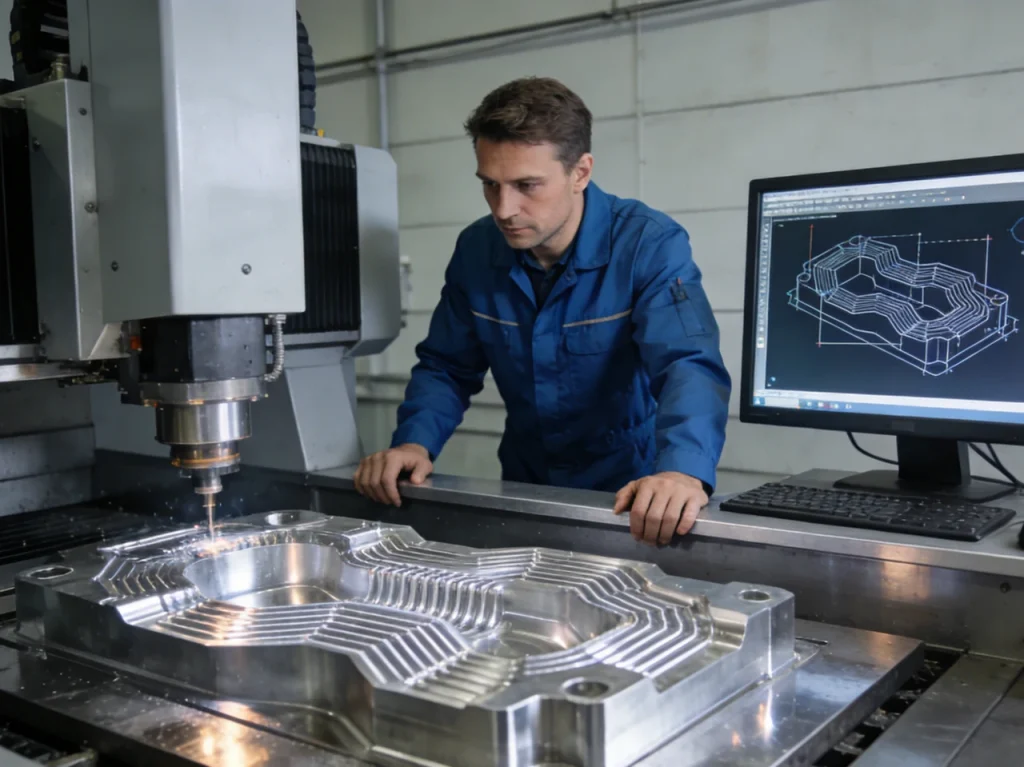
Die CNC-Bearbeitung von Aluminium wird häufig gewählt, wenn Sie ein Leichtmetallteil mit vorhersehbarem Bearbeitungsverhalten und einem sauberen Weg vom CAD zum fertigen, geprüften Bauteil benötigen. Die praktischen Fragen lauten selten: “Kann es bearbeitet werden?”, sondern eher: “Welche Legierung und welches Verfahren halten die Toleranzen ein, vermeiden Ausschuss und erfüllen die Anforderungen an das Finish ohne Überraschungen?”
Dieser Leitfaden konzentriert sich auf die Machbarkeit: was die CNC-Bearbeitung von Aluminium umfasst, wo sie gut funktioniert, wo sie riskant ist und was Sie angeben müssen, damit das von Ihnen entworfene Teil auch das ist, was Sie erhalten.
CNC-Bearbeitung von Aluminium: Was es ist und warum es verwendet wird
Die CNC-Bearbeitung von Aluminium ist ein subtraktives Fertigungsverfahren. Eine CNC-Werkzeugmaschine entfernt Material von Aluminiummaterial - wie Platten, Stangen oder Strangpressprofile - um die endgültige Geometrie zu erzeugen. “CNC” (Computer Numerical Control) bedeutet, dass die Maschinenbewegung einem programmierten Werkzeugweg folgt, der in der Regel mit CAD/CAM-Software erstellt und mit moderner CNC-Technologie ausgeführt wird.
In der Praxis hängt die erfolgreiche Aluminiumbearbeitung von drei eng miteinander verknüpften Entscheidungen ab: der Aluminiumlegierung, der Bearbeitungsstrategie (Fräsen vs. Drehen sowie Bohren und Gewindeschneiden) und dem Toleranz- und Endbearbeitungsplan. Wenn diese Faktoren aufeinander abgestimmt sind, ist Aluminium leichter zu bearbeiten als viele andere Konstruktionsmetalle. Wenn dies nicht der Fall ist, kann Aluminium weniger nachsichtig sein als erwartet - insbesondere bei dünnen Wänden, feinen Gewinden oder kosmetischen Oberflächenanforderungen.
Was die CNC-Bearbeitung von Aluminium umfasst (Fräsen, Drehen, Bohren, Gewindeschneiden)
Die meisten CNC-Präzisionsbearbeitungen von Aluminium beruhen auf einem Kernsatz von CNC-Bearbeitungsprozessen:
Beim Fräsen wird das Material mit einem rotierenden Schneidwerkzeug abgetragen, während das Werkstück festgehalten wird. Es wird für Taschen, Flächen, Konturen, Schlitze und die meisten unrunden Merkmale verwendet.
Beim Drehen wird das Material mit einem Schneidwerkzeug abgetragen, während sich das Werkstück dreht. Es wird für Wellen, Buchsen, Ringe und andere rotierende Teile verwendet, bei denen die Symmetrie die Zykluszeit verringern kann.
Bohren erzeugt Löcher. Bei Aluminium ist das Bohren in der Regel einfach, aber die Qualität der Löcher kann sich verschlechtern, wenn sich Späne in der Spannut festsetzen oder wenn die Bohrergeometrie für die Legierung und die Kühlmittelstrategie falsch ist.
Beim Gewindeschneiden entstehen Innengewinde. Aluminiumgewindebohrer können brechen, wenn die Lochgröße, die Schmierung oder die Spankontrolle falsch sind. Dies ist einer der am häufigsten vorkommenden Schritte bei Aluminiumteilen, die ein einfaches Merkmal mit hohem Ausschussrisiko darstellen.
Es kann auch vorkommen, dass andere CNC-gesteuerte Verfahren unter demselben Begriff zusammengefasst werden. In einigen Quellen wird das Plasmaschneiden als “CNC-Bearbeitung” bezeichnet, aber Plasmaschneiden ist CNC-gesteuertes Schneiden, keine Präzisionsbearbeitung. Es eignet sich im Allgemeinen für Rohlinge, nicht für toleranzkritische Teile. Für enge Toleranzen und fertige Passungen bleiben Fräsen/Drehen sowie kontrolliertes Bohren und Gewindeschneiden die Basis.
Warum Aluminium ein ideales Material ist
Aluminium wird in der CNC-Bearbeitung verwendet, weil es sich in einem nützlichen Mittelbereich befindet:
- Verhältnis von Festigkeit zu Gewicht: Viele Aluminiumlegierungen bieten eine gute strukturelle Integrität bei geringem Gewicht, was in der Luft- und Raumfahrt, im Automobilbau und bei Elektronikgehäusen wichtig ist, wo das Gewicht die Leistung oder die Kosten bestimmt.
- Bearbeitbarkeit: Viele gängige Aluminiumlegierungen sind im Vergleich zu härteren Metallen wie einigen Stählen oder Titan leicht zu bearbeiten. “Leicht” bedeutet hier geringere Schnittkräfte und die Möglichkeit, hohe Spindeldrehzahlen zu fahren, was nicht bedeutet, dass keine Probleme auftreten können. Aluminium kann immer noch Fräser verstopfen, wenn die Späne nicht entfernt werden und sich an der Werkzeugschneide Hitze bildet.
- Ausgezeichnete Korrosionsbeständigkeit: Aluminium bildet von Natur aus eine Aluminiumoxidschicht. Diese hilft bei der Korrosionsbeständigkeit in vielen Umgebungen. Die Oxidschicht ist auch der Grund, warum Eloxieren funktioniert: Eloxieren wächst und kontrolliert eine Oxidoberfläche für Schutz und Aussehen.
- Elektrische Leitfähigkeit Aluminium ist zwar nicht so leitfähig wie Kupfer, bietet aber dennoch eine nützliche elektrische Leitfähigkeit, weshalb CNC-Aluminium häufig in Gehäusen, Kühlkörpern und Elektronikgehäusen eingesetzt wird.
Diese Eigenschaften machen Aluminium zu einem gängigen Material für CNC-gefertigte Aluminiumteile, bei denen Gewicht, Vorlaufzeit und Finish eine Rolle spielen.
Typische Toleranzerwartungen und was sie beeinflusst
Eine übliche “werkstatttypische” Toleranz für das Fräsen und Drehen von Aluminium liegt in etwa auf dem Niveau der in der Branche üblichen Grundwerte. Engere Toleranzen erhöhen das Risiko und die Kosten aufgrund von Faktoren wie:
- Maschinenfähigkeit und Steifigkeit der Einrichtung: Die Durchbiegung zeigt sich als Größenfehler, Konizität oder Rattermarken.
- Geometrie des Werkzeugs: Dünne Wände, tiefe Taschen und weit ausladende Werkzeuge erhöhen das Risiko der Ablenkung. Selbst wenn die Maschine genau ist, können sich Werkzeug und Werkstück bewegen.
- Thermische Auswirkungen: Aluminium leitet Wärme gut, aber bei der Hochgeschwindigkeitsbearbeitung entsteht dennoch lokale Wärme an der Schnittkante. Die Wärme kann die Größe während eines langen Zyklus oder über mehrere Arbeitsgänge hinweg verändern.
- Strategie der Werkstückspannung: Das Einspannen kann das Teil verzerren. Sobald es nicht mehr eingespannt ist, kann sich das Teil “entspannen” und außerhalb der Toleranz bewegen.
- Werkzeugverschleiß und Aufbauschneiden (BUE): Aluminium kann sich unter falschen Bedingungen an der Werkzeugkante festschweißen. Das verändert die effektive Werkzeuggeometrie und kann die Teilegröße und Oberflächengüte verändern.
Normungsgremien bieten einen Rahmen für allgemeine Toleranzen und Bemessungspraktiken, aber die tatsächlichen Ergebnisse hängen vom Teil und dem Prozessplan ab.
Wenn Sie engere Toleranzen als “typisch” benötigen, ist es hilfreich, anzugeben, was funktionell wichtig ist. Zum Beispiel könnte eine Presspassungszone eine engere Kontrolle erfordern als ein kosmetisches Außenprofil. Normungsgremien bieten einen Rahmen für allgemeine Toleranzen und Bemessungspraktiken, aber das praktische Ergebnis hängt immer noch von dem spezifischen Teil und dem Prozessplan ab.
Marktkontext zur Kalibrierung der Nachfrage
Nachfragesignale beeinflussen die Kapazität, die Durchlaufzeiten und die Einführung bestimmter Verfahren. Die CNC-Bearbeitung von Aluminium ist weit verbreitet, weshalb 6061 und 7075 häufig in den Fähigkeitslisten der Zulieferer und in den technischen Arbeitsabläufen auftauchen. Genaue Schätzungen der Marktgröße werden aufgrund der Unsicherheit nicht angegeben.
Auswahl der Aluminiumlegierung (6061 vs. 7075 und mehr)
Die Wahl der Legierung hat einen großen Einfluss auf die Machbarkeit der Bearbeitung. Zwei Teile mit der gleichen Geometrie können sich sehr unterschiedlich verhalten, wenn sich die Legierung oder der Härtegrad ändert oder wenn die Endbearbeitung anders geplant ist.
- Temperierung und Produktform sind wichtig: Unterschiede bei Stangen, Platten oder Strangpressprofilen oder Mischtemperaturen können sich auf die Oberflächenbeschaffenheit, die Eloxierung und die Bearbeitung auswirken.
- Mehr als 6061/7075: Es gibt Gusslegierungen, frei bearbeitbare Güten und Legierungen für die Schifffahrt mit Schwerpunkt Korrosion. Bestätigen Sie die Verfügbarkeit in der benötigten Form und überprüfen Sie die Kompatibilität der Oberflächen.

6061 vs. 7075: Wann ist welches die bessere Wahl (Prototyp vs. Leistungsteile)
Die Bearbeitung von 6061er Aluminium wird häufig für Prototypen und viele Produktionsteile gewählt, da es ein ausgewogenes Verhältnis zwischen Bearbeitbarkeit, Korrosionsbeständigkeit und allgemeiner Festigkeit aufweist. Wenn Sie ein Design iterieren und weniger Überraschungen beim Zerspanungsverhalten und bei der Endbearbeitung erleben möchten, ist 6061 oft die erste Anlaufstelle für Ingenieure.
Die zerspanende Bearbeitung von 7075-Aluminium ist häufiger anzutreffen, wenn das Teil leistungsorientiert ist und eine höhere Festigkeit aufweisen muss. Dies wird häufig bei Anwendungen in der Luft- und Raumfahrt diskutiert, bei denen Gewicht und Festigkeit eine Rolle spielen. Die Kunst besteht darin, dass es bei der “besten Wahl” nicht nur um die Festigkeit geht. Sie müssen auch die Umweltbedingungen und die Anforderungen an die Oberflächenbeschaffenheit berücksichtigen und wissen, ob die Konstruktion dünne Merkmale aufweist, die sich verformen können.
In der Praxis bedeutet das: Wenn Sie noch lernen müssen, was das Teil braucht, reduziert 6061 die Unbekannten. Wenn Sie den Lastfall bereits kennen und eine höhere mechanische Leistung benötigen, kann 7075 die bessere Wahl sein, solange der restliche Prozessplan dies unterstützt.
Tabelle: Legierungsvergleichsmatrix (Bearbeitbarkeit, Festigkeitsschwerpunkte, Korrosionsbeständigkeit, typische Anwendungen)
Die nachstehende Tabelle ist eine Entscheidungshilfe und kein Ersatz für ein Datenblatt. Sie bleibt qualitativ, da die genauen Eigenschaftswerte vom Zustand, der Produktform und der Spezifikation abhängen.
| Aluminiumlegierung (übliche CNC-Verwendung) | Bearbeitbarkeit (relativ) | Schwerpunkt Stärke (relativ) | Korrosionsbeständigkeit (relativ) | Typische CNC-Anwendungen (Beispiele) |
|---|---|---|---|---|
| 6061 | Hoch / “Allzweck” | Mittel | Hoch | Vorrichtungen, Halterungen, Gehäuse, Prototypen, Aluminiumfrästeile, die eine stabile Endbearbeitung benötigen |
| 7075 | Hoch (oft gut) | Hoch | Mittel (je nach Umgebung und Ausführung) | Hochleistungsstrukturteile, luftfahrtähnliche Komponenten, gewichtssensible Hardware |
| Andere Aluminiumsorten (“beyond”) | Variiert je nach Sorte und Temperament | Variiert | Variiert | Wird verwendet, wenn eine bestimmte Anforderung im Vordergrund steht (Umgebung, Leitfähigkeit, Umformgeschichte oder Spezifikationsablauf) |
Wenn in Ihrer Zeichnung eine andere Sorte als die beiden genannten gefordert wird, besteht der nächste Schritt in der Regel darin, die Verfügbarkeit in der benötigten Form (Platte, Stange, Strangpressprofil) zu bestätigen und zu prüfen, ob die Oberflächenbehandlung (Eloxierung, Beschichtung) mit der Legierung und den Anforderungen an das Aussehen vereinbar ist.
Entscheidungsbaum: Auswahl einer Aluminiumsorte nach den Anforderungen des Bauteils (Belastung, Umgebung, Oberflächenbehandlung)
Nutzen Sie dies als schnelles Screening-Tool bei der Auswahl der richtigen Aluminiumlegierung für die CNC-Bearbeitung.
- Ist das Teil tragfähig und hat es eine klare Festigkeitsgrenze? Wenn ja, prüfen Sie zuerst 7075, um die Festigkeit zu erhöhen, und bestätigen Sie dann die Korrosionsumgebung und den Endbearbeitungsplan. Wenn nein, screenen Sie zuerst 6061, um eine ausgewogene Leistung und einen breiten Oberflächenkomfort zu erreichen.
- Ist die Korrosionsbeständigkeit ein wichtiger Faktor (im Freien, bei Feuchtigkeit, in der Nähe von Mischmetallen)? Wenn ja, bevorzugen Sie 6061 als Ausgangspunkt und behandeln Sie die Oberfläche (Eloxierung/Pulverbeschichtung) als Teil des Korrosionsplans. Wenn nicht, haben Sie mehr Freiheit bei der Auswahl nach mechanischen Anforderungen.
- Ist das kosmetische Aussehen (einheitliches Eloxalbild) entscheidend? Wenn ja, sollten Sie die Wahl der Legierung und die Endbearbeitung miteinander verbinden. Einige Legierungen werden gleichmäßiger fertiggestellt als andere, und optische Abweichungen von Teil zu Teil können sowohl auf Bearbeitungsspuren als auch auf Unterschiede zwischen Legierung und Temperatur zurückzuführen sein.
- Benötigen Sie sehr feine Gewinde oder eine hohe Gewindeeingriffssicherheit? Wenn ja, sollten Sie sich frühzeitig mit dem Gewindeschneidplan befassen. Die Legierung hat Einfluss darauf, wie sich Späne bilden und wie nachsichtig der Gewindeprozess ist.
- Handelt es sich um einen Prototyp, der möglicherweise in Serie geht? Wenn ja, beginnen Sie mit einer “bekannt stabilen” Legierung (häufig 6061), es sei denn, die Leistungsanforderungen zwingen zu 7075. Behalten Sie dann dieselbe Legierung während der Validierung bei, damit Toleranz, Oberfläche und Prüfergebnisse übertragbar sind.
Welche Aluminiumsorte eignet sich am besten für schnell herzustellende Prototypen bzw. Produktionsserien?
Für schnell zu fertigende Prototypen wird häufig 6061 verwendet, da es ein ausgewogenes Verhältnis zwischen Bearbeitbarkeit, Korrosionsbeständigkeit und vorhersehbarer Endbearbeitung bietet. Für Produktionsläufe kann entweder 6061 oder 7075 das Richtige sein, aber die Wahl sollte sich nach dem Lastfall und der Umgebung des Teils richten. Wenn das Produktionsteil leistungsorientiert ist und die Festigkeit eine Einschränkung darstellt, wird in der Regel 7075 in Betracht gezogen, wobei der Endbearbeitung und der Prüfplanung besondere Aufmerksamkeit gewidmet wird.
CNC-Kernprozesse für Aluminiumteile (Auswahl des richtigen Prozesses)
Die Auswahl des richtigen CNC-Verfahrens für Aluminiumteile ist in erster Linie eine geometrie- und risikobasierte Entscheidung. Obwohl Aluminium zu einem der am häufigsten verwendeten technischen Werkstoffe geworden ist, verhält sich nicht jedes Merkmal bei der Bearbeitung von Aluminium gleich.
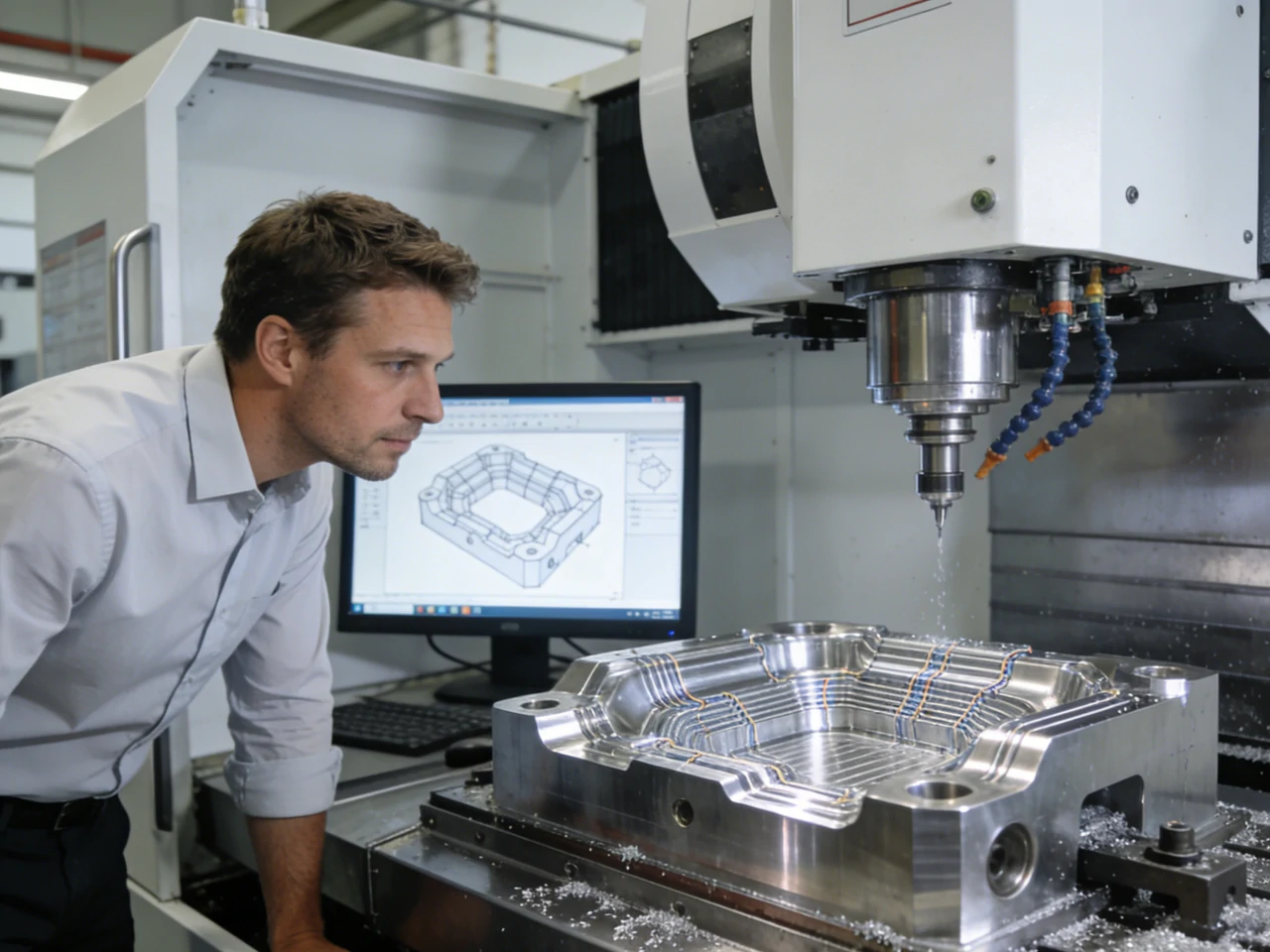
CNC-Fräsen von Aluminium: Passgenaue Geometrien, Auswirkungen auf die Oberflächengüte, typische Anwendungsfälle
CNC-Fräsen ist die wichtigste Methode, die auf CNC-Fräsmaschinen zur Herstellung prismatischer und mehrseitiger Geometrien aus Aluminium-Knetmaterial verwendet wird. Typische Merkmale sind Taschen, ebene Flächen, Schlitze, Naben, Rippen und komplexe Konturen. Das mehrachsige Fräsen erweitert den Zugang, wenn die Merkmale aus mehreren Richtungen bearbeitet werden müssen.
Die Oberflächengüte beim Fräsen wird von der Werkzeugwegstrategie, der Werkzeuggeometrie und der Spanabfuhr beeinflusst. Bei Aluminium sind Werkzeugspuren deutlich zu erkennen, vor allem auf breiten Flächen. Wenn Sie planen, die Oberfläche zu eloxieren, können diese Abdrücke noch deutlicher sichtbar werden, so dass die Anforderungen an die Oberflächengüte “wie bearbeitet” den kosmetischen Anforderungen entsprechen müssen.
Beim Fräsen treten auch viele Gratprobleme auf, insbesondere an Kantenbrüchen um Taschen und Löcher herum. Gratbildung ist nicht nur ein Problem der Entgratungsstufe. Sie ist oft ein Anzeichen dafür, dass die Werkzeugschärfe, die Schnittparameter oder das Auslaufverhalten des Werkzeugwegs angepasst werden müssen.
CNC-Drehen für Aluminium: Rotationsteile, Zykluszeitvorteile, typische Anwendungsfälle
CNC-Drehen eignet sich am besten für CNC-gefertigte Aluminiumteile, deren definierende Geometrie rotierend ist: Durchmesser, Nuten, Bohrungen, Konen und Schultern. Durch Drehen werden runde Aluminiumteile mit weniger Werkzeugwechseln und kürzeren Zykluszeiten effizient in Fertigteile umgewandelt.
Unter dem Gesichtspunkt der Toleranz bietet das Drehen oft stabile Rundheit und Konzentrizität, wenn der Prozess gut eingestellt ist. Die Hauptrisiken sind Spannmarken (durch das Spannen) und Verzug bei dünnwandigen Ringen oder langen, schlanken Wellen, bei denen die Durchbiegung eine Verjüngung verursachen kann.
Das Drehen lässt sich auch gut mit dem anschließenden Fräsen (oder mit angetriebenen Werkzeugen) kombinieren, wenn das Werkstück sowohl runde als auch prismatische Merkmale aufweist.
Bohren und Gewindeschneiden in Aluminium: Qualität der Bohrungen, Überlegungen zum Gewindeschneiden, häufige Fallstricke
Bohren und Gewindeschneiden sehen auf einer Zeichnung einfach aus, sind aber häufige Fehlerquellen bei der CNC-Bearbeitung von Aluminium.
Beim Bohren ist Spänestau eine häufige Ursache für schlechte Bohrungsqualität und Größenabweichungen. Wenn die Späne nicht abtransportiert werden können, reibt der Bohrer, die Hitze steigt, und das Loch kann rau oder übergroß werden.
Beim Gewindeschneiden stellen gebrochene Gewindebohrer ein großes Risiko dar. Aluminium kann lange, durchgehende Späne bilden, die die Spannuten blockieren. Schlechte Schmierung oder falsche Lochgrößen können das Drehmoment in die Höhe treiben und Gewindebohrer brechen lassen. Da sich gebrochene Gewindebohrer nur schwer entfernen lassen, beeinträchtigt dieser Schritt die Ausbeute bei der Herstellung hochwertiger Aluminiumteile überproportional.
Auch die Gewindespezifikation ist wichtig. Wenn ein Gewinde unkritisch ist, kann eine lockerere Klasse oder ein anderer Gewindeformansatz das Risiko verringern. Wenn es kritisch ist, benötigen Sie möglicherweise eine kontrolliertere Gewindeschneidstrategie und mehr Inspektionen.
Diagramm: Prozess-zu-Merkmal-Karte (Merkmale → empfohlener Prozess) (Referenz: Bearbeitungshandbücher/technische Berichte)
Nachfolgend finden Sie eine einfache Zuordnung von Prozessen zu Merkmalen, die Sie während des frühen DFM verwenden können.
| Teilfunktion / Anforderung | Empfohlener CNC-Prozess (typisch) | Warum es passt | Häufiges Risiko bei Aluminium |
|---|---|---|---|
| Flache Flächen, Taschen, Schlitze, Konturen | CNC-Fräsen | Flexible Geometrie und einfache Nullpunktkontrolle | Werkzeugspuren, Grate, Späneschweißen bei nachgeschnittenen Spänen |
| Zylinder, Bohrungen, Nuten, Schultern | CNC-Drehen | Effizient für Rotationssymmetrie | Aufspannmarkierungen, Verjüngung durch Durchbiegung |
| Gerade Löcher (durch/blind) | Bohren (oft mit Fräs- oder Drehbank) | Schnell und wiederholbar | Spanpackung, grobe Lochung |
| Innengewinde | Gewindeschneiden (oder Gewindefräsen, falls vorgesehen) | Standard-Hardware-Schnittstelle | Abgebrochene Gewindebohrer, schlechtes Gewindefinish, wenn Späne klemmen |
Diese Zuordnung ist auch nützlich, wenn Sie entscheiden, ob ein Feature neu konstruiert werden sollte. Wenn ein Feature einen weniger stabilen Prozess erzwingt (z. B. tiefes Gewindeschneiden in einer schwer zugänglichen Tasche), kann es sich lohnen, die Konstruktion zu ändern, bevor Sie Metall schneiden.
Einrichtung von CNC-Maschinen, Werkzeugen, Geschwindigkeiten/Vorschüben und Kühlmittelstrategie
Die meisten Probleme bei der Aluminiumbearbeitung lassen sich auf Hitze und Späne zurückführen. Aluminium selbst lässt sich leicht schneiden, aber es kann an den Werkzeugen haften. Sobald die Späne anfangen, sich an die Schneide zu schweißen, sinkt die Oberflächengüte und die Maßkontrolle wird weniger stabil.
Die von Ihnen gewählten Werkzeuge, Geschwindigkeiten und Vorschübe sowie die Kühlmittelstrategie wirken zusammen. Wenn Sie eines davon ändern, müssen Sie oft auch die anderen anpassen.
Werkzeuge für Aluminium: Anzahl der Nuten, Beschichtungen und Geometrie
Eine allgemein empfohlene Grundlage für das Aluminiumfräsen sind Hartmetallfräser mit 2-3 Schneiden, mit hohen Spanwinkeln und polierten Beschichtungen (oder polierten Schneiden), um die Adhäsion zu verringern und den Spanfluss zu verbessern.
Der Kompromiss bei der Flötenzahl ist praktisch:
- 2-Schneiden-Werkzeuge werden oft bevorzugt, wenn die Spanabfuhr das Hauptanliegen ist, wie z. B. beim Nutenfräsen oder wenn die Späne zum Stauen neigen.
- 3-Schneiden-Werkzeuge werden oft gewählt, wenn ein ausgewogenes Verhältnis zwischen Spanraum und Werkzeugstärke gewünscht wird, insbesondere wenn nicht voll genutet wird und ein höherer Vorschub pro Umdrehung gewünscht wird, ohne dass der Spanraum verloren geht.
Es gibt keine allgemeingültige “beste” Nutenzahl für alle Aluminiumanwendungen. Geometrie, Schnitttiefe, Werkzeugreichweite und Kühlmittelwahl beeinflussen das Ergebnis. Der wichtigste Punkt ist, ein Werkzeug zu wählen, das die Späne von der Schneide wegbewegt.
Geschwindigkeiten und Vorschübe: Warum Aluminium schnell läuft
In vielen Bearbeitungshandbüchern wird darauf hingewiesen, dass die CNC-Bearbeitung von Aluminium häufig mit hohen Spindeldrehzahlen erfolgt. Aluminium ermöglicht eine schnellere Zerspanung, da die Schnittkräfte im Vergleich zu vielen Stählen relativ gering sind und höhere Drehzahlen zu einer gleichmäßigen Spanbildung beitragen.
Die Vorschubgeschwindigkeit muss dem Durchmesser, dem Eingriff und der Schnitttiefe des Werkzeugs entsprechen. Wenn der Vorschub zu niedrig ist, kann das Werkzeug reiben, anstatt zu schneiden, was die Wärmeentwicklung erhöht und die Gefahr einer Aufbauschneide vergrößert. Ist der Vorschub für die Steifigkeit der Aufspannung und die Reichweite des Werkzeugs zu hoch, nehmen Durchbiegung und Rattererscheinungen zu, was die Oberflächengüte und die Toleranz beeinträchtigt.
Da die genauen Parametertabellen von der Werkzeugkonstruktion und den Maschinengrenzen abhängen, ist es besser, “>10.000 U/min” als Fähigkeitsindikator zu betrachten und dann Vorschub und Eingriff auf der Grundlage der Spanform und der Oberflächengüte einzustellen.
Wahl des Kühlmittels: MMS vs. Flutkühlung - Vor- und Nachteile für Wärmekontrolle, Spanabfuhr, Sauberkeit (Unsicherheiten hervorheben)
Die Kühlmittelstrategie beeinflusst sowohl die Lebensdauer der Werkzeuge als auch die Sauberkeit der Teile.
Die Flutkühlung wird häufig bei der kontinuierlichen Produktion eingesetzt, da sie die Wärmekontrolle und den Abtransport der Späne erleichtert. Sie kann die Gefahr des Nachschneidens von Spänen verringern, was eine häufige Ursache für eine schlechte Oberfläche bei Aluminiumfrästeilen ist.
Bei der Minimalmengenschmierung (MMS) wird eine kleine Menge Schmiermittel in Form eines Aerosols oder Nebels abgegeben. Man entscheidet sich dafür, weil die Maschinen dadurch sauberer bleiben und der Umgang mit Kühlmittel reduziert werden kann. Sie kann gut funktionieren, wenn die Späneabfuhr bereits stark ist und der Prozess abgestimmt ist.
Die Präferenzen und Ergebnisse sind sehr unterschiedlich. Einige Anwender berichten, dass die Flutkühlung bei langen Zyklen und hohem Materialabtrag nachsichtiger ist. Andere bevorzugen MMS wegen der Sauberkeit und der Abfallreduzierung. Die richtige Wahl hängt von der Teilegeometrie, der Einhausung/Spänemanagement und davon ab, ob die Priorität auf maximaler Wärmeabfuhr oder kontrollierter Schmierung an der Schneidkante liegt.
Ist Hochgeschwindigkeitsbearbeitung bei Aluminium immer besser, oder verschleißen die Werkzeuge dabei zu schnell?
Die Hochgeschwindigkeitsbearbeitung ist bei Aluminium weit verbreitet, da sie die Spanbildung verbessern und die Schnittkräfte pro Zahn geringer halten kann. Sie ist nicht immer “besser”, wenn der Werkzeugweg zu Spanrückständen führt, wenn das Werkzeug aufgrund einer geringen Spanbelastung reibt oder wenn Kühlmittel und Spanabfuhr nicht Schritt halten können. Der Werkzeugverschleiß kann schnell ansteigen, wenn eine Aufbauschneide entsteht. Daher ist der beste Ansatz derjenige, der die Späne in Bewegung hält und die Schneide sauber hält, und nicht derjenige mit der höchsten Drehzahl.
Oberflächenbehandlung, Nachbearbeitung und spezifizierbare Ergebnisse
Aluminiumteile können direkt nach der Bearbeitung hervorragend aussehen - oder überraschend rau. Der Unterschied liegt in der Regel in der Spankontrolle, nicht in der Materialqualität. Dies gilt sowohl für die Bearbeitung von Standardlegierungen als auch von spezielleren Sorten wie Aluminium-Lithium, die zusätzliche Prozessempfindlichkeit mit sich bringen.
Wenn Ihr Teil eloxiert oder beschichtet wird, sollten Sie die maschinell bearbeitete Oberfläche als Grundschicht betrachten, die durch die Beschichtung hervorgehoben und nicht verdeckt werden soll.
Warum Aluminiumoberflächen “rau” aussehen können: Schweißspäne, Werkzeugspuren, Hitze, Faktoren der Werkstückspannung
Eine raue Oberfläche bei CNC-gefertigten Aluminiumteilen hat oft eine oder mehrere dieser Ursachen:
- Späneschweißen (Aufbauschneiden): Aluminiumspäne können an der Werkzeugschneide haften bleiben. Das Werkzeug reißt dann die Oberfläche ein, anstatt sie sauber abzuscheren. Dies hinterlässt ein verschmiertes Aussehen und ein uneinheitliches Reflexionsvermögen.
- Werkzeugabdrücke durch die Wahl des Werkzeugweges: Schrittweite- und Schrittweite-Einstellungen können auf konturierten Oberflächen sichtbare Aushöhlungen hinterlassen. Auf ebenen Flächen kann eine schlechte Plandrehstrategie sich wiederholende Linien hinterlassen.
- Hitze und Reibung: Wenn das Werkzeug reibt, kann es an einigen Stellen polieren und an anderen reißen. Hitze erhöht auch die Gefahr des Anhaftens an der Schneide.
- Verformung oder Vibration der Werkstückaufnahme: Wenn das Teil nicht steif gehalten wird, können Vibrationen Rattermarken erzeugen. Wenn sich das Teil beim Einspannen verformt, können Sie nach dem Lösen der Einspannung Musteränderungen feststellen.
Dabei handelt es sich eher um Probleme der Bearbeitungsphysik als um Probleme mit den Fähigkeiten des Bedieners. Die Lösung besteht in der Regel darin, die Spänebelastung, die Werkzeuggeometrie, die Kühlmittelstrategie oder die Anzahl der Aufspannungen zu ändern, damit das Werkstück besser unterstützt wird.
Nachbearbeitungsoptionen
Zu den üblichen Nachbearbeitungsoptionen für Aluminium gehören:
Das Eloxieren erhöht die Dicke und die Kontrolle der Oxidschicht. Es wird zur Verbesserung der Korrosionsbeständigkeit und des Verschleißes eingesetzt und kann auch eine kosmetische Farbe verleihen. Das Eloxieren interagiert mit den darunter liegenden Bearbeitungsspuren, daher ist die Oberflächenvorbereitung wichtig.
Die Pulverbeschichtung ist eine zusätzliche Beschichtung auf Polymerbasis, die die Korrosionsbeständigkeit und das Aussehen verbessern kann. Sie kann geringfügige Oberflächenabweichungen verdecken, aber Kanten und scharfe Merkmale können immer noch durchscheinen, wenn die darunterliegende Oberfläche schlecht ist.
Durch Sandstrahlen (oder ähnliches Strahlen) wird die Oberflächenbeschaffenheit verändert. Es wird verwendet, um sichtbare Werkzeugspuren zu reduzieren und ein einheitliches mattes Aussehen vor dem Eloxieren oder Beschichten zu erzeugen. Außerdem werden die Abmessungen geringfügig verändert, so dass dies bei engen Toleranzen zu berücksichtigen ist.
Diagramm: Auswahl der Oberflächenbehandlung nach Zielsetzung (kosmetisch vs. Korrosion vs. Verschleiß) + Hinweise für Konstruktionszulagen
| Primäres Ziel | Typische Ausführungsoption | Was sie verbessert | Was ist bei Design/Spec zu beachten? |
|---|---|---|---|
| Kosmetische Einheitlichkeit | Sandstrahlen, dann Eloxieren oder Beschichten | Einheitlicheres Erscheinungsbild durch Reduzierung der sichtbaren Werkzeugspuren | Strahlen verändert die Oberflächentextur und kann die Kantenschärfe beeinträchtigen; mit Toleranzanforderungen abgleichen |
| Korrosionsbeständigkeit | Eloxierung oder Pulverbeschichtung | Barriere gegen die Umwelt; Eloxierung mit kontrolliertem Oxid | Beim Eloxieren bildet sich eine Oxidschicht; kritische Passungen benötigen möglicherweise Zulagen und eine klare Spezifikation |
| Abriebfestigkeit der Oberfläche | Eloxieren (verschleißfeste Typen) | Härtere Oxidoberfläche im Vergleich zu blankem Aluminium | Die Oberfläche wird verschleißfester, das Aussehen kann jedoch je nach Legierung und Vorbereitung variieren. |
Wenn Sie CNC-Teile aus eloxiertem Aluminium mit engen Passungen spezifizieren, besteht der sichere Ansatz darin, zu ermitteln, welche Oberflächen “funktionale Passungen” und welche kosmetische sind, und dann die Spezifikation der Oberfläche entsprechend auszurichten. Selbst wenn eine Oberfläche kontrolliert wird, kann der Wechsel von blankem Aluminium zu fertigem Aluminium die Montage beeinträchtigen.
Warum sieht meine Aluminiumoberfläche im Vergleich zu Stahl rau aus?
Aluminium ist anfälliger für das Anhaften von Spänen an der Schnittkante, so dass die Oberfläche durch die Aufbauschneide verschmiert und zerrissen aussehen kann. Stahl bildet oft Späne, die anders brechen und unter vergleichbaren Bedingungen nicht auf die gleiche Weise haften. Bei Aluminium haben die Spanabfuhr, die Werkzeugpolitur und die Kühlmittelstrategie einen großen Einfluss darauf, ob die Oberfläche sauber oder rau aussieht.
3-Achsen- vs. 5-Achsen- und Mehrachsenstrategien für komplexe Teile
Die Achsenzahl ist kein Statussymbol. Sie ist eine Entscheidung der Einrichtungsstrategie. Die meisten Toleranzverluste bei der Bearbeitung entstehen durch das Einrichten: Jedes Mal, wenn Sie ein Teil aus- und wieder einspannen, erhöhen Sie das Risiko von Ausrichtungsfehlern und Verzug. Die Mehrachsenbearbeitung kann die Anzahl der Aufspannungen reduzieren, da mehr Flächen in einer Aufspannung erreicht werden.
Wenn 5-Achsen-CNC-Bearbeitung wichtig ist: komplexe Geometrien, weniger Einrichten, höhere Genauigkeit
Die 5-Achsen-CNC-Bearbeitung wird dann relevant, wenn eine oder mehrere dieser Bedingungen erfüllt sind:
- Das Teil hat Merkmale auf mehreren Flächen, die in enger Beziehung zueinander stehen müssen.
- Das Teil hat abgewinkelte Bohrungen, zusammengesetzte Oberflächen oder hinterschneidungsähnliche Zugangsprobleme, die in der 3-Achsen-Bearbeitung problematisch sind.
- Sie möchten die Anzahl der Rüstvorgänge reduzieren, um Stapelfehler zu verringern und die Wiederholbarkeit zu verbessern.
Genauigkeitsverbesserungen ergeben sich oft aus der geringeren Handhabung und nicht aus der “höheren Genauigkeit” der Maschine. Wenn ein 5-Achsen-Plan aus vier Aufspannungen eine oder zwei macht, verringern sich die Fehlermöglichkeiten und die Wahrscheinlichkeit, dass sich die Spannverzerrung zwischen den Arbeitsgängen ändert.
Fallstudie: 5-Achsen-Fräsen von Aluminium 7075-Drohnengehäusen → 30% Montagezeitverkürzung; Komplexität über 3-Achsen hinaus
In einem Beispiel aus der Luft- und Raumfahrt wurde ein kundenspezifisches Drohnengehäuse durch 5-Achsen-CNC-Fräsen von Aluminium 7075 hergestellt. Das Ergebnis war eine Reduzierung der Montagezeit um 30%, und das Teil war so komplex, wie es mit einer 3-Achsen-Maschine nicht möglich gewesen wäre.
Was die Machbarkeit betrifft, so ist die Lektion nicht, dass die 5-Achsen-Bearbeitung immer schneller ist. Vielmehr werden bestimmte Konstruktionen auf Systemebene einfacher, wenn das bearbeitete Teil Merkmale integrieren kann, die andernfalls separate Komponenten, sekundäre Operationen oder Ausrichtungsschritte erfordern würden. Wenn das Gehäuse einen Montagestapel ersetzt, kann die Montagezeit sinken, auch wenn die Bearbeitungszeit für das Einzelteil höher ist.
Fräs-Dreh-Zentren: Kombination von prismatischer und rotierender Bearbeitung
Ein Dreh-Fräszentrum kombiniert Drehen (Rotationsbearbeitung) und Fräsen (prismatische Merkmale) auf einer Plattform. Dies ist von Bedeutung, wenn Ihr Teil eine Mischung aus Durchmessern und Flächen aufweist oder wenn Sie Bohrungen und gefräste Nuten genau ausrichten müssen.
In einem Beispiel aus der Medizintechnik (orthopädische Implantate) konnten durch einen integrierten Dreh-Fräs-Ansatz die Rüstzeiten reduziert und die Maßgenauigkeit bei komplexen Geometrien verbessert werden. Die Machbarkeitsstudie zeigt, dass die Kombination von Verfahren Ihre Bezugspunkte schützen kann. Wenn eine Bohrung und ein gefrästes Merkmal konzentrisch oder präzise zueinander angeordnet sein müssen, kann die Herstellung in einem kontrollierten Aufspannzustand den Stapelfehler reduzieren.
Diagramm: Arbeitsablauf zur Rüstzeitreduzierung (3-Achsen-Multi-Rüstung vs. 5-Achsen/Fräsen-Drehen) (Bezug: technische Berichte der Industrie; akademische Studien über Rüstfehler)
Ziel: Aufrechterhaltung der Beziehungen von Merkmal zu Merkmal.
3-Achsen-Bearbeitung (erfordert in der Regel mehrere Aufspannungen):
- Zuerst spannen Sie das Teil in Setup 1 ein und bearbeiten alle Flächen/Merkmale, die erreichbar sind.
- Dann lösen Sie die Einspannung, drehen oder wenden das Teil für Setup 2, markieren oder positionieren es und bearbeiten die nächste Reihe von Flächen.
- Sie können diesen Vorgang für Setup 3 und weitere Setups nach Bedarf wiederholen.
- Risiko: Jede zusätzliche Einrichtung führt zu potenziellen Fehlern durch eine neue Positionierung und Änderungen der Klammerverzerrung.
5-Achsen-Bearbeitung (erfordert in der Regel weniger Umrüstungen):
- In der Aufspannung 1 spannen Sie das Teil ein und drehen oder kippen dann entweder das Werkzeug oder das Werkstück, um mehrere Flächen/Merkmale in einer einzigen Aufspannung zu bearbeiten.
- Optional kann ein Setup 2 verwendet werden, um alle verbleibenden Flächen fertigzustellen.
- Der Vorteil: Es sind weniger Neuplatzierungen erforderlich, so dass die Bezugspunkte länger erhalten bleiben und die Beziehungen zwischen den Merkmalen genauer gepflegt werden.
Mill-Turn (kombiniertes Drehen und Fräsen):
- Beim Einrichten 1 spannen Sie das Werkstück in die Spindel und drehen kritische Durchmesser oder Bohrungen.
- In der gleichen Einrichtung können Sie mit angetriebenen Werkzeugen Flächen, Löcher oder Schlitze fräsen.
- Der Vorteil: Die rotatorische und prismatische Ausrichtung bleibt erhalten, ohne dass ein Umspannen erforderlich ist.
Wenn Sie sich zwischen diesen Ansätzen entscheiden, sollten Sie die Anstellungen frühzeitig zählen. Die Anzahl der Anstellungen ist einer der zuverlässigsten Prädiktoren für das Toleranzrisiko und den Prüfaufwand.
Qualität, Toleranzen und Prüfplanung
Bei der Qualitätsplanung für die CNC-Bearbeitung von Aluminium geht es nicht nur darum, eine enge Toleranz zu fordern. Es geht darum, zu entscheiden, wo enge Toleranzen wichtig sind, wie sie überprüft werden und wie vermieden werden kann, dass Prüfprobleme entstehen, die die Funktion nicht verbessern.
Praktische Toleranzplanung: “typische” vs. “fortgeschrittene Einstellungen” und Auswirkungen auf Kosten und Durchlaufzeit
Wie bereits erwähnt, werden ±0,005 Zoll (±0,127 mm) allgemein als Routinetoleranz für das Fräsen und Drehen von Aluminium genannt, wobei fortschrittliche Einrichtungssysteme engere Toleranzen erreichen können. Der Teil dieser Aussage, auf den es ankommt, ist “Einrichtung”. Engere Toleranzen erfordern in der Regel mehr Kontrolle:
- Werkstückspannung und Nullpunktbestimmung
- Verwaltung und Kompensation von Werkzeugverschleiß
- Temperaturstabilität während der Bearbeitung und Prüfung
- Inspektionsmethode und Stichprobenplan
Selbst wenn eine Maschine enge Zahlen einhalten kann, kann Ihr Teil dies nicht. Dünne Merkmale, lange Werkzeuge und mehrseitige Beziehungen erhöhen das Risiko. Ist die Toleranz enger als der funktionale Bedarf, zahlen Sie möglicherweise für das Prüf- und Ausschussrisiko, ohne die Montageleistung zu verbessern.
Überblick über den Inspektionsansatz
Die Planung von Inspektionen funktioniert am besten, wenn man sie in prozessbegleitende Kontrollen und Endkontrollen unterteilt.
Die prozessbegleitenden Prüfungen konzentrieren sich auf Maße, die während des Laufs abweichen können, wie kritische Durchmesser, Taschenbreiten und Signale für die Gewindequalität. Ziel ist es, Werkzeugverschleiß, Aufbauschneiden und thermische Drift zu erkennen, bevor eine ganze Charge zu Ausschuss wird.
Die Endkontrolle konzentriert sich auf die Merkmale, die die Passform und Funktion bestimmen: die Position von Bezugspunkt zu Merkmal, die Passflächen und alle Toleranzstapel. Bei eloxierten oder beschichteten Teilen muss bei der Endkontrolle eventuell geklärt werden, ob die Maße vor oder nach der Endbearbeitung gemessen werden, je nachdem, was die Zeichnung verlangt.
Der wichtigste Punkt ist, die Inspektion mit dem Risiko in Einklang zu bringen. Aluminiumteile können maßhaltig sein und trotzdem nicht zusammengebaut werden, weil ein Gewinde verstopft ist, ein Grat den Sitz blockiert oder eine Oberflächenbeschichtung eine Passfläche verändert.
Tabelle: Toleranzbänder → typischer Prozess/Inspektionsansatz
| Toleranzbereich (Konzept) | Typischer Bearbeitungsansatz | Typischer Inspektionsansatz | Hinweise für Aluminiumteile |
|---|---|---|---|
| “Typisch” (etwa ±0,005 in / 0,127 mm) | Standard-Fräsen/Drehen mit stabiler Aufspannung | Grundlegende Maßkontrollen; abschließende Überprüfung der wichtigsten Merkmale | Gute Ausgangsbasis für viele Halterungen, Gehäuse und allgemeine Aluminiumkomponenten |
| “Enger als typisch” (fortgeschrittene Setups) | Reduzierte Rüstzeiten, kontrollierter Werkzeugverschleiß, stabilere Aufspannung, schonende Werkzeugwege | Häufigere prozessbegleitende Kontrollen; detailliertere Endkontrolle der Bezugspunkte/Merkmale | Hitze, Spannverzug und Spananhaftung sind die Hauptursachen für Abweichungen |
| “Sehr enge / kritische Passungen” | Merkmalsspezifische Strategie; kann mehrachsige oder kombinierte Prozesse erfordern | Definierter Messplan, der an Bezugspunkte gebunden ist; Klärung der Messung vor/nach der Fertigstellung | Vermeiden Sie Übertoleranz; spezifizieren Sie nur dort, wo die Funktion es erfordert. |
Diese Tabelle ist absichtlich nicht numerisch, da das, was als “eng” gilt, von der Teilegröße, der Geometrie und den Feature-Beziehungen abhängt.
Welche Toleranzen können bei der CNC-Bearbeitung von Aluminium routinemäßig erreicht werden?
Eine typische Fertigungstoleranz für das Fräsen und Drehen von Aluminium hängt von der Größe des Werkstücks, der Anzahl der Aufspannungen und der Prüfmethode ab. Engere Toleranzen sind mit erweiterten Aufspannungen möglich, aber der Erfolg hängt von der Teilegeometrie, der Steifigkeit der Aufspannung und den thermischen Bedingungen ab. In der Regel ist es besser, nur die funktionskritischen Merkmale und nicht das gesamte Teil zu schärfen.
Design for Manufacturability (DFM) + Fehlervermeidung
Beim DFM für die CNC-Bearbeitung von Aluminium geht es um die Beseitigung vermeidbarer Risiken. Aluminium ist in vielen Fällen leicht zu bearbeiten, aber es bestraft kleine Fehler bei der Spankontrolle und beim Gewindeschneiden. Viele Fehler sind wiederholbar: klebrige Späne, schlechte Oberflächengüte, Grate an Kanten und abgebrochene Gewindebohrer.
In diesem Abschnitt geht es darum, was normalerweise zu Ausschuss oder Nacharbeit führt und was zuerst geändert werden sollte.
Checkliste: DFM für Aluminium-CNC-Teile (Merkmale, die Kosten, Risiko oder Nacharbeit verursachen)
Verwenden Sie diese Checkliste bei der Entwurfsprüfung. Sie soll Risikofaktoren aufzeigen, ohne von einer bestimmten Maschine oder einem bestimmten Lieferanten auszugehen.
- Tiefe Taschen und weitreichende Werkzeuge: Sie erhöhen das Risiko der Durchbiegung und des Rüttelns, was die Oberflächengüte und die Maßkontrolle beeinträchtigt. Überlegen Sie, ob die Taschentiefe funktional erforderlich ist oder ob sich die Montage ändern kann.
- Dünne Wände und dünne Böden: Diese verziehen sich beim Einspannen und können beim Schneiden vibrieren. Das führt zu Konizität, Rattermarken und Schwierigkeiten beim Einhalten enger Toleranzen.
- Scharfe Innenecken: Schaftfräser sind rund, daher erfordern scharfe Innenecken kleine Werkzeuge, die weniger steif sind und die Zykluszeit erhöhen. Wenn die Ecke aus Funktionsgründen scharf sein muss, planen Sie eine langsamere Bearbeitung und einen höheren Prüfaufwand ein.
- Kritische Merkmale verteilen sich auf viele Flächen: Dies erhöht die Anzahl der Aufspannungen bei der 3-Achsen-Bearbeitung. Wenn die Position von Feature zu Feature wichtig ist, sollten Sie überlegen, ob die Mehrachsenbearbeitung das Risiko verringert.
- Gewindeschneiden in schwer zugänglichen Bereichen: Das Gewindeschneiden tief in einer Tasche oder in der Nähe einer Wand erhöht das Risiko von Ausrichtungsfehlern und Spänestaus. Wenn möglich, sollten Sie die Konstruktion so ändern, dass das Werkzeug leichter zugänglich ist.
- Unklare Anforderungen an das Finish: Wenn in der Zeichnung nicht zwischen kosmetischen und funktionalen Oberflächen unterschieden wird, kann es passieren, dass Sie ein Teil erhalten, das zwar den Abmessungen entspricht, aber nach dem Eloxieren oder Beschichten die kosmetischen Erwartungen nicht erfüllt.
Diese Probleme treten nicht nur bei Aluminium auf, aber die Neigung von Aluminium zur Kanten- und Gratbildung führt dazu, dass die Folgen schnell sichtbar werden.
Vermeiden des “Verklebens” von Fräsern: Spanabfuhr, Werkzeugauswahl, Beschichtungen, Kühlmittel, Überlegungen zum Werkzeugweg
“Verkleben” bedeutet in der Regel, dass Aluminium an der Schneide haftet, die Werkstückoberfläche aufreißt und Hitze erzeugt. Die Lösung ist in der Regel eine Kombination, nicht ein einzelner Knopf.
Die Spanabfuhr ist der erste Schritt. Wenn Späne im Schnitt verbleiben, werden sie nachgeschnitten, die Hitze steigt und die Haftung verschlechtert sich. Die Werkzeugausstattung ist wichtig, denn polierte Spannuten und geeignete Spanwinkel tragen dazu bei, dass sich die Späne lösen und nicht verschweißen. Kühlmittel oder Schmierung unterstützen dann die Schnittstelle: Flutkühlung kann Späne spülen und Wärme abführen, während MMS die Reibung an der Schneidkante verringern kann, wenn die Spanabfuhr bereits gut ist.
Auch die Wahl des Werkzeugwegs ist wichtig. Werkzeugwege, die vermeiden, dass das Werkzeug für längere Zeit in einer Nut steckt, verringern in der Regel die Wärmeentwicklung und den Späneanfall. Wenn die Geometrie das Schlitzen erzwingt, werden Werkzeugauswahl und Spanabfuhr noch wichtiger.
Dies steht in direktem Zusammenhang mit einer häufigen Käuferfrage: Ist Aluminium leicht zu bearbeiten? In vielen Fällen ja, denn die Schnittkräfte sind gering und hohe Spindeldrehzahlen sind üblich. In der realen Produktion ist Aluminium nur dann “leicht”, wenn die Späne kontrolliert werden. Eine schlechte Spankontrolle kann dazu führen, dass Aluminium schwieriger sauber zu bearbeiten ist als manche Stähle.
Vermeidung gebrochener Gewindebohrer in Aluminium: Lochgröße, Gewindeschneidstrategie, Überlegungen zu Schmierung/Kühlmittel
Gebrochene Gewindebohrer in Aluminium werden in der Regel durch Drehmomentspitzen verursacht. Drehmomentspitzen entstehen durch eingeklemmte Späne, Ausrichtungsfehler oder unzureichende Schmierung.
Die Größe der Bohrung ist wichtig, da zu kleine Bohrungen die Schnittlast und das Drehmoment erhöhen. Die Gewindeschneidstrategie ist wichtig, da sich die Spanabfuhr je nach Gewindetyp und Gewindetiefe ändert. Die Schmierung ist wichtig, da Aluminium abblättern kann, was die Reibung und das Drehmoment erhöht. Auch die Kühlmittelstrategie spielt eine Rolle, da sie die Spanbewegung und die Schmierung an der Gewindeschnittstelle beeinflusst.
Ein konstruktionsseitiger Schritt, der hilft, ist die Vermeidung von Gewinden, die tiefer sind als für die Funktion erforderlich. Ein weiterer Schritt ist die Vermeidung von Gewinden, bei denen die Späne nirgendwo hingehen können, wie z. B. am Boden eines Sacklochs ohne Entlastung. Wenn ein Gewindesackloch erforderlich ist, planen Sie die Gewindetiefe und die Bodengeometrie so, dass der Gewindebohrvorgang ohne Packungsspäne abgeschlossen werden kann.
Risikominderung beim Einfädeln
Gebrochene Wasserhähne sind bei Aluminium üblich. Ziehen Sie Alternativen in Betracht:
- Gewindefräsen: Nützlich für tiefe Löcher, enge Spankontrolle oder Sacklöcher.
- Umformende Gewindebohrer: Spanlose Option; erfordert höhere Drehmomente und Materialbeschränkungen.
- Designhinweis: Vermeiden Sie “No-Go”-Stellen wie schwer zugängliche Taschen; fragen Sie den Lieferanten nach einer Empfehlung für die Fadenstrategie.
Geben Sie “Gewindefräsen erlaubt” an oder erlauben Sie die Wahl des Lieferanten für unkritische Gewinde.
Ich bin neu in der CNC-Bearbeitung und meine Aluminiumteile verkleben immer wieder die Fräser - welche Werkzeugkonfiguration ist am besten?
Ein gängiger Ausgangspunkt sind Hartmetallfräser mit 2-3 Schneiden, hoher Spanwinkelgeometrie und polierten Schneiden oder polierten Beschichtungen zur Verringerung der Spananhaftung. Dazu kommt eine Kühlmittelstrategie, die die Spanabfuhr unterstützt, denn das Nachschneiden von Spänen ist ein häufiger Auslöser für Aufbauschneiden. Wenn sich die Oberflächengüte während eines Laufs schnell verschlechtert, deutet dies häufig auf Späne hin, die an der Schneidkante haften oder durch zu geringe Spanbelastung reiben.
Anwendungen und Arbeitsabläufe in der Praxis (Nachweis durch Fallstudien)
Die CNC-Bearbeitung von Aluminium kommt in vielen Bereichen vor, aber die Arbeitsabläufe sind unterschiedlich. Bei Teilen für die Luft- und Raumfahrt werden häufig die Festigkeit der Legierung und die Mehrachsenfähigkeit gefordert. Bei Teilen für die Automobilindustrie liegt der Schwerpunkt oft auf Wiederholbarkeit und Korrosionsschutz. Bei Teilen für die Medizintechnik liegt der Schwerpunkt häufig auf der Reduzierung des Rüstaufwands und der Maßkontrolle für komplexe Geometrien.
Die nachstehenden Fallstudien werden auf der Entscheidungsebene zusammengefasst: Wahl der Legierung, Wahl des Verfahrens und das messbare Ergebnis, das die Durchführbarkeit beeinflusst hat.
Outsourcing vs. In-House: Entscheidungshilfe Lieferant vs. Maschine
Bei der Planung der CNC-Bearbeitung von Aluminium sollten Sie zwischen Outsourcing und Eigenfertigung abwägen:
- Auslagern: Intermittierende Nachfrage, gemischte Geometrien, spezialisierte QS, mehrachsige Maschinen.
- Innerbetrieblich: Stabile Teilefamilien, eigene Qualitätskontrolle, interne Inspektion und Endkontrolle.
Checkliste zur Lieferantenfähigkeit:
- Achsenzahl (3/4/5, Fräs-Dreh)
- Inspektionsausrüstung und Probenahmeplan
- Kontrolle der Eloxierung oder Beschichtung
- Gewindestrategie und Späneverwaltung
- Entgraten und Nachbearbeiten
- Dokumentation und Rückverfolgbarkeit
Wiederholung eines Beispiels aus der Luft- und Raumfahrt: 7075 + 5-Achsen für Leistung/Komplexität der Ergebnisse
Im Beispiel des Drohnengehäuses wurde 7075 und 5-Achsen-Fräsen verwendet, um eine komplexe Gehäusegeometrie herzustellen. Das berichtete Ergebnis war eine erhebliche Verringerung der Montagezeit, die durch die Integration und Komplexität der Teile erreicht wurde, die mit dem 3-Achsen-Fräsen nicht auf die gleiche Weise möglich war.
Wenn Sie einen ähnlichen Ansatz in Erwägung ziehen, lautet die Frage nach der Machbarkeit: Kann das bearbeitete Teil eine Baugruppe ersetzen und trotzdem nach den Vorgaben geprüft und fertiggestellt werden? Wenn ja, kann der Gewinn auf Systemebene die mehrachsige Bearbeitung rechtfertigen, selbst wenn die Kosten für das Teil steigen.
Arbeitsablauf in der Automobilindustrie: 6061 Drehen + Fräsen + Eloxieren für leichte Haltbarkeit und Korrosionsbeständigkeit
Bei einem Beispiel für eine Sensorhalterung für die Automobilindustrie wurde 6061 durch Drehen und Fräsen und anschließendes Eloxieren verarbeitet. Das berichtete Ergebnis konzentrierte sich auf leichte Teile mit gleichbleibender Qualität und verbesserter Korrosionsbeständigkeit.
Die Schlussfolgerung ist, dass viele Aluminiumteile für die Automobilindustrie erfolgreich sind, weil die Arbeitsabläufe stabil sind: eine gängige Legierung (6061), eine Geometrie, die sich für Dreh-/Fräsarbeiten eignet, und eine Oberfläche (Eloxierung), die die Korrosionsanforderungen erfüllt. Wenn Ihr Teil in der Nähe von Straßenspritzern oder Mischmetallen liegt, sollte der Korrosionsplan als Teil des Designs behandelt werden, nicht als nachträglicher Einfall.
Medizinischer Arbeitsablauf: Fräs-Dreh-Zentrum zur Reduzierung der Rüstzeiten und Verbesserung der Maßgenauigkeit bei komplexen Geometrien
Im Zusammenhang mit orthopädischen Implantaten hat ein integrierter Dreh-Fräs-Ansatz die Rüstzeiten reduziert und die Maßgenauigkeit verbessert und gleichzeitig die Herstellung komplexer Geometrien ermöglicht. Die Reduzierung der Rüstzeiten ist ein direktes Toleranzwerkzeug: weniger Umspannungen bedeuten in der Regel weniger Möglichkeiten für Nullpunktverschiebungen und weniger Überraschungen bei der Prüfung.
Um die Machbarkeit zu gewährleisten, müssen Sie aufgrund medizinischer Anforderungen oft frühzeitig Bezugspunkte und Prüfpläne festlegen. Wenn das Teil prismatische und rotierende Merkmale aufweist, die genau ausgerichtet werden müssen, wird häufig das Drehfräsen in Betracht gezogen, da es die Merkmalsbeziehungen in einer kontrollierten Aufspannung beibehalten kann.
Tabelle: Anwendung → empfohlene Legierungs-/Verfahrens-/Beschichtungskombinationen
| Kontext der Anwendung | Häufige Legierungswahl (aus Beispielen) | Gemeinsame Prozesswahl | Gemeinsame Wahl der Oberfläche | Schwerpunkt Durchführbarkeit |
|---|---|---|---|---|
| Gehäuse im Stil der Luft- und Raumfahrt (Drohne) | 7075 | 5-Achsen-CNC-Fräsen | Ausführung je nach Umgebung/Spezifikation | Integration von Teilen, weniger Baugruppen, Zugriff auf komplexe Geometrien |
| Kfz-Halterung (Sensorhalterung) | 6061 | Drehen + Fräsen | Eloxieren | Wiederholbarkeit, Korrosionsbeständigkeit, überschaubare Inspektion |
| Medizinische Komponente (Implantatkontext) | Nicht über den Anwendungsfall Aluminium hinaus spezifiziert | Fräsen-Drehen (kombiniert) | Ausführung hängt von den Anforderungen des Geräts ab | Rüstzeitverkürzung, Nullpunktkontrolle, Maßhaltigkeit |
Dies sind keine Universalrezepte. Sie zeigen das Muster: Anpassung der Legierung an die mechanischen und umweltbedingten Anforderungen, Anpassung des Prozesses an die Merkmale, dann Auswahl einer Oberfläche, die die Anforderungen an Korrosion, Verschleiß und Aussehen erfüllt.
Wenn Sie entscheiden müssen, ob eine CNC-Bearbeitung von Aluminium in Frage kommt, ist die Entscheidungslogik in der Regel einfach. Beginnen Sie mit den wichtigsten Anforderungen an das Teil: Gewicht, Festigkeit, Korrosionsschutz oder kosmetisches Finish. Wählen Sie dann die Legierung aus, die diesen Anforderungen entspricht, wobei 6061 und 7075 als gängige Ausgangspunkte gelten. Als Nächstes ordnen Sie die Merkmale den Prozessen zu und zählen die Aufspannungen, denn die Anzahl der Aufspannungen ist ein guter Indikator für das Toleranzrisiko. Legen Sie schließlich nur dort Toleranzen fest, wo sie für die Funktion erforderlich sind, und richten Sie die Inspektion und Endbearbeitung auf diese Funktionsflächen aus.
Dieser Ansatz ist geeignet, wenn die Geometrie eine stabile Aufspannung unterstützt, die Späne sauber abtransportiert werden können und der Plan für die Endbearbeitung sowohl mit der Legierung als auch mit dem Toleranzpaket kompatibel ist. Es wird riskant, wenn tiefe Taschen, dünne Merkmale und schwer zugängliche Gewinde mit engen Toleranzen und hohen kosmetischen Erwartungen ohne einen klaren Prozess- und Prüfplan kombiniert werden.
FAQ
Aluminium ist ein beliebtes Material für die CNC-Bearbeitung, da es den goldenen Mittelweg zwischen ausreichender Festigkeit und geringem Gewicht findet, was die Handhabung und den Transport erleichtert. Seine natürliche Oxidschicht verleiht ihm eine gute Korrosionsbeständigkeit, so dass die Teile ohne zusätzliche Behandlung länger halten, und es ist mit Eloxal- und anderen Endbearbeitungsverfahren kompatibel. Aluminium lässt sich auch schneller bearbeiten als viele härtere Metalle, da die Schnittkräfte geringer sind und höhere Spindeldrehzahlen möglich sind, was die Produktion beschleunigen kann, wenn die Späne gut behandelt werden. Allerdings ist es nicht völlig narrensicher - ohne ordnungsgemäße Späneabfuhr und Wärmemanagement kann Aluminium an den Schneidwerkzeugen haften bleiben oder Aufbauschneiden bilden, was die Oberflächengüte und die Maßgenauigkeit beeinträchtigt. Insgesamt macht die Kombination aus Bearbeitbarkeit, Gewichtsersparnis und Korrosionsbeständigkeit Aluminium zu einem äußerst vielseitigen Werkstoff, der sich von Halterungen für die Luft- und Raumfahrt bis hin zu Elektronikgehäusen eignet, insbesondere in Verbindung mit der richtigen CNC-Einrichtung.
Die Wahl der richtigen Aluminiumsorte hängt von der Balance zwischen Bearbeitbarkeit, Festigkeit und Korrosionsbeständigkeit ab. Für die allgemeine Fräsbearbeitung wird häufig 6061 verwendet, da es sich leicht schneiden lässt, gut korrosionsbeständig ist und die Abmessungen vorhersehbar beibehält, was es ideal für Prototypen oder Standardproduktionsteile macht. Wenn es auf höhere Festigkeit ankommt - wie bei Komponenten für die Luft- und Raumfahrt oder hoch beanspruchten mechanischen Teilen - wird in der Regel 7075 bevorzugt. Allerdings reagiert 7075 empfindlicher auf Hitze und Bearbeitungsstrategien, so dass Nachbearbeitungsprozesse wie Eloxieren und Prüfpläne sorgfältig bedacht werden müssen. Darüber hinaus gibt es weitere Legierungen für spezielle Anforderungen wie Leitfähigkeit, Verschleißfestigkeit oder komplexe Umwelteinflüsse, aber die meisten Anwendungen lassen sich mit 6061 oder 7075 abdecken. Das Wichtigste ist, dass die von Ihnen gewählte Legierung sowohl der funktionalen Belastung als auch den Erwartungen an die Nachbearbeitung entspricht, um Überraschungen während der Produktion zu vermeiden.
Grate können eines der schwierigsten Probleme bei der Aluminiumbearbeitung sein, aber ihre Kontrolle ist vor allem eine Frage der Planung. Scharfe Werkzeuge sind unerlässlich, und der Werkzeugweg muss vermeiden, dass Material an Ausgängen und Ecken mitgeschleppt wird, wo sich in der Regel Grate bilden. Eine stabile Werkstückaufspannung ist ebenfalls von entscheidender Bedeutung - jede Bewegung des Werkstücks kann die Gratbildung verschlimmern. Gratbildung ist wahrscheinlicher, wenn Späne zurückgeschnitten werden oder sich eine Aufbauschneide am Schneidwerkzeug bildet, weshalb eine effektive Spanabfuhr und die richtige Kühlmittelstrategie ebenso wichtig sind. Viele Werkstätten kombinieren diese Präventivmaßnahmen mit Nachbearbeitungs-Entgratungstechniken wie Handwerkzeugen, Bürsten oder leichtem Taumeln, aber die wirklichen Einsparungen ergeben sich aus der Gestaltung des Prozesses, um die Gratbildung von Anfang an zu minimieren. Die frühzeitige Beachtung dieser Faktoren trägt dazu bei, den Ausschuss zu reduzieren, die Kosten für die Endbearbeitung zu senken und sicherzustellen, dass die Teile sowohl die funktionalen als auch die kosmetischen Anforderungen erfüllen.
Aluminium kann je nach Verwendungszweck mit einer Vielzahl von Oberflächenbehandlungen versehen werden. Das Eloxieren ist beliebt, weil es die Oxidschicht wachsen lässt und stabilisiert, was die Korrosions- und Verschleißfestigkeit erhöht und gleichzeitig eine kosmetische Färbung ermöglicht. Die Pulverbeschichtung fügt eine Polymerschicht zum Schutz und für ein einheitliches Aussehen hinzu, aber scharfe Kanten und Ecken können immer noch die darunter liegenden Werkzeugspuren zeigen, wenn die Grundoberfläche nicht glatt ist. Durch Sandstrahlen oder ähnliche Strahltechniken kann eine einheitliche, matte Textur erzeugt und die Oberfläche für nachfolgende Beschichtungen vorbereitet werden, wobei die Abmessungen leicht verändert werden. Der Schlüssel liegt darin, zu definieren, welche Oberflächen funktional und welche kosmetisch sind, da toleranzkritische Bereiche bei der Endbearbeitung zusätzliche Aufmerksamkeit erfordern können. Wenn Sie bei der Planung der Endbearbeitung sowohl die Ästhetik als auch die Leistung im Auge behalten, können Sie Überraschungen wie ungleichmäßige Farben, abgenutzte Kanten oder Passungen, die sich nicht richtig zusammenfügen, vermeiden.
Aluminium wird im Vergleich zu Stahl oder Titan oft als “leicht” zu bearbeiten bezeichnet, weil es mit geringeren Kräften schneidet, höhere Spindeldrehzahlen zulässt und die Werkzeuge im Allgemeinen nicht so schnell verschleißt. Allerdings bedeutet “einfach” nicht, dass es keine Probleme gibt - es ist nur dann einfach, wenn die Späne ordnungsgemäß entfernt werden, die Temperaturen kontrolliert werden und die richtigen Werkzeuge verwendet werden. Aluminium haftet gerne an den Schnittkanten, und wenn sich eine Aufbauschneide bildet, können die Oberflächen rau oder verschmiert aussehen. Dünne Wände, lange Merkmale oder tiefe Taschen stellen ein zusätzliches Risiko dar, so dass eine sorgfältige Planung der Werkstückaufnahme und der Werkzeugwege von entscheidender Bedeutung ist. Sind diese Vorkehrungen getroffen, kann Aluminium schnell und genau bearbeitet werden und eignet sich daher sowohl für das Rapid Prototyping als auch für Produktionsläufe. Der Schlüssel liegt in der Beachtung der Späneabfuhr, der Werkzeuge und der Kühlmittelstrategie, die zusammengenommen Aluminium eher vorhersehbar als kompliziert machen.
Für das typische CNC-Fräsen und -Drehen von Aluminium geben die Betriebe häufig eine Routinetoleranz von ±0,005 Zoll (±0,127 mm) an. Dieses Niveau ist für die meisten Halterungen, Gehäuse und allgemeinen Komponenten ohne spezielle Einrichtungen gut geeignet. Wenn engere Toleranzen erforderlich sind, können fortschrittliche Einrichtungen wie mehrachsige Maschinen, stabilisierte Spannvorrichtungen, kontrollierte Temperaturen und eine sorgfältige Werkzeugverwaltung die Grenzen weiter verschieben. Die erreichbaren Toleranzen hängen stark von der Teilegeometrie, der Anzahl der erforderlichen Aufspannungen und dem Span- und Wärmemanagement während der Bearbeitung ab. Oft ist es klüger, nur die kritischen Merkmale und nicht das gesamte Teil zu straffen, da eine Übertolerierung den Prüfaufwand, das Ausschussrisiko und die Kosten ohne funktionalen Nutzen erhöht. Mit einer guten Prozessplanung kann Aluminium zuverlässig enge Toleranzen einhalten und gleichzeitig von seinem geringen Gewicht und seiner guten Bearbeitbarkeit profitieren.



