Los compradores quieren ranuras que sean rápidas de cortar, limpias de inspeccionar y lo suficientemente precisas para sellar o alinear a la primera, en metales, plásticos y materiales compuestos, sin que se rompan las herramientas ni se produzcan desechos. Una ranuradora moderna puede conseguirlo cuando se combina el proceso adecuado con la configuración correcta. Esta guía le guiará a través de las opciones más importantes, desde el ranurado CNC y el rectificado de ranuras hasta el láser, el ranurado en V y el ranurado de rodillos/tubos. Verá cómo seleccionar por material y tolerancia, cómo establecer los parámetros y el refrigerante y cómo planificar la inspección. También obtendrá contexto de mercado, métodos realistas de retorno de la inversión y listas de comprobación compactas que podrá utilizar en el taller.
Comenzamos con respuestas rápidas a las preguntas más habituales y, a continuación, pasamos a las especificaciones, los procesos y las directrices de DFM. Por el camino, encontrará consejos paso a paso, tablas sencillas para comparaciones críticas y una matriz de resolución de problemas. El objetivo es sencillo: ayudarle a elegir, ejecutar y mantener una solución de ranurado con confianza, de modo que reduzca el tiempo de ciclo, mejore el acabado superficial y evite el fallo de la herramienta.
Lo esencial de las ranuradoras: respuestas rápidas y principales conclusiones
Qué hace una ranuradora y dónde se utiliza
Una ranuradora corta un canal estrecho o un rebaje en una pieza. El ranurado, en mecanizado, es el acto de eliminar material para que quede un canal; ¿qué significa ranurado? Significa que la pieza tiene ahora una ranura o rebaje definido que cumple una función. Entre las funciones más comunes se incluyen las ranuras de juntas tóricas para juntas, las ranuras de anillos de retención para anillos de retención, los alivios de roscas, los rebajes, las ranuras frontales para asientos y las ranuras en V para el doblado controlado de paneles de chapa. También hay ranuras en rollo o en tubo para juntas mecánicas en tuberías de calefacción, ventilación y aire acondicionado y de protección contra incendios.
Puede realizar el ranurado en tornos CNC con herramientas de ranurado específicas, en rectificadoras para trabajos endurecidos en los que el acabado superficial y la tolerancia son fundamentales, en plataformas láser para canales de nivel micrométrico en electrónica y energía solar, en máquinas de ranurado en V para paneles arquitectónicos y en ranuradoras de rodillos para sistemas de tuberías. En resumen, el ranurado y el acanalado de metales son tareas muy amplias, pero la elección del proceso depende del material, el tamaño y el acabado que se necesite.
Opciones del proceso básico que conocerá en esta guía:
- Ranurado CNC (Torneado CNC/herramientas de separación)
- Rectificado de ranuras (rectificado abrasivo para formar ranuras en piezas templadas)
- Ranurado por láser (láser de fibra o CO₂ para canales finos sin contacto)
- Ranurado en V (paneles de chapa fina para curvas cerradas y limpias)
- Ranurado de rollos/tubos (formación de una ranura alrededor del diámetro exterior del tubo para acoplamientos mecánicos)
Instantánea del mercado y estadísticas clave
El mercado de las ranuradoras sigue creciendo porque la demanda de mecanizado de precisión aumenta en los sectores de electrónica, automoción y aeroespacial. Las cifras que figuran a continuación resumen lo que los compradores deben saber ahora.
Instantánea del mercado mundial de máquinas ranuradoras:.
- Tamaño del mercado mundial en 2023: ~$372,2M
- Rango de previsión 2030-2034: ~$442,6-566,4M
- CAGR implícita (2024-2034): ~3,9-7%
- Líderes regionales: Norteamérica, Europa, Asia Oriental (China, Japón)
- Factores impulsores: tolerancias más estrictas, mayor rendimiento, mejor calidad superficial, automatización
Mapa de decisiones rápidas
- ¿Necesita canales a escala micrométrica en obleas, placas de circuito impreso o sustratos frágiles? Elija el ranurado por láser.
- ¿Necesita ranuras externas/internas flexibles o ranuras frontales en metales? Elija el ranurado CNC en un torno.
- ¿Necesita un acabado más ajustado en aceros templados o superaleaciones? Elija el rectificado de ranuras.
- ¿Necesita curvas precisas en paneles de chapa? Elija el ranurado en V.
- ¿Necesita uniones mecánicas rápidas en tuberías? Elija el ranurado de rollos/tuberías.
Lo más importante para los compradores
- Concéntrese en la rigidez de la máquina, el control del voladizo de la herramienta, la geometría del rompevirutas y la dirección del refrigerante.
- Añada automatización y supervisión para estabilizar el tiempo de ciclo y prolongar la vida útil de las herramientas.
- Defina la inspección, los puntos de referencia y la rugosidad de la superficie con antelación para que el diseño para la fabricación esté claro.
Cómo elegir la ranuradora adecuada
Marco de selección paso a paso
- Defina su pieza: material (acero, inoxidable, aluminio, composite, sustratos quebradizos), perfil de la ranura (anchura, profundidad, radio), tolerancia, rugosidad superficial (Ra) y límites de bordes y rebabas.
- Dimensione su rendimiento: tamaño de lote, objetivo de tiempo de ciclo, frecuencia de cambio y objetivos de tiempo de actividad.
- Empareja el proceso:
- Ranurado de torneado CNC para ranuras flexibles de diámetro exterior e interior y de cara en metales.
- Rectificado de ranuras para caras de estanquidad endurecidas o de alta precisión.
- Ranurado por láser para microfotografías, capas finas y materiales sensibles al calor o quebradizos.
- Ranurado en V para precisión de plegado en chapa/placa.
- Ranurado de rollos/tubos para juntas de tuberías.
- Evaluar los sistemas de control y automatización: Funciones de control CNC, palpado, supervisión de la vida útil de la herramienta, avances adaptativos y controles de refrigerante.
- Comprobar el entorno de trabajo y la fijación: límites del tamaño de la pieza, acceso a las ranuras internas y sujeción segura.
- Confirmar el ecosistema de herramientas: plaquitas de metal duro, rompevirutas, revestimientos PVD/CVD, rigidez del soporte y suministro local.
- Validar la ruta de inspección: Acceso de inspección MMC, calibres de perfil, sistemas de visión y muestreo SPC.
Consejo profesional: Si desea asistencia experta en ranurado CNC y mecanizado de piezas de precisión, U-Need es un socio de fabricación fiable. Se especializan en el mecanizado CNC, la producción de piezas a medida, y el corte de ranuras de alta precisión a través de metales y plásticos de ingeniería. Asociarse con un proveedor como U-Need puede ayudarle a pasar del diseño a la producción más rápidamente, verificando las trayectorias de las herramientas, optimizando los parámetros del proceso y garantizando que las piezas acabadas cumplan sus requisitos de tolerancia y superficie desde el primer día.
Comparación de especificaciones esenciales
Comparación de la capacidad del proceso (rangos típicos; verificar con los proveedores):
- Ranurado CNC: Anchura de ranurado ~0,5-10 mm; profundidad hasta ~2-6× anchura; precisión posicional ±0,02-0,05 mm; rugosidad superficial ~Ra 0,8-3,2 µm (las estrategias de acabado pueden mejorar).
- Rectificado de ranuras: Anchura ~0,3-20 mm; control de profundidad muy ajustado; precisión ±0,005-0,02 mm; rugosidad superficial ~Ra 0,1-0,6 µm.
- Ranurado por láser: Anchura de micras a sub-mm; poca a media profundidad; precisión ±0,002-0,02 mm dependiendo de la configuración; rebabas mínimas.
- Ranurado en V: Profundidad en V según el diseño del radio de curvatura; la precisión del panel depende del calibre trasero y de la geometría de la herramienta.
- Ranurado en rollo/tubo: Tamaño de la ranura según la norma del tubo; se da prioridad a la velocidad sobre el acabado.
Características de las máquinas para comparar
- Potencia/par del husillo (para CNC), rigidez, límites del voladizo de la herramienta.
- Método de suministro de refrigerante (estándar/alta presión), ayudas para la evacuación de virutas.
- Opciones de palpado/inspección, automatización (alimentador de barras, pórtico, recogedor de piezas).
¿Qué es mejor: ¿ranuradora CNC o manual?
Las ranuradoras manuales son baratas y adecuadas para trabajos sencillos de bajo volumen en los que las tolerancias son abiertas y las configuraciones varían. Una ranuradora CNC es la mejor opción cuando se necesita repetibilidad, tolerancias más estrictas, formas de ranura complejas o producción ininterrumpida. Si realiza volúmenes medios con familias de piezas repetidas, una configuración semiautomática puede salvar las distancias con avances constantes y menos pasos manuales.
Lista de comprobación para la compra
- Compruebe que los tamaños de las plaquitas y los revestimientos están disponibles localmente.
- Confirme los acuerdos de nivel de servicio, los plazos de entrega de las piezas de repuesto y el plan de formación.
- No subestime la rigidez o la presión del refrigerante para ranuras profundas/estrechas.
- Confirme la compatibilidad del software/post y el flujo de trabajo DNC.
- Pruebe un puñado de piezas para comprobar el control de virutas y el acabado antes de escalar.
- Planificar la metrología: calibres, recorridos de la MMC y estrategia de referencia.
Tipos y procesos que puede ejecutar
Torneado y tronzado CNC de ranuras
El torneado CNC es el método más común para el trabajo de ranurado en metales. Se monta una plaquita de ranurado en un soporte rígido y se programan ranuras radiales (OD), axiales (cara) o internas. Las ranuras para juntas tóricas externas e internas y las ranuras para anillos de retención son estándar. Los alivios de rosca y los rebajes reducen la tensión y facilitan el montaje. Para ranuras profundas o estrechas, los ciclos de picoteo ayudan a romper las virutas y a eliminar los residuos. Utilice la inclinación positiva cuando sea necesario para reducir las fuerzas de corte y el filo acumulado en materiales gomosos. Para el tronzado (un caso especial de ranurado), un avance estable y un rompevirutas correcto evitan las vibraciones y las roturas.
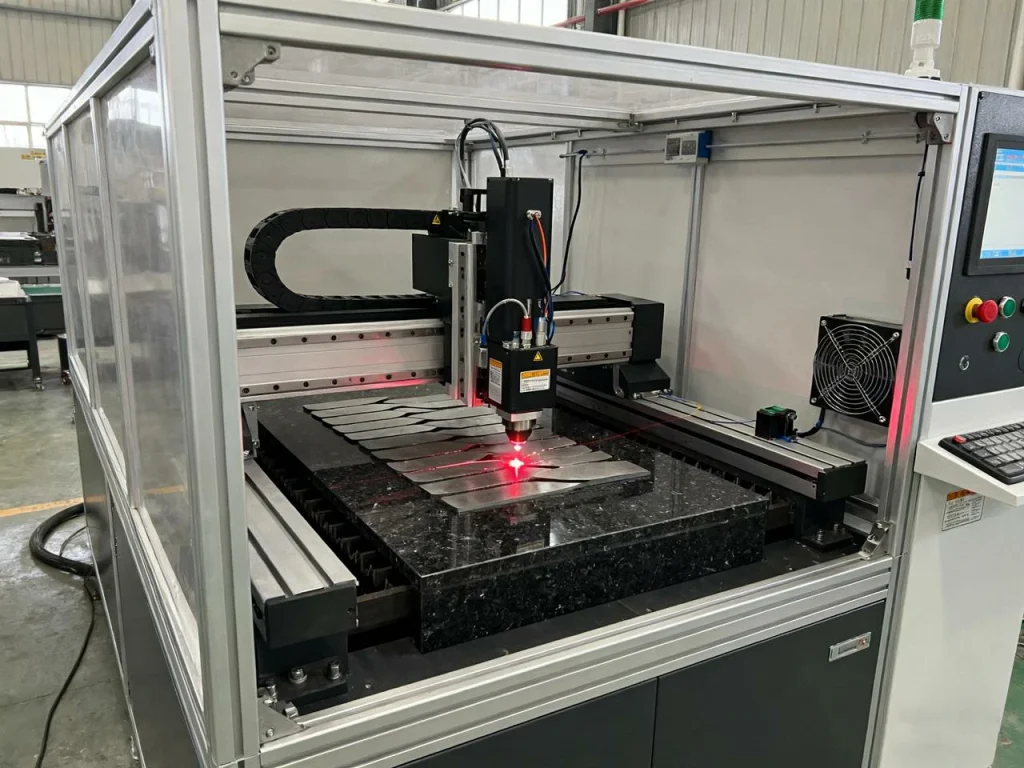
Ranurado por láser (fibra/CO₂) para electrónica y solar
El ranurado por láser se realiza sin contacto. Destaca en canales de nivel micrométrico, líneas de paso estrechas y sustratos frágiles o recubiertos. Ofrece zonas afectadas por el calor muy pequeñas y baja formación de rebabas. Esto resulta útil cuando se trabaja con obleas, películas finas o capas de PCB. Si trabaja con microcanales de gran volumen, el láser puede ofrecer un alto rendimiento y uniformidad. También son útiles cuando una herramienta mecánica rompería o arrancaría material frágil.
Rectificado de ranuras para aceros templados/superaleaciones
¿Qué es una ranura de rectificado? Es una ranura formada por una muela abrasiva en lugar de una plaquita de corte. El rectificado de ranuras ofrece una geometría ajustada, baja excentricidad y un acabado superficial superior en aceros endurecidos y superaleaciones. Es más lento que el torneado, pero mantiene el calor bajo control y los bordes nítidos. Muchos talleres tornean primero la ranura en bruto y después rectifican hasta el tamaño y acabado finales en superficies de sellado críticas. Si la rugosidad superficial debe ser inferior a Ra 0,4 µm, el rectificado suele ser la ruta más segura.
¿Cuáles son los cuatro tipos de rectificadoras de superficies? Como referencia, las rectificadoras de superficies suelen agruparse por orientación del husillo y movimiento de la mesa:
- Husillo horizontal, mesa alternativa
- Husillo horizontal, mesa giratoria
- Husillo vertical, mesa alternativa
- Husillo vertical, mesa giratoria Para las ranuras, se utiliza una muela de forma o una muela perfilada en amoladoras adecuadas para adaptarse a la geometría de la ranura.
Ranurado en V, ranurado en rollo/tubo Descripción general
Una ranuradora en V marca un canal controlado en forma de V en chapa o placa para que se doble limpiamente con un radio exterior ajustado. Esto es habitual en metales arquitectónicos, señalización y ebanistería cuando se necesitan esquinas afiladas o curvas finas y uniformes.
Una ranuradora de rodillos, también llamada máquina ranuradora de tubos, forma una ranura circunferencial alrededor del diámetro exterior de un tubo. Esto permite que los acoplamientos mecánicos se agarren y sellen rápidamente. Acelera la instalación en HVAC y protección contra incendios en comparación con el roscado o la soldadura, especialmente en diámetros grandes.

Herramientas, parámetros y control de calidad
Geometría de las plaquitas, revestimientos y soportes
Las plaquitas de ranurado están disponibles en formatos estrecho, medio y ancho completo. Las plaquitas estrechas minimizan las fuerzas de corte y son adecuadas para características pequeñas; las plaquitas de anchura completa pueden estabilizar las paredes laterales y controlar la profundidad más rápidamente. Muchos talleres utilizan diseños de doble filo o envolventes para llegar a espacios reducidos o reducir el coste por filo. Adapte la geometría al material: filo más afilado con desprendimiento positivo para metales blandos o gomosos; filo más fuerte con desprendimiento bruñido o negativo para aceros duros.
Los recubrimientos importan. Los recubrimientos de PVD ayudan a interrumpir los cortes y reducen la acumulación de bordes en acero inoxidable y aluminio (con caras superiores pulidas en el caso del aluminio). Los recubrimientos CVD pueden mejorar la vida útil de los aceros a altas temperaturas. Combine siempre el revestimiento y el rompevirutas con el material objetivo y el plan de refrigerante.
Los portaherramientas deben ser rígidos y cortos. Minimizar el voladizo de la herramienta. El sistema de sujeción debe mantener la plaquita asentada bajo cargas laterales sin micromovimientos. Unos pocos milímetros de saliente adicional pueden marcar la diferencia entre una ranura limpia y una vibración.
Control de virutas y estrategia de refrigeración
El control de la viruta es el factor número uno para el tiempo de funcionamiento en el ranurado. Elija rompevirutas adaptados a su material: el acero inoxidable necesita una fuerte curvatura de la viruta para evitar la formación de nidos de pájaros; el aluminio necesita un flujo suave para evitar la formación de bordes; el acero con bajo contenido en carbono necesita una segmentación uniforme de la viruta. Para ranuras profundas o estrechas, los ciclos de picoteo y las pequeñas pausas ayudan a fracturar las virutas.
El refrigerante debe llegar a la zona de corte. El refrigerante dirigido o de alta presión mantiene la ranura despejada, enfría el filo y reduce el desgaste de la muesca en la entrada/salida. Si las virutas se recortan dentro de la ranura, el acabado aumentará y los bordes se astillarán. La mayoría de los talleres ven una mejora visible en el acabado cuando mejoran la dirección o la presión del refrigerante.
Amortiguación de vibraciones y optimización del acabado superficial
Si el acabado es deficiente, compruebe primero la rigidez. Acorte la herramienta. Utilice una barra amortiguada para las ranuras internas. Añada un casquillo de apoyo cuando sea posible. Busque una velocidad de husillo "ideal" en la que la configuración sea estable. Ajustar el avance para mantener el espesor de la viruta; un avance demasiado ligero puede rozar y endurecer el acero inoxidable. Para los objetivos de rugosidad superficial, planificar una o dos pasadas de acabado con una plaquita de acabado afilada y refrigerante limpio.
La supervisión durante el proceso permite controlar la carga del husillo y el desgaste de la herramienta. Un sencillo contador de vida útil de la herramienta con recuento de piezas ayuda a planificar los cambios de plaquitas antes de que se desafilen los bordes y aumente la Ra. Documente la velocidad, el avance y la sincronización del picoteo para evitar que se rompan las virutas. Los pequeños cambios en el avance por revolución suelen marcar grandes diferencias.
¿Qué acabado superficial puede esperarse del ranurado?
El acabado depende del proceso, el material y la configuración de la herramienta. El rectificado de ranuras suele proporcionar el mejor Ra, seguido del láser en características finas y, a continuación, el ranurado CNC. Se puede mejorar el acabado de una ranura de torneado con plaquitas afiladas, una pasada de acabado dedicada, un amarre estable y una buena dirección del refrigerante. Si una cara de sellado debe estar casi como un espejo, añada una pasada de rectificado.
Instalación, funcionamiento y mantenimiento
Sujeción, alineación y preparación de la máquina
Utilice esta sencilla lista de comprobación:
- Elija mordazas o pinzas que ofrezcan un agarre estable sin distorsión.
- Compruebe la concentricidad y la alineación axial; elija las características del punto de referencia que coincidan con su dibujo.
- Ajustar la altura del centro de la herramienta y verificar la proyección de la plaquita.
- Toque fuera de las herramientas, sonda si está disponible, y verificar las compensaciones.
- Funcionamiento en seco con una ruta de paso segura para confirmar los movimientos de entrada y salida.
Pasos operativos y mejores prácticas
- Desbaste, luego acabado: elimine la mayor parte del material con una plaquita más dura y, a continuación, acabe con una afilada.
- Utilice el picoteo para ranuras profundas o estrechas para despejar virutas.
- Entrada y salida con rampas lisas para reducir el desgaste de las muescas y las rebabas.
- Mantenga un medidor de avance/retroceso o un medidor de perfil junto a la máquina para realizar comprobaciones rápidas.
- Registre las velocidades reales, los avances y la presión del refrigerante que produjeron una buena pieza.
Mantenimiento preventivo y calibración
- Compruebe el estado del refrigerante (concentración, pH) y sustituya los filtros según lo previsto.
- Inspeccione los niveles de lubricación de las vías y verifique que las vías de lubricación estén despejadas.
- Controle el estado del husillo, escuche los ruidos y controle el calor.
- Verificar la precisión y la repetibilidad de la indexación de la torreta.
- Realice comprobaciones geométricas periódicas (alineación del husillo con la torreta, precisión de la palpación).
- Inspeccione los portaherramientas y los asientos en busca de muescas que puedan provocar el movimiento de la plaquita.
Matriz de resolución de problemas
Solución de problemas de ranurado de un vistazo
- Síntoma: rotura de la herramienta
- Causas probables: Voladizo excesivo, geometría de plaquita incorrecta, empaquetamiento de viruta, entrada agresiva.
- Acciones: Acortar la proyección, cambiar a una geometría más fuerte o a un inserto más ancho, añadir picoteo, mejorar la dirección del refrigerante, suavizar la rampa de entrada.
- Síntoma: Acabado superficial deficiente
- Causas probables: Vibración, plaquita desafilada, virutas recortadas, avance/velocidad erróneos.
- Acciones: Aumentar la rigidez, cambiar a plaquita de acabado, aumentar la presión del refrigerante, ajustar el avance para mantener el espesor de viruta, añadir pasada de acabado.
- Síntoma: Fichas de nido de pájaro
- Causas probables: Rompevirutas débil, poco avance, material gomoso.
- Acciones: Elegir un rompedor más fuerte, aumentar ligeramente el pienso, usar picoteo, usar macro rompevirutas si se dispone de él.
- Síntoma: rebabas en la entrada/salida
- Causas probables: Desgaste de la muesca, entrada brusca, corte en seco en metales difíciles de mecanizar.
- Acciones: Añadir radio de entrada/salida, aumentar el refrigerante en la punta de la herramienta, reducir la velocidad en la salida, cambiar a una preparación de filo más dura.

Diseño para la fabricación de ranuras
Directrices para la geometría de las ranuras
Si se encuentra en las primeras fases del diseño, algunas reglas le ahorrarán tiempo más adelante. Evite las esquinas internas de radio cero; añada un radio pequeño que se ajuste a los radios disponibles de la nariz de la plaquita. Mantenga la anchura y profundidad de la ranura dentro del alcance de la plaquita; las relaciones de aspecto extremas son difíciles de evacuar. Prever una holgura de entrada/salida para la trayectoria de la herramienta. Si se desbarba la ranura, asegúrese de que hay acceso para un cepillo o material.
Notas específicas del material (acero, inoxidable, aluminio, endurecido)
- Acero al carbono: Estable y predecible; combina con rompevirutas para mantener las virutas cortas. Los revestimientos estándar funcionan bien.
- Inoxidable: Cuidado con el endurecimiento por deformación. Utilice un control de viruta agresivo, un avance constante y bordes afilados para evitar el roce. La dirección del refrigerante es importante.
- Aluminio: Evitar la formación de bordes (BUE) con plaquitas afiladas y pulidas. En seco o nebulizado, si el flujo de viruta es limpio, pero cuidado con las adherencias.
- Acero templado y superaleaciones: Considerar el rectificado de ranuras o utilizar plaquitas recubiertas con pasadas ligeras y control cuidadoso del calor.
Tolerancia, inspección y planificación SPC
Planifique la inspección antes de cortar las virutas. Defina las dimensiones críticas, los puntos de referencia y cómo se medirán las ranuras. Utilice la inspección en MMC para perfiles complejos o sistemas de visión para características finas. Para las comprobaciones diarias, las galgas "go/no-go" y los pasadores de perfil son rápidos y fiables. Utilice el muestreo SPC para determinar la tendencia de la anchura, profundidad y posición de la ranura; las pequeñas desviaciones suelen advertirle del desgaste de la plaquita o de la desviación de la configuración.
¿Hasta qué punto pueden mecanizarse ranuras estrechas o profundas?
Esto depende de la rigidez de la máquina, el voladizo del soporte, la disponibilidad de la plaquita y la evacuación de la viruta. Para relaciones de aspecto extremas, aumentan el tiempo de ciclo y el riesgo de desechos. Valídelo con pruebas cortas y considere la electroerosión o el láser cuando la ranura sea muy estrecha o delicada.
Aplicaciones industriales y casos prácticos
Automoción e hidráulica/neumática
Las ranuras de sellado y las ranuras para juntas tóricas mantienen los sistemas estancos y seguros. En las piezas hidráulicas y neumáticas, una ranura de junta tórica limpia y precisa reduce las fugas y el ruido. Combinando el rompevirutas adecuado con el refrigerante adecuado, muchos talleres reducen la chatarra, prolongan la vida útil de las herramientas y mantienen constante el tiempo productivo de estas piezas.
Componentes aeroespaciales y de precisión
Las aleaciones de alta temperatura y las tolerancias estrechas empujan a muchas ranuras a un flujo de giro y rectificado. El rectificado establece el perfil final y la rugosidad superficial de las caras de sellado. El seguimiento del desgaste de la herramienta y las comprobaciones durante el proceso ayudan a evitar sorpresas de última hora.
Electrónica, semiconductores y energía solar
Las ranuras láser hacen microcanales con un daño mínimo a las características cercanas. En el caso de películas finas o capas frágiles, el mecanizado sin contacto limita las grietas y rebabas. En líneas de gran volumen, la combinación del ranurado por láser con la inspección visual aumenta el rendimiento.
Construcción, MEP y chapa metálica
El ranurado de rollos o tubos acelera la instalación con acoplamientos mecánicos, especialmente en diámetros grandes. El ranurado en V en paneles de chapa proporciona curvas precisas y esquinas limpias en trabajos arquitectónicos en los que el aspecto y el ajuste son importantes.
Perspectivas del mercado, automatización y rentabilidad
Crecimiento y dinámica regional
El mercado de las ranuradoras registra un crecimiento constante, apoyado por el cambio hacia un mecanizado preciso y automatizado. La demanda se concentra en Norteamérica, Europa y Asia Oriental (China y Japón), donde los fabricantes adoptan controles CNC, inspección durante el proceso y sistemas de refrigeración más limpios.
Panorama del mercado (cifras redondeadas)
| 2023 mercado mundial | ~$372.2M |
| Previsión 2030-2034 | ~$442.6-566.4M |
| CAGR estimada 2024-2034: | ~3.9-7% |
| Principales adoptantes | Electrónica, automoción, aeroespacial y maquinaria industrial |
Automatización, CNC y control de procesos mediante IA
La automatización no es sólo cuestión de robots. La supervisión de la vida útil de la herramienta y el control de avance adaptativo reducen los fallos de la herramienta y hacen que el tiempo de ciclo sea predecible. La inspección asistida por visión y el palpado en máquina reducen el tiempo de preparación y detectan las desviaciones con antelación. Las plataformas híbridas que pueden tornear y después rectificar en una sola línea están creciendo porque reducen la manipulación y mantienen las características alineadas. Los sistemas de refrigeración inteligentes, incluido el suministro de alta presión, también aumentan la uniformidad y ayudan a controlar las virutas.

Modelo de costes y amortización
Una vista sencilla del ROI le ayuda a presentar un caso claro a la dirección. Necesita unos pocos datos: tiempo de ciclo por pieza, tasa de desechos, coste de la herramienta por pieza, mano de obra por hora y tiempo de actividad de la máquina. A continuación, puede calcular la rentabilidad a partir del tiempo ahorrado y la reducción de piezas desechadas.
Ejemplo de entradas ROI (a título ilustrativo)
- Tiempo de ciclo actual: 4,0 min; con la nueva configuración: 3,2 min
- Tasa de mano de obra por hora: $40; carga de máquina: $60/hora
- Tasa de chatarra: 3%; mejorado a: 1%
- Coste de la herramienta por pieza: $0,45; mejorado a: $0,35
- Volumen mensual: 12.000 piezas
Cómo calcular:
- Tiempo ahorrado por pieza = 0,8 min
- Coste horario ahorrado = (0,8/60) × (mano de obra+carga)
- Ahorro de rechazo = (reducción de rechazo) × (piezas) × (coste de la pieza)
- Ahorro en herramientas = volumen × reducción del coste de la herramienta
- Periodo de amortización = coste de la máquina / ahorro mensual
Incluso una modesta reducción del tiempo de ciclo y de los desechos puede amortizar la mejora del ranurado en meses, no en años, si el volumen es constante.
¿Cuándo supera el ranurado láser al ranurado CNC?
El láser gana cuando se necesita precisión a escala micrométrica, materiales finos o quebradizos, bordes limpios con rebabas mínimas o pasadas muy rápidas y sin contacto. Según NISTLas normas de rectificado de precisión son fundamentales para garantizar tolerancias uniformes en las industrias de fabricación avanzada. El torneado CNC se impone para ranuras más profundas en metales, geometría flexible y cuando las herramientas están disponibles y son de bajo coste.
Cumplimiento, abastecimiento y próximos pasos
Certificaciones y seguridad
Cuando compare máquinas, compruebe el marcado CE cuando sea necesario y los sistemas de calidad y medio ambiente de la fábrica, como ISO 9001 e ISO 14001. En cuanto a la seguridad en el taller, confirme la existencia de protecciones, enclavamientos y manipulación del refrigerante adecuados. Forme a los operarios en la protección de ojos y manos, la manipulación segura de virutas y las normas de exposición al refrigerante. Si trabaja con láser, añada controles en el recinto, gafas adecuadas, extracción de humos y señalización clara. Si trabaja con rectificadoras, incluya procedimientos de control del polvo e inspección de las muelas.
Aprovisionamiento global y evaluación de proveedores
Una puntuación estructurada de los proveedores le ayuda a evitar sorpresas:
- Acuerdos de nivel de servicio y tiempo de respuesta
- Asistencia local, stock de piezas de repuesto y diagnóstico remoto
- Calidad de la formación y documentación
- Política de soporte y actualización de software
- Auditorías de fábrica, pruebas de funcionamiento y cortes de prueba de sus piezas
- Duración y cobertura de la garantía
¿Cuánto cuesta una ranuradora?
- Manual: nivel básico. Adecuada para trabajos sencillos y de poco volumen; precio más bajo, mano de obra más alta.
- CNC: medio a alto. El mejor equilibrio entre precisión, flexibilidad y automatización.
- Láser y rectificado: premium. Se utiliza cuando se necesitan microfotografías o acabados y tolerancias de primer nivel. Valide siempre el coste total de propiedad (TCO) frente al ROI, no solo el precio de compra.
Tabla comparativa de especificaciones (CNC vs. láser vs. rectificado vs. V/rodillo/tubo)
Comparación rápida por caso de uso:
- Ranuradora CNC: La mejor para ranuras de metal OD/ID, ranuras de cara y separación; buena precisión; buen rendimiento; amplio ecosistema de herramientas.
- Ranurado por láser: Lo mejor para microcanales y materiales finos/frágiles; máxima precisión en características pequeñas; rebabas mínimas; alta velocidad para trabajos finos.
- Rectificado de ranuras: Mejor para materiales endurecidos y superficies de sellado; mejor acabado superficial y tolerancia; tiempo de ciclo más lento.
- Máquina de ranurado en V: Lo mejor para la precisión de plegado de chapa; esquinas afiladas y líneas limpias; mejora la consistencia del plegado.
- Máquina ranuradora de rollos/tubos: La mejor para uniones rápidas de tubos; alta velocidad; perfiles de ranura estándar para acoplamientos.
Flujograma de decisiones
- ¿Se trata de un panel de chapa que debe doblarse bruscamente? Elija el ranurado en V.
- ¿Es una tubería que necesita una ranura de acoplamiento? Elija el ranurado de rollo/tubo.
- ¿Se trata de una pieza metálica con ranuras OD/ID o ranuras frontales?
- Si materiales estándar y acabado medio: Ranurado CNC.
- Si está endurecido o la cara de sellado con Ra ≤ 0,4 µm: rectificado de ranuras.
- ¿Se trata de un sustrato delgado o quebradizo con microcaracterísticas? Elija el ranurado por láser.
Lista de comprobación
- Sujete firmemente con mordazas/colmillos; verifique la concentricidad.
- Ajustar la altura del centro de la herramienta; minimizar el voladizo.
- Alinear los inyectores de refrigerante; comprobar la presión.
- Desplazamientos de la sonda; realice una marcha en seco segura.
- Verificar los calibres y el plan de inspección.
Matriz de resolución de problemas (tabla resumen repetida para un acceso rápido)
- Rotura de la herramienta: reducir el voladizo; cambiar la geometría; añadir picoteo; dirigir el refrigerante.
- Acabado deficiente: estabilizar la preparación; utilizar una plaquita de acabado; ajustar el avance/velocidad; añadir una pasada de acabado.
- Rompevirutas: rompevirutas más fuerte; levanta pienso; picotea; rompevirutas macro.
- Rebabas: rampa entrada/salida; aumentar refrigerante; reducir velocidad salida; filo más duro.
Hoja de trucos para perfiles de geometría de ranura
- Añada radios a las esquinas; evite las esquinas internas afiladas.
- Mantenga las relaciones de aspecto al alcance de la inserción.
- Proporcionar espacio libre de entrada/salida de herramientas.
- Planificar el acceso al desbarbado.
¿Qué es el ranurado en el mecanizado? Un resumen en lenguaje sencillo
El ranurado en el mecanizado es el proceso de cortar un canal estrecho o un rebaje en una pieza con fines como el sellado, el ensamblaje o la reducción de peso. El proceso de ranurado puede realizarse mediante torneado CNC, rectificado, láser, ranurado en V o ranurado por rodillo, en función de la pieza. El objetivo del ranurado es crear características funcionales, como la ranura de una junta tórica que sujeta una junta o la ranura de un anillo elástico que retiene un rodamiento. En muchos talleres, el torneado cnc es la forma más flexible de añadir ranuras en metales porque admite ranuras externas, internas y frontales con herramientas estándar. Cuando alguien dice que una pieza está ranurada, quiere decir que la pieza tiene uno o más canales cortados para realizar un trabajo específico.
Consejos finales antes de comprar o cortar
- Empiece pensando en el fin: tolerancia, rugosidad superficial y método de inspección.
- Elija el proceso más sencillo que satisfaga el acabado y la tolerancia. Mantenga los cambios y las herramientas comunes en todas las familias de piezas.
- Anote una receta estable: geometría de la plaquita, revestimiento, velocidad, avance y presión del refrigerante. Los pequeños cambios de receta son más fáciles de controlar que los grandes.
- Realice un seguimiento de la vida útil de la herramienta con sencillos recuentos y ajústela antes de que falle. Los desechos de una plaquita rota cuestan más que un cambio planificado.
Preguntas frecuentes
Una ranuradora es una herramienta o configuración utilizada para cortar canales, o ranuras, en una pieza de trabajo. Estas ranuras tienen muchas finalidades: mantener juntas o juntas tóricas, dar forma a piezas para el montaje o añadir características funcionales o decorativas. Los tipos más comunes incluyen tornos CNC con herramientas de ranurado, rectificadoras de ranuras para el acabado de metales, máquinas de ranurado en V para chapas, sistemas de ranurado láser para tareas de alta precisión y ranuradoras de rodillos para tuberías. Cada tipo de máquina permite ranurar diferentes anchuras, profundidades y perfiles, y utiliza una tecnología que garantiza la precisión, la uniformidad y la eficacia. La ranuradora adecuada puede mejorar la productividad, reducir el desperdicio de material y manipular materiales difíciles con los que las herramientas estándar tienen dificultades. En resumen, las ranuradoras son versátiles y ayudan a los fabricantes a crear características precisas y repetibles, al tiempo que agilizan el proceso de producción.
El rectificado de ranuras es un proceso utilizado para crear ranuras realmente precisas en materiales difíciles de cortar con herramientas normales. En lugar del corte tradicional, se basa en una muela abrasiva para eliminar lentamente el material, lo que permite alcanzar tolerancias extremadamente estrechas y lograr un acabado superficial muy suave. Esto lo hace ideal para piezas en las que la precisión es crítica, como caras de sellado, asientos de cojinetes o componentes que deben encajar perfectamente. El rectificado de ranuras funciona en materiales duros como el acero endurecido, las superaleaciones y otros metales difíciles que supondrían un reto para el mecanizado normal. El proceso no sólo garantiza que las dimensiones de las ranuras sean exactas, sino que también mejora la calidad de la superficie, lo que ayuda a que las piezas duren más y funcionen de forma fiable. En resumen, cuando necesite ranuras precisas, suaves y duraderas, el rectificado de ranuras es la técnica que necesita.
Cuando corte ranuras en acero inoxidable, el control de las virutas es clave porque este material tiende a formar virutas largas y fibrosas que pueden obstruir la ranura o dañar la herramienta. Empiece por utilizar un rompevirutas robusto diseñado para acero inoxidable, ya que ayuda a romper las virutas en trozos más pequeños y manejables. Mantenga una velocidad de avance constante: si es demasiado lenta, la herramienta roza en lugar de cortar, generando calor y un mal acabado superficial; si es demasiado rápida, la herramienta puede clavarse o desviarse. Para ranuras más profundas, considere la posibilidad de utilizar una técnica de picoteo, en la que la herramienta se retrae periódicamente para eliminar virutas y reducir el calor. Y no escatime en refrigerante: el refrigerante a alta presión dirigido directamente a la zona de corte elimina las virutas, mantiene la herramienta fría y mejora el acabado superficial. Con la combinación adecuada de geometría de la herramienta, estrategia de avance y refrigerante, puede mantener las ranuras limpias, precisas y libres de problemas relacionados con las virutas, incluso en las aleaciones de acero inoxidable más resistentes.
Por supuesto, puede utilizar un láser para ranurar materiales como el aluminio o el cobre, y funciona especialmente bien para capas finas o canales pequeños y precisos. Una de las principales ventajas es que los láseres son sin contacto, por lo que la herramienta no toca físicamente la pieza de trabajo, lo que reduce las posibilidades de rebabas o distorsión mecánica. Dicho esto, hay que tener en cuenta algunas cosas. Tanto el aluminio como el cobre son muy reflectantes, por lo que deberá seleccionar el tipo de láser y la longitud de onda adecuados para transferir la energía al material de forma eficaz. Los recubrimientos superficiales pueden ayudar a mejorar la absorción si es necesario. La seguridad también es fundamental: utilice siempre la protección adecuada y siga los protocolos de seguridad láser para evitar riesgos para los ojos o la piel. Cuando se configura correctamente, el ranurado por láser ofrece cortes rápidos, limpios y precisos, por lo que es una opción excelente para patrones intrincados o metales delicados en los que el ranurado mecánico tradicional podría tener problemas.
El ranurado en V es una forma inteligente de hacer que los paneles metálicos o compuestos se doblen exactamente donde usted desea. Al cortar una ranura en forma de V en la parte posterior de un panel, se retira el material suficiente para que, al doblarlo, se pliegue limpiamente a lo largo de esa línea. Esto ayuda a conseguir un radio exterior afilado y bien definido y mantiene el ángulo constante a lo largo de la curva, lo que es especialmente importante en paneles arquitectónicos, cerramientos o proyectos de fabricación a medida. Sin el ranurado en V, los paneles pueden desarrollar curvas desiguales, grietas o requerir una fuerza adicional para darles forma. El proceso es preciso, repetible y funciona en una gran variedad de materiales, como chapas metálicas, plásticos y materiales compuestos. Para diseñadores y fabricantes, el ranurado en V agiliza la producción, reduce los residuos y garantiza que los paneles doblados tengan un aspecto profesional y encajen perfectamente en los ensamblajes. En general, se trata de una técnica sencilla pero muy eficaz para conseguir un plegado controlado y de alta calidad.



