimations exactes de la taille du marché sont omises en raison de l'incertitude.
Choix de l'alliage d'aluminium (6061 vs 7075 et au-delà)
Le choix de l'alliage influe considérablement sur la faisabilité de l'usinage. Deux pièces de même géométrie peuvent se comporter très différemment si l'alliage ou la trempe change, ou si le plan de finition varie.
- La température et la forme du produit sont importantes : Les différences entre les barres, les plaques ou les extrusions, ou le mélange des températures, peuvent affecter la finition de la surface, l'anodisation et la réponse à l'usinage.
- Au-delà du 6061/7075 : Il existe des alliages coulés, des nuances à usinage libre et des alliages axés sur la corrosion marine. Confirmez la disponibilité dans la forme requise et vérifiez la compatibilité des finitions.

6061 vs 7075 : quand chacun est le meilleur choix (pièces prototypes vs pièces de performance)
L'usinage de l'aluminium 6061 est couramment choisi pour les prototypes et de nombreuses pièces de production parce qu'il équilibre l'usinabilité, la résistance à la corrosion et la solidité générale. Si vous répétez une conception et souhaitez avoir moins de surprises en matière de comportement de coupe et de finition, l'aluminium 6061 est souvent le premier point de départ pour les ingénieurs.
L'usinage de l'aluminium 7075 est plus courant lorsque la pièce est axée sur la performance et nécessite une plus grande résistance. On en parle souvent dans les applications de type aérospatial où les compromis entre poids et résistance sont importants. En réalité, le “meilleur choix” n'est pas seulement une question de résistance. Il faut également tenir compte de l'environnement, des exigences de finition et de l'utilisation éventuelle de caractéristiques fines susceptibles de se déformer.
Une façon pratique d'aborder la question est la suivante : si vous êtes encore en train d'apprendre ce dont la pièce a besoin, le 6061 réduit les inconnues. Si vous connaissez déjà le cas de charge et que vous avez besoin de performances mécaniques plus élevées, le 7075 peut être le meilleur choix, à condition que le reste du plan de traitement le prenne en charge.
Tableau : matrice de comparaison des alliages (usinabilité, accentuation de la résistance, résistance à la corrosion, applications typiques)
Le tableau ci-dessous est une aide à la décision et ne remplace pas une fiche technique. Il reste qualitatif car les valeurs exactes des propriétés dépendent du tempérament, de la forme du produit et des spécifications.
| Alliage d'aluminium (utilisation courante en CNC) | Usinabilité (relative) | Accent sur la force (relative) | Résistance à la corrosion (relative) | Applications typiques de la CNC (exemples) |
|---|---|---|---|---|
| 6061 | Élevée / “à usage général” | Moyen | Haut | Fixations, supports, boîtiers, prototypes, pièces de fraisage en aluminium nécessitant une finition stable |
| 7075 | Élevée (souvent bonne) | Haut | Moyenne (dépend de l'environnement et de la finition) | Pièces structurelles à haute performance, composants de type aérospatial, matériel sensible au poids |
| Autres qualités d'aluminium (“au-delà”) | Varie en fonction de la classe et du tempérament | Variable | Variable | Utilisé lorsqu'une exigence spécifique domine (environnement, conductivité, historique de formage ou flux de spécifications). |
Si votre dessin mentionne une nuance autre que ces deux-là, l'étape suivante consiste généralement à confirmer la disponibilité dans la forme requise (plaque, barre, extrusion) et à vérifier si la finition (anodisation, revêtement) est compatible avec l'alliage et les exigences en matière d'aspect.
Arbre de décision : sélection d'une nuance d'aluminium en fonction des exigences de la pièce (charge, environnement, besoins de finition)
Utilisez cet outil de sélection rapide pour choisir le bon alliage d'aluminium pour l'usinage CNC.
- La pièce est-elle porteuse avec une limite de résistance claire ? Dans l'affirmative, il convient d'examiner d'abord le 7075 pour mettre l'accent sur la résistance, puis de confirmer l'environnement de corrosion et le plan de finition. Si ce n'est pas le cas, cribler d'abord le 6061 pour une performance équilibrée et un large confort de finition.
- La résistance à la corrosion est-elle un facteur essentiel (extérieur, humidité, métaux mélangés à proximité) ? Si oui, privilégiez le 6061 comme point de départ, et traitez la finition (anodisation/couche de poudre) dans le cadre du plan de lutte contre la corrosion. Si ce n'est pas le cas, vous avez plus de liberté pour choisir en fonction des besoins mécaniques.
- L'aspect cosmétique (uniformité de l'anodisation) est-il essentiel ? Si oui, le choix de l'alliage et la finition sont liés. Certains alliages ont une finition plus homogène que d'autres, et les variations visuelles d'une pièce à l'autre peuvent provenir à la fois des marques d'usinage et des différences d'alliage et de température.
- Avez-vous besoin de filets très fins ou d'une grande fiabilité d'engagement des filets ? Si oui, concentrez-vous sur le plan de taraudage dès le début. L'alliage influe sur la formation des copeaux et sur la tolérance du processus de taraudage.
- S'agit-il d'un prototype qui pourrait passer à la production ? Dans l'affirmative, commencez par un alliage “stable et connu” (souvent 6061), à moins que l'exigence de performance n'impose 7075. Conservez ensuite le même alliage tout au long de la validation afin que les tolérances, la finition et les résultats d'inspection puissent être transférés.
Quelle est la meilleure qualité d'aluminium pour les prototypes à rotation rapide par rapport aux séries de production ?
Pour les prototypes à rotation rapide, le 6061 est souvent la solution par défaut car il offre un bon équilibre entre l'usinabilité, la résistance à la corrosion et la prévisibilité de la finition. Pour les séries de production, le 6061 ou le 7075 peuvent convenir, mais le choix doit se faire en fonction du cas de charge et de l'environnement de la pièce. Si la pièce de production est axée sur la performance et que la résistance est une contrainte, le 7075 est couramment envisagé, avec une attention particulière à la finition et à la planification de l'inspection.
Principaux procédés CNC pour les pièces en aluminium (choisir le bon)
Le choix du bon procédé CNC pour les pièces en aluminium est avant tout une décision liée à la géométrie et au risque. Bien que l'aluminium soit devenu l'un des matériaux d'ingénierie les plus utilisés, toutes les caractéristiques ne se comportent pas de la même manière lors de l'usinage de l'aluminium.
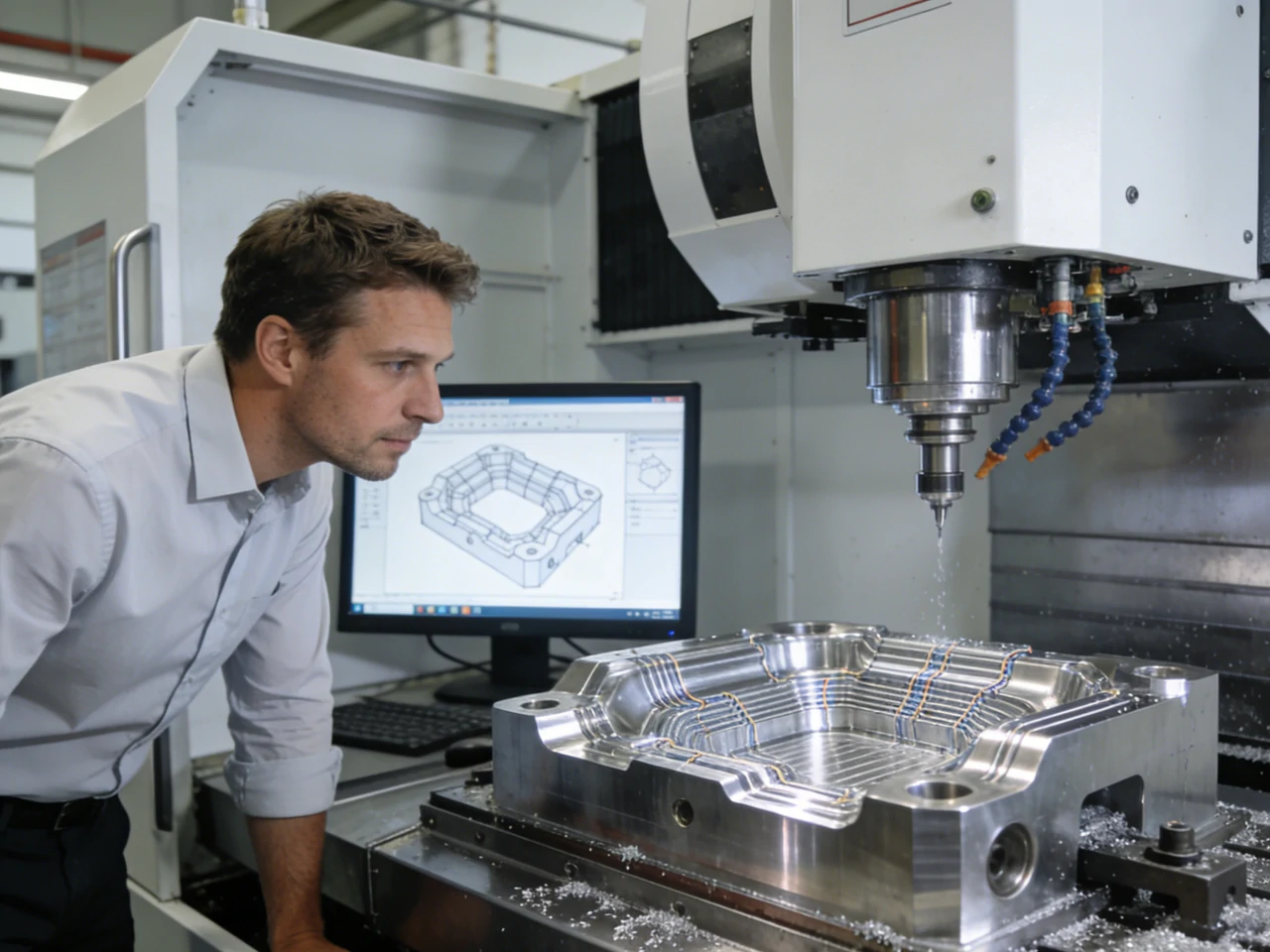
Fraisage CNC de l'aluminium : géométries les mieux adaptées, implications en termes de finition de surface, cas d'utilisation typiques
Fraisage CNC est la principale méthode utilisée sur les fraiseuses CNC pour produire des géométries prismatiques et multifaces à partir d'aluminium corroyé. Les caractéristiques typiques sont les poches, les faces planes, les fentes, les bossages, les nervures et les contours complexes. Le fraisage multi-axes élargit l'accès lorsque les caractéristiques doivent être usinées dans plusieurs directions.
L'état de surface en fraisage est influencé par la stratégie du parcours d'outil, la géométrie de l'outil et l'évacuation des copeaux. L'aluminium peut présenter clairement des marques d'outil, en particulier sur les faces larges. Si vous prévoyez d'anodiser, ces marques peuvent devenir plus visibles, de sorte que l'exigence de finition “telle qu'usinée” doit correspondre à l'exigence cosmétique.
Le fraisage est également l'endroit où de nombreux problèmes de bavures apparaissent, en particulier sur les ruptures d'arêtes autour des poches et des trous. La formation de bavures n'est pas seulement un problème d'ébavurage. Elle est souvent le signe que l'affûtage de l'outil, les paramètres de coupe ou le comportement de sortie du parcours d'outil doivent être ajustés.
Tournage CNC pour l'aluminium : pièces rotatives, avantages en termes de temps de cycle, cas d'utilisation typiques
Tournage CNC est le mieux adapté aux composants en aluminium usinés en CNC dont la géométrie est rotative : diamètres, rainures, alésages, cônes et épaulements. Le tournage transforme efficacement les pièces rondes en aluminium en pièces finies, avec moins de changements d'outils et des temps de cycle plus courts.
Du point de vue de la tolérance, le tournage permet souvent d'obtenir une rondeur et une concentricité stables lorsque le processus est bien réglé. Les principaux risques sont les marques de serrage (dues au mandrin) et la distorsion des anneaux à parois minces ou des arbres longs et minces où la déflexion peut créer une conicité.
Le tournage s'associe également bien au fraisage (ou à l'outillage en direct) lorsque la pièce présente à la fois des caractéristiques rondes et prismatiques.
Perçage et taraudage dans l'aluminium : qualité du trou, considérations sur le filetage, pièges courants
Le perçage et le taraudage semblent simples sur un dessin, mais ils constituent des points d'échec courants dans l'usinage CNC de l'aluminium.
Pour le perçage, l'accumulation de copeaux est une cause fréquente de mauvaise finition du trou et de variation de taille. Si les copeaux ne peuvent pas être évacués, le foret frotte, la chaleur augmente et le trou peut devenir rugueux ou surdimensionné.
Pour le taraudage, les bris de tarauds constituent un risque important. L'aluminium peut former de longs copeaux continus qui bloquent les goujures. Une mauvaise lubrification ou un dimensionnement incorrect des trous peut provoquer une augmentation du couple et la rupture des tarauds. Les tarauds cassés étant difficiles à retirer, cette étape affecte de manière disproportionnée le rendement lors de la production de pièces en aluminium de haute qualité.
La spécification du filetage est également importante. Si un filetage n'est pas critique, une classe plus lâche ou une approche différente de la forme du filetage peut réduire le risque. S'il est critique, vous aurez peut-être besoin d'une stratégie de taraudage plus contrôlée et d'une inspection plus poussée.
Diagramme : carte des processus en fonction des caractéristiques (caractéristiques → processus recommandé) (Référence : manuels d'usinage/rapports techniques)
Vous trouverez ci-dessous une carte simple des processus et des fonctionnalités que vous pouvez utiliser au début de la DFM.
| Caractéristiques / exigences de la pièce | Processus CNC recommandé (typique) | Pourquoi cela convient-il ? | Risque courant dans l'aluminium |
|---|---|---|---|
| Faces planes, poches, fentes, contours | Fraisage CNC | Géométrie flexible et contrôle facile du point de référence | Marques d'outils, bavures, soudure des copeaux si les copeaux sont retaillés |
| Cylindres, alésages, rainures, épaulements | Tournage CNC | Efficace pour la symétrie de rotation | Marques de maintien, conicité de la déflexion |
| Trous droits (traversants/aveugles) | Perçage (souvent à la fraise ou au tour) | Rapide et reproductible | Emballage des copeaux, finition des trous bruts |
| Filets internes | Taraudage (ou fraisage de filets si prévu) | Interface matérielle standard | Tarauds cassés, mauvaise finition du filetage en cas de blocage des copeaux |
Cette cartographie est également utile lorsque vous décidez si une caractéristique doit être redessinée. Si une caractéristique impose un processus moins stable (par exemple, le taraudage profond dans une poche difficile à atteindre), il peut être utile de modifier la conception avant de couper le métal.
Réglage de la machine CNC, outillage, vitesses/avance et stratégie d'arrosage
La plupart des problèmes d'usinage de l'aluminium sont liés à la chaleur et aux copeaux. L'aluminium lui-même est facile à couper, mais il peut coller aux outils. Lorsque les copeaux commencent à se souder à l'arête de coupe, l'état de surface diminue et le contrôle dimensionnel devient moins stable.
Vos choix d'outils, de vitesses et d'avances, ainsi que votre stratégie en matière de liquide de refroidissement sont liés. Si vous modifiez l'un d'entre eux, vous devez souvent ajuster les autres.
Outillage pour l'aluminium : nombre de goujures, revêtements et géométrie
Les fraises en carbure à 2-3 goujures, avec des angles de coupe élevés et des revêtements polis (ou des goujures polies) pour réduire l'adhérence et améliorer l'écoulement des copeaux, constituent la base couramment recommandée pour le fraisage de l'aluminium.
Le compromis sur le nombre de flûtes est pratique :
- Les outils à deux goujures sont souvent préférés lorsque le dégagement des copeaux est la principale préoccupation, comme dans le cas du rainurage ou lorsque les copeaux ont tendance à se tasser.
- Les outils à trois goujures sont souvent choisis pour équilibrer l'espace copeaux et la résistance de l'outil, en particulier lorsque le rainurage n'est pas complet et que l'on souhaite une plus grande avance par tour sans perdre d'espace copeaux.
Il n'existe pas de nombre de goujures “idéal” pour toutes les applications en aluminium. La géométrie, la profondeur de coupe, la portée de l'outil et le choix du liquide de refroidissement modifient le résultat. L'essentiel est de choisir un outil qui éloigne les copeaux de l'arête de coupe.
Vitesses et alimentations : pourquoi l'aluminium coule-t-il vite ?
De nombreux guides d'usinage indiquent que l'usinage CNC de l'aluminium fonctionne souvent à des vitesses de broche élevées. L'aluminium peut supporter une coupe plus rapide car les forces de coupe sont relativement faibles par rapport à de nombreux aciers, et des vitesses plus élevées permettent de maintenir une formation de copeaux régulière.
La vitesse d'avance doit toujours correspondre au diamètre de l'outil, à l'engagement et à la profondeur de coupe. Si l'avance est trop faible, l'outil peut frotter au lieu de couper, ce qui augmente la chaleur et le risque d'accumulation d'arêtes. Si l'avance est trop élevée par rapport à la rigidité de l'installation et à la portée de l'outil, la déflexion et le broutage augmentent, ce qui nuit à la finition de la surface et à la tolérance.
Comme les tableaux de paramètres exacts dépendent de la conception de l'outil et des limites de la machine, il est préférable de considérer “>10 000 tr/min” comme un indicateur de capacité, puis d'ajuster les avances et l'engagement en fonction de la forme des copeaux et des résultats de l'état de surface.
Choix du liquide de refroidissement : MQL vs refroidissement par immersion - avantages/inconvénients pour le contrôle de la chaleur, l'évacuation des copeaux, la propreté (mettre en évidence l'incertitude)
La stratégie de refroidissement affecte à la fois la durée de vie de l'outil et la propreté de la pièce.
Le refroidissement par inondation est souvent utilisé pour la production en continu car il permet de contrôler la chaleur et d'évacuer les copeaux. Il peut réduire le risque de recoupe des copeaux, qui est une cause fréquente de mauvaise finition des pièces de fraisage en aluminium.
La lubrification par quantité minimale (MQL) utilise une petite quantité de lubrifiant délivrée sous forme d'aérosol ou de brouillard. Les gens choisissent cette méthode parce qu'elle permet de garder les machines plus propres et de réduire la manipulation du liquide de refroidissement. Elle peut donner de bons résultats lorsque l'évacuation des copeaux est déjà forte et que le processus est bien réglé.
Les préférences et les résultats varient réellement. Certains utilisateurs considèrent que le refroidissement par inondation est plus tolérant pour les cycles longs et l'enlèvement de matière important. D'autres préfèrent le MQL pour la propreté et la réduction des déchets. Le bon choix dépend de la géométrie de la pièce, de la gestion du boîtier/de la puce et de la priorité accordée à l'élimination maximale de la chaleur ou à la lubrification contrôlée de l'arête de coupe.
L'usinage à grande vitesse est-il toujours préférable pour l'aluminium, ou use-t-il trop rapidement les outils ?
L'usinage à grande vitesse est courant dans l'aluminium car il permet d'améliorer la formation des copeaux et de maintenir des forces de coupe plus faibles par dent. Ce n'est pas toujours “mieux” si la trajectoire de l'outil entraîne une reprise des copeaux, si l'outil frotte en raison d'une faible charge de copeaux ou si le liquide de refroidissement et l'évacuation des copeaux ne peuvent pas suivre. L'usure de l'outil peut augmenter rapidement en cas d'accumulation d'arêtes. La meilleure approche est donc celle qui maintient les copeaux en mouvement et l'arête de coupe propre, et non celle qui a la vitesse de rotation la plus élevée.
Finition de la surface, post-traitement et résultats prêts à l'emploi
Les pièces en aluminium peuvent avoir un aspect excellent à la sortie de la machine ou être étonnamment rugueuses. La différence réside généralement dans le contrôle des copeaux et non dans la qualité du matériau. Ceci est vrai que vous usiniez des alliages standard ou des qualités plus spécialisées telles que l'aluminium lithium, qui introduisent une sensibilité supplémentaire au processus.
Si votre pièce doit être anodisée ou revêtue, vous devez considérer la surface usinée comme la couche de base que la finition mettra en valeur, et non pas qu'elle cachera.
Pourquoi les finitions de l'aluminium peuvent-elles paraître “rugueuses” : soudure par copeaux, marques d'outils, chaleur, facteurs liés à la tenue de l'ouvrage.
L'aspect rugueux des pièces en aluminium usinées par CNC est souvent dû à l'une ou plusieurs de ces causes :
- Soudage par copeaux (arête construite) : Les copeaux d'aluminium peuvent adhérer au bord de l'outil. L'outil déchire alors la surface au lieu de la cisailler proprement. Il en résulte un aspect maculé et une réflectivité irrégulière.
- Marques d'outil dues au choix du parcours d'outil : les réglages d'avance et de recul peuvent laisser des festons visibles sur les surfaces profilées. Sur les surfaces planes, une mauvaise stratégie de surfaçage peut laisser des lignes répétitives.
- Chaleur et frottement : Si l'outil frotte, il peut se polir à certains endroits et se déchirer à d'autres. La chaleur augmente également le risque d'adhérence au niveau de l'arête de coupe.
- Déformation ou vibration de la fixation de la pièce : Si la pièce n'est pas maintenue fermement, les vibrations peuvent créer des marques de frottement. Si la pièce se déforme lors du serrage, vous pouvez constater des changements de forme après le desserrage.
Il s'agit davantage de problèmes de physique de l'usinage que de problèmes de compétences de l'opérateur. La solution consiste généralement à modifier la charge de copeaux, la géométrie de l'outil, la stratégie de refroidissement ou le nombre de réglages afin que la pièce soit mieux supportée.
Options de post-traitement
Les options courantes de post-traitement de l'aluminium sont les suivantes :
L'anodisation augmente l'épaisseur et le contrôle de la couche d'oxyde. Elle est utilisée pour la résistance à la corrosion et l'amélioration de l'usure, et peut également apporter une couleur cosmétique. L'anodisation interagit avec les marques d'usinage sous-jacentes, c'est pourquoi la préparation de la surface est importante.
Le revêtement par poudre ajoute un revêtement à base de polymère qui peut améliorer la résistance à la corrosion et l'apparence. Il peut masquer des variations mineures de la surface, mais les arêtes et les caractéristiques tranchantes peuvent encore transparaître si la finition sous-jacente est médiocre.
Le sablage (ou un procédé similaire) modifie la texture de la surface. Il est utilisé pour réduire les marques d'outils visibles et créer un aspect mat uniforme avant l'anodisation ou le revêtement. Il modifie aussi légèrement les dimensions et doit donc être pris en compte lorsque les tolérances sont serrées.
Graphique : sélection des finitions en fonction de l'objectif (cosmétique vs corrosion vs usure) + notes pour la marge de conception
| Objectif principal | Option de finition typique | Ce qu'il améliore | Ce qu'il faut surveiller en matière de design et de spécifications |
|---|---|---|---|
| Uniformité cosmétique | Sablage, puis anodisation ou revêtement | Aspect plus uniforme grâce à la réduction des marques d'outils visibles | Le sablage modifie la texture de la surface et peut affecter la définition des bords ; s'aligner sur les besoins de tolérance. |
| Résistance à la corrosion | Anodisation ou revêtement en poudre | Barrière contre l'environnement ; l'anodisation utilise un oxyde contrôlé | L'anodisation fait croître une couche d'oxyde ; les ajustements critiques peuvent nécessiter une tolérance et une formulation claire des spécifications. |
| Résistance à l'usure en surface | Anodisation (types à usure concentrée) | Surface oxydée plus dure que l'aluminium nu | La surface devient plus résistante à l'usure, mais l'aspect peut varier en fonction de l'alliage et de la préparation. |
Si vous spécifiez des pièces CNC en aluminium anodisé avec des ajustements serrés, l'approche la plus sûre est d'identifier les surfaces qui sont des “ajustements fonctionnels” et celles qui sont cosmétiques, puis d'aligner la spécification de finition en conséquence. Même lorsqu'une finition est contrôlée, le passage de l'aluminium nu à l'aluminium fini peut affecter l'assemblage.
Pourquoi la finition de mon aluminium semble-t-elle plus rugueuse que celle de l'acier ?
L'aluminium est plus enclin à l'adhérence des copeaux au niveau de l'arête de coupe, de sorte que l'accumulation d'arêtes peut salir la surface et donner l'impression qu'elle est déchirée. L'acier forme souvent des copeaux qui se cassent différemment et n'adhère pas de la même manière dans des conditions comparables. Dans l'aluminium, l'évacuation des copeaux, le polissage de l'outil et la stratégie d'arrosage ont un effet important sur l'aspect propre ou rugueux de la finition.
Stratégies 3-axes vs 5-axes et multi-axes pour les pièces complexes
Le nombre d'axes n'est pas un symbole de statut. Il s'agit d'une décision de stratégie de réglage. La plupart des pertes de tolérance dans l'usinage proviennent des réglages : chaque fois que vous desserrez et resserrez une pièce, vous ajoutez une erreur d'alignement et un risque de distorsion. L'usinage multi-axes peut réduire les réglages en atteignant plus de faces en un seul serrage.
L'importance de l'usinage CNC 5 axes : géométries complexes, moins de réglages, amélioration de la précision
L'usinage CNC à 5 axes devient pertinent lorsqu'une ou plusieurs de ces conditions sont remplies :
- La pièce présente des caractéristiques sur plusieurs faces qui doivent être étroitement liées les unes aux autres.
- La pièce présente des trous obliques, des surfaces composées ou des problèmes d'accès de type contre-dépouille qui ne sont pas faciles à résoudre en 3 axes.
- Vous souhaitez réduire le nombre de configurations afin de limiter les erreurs d'empilage et d'améliorer la répétabilité.
Les améliorations de la précision proviennent souvent d'une réduction des manipulations plutôt que d'une “plus grande précision” de la machine. Si un plan à 5 axes permet de remplacer quatre réglages par un ou deux, vous réduisez les possibilités d'erreur et le risque que la distorsion de serrage change d'une opération à l'autre.
Étude de cas : Fraisage 5 axes d'un boîtier de drone en aluminium 7075 → réduction du temps d'assemblage 30% ; complexité supérieure à 3 axes
Dans un exemple de type aérospatial, un boîtier de drone personnalisé a été produit en utilisant le fraisage CNC à 5 axes de l'aluminium 7075. Le résultat rapporté est une réduction de 30% du temps d'assemblage, et la pièce comprenait une complexité qui n'aurait pas pu être atteinte de la même manière sur une machine à 3 axes.
Pour ce qui est de la faisabilité, la leçon n'est pas que le 5 axes est toujours plus rapide. C'est que certaines conceptions deviennent plus simples au niveau du système lorsque la pièce usinée peut intégrer des caractéristiques qui, autrement, nécessiteraient des composants séparés, des opérations secondaires ou des étapes d'alignement. Si le boîtier remplace une pile d'assemblage, le temps d'assemblage peut diminuer même si le temps d'usinage de la pièce unique est plus élevé.
Centres de fraisage-tournage : combinaison de l'usinage prismatique et de l'usinage rotatif
Un centre de tournage-fraisage combine le tournage (usinage par rotation) et le fraisage (caractéristiques prismatiques) en une seule plate-forme. C'est important lorsque votre pièce mélange des diamètres et des méplats, ou lorsque vous avez besoin que les alésages et les fentes fraisées soient étroitement alignés.
Dans un exemple de dispositif médical (implant orthopédique), une approche intégrée de fraisage-tournage a permis de réduire les mises en place et d'améliorer la précision dimensionnelle sur des géométries complexes. Pour ce qui est de la faisabilité, il faut savoir que la combinaison des processus peut protéger vos données de référence. Si un alésage et un élément fraisé doivent être concentriques ou situés précisément l'un par rapport à l'autre, le fait de les produire dans un état de maintien contrôlé peut réduire l'erreur d'empilage.
Diagramme : flux de travail pour la réduction des réglages (3 axes multi réglages vs 5 axes / fraisage-tournage) (Référence : rapports techniques de l'industrie ; études universitaires sur les erreurs de réglage)
Objectif : maintenir des relations de fonctionnalité à fonctionnalité.
Usinage à 3 axes (nécessite généralement plusieurs configurations) :
- Tout d'abord, vous serrez la pièce dans l'installation 1 et vous usinez toutes les faces/caractéristiques accessibles.
- Ensuite, vous desserrez, retournez ou faites pivoter la pièce pour l'installation 2, vous l'indiquez ou la localisez et vous usinez la série de faces suivante.
- Vous pouvez répéter ce processus pour la configuration 3 et d'autres configurations si nécessaire.
- Risque : chaque installation supplémentaire introduit des erreurs potentielles dues à la relocalisation et aux changements dans la distorsion des pinces.
Usinage à 5 axes (nécessite généralement moins de réglages) :
- Dans le réglage 1, vous serrez la pièce, puis vous tournez ou inclinez l'outil ou la pièce pour usiner plusieurs faces/caractéristiques en un seul réglage.
- En option, un Setup 2 peut être utilisé pour terminer les faces restantes.
- Avantages : Moins de relocalisations sont nécessaires, les données de référence sont donc conservées plus longtemps et les relations entre les caractéristiques sont maintenues avec plus de précision.
Tournage-fraisage (combinaison de tournage et de fraisage) :
- Dans le Setup 1, vous serrez la pièce dans la broche et tournez des diamètres ou des alésages critiques.
- Dans la même configuration, vous pouvez fraiser des plats, des trous ou des fentes à l'aide d'un outil en mouvement.
- Avantages : L'alignement rotationnel et prismatique est maintenu sans qu'il soit nécessaire de procéder à un nouveau serrage.
Si vous devez choisir entre ces deux approches, comptez le nombre d'installations au plus tôt. Le nombre de configurations est l'un des indicateurs les plus fiables du risque de tolérance et de la charge de travail liée à l'inspection.
Qualité, tolérances et planification des inspections
La planification de la qualité pour l'usinage CNC de l'aluminium ne consiste pas seulement à définir une tolérance serrée. Il s'agit de décider où les tolérances serrées sont importantes, comment elles seront vérifiées et comment éviter de créer des problèmes d'inspection qui n'améliorent pas la fonction.
Planification pratique des tolérances : les “configurations typiques” et les “configurations avancées” et leurs implications en termes de coûts et de délais.
Comme indiqué précédemment, ±0,127 mm (±0,005 in) est couramment cité comme niveau de tolérance habituel pour le fraisage et le tournage de l'aluminium, les réglages avancés permettant d'obtenir des tolérances plus étroites. La partie de cette affirmation qui importe est le terme “configuration”. Des tolérances plus serrées nécessitent généralement un contrôle plus poussé :
- Maintien en position et définition du point de référence
- Gestion et compensation de l'usure des outils
- Stabilité de la température pendant l'usinage et le contrôle
- Méthode d'inspection et plan d'échantillonnage
Même si une machine peut tenir des chiffres serrés, votre pièce peut ne pas le faire. Les caractéristiques fines, les outils longs et les relations multi-faces augmentent les risques. Si la tolérance est plus étroite que le besoin fonctionnel, vous risquez de payer pour le risque d'inspection et de rebut sans améliorer les performances de l'assemblage.
Aperçu de la méthode d'inspection
La planification de l'inspection est plus efficace lorsqu'elle est divisée en contrôles en cours de fabrication et en inspection finale.
Les contrôles en cours de fabrication se concentrent sur les dimensions susceptibles de dériver au cours de la production, telles que les diamètres critiques, les largeurs de poche et les signaux de qualité du filetage. L'objectif est de détecter l'usure de l'outil, l'accumulation des bords et la dérive thermique avant qu'un lot complet ne soit mis au rebut.
L'inspection finale se concentre sur les caractéristiques qui définissent l'ajustement et la fonction : l'emplacement du point de référence par rapport à la caractéristique, les surfaces de contact et tous les facteurs d'empilement des tolérances. Pour les pièces anodisées ou revêtues, l'inspection finale peut nécessiter de préciser si les dimensions sont mesurées avant ou après la finition, en fonction des exigences du dessin.
L'essentiel est d'aligner l'inspection sur le risque. Les pièces en aluminium peuvent être dimensionnellement correctes et pourtant échouer à l'assemblage parce qu'un filetage se bouche, qu'une bavure bloque l'assise ou qu'une finition modifie la surface d'ajustement.
Tableau : bandes de tolérance → processus/approche d'inspection typique
| Bande de tolérance (concept) | Approche typique de l'usinage | Approche d'inspection typique | Remarques concernant les pièces en aluminium |
|---|---|---|---|
| “Typique” (environ ±0,005 in / 0,127 mm) | Fraisage/tournage standard avec maintien stable | Contrôles dimensionnels de base ; vérification finale des caractéristiques clés | Bonne base pour de nombreux supports, boîtiers et composants généraux en aluminium |
| “Plus serré que la normale” (configuration avancée) | Réduction des réglages, contrôle de l'usure de l'outil, stabilité accrue de l'usinage, parcours d'outils soignés | Contrôles plus fréquents en cours de fabrication ; inspection finale plus détaillée sur les données/caractéristiques | La chaleur, les distorsions de serrage et l'adhérence des copeaux deviennent des facteurs de variation plus importants. |
| “Ajustements très serrés / critiques” | Stratégie spécifique aux caractéristiques ; peut nécessiter des processus multi-axes ou combinés | Plan de métrologie défini et lié aux données de référence ; clarifier les mesures avant/après la finition | Éviter les tolérances excessives ; ne spécifier que lorsque la fonction l'exige. |
Ce tableau est intentionnellement non numérique au-delà de la ligne de base habituelle, car ce qui est considéré comme “serré” dépend de la taille de la pièce, de la géométrie et des relations entre les caractéristiques.
Quelles sont les tolérances que l'usinage CNC de l'aluminium permet d'atteindre couramment ?
Une tolérance d'atelier typique pour le fraisage et le tournage de l'aluminium dépend de la taille de la pièce, du nombre de réglages et de la méthode d'inspection. Des tolérances plus serrées sont possibles avec des réglages avancés, mais le succès varie en fonction de la géométrie de la pièce, de la rigidité du support de travail et des conditions thermiques. Il est généralement préférable de ne serrer que les caractéristiques essentielles à la fonction plutôt que l'ensemble de la pièce.
Conception pour la fabrication (DFM) + prévention des défaillances
La DFM pour l'usinage CNC de l'aluminium consiste à éliminer les risques évitables. L'aluminium est facile à usiner dans de nombreux cas, mais il sanctionne les petites erreurs de contrôle des copeaux et de filetage. De nombreuses défaillances peuvent être répétées : copeaux gommeux, mauvais état de surface, bavures sur les arêtes et tarauds cassés.
Cette section met l'accent sur les causes habituelles de rebut ou de reprise et sur ce qu'il convient de changer en premier lieu.
Liste de contrôle : DFM pour les pièces CNC en aluminium (caractéristiques qui entraînent des coûts, des risques ou des reprises)
Utilisez cette liste de contrôle lors de l'examen de la conception. Elle est rédigée de manière à mettre en évidence les facteurs de risque sans présumer de l'existence d'une machine ou d'un fournisseur spécifique.
- Poches profondes et outils à longue portée : Ces outils augmentent le risque de déviation et de broutage, ce qui nuit à la finition de la surface et au contrôle de la taille. Il convient de déterminer si la profondeur de la poche est nécessaire d'un point de vue fonctionnel ou si l'assemblage peut être modifié.
- Parois et planchers minces : Ils se déforment sous l'effet du serrage et peuvent vibrer pendant la coupe. Il en résulte une conicité, des marques de bavardage et des difficultés à maintenir des tolérances serrées.
- Angles internes aigus : Les fraises en bout étant rondes, les angles internes aigus nécessitent de petits outils, qui sont moins rigides et augmentent la durée du cycle. Si l'angle doit être tranchant pour des raisons fonctionnelles, il faut prévoir un usinage plus lent et un contrôle plus poussé.
- Les caractéristiques critiques sont réparties sur plusieurs faces : Cela augmente le nombre de réglages dans l'usinage à 3 axes. Si l'emplacement d'une caractéristique à l'autre est important, il convient d'examiner si l'usinage multi-axes réduit les risques.
- Filetage dans des zones difficiles d'accès : Le taraudage au fond d'une poche ou près d'une paroi augmente le risque de désalignement et de bourrage des copeaux. Si possible, modifiez la conception pour faciliter l'accès à l'outil.
- Exigences floues en matière de finition : Si le dessin ne distingue pas les surfaces esthétiques des surfaces fonctionnelles, vous risquez d'obtenir une pièce conforme aux dimensions mais qui ne répond pas aux attentes esthétiques après l'anodisation ou le revêtement.
Ces problèmes ne sont pas propres à l'aluminium, mais la tendance de l'aluminium à la formation d'arêtes et de bavures fait que les conséquences apparaissent rapidement.
Éviter de “gommer” les fraises : évacuation des copeaux, choix de l'outil, revêtements, liquide de refroidissement, considérations relatives à la trajectoire de l'outil.
“Le ”gommage" signifie généralement que l'aluminium adhère à l'arête de coupe, déchire la surface de la pièce et génère de la chaleur. La solution est généralement une combinaison, et non un bouton unique.
L'évacuation des copeaux est la première étape. Si les copeaux restent dans la coupe, ils sont recoupés, la chaleur augmente et l'adhérence s'aggrave. L'outillage est important, car des goujures polies et des angles de coupe appropriés favorisent l'évacuation des copeaux au lieu de les souder. Le liquide de refroidissement ou la lubrification soutiennent ensuite l'interface : le refroidissement par inondation peut rincer les copeaux et évacuer la chaleur, tandis que le MQL peut réduire la friction au niveau de l'arête de coupe si l'évacuation des copeaux est déjà bonne.
Les choix de parcours d'outils sont également importants. Les parcours d'outils qui évitent d'enfouir l'outil dans une rainure pendant de longues périodes tendent à réduire la chaleur et le tassement des copeaux. Si la géométrie impose une rainure, le choix de l'outil et l'évacuation des copeaux deviennent encore plus importants.
Ce lien renvoie directement à une question fréquemment posée par les acheteurs : L'aluminium est-il facile à usiner ? Dans de nombreux cas, oui, car les forces de coupe sont faibles et les vitesses de broche élevées sont courantes. En production réelle, l'aluminium n'est “facile” que lorsque les copeaux sont contrôlés. Un mauvais contrôle des copeaux peut rendre l'aluminium plus difficile à finir proprement que certains aciers.
Éviter les ruptures de tarauds dans l'aluminium : dimensionnement des trous, stratégie de taraudage, considérations relatives à la lubrification/au liquide de refroidissement
Les ruptures de tarauds en aluminium sont généralement causées par des pics de couple. Les pointes de couple sont dues au blocage des copeaux, à un mauvais alignement ou à une lubrification insuffisante.
Le dimensionnement des trous est important car les trous trop petits augmentent la charge de coupe et le couple. La stratégie de taraudage est importante car l'évacuation des copeaux varie en fonction du type de taraud et de la profondeur du filetage. La lubrification est importante car l'aluminium peut se corroder, ce qui augmente la friction et le couple. La stratégie d'arrosage en fait partie car elle affecte le mouvement des copeaux et la lubrification à l'interface du filetage.
Une mesure utile au niveau de la conception consiste à éviter de faire des filetages plus profonds que nécessaire pour la fonction. Une autre mesure consiste à éviter de placer les filets là où les copeaux n'ont nulle part où aller, par exemple au fond d'un trou borgne sans relief. Si un trou fileté borgne est nécessaire, planifiez la profondeur du filetage et la géométrie du fond afin que l'opération de taraudage puisse se terminer sans que des copeaux ne se déposent.
Atténuation des risques liés au filetage
Les robinets cassés sont fréquents dans l'aluminium. Envisagez d'autres solutions :
- Fraisage de filets : Utile pour les trous profonds, le contrôle étroit des copeaux ou les trous borgnes.
- Tarauds de formage : Option sans copeaux ; nécessite un couple plus élevé et des contraintes matérielles.
- Remarque concernant la conception : évitez les endroits “interdits” tels que les poches difficiles d'accès ; demandez au fournisseur de vous recommander une stratégie d'enfilage.
Spécifier “fraisage de filets autorisé” ou laisser le choix au fournisseur pour les filetages non critiques.
Je suis novice en matière de CNC et mes pièces en aluminium ne cessent d'encrasser les fraises. Quelle est la meilleure configuration d'outils ?
Les fraises en carbure à 2-3 goujures, à géométrie de coupe élevée et à goujures polies ou à revêtements polis pour réduire l'adhérence des copeaux constituent une base commune. Il convient ensuite d'appliquer une stratégie de refroidissement qui favorise l'évacuation des copeaux, car la recoupe des copeaux est un élément déclencheur courant de l'accumulation des arêtes. Si l'état de surface se dégrade rapidement au cours d'une passe, cela indique souvent que des copeaux restent collés à l'arête de coupe ou qu'il y a frottement en raison d'une charge de copeaux trop faible.
Applications et flux de travail réels (preuve par des études de cas)
L'usinage CNC de l'aluminium est présent dans de nombreux secteurs, mais les flux de travail diffèrent. Les pièces destinées à l'aérospatiale privilégient souvent la résistance des alliages et les capacités multi-axes. Les pièces automobiles se concentrent souvent sur la répétabilité et le contrôle de la corrosion. Les pièces médicales sont souvent axées sur la réduction des réglages et le contrôle des dimensions pour les géométries complexes.
Les études de cas ci-dessous sont résumées au niveau de la décision : choix de l'alliage, choix du processus et résultat mesurable qui a affecté la faisabilité.
Externaliser ou internaliser : Guide de décision "fournisseur" ou "machine
Lors de la planification de l'usinage CNC de l'aluminium, il convient de comparer l'externalisation à la production en interne :
- Externaliser : Demande intermittente, géométries mixtes, assurance qualité spécialisée, machines multi-axes.
- En interne : Familles de pièces stables, contrôle de qualité dédié, inspection interne et contrôle de la finition.
Liste de contrôle des capacités des fournisseurs :
- Nombre d'axes (3/4/5, mill-turn)
- Matériel d'inspection et plan d'échantillonnage
- Contrôle de l'anodisation ou du revêtement
- Stratégie des fils et gestion des puces
- Ébarbage et post-traitement
- Documentation et traçabilité
Récapitulation de l'exemple de l'aérospatiale : 7075 + 5 axes pour des résultats de performance/complexité
L'exemple du boîtier du drone fait appel au 7075 et au fraisage 5 axes pour produire une géométrie de boîtier complexe. Le résultat rapporté est une réduction significative du temps d'assemblage, grâce à l'intégration et à la complexité des pièces qui n'étaient pas réalisables de la même manière sur 3 axes.
Si vous évaluez une approche similaire, la question de faisabilité est la suivante : la pièce usinée peut-elle remplacer un assemblage tout en restant contrôlable et finissable selon les spécifications ? Dans l'affirmative, le gain au niveau du système peut justifier l'usinage multi-axes, même si le coût de la pièce augmente.
Flux de travail pour l'automobile : 6061 tournage + fraisage + anodisation pour une durabilité légère et une résistance à la corrosion
Un exemple de support de capteur automobile a été réalisé en 6061 avec tournage et fraisage, suivi d'une anodisation. Les résultats obtenus ont permis d'obtenir des pièces légères de qualité constante et une meilleure résistance à la corrosion.
Il en ressort que de nombreuses pièces en aluminium de type automobile réussissent parce que le flux de travail est stable : un alliage commun (6061), une géométrie adaptée aux forces de tournage/fraisage et une finition (anodisation) qui répond aux besoins en matière de corrosion. Si votre pièce se trouve à proximité d'éclaboussures ou de métaux mélangés, le plan de corrosion doit faire partie intégrante de la conception et ne doit pas être envisagé après coup.
Flux de travail médical : centre de fraisage-tournage pour réduire les réglages et améliorer la précision dimensionnelle sur les géométries complexes
Dans le contexte des implants orthopédiques, une approche intégrée de fraisage-tournage a permis de réduire les réglages et d'améliorer la précision dimensionnelle tout en permettant la production de géométries complexes. La réduction des réglages est un outil de tolérance directe : moins de resserrages signifie généralement moins de possibilités de décalage du point de référence et moins de surprises lors de l'inspection.
Pour ce qui est de la faisabilité, les exigences de type médical vous poussent souvent à définir très tôt les points de référence et les plans d'inspection. Si la pièce présente des caractéristiques prismatiques et rotatives qui doivent être étroitement alignées, le fraisage-tournage est souvent envisagé car il permet de préserver les relations entre les caractéristiques en un seul serrage contrôlé.
Tableau : application → combinaisons alliage/processus/finition recommandées
| Contexte de l'application | Choix d'alliage courant (à partir d'exemples) | Choix d'un processus commun | Choix de finition courant | Objectif de faisabilité |
|---|---|---|---|---|
| Boîtier de type aérospatial (drone) | 7075 | Fraisage CNC à 5 axes | La finition dépend de l'environnement/des spécifications | Intégration de pièces, moins d'assemblages, accès à des géométries complexes |
| Support automobile (support de capteur) | 6061 | Tournage + fraisage | Anodisation | Répétabilité, résistance à la corrosion, inspection gérable |
| Composant médical (contexte de l'implant) | Non spécifié au-delà du cas d'utilisation de l'aluminium | Rotation (combinée) | La finition dépend des exigences de l'appareil | Réduction des réglages, contrôle des points de référence, précision dimensionnelle |
Il ne s'agit pas de recettes universelles. Elles montrent le modèle : adapter l'alliage aux besoins mécaniques et environnementaux, adapter le processus à l'ensemble des caractéristiques, puis choisir une finition qui réponde aux exigences en matière de corrosion, d'usure et d'apparence.
Si vous devez décider si l'usinage CNC de l'aluminium est approprié, la logique de décision est généralement simple. Commencez par la contrainte principale de la pièce : le poids, la résistance, l'environnement de corrosion ou la finition cosmétique. Choisissez ensuite l'alliage qui répond à cette contrainte, les alliages 6061 et 7075 étant des points de départ courants. Ensuite, mettez en correspondance les caractéristiques avec les processus et comptez les réglages, car le nombre de réglages est un facteur prédictif important du risque de tolérance. Enfin, ne spécifiez les tolérances que là où la fonction en a besoin et alignez l'inspection et la finition sur ces surfaces fonctionnelles.
Cette approche convient lorsque la géométrie permet un maintien stable de la pièce, que les copeaux peuvent être évacués proprement et que le plan de finition est compatible à la fois avec l'alliage et avec l'ensemble des tolérances. Elle devient risquée lorsque des poches profondes, des caractéristiques fines et des filetages difficiles d'accès sont combinés à des tolérances serrées et à des attentes esthétiques élevées sans un processus et un plan d'inspection clairs.
FAQ
L'aluminium est un matériau de prédilection pour l'usinage CNC, car il est à la fois suffisamment solide pour conserver sa forme et suffisamment léger pour faciliter la manipulation et le transport. Sa couche d'oxyde naturelle lui confère une bonne résistance à la corrosion, de sorte que les pièces peuvent durer plus longtemps sans traitement supplémentaire, et il est compatible avec l'anodisation et d'autres procédés de finition. L'aluminium s'usine également plus rapidement que de nombreux métaux plus durs, car les forces de coupe sont plus faibles, ce qui permet des vitesses de broche plus élevées, qui peuvent accélérer la production si les copeaux sont bien gérés. Sans une bonne évacuation des copeaux et une bonne gestion de la chaleur, l'aluminium peut coller aux outils de coupe ou former des arêtes rapportées, ce qui affecte l'état de surface et la précision dimensionnelle. Globalement, la combinaison de l'usinabilité, de l'économie de poids et de la résistance à la corrosion rend l'aluminium extrêmement polyvalent, qu'il s'agisse de supports pour l'aérospatiale ou de boîtiers pour l'électronique, en particulier lorsqu'il est associé à la bonne configuration CNC.
Le choix de la bonne nuance d'aluminium dépend de l'équilibre entre l'usinabilité, la solidité et la résistance à la corrosion. Pour le fraisage général, la nuance 6061 est souvent choisie car elle est facile à couper, résiste bien à la corrosion et conserve ses dimensions de manière prévisible, ce qui la rend idéale pour les prototypes ou les pièces de production standard. Lorsqu'une plus grande résistance est requise, comme dans les composants aérospatiaux ou les pièces mécaniques soumises à de fortes contraintes, le 7075 est généralement préféré. Cependant, le 7075 est plus sensible à la chaleur et à la stratégie d'usinage, de sorte que les processus de finition tels que l'anodisation et les plans d'inspection doivent être soigneusement étudiés. En outre, il existe d'autres alliages pour des besoins spécifiques, tels que la conductivité, la résistance à l'usure ou l'exposition à des environnements complexes, mais les alliages 6061 ou 7075 couvrent la majorité des applications. L'essentiel est que la nuance choisie corresponde à la fois à la charge fonctionnelle et aux attentes en matière de finition après usinage, afin d'éviter les surprises en cours de production.
Les bavures peuvent constituer l'un des problèmes les plus délicats lors de l'usinage de l'aluminium, mais leur contrôle est essentiellement une question de planification. Il est essentiel de disposer d'un outillage bien affûté, et le parcours de l'outil doit éviter d'entraîner de la matière au niveau des sorties et des coins, là où les bavures se forment généralement. La stabilité du maintien de la pièce est également essentielle : tout mouvement de la pièce peut aggraver la formation de bavures. Les bavures sont plus probables si les copeaux se recoupent ou si une arête accumulée se développe sur l'outil de coupe, de sorte qu'une évacuation efficace des copeaux et une stratégie d'arrosage appropriée sont tout aussi importantes. De nombreux ateliers combinent ces mesures préventives avec des techniques d'ébavurage post-processus, telles que des outils manuels, des brosses ou un léger culbutage, mais les véritables économies proviennent de la conception du processus afin de minimiser la formation de bavures dès le départ. L'attention portée à ces facteurs dès le début permet de réduire les rebuts, de diminuer les coûts de finition et de s'assurer que les pièces répondent aux exigences fonctionnelles et esthétiques.
L'aluminium peut recevoir une grande variété de finitions en fonction de sa fonction. L'anodisation est populaire car elle fait croître et stabilise la couche d'oxyde, ce qui renforce la résistance à la corrosion et à l'usure tout en permettant une coloration cosmétique. Le revêtement par poudre ajoute une couche de polymère pour la protection et l'uniformité de l'aspect, mais les arêtes vives et les coins peuvent encore laisser apparaître les marques d'outils sous-jacentes si la surface de base n'est pas lisse. Le sablage ou des techniques abrasives similaires peuvent contribuer à créer une texture mate uniforme et à préparer la surface pour les revêtements ultérieurs, tout en modifiant légèrement les dimensions. L'essentiel est de définir quelles sont les surfaces fonctionnelles et quelles sont les surfaces esthétiques, car les zones où les tolérances sont critiques peuvent nécessiter une attention particulière lors de la finition. En planifiant la finition en tenant compte à la fois de l'esthétique et de la performance, vous éviterez des surprises telles que des couleurs inégales, des bords usés ou des ajustements qui ne s'assemblent pas correctement.
L'aluminium est souvent qualifié de “facile” à usiner par rapport à l'acier ou au titane, car il se coupe avec des forces plus faibles, permet des vitesses de broche plus élevées et n'use généralement pas les outils aussi rapidement. Cela dit, “facile” ne signifie pas qu'il n'y a pas de défis à relever - il n'est facile que si les copeaux sont correctement évacués, si les températures sont contrôlées et si l'on utilise l'outil adéquat. L'aluminium aime coller aux arêtes de coupe, et si une accumulation d'arêtes se forme, les surfaces peuvent paraître rugueuses ou maculées. Les parois minces, les longues caractéristiques ou les poches profondes ajoutent un risque supplémentaire, c'est pourquoi il est essentiel de planifier soigneusement le maintien en position de travail et les parcours d'outils. Une fois ces précautions prises, l'aluminium peut être usiné rapidement et avec précision, ce qui le rend idéal pour le prototypage rapide et les séries de production. La clé réside dans l'attention portée à l'évacuation des copeaux, à l'outillage et à la stratégie d'arrosage, qui, ensemble, rendent l'aluminium prévisible plutôt que difficile.
Pour le fraisage et le tournage CNC typiques de l'aluminium, les ateliers citent souvent une tolérance de routine d'environ ±0,005 in (±0,127 mm). Ce niveau fonctionne bien pour la plupart des supports, des boîtiers et des composants généraux sans installations spécialisées. Si des tolérances plus strictes sont nécessaires, des installations avancées, telles que des machines multi-axes, un système de maintien stabilisé, des températures contrôlées et une gestion minutieuse des outils, peuvent permettre de repousser les limites plus loin. Les tolérances réalisables sont fortement influencées par la géométrie de la pièce, le nombre de réglages nécessaires et la manière dont les copeaux et la chaleur sont gérés pendant l'usinage. Souvent, il est plus judicieux de ne serrer que les caractéristiques critiques plutôt que l'ensemble de la pièce, car la surtolérance augmente les efforts d'inspection, le risque de rebut et les coûts sans bénéfice fonctionnel. Avec une bonne planification des processus, l'aluminium peut respecter de manière fiable des tolérances serrées tout en continuant à bénéficier de ses avantages en termes de légèreté et d'usinabilité.



