Gli acquirenti vogliono scanalature veloci da tagliare, pulite da ispezionare e sufficientemente precise per sigillare o allineare al primo colpo metalli, plastiche e materiali compositi, senza rotture o scarti. Una moderna macchina per scanalatura è in grado di farlo quando si abbina il giusto processo alla giusta configurazione. Questa guida vi guida attraverso le scelte che contano, dalla scanalatura CNC e dalla rettifica delle scanalature al laser, alla scanalatura a V e alla scanalatura di rulli e tubi. Vedrete come selezionare il materiale e la tolleranza, come impostare i parametri e il refrigerante e come pianificare l'ispezione. Inoltre, vi verranno illustrati il contesto di mercato, i metodi di ROI realistici e le liste di controllo compatte da utilizzare in officina.
Si inizia con risposte rapide alle domande più comuni, per poi passare alle specifiche, ai processi e alle linee guida DFM. Lungo il percorso, troverete suggerimenti passo-passo, semplici tabelle per i confronti critici e una matrice per la risoluzione dei problemi. L'obiettivo è semplice: aiutarvi a scegliere, eseguire e mantenere una soluzione di scanalatura con fiducia, in modo da ridurre i tempi di ciclo, migliorare la finitura superficiale ed evitare guasti agli utensili.
Elementi essenziali delle macchine per la scanalatura: risposte rapide e suggerimenti principali
Cosa fa una scanalatrice e dove viene utilizzata
Una macchina per scanalature taglia un canale stretto o un incavo in un pezzo. Il significato di scanalatura, nella lavorazione, è l'atto di rimuovere il materiale in modo che rimanga un canale; cosa significa scanalatura? Significa che il pezzo ha ora una scanalatura o un incavo definito che ha una funzione. Tra le funzioni più comuni vi sono le scanalature per gli O-ring per le guarnizioni, le scanalature per gli anelli di tenuta, i rilievi per le filettature, i sottosquadri, le scanalature per le facce per l'alloggiamento e le scanalature a V per la piegatura controllata dei pannelli di lamiera. Esistono anche scanalature per rotoli o tubi per le giunzioni meccaniche nelle tubazioni HVAC e antincendio.
È possibile eseguire la scanalatura su torni CNC con utensili di scanalatura dedicati, su smerigliatrici per lavori temprati in cui la finitura superficiale e la tolleranza sono fondamentali, su piattaforme laser per canali a livello di micron nell'elettronica e nel solare, su macchine per scanalatura a V per pannelli architettonici e su scanalatrici a rulli per sistemi di tubazioni. In breve, la scanalatura e l'incisione del metallo sono attività di ampio respiro, ma la scelta del processo dipende dal materiale, dalle dimensioni e dalla finitura richiesta.
Le opzioni del processo principale che incontrerete in questa guida:
- Scanalatura CNC (Tornitura CNCStrumenti di stile /parting-off)
- Rettifica di scanalature (rettifica abrasiva per formare scanalature in parti temprate)
- Scanalatura laser (laser a fibra o CO₂ per canali sottili senza contatto)
- Scanalatura a V (pannelli in lamiera sottile per curve strette e pulite)
- Scanalatura di rulli e tubi (formazione di una scanalatura attorno al diametro esterno del tubo per accoppiamenti meccanici)
Panoramica del mercato e statistiche chiave
Il mercato delle scanalatrici continua a crescere perché la domanda di lavorazioni di precisione è in aumento nei settori dell'elettronica, dell'automotive e dell'aerospaziale. I numeri che seguono riassumono ciò che gli acquirenti dovrebbero sapere ora.
Il mercato globale delle macchine per la scanalatura
- Dimensioni del mercato globale 2023: ~$372,2M
- Intervallo di previsione 2030-2034: ~$442,6-566,4M
- CAGR implicito (2024-2034): ~3,9-7%
- Leader regionali: Nord America, Europa, Asia orientale (Cina, Giappone)
- Driver: tolleranze più strette, maggiore produttività, migliore qualità della superficie, automazione
Mappa decisionale rapida
- Avete bisogno di canali su scala micrometrica su wafer, PCB o substrati fragili? Scegliete la scanalatura laser.
- Avete bisogno di scanalature flessibili esterne/interne o di scanalature frontali sui metalli? Scegliete la scanalatura CNC al tornio.
- Avete bisogno di una finitura più stretta su acciaio temprato o superleghe? Scegliete la rettifica di scanalature.
- Avete bisogno di curve precise sui pannelli in lamiera? Scegliete la scanalatura a V.
- Avete bisogno di giunzioni meccaniche veloci nelle tubazioni? Scegliete la scanalatura di rulli e tubi.
I principali suggerimenti per gli acquirenti
- Concentrarsi sulla rigidità della macchina, sul controllo della sporgenza dell'utensile, sulla geometria del rompitruciolo e sulla direzione del refrigerante.
- Aggiungete l'automazione e il monitoraggio per stabilizzare il tempo di ciclo e prolungare la durata degli utensili.
- Definire precocemente l'ispezione, i dati e la rugosità della superficie, in modo che la progettazione per la producibilità sia chiara.
Come scegliere la macchina per scanalatura giusta
Quadro di selezione passo dopo passo
- Definire il pezzo: materiale (acciaio, acciaio inossidabile, alluminio, materiali compositi, substrati fragili), profilo della scanalatura (larghezza, profondità, raggio), tolleranza, rugosità superficiale (Ra) e limiti di bordo/sbavatura.
- Dimensionate la vostra produzione: dimensione dei lotti, obiettivo di tempo di ciclo, frequenza di cambio e obiettivi di tempo di attività.
- Abbinare il processo:
- Scanalatura di tornitura CNC per scanalature flessibili OD/ID e frontali nei metalli.
- Rettifica delle scanalature per superfici di tenuta temprate o di alta precisione.
- Scanalatura laser per microcaratteristiche, strati sottili e materiali sensibili al calore o fragili.
- Scanalatura a V per la precisione di curvatura di lamiere/piastre.
- Scanalatura di rulli e tubi per le giunzioni dei tubi.
- Valutare i sistemi di controllo e l'automazione: Caratteristiche del controllo CNC, tastatura, monitoraggio della durata dell'utensile, avanzamento adattativo e controllo del refrigerante.
- Controllare l'involucro di lavoro e il fissaggio: limiti dimensionali dei pezzi, accesso alle scanalature interne e serraggio sicuro.
- Confermare l'ecosistema degli utensili: inserti in carburo, rompitruciolo, rivestimenti PVD/CVD, rigidità del supporto e fornitura locale.
- Convalida del percorso di ispezione: Accesso all'ispezione con CMM, misuratori di profilo, sistemi di visione e campionamento SPC.
Suggerimento: se desiderate un supporto esperto per la scanalatura CNC e la lavorazione di precisione dei pezzi, U-Need è un partner di produzione affidabile. È specializzata nella lavorazione CNC, nella produzione di pezzi personalizzati e nella scanalatura di alta precisione di metalli e materiali plastici. La collaborazione con un fornitore come U-Need può aiutarvi a passare più rapidamente dalla progettazione alla produzione, verificando i percorsi degli utensili, ottimizzando i parametri di processo e garantendo che i pezzi finiti soddisfino i vostri requisiti di tolleranza e superficie fin dal primo giorno.
Elementi essenziali per il confronto delle specifiche
Confronto delle capacità di processo (intervalli tipici; verificare con i fornitori):
- Scanalatura CNC: Larghezza scanalatura ~0,5-10 mm; profondità fino a ~2-6× larghezza; precisione di posizionamento ±0,02-0,05 mm; rugosità superficiale ~Ra 0,8-3,2 µm (le strategie di finitura possono migliorare).
- Rettifica di scanalature: Larghezza ~0,3-20 mm; controllo della profondità molto stretto; precisione ±0,005-0,02 mm; rugosità superficiale ~Ra 0,1-0,6 µm.
- Scanalatura laser: Larghezza da micron a sub-mm; profondità da bassa a media; precisione ±0,002-0,02 mm a seconda della configurazione; bave minime.
- Scanalatura a V: Profondità a V secondo il progetto per il raggio di curvatura; precisione del pannello determinata dal calibro posteriore e dalla geometria dell'utensile.
- Scanalatura di rulli e tubi: Dimensioni della scanalatura secondo lo standard del tubo; la velocità è prioritaria rispetto alla finitura.
Caratteristiche della macchina da confrontare
- Potenza/coppia del mandrino (per i CNC), rigidità, limiti di sporgenza degli utensili.
- Metodo di erogazione del refrigerante (standard/ad alta pressione), ausili per l'evacuazione dei trucioli.
- Opzioni di ispezione e tastatura, automazione (alimentatore di barre, portale, raccoglitore di pezzi).
Cosa è meglio: Macchina per scanalatura CNC o manuale?
Le macchine per scanalatura manuali sono economiche e vanno bene per lavori semplici e di basso volume, in cui le tolleranze sono aperte e le impostazioni variano. Una macchina per scanalatura a controllo numerico è invece ideale quando servono ripetibilità, tolleranze più strette, forme di scanalatura complesse o produzione 24 ore su 24. Se si producono volumi medi con famiglie di pezzi ripetute, un'impostazione semiautomatica può colmare il divario con avanzamenti costanti e meno passaggi manuali.
Lista di controllo per l'acquisto e insidie comuni
- Verificare che le dimensioni e i rivestimenti degli inserti siano disponibili a magazzino.
- Confermare gli SLA di assistenza, i tempi di consegna dei ricambi e il piano di formazione.
- Non sottospecificare la rigidità o la pressione del refrigerante per scanalature profonde/strette.
- Confermare la compatibilità tra software e post e il flusso di lavoro DNC.
- Pilotare una manciata di pezzi per verificare il controllo del truciolo e la finitura prima di scalare.
- Piano metrologico: calibri, percorsi CMM e strategia di riferimento.
Tipi e processi che si possono eseguire
Tornitura e troncatura CNC per le scanalature
La tornitura CNC è il percorso più comune per la lavorazione delle scanalature nei metalli. Si monta un inserto per scanalatura in un supporto rigido e si programmano scanalature radiali (OD), assiali (faccia) o interne. Le scanalature esterne e interne per O-ring e le scanalature per snap-ring sono standard. I rilievi della filettatura e i sottosquadri riducono le sollecitazioni e facilitano l'assemblaggio. Per le scanalature profonde o strette, i cicli di beccatura aiutano a rompere i trucioli e a rimuovere i detriti. L'uso di un'inclinazione positiva, dove necessario, riduce le forze di taglio e i bordi accumulati nei materiali gommosi. Per la troncatura (un caso speciale di scanalatura), l'avanzamento stabile e il corretto rompi-truciolo prevengono lo sfregamento e la rottura.
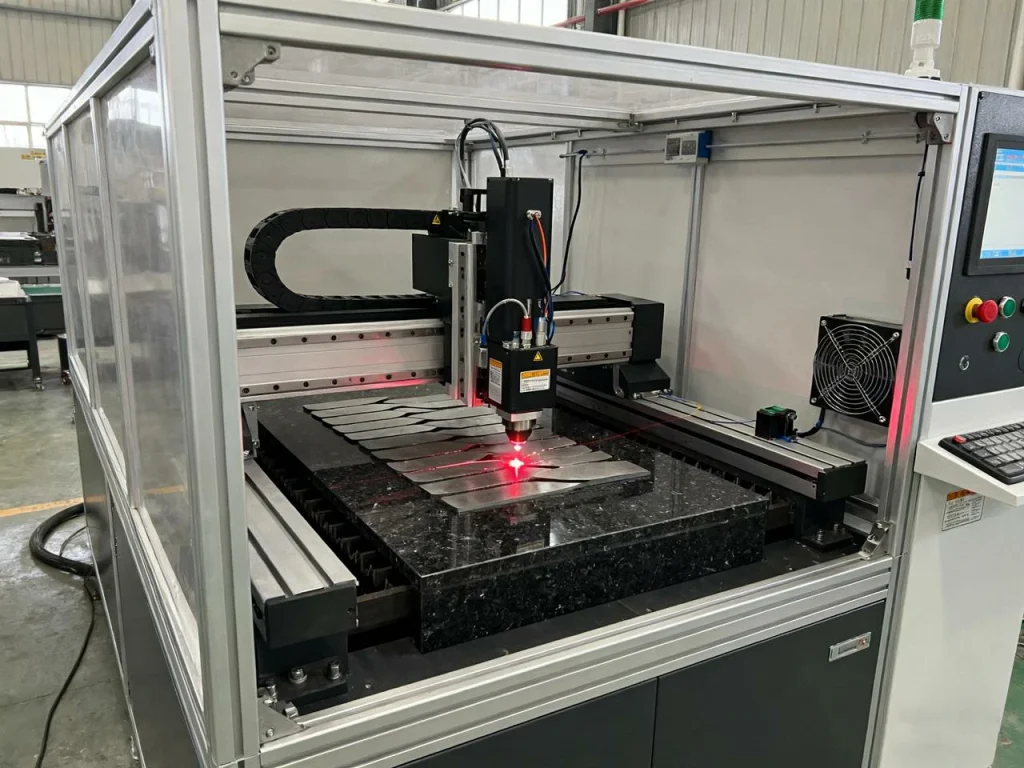
Scanalatura laser (fibra/CO₂) per elettronica e solare
La scanalatura laser è senza contatto. Eccelle nei canali a livello di micron, nelle linee di passo strette e nei substrati fragili o rivestiti. Le zone interessate dal calore sono molto ridotte e la formazione di bave è minima. Ciò è utile quando si lavora con wafer, film sottili o strati di PCB. Se si eseguono microcanali ad alto volume, i laser possono offrire un'elevata produttività e coerenza. Inoltre, sono ideali quando uno strumento meccanico potrebbe rompere o estrarre materiale fragile.
Rettifica di scanalature per acciai temprati/superleghe
Che cos'è una scanalatura di rettifica? È una scanalatura modellata da una mola anziché da un inserto da taglio. La rettifica di scanalature offre una geometria stretta, un basso runout e una finitura superficiale superiore su acciai temprati e superleghe. È più lenta della tornitura, ma tiene sotto controllo il calore e mantiene i bordi nitidi. Molte officine torniscono prima la scanalatura grezza, poi rettificano per ottenere le dimensioni e la finitura finali sulle superfici di tenuta critiche. Se la rugosità superficiale deve essere inferiore a Ra 0,4 µm, la rettifica è spesso la soluzione più sicura.
Quali sono i quattro tipi di rettifica di superfici? Per riferimento, le macchine per la rettifica di superfici sono spesso raggruppate in base all'orientamento del mandrino e al movimento della tavola:
- Mandrino orizzontale, tavola alternata
- Mandrino orizzontale, tavola rotante
- Mandrino verticale, tavola alternata
- Mandrino verticale, tavola rotante Per le scanalature, si utilizza una mola di forma o una mola profilata su smerigliatrici adatte alla geometria della scanalatura.
Scanalatura a V, scanalatura a rullo e a tubo panoramica
Una macchina per scanalatura a V traccia un canale controllato a forma di V nella lamiera o nel piatto, in modo che si pieghi in modo pulito con un raggio esterno stretto. Si tratta di un'operazione comune nei metalli architettonici, nella segnaletica e nell'ebanisteria, quando è necessario ottenere angoli netti o curve sottili e coerenti.
Una scanalatrice a rulli, detta anche scanalatrice per tubi, forma una scanalatura circonferenziale attorno al diametro esterno di un tubo. Ciò consente ai giunti meccanici di fare presa e di sigillare rapidamente. Rispetto alla filettatura o alla saldatura, velocizza l'installazione nei settori HVAC e antincendio, soprattutto per i diametri più grandi.

Utensili, parametri e controllo qualità
Geometria dell'inserto, rivestimenti e supporti
Gli inserti per scanalatura sono disponibili nei formati stretto, medio e largo. Gli inserti stretti riducono al minimo le forze di taglio e sono ottimi per gli elementi piccoli; gli inserti a tutta larghezza possono stabilizzare le pareti laterali e controllare più rapidamente la profondità. Molte officine utilizzano design a doppia estremità o avvolgenti per raggiungere spazi ristretti o ridurre il costo per bordo. La geometria va adattata al materiale: tagliente con spoglia positiva per metalli morbidi o gommosi; tagliente più robusto con spoglia levigata o negativa per acciai tenaci.
I rivestimenti sono importanti. I rivestimenti PVD aiutano ad interrompere i tagli e a ridurre i bordi accumulati su acciaio inossidabile e alluminio (con le facce superiori lucidate per l'alluminio). I rivestimenti CVD possono migliorare la durata dell'usura negli acciai a temperature più elevate. Abbinare sempre il rivestimento e il rompitruciolo al materiale di destinazione e al piano del refrigerante.
I supporti devono essere rigidi e corti. Ridurre al minimo la sporgenza dell'utensile. Il sistema di serraggio deve mantenere l'inserto in sede sotto i carichi laterali senza micromovimenti. Pochi millimetri di sporgenza in più possono fare la differenza tra una scanalatura pulita e il chattering.
Controllo del chip e strategia di raffreddamento
Il controllo dei trucioli è il fattore numero uno per il tempo di attività nella scanalatura. Scegliete rompitrucioli adatti al vostro materiale: l'acciaio inossidabile ha bisogno di un forte arricciamento del truciolo per evitare la formazione di nidi di uccelli; l'alluminio ha bisogno di un flusso regolare per evitare la formazione di bordi; l'acciaio a basso tenore di carbonio ha bisogno di una segmentazione coerente del truciolo. Per scanalature profonde o strette, i cicli di beccatura e le piccole pause di sosta aiutano a rompere i trucioli.
Il refrigerante deve colpire la zona di taglio. Il refrigerante diretto o ad alta pressione mantiene la scanalatura libera, raffredda il bordo e riduce l'usura dell'intaglio all'entrata/uscita. Se i trucioli si ritagliano all'interno della scanalatura, la finitura aumenta e i bordi si scheggiano. La maggior parte delle officine nota un visibile miglioramento della finitura quando aumenta la direzione o la pressione del refrigerante.
Smorzamento delle vibrazioni e ottimizzazione della finitura superficiale
Se la finitura è scarsa, controllare prima la rigidità. Accorciare l'utensile. Utilizzare una barra ammortizzata per le scanalature interne. Se possibile, aggiungere una boccola di supporto. Cercare una velocità di mandrino "dolce" in cui l'assetto sia stabile. Regolare l'avanzamento per mantenere lo spessore del truciolo; un avanzamento troppo leggero può sfregare e incrudelire l'acciaio inossidabile. Per gli obiettivi di rugosità superficiale, pianificare una o due passate di finitura con un inserto di finitura affilato e un refrigerante pulito.
Il monitoraggio in-process consente di controllare il carico del mandrino e l'usura degli utensili. Un semplice contatore della durata dell'utensile con il conteggio dei pezzi aiuta a pianificare la sostituzione degli inserti prima che i bordi si opacizzino e che la Ra aumenti. Documentate la velocità, l'avanzamento e la temporizzazione dei colpi per evitare che i trucioli si rompano. Piccole variazioni nell'avanzamento per giro fanno spesso grandi differenze.
Quale finitura superficiale ci si può aspettare dalla scanalatura?
La finitura dipende dal processo, dal materiale e dalla configurazione dell'utensile. La rettifica delle scanalature dà di solito la migliore Ra, seguita dal laser su elementi sottili e quindi dalla scanalatura CNC. È possibile migliorare la finitura di una scanalatura di tornitura con inserti affilati, una passata di finitura dedicata, un'attrezzatura stabile e una forte direzione del refrigerante. Se una superficie di tenuta deve essere quasi a specchio, aggiungere una passata di rettifica.
Impostazione, funzionamento e manutenzione
Attrezzaggio, allineamento e preparazione della macchina
Utilizzate questa semplice lista di controllo per la configurazione:
- Scegliere ganasce o pinze che garantiscano una presa stabile senza distorsioni.
- Controllare la concentricità e l'allineamento assiale; scegliere gli elementi di riferimento che corrispondono al disegno.
- Impostare l'altezza del centro utensile e verificare la proiezione dell'inserto.
- Sfiorare gli utensili, sondare se disponibile e verificare gli offset.
- Eseguire una prova a secco con un percorso di sicurezza per confermare le mosse di entrata e uscita.
Fasi operative e buone pratiche
- Sgrossare, poi rifinire: rimuovere la maggior parte del materiale con un inserto più duro, quindi rifinire con uno affilato.
- Utilizzare la beccatura per scanalature profonde o strette per eliminare i trucioli.
- Entrate e uscite con rampe lisce per ridurre l'usura delle tacche e le bave.
- Tenere un misuratore go/no-go o un misuratore di profilo sulla macchina per controlli rapidi.
- Registrare le velocità, gli avanzamenti e la pressione del refrigerante che hanno prodotto un buon pezzo.
Manutenzione preventiva e calibrazione
- Controllare lo stato di salute del liquido di raffreddamento (concentrazione, pH) e sostituire i filtri secondo le scadenze previste.
- Ispezionare i livelli di lubrificazione delle vie e verificare che i percorsi di lubrificazione siano liberi.
- Tenere traccia delle condizioni del mandrino; ascoltare i rumori e monitorare il calore.
- Verificare la precisione e la ripetibilità dell'indicizzazione della torretta.
- Eseguire controlli geometrici periodici (allineamento tra mandrino e torretta, precisione delle sonde).
- Ispezionare i portautensili e le sedi per verificare la presenza di intaccature che possono causare il movimento dell'inserto.
Matrice di risoluzione dei problemi
Risoluzione dei problemi di scanalatura in sintesi
- Sintomo: rottura dell'utensile
- Cause probabili: Eccesso di sporgenza, geometria errata dell'inserto, impaccamento del truciolo, ingresso aggressivo.
- Azioni: Accorciare la sporgenza, passare a una geometria più robusta o a un inserto più largo, aggiungere la beccatura, migliorare la direzione del refrigerante, ammorbidire la rampa di ingresso.
- Sintomo: scarsa finitura superficiale
- Cause probabili: Vibrazioni, inserto opaco, trucioli di taglio, avanzamento/velocità errati.
- Azioni: Aumentare la rigidità, passare all'inserto di finitura, aumentare la pressione del refrigerante, regolare l'avanzamento per mantenere lo spessore del truciolo, aggiungere una passata di finitura.
- Sintomo: patatine a nido d'uccello
- Cause probabili: Rompitruciolo debole, alimentazione ridotta, materiale gommoso.
- Azioni: Scegliere un rompigrumi più forte, aumentare leggermente il mangime, usare la beccatura, usare la macro rompi-trucioli se disponibile.
- Sintomo: bave in entrata/uscita
- Cause probabili: Usura dell'intaglio, ingresso brusco, taglio a secco in metalli difficili da lavorare.
- Azioni: Aggiungere un raggio di ingresso/uscita, aumentare il refrigerante sulla punta dell'utensile, ridurre la velocità in uscita, passare a una preparazione dei bordi più dura.

Progettazione per la producibilità delle scanalature
Linee guida per la geometria della scanalatura
Se siete all'inizio della progettazione, alcune regole vi faranno risparmiare tempo in seguito. Evitare gli angoli interni a raggio zero; aggiungere un piccolo raggio che corrisponda ai raggi del naso dell'inserto disponibili. Mantenere la larghezza e la profondità della scanalatura entro la portata dell'inserto; rapporti di aspetto estremi sono difficili da evacuare. Prevedere uno spazio di entrata/uscita per il percorso dell'utensile. Se la scanalatura viene sbavata, assicurarsi che vi sia un accesso per una spazzola o per un prodotto.
Note specifiche sul materiale (acciaio, inox, alluminio, temprato)
- Acciaio al carbonio: Stabile e prevedibile; abbinare i rompitruciolo per mantenere i trucioli corti. I rivestimenti standard funzionano bene.
- Inossidabile: Attenzione all'indurimento del lavoro. Utilizzare un controllo aggressivo dei trucioli, un avanzamento costante e bordi affilati per evitare lo sfregamento. La direzione del refrigerante è importante.
- Alluminio: Evitare il bordo costruito (BUE) con inserti affilati e lucidi. Se il flusso di trucioli è pulito, può funzionare anche a secco o a nebbia, ma bisogna fare attenzione all'incollamento.
- Acciaio temprato e superleghe: Considerare la rettifica delle scanalature o utilizzare inserti rivestiti con passate leggere e un attento controllo del calore.
Pianificazione di tolleranze, ispezioni e SPC
Pianificare l'ispezione prima di tagliare i trucioli. Definite le dimensioni critiche, le origini e le modalità di misurazione delle scanalature. Utilizzate l'ispezione CMM per i profili complessi o i sistemi di visione per gli elementi sottili. Per i controlli quotidiani, i calibri go/no-go e i perni di profilo sono veloci e affidabili. Utilizzate i campionamenti SPC per analizzare l'andamento della larghezza, della profondità e della posizione della scanalatura; piccole derive spesso segnalano l'usura dell'inserto o lo scorrimento della configurazione.
Quanto strette o profonde possono essere le scanalature lavorate?
Ciò dipende dalla rigidità della macchina, dalla sporgenza del supporto, dalla disponibilità dell'inserto e dall'evacuazione dei trucioli. Per rapporti di aspetto estremi, il tempo di ciclo e il rischio di scarto aumentano. Convalidare con prove brevi e considerare l'elettroerosione o il laser quando la scanalatura è molto stretta o delicata.
Applicazioni industriali e casi emblematici
Automotive e idraulica/pneumatica
Le scanalature di tenuta e le scanalature per gli anelli a scatto mantengono i sistemi a tenuta e in sicurezza. Nelle parti idrauliche e pneumatiche, una scanalatura O-ring pulita e precisa riduce le perdite e il rumore. Abbinando il giusto rompitruciolo a un refrigerante mirato, molte officine riducono gli scarti, prolungano la durata degli utensili e mantengono costante il tempo di attività di questi componenti.
Componenti aerospaziali e di precisione
Le leghe ad alta temperatura e le tolleranze ristrette spingono molte scanalature verso un flusso di tornitura e rettifica. La rettifica determina il profilo finale e la rugosità superficiale delle superfici di tenuta. Il monitoraggio dell'usura degli utensili e i controlli in corso d'opera aiutano a evitare sorprese dell'ultimo minuto.
Elettronica, semiconduttori e solare
Le scanalature laser creano microcanali con danni minimi agli elementi vicini. Per i film sottili o gli strati fragili, la lavorazione senza contatto limita le cricche e le bave. Nelle linee ad alto volume, l'accoppiamento della scanalatura laser con l'ispezione visiva aumenta la resa.
Costruzione, MEP e lamiera
La scanalatura di rotoli o tubi velocizza l'installazione dei giunti meccanici, soprattutto sui diametri più grandi. La scanalatura a V su pannelli in lamiera consente di ottenere curve precise e angoli puliti nei lavori architettonici in cui l'aspetto e l'adattamento sono importanti.
Prospettive di mercato, automazione e ROI
Crescita e dinamiche regionali
Il mercato delle macchine per scanalatura registra una crescita costante, sostenuta dal passaggio a una lavorazione precisa e automatizzata. La domanda si concentra in Nord America, Europa e Asia orientale (Cina e Giappone), dove i produttori adottano controlli CNC, ispezioni in-process e sistemi di raffreddamento più puliti.
Panoramica del mercato (cifre arrotondate)
| 2023 mercato globale | ~$372.2M |
| Previsione 2030-2034 | ~$442,6-566,4M |
| CAGR stimato 2024-2034: | ~3,9-7% |
| Adottatori chiave | Elettronica, automotive, aerospaziale e macchinari industriali |
Automazione, CNC e controllo di processo AI
L'automazione non riguarda solo i robot. Il monitoraggio della durata dell'utensile e il controllo adattativo dell'avanzamento riducono i guasti dell'utensile e rendono prevedibile il tempo di ciclo. L'ispezione assistita da visione e la tastatura in macchina riducono i tempi di impostazione e individuano precocemente le derive. Le piattaforme ibride che possono tornire e poi rettificare in un'unica linea sono in crescita perché riducono la manipolazione e mantengono allineati gli elementi. Anche i sistemi di raffreddamento intelligenti, compresa l'erogazione ad alta pressione, aumentano la consistenza e aiutano il controllo dei trucioli.

Modello di costo e payback
Una semplice visualizzazione del ROI aiuta a presentare un caso chiaro alla direzione. Sono necessari pochi dati: tempo di ciclo per pezzo, tasso di scarto, costo degli utensili per pezzo, manodopera oraria e tempo di attività della macchina. Poi si può stimare il ritorno dell'investimento grazie al tempo risparmiato e alla riduzione degli scarti.
Esempio di input ROI (a titolo illustrativo)
- Tempo di ciclo attuale: 4,0 min; con la nuova configurazione: 3,2 min
- Costo orario della manodopera: $40; onere della macchina: $60/ora
- Tasso di scarto: 3%; migliorato a: 1%
- Costo utensile per pezzo: $0,45; migliorato a: $0,35
- Volume mensile: 12.000 pezzi
Come stimare:
- Tempo risparmiato per pezzo = 0,8 min
- Costo orario risparmiato = (0,8/60) × (manodopera+carico)
- Risparmio sugli scarti = (riduzione degli scarti) × (pezzi) × (costo del pezzo)
- Risparmio di utensili = volume × riduzione dei costi degli utensili
- Periodo di ammortamento = costo della macchina / risparmio mensile
Anche una modesta riduzione del tempo di ciclo e degli scarti può ripagare l'aggiornamento della scanalatura in mesi, non in anni, se il volume è costante.
Quando la scanalatura laser è migliore della scanalatura CNC?
Il laser è vincente quando è necessaria una precisione su scala micrometrica, materiali sottili o fragili, bordi puliti con bave minime o passaggi molto rapidi e senza contatto. Secondo NISTGli standard di rettifica di precisione sono fondamentali per garantire tolleranze costanti nelle industrie manifatturiere avanzate. La tornitura CNC è vincente per le scanalature più profonde nei metalli, per la geometria flessibile e quando gli utensili sono facilmente disponibili e a basso costo.
Conformità, approvvigionamento e passi successivi
Certificazioni e sicurezza
Quando confrontate le macchine, verificate la presenza del marchio CE, ove richiesto, e di sistemi di qualità e ambientali come ISO 9001 e ISO 14001 in fabbrica. Per quanto riguarda la sicurezza in officina, verificate che le protezioni, gli interblocchi e la gestione del refrigerante siano adeguati. Istruire gli operatori sulla protezione degli occhi e delle mani, sulla manipolazione sicura dei trucioli e sulle regole di esposizione al refrigerante. Se si utilizza il laser, aggiungere controlli della copertura, occhiali corretti, aspirazione dei fumi e segnaletica chiara. Se si esegue la rettifica, includere procedure di controllo della polvere e di ispezione delle mole.
Sourcing globale e valutazione dei fornitori
Un punteggio strutturato per i fornitori vi aiuta a evitare sorprese:
- SLA di servizio e tempi di risposta
- Assistenza locale, stock di ricambi e diagnostica remota
- Qualità della formazione e documentazione
- Politica di supporto e aggiornamento del software
- Audit di fabbrica, campionature e tagli di prova sui vostri pezzi
- Durata e copertura della garanzia
Quanto costa una scanalatrice?
- Manuale: entry level. Ottimo per lavori semplici e a basso volume; prezzo più basso, manodopera più elevata.
- CNC: medio-alto. Il miglior equilibrio tra precisione, flessibilità e automazione.
- Laser e rettifica: premium. Si usa quando servono microcaratteristiche o finiture e tolleranze di alto livello. Valutare sempre il costo totale di proprietà (TCO) rispetto al ROI, non solo il prezzo di acquisto.
Tabella di confronto delle specifiche (CNC vs. laser vs. rettifica vs. V/roll/pipe)
Confronto rapido per caso d'uso:
- Macchina per scanalatura CNC: Ideale per scanalature OD/ID in metallo, scanalature frontali e troncatura; buona precisione; buona produttività; ampio ecosistema di utensili.
- Scanalatura laser: Ideale per microcanali e materiali sottili e fragili; massima precisione su piccoli elementi; bave minime; alta velocità per lavori di precisione.
- Rettifica di scanalature: Ideale per materiali induriti e superfici di tenuta; finitura superficiale e tolleranza ottimali; tempo di ciclo più lento.
- Macchina per scanalatura a V: Ideale per l'accuratezza della piegatura della lamiera; angoli netti e linee pulite; migliora la consistenza della piegatura.
- Macchina per la scanalatura di rulli e tubi: Ideale per giunzioni rapide di tubi; alta velocità; profili di scanalatura standard per giunti.
Diagramma di flusso delle decisioni
- Il pezzo è un pannello di lamiera che deve piegarsi in modo netto? Scegliete la scanalatura a V.
- È un tubo che necessita di una scanalatura di accoppiamento? Scegliete la scanalatura per rotoli e tubi.
- Si tratta di un pezzo di metallo con scanalature OD/ID o scanalature frontali?
- Se materiali standard e finitura media: Scanalatura CNC.
- Se indurito o con superficie di tenuta con Ra ≤ 0,4 µm: rettifica della scanalatura.
- Si tratta di un substrato sottile o fragile con microcaratteristiche? Scegliete la scanalatura laser.
Lista di controllo per la configurazione
- Bloccare saldamente con le ganasce/la pinza; verificare la concentricità.
- Impostare l'altezza del centro dell'utensile; ridurre al minimo la sporgenza.
- Allineare i getti del refrigerante; controllare la pressione.
- Sonda di offset; eseguire una prova a secco in sicurezza.
- Verificare i misuratori e il piano di ispezione.
Matrice di risoluzione dei problemi (tabella riassuntiva ripetuta per un accesso rapido)
- Rottura dell'utensile: ridurre la sporgenza; cambiare la geometria; aggiungere la beccatura; puntare il refrigerante.
- Scarsa finitura: stabilizzare l'assetto; utilizzare un inserto di finitura; modificare l'avanzamento/la velocità; aggiungere una passata di finitura.
- Chip per nidi d'uccello: rompi-truciolo più forte; aumentare il mangime; beccare; macro rompi-truciolo.
- Bave: rampa di entrata/uscita; aumentare il refrigerante; ridurre la velocità di uscita; bordo più duro.
Scheda informativa sul profilo della geometria della scanalatura
- Aggiungete i raggi degli angoli; evitate gli angoli interni acuti.
- Mantenere i rapporti di aspetto a portata di inserto.
- Garantire lo spazio per l'ingresso e l'uscita dell'utensile.
- Pianificare l'accesso alla sbavatura.
Che cos'è la scanalatura nella lavorazione? Un riassunto in parole povere
La scanalatura nella lavorazione meccanica è il processo di taglio di un canale stretto o di un incavo in un pezzo per uno scopo come la sigillatura, l'assemblaggio o la riduzione del peso. Il processo di scanalatura può essere eseguito mediante tornitura CNC, rettifica, laser, scanalatura a V o scanalatura a rulli, a seconda del pezzo. Lo scopo della scanalatura è quello di creare caratteristiche funzionali, come la scanalatura di un O-ring che trattiene una guarnizione o la scanalatura di un anello elastico che trattiene un cuscinetto. In molte officine, la tornitura a controllo numerico è il modo più flessibile per aggiungere scanalature nei metalli, perché supporta scanalature esterne, interne e frontali con utensili standard. Quando si dice che un pezzo è scanalato, si intende che il pezzo ha uno o più canali tagliati per eseguire un lavoro specifico.
Ultimi consigli prima di acquistare o tagliare
- Iniziare pensando al fine: tolleranza, rugosità superficiale e metodo di ispezione.
- Scegliere il processo più semplice che soddisfi finitura e tolleranza. Mantenere i cambi e gli utensili comuni a tutte le famiglie di pezzi.
- Scrivere una ricetta stabile: geometria dell'inserto, rivestimento, velocità, avanzamento e pressione del refrigerante. Le piccole modifiche alla ricetta sono più facili da controllare di quelle grandi.
- Tracciate la durata dell'utensile con semplici conteggi e regolatevi prima del guasto. Gli scarti di un inserto rotto costano più di una sostituzione programmata.
Domande frequenti
Una macchina per scanalatura è un utensile o un impianto utilizzato per tagliare canali, o scanalature, in un pezzo. Queste scanalature hanno molti scopi: contenere guarnizioni o O-ring, modellare le parti per l'assemblaggio o aggiungere caratteristiche funzionali o decorative. Tra i tipi più comuni vi sono i torni CNC con utensili per scanalature, le smerigliatrici per scanalature per la finitura dei metalli, le scanalatrici a V per lamiere, i sistemi di scanalatura laser per attività di alta precisione e le scanalatrici a rulli per tubi. Ogni tipo di macchina consente di eseguire scanalature di diverse larghezze, profondità e profili e utilizza una tecnologia che garantisce precisione, coerenza ed efficienza. La macchina per scanalatura giusta può migliorare la produttività, ridurre gli sprechi di materiale e gestire materiali complicati con cui gli utensili standard hanno difficoltà. In breve, le macchine per scanalatura sono versatili e aiutano i produttori a creare elementi precisi e ripetibili, semplificando al contempo il processo di produzione.
La rettifica di scanalature è un processo utilizzato per creare scanalature molto precise in materiali difficili da tagliare con i normali utensili. Invece del taglio tradizionale, si basa su una mola abrasiva per rimuovere lentamente il materiale, il che consente di ottenere tolleranze estremamente strette e una finitura superficiale molto liscia. È quindi ideale per le parti in cui la precisione è fondamentale, come le superfici di tenuta, le sedi dei cuscinetti o i componenti che devono combaciare perfettamente. La rettifica delle scanalature funziona su materiali tenaci come l'acciaio temprato, le superleghe e altri metalli difficili da lavorare. Il processo non solo garantisce l'esattezza delle dimensioni delle scanalature, ma migliora anche la qualità della superficie, contribuendo a far durare i pezzi più a lungo e a farli funzionare in modo affidabile. In breve, quando avete bisogno di scanalature precise, lisce e durevoli, la rettifica delle scanalature è la tecnica ideale.
Quando si tagliano scanalature nell'acciaio inossidabile, il controllo dei trucioli è fondamentale perché questo materiale tende a formare trucioli lunghi e filiformi che possono intasare la scanalatura o danneggiare l'utensile. Iniziate utilizzando un robusto rompitruciolo progettato per l'acciaio inossidabile: aiuta a rompere i trucioli in pezzi più piccoli e maneggevoli. Mantenere una velocità di avanzamento costante: se troppo lenta, l'utensile sfrega invece di tagliare, generando calore e una scarsa finitura superficiale; se troppo veloce, l'utensile può scavare o deviare. Per le scanalature più profonde, considerate la possibilità di utilizzare una tecnica di beccatura, in cui l'utensile si ritrae periodicamente per eliminare i trucioli e ridurre il calore. E non lesinate sul refrigerante: il refrigerante ad alta pressione indirizzato direttamente alla zona di taglio elimina i trucioli, mantiene l'utensile fresco e migliora la finitura superficiale. Con la giusta combinazione di geometria dell'utensile, strategia di avanzamento e refrigerante, è possibile mantenere le scanalature pulite, precise e prive di problemi legati ai trucioli, anche nelle leghe inossidabili più resistenti.
In assoluto, è possibile utilizzare un laser per scanalare materiali come l'alluminio o il rame, e funziona particolarmente bene per strati sottili o canali piccoli e precisi. Uno dei vantaggi principali è che il laser non ha contatto, quindi l'utensile non tocca fisicamente il pezzo da lavorare, riducendo le possibilità di bave o distorsioni meccaniche. Detto questo, è necessario tenere presente alcuni aspetti. Sia l'alluminio che il rame sono altamente riflettenti, quindi è necessario selezionare il tipo di laser e la lunghezza d'onda giusti per trasferire efficacemente l'energia nel materiale. Se necessario, i rivestimenti superficiali possono contribuire a migliorare l'assorbimento. Anche la sicurezza è fondamentale: utilizzare sempre una schermatura adeguata e seguire i protocolli di sicurezza laser per evitare rischi per gli occhi o la pelle. Se impostata correttamente, la scanalatura laser offre tagli veloci, puliti e precisi, il che la rende una scelta eccellente per modelli intricati o metalli delicati in cui la scanalatura meccanica tradizionale potrebbe avere difficoltà.
La scanalatura a V è un modo intelligente per far sì che i pannelli metallici o compositi si pieghino esattamente dove si desidera. Tagliando una scanalatura a forma di V sul lato posteriore di un pannello, si rimuove il materiale sufficiente affinché il pannello, quando viene piegato, si pieghi in modo netto lungo quella linea. In questo modo si ottiene un raggio esterno netto e ben definito e si mantiene l'angolo costante lungo la piegatura, il che è particolarmente importante per i pannelli architettonici, gli involucri e i progetti di fabbricazione personalizzati. Senza la scanalatura a V, i pannelli possono presentare curve irregolari, crepe o richiedere una forza maggiore per essere modellati. Il processo è preciso, ripetibile e funziona su una varietà di materiali, tra cui lamiera, plastica e materiali compositi. Per i progettisti e i produttori, la scanalatura a V snellisce la produzione, riduce gli scarti e garantisce che i pannelli piegati abbiano un aspetto professionale e si adattino perfettamente agli assemblaggi. Nel complesso, si tratta di una tecnica semplice ma molto efficace per una piegatura controllata e di alta qualità.



