El servicio de mecanizado CNC a medida de cobre se utiliza cuando una pieza de cobre debe combinar el control geométrico con el rendimiento eléctrico o térmico. Entre las piezas más habituales se encuentran las barras colectoras, los terminales, los bloques conductores, los conectores eléctricos, las piezas de transferencia de calor y los prototipos para equipos electrónicos, aeroespaciales, médicos e industriales. Según ASTM Los materiales B152/B152M —chapas, tiras, placas y barras de cobre laminado— se suelen especificar para aplicaciones industriales que requieren una alta conductividad.
La cuestión no es solo si una máquina CNC puede cortar cobre. La pregunta más acertada es si el diseño, el tipo de cobre, la tolerancia, el acabado y el plan de inspección se adaptan al comportamiento del material. El cobre es blando, dúctil, conductor y propenso a dejar marcas y rebabas. Estas características resultan útiles en la aplicación final, pero pueden hacer que el mecanizado sea menos estable que en el caso del aluminio o del latón de fácil mecanizado.
Para un ingeniero o un responsable de compras técnico, el proceso de evaluación debería seguir este orden:
- Comprueba que la geometría se pueda mecanizar sin que se produzcan rebabas excesivas, deformaciones ni riesgos para la sujeción de la pieza.
- Selecciona el tipo de cobre en función de la conductividad, la maquinabilidad y los requisitos de uso final.
- Elige la ruta del proceso: fresado, girando, perforación, molienda, EDM, o CNC de 5 ejes.
- Revisa los requisitos de tolerancia, acabado, desbarbado e inspección.
- Comprueba si el proveedor cuenta con experiencia real en el mecanizado del cobre, y no solo con capacidad general en CNC.
Esta guía se centra en esas decisiones. Se evita citar tolerancias, costes o plazos de entrega sin fundamento, ya que los resultados del mecanizado del cobre dependen en gran medida del tipo de cobre, la geometría, las herramientas, la configuración y el método de inspección.

Qué es el mecanizado CNC a medida del cobre y por qué es importante
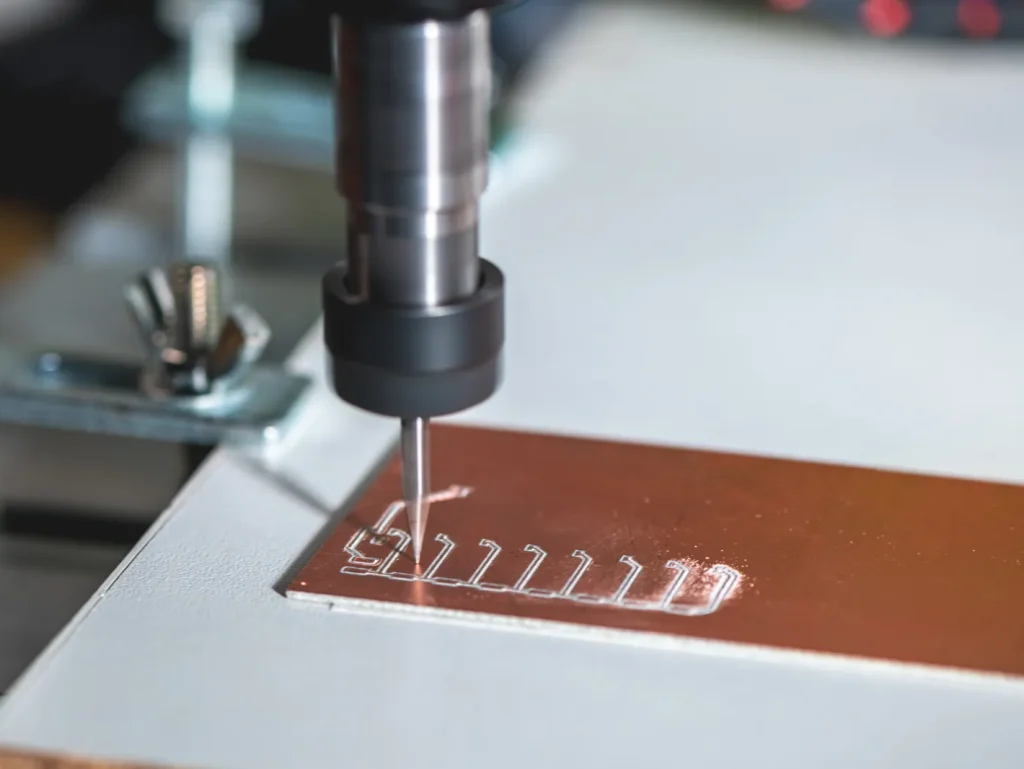
El mecanizado CNC a medida del cobre consiste en la eliminación controlada de material de cobre mediante equipos controlados por ordenador. Un modelo CAD o un plano define la forma final. A continuación, los programas CNC guían las herramientas de corte a lo largo de la pieza de cobre para crear orificios, cavidades, ranuras, caras, perfiles, roscas y superficies complejas.
Es importante porque muchas piezas mecanizadas de cobre no pueden sustituirse por piezas genéricas en serie. Un conector puede necesitar un área de contacto precisa. Una barra colectora puede requerir orificios de montaje específicos, curvaturas o rebajes fresados. Una interfaz térmica puede necesitar una planitud y un acabado superficial controlados. Un prototipo puede necesitar una o varias piezas funcionales antes de que se tomen decisiones sobre el utillaje o la producción.
La principal ventaja del mecanizado CNC del cobre es la capacidad de dar forma de manera repetible a piezas conductoras y térmicas sin necesidad de matrices de conformado ni herramientas de fundición específicas. El principal riesgo es que el cobre no siempre se corta de forma limpia. El diseño debe tener en cuenta los bordes propensos a la formación de rebabas, el control de las virutas, el agarrotamiento de la herramienta, la transferencia de calor y la posible deformación.
El papel del mecanizado CNC a medida del cobre en la producción de piezas de precisión
El mecanizado CNC a medida del cobre resulta más adecuado cuando la pieza presenta características que requieren una geometría controlada tras la preparación de la materia prima. Estas características pueden incluir cavidades fresadas, patrones de orificios taladrados, orificios roscados, avellanados, caras de acoplamiento preciso, ranuras de conexión, elementos de refrigeración o superficies de contacto planas.
Se utiliza a menudo para prototipos y lotes pequeños, ya que la configuración puede basarse en archivos digitales y formas estándar en stock, lo que ayuda a los fabricantes a suministrar piezas de cobre funcionales en la actualidad con ciclos de desarrollo más cortos. También se utiliza en la producción cuando la geometría es demasiado específica para los productos de cobre en stock o cuando se necesita un posprocesamiento tras el corte, el conformado o la extrusión.
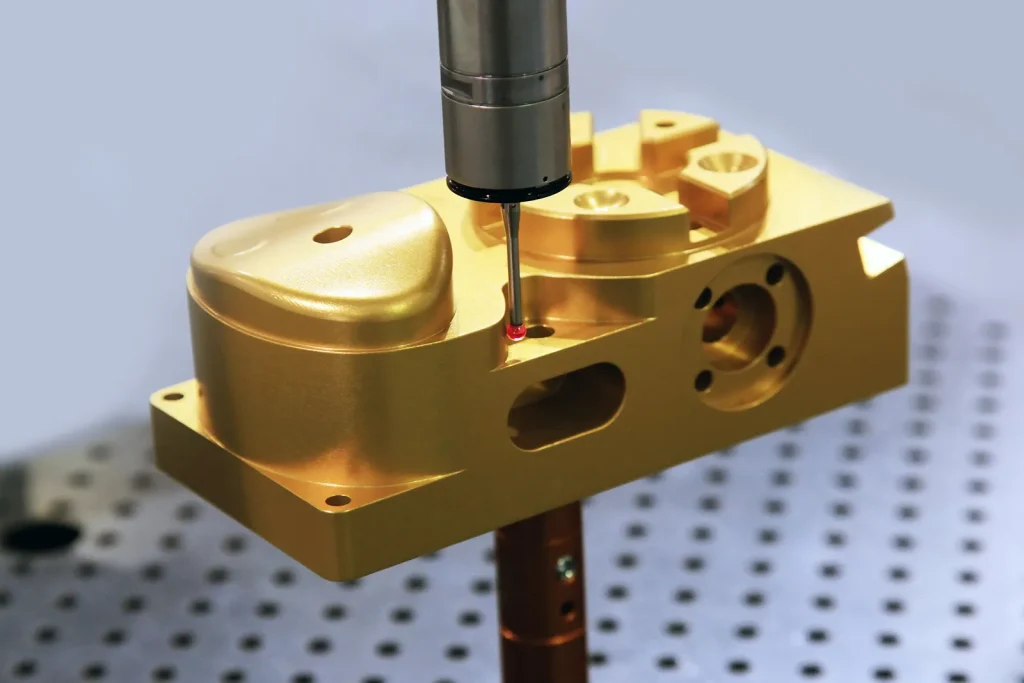
Este proceso resulta especialmente relevante cuando la pieza debe conservar las propiedades eléctricas o térmicas del cobre. Por ejemplo, un bloque conductor puede necesitar tanto una vía de paso de la corriente como orificios de montaje situados con precisión. Un componente de transferencia de calor puede necesitar amplias superficies de contacto y bordes limpios. En estos casos, el plan de mecanizado debe proteger tanto las dimensiones como las superficies funcionales.
Fresado, torneado, taladrado, rectificado y mecanizado de 5 ejes por CNC para piezas de cobre
El fresado CNC se utiliza ampliamente para piezas de cobre con caras planas, cavidades, ranuras, contornos y orificios. Es habitual en placas de conexión, elementos de barras colectoras, bloques de transferencia de calor y carcasas de prototipos. El fresado permite eliminar material desde varios lados, pero cada cambio de configuración conlleva un riesgo adicional en cuanto a la sujeción de la pieza y la alineación.
El torneado CNC es la técnica preferida para piezas redondas de cobre, como pasadores, casquillos, manguitos, terminales y contactos cilíndricos. Cuando la geometría principal es rotacional, el torneado suele ser más directo que el fresado, ya que la pieza gira mientras la herramienta corta el diámetro exterior, el diámetro interior, las ranuras y las caras.
El taladrado se utiliza para realizar orificios pasantes, orificios roscados, vías y elementos de fijación. La ductilidad del cobre puede provocar la formación de virutas largas o rebabas en la salida de los orificios, por lo que es necesario prestar especial atención a la geometría de la broca, el líquido refrigerante y la estrategia de taladrado por toques.
El rectificado permite obtener superficies más lisas y un mayor control tras el mecanizado, especialmente cuando la tendencia del cobre a dejar marcas hace que las superficies fresadas sean difíciles de acabar con limpieza. A menudo se utilizan abrasivos finos y una presión controlada para evitar la acumulación de residuos, las marcas de calor o la deformación.
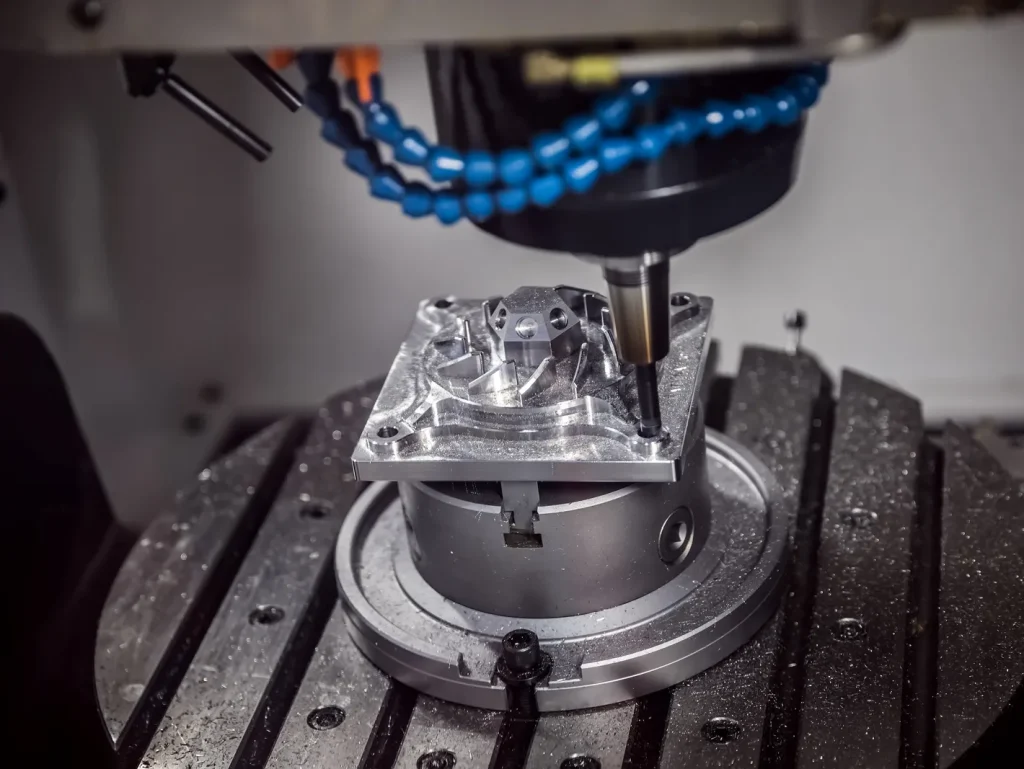
El mecanizado CNC de 5 ejes permite trabajar con geometrías complejas de cobre, ya que la herramienta puede acercarse a la pieza desde múltiples ángulos. De este modo, se puede reducir el número de configuraciones necesarias para piezas con elementos en ángulo, socavados, superficies compuestas o elementos en varias caras. No es necesariamente la mejor opción para todas las piezas de cobre, pero puede reducir los errores de configuración y el riesgo de desperdicio cuando la geometría es compleja.
CNC frente a electroerosión, corte por láser y mecanizado manual para componentes de cobre — Tabla
| Método | Dónde encaja | Resistencia de las piezas de cobre | Principales limitaciones o riesgos |
|---|---|---|---|
| Fresado y torneado CNC | Piezas de cobre a medida en general, bloques, conectores, clavijas y terminales | Geometría flexible, características repetibles, adecuado para prototipos y lotes pequeños | Rebabas, agarrotamiento de la herramienta, evacuación de virutas, deformación en secciones delgadas |
| Taladrado CNC | Disposición de los orificios, orificios de fijación, orificios roscados | Colocación precisa de los agujeros cuando se controla la configuración | Rebabas de salida, acumulación de virutas, desgaste de las herramientas, problemas con el acabado de las paredes de los orificios |
| Rectificado CNC | Planitud, superficies lisas, operaciones de acabado | Puede mejorar el acabado de la superficie y facilitar el control tras el corte | Es necesario elegir con cuidado la presión y el abrasivo para evitar que se empaste o se produzcan efectos térmicos |
| CNC de 5 ejes | Piezas complejas con elementos en ángulo o de múltiples caras | Menos configuraciones, mejor acceso a geometrías complejas | Mayor complejidad en la programación y la configuración; no es necesario para piezas sencillas |
| EDM | Elementos complejos o detalles difíciles de mecanizar | Permite crear formas complejas sin ejercer fuerza de corte | Es más lento y, por lo general, más costoso; se necesita un material conductor |
| Corte por láser | Perfiles planos a partir de chapa o placa | Útil para contornos en 2D y corte rápido | Es necesario comprobar la calidad de los bordes, los efectos del calor y las restricciones de espesor |
| Mecanizado manual | Ajustes sencillos y puntuales | Útil para trabajos de baja complejidad o para realizar ajustes | Menor repetibilidad y resultados que dependen en mayor medida del operador |
Referencias que deben citarse: fichas técnicas de materiales, guías de mecanizado del sector, organismos de normalización
Las decisiones relativas al mecanizado CNC del cobre deben basarse en referencias trazables sobre el material y la calidad. Las fichas técnicas de los materiales ayudan a confirmar el grado, la pureza, el estado de temple y el comportamiento esperado. Los organismos de normalización definen las especificaciones de los materiales, los sistemas de calidad y la terminología de inspección.
Para la revisión por parte del comprador, los tipos de referencia pertinentes incluyen las especificaciones del material de cobre, las normas de planos dimensionales, las normas de gestión de la calidad, las normas del sistema de inspección y las normas de acreditación de laboratorios. Estas no sustituyen a la revisión técnica, pero reducen la ambigüedad entre el comprador y el proveedor.
Viabilidad: ¿Es posible mecanizar la pieza de cobre de forma fiable?
La viabilidad del mecanizado CNC a medida del cobre depende de la relación entre el diseño, el tipo de material, la forma del material en bruto, la configuración y los requisitos de inspección. Un simple bloque de cobre con orificios perforados suele ser más fácil de controlar que una pieza de cobre de paredes delgadas con ranuras profundas, esquinas internas afiladas y bordes propensos a las rebabas.
A menudo se dice que el cobre es difícil de mecanizar porque es blando y dúctil. Puede desmoronarse en lugar de romperse en virutas limpias. Puede formar rebabas en los bordes. Puede adherirse a las herramientas si no se controlan el calor y la evacuación de virutas. Estos problemas no hacen que el cobre sea imposible de mecanizar, pero influyen en las decisiones de diseño y en la planificación del proceso.
Consideraciones de diseño para el mecanizado de componentes de cobre de alta conductividad
Las consideraciones de diseño para el mecanizado de componentes de cobre de alta conductividad parten de la función de la pieza. Si la pieza conduce corriente, son importantes el área de contacto, la ubicación de los orificios y las superficies de acoplamiento. Si la pieza transfiere calor, la planitud, el acabado superficial y la presión de contacto pueden ser más importantes que el aspecto.
Los tipos de cobre de alta conductividad suelen ser menos mecanizables que las aleaciones de cobre de fácil mecanizado. Esto significa que el diseño debe evitar elementos que aumenten el roce, la acumulación de virutas o el desgarro de los bordes. Las ranuras profundas y estrechas, las esquinas internas afiladas, las nervaduras delgadas y los orificios muy pequeños pueden aumentar el riesgo.
El espesor de las paredes, las esquinas internas, los orificios, las ranuras y el estado de los bordes deben analizarse como factores de riesgo relativos, y no solo como detalles del plano. Las paredes delgadas sin soporte, las ranuras profundas y estrechas y los orificios pequeños y profundos presentan un mayor riesgo, ya que la deformación, las limitaciones en la evacuación de virutas y el estado de los bordes tras el desbarbado pueden alterar el resultado. La viabilidad depende del soporte de las paredes, de la profundidad de la característica en relación con la anchura o el diámetro, del acceso de la fresa y de si los bordes críticos siguen siendo medibles tras el desbarbado.
Limitaciones del mecanizado del cobre puro para piezas con tolerancias estrictas
Las limitaciones del mecanizado del cobre puro para piezas con tolerancias ajustadas se deben a las mismas características que hacen que el cobre sea un material útil. El cobre puro o de alta pureza conduce bien el calor y se deforma con facilidad en comparación con metales más duros. Durante el corte, el material puede untarse, separarse de la herramienta o generar rebabas que afecten a las dimensiones medidas.
El trabajo con tolerancias ajustadas en cobre puro puede requerir herramientas más precisas, cuchillas más afiladas, un sistema de sujeción estable y pasos de acabado adicionales. La inspección también puede requerir un cuidado especial, ya que las rebabas o los bordes salientes pueden provocar lecturas erróneas.
El cobre puro se puede mecanizar, pero no debe tratarse como una aleación de fácil mecanizado. Cuando el plano requiera un control estricto de las dimensiones en varias características, el comprador debe contar con una revisión de la diseñabilidad para la fabricación (DFM) centrada en los puntos de referencia, la secuencia de configuración, la eliminación de rebabas y el acceso para la inspección.
Dificultades para respetar las tolerancias en componentes de cobre de pared delgada
Las dificultades para mantener las tolerancias en los componentes de cobre de pared delgada están relacionadas principalmente con la rigidez y la sujeción. Las paredes delgadas de cobre pueden deformarse bajo la presión de la herramienta. También pueden desplazarse durante la sujeción o recuperar su forma original tras la eliminación de material.
El calor puede suponer un problema adicional. El cobre conduce bien el calor, pero la fricción local, el roce o una evacuación deficiente de las virutas pueden provocar, aun así, adherencias, acumulación de material en los bordes, manchas en la superficie, deformación de los bordes o desplazamiento de la pieza. En paredes delgadas, esos efectos pueden alterar las dimensiones durante el corte y también modificar los resultados de la medición tras el desbarbado.
Las piezas finas de cobre requieren una sujeción cuidadosa, un desbaste equilibrado y, en ocasiones, un mecanizado por etapas. Si se mecanizan ambos lados de una pared, la secuencia es importante. Si la pared debe permanecer plana, el plano debe definir claramente los puntos de referencia funcionales y las superficies críticas.
Lista de comprobación: CAD, espesor de pared, esquinas internas, orificios, ranuras y elementos propensos a la formación de rebabas
En una comprobación de viabilidad se deben revisar conjuntamente el modelo CAD y el plano. El archivo CAD muestra la forma, pero el plano debe definir las tolerancias, los acabados, la calidad del material y los requisitos de inspección.
Comprueba estos aspectos antes de realizar el presupuesto o iniciar la producción:
- Estado del modelo CAD: Comprueba que el modelo esté completo, cerrado y que coincida con la revisión del plano.
- Calidad del material: Especifica C101, C110, cobre-teluro u otra aleación de cobre. No dejes sin especificar la calidad si la conductividad es un factor importante.
- Espesor de la pared: Identifica las paredes delgadas, las nervaduras y las almas que puedan deformarse.
- Esquinas internas: Evita las esquinas internas muy pronunciadas en las que no quepa una fresa giratoria. Añade radios siempre que sea posible.
- Agujeros: Comprueba la profundidad, el diámetro, el estado de la salida, el roscado y el acceso a las rebabas.
- Ranuras: Comprueba las ranuras profundas o estrechas para ver si permiten la evacuación de virutas y el acceso de la herramienta.
- Elementos propensos a la formación de rebabas: Marca los bordes en los que las rebabas podrían afectar al montaje, al contacto eléctrico o a la seguridad.
- Acceso para la inspección: Asegúrate de que las características críticas puedan medirse tras el desbarbado y el acabado.
Selección del grado de cobre para piezas CNC a medida
La selección del tipo de cobre determina el equilibrio entre la conductividad, la maquinabilidad, el acabado y el riesgo asociado al coste. Un tipo de cobre que ofrezca un buen rendimiento eléctrico puede resultar más difícil de mecanizar. Por su parte, un tipo de cobre que se mecanice con facilidad puede no ofrecer la misma conductividad que el cobre de alta pureza.
En el mecanizado CNC a medida del cobre, se debe elegir el tipo de aleación antes de planificar el proceso. Cambiar el tipo de aleación posteriormente puede afectar a las herramientas, a la formación de rebabas, al acabado superficial y al rendimiento de la pieza.
Comparación entre el cobre C101 y el C110 para el mecanizado CNC — Tabla
| Factor | Cobre C101 | Cobre C110 |
|---|---|---|
| Descripción general | Cobre de alta pureza y libre de oxígeno | Cobre de resina dura electrolítica |
| Motivo típico de uso | Alto rendimiento eléctrico y térmico en aplicaciones en las que la pureza es fundamental | Componentes eléctricos, barras colectoras, bornes, componentes conductores |
| Comportamiento del mecanizado | Puede resultar difícil, ya que el cobre de alta pureza es blando y dúctil | También es blando y propenso a la formación de rebabas, pero se utiliza ampliamente para piezas eléctricas mecanizadas |
| Enfoque en la conductividad | Una opción excelente cuando la pureza es un requisito fundamental | Una opción ideal para muchos componentes conductores |
| Punto de decisión del comprador | Utilizar cuando la aplicación requiera específicamente cobre de alta pureza | Utilizar cuando la aplicación requiera una alta conductividad y una amplia disponibilidad. |
Esta comparación entre el cobre C101 y el C110 para el mecanizado CNC no debe reducirse a una única opción “óptima”. El C101 puede ser preferible cuando la pureza es fundamental para la aplicación. El C110 se utiliza habitualmente en componentes eléctricos, como barras colectoras y terminales, en los que son importantes una alta conductividad y la disponibilidad.
Cuándo el cobre-teluro es mejor que el C110 para el mecanizado
El cobre con teluro suele tenerse en cuenta cuando la maquinabilidad es más importante que la conductividad máxima. El teluro añadido mejora la rotura de virutas y el comportamiento de corte en comparación con los grados de cobre puro.
La cuestión de cuándo el cobre-teluro es mejor que el C110 para el mecanizado depende de la pieza. Puede ser más adecuado para piezas pequeñas, con detalles o de gran volumen, en las que el control de las rebabas, la vida útil de la herramienta y la estabilidad del ciclo son factores importantes. Sin embargo, puede que no sea la mejor opción cuando la pieza deba cumplir los requisitos más exigentes de conductividad.
Se trata de una disyuntiva clásica entre la conductividad y la maquinabilidad en las aleaciones de cobre. El comprador debe confirmar si los requisitos eléctricos o térmicos permiten utilizar una aleación de cobre con mejor maquinabilidad.
El mejor tipo de cobre para el mecanizado de barras colectoras y la conductividad
El mejor tipo de cobre para el mecanizado y la conductividad de las barras colectoras suele ser un cobre de alta conductividad, como el C110, a menos que el diseño o las especificaciones exijan otro tipo. Las barras colectoras suelen requerir un flujo de corriente eficiente, una ubicación estable de los orificios, superficies de contacto limpias y bordes bien definidos.
En el mecanizado de barras colectoras, los principales riesgos son la aparición de rebabas alrededor de los orificios, la deformación de los bordes y el estado de la superficie en las zonas de contacto. Si la barra colectora presenta cavidades complejas, ranuras o elementos de fijación, la maquinabilidad cobra mayor importancia. Si la conductividad es el requisito principal, se debe evaluar cuidadosamente la sustitución del grado del material.
Cómo influye la pureza del cobre en la maquinabilidad y el rendimiento de las piezas
La forma en que la pureza del cobre afecta a la maquinabilidad y al rendimiento de las piezas es un factor clave a la hora de seleccionar el tipo de cobre. El cobre de mayor pureza suele ofrecer un mejor rendimiento eléctrico y térmico, pero puede ser más blando y dúctil durante el mecanizado. Esto puede aumentar el riesgo de que se produzcan manchas, se formen rebabas y se peguen las herramientas.
Los tipos de cobre de menor pureza o aleados pueden cortarse con mayor limpieza, ya que las virutas se rompen con mayor facilidad. La contrapartida es que la conductividad puede ser inferior a la de los tipos de cobre puro. Por este motivo, la elección del material debe partir de la función de la pieza, y no solo del método de mecanizado.
Cómo funciona el mecanizado CNC a medida del cobre
El mecanizado CNC a medida del cobre comienza con una revisión del diseño y finaliza con la inspección. El proceso de corte puede parecer sencillo a simple vista, pero las piezas de cobre suelen requerir una planificación minuciosa, ya que el material puede dejar marcas, atascarse y deformarse.
La ruta del proceso se selecciona en función de la forma. Tanto un terminal torneado, como una barra colectora fresada, una placa conductora perforada o una interfaz térmica con masa pueden estar fabricados en cobre, pero requieren una lógica de configuración diferente.
Cuándo es preferible el torneado CNC al fresado para las piezas de cobre
Cuando se prefiere el torneado CNC al fresado para piezas de cobre, la pieza suele ser redonda o mayoritariamente redonda. Algunos ejemplos son los pasadores, los manguitos, los terminales roscados, los contactos cilíndricos y los casquillos. El torneado mantiene la geometría centrada alrededor del husillo, lo que puede resultar eficaz para diámetros, ranuras, orificios y caras.
El fresado puede añadirse después del torneado si la pieza necesita superficies planas, orificios transversales o ranuras. En muchos casos, el mejor proceso no es el fresado ni el torneado por separado, sino una secuencia que reduzca las configuraciones y mantenga estable el punto de referencia más crítico.
Cómo el mecanizado CNC de 5 ejes permite crear geometrías complejas en cobre
El mecanizado CNC de 5 ejes permite trabajar con geometrías complejas de cobre, ya que la fresa puede acercarse a la pieza desde diferentes ángulos sin necesidad de reposicionarla manualmente una y otra vez. Esto resulta útil cuando una pieza de cobre presenta orificios en ángulo, superficies compuestas, elementos en varias caras o es de difícil acceso.
La decisión principal es si la geometría justifica el esfuerzo adicional que suponen la programación y la preparación. En el caso de una barra colectora plana y sencilla, el mecanizado en 5 ejes puede aportar poco valor añadido. Sin embargo, en el caso de una pieza compacta de cobre para la transferencia de calor, con canales en ángulo y elementos en varias caras, puede reducir el número de configuraciones y el riesgo de desalineación.
Principios de la trayectoria de la herramienta, el refrigerante, la evacuación de virutas y la sujeción de la pieza
El mecanizado del cobre depende en gran medida de que las herramientas estén afiladas, de que la presión de contacto esté controlada y de la eliminación de virutas. Si quedan virutas en el corte, pueden rozar, soldarse o acumularse en los detalles. Esto aumenta el calor y puede dañar el acabado.
Las trayectorias de corte deben evitar un roce excesivo y favorecer un flujo constante de virutas. El refrigerante o la lubricación ayudan a reducir la fricción y a alejar las virutas de la zona de corte. El sistema de sujeción debe sujetar la pieza sin aplastar ni deformar las superficies blandas de cobre.
Para evitar que la herramienta se pegue en el mecanizado CNC del cobre hay que seguir los mismos principios: filos de corte afilados, avances y velocidades adecuados, un líquido de refrigeración estable, suficiente espacio para la salida de virutas y evitar que la herramienta se quede detenida en los puntos en los que la cuchilla roza en lugar de cortar.
Diagrama del proceso: revisión del CAD → DFM → preparación → mecanizado → desbarbado → inspección
Un flujo de trabajo típico del mecanizado CNC a medida de cobre puede representarse de la siguiente manera:
Revisión del diseño CAD → Revisión de la fabricabilidad (DFM) → Selección de materiales → Planificación de la configuración → Mecanizado → Desbarbado → Tratamiento superficial, si es necesario → Inspección → Documentación
La revisión del diseño para la fabricación (DFM) es importante porque permite detectar problemas antes de que comience el corte. Las piezas de cobre suelen requerir un desbarbado planificado, no solo una limpieza posterior al mecanizado. La inspección debe realizarse tras la eliminación de las rebabas si estas afectan a las características medidas.
Ventajas, limitaciones y compensaciones técnicas
La principal ventaja del mecanizado CNC a medida del cobre es que permite fabricar piezas de cobre precisas y funcionales sin necesidad de herramientas de conformado específicas. Ofrece gran flexibilidad para prototipos, lotes pequeños y componentes de ingeniería con características específicas.
La principal limitación es que las propiedades deseables del cobre como material pueden ir en detrimento de la estabilidad del mecanizado. Su blandura, ductilidad, alta conductividad y reactividad superficial influyen en la planificación del proceso.
Compromisos entre la conductividad y la maquinabilidad en las aleaciones de cobre
La disyuntiva entre la conductividad y la maquinabilidad en las aleaciones de cobre suele ser la primera decisión que hay que tomar en cuanto al material. Los grados de cobre de alta pureza favorecen el rendimiento eléctrico y térmico, pero son más difíciles de mecanizar con precisión. Las aleaciones de cobre de fácil mecanizado se cortan mejor, pero pueden reducir la conductividad.
En el caso de los conectores eléctricos y las barras colectoras, la conductividad suele ser prioritaria. Para piezas pequeñas y detalladas en las que el control de las virutas es fundamental, puede merecer la pena considerar una aleación más fácil de mecanizar. El plano de la pieza debe indicar el tipo de material requerido o los requisitos de rendimiento, para que el proveedor no tome una decisión errónea.
Influencia de la maleabilidad del cobre en la precisión del fresado CNC
El impacto de la blandura del cobre en la precisión del fresado CNC se manifiesta de varias formas. El cobre puede separarse de la fresa, dejar marcas en los bordes y formar rebabas que alteran las dimensiones medidas. La presión de sujeción también puede dejar marcas o deformar las superficies blandas.
La suavidad no es solo una cuestión relacionada con el corte. Influye en el manejo, la sujeción, el desbarbado y la inspección. En el caso de las características críticas, el plan de mecanizado debe definir cómo se sujeta la pieza y cómo se eliminan las rebabas sin alterar la geometría de la misma.
Cómo afecta la acumulación de calor al mecanizado de precisión del cobre
La forma en que la acumulación de calor afecta al mecanizado de precisión del cobre está relacionada con la fricción y la evacuación de virutas. El cobre es un buen conductor del calor, pero unas condiciones de corte deficientes pueden generar calor local en el filo de la herramienta. Esto puede aumentar el emborronamiento, la sobrecarga de la herramienta y los daños en la superficie.
La acumulación de calor también está relacionada con el agarrotamiento de la herramienta. Si la herramienta roza en lugar de cortar, el cobre puede adherirse al filo. Cuando esto ocurre, la geometría de la herramienta cambia y la precisión puede verse afectada. El refrigerante, la evacuación de virutas y el afilado de la herramienta ayudan a mantener la estabilidad del proceso.
¿Por qué disminuye la conductividad eléctrica tras el mecanizado del cobre?
Por lo general, el mecanizado no reduce por sí solo la conductividad eléctrica global del cobre. El problema más habitual es el deterioro del rendimiento de la interfaz, provocado por rebabas, capas de óxido, residuos, rugosidad o contaminación derivada de la manipulación, lo que aumenta la resistencia de contacto.
Sin embargo, una pieza de cobre mecanizada puede presentar un peor rendimiento eléctrico en una interfaz si la superficie de contacto es rugosa, está oxidada, contaminada, chapada incorrectamente o presenta rebabas.
Por eso hay que prestar especial atención a las zonas de contacto eléctrico. El desbarbado, la limpieza, la elección del acabado y la inspección de las superficies de contacto pueden ser tan importantes como el tipo de material de base. Si la conductividad es fundamental, el plano debe definir las superficies de contacto funcionales y los límites de cualquier tratamiento.
Modos de fallo habituales en el mecanizado CNC del cobre
Los fallos en el mecanizado CNC del cobre suelen manifestarse en forma de rebabas, un acabado deficiente, sobrecarga de la herramienta, desviaciones dimensionales o elementos deformados. Estos fallos suelen estar relacionados con el proceso, pero el diseño puede aumentar su probabilidad de que se produzcan.
Un buen análisis de viabilidad debe identificar los puntos en los que es probable que se produzcan fallos antes de comenzar el mecanizado. Esto es especialmente importante en el caso del cobre puro, las paredes delgadas, las ranuras profundas y los orificios pequeños.
Causas de la formación de rebabas al fresar cobre puro con CNC
Las causas de la formación de rebabas al fresar cobre puro con CNC incluyen la ductilidad, el afilado de la herramienta, la dirección de salida de la fresa, los bordes sin apoyo y la evacuación de virutas. En lugar de romperse de forma limpia, el cobre blando puede estirarse y doblarse en el borde del corte.
Las rebabas son habituales en las salidas de los orificios, los bordes de las ranuras, las paredes delgadas y los cortes interrumpidos. No son solo un problema estético. Las rebabas pueden dificultar el montaje, provocar problemas de contacto eléctrico o afectar a los resultados de las inspecciones.
El control de las rebabas empieza por el diseño. Unas aristas accesibles, unos radios adecuados y unos requisitos de desbarbado realistas son de gran ayuda. El proceso también requiere herramientas afiladas, un corte estable y un acabado planificado de las aristas.
Cómo evitar que la herramienta se pegue en el mecanizado CNC del cobre
La adherencia de la herramienta se produce cuando el cobre se adhiere al filo de corte. Es más probable que ocurra cuando las herramientas están desafiladas, el líquido de refrigeración es de mala calidad, las virutas no se eliminan o la herramienta roza durante el corte.
La prevención depende de que el corte sea limpio. Para ello, resultan útiles unas herramientas de carburo afiladas, una geometría adecuada de la herramienta, el uso de refrigerante o lubricante y una evacuación eficaz de las virutas. Las trayectorias de la herramienta deben evitar tiempos de permanencia prolongados y pasadas de roce en las que la herramienta entre en contacto con el cobre sin eliminar virutas útiles.
Problemas habituales relacionados con las herramientas en el mecanizado de precisión del cobre
Entre los problemas habituales relacionados con las herramientas en el mecanizado de precisión del cobre se encuentran la acumulación de material en el filo, el desgaste rápido del filo, la acumulación de virutas, un acabado deficiente de los orificios y un tamaño irregular de las rebabas. Estos problemas pueden provocar dificultades en el acabado y variaciones dimensionales.
La elección de la herramienta debe adaptarse a la operación. Las herramientas de fresado, las brocas, los escariadores y las muelas interactúan con el cobre de forma diferente. Para trabajos de precisión, el proveedor debe poder explicar cómo se seleccionan las herramientas para el cobre, en lugar de aplicar un enfoque genérico de corte de metales.
Riesgo de deformación en piezas de cobre fabricadas a medida mediante CNC
El riesgo de deformación en las piezas de cobre mecanizadas a medida con CNC aumenta cuando las piezas son delgadas, largas, presentan numerosos cavidades o se sujetan en zonas reducidas. El cobre puede doblarse o marcar bajo la presión de sujeción. También puede desplazarse cuando se retira una gran cantidad de material de un solo lado.
El riesgo puede reducirse mediante un mecanizado por etapas, una eliminación equilibrada de material, mordazas blandas, un soporte de fijación y un desbarbado cuidadoso. El plano debe indicar qué superficies son funcionales para que el proveedor pueda evitar sujetarlas o marcarlas.
Acabados superficiales, tratamientos y cuestiones medioambientales
El acabado superficial del cobre influye en su aspecto, en el comportamiento de los contactos, en la resistencia a la corrosión y en el montaje. Una superficie mecanizada brillante no siempre es la superficie funcional más adecuada. En el caso de los componentes eléctricos, la calidad del contacto es fundamental. En el caso de los componentes térmicos, son importantes la planitud del contacto y la limpieza.
El cobre también cambia de aspecto cuando se expone al aire y al manejo. El plan de acabado debe tener en cuenta el entorno de funcionamiento, las condiciones de almacenamiento y el método de montaje.
Factores que influyen en el acabado superficial de las piezas de cobre C110 mecanizadas
Entre los factores que influyen en el acabado superficial de las piezas de cobre C110 mecanizadas se encuentran el afilado de la herramienta, la estrategia de avance, el líquido de refrigeración, la evacuación de virutas, el desgaste de la herramienta y el control de las rebabas. El C110 se utiliza ampliamente para piezas eléctricas, pero puede presentar manchas durante el corte.
El acabado superficial también se ve afectado por la forma en que se sujeta y se desbarba la pieza. Una superficie fresada limpia puede resultar dañada por un acabado agresivo de los bordes o por una manipulación inadecuada. En el caso de las superficies de contacto, el plan de inspección debe incluir la comprobación de la superficie tras el desbarbado y la limpieza, y no solo tras el mecanizado.
Opciones de tratamiento superficial para piezas eléctricas de cobre mecanizadas
Las opciones de tratamiento superficial para las piezas eléctricas de cobre mecanizadas pueden incluir la limpieza, el pulido, el recubrimiento galvánico, los recubrimientos antioxidantes u otros tratamientos protectores específicos. La elección del acabado debe tener en cuenta la conservación de la conductividad, la soldabilidad, la resistencia a la oxidación, el desgaste en los puntos de contacto y la resistencia de contacto admisible.
Algunos tratamientos pueden mejorar la resistencia a la corrosión o la durabilidad del contacto. Otros pueden reducir la conductividad en la interfaz si no se especifican correctamente. El comprador debe definir si la superficie tiene una función estética, eléctrica, térmica o protectora.
Preocupaciones relacionadas con la corrosión en los componentes de cobre mecanizados con CNC
Entre los problemas de corrosión que pueden afectar a los componentes de cobre mecanizados con CNC se incluyen la oxidación, el deslustre y el deterioro por factores ambientales durante su uso. El cobre puede formar capas superficiales cuando se expone al aire, la humedad y los contaminantes. En algunas aplicaciones, esto puede resultar aceptable. Sin embargo, en las zonas de contacto eléctrico, puede afectar al rendimiento.
El almacenamiento y el embalaje también pueden influir. Las huellas dactilares, los residuos de refrigerante y los productos químicos de limpieza pueden alterar el estado de la superficie. Si la pieza se utiliza en un entorno eléctrico o médico, la limpieza y la documentación deben formar parte de las especificaciones.
¿Qué acabado es el adecuado para los conectores eléctricos de cobre?
El acabado adecuado para los conectores eléctricos de cobre depende del diseño del contacto y del entorno de funcionamiento. El cobre sin recubrimiento puede ser aceptable en algunas aplicaciones internas o protegidas, pero puede oxidarse. Se pueden utilizar recubrimientos metálicos o acabados protectores cuando se requiera estabilidad del contacto o resistencia a la corrosión.
El acabado no debe seleccionarse únicamente por motivos estéticos. Debe ser adecuado para el contacto eléctrico, el desgaste por acoplamiento, las necesidades de soldadura o unión, y la exposición ambiental. En el plano deben identificarse por separado las zonas de contacto y las que no lo son cuando los requisitos de acabado sean distintos.
Factores de coste, tolerancia y plazo de entrega
El coste, la tolerancia y el plazo de entrega en el mecanizado CNC a medida del cobre dependen de la complejidad del diseño y del control del proceso. Es posible que el material de cobre no sea el principal factor que influye en el coste si la pieza requiere configuraciones complejas, un desbarbado difícil, un acabado fino o una inspección minuciosa.
Dado que no existe una estructura de precios ni unos plazos universales que se apliquen a todos los grados de cobre y tipos de piezas, los compradores deberían basarse en los factores que determinan el coste, en lugar de en estimaciones fijas. Esto permite comparar las ofertas de forma más clara.
Factores que influyen en los costes de los proyectos de mecanizado CNC a medida de cobre
Los factores que suelen influir más en el coste son el número de configuraciones, el esfuerzo necesario para eliminar las rebabas, la disponibilidad de calidades, la carga de trabajo de inspección y cualquier acabado o recubrimiento requerido. El coste de los prototipos suele depender de la programación, los dispositivos de sujeción y el desbarbado manual de los bordes, mientras que el coste de la producción en serie depende más de la estabilidad del proceso, el tiempo de ciclo y la uniformidad del desbarbado. Los diseños con muchos detalles pequeños, de difícil acceso o con superficies en las que el contacto es fundamental suelen ser más caros que una geometría externa sencilla fabricada con el mismo material.
La formación de rebabas y las marcas que deja el cobre pueden suponer un trabajo adicional tras el mecanizado. Las paredes delgadas y los detalles de dimensiones reducidas pueden alargar el tiempo de preparación. Las piezas complejas pueden requerir un mecanizado de 5 ejes o varias operaciones. Si la pieza requiere una certificación del material o informes de inspección detallados, la documentación también supone un esfuerzo adicional.
Geometría, número de configuraciones, tamaño del lote, utillaje y requisitos de inspección — Tabla
| Factor de coste o plazo de entrega | Por qué es importante | Impacto de la decisión |
|---|---|---|
| Complejidad geométrica | Los huecos profundos, las paredes delgadas, los orificios pequeños y las ranuras estrechas aumentan el riesgo durante el mecanizado | Puede que sea necesario utilizar herramientas especiales, reducir la velocidad de corte o realizar cambios en el diseño |
| Recuento de configuraciones | Cada reposicionamiento conlleva tareas de alineación y sujeción de piezas. | Un menor número de configuraciones puede reducir el riesgo, pero puede requerir un equipo más avanzado |
| Tamaño del lote | El esfuerzo de preparación se distribuye entre el número de piezas | Los lotes pequeños son más sensibles al tiempo de configuración y programación |
| Herramientas | El cobre puede requerir herramientas afiladas y una geometría específica | La elección de la herramienta influye en el acabado, las rebabas y el agarrotamiento de la herramienta |
| Desbarbado | El cobre suele formar rebabas en los bordes y los orificios | El acceso para el desbarbado debe preverse en la fase de diseño |
| Inspección | Las características críticas requieren puntos de referencia estables y superficies medibles | Una inspección detallada puede afectar a la secuencia del proceso y al plazo de entrega |
| Acabado o tratamiento | La limpieza, el recubrimiento o la protección añaden pasos al proceso | El acabado elegido debe ajustarse a la función eléctrica o térmica |
Cómo influyen los requisitos de tolerancia en la viabilidad y la estrategia de mecanizado
Los requisitos de tolerancia influyen en la viabilidad al determinar el grado de variación permitido en el proceso. En el caso del cobre, la variación puede deberse al desgaste de las herramientas, las rebabas, la deformación por sujeción, el calor y el método de inspección.
La viabilidad de las tolerancias debe evaluarse en función del tipo de característica, la estrategia de referencia y las condiciones de medición, y no basándose en una única cifra general. Las paredes delgadas, la ubicación de los orificios cerca de los bordes, la planitud de contacto, las características roscadas y las dimensiones creadas a lo largo de múltiples configuraciones suelen suponer un mayor riesgo en el cobre. La aceptación debe definirse para el estado posterior al desbarbado y la limpieza, de modo que la eliminación de rebabas o los residuos superficiales no distorsionen los resultados de la inspección.
¿Qué factores influyen en el plazo de entrega de los prototipos de cobre a medida y los lotes pequeños?
El plazo de entrega suele depender de la disponibilidad de materiales, el tiempo de espera en cola, la complejidad de la puesta a punto, la carga de desbarbado, el método de inspección y cualquier paso de acabado externo. El plazo de entrega de los prototipos suele verse condicionado principalmente por la revisión técnica y el control del proceso del primer artículo, mientras que los lotes de producción en serie dependen más de la capacidad de la programación y del flujo de acabado. Las piezas que requieran una manipulación cuidadosa para evitar rebabas, que tengan superficies de contacto galvanizadas o a las que resulte difícil acceder para su medición deben revisarse con antelación.
Las series pequeñas pueden fabricarse con rapidez cuando el diseño es claro, el material está disponible y los requisitos de inspección son limitados. Sin embargo, el proceso puede ralentizarse cuando los planos están incompletos, las tolerancias no están claras o los requisitos de acabado no están definidos.
Aplicaciones y casos de uso de piezas de cobre fabricadas a medida mediante CNC
Las piezas de cobre fabricadas a medida mediante CNC se utilizan cuando es necesario combinar las propiedades eléctricas, térmicas o del material con una geometría específica. Este proceso es habitual en los sectores de la electrónica, los sistemas de energía, la industria aeroespacial, los dispositivos médicos y los prototipos.
La aplicación debe servir de guía a la hora de seleccionar los materiales y los procesos. Una barra colectora, un disipador térmico, un componente de un dispositivo médico y un prototipo de conector pueden estar todos fabricados en cobre, pero no presentan el mismo perfil de riesgo.
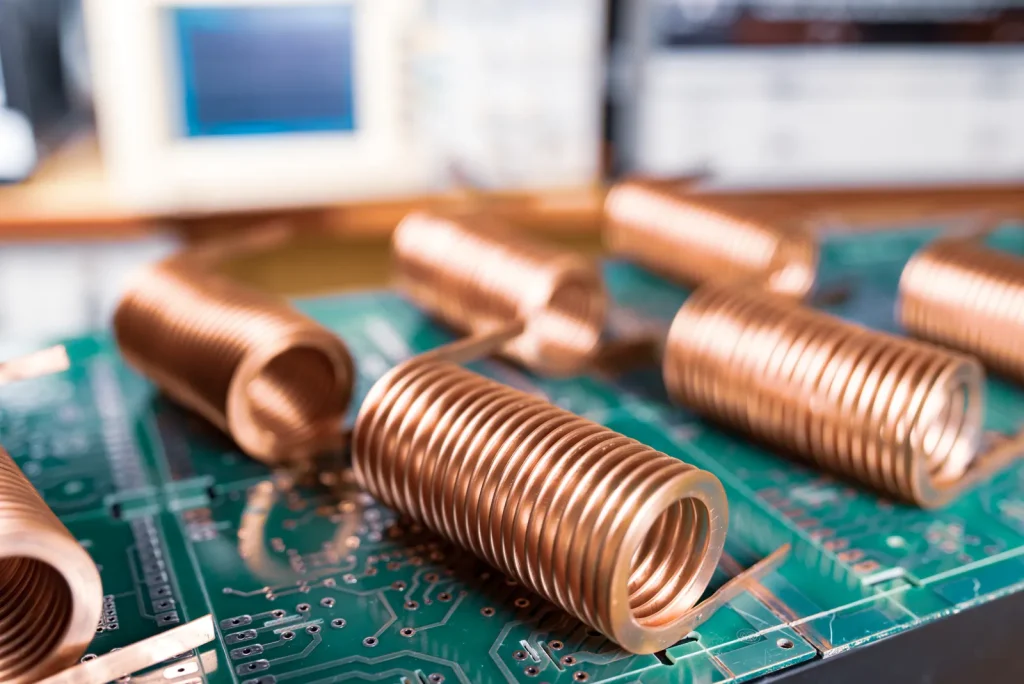
Conectores eléctricos, barras colectoras, bornes y bloques conductores
Los conectores eléctricos, las barras colectoras, los terminales y los bloques conductores son ejemplos habituales de aplicaciones del mecanizado CNC a medida del cobre. Estas piezas requieren trayectorias de corriente controladas, una ubicación precisa de los orificios, bordes limpios y superficies de contacto adecuadas.
A menudo se opta por el cobre C110 para estas piezas, ya que la conductividad es un factor importante. Se puede considerar el uso de cobre-teluro cuando el mecanizado de detalles resulte más complicado y los requisitos eléctricos lo permitan. El control de las rebabas es fundamental, ya que estas pueden afectar al ajuste y al contacto.
Componentes de transferencia de calor de cobre, disipadores térmicos e interfaces térmicas
Los componentes de transferencia de calor de cobre aprovechan las propiedades térmicas de este metal combinadas con una geometría mecanizada. Algunos ejemplos son los disipadores térmicos, las placas de refrigeración, los distribuidores térmicos y los bloques de interfaz.
En el caso de estas piezas, la planitud, el acabado superficial y la limpieza pueden ser más importantes que el aspecto. Las aletas profundas, las paredes delgadas y los canales estrechos pueden aumentar el riesgo de deformación y de que se formen rebabas. El mecanizado de 5 ejes puede resultar útil cuando los elementos térmicos están inclinados o situados en varias caras.
Componentes de cobre para los sectores médico, aeroespacial, electrónico y de prototipos
Los componentes de cobre para los sectores médico, aeroespacial, electrónico y de prototipos suelen requerir una documentación controlada y una inspección minuciosa. Estas piezas pueden utilizarse en equipos, utillaje, sistemas eléctricos o hardware de pruebas.
En el caso de las piezas médicas y aeroespaciales, los compradores deben verificar los sistemas de calidad, la trazabilidad, los métodos de inspección y la certificación de los materiales. En cuanto a los prototipos electrónicos, aunque la rapidez pueda ser importante, el diseño debe ser lo suficientemente detallado como para controlar las rebabas, el acabado y la conductividad.
Estructura del caso práctico: problema → elección del material o del proceso → dificultad de mecanizado → resultado de la inspección
Un caso práctico útil sobre el mecanizado CNC del cobre no debe parecer una historia de éxito carente de detalles técnicos. Debe mostrar el problema de ingeniería, el motivo de la elección del material y del proceso, el reto que plantea el mecanizado y el resultado de la inspección.
Por ejemplo, en el caso de una carcasa de bloque conductora se definirían la trayectoria de la corriente y los requisitos de montaje, se explicaría por qué se eligió C110 o C101, se identificarían las rebabas o la planitud como retos de mecanizado y se indicaría cómo la inspección confirmó las características funcionales. En el caso de un prototipo médico, se explicaría por qué se necesitaba un mecanizado de 5 ejes o soporte DFM para una geometría compleja. En el caso de un dispositivo electrónico de gama alta, se explicaría por qué se utilizó el rectificado para refinar una superficie después de que el comportamiento de manchado del cobre afectara al acabado.

Cómo evaluar a un proveedor de mecanizado CNC a medida de cobre
La selección de proveedores debe centrarse en la competencia específica en el trabajo con el cobre. Un taller puede mecanizar bien el aluminio y el acero, pero seguir teniendo dificultades con las rebabas del cobre puro, el agarrotamiento de las herramientas o la deformación de las paredes delgadas.
El comprador debe preguntar cómo evalúa el proveedor los grados de cobre, planifica la sujeción de piezas, controla las rebabas, gestiona el acabado y documenta la inspección. El proveedor no tiene por qué revelar todos sus métodos internos, pero debe ser capaz de explicar la lógica del proceso.
¿Qué experiencia en el mecanizado del cobre deben comprobar los compradores?
Los compradores deben comprobar la experiencia con el tipo específico de cobre y el tipo de pieza. La experiencia con barras colectoras C110 no garantiza automáticamente la capacidad para fabricar piezas térmicas C101 de pared delgada o pequeños contactos de cobre-teluro.
Entre las preguntas útiles se incluyen si el proveedor ha mecanizado calidades de cobre similares, espesores de pared similares, patrones de orificios similares y requisitos de acabado similares. El comprador también debe comprobar si el desbarbado y la inspección están incluidos en el plan de proceso.
Lista de verificación de la capacidad del proveedor: calidades, procesos, inspección, DFM, acabado, documentación
Una lista de verificación práctica para proveedores debería incluir:
- Se admiten distintos grados de cobre, entre ellos el C101, el C110 y las aleaciones de cobre con mejor capacidad de mecanizado.
- Fresado, torneado, taladrado y rectificado CNC, así como capacidad de mecanizado en 5 ejes cuando sea pertinente.
- Experiencia con elementos de cobre propensos a la formación de rebabas.
- Métodos de sujeción para piezas de cobre blandas o delgadas.
- Revisión del diseño para la fabricación (DFM) en cuanto al espesor de las paredes, las esquinas internas, las salidas de los orificios y las ranuras.
- Opciones de acabado o tratamiento superficial para componentes eléctricos y térmicos.
- Métodos de inspección acordes con el plano.
- Certificación y trazabilidad de los materiales, cuando sea necesario.
- Documentación del sistema de calidad cuando el uso final así lo exija.
Matriz de decisión: fresado frente a torneado frente a rectificado frente a electroerosión frente a CNC de 5 ejes
| Necesidad de piezas | Fresado | Girar | Rectificado | EDM | CNC de 5 ejes |
|---|---|---|---|---|---|
| Placa conductora plana | Ajuste fuerte | Limitado | Útil para el acabado | Uso limitado | Normalmente no es necesario |
| Terminal redondo o clavija | Características secundarias | Ajuste fuerte | Posibles acabados | Uso limitado | Normalmente no es necesario |
| Interfaz térmica lisa | Mecanizado en bruto o de acabado | Si es redondo | Una opción de acabado resistente | Uso limitado | Depende de la geometría |
| Característica interna compleja | A veces es posible | Limitado | Limitado | Ajuste fuerte | Ajuste firme, si es posible |
| Geometría compleja de múltiples caras | Es posible con ciertas configuraciones | Limitado | Solo acabado | Para más información | Ajuste fuerte |
| Orificios o ranuras sensibles a las rebabas | Es habitual, pero hay que controlarlo | Para elementos axiales | No es primario | Puede reducir los problemas relacionados con la fuerza de corte | Podría mejorar el acceso |
Esta matriz debe servir de guía para la selección de procesos, no sustituir a la revisión de la fabricación. La mejor opción suele consistir en combinar procesos, como el fresado con el taladrado, el torneado con el fresado o el fresado con el rectificado.
Referencias que deben citarse: ISO/sistemas de calidad, normas de inspección, certificaciones de materiales
La evaluación de proveedores debe basarse, siempre que sea posible, en referencias reconocidas. Los sistemas de calidad ISO pueden facilitar el control de los procesos. Las normas de inspección y las normas de planos ayudan a definir cómo se interpretan las dimensiones. Las certificaciones de los materiales ayudan a confirmar el grado y el estado especificados del cobre.
En el caso de aplicaciones reguladas o de alto riesgo, la documentación debe acordarse antes de iniciar la producción. Esto puede incluir certificados de materiales, informes de inspección, control de revisiones y registros de trazabilidad.
Conclusión
El mecanizado CNC a medida del cobre resulta adecuado cuando una pieza de cobre debe combinar tanto las propiedades funcionales del material como una geometría controlada. Es una opción idónea para conectores eléctricos, barras colectoras, terminales, bloques conductores, piezas de transferencia de calor y prototipos.
Los principales riesgos son la blandura del cobre, la formación de rebabas, el agarrotamiento de las herramientas, los efectos superficiales relacionados con el calor y la deformación en secciones delgadas o débiles. Estos riesgos pueden gestionarse si se analizan conjuntamente el diseño, el tipo de aleación, la ruta de proceso, el plan de desbarbado y el método de inspección.
Recurre al mecanizado CNC cuando la pieza requiera características precisas, una geometría repetible o flexibilidad en la creación de prototipos.
El mecanizado CNC a medida del cobre suele ser una opción poco adecuada cuando la pieza es un perfil sencillo de gran volumen que se adapta mejor al estampado o al corte por láser con operaciones secundarias; cuando las aletas o paredes sin soporte son demasiado frágiles para fijarlas correctamente en el dispositivo de sujeción; cuando no se puede acceder a las características internas con herramientas realistas; o cuando los requisitos de la superficie de contacto entran en conflicto con el grado seleccionado, el proceso o el acabado. Las piezas que se encuentren en estas condiciones deben considerarse de alto riesgo y deben evaluarse en relación con vías de fabricación alternativas antes de su aprobación.
PREGUNTAS FRECUENTES
¿Es difícil mecanizar el cobre con CNC?
El cobre no es el metal más difícil de mecanizar, pero sí requiere una configuración cuidadosa para lograr resultados estables en proyectos personalizados de mecanizado CNC de cobre. Dado que el material es blando y muy dúctil, puede adherirse a las herramientas de corte y generar virutas largas que afectan a la precisión y a la calidad de la superficie. Los fabricantes suelen resolver estos problemas utilizando herramientas de carburo bien afiladas, un flujo adecuado de refrigerante y ajustes optimizados del husillo. Las aleaciones diseñadas para mejorar la maquinabilidad también son habituales en la producción industrial, especialmente cuando las empresas necesitan tolerancias constantes y tiempos de ciclo eficientes para piezas de gran volumen.
¿Cómo evitar las rebabas al mecanizar cobre?
Para evitar las rebabas durante el fresado CNC del cobre, lo primero es utilizar herramientas de corte afiladas y mantener unos parámetros de corte estables durante toda la operación. Los metales más blandos tienden a deformarse en los bordes si las velocidades de avance son demasiado agresivas o si la herramienta empieza a rozar en lugar de cortar limpiamente. Una lubricación adecuada ayuda a reducir la fricción y mejora la evacuación de virutas, mientras que el fresado ascendente suele producir una calidad de bordes más lisa. Muchos talleres también añaden posteriormente un ligero proceso de acabado o desbarbado para garantizar superficies más limpias en los componentes listos para el montaje.
¿Cuál es la mejor aleación de cobre para componentes eléctricos?
La elección del mejor material para las piezas que requieren conductividad eléctrica depende del equilibrio entre la conductividad, la resistencia y la maquinabilidad que exige la aplicación. Los grados de cobre puro suelen seleccionarse cuando se necesita una transferencia de corriente máxima, mientras que se prefieren las aleaciones especializadas para lograr una mayor eficiencia en la producción y una mayor durabilidad. Muchos fabricantes optan por mecanizar cobre-teluro porque permite un control más sencillo de las virutas y un procesamiento más rápido sin sacrificar en exceso la conductividad. También se utilizan aleaciones más resistentes en conectores, terminales y sistemas de alto rendimiento, donde la fiabilidad mecánica es tan importante como el rendimiento eléctrico.
¿Cómo mantener las tolerancias en el fresado del cobre?
Para mantener tolerancias estrictas en la fabricación de piezas de cobre mecanizadas con CNC de precisión, se requieren configuraciones rígidas de la máquina, herramientas estables y pasadas de acabado cuidadosamente controladas. Dado que el cobre puede deformarse bajo la presión de corte, los operarios suelen retirar el material de forma gradual y reservan una última pasada ligera para garantizar la precisión dimensional. La aplicación constante de refrigerante ayuda a controlar el calor durante las series de producción más largas, mientras que la reducción de las vibraciones mejora la repetibilidad entre lotes. Las inspecciones de calidad y las mediciones durante el proceso también se utilizan ampliamente en aplicaciones que requieren componentes industriales o electrónicos de alta precisión.
¿Qué opciones de acabado superficial hay para las piezas de cobre?
Existen varias opciones de acabado disponibles para las piezas de cobre C110, dependiendo de si el objetivo es la apariencia, la resistencia a la corrosión o el rendimiento funcional. Las superficies mecanizadas estándar son habituales en el uso industrial, mientras que los acabados pulidos crean un aspecto brillante y reflectante que se utiliza a menudo en productos decorativos o de alta gama. El granallado produce una textura mate más suave, y los acabados cepillados aportan un aspecto más limpio y moderno. Algunos componentes también reciben recubrimientos protectores o galvanizados para reducir la oxidación y mejorar la durabilidad a largo plazo en entornos exigentes.
¿Se endurece el cobre por deformación durante el mecanizado?
El cobre puede endurecerse por deformación durante el mecanizado si las condiciones de corte no se optimizan adecuadamente, especialmente en la producción de componentes de cobre C110 a medida. El roce excesivo, las herramientas desafiladas o las pasadas ligeras y repetidas pueden endurecer la capa superficial y aumentar el desgaste de la herramienta durante operaciones posteriores. Para reducir este efecto, los operarios suelen mantener una acción de corte continua con herramientas afiladas y velocidades de avance estables. Una lubricación adecuada y unas estrategias de mecanizado controladas ayudan a preservar la calidad de la superficie, al tiempo que mejoran la uniformidad en aplicaciones de fabricación de precisión.
Referencias
https://www.astm.org/b0152_b0152m-19.html
https://www.astm.org/b0187_b0187m-20.html
https://www.iso.org/standard/62085.html
https://www.asme.org/codes-standards/find-codes-standards/y14-5-dimensioning-tolerancing