Los servicios de rectificado CNC de precisión suelen tenerse en cuenta cuando una pieza mecanizada no puede alcanzar la tolerancia final, el acabado superficial, la planitud, la redondez o la precisión del orificio deseados mediante el fresado o el torneado por sí solos. La decisión rara vez se basa en si el rectificado es “mejor”. Se trata más bien de determinar si el rectificado es el proceso final adecuado para un material, una geometría, un nivel de dureza y unos requisitos de inspección específicos.
Para los ingenieros y los responsables de compras técnicos, las preguntas clave son de carácter práctico. ¿Se puede sujetar la pieza sin que se deforme? ¿Hay suficiente acceso a los puntos de referencia para una configuración precisa? ¿Llegará la muela abrasiva hasta la característica? ¿Se puede controlar el calor? ¿Es realista la tolerancia teniendo en cuenta el tamaño y el material de la pieza? ¿La inspección confirmará el resultado?
Pruebas de rendimiento declaradas para Rectificado CNC Los equipos varían. Algunos proveedores indican tolerancias de rectificado de diámetro interior/exterior de tan solo ±0,00007″ o ±0,002 mm. Otros indican una capacidad de ±0,0001″ o 0,0002″. Estas cifras deben considerarse como valores de referencia, no como garantías universales. Los resultados reales dependen de la máquina, el disco, la sujeción de la pieza, el material, la geometría, el control térmico, los conocimientos del operario sobre el proceso y el método de inspección.
Esta guía explica cómo evaluar los servicios de rectificado CNC de precisión desde un punto de vista técnico. Se centra en la viabilidad, los límites del proceso, los riesgos de calidad, los factores que influyen en los costes y los requisitos de las solicitudes de presupuesto.
¿En qué consisten los servicios de rectificado CNC de precisión?
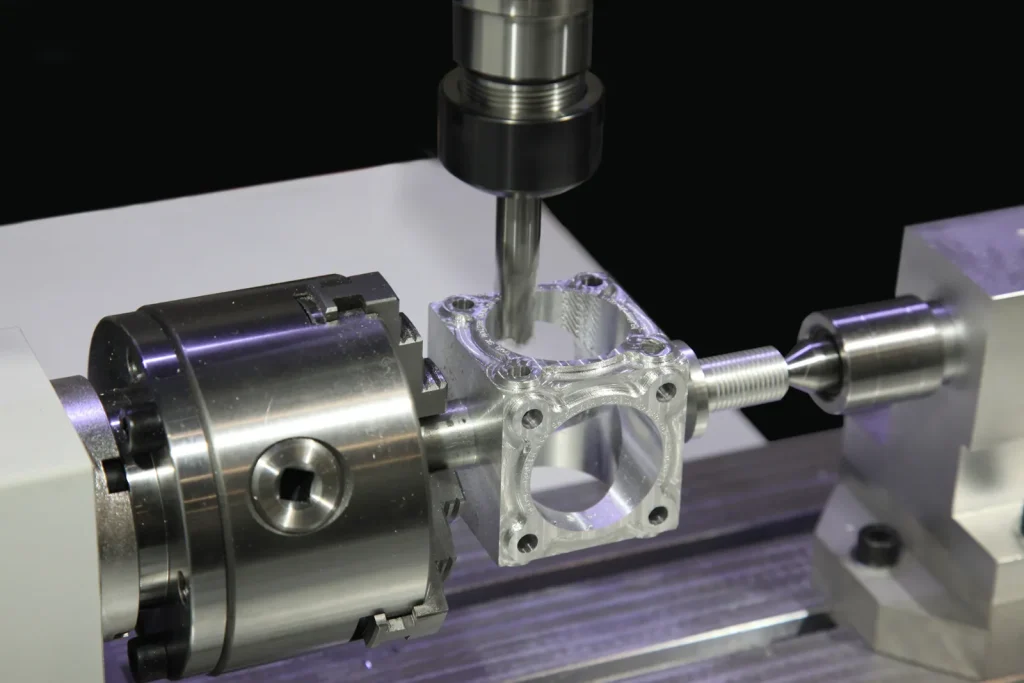
El rectificado de precisión con CNC es un proceso de mecanizado abrasivo. En lugar de cortar la pieza de trabajo con un filo definido de la herramienta, como una fresa o una plaquita de torneado, el rectificado elimina pequeñas cantidades de material mediante una muela abrasiva. El control CNC gestiona el movimiento de la muela, el avance, la velocidad y la uniformidad del ciclo de rectificado.
En la producción, el rectificado suele utilizarse hacia el final del proceso de fabricación. Una pieza puede someterse primero a fresado, torneado, tratamiento térmico, alivio de tensiones u otros procesos. A continuación, el rectificado permite dar a las superficies seleccionadas las dimensiones, el acabado, la planitud, la redondez o la alineación definitivas.
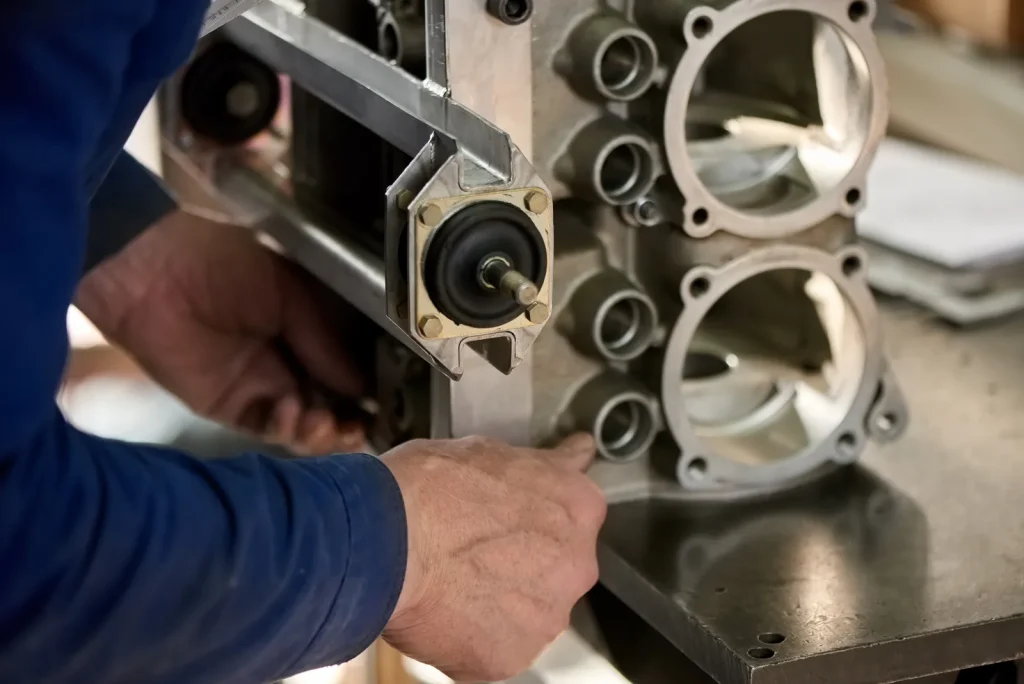
Este proceso es habitual en componentes industriales en los que el ajuste y el funcionamiento dependen de un contacto superficial controlado. Entre los ejemplos se incluyen superficies de rodamientos, ejes, rodillos, componentes de utillaje, componentes médicos, piezas aeroespaciales, piezas de automoción y elementos de acero endurecido.
El modelo de servicio es tan importante como la adecuación al proceso. Algunos compradores necesitan un taller especializado en rectificado para acabados con tolerancias críticas, mientras que otros necesitan un proveedor integrado de mecanizado y rectificado que pueda controlar los puntos de referencia, el flujo del tratamiento térmico y la inspección final en un único proceso. El tipo de proveedor influye en el riesgo de traspaso, la trazabilidad y el grado de control que se puede ejercer sobre el trabajo previo y posterior al rectificado.
¿Qué ofrece el rectificado CNC que no puedan ofrecer el fresado o el torneado?
El fresado y el torneado son procesos de mecanizado primarios muy eficaces. Eliminan material de forma eficiente y permiten crear numerosas formas. El rectificado es diferente, ya que elimina cantidades muy pequeñas de material mediante numerosos puntos de corte abrasivos. Esto lo hace útil cuando una pieza requiere un acabado más liso, una cota final más precisa o un mejor control geométrico tras las etapas de mecanizado previas.
El rectificado CNC suele elegirse cuando el fresado o el torneado dejan demasiadas marcas de herramienta, no permiten mantener la planitud requerida o no permiten acabar limpiamente una superficie endurecida. El rectificado también puede mejorar la redondez de las piezas cilíndricas y producir superficies controladas en orificios, husillos, rodillos y caras planas.
La diferencia entre el fresado y el rectificado cobra mayor importancia en la fase final de tolerancia. El fresado puede dar lugar a una forma casi definitiva. El rectificado puede dar el acabado a la superficie crítica. Por eso, el plano debe indicar qué dimensiones requieren realmente un control a nivel de rectificado. Si todas las superficies se especifican con tolerancias demasiado ajustadas, el coste y el plazo de entrega pueden aumentar sin que mejore la funcionalidad.
El rectificado de precisión como proceso secundario tras el mecanizado
El rectificado de precisión suele ser un proceso secundario tras Fresado CNC o torneado. El primer proceso da forma a la pieza, elimina la mayor parte del material en exceso y prepara las superficies de referencia. A continuación, el rectificado elimina una cantidad menor de material hasta alcanzar las especificaciones finales.
Esta secuencia resulta útil para piezas complejas, ya que la rectificadora no tiene que crear todas las características. En su lugar, se centra en las superficies que requieren una mayor precisión. Por ejemplo, un eje torneado puede rectificarse únicamente en los muñones de los cojinetes. Una placa fresada puede someterse a rectificado superficial únicamente en dos caras de referencia. Un orificio mecanizado puede rectificarse internamente solo si la tolerancia y el acabado del orificio no pueden alcanzarse mediante mandrinado o escariado.
El comprador debe comprobar si la pieza tiene suficiente margen de rectificado. Si queda demasiado material por rectificar, el rectificado suele requerir más pasadas y un contacto más prolongado con la muela, lo que aumenta el consumo de energía, la carga sobre la muela y el riesgo de daños térmicos. El exceso de material también dificulta el control de las variaciones dimensionales y los errores de forma a medida que la muela se desgasta y cambia la temperatura de la pieza. Si queda muy poco material, es posible que la rectificadora no elimine las marcas de mecanizado previas, la deformación o los desplazamientos debidos al tratamiento térmico.
Tipos de rectificado habituales: superficial, cilíndrico, sin centros, interno, en husillo
El rectificado plano se utiliza para superficies planas. Suele considerarse cuando los requisitos de planitud, paralelismo o acabado superficial son más exigentes de lo que el fresado puede garantizar de forma fiable en la pieza.
El rectificado cilíndrico se utiliza en diámetros exteriores redondos. Normalmente, la pieza se sujeta y gira mientras la muela retira material de la superficie exterior. Se emplea a menudo para ejes, pasadores, manguitos, rodillos y piezas similares.
El rectificado sin centros se utiliza para piezas cilíndricas de gran volumen que no necesitan centros de apoyo. La pieza se sujeta entre una muela abrasiva, una rueda reguladora y un soporte de pieza. Puede resultar eficaz para piezas redondas sencillas, pero no es adecuado para todas las geometrías.
El rectificado interior se utiliza para agujeros y diámetros interiores. Permite obtener agujeros precisos, pero los agujeros de diámetro pequeño plantean problemas de acceso y de rigidez de la muela.
Si esta sección se refiere a componentes del husillo de rectificado, indíquelo explícitamente y describa la característica específica que se está rectificando. Si se refiere a una configuración de rectificado montada en el husillo, identifíquela como una disposición de la máquina y no como una categoría estándar de rectificado dirigida al comprador.
Tabla: Rectificado, fresado y torneado con CNC: comparación de tolerancias y acabado
| Proceso | Función habitual en la fabricación de piezas | Puntos fuertes | Límites para tolerancias y acabados ajustados |
|---|---|---|---|
| Rectificado CNC | Dimensionado final y acabado de las superficies seleccionadas | Tolerancias estrictas, acabados lisos, acabado de materiales duros, corrección de la planitud y la circularidad | Menor velocidad de arranque de material, riesgo de sobrecalentamiento, limitaciones de acceso a la muela, sensibilidad en la configuración |
| Fresado CNC | Conformado inicial de piezas prismáticas | Retirada eficiente de material, cavidades, ranuras, perfiles y geometrías complejas de 3 ejes o multieje | Puede presentar dificultades con la planitud muy estricta o con acabados muy finos en superficies de contacto de gran tamaño |
| Torneado CNC | Conformado inicial de piezas redondas | Mecanizado eficiente de diámetros exteriores e interiores, ejes, manguitos, ranuras y roscas | Es posible que no cumpla con los requisitos de redondez, acabado o tolerancia en las superficies críticas de los cojinetes. |
La clave es que el rectificado no sustituye a todos los procesos de mecanizado. Se utiliza mejor cuando los requisitos de acabado de la superficie justifican el esfuerzo adicional que suponen la preparación, el tiempo de ciclo y la inspección.

Viabilidad: ¿Se puede rectificar la pieza con precisión?
No basta con que un plano especifique una tolerancia ajustada para que una pieza sea apta para el rectificado. La geometría debe permitir un apoyo estable, el acceso de la muela, el control del calor y la medición. Una rectificadora solo puede controlar la superficie a la que se puede acceder, que se puede apoyar y que se puede verificar.
Antes de elaborar un presupuesto o iniciar la producción, debe realizarse un análisis de viabilidad. Dicho análisis debe incluir el material, la dureza, las dimensiones de la pieza, el espesor de la pared, la ubicación de los elementos, el sistema de referencia y los requisitos de inspección. Si alguno de estos aspectos no está claro, el proceso de rectificado puede dar lugar a resultados inconsistentes, incluso con un equipo adecuado.
Cómo influye el tipo de material en los resultados del rectificado de precisión
El tipo de material influye en los resultados del rectificado de precisión, ya que cada material responde de forma diferente al corte abrasivo, al calor, a la carga de la muela y al líquido de refrigeración. Los metales ferrosos y no ferrosos, el acero inoxidable, el titanio, las aleaciones, las cerámicas, los plásticos y los materiales compuestos pueden rectificarse, pero no se rectifican de la misma manera.
Los materiales duros pueden mantener bien su forma, pero pueden generar más calor y requieren una selección cuidadosa de la muela. El acero inoxidable y el titanio pueden ser sensibles al calor y sufrir daños en la superficie si no se controla el proceso. La cerámica puede requerir una selección adecuada del abrasivo y unos parámetros de proceso conservadores. Los plásticos pueden desplazarse, manchar o deformarse por el calor si la configuración y el ciclo no se adaptan al material.
El estado del material también es importante. Una pieza que se mecaniza en estado blando y luego se endurece puede deformarse durante el tratamiento térmico. El rectificado puede corregir determinadas superficies, pero no siempre permite eliminar la deformación de las secciones delgadas sin apoyo sin alterar el resto de la geometría.
Cuando el rectificado sin centros no es adecuado para piezas complejas
El rectificado sin centros puede resultar eficaz para piezas cilíndricas sencillas, especialmente en la producción por lotes. Sin embargo, resulta menos adecuado cuando la pieza presenta una geometría compleja, superficies interrumpidas, rebordes que interfieren con el apoyo, características no circulares, secciones frágiles o relaciones estrictas con puntos de referencia que no pueden controlarse en una configuración de rectificado sin centros.
Los límites de precisión dimensional del rectificado sin centros suelen estar relacionados con el apoyo y la geometría. Dado que la pieza no se sujeta entre centros, el proceso depende de un contacto estable entre la pieza, la muela, la rueda reguladora y el soporte de trabajo. Si la forma de la pieza impide un apoyo estable, el proceso puede provocar deformaciones en forma de lóbulo, conicidad o dimensiones irregulares.
En el caso de piezas complejas, el rectificado cilíndrico entre puntas o en un mandril puede ofrecer un mejor control de la referencia. La contrapartida es que el tiempo de preparación puede ser mayor y que el proceso puede resultar más lento para la producción en serie.
Dificultades en el rectificado interior de orificios de pequeño diámetro
Las dificultades que plantea el rectificado interior de orificios de pequeño diámetro se deben al acceso, al tamaño de la muela, a la rigidez del husillo y al control del calor. Un orificio pequeño requiere una muela pequeña. Una muela pequeña tiene menos rigidez y se desgasta más rápido. Además, puede limitar el acceso del refrigerante y reducir la capacidad de disipación del calor.
Los orificios largos y estrechos son más difíciles de mecanizar porque la herramienta de rectificado debe penetrar más profundamente en la pieza. La deformación puede afectar a la rectitud y a las dimensiones. Se puede acumular calor en el interior del orificio, y su inspección puede requerir instrumentos de medición especiales en lugar de simples herramientas de medición.
Antes de especificar el rectificado interior, el comprador debe comprobar el diámetro del orificio, la relación entre profundidad y diámetro, la tolerancia, el acabado y la relación con el punto de referencia. Si el orificio es ciego, muy pequeño o interrumpido, el riesgo aumenta.
Lista de comprobación: geometría, material, dureza, acceso a los puntos de referencia y requisitos de inspección
Una evaluación de la viabilidad práctica debería abarcar:
| Comprobar artículo | Por qué es importante |
|---|---|
| Geometría | Determina el acceso de las ruedas, el método de soporte y el riesgo de deformación |
| Material | Influye en la elección de las llantas, la generación de calor, la carga y el acabado que se puede conseguir |
| Dureza | Influye en las fuerzas de rectificado, el desgaste de la muela y el riesgo de quemaduras |
| Acceso a los datos | Determina si la superficie de referencia puede relacionarse con las referencias correctas |
| Grosor de la pared | Las paredes delgadas pueden deformarse o desplazarse bajo el efecto del calor y la presión. |
| Margen de rectificado | Demasiado caldo aumenta la temperatura y el tiempo de cocción; si hay muy poco, puede que no se limpie bien. |
| Requisito de acabado superficial | Determina la selección de las ruedas motrices, el diseño del ciclo y el método de inspección |
| Necesidades de inspección | Confirma si es posible verificar la tolerancia, la redondez, la planitud y la precisión del diámetro interior |
Si el plano carece de claridad en cuanto a los puntos de referencia o a los criterios de inspección, es posible que la pieza se pueda rectificar, pero no se pueda controlar de forma que se demuestre su conformidad.
Cómo funciona el rectificado CNC y qué factores determinan los resultados
El rectificado CNC depende de la interacción controlada entre el movimiento de la máquina, el estado de la muela, la sujeción de la pieza, el líquido refrigerante, el material y la medición. Pequeños cambios en el proceso pueden afectar a las dimensiones, el acabado y la geometría.
La muela abrasiva no es solo un material de consumo. Es una herramienta de corte. Su tipo de abrasivo, el tamaño del grano, el aglutinante, la estructura y el estado de rectificado influyen en el resultado final. La sujeción de la pieza también es fundamental, ya que una pieza que se mueve durante el rectificado no puede mantener una geometría precisa.
Influencia de la elección del disco abrasivo en el acabado superficial
La elección del disco de rectificado influye directamente en el acabado superficial. Un disco de grano grueso puede eliminar material más rápidamente, pero deja una superficie más rugosa. Un disco de grano más fino puede mejorar el acabado, pero puede obstruirse, calentar la pieza o eliminar material más lentamente si no se adapta al material.
La elección del disco también influye en las fuerzas de rectificado. Si el disco es demasiado duro, los granos abrasivos desgastados pueden permanecer en él durante demasiado tiempo y rozar en lugar de cortar. Esto puede provocar un aumento del calor. Si el disco es demasiado blando, puede desgastarse rápidamente y perder su forma. Las condiciones de rectificado también son importantes, ya que el rectificado deja al descubierto el abrasivo nuevo y controla la forma del disco.
En el caso de las piezas mecanizadas con acabado de espejo o superacabado, el rectificado puede ser una de las etapas del proceso de acabado.
El mejor proceso de acabado final depende de la rugosidad, la ondulación, la geometría, el estado del material y el comportamiento funcional de la superficie requeridos. El rectificado suele ser una etapa de preacabado o de dimensionado final, pero el bruñido, el lapeado, el superacabado, el pulido, el electroerosionado (EDM), el escariado o el torneado en frío pueden resultar más adecuados en función de las características y el modo de fallo. El rectificado permite crear una superficie base controlada, pero las superficies finales muy finas pueden requerir etapas de acabado adicionales si así lo exige el plano.
Factores que influyen en la tolerancia en el rectificado de precisión con CNC
Entre los factores que influyen en la tolerancia en el rectificado CNC de precisión se incluyen el estado de la máquina, la estabilidad térmica, el desgaste de la muela, el afilado, la sujeción de la pieza, el desplazamiento del material, la rigidez de la pieza, la calidad del punto de referencia de la configuración y el método de inspección. La tolerancia indicada en el plano debe evaluarse teniendo en cuenta todos estos factores.
La geometría de la pieza suele ser el límite oculto. Una pieza cilíndrica corta y rígida es más fácil de controlar que un eje largo y delgado. Es más fácil rectificar en plano una placa gruesa que una delgada, que se deforma al soltar la sujeción. Un orificio pasante sencillo es más fácil de rectificar y medir que un orificio ciego pequeño.
La tolerancia también depende de cómo se defina la dimensión. Una tolerancia dimensional por sí sola no es lo mismo que la redondez, la cilindricidad, la planitud o el paralelismo. Si la función de la pieza depende de la geometría, el plano debe especificar el requisito geométrico correcto, en lugar de basarse únicamente en la dimensión.
Problemas provocados por la generación de calor durante el rectificado
Entre los problemas causados por la generación de calor durante el rectificado se incluyen las marcas de quemadura, los daños en la superficie, la deformación dimensional, la tensión residual y la pérdida de dureza en materiales sensibles. El rectificado genera calor porque los granos abrasivos cortan y rozan la superficie. Si no se elimina el calor, la superficie puede sufrir alteraciones antes de que la pieza alcance su tamaño definitivo.
El riesgo de que se produzcan marcas de quemadura en el rectificado de alta precisión aumenta cuando el disco está desgastado, el avance es demasiado agresivo, el refrigerante es de mala calidad, el margen de rectificado es elevado o el material es sensible al calor. La quemadura puede manifestarse como una decoloración visible, pero los efectos térmicos perjudiciales no siempre son fáciles de detectar.
El control de la temperatura es uno de los motivos por los que los ciclos de rectificado pueden requerir avances más lentos, pasadas de eliminación de chispas, control del refrigerante y un rectificado cuidadoso. Estos pasos añaden tiempo, pero reducen el riesgo de que se produzcan piezas defectuosas en piezas con tolerancias ajustadas.
Diagrama del proceso: configuración, selección de muelas, ciclo de rectificado, inspección
Un proceso típico de rectificado CNC de precisión sigue esta lógica:
Revisión de planos y de viabilidad
↓
Plano de referencia y de sujeción de piezas
↓
Comprobación del material, la dureza y el margen de mecanizado
↓
Selección de muelas abrasivas y método de rectificado
↓
Configuración de la máquina y colocación de las piezas
↓
Esmerilado en bruto si hay material disponible
↓
Realizar el rectificado de acabado y el desbarbado según sea necesario
↓
Inspección durante el proceso o inspección final
↓
Documentación de las dimensiones y superficies críticas
Esta secuencia muestra por qué la calidad del rectificado no depende únicamente de la máquina, sino que viene determinada por todo el proceso, desde la revisión de los planos hasta la inspección.
Ventajas, limitaciones y compensaciones en los procesos
El rectificado de precisión puede mejorar el acabado, las dimensiones, la planitud, la circularidad y el ajuste. También puede suponer un aumento de los costes, del tiempo de preparación y del riesgo si se especifica sin una razón funcional clara.
Una buena revisión del diseño distingue entre superficies críticas y no críticas. El rectificado debe aplicarse allí donde mejore el funcionamiento, el montaje, el sellado, el contacto de los cojinetes, el ajuste deslizante o el comportamiento frente al desgaste.
Rectificado plano frente al fresado para requisitos estrictos de planitud
La elección entre el rectificado plano y el fresado para requisitos estrictos de planitud es una decisión habitual en los procesos de fabricación. Normalmente se recurre primero al fresado, ya que elimina material de forma eficaz y da forma al pieza. Se prefiere el rectificado plano cuando los requisitos finales de planitud, paralelismo o acabado superficial son más estrictos de lo que el fresado puede garantizar en la pieza real.
La decisión depende del tamaño de la pieza, su espesor, la estabilidad del material y el sistema de referencia. Una placa rígida con material por rectificar en ambas caras puede ser una buena opción. Una placa delgada puede deformarse tras el desbaste o al soltar la sujeción, por lo que el plan de montaje es tan importante como la propia máquina.
El rectificado plano también resulta útil cuando es necesario controlar dos caras entre sí. Si la planitud es meramente estética o no tiene ninguna función práctica, el rectificado puede suponer un coste adicional sin aportar ningún valor añadido.
Comparación entre el rectificado cilíndrico y el rectificado sin centros
La comparación entre el rectificado cilíndrico y el rectificado sin centros comienza por el método de sujeción. En el rectificado cilíndrico, la pieza suele sujetarse entre centros, en un mandril o mediante otro dispositivo de sujeción. Esto puede ayudar a controlar las relaciones con los puntos de referencia. En el rectificado sin centros, la pieza se sujeta entre las muelas y un soporte de trabajo, lo que puede resultar eficaz para piezas redondas sencillas.
El rectificado cilíndrico suele ser más adecuado para piezas con rebordes, múltiples diámetros, lotes pequeños o relaciones muy ajustadas entre elementos. El rectificado sin centros suele ser más adecuado para piezas cilíndricas sencillas en grandes volúmenes, en las que el proceso puede configurarse y repetirse.
La contrapartida es la configuración y el control. El rectificado sin centros puede ser rápido una vez que se estabiliza, pero no es una opción universal para geometrías complejas.
Cuándo es preferible el rectificado plano al rectificado cilíndrico
El rectificado plano es preferible al rectificado cilíndrico cuando la característica crítica es una superficie plana y no redonda. Algunos ejemplos son las caras de referencia, las placas, los bloques, las superficies de herramientas y las zonas de contacto planas. El rectificado cilíndrico es preferible cuando la característica crítica es un diámetro exterior o interior.
Algunas piezas requieren ambas cosas. Un eje puede necesitar un rectificado cilíndrico en los muñones y un rectificado plano en la cara del reborde. Un componente de utillaje puede necesitar puntos de referencia rectificados antes de acabar el taladro. La secuencia del proceso debe seguir los puntos de referencia funcionales de la pieza.
El mejor proceso de acabado para piezas mecanizadas con superacabado
El mejor proceso de acabado para las piezas mecanizadas con superacabado depende de los requisitos finales. El rectificado permite obtener superficies lisas y precisas, y suele utilizarse antes de cualquier operación de acabado más fino. Si el requisito principal es la precisión dimensional, el rectificado puede ser suficiente. Si, por el contrario, se requiere una superficie visual o de contacto extremadamente fina, puede ser necesario aplicar otra etapa de acabado tras el rectificado.
Para los compradores, el paso fundamental consiste en definir el acabado superficial requerido y el método de medición. Términos como “acabado espejo” o “superacabado” pueden resultar ambiguos si no van acompañados de criterios medibles de rugosidad superficial y de inspección.
Defectos habituales, modos de fallo y riesgos para la calidad
Los defectos de rectificado suelen deberse al calor, al estado de la muela, a la sujeción de la pieza, a un control deficiente del punto de referencia o a tolerancias poco realistas. Cuanto antes se analicen estos riesgos, más fácil será reducirlos.
El riesgo de calidad es mayor cuando se exigen al mismo tiempo una tolerancia dimensional ajustada, un acabado fino y una geometría estricta en una misma característica. También es mayor cuando la pieza es delgada, alargada, está endurecida o resulta difícil de inspeccionar.
Causas de un acabado superficial deficiente tras el rectificado cilíndrico
Entre las causas de un mal acabado superficial tras el rectificado cilíndrico se pueden incluir una selección incorrecta de la muela, el desgaste de la muela, las vibraciones, un rectificado deficiente, una sujeción inestable de la pieza, un avance excesivo o la acumulación de material en la muela. Las piezas largas o delgadas también pueden presentar vibraciones si el apoyo no es adecuado.
Los problemas de acabado superficial también pueden deberse a procesos anteriores. Si las marcas de torneado, la costra del tratamiento térmico o la deformación son demasiado profundas, es posible que el margen de rectificado no sea suficiente para limpiar la superficie. Por eso es importante controlar el margen de material antes del rectificado.
El comprador no debe evaluar el acabado basándose únicamente en el aspecto. El plano debe definir los requisitos cuantificables de acabado superficial cuando la función de la superficie sea relevante.
Riesgos de que se produzcan marcas de quemadura en el rectificado de alta precisión
Los riesgos de que se produzcan marcas de quemadura en el rectificado de alta precisión están relacionados con el calor. Las quemaduras pueden reducir la integridad de la superficie y pueden indicar que el proceso está rozando en lugar de cortar. Las piezas de acero templado son motivo de preocupación habitual, ya que el daño térmico puede afectar a su rendimiento.
Las marcas visibles de quemaduras son un signo de alerta, pero la ausencia de color no siempre garantiza que la superficie esté en buen estado. En el caso de las piezas críticas, es posible que los requisitos de inspección deban incluir métodos adecuados al material y a la aplicación.
El riesgo de quemaduras puede reducirse mediante la elección de las ruedas, el revestimiento, el suministro de refrigerante, el control del avance y evitando una eliminación excesiva de material en una sola pasada.
Defectos habituales en las piezas metálicas pulidas con acabado de espejo
Entre los defectos habituales en las piezas metálicas rectificadas con acabado de espejo se incluyen los arañazos finos, la opacidad, las ondulaciones, los restos de abrasivo incrustados, las marcas de vibración y las quemaduras localizadas. El aspecto de espejo es sensible tanto al proceso de rectificado como a la manipulación. Incluso una pieza con las dimensiones correctas puede incumplir los requisitos visuales o de superficie si no se controla el proceso de acabado.
La expresión “acabado de espejo” debería traducirse en requisitos cuantificables de acabado superficial siempre que sea posible. Sin una norma cuantificable, los proveedores y los compradores pueden interpretar el resultado de forma diferente.
El embalaje y la manipulación también son importantes tras el rectificado. Las superficies finas pueden sufrir daños por contacto, residuos o corrosión antes de la inspección final o el montaje.
Problemas de precisión geométrica en piezas mecanizadas y rectificadas con precisión
Entre los problemas de precisión geométrica en piezas mecanizadas y rectificadas con precisión se incluyen el cono, la falta de circularidad, la falta de paralelismo, la falta de planitud, la desalineación del orificio y el desplazamiento del punto de referencia. Estos problemas no siempre se resuelven reduciendo la tolerancia dimensional.
Por ejemplo, un eje puede estar dentro de la tolerancia de diámetro, pero presentar un error de redondez. Una placa puede cumplir la tolerancia de espesor, pero no la de planitud. Un orificio puede tener las dimensiones correctas, pero estar desalineado con respecto al punto de referencia previsto.
Por eso, en los planos se deben diferenciar las tolerancias dimensionales de las tolerancias geométricas. La inspección debe ajustarse al funcionamiento de la pieza dentro del conjunto.
Factores relacionados con el coste, la tolerancia y el plazo de entrega en los servicios de rectificado CNC de precisión
El coste y el plazo de entrega de los servicios de rectificado CNC de precisión no dependen únicamente del tamaño de la pieza. Los factores principales son la tolerancia, el material, la dureza, la geometría, la complejidad de la configuración, los requisitos de inspección, el tamaño del lote y el acabado superficial.
El rectificado puede resultar rentable cuando se aplica únicamente a superficies críticas. Sin embargo, pierde eficacia cuando se rectifican áreas extensas sin que exista una necesidad funcional o cuando las tolerancias son más estrictas de lo que requiere el montaje.
Factores que influyen en los costes de los servicios de rectificado CNC
Entre los factores que influyen en los costes de los servicios de rectificado CNC se incluyen el tiempo de preparación, la selección y el afilado de la muela, el margen de material, el comportamiento del material, la manipulación de las piezas, las necesidades de fijación, el tiempo de inspección y el riesgo de desperdicio. Los materiales duros o sensibles al calor pueden requerir ciclos más lentos. Las geometrías complejas pueden exigir una preparación más minuciosa o múltiples operaciones.
La inspección también puede influir en los costes. La medición de la planitud, la circularidad, la precisión del agujero y el acabado superficial puede requerir equipos especializados y tiempo. En el caso de las piezas críticas, la documentación puede llevar más tiempo que la propia pasada de rectificado.
Las decisiones de diseño influyen en los costes desde el principio. Unos puntos de referencia claros, unas tolerancias prácticas, unas características accesibles y unos requisitos de acabado realistas hacen que la elaboración de presupuestos y la producción sean más predecibles.
Cómo influyen las tolerancias estrictas en la duración del ciclo de rectificado
La influencia de las tolerancias ajustadas en la duración del ciclo de rectificado está relacionada con la estabilidad del proceso. Un rectificado de limpieza con una tolerancia holgada puede requerir menos pasadas. Una tolerancia ajustada puede requerir un desbaste controlado, un acabado, un rectificado de desbarbado, mediciones repetidas y una compensación por el desgaste o el calentamiento de la muela.
Las tolerancias más estrictas también reducen el margen de proceso permitido. Pequeños cambios en la temperatura, el estado de la muela o el soporte de la pieza pueden cobrar gran importancia. Esto puede ralentizar la producción, ya que el proceso requiere más controles.
Si una tolerancia no es necesaria desde el punto de vista funcional, flexibilizarla puede reducir la duración del ciclo y la carga que supone la inspección. Si resulta necesaria, la solicitud de presupuesto debe dejar claras las características críticas para que el proveedor pueda planificar el proceso adecuado.
El plazo de entrega suele verse prolongado por el desarrollo de los utillajes, el abastecimiento de muelas o la estrategia de rectificado, la inspección del primer artículo, la secuencia del tratamiento térmico, el tiempo de espera en metrología y la manipulación cuidadosa tras el rectificado. El coste no aumenta únicamente con una tolerancia dimensional más ajustada; los controles geométricos, la carga de inspección, la inestabilidad de las piezas y la mitigación del riesgo de quemaduras suelen suponer un esfuerzo mayor que el mero control dimensional. Hay que tomar con cautela cualquier presupuesto que prometa plazos de entrega muy cortos para características con tolerancias críticas sin especificar cómo se gestionarán dichos controles.
Cómo influye el tamaño del lote en el coste del servicio de rectificado CNC
El modo en que el tamaño del lote influye en el coste del servicio de rectificado CNC depende del tiempo de preparación y de la repetibilidad. Un prototipo o una pieza única puede suponer un mayor coste de preparación por pieza, ya que el sistema de sujeción, la selección de la muela y el plan de inspección solo se utilizan para una cantidad reducida.
En lotes más grandes, el esfuerzo de preparación se distribuye entre un mayor número de piezas. El rectificado sin centros y otros métodos de rectificado repetibles pueden resultar más atractivos para geometrías sencillas. Por otro lado, el rectificado a gran escala sigue requiriendo un control del proceso, ya que el desgaste de la muela, el calor y la frecuencia de inspección afectan a la uniformidad.
Los compradores deben indicar por separado las cantidades correspondientes a prototipos, series piloto y producción, siempre que sea posible. Esto ayuda al proveedor a elegir un proceso que se adapte tanto a la demanda actual como a la futura.
Valores de referencia de tolerancia e incertidumbre indicados: ±0,00007″, ±0,0001″, 0,0002″
Los valores de referencia de tolerancia indicados para el rectificado CNC de precisión incluyen ±0,00007″ para algunos casos de rectificado de diámetros interior y exterior, ±0,0001″ para componentes de alta precisión y 0,0002″ cuando se utilizan máquinas de rectificado avanzadas.
La capacidad declarada solo es relevante si se ajusta a las características reales, el tamaño de la pieza, el estado del material, el control térmico y el método de inspección. La tolerancia dimensional no es lo mismo que la planitud, la redondez, la cilindricidad o la integridad de la superficie, y las especificaciones de precisión inferior a una décima no tienen relevancia comercial sin condiciones de medición controladas. Si el taller no puede inspeccionar el requisito de forma fiable, la capacidad declarada no constituye una capacidad de producción práctica.
La incertidumbre es importante. Estas cifras proceden de las declaraciones de capacidad facilitadas por los proveedores y no constituyen una garantía para todas las piezas, materiales, geometrías o tamaños de lote. Una pieza sencilla, rígida y accesible puede ser mucho más fácil de rectificar con una tolerancia ajustada que una pieza delgada, sensible al calor y compleja.
Una solicitud de presupuesto responsable debe solicitar la capacidad en función del plano real, y no en función de una declaración general de tolerancias. También deben analizarse el método de inspección y el control ambiental cuando las tolerancias sean muy estrictas.
Aplicaciones y casos de uso según los requisitos de las piezas
El rectificado de precisión se utiliza cuando el estado de la superficie y el control dimensional influyen en el funcionamiento. Este proceso es habitual en aplicaciones de los sectores aeroespacial, de la automoción, médico, de rodamientos, de herramientas, de rodillos y de equipos industriales.
La elección del método de acabado suele depender de los requisitos de las características de la pieza, y no únicamente de la denominación del sector. Las superficies de referencia planas y las caras de sellado suelen indicar un rectificado de superficies; los muñones de cojinetes, un rectificado de diámetro exterior; y los orificios estrechos, un rectificado de diámetro interior, siempre que el diámetro, la longitud y el acceso lo permitan. Las piezas largas y esbeltas, las secciones delgadas, las superficies interrumpidas y los orificios pequeños y profundos conllevan un mayor riesgo y pueden requerir otro método de acabado.
Aplicaciones en los sectores aeroespacial, de la automoción, médico, de rodamientos, de herramientas y de rectificado de rodillos
Las piezas aeroespaciales pueden requerir una geometría y un acabado controlados para garantizar un montaje y un funcionamiento fiables. Las piezas de automoción pueden necesitar superficies repetibles en los lotes de producción. Los componentes médicos pueden requerir características precisas y lisas. Las piezas relacionadas con los rodamientos suelen depender de la redondez y del acabado superficial. Los componentes de utillaje pueden requerir superficies planas, paralelas o resistentes al desgaste. El rectificado con rodillos se utiliza cuando las superficies cilíndricas largas necesitan unas dimensiones y un acabado controlados.
Estas aplicaciones suelen incluir metales y aleaciones, como el acero inoxidable y el titanio, así como otros materiales de ingeniería. Algunas empresas también indican que trabajan con cerámicas, plásticos, materiales compuestos y metales no ferrosos.
Dificultades en el rectificado de piezas de acero templado
Entre los retos que plantea el rectificado de piezas de acero templado se encuentran la generación de calor, el riesgo de quemaduras, el desgaste de la muela y el mantenimiento de la integridad de la superficie. El acero templado puede ser estable y resistente al desgaste, pero un rectificado inadecuado puede dañar la superficie.
El proceso debe encontrar el equilibrio entre el arranque de material y el control térmico. Una presión excesiva o una muela desafilada pueden provocar rozamiento y generación de calor. Un control insuficiente puede dar lugar a un acabado deficiente o a variaciones en las dimensiones.
En el caso de las piezas templadas, los compradores deben facilitar los valores de dureza, las condiciones del tratamiento térmico y cualquier requisito relativo a la integridad de la superficie. Esta información influye en la elección de la muela, la planificación del ciclo y la inspección.
Piezas pequeñas de precisión, conjuntos de gran tamaño, prototipos y lotes de producción
Los rangos de servicio indicados incluyen piezas de precisión muy pequeñas, de menos de 0,250″ de diámetro, y conjuntos de gran tamaño, de más de 30 pies. Se trata de valores de referencia, no de una garantía de que todos los proveedores puedan gestionar ambos extremos.
Las piezas pequeñas plantean retos en cuanto a manipulación, soporte y medición. Los conjuntos de gran tamaño plantean retos en cuanto a la capacidad de las máquinas, la rigidez, la manipulación y la estabilidad térmica. Los prototipos pueden requerir el desarrollo de procesos, mientras que los lotes de producción necesitan repetibilidad y control de inspección.
El comprador debe indicar las dimensiones de la pieza, el peso (si procede), las características críticas y la cantidad. Las dimensiones por sí solas no determinan la dificultad. Un orificio pequeño o una pared delgada pueden resultar más difíciles de fabricar que una superficie sencilla de mayores dimensiones.
Ejemplos prácticos: materiales diversos, rectificado con rodillos, acabado tras el mecanizado, piezas sometidas a condiciones extremas
Los datos de casos facilitados por los proveedores muestran varios patrones de uso habituales. Uno de los casos descritos se refería al rectificado CNC de metales, aleaciones, cerámicas y plásticos, con una capacidad de tolerancia estrecha entre diámetro interior y exterior de ±0,00007″. Otro caso descrito se centró en el rectificado de precisión con rodillos y el rectificado CNC de metales ferrosos y no ferrosos, con una capacidad de tolerancia de 0,0002″ indicada para determinados trabajos.
En un tercer caso se describió el rectificado CNC como una etapa posterior a la producción, tras el fresado y el torneado, utilizada para alcanzar tolerancias más ajustadas y acabados de mayor calidad en piezas complejas. Otro caso descrito se refería al acero inoxidable, el titanio y los materiales compuestos para piezas utilizadas en condiciones exigentes, con una capacidad de tolerancia declarada de ±0,0001″.
Estos casos resultan útiles porque muestran cómo se aplica el rectificado: diversos materiales, superficies de rodillos, acabado posterior al mecanizado y condiciones exigentes de ajuste o desgaste. No obstante, deben considerarse ejemplos facilitados por el proveedor. Es necesario realizar una verificación independiente y un análisis específico de los planos antes de dar por sentado que se obtendrán resultados similares.

Inspección, documentación y control de calidad
El rectificado de precisión debe ir acompañado de una inspección que permita comprobar que se ha obtenido el resultado requerido. Un rectificado de alta precisión sin una inspección adecuada conlleva riesgos, ya que es posible que no se verifiquen completamente las dimensiones, la forma, el acabado y las relaciones entre los puntos de referencia.
El control de calidad debe comenzar con el plano. El plano debe definir las superficies críticas, las tolerancias, los controles geométricos, el acabado superficial, el material, la dureza y los requisitos de inspección.
El papel de la inspección mediante máquinas de medición por coordenadas (CMM) en el control de calidad del rectificado de precisión
La función de la inspección mediante una máquina de medición por coordenadas (CMM) en el control de calidad del rectificado de precisión consiste en verificar las relaciones dimensionales y geométricas. Una máquina de medición por coordenadas puede medir posiciones, perfiles y relaciones con puntos de referencia cuando la geometría de la pieza lo permite.
La inspección mediante máquina de coordenadas (CMM) resulta útil para piezas mecanizadas y rectificadas en las que las superficies deben alinearse con otros elementos. Es posible que no sea el único método necesario. La redondez, la rugosidad superficial y los orificios muy pequeños pueden requerir instrumentos o calibres específicos.
El comprador debe preguntar si el método de inspección se ajusta a la tolerancia. El método debe tener la resolución y la repetibilidad suficientes para cumplir los requisitos del plano.
¿Qué tipo de documentación deben solicitar los compradores?
Los compradores deben solicitar la documentación que se ajuste al riesgo asociado a cada pieza. En el caso de piezas sencillas, puede bastar con un informe de inspección dimensional. Para los componentes críticos, es posible que el paquete deba incluir la certificación del material, la confirmación de la dureza, los valores del acabado superficial, los informes de la máquina de medición por coordenadas (CMM), los datos de redondez o planitud y los registros de inspección específicos del proceso.
La solicitud debe ser clara en la fase de solicitud de presupuesto. Añadir documentación una vez iniciada la producción puede provocar retrasos si las mediciones necesarias no se han planificado o registrado.
La documentación debe indicar la característica medida, el valor nominal, la tolerancia, el resultado de la medición, el instrumento o método utilizado y la fecha de inspección. En el caso de las piezas críticas, también es importante la trazabilidad hasta el material y el nivel de revisión.
¿Cómo se deben verificar el acabado superficial, la planitud, la circularidad y la precisión del agujero?
El acabado de la superficie debe verificarse mediante un método adecuado al parámetro de rugosidad especificado. El aspecto visual por sí solo no es suficiente cuando la superficie influye en el ajuste, la fricción, el desgaste o la estanqueidad.
La planitud debe medirse de acuerdo con los requisitos del plano y el sistema de referencia. La redondez debe medirse como una condición geométrica, sin deducirla únicamente a partir de las comprobaciones del diámetro. La precisión del agujero puede requerir el uso de calibres de agujero, sistemas de medición neumáticos, sondas de máquinas de medición por coordenadas (CMM) u otros métodos adecuados al tamaño y la tolerancia del agujero.
El método de inspección debe elegirse antes de iniciar la producción. Si la característica es de difícil acceso o demasiado pequeña para las herramientas estándar, la viabilidad de la medición pasa a formar parte de la viabilidad de la fabricación.
Referencias necesarias: organismos de normalización, métodos de inspección y directrices del sector
Las decisiones relativas al rectificado de precisión suelen depender de las normas y de las prácticas de medición aceptadas. Entre los ámbitos relevantes se incluyen el dimensionamiento y las tolerancias geométricas, la medición de la textura superficial, la metrología dimensional y la calibración, tal y como se describe en las normas de la Instituto Nacional de Normas y Tecnología.
Los compradores no tienen por qué redactar un procedimiento de inspección completo para cada trabajo, pero sí deben definir qué es lo que hay que demostrar. Los organismos de normalización y las directrices institucionales ayudan a que el comprador y el proveedor se pongan de acuerdo sobre cómo se especifican y miden las características.
Cómo evaluar y elegir un proveedor de servicios de rectificado
La elección de un proveedor de servicios de rectificado CNC de precisión debe basarse en la adecuación a los requisitos de la pieza, y no en afirmaciones generales sobre su capacidad. La mejor opción para una pieza puede no serlo para otra.
La evaluación debe centrarse en la capacidad de tolerancia para la geometría real, la experiencia con los materiales, la capacidad de la máquina, el método de sujeción de piezas, la capacidad de inspección y la disciplina en la documentación.
La evaluación de los proveedores también debe incluir la adecuación del sistema de calidad y el control de las etapas especiales. Compruebe si el alcance de la certificación se ajusta al nivel de riesgo de la pieza, si los sistemas de medición están controlados y son repetibles, si los resultados del primer artículo pueden vincularse a los datos del plano y si cualquier tratamiento térmico o procesamiento externo se subcontrata bajo controles documentados. Una tolerancia declarada similar tiene poco valor si el presupuesto no indica cómo se fabricará y verificará la característica.
¿Qué debes comprobar antes de solicitar un presupuesto para un rectificado de precisión?
Antes de solicitar un presupuesto, comprueba que el plano especifique las dimensiones críticas, los puntos de referencia, el acabado superficial, el material, la dureza y la cantidad. Confirma qué elementos deben someterse a rectificado y cuáles pueden dejarse tal y como están, tras el fresado o el torneado.
Comprueba también si la pieza tiene margen de rectificado, si el tratamiento térmico se realiza antes o después del rectificado y si hay alguna superficie frágil o de difícil acceso. Si la pieza es un prototipo, indica si el diseño podría sufrir cambios. Si se prevé su producción posterior, indica los tamaños de lote previstos.
Una solicitud de presupuesto completa reduce las idas y venidas y ayuda a identificar los riesgos relacionados con la fabricabilidad antes de fijar el precio y el plazo de entrega.
Matriz de decisión: tolerancia, material, geometría, volumen, tamaño y requisitos de inspección
| Factor de decisión | Afección de menor riesgo | Afección de mayor riesgo |
|---|---|---|
| Tolerancia | Tolerancia moderada en una característica rígida | Tolerancia muy ajustada en elementos delgados, largos o flexibles |
| Material | Material conocido apto para la molienda y en buen estado | Material termosensible, duro, compuesto, cerámico o de composición poco definida |
| Geometría | Acceso abierto y soporte técnico estable | Orificios pequeños, rebordes, cortes interrumpidos, secciones frágiles |
| Volumen | La cantidad coincide con el método de configuración | El prototipo necesita precios de producción, o la producción necesita el proceso del prototipo |
| Talla | Se adapta a la capacidad habitual de las máquinas | Piezas muy pequeñas o conjuntos muy grandes |
| Inspección | Método y documentación claros | Acabado poco definido, términos “espejo” imprecisos, falta de claridad en los puntos de referencia |
Esta matriz ayuda a distinguir entre una característica que se puede procesar y una característica que se puede procesar y verificar. Ambas son necesarias para que un pedido se realice con éxito.
Señales de alerta: afirmaciones vagas sobre la tolerancia, falta de capacidad de inspección, afirmaciones sobre los materiales sin fundamento
Entre las señales de alerta se incluyen las afirmaciones sobre tolerancias sin relación con la geometría de la pieza, la falta de capacidad de inspección, los planos de sujeción poco claros, las afirmaciones sobre materiales sin fundamento y la falta de disposición a abordar los riesgos de sobrecalentamiento o quemaduras. Otra señal de alerta es considerar que todos los tipos de rectificado son intercambiables.
Un proveedor debe ser capaz de explicar si el rectificado de superficie, cilíndrico, sin centros, interno o en husillo es el más adecuado para la pieza. También debe poder identificar los riesgos, como por ejemplo cuando el rectificado sin centros no es adecuado para piezas complejas o cuando las dificultades del rectificado interno en orificios de diámetro pequeño pueden afectar a la viabilidad.
Tener límites claros es una buena señal. El rectificado de precisión requiere un control del proceso, y ese control comienza por saber qué puede salir mal.
Lista de comprobación para la solicitud de presupuesto: planos, archivos CAD, especificaciones de materiales, dureza, acabado, tolerancias, cantidad y plazos
Una solicitud de presupuesto bien elaborada para servicios de rectificado CNC de precisión debe incluir:
- Dibujo en 2D con tolerancias, puntos de referencia y nivel de revisión
- Archivo CAD, si está disponible
- Especificación de los materiales
- Condiciones de tratamiento térmico y dureza
- Superficies críticas que deben rectificarse
- Requisitos de acabado superficial
- Requisitos de planitud, redondez, diámetro interior y alineación
- Cantidad para prototipo, fase piloto y producción
- Documentación necesaria para la inspección
- Fecha de entrega obligatoria o restricción de calendario
- Cualquier necesidad relacionada con la manipulación, la limpieza o el embalaje
En principio, la decisión final es sencilla. Se debe recurrir al rectificado CNC cuando la pieza requiera un control final que el fresado o el torneado no puedan garantizar de forma fiable. Se debe evitar o replantearse el rectificado cuando la geometría impida el acceso, los puntos de referencia no estén claros, la inspección no sea posible o las tolerancias sean más estrictas de lo que requiere la función. Los mejores resultados se obtienen cuando el diseño, el proceso y la medición están coordinados antes de que comience la producción.
Preguntas frecuentes
¿Cuándo es necesario el rectificado CNC?
Los servicios de rectificado CNC de precisión suelen ser necesarios cuando el fresado o el torneado no permiten alcanzar la tolerancia final, el acabado superficial, la planitud, la redondez o la precisión del agujero de los componentes mecanizados. Se aplica habitualmente como proceso de acabado secundario una vez finalizadas las operaciones de mecanizado primarias en las piezas. Los ingenieros y los responsables de compras recurren a este proceso para corregir defectos dimensionales y superficiales que los métodos de corte estándar no pueden resolver de forma eficaz. Solo se utiliza en superficies funcionales críticas en las que la precisión y un rendimiento constante son esenciales para el montaje y el funcionamiento de la pieza.
¿Qué tolerancias puede alcanzar el rectificado CNC?
Las referencias de rectificado CNC publicadas incluyen ±0,00007″, ±0,0001″ y 0,0002″ en diferentes ejemplos facilitados por los proveedores para diversas aplicaciones industriales. Estas cifras publicadas no deben considerarse garantías de producción universales para todos los diseños de piezas y tipos de material. La tolerancia real que se puede alcanzar depende en gran medida del tipo de material, la geometría de la pieza, la configuración de la máquina, el estado del disco de rectificado, la regulación térmica y los métodos de inspección profesionales. Las piezas rígidas y sencillas suelen presentar tolerancias más ajustadas que los componentes delgados, complejos o sensibles al calor, que requieren un acabado de alta precisión en situaciones reales de fabricación.
¿Cuál es la diferencia entre el rectificado cilíndrico y el rectificado plano?
El rectificado cilíndrico da acabado a elementos con diámetro exterior o interior redondo, como ejes, muñones, pasadores y orificios de precisión para piezas industriales giratorias. El rectificado de superficies se centra exclusivamente en superficies estructurales planas, como placas base, caras de referencia, bloques de utillaje y áreas de contacto planas para su uso en el montaje. Da prioridad al control de la redondez y la concentricidad, mientras que el otro se centra en la precisión de la planitud y el paralelismo para garantizar la funcionalidad de los componentes. Muchas piezas mecánicas complejas requieren incluso ambos tipos de rectificado para cumplir todas las especificaciones dimensionales y geométricas de los planos, tanto en el caso de placas rectificadas de precisión como de componentes rotativos.
¿Qué materiales se suelen utilizar para el rectificado de precisión?
Entre los materiales analizados se incluyen metales ferrosos y no ferrosos, acero inoxidable, titanio, aleaciones especiales, cerámicas técnicas, plásticos y materiales compuestos, además de aceros endurecidos. Cada material reacciona de forma diferente al corte abrasivo, la generación de calor, la carga de la muela y el rendimiento del refrigerante durante el ciclo de rectificado. Los talleres deben ajustar la selección de muelas, los parámetros de procesamiento y las estrategias de control térmico para adaptarlos a las propiedades físicas de cada material. Una adecuada adaptación del material evita quemaduras superficiales, distorsiones dimensionales y una textura deficiente en los resultados del rectificado sin centros y en otros tipos de piezas rectificadas.
¿Cómo se puede mejorar la rugosidad de la superficie mediante el rectificado?
La rugosidad superficial puede mejorarse seleccionando el grano y el tipo de aglomerante adecuados para la muela abrasiva, y manteniendo unas rutinas adecuadas de rectificado de la muela a lo largo de los ciclos de producción. Los fabricantes también regulan la velocidad de avance del rectificado, la velocidad de rotación y suministran suficiente refrigerante para reducir la acumulación de calor en la superficie de la pieza de trabajo. Controlar las pasadas de rectificado y evitar una eliminación excesiva de material contribuye además a refinar la textura de la superficie y a eliminar las marcas de la herramienta, lo que permite obtener piezas metálicas rectificadas con un acabado de espejo. El plano siempre debe definir un requisito de acabado superficial cuantificable, en lugar de basarse únicamente en la apariencia visual subjetiva para evaluar la calidad.
¿Cuál es la diferencia entre fresar y rectificar?
El fresado y el torneado son procesos de mecanizado primarios muy eficaces que eliminan grandes cantidades de material para crear piezas con formas casi definitivas y geometrías complejas. El rectificado utiliza muelas abrasivas para eliminar partículas minúsculas de material, lo que proporciona una tolerancia dimensional más ajustada, un acabado superficial más liso y una mejor corrección geométrica que el fresado por sí solo. El fresado presenta dificultades a la hora de conseguir una planitud ultrafina, un acabado superficial endurecido y una redondez precisa en elementos críticos como cojinetes y orificios, aspectos en los que destaca el rectificado de precisión. El rectificado sirve como paso final de acabado de precisión para perfeccionar únicamente las superficies clave y fabricar piezas mecanizadas con CNC con un acabado superior, sin alterar la forma general de la pieza creada mediante fresado.