CNC obrábění hliníku se často volí, když potřebujete lehký kovový díl s předvídatelným chováním při obrábění a čistou cestou od CAD k hotovému, zkontrolovanému dílu. Praktické otázky zřídkakdy zní: “Lze to obrobit?” a častěji: “Která slitina a proces udrží toleranci, zabrání zmetkům a splní specifikaci povrchové úpravy bez překvapení?”.”
Tento průvodce se zaměřuje na proveditelnost: co zahrnuje CNC obrábění hliníku, kde funguje dobře, kde je riskantní a co specifikovat, aby vámi navržený díl byl tím, který dostanete.
CNC obrábění hliníku: co to je a proč se používá
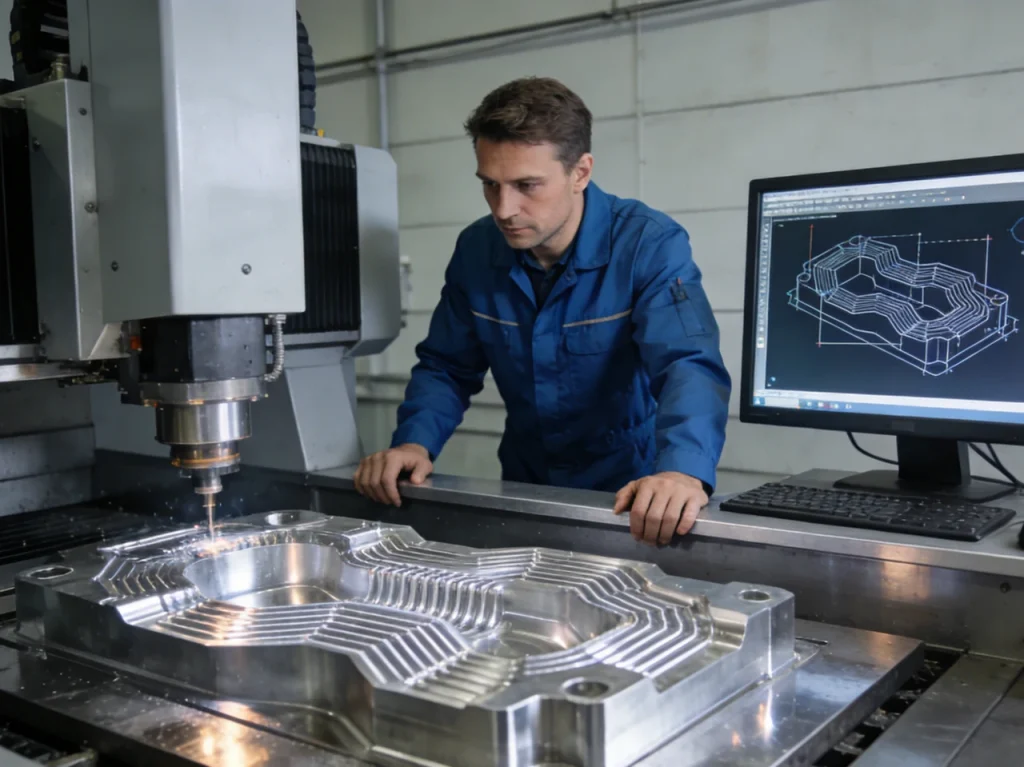
CNC obrábění hliníku je subtraktivní výrobní metoda. CNC obráběcí stroj odebírá materiál z hliníkového materiálu - například z desky, tyče nebo výlisku - a vytváří konečnou geometrii. “CNC” (computer numerical control) znamená, že pohyb stroje se řídí naprogramovanou dráhou nástroje, obvykle vytvořenou pomocí softwaru CAD/CAM a provedenou moderní technologií CNC.
V praxi závisí úspěšné obrábění hliníku na třech úzce propojených rozhodnutích: hliníkové slitině, strategii obrábění (frézování vs. soustružení, případně vrtání a řezání závitů) a plánu tolerancí a dokončovacích prací. Pokud jsou tyto parametry sladěny, je obrábění hliníku snazší než u mnoha jiných konstrukčních kovů. Pokud tomu tak není, může být hliník méně shovívavý, než se očekávalo - zejména v případě tenkých stěn, jemných závitů nebo kosmetických požadavků na povrch.
Co zahrnuje CNC obrábění hliníku (frézování, soustružení, vrtání, závitování)
Většina přesných prací při CNC obrábění hliníku se opírá o základní sadu CNC obráběcích procesů:
Frézování odebírá materiál rotujícím řezným nástrojem, zatímco obrobek je přidržován. Používá se k frézování kapes, čel, kontur, drážek a většiny nekruhových prvků.
Soustružení odebírá materiál řezným nástrojem při otáčení obrobku. Používá se u hřídelí, pouzder, kroužků a dalších rotačních dílů, u nichž může symetrie zkrátit dobu cyklu.
Vrtání vytváří otvory. U hliníku je vrtání obvykle jednoduché, ale kvalita otvoru se může zhoršit, pokud se v drážce nahromadí třísky nebo pokud je geometrie vrtáku nesprávná pro danou slitinu a strategii chlazení.
Závitování tvoří vnitřní závity. Hliníkové závitníky se mohou zlomit, pokud je špatně zvolena velikost otvoru, mazání nebo kontrola třísek. Jedná se o jeden z nejčastějších kroků “jednoduché funkce, vysoké riziko zmetku” u hliníkových dílů.
Pod stejné označení mohou lidé zahrnout i další procesy řízené CNC. Některé zdroje uvádějí plazmové řezání jako “CNC obrábění”, ale plazmové řezání je CNC řízené řezání, nikoli přesné obrábění. Je obecně vhodné pro polotovary, nikoliv pro kritické tolerance. Pro přísné tolerance a hotové uložení zůstává základem frézování/soustružení plus řízené vrtání a závitování.
Proč je hliník vhodným materiálem
Hliník se používá v CNC obrábění, protože se nachází v užitečném středním pásmu:
- Poměr pevnosti a hmotnosti: Mnoho hliníkových slitin poskytuje dobrou strukturální integritu při nízké hmotnosti, což je důležité v letectví, automobilovém průmyslu a v elektronických skříních, kde hmotnost ovlivňuje výkon nebo náklady.
- Obrobitelnost: Mnoho běžných hliníkových slitin se ve srovnání s tvrdšími kovy, jako jsou některé oceli nebo titan, snadno obrábí. “Snadné” zde znamená nižší řezné síly a možnost pracovat s vysokými otáčkami vřetena, nikoliv však to, že nemohou nastat problémy. Hliník může přesto způsobit zadírání fréz, pokud se neodstraňují třísky a pokud se na hraně nástroje vytváří teplo.
- Vynikající odolnost proti korozi: Hliník přirozeně vytváří vrstvu oxidu hlinitého. To napomáhá odolnosti proti korozi v mnoha prostředích. Oxidová vrstva je také důvodem, proč eloxování funguje: eloxováním vzniká a kontroluje se oxidový povrch pro ochranu a vzhled.
- Elektrická vodivost Hliník sice není tak vodivý jako měď, ale přesto nabízí užitečnou elektrickou vodivost, a proto se CNC hliník běžně používá v pouzdrech, chladičích a elektronických skříních.
Díky těmto vlastnostem je hliník běžným materiálem pro CNC obráběné hliníkové díly, u nichž záleží na hmotnosti, době výroby a povrchové úpravě.
Typická očekávání tolerance a jejich vliv
Běžná “typická dílenská” tolerance pro frézování a soustružení hliníku se pohybuje kolem typických základních úrovní uváděných v průmyslových referencích. Přísnější tolerance zvyšují riziko a náklady kvůli faktorům, jako jsou:
- Schopnost stroje a tuhost nastavení: Vychýlení se projevuje jako chyba velikosti, kuželovitost nebo otřepy.
- Geometrie prvků: Tenké stěny, hluboké kapsy a nástroje s velkým dosahem zvyšují riziko deformace. I když je stroj přesný, nástroj a obrobek se mohou pohybovat.
- Tepelné účinky: Hliník dobře vede teplo, ale při vysokorychlostním obrábění přesto vzniká na řezné hraně lokální teplo. Během dlouhého cyklu nebo více operací může teplo měnit velikost.
- Strategie upínání obrobků: Upínání může deformovat díl. Po uvolnění upnutí se díl může “uvolnit” a vybočit z tolerance.
- Opotřebení nástroje a obrobená hrana (BUE): Hliník se může za nevhodných podmínek přivařit k hraně nástroje. To mění efektivní geometrii nástroje a může změnit velikost dílu a kvalitu povrchu.
Normalizační orgány poskytují rámce pro obecné tolerance a postupy dimenzování, ale skutečné výsledky závisí na plánu dílu a procesu.
Pokud potřebujete větší tolerance než “typické”, pomůže vám uvést, co je důležité z funkčního hlediska. Například zóna lisování může vyžadovat přísnější kontrolu než kosmetický vnější profil. Normalizační orgány poskytují rámce pro obecné tolerance a rozměrovou praxi, ale praktický výsledek stále závisí na konkrétním dílu a procesním plánu.
Tržní kontext pro kalibraci poptávky
Signály poptávky ovlivňují kapacitu, dodací lhůty a zavádění určitých postupů. CNC obrábění hliníku je široce využíváno, a proto se v seznamech dodavatelů a inženýrských pracovních postupech často objevují materiály 6061 a 7075. Přesné odhady velikosti trhu jsou z důvodu nejistoty vynechány.
Výběr hliníkové slitiny (6061 vs 7075 a další)
Volba slitiny výrazně ovlivňuje proveditelnost obrábění. Dva díly se stejnou geometrií se mohou chovat velmi odlišně, pokud se změní slitina nebo popouštění nebo pokud se změní plán dokončovacích prací.
- Záleží na teplotě a formě výrobku: Rozdíly v tyčích, deskách nebo extruzích nebo míchání temperací mohou ovlivnit povrchovou úpravu, eloxování a odezvu na obrábění.
- Nad rámec 6061/7075: Existují lité slitiny, volně obrobitelné třídy a slitiny zaměřené na korozi lodí. Ověřte si dostupnost v potřebné formě a kompatibilitu povrchových úprav.

6061 vs 7075: kdy je která volba lepší (prototyp vs výkonné díly)
Obrábění hliníku 6061 se běžně volí pro prototypy a mnoho výrobních dílů, protože vyvažuje obrobitelnost, odolnost proti korozi a obecnou pevnost. Pokud opakujete návrh a chcete, aby vás při řezání a dokončování méně překvapovalo chování, je 6061 často prvním místem, kde konstruktéři začínají.
Obrábění hliníku 7075 je častější, pokud je díl zaměřen na výkon a vyžaduje vyšší důraz na pevnost. Často se o něm hovoří v aplikacích leteckého typu, kde záleží na kompromisu mezi hmotností a pevností. Obchod spočívá v tom, že “nejlepší volba” se netýká pouze pevnosti. Je třeba také zvážit prostředí, požadavky na povrchovou úpravu a to, zda konstrukce používá tenké prvky, které se mohou deformovat.
Prakticky to lze vyjádřit takto: pokud se teprve učíte, co daný díl potřebuje, 6061 snižuje počet neznámých. Pokud již znáte případ zatížení a potřebujete vyšší mechanický výkon, může být 7075 lepší volbou, pokud to podporuje zbytek procesního plánu.
Tabulka: srovnávací matice slitin (obrobitelnost, důraz na pevnost, odolnost proti korozi, typické aplikace)
Níže uvedená tabulka slouží jako pomůcka při rozhodování, nenahrazuje datový list. Zůstává kvalitativní, protože přesné hodnoty vlastností závisí na temperaci, formě výrobku a specifikaci.
| Slitina hliníku (běžné použití CNC) | Obrobitelnost (relativní) | Důraz na sílu (relativní) | Odolnost proti korozi (relativní) | Typické aplikace CNC (příklady) |
|---|---|---|---|---|
| 6061 | Vysoký / “univerzální” | Střední | Vysoká | Přípravky, držáky, pouzdra, prototypy, hliníkové frézované díly vyžadující stabilní povrchovou úpravu. |
| 7075 | Vysoká (často dobrá) | Vysoká | Střední (závisí na prostředí a povrchové úpravě) | Vysoce výkonné konstrukční díly, součásti pro letecký průmysl, hardware citlivý na hmotnost |
| Ostatní třídy hliníku (“mimo”) | Liší se podle třídy a temperamentu | Různé | Různé | Používá se, pokud převažuje specifický požadavek (prostředí, vodivost, historie tváření nebo specifikace flow-down). |
Pokud je na výkresu požadována jiná jakost než tyto dvě, je obvykle dalším krokem ověření dostupnosti v potřebné formě (plech, tyč, výlisek) a ověření, zda je specifikace povrchové úpravy (eloxování, povlak) kompatibilní s danou slitinou a požadavky na vzhled.
Rozhodovací strom: výběr třídy hliníku podle požadavků na díl (zatížení, prostředí, požadavky na povrchovou úpravu)
Použijte ji jako rychlý nástroj pro výběr správné hliníkové slitiny pro CNC obrábění.
- Je díl nosný a má jasně stanovenou mez pevnosti? Pokud ano, proveďte nejprve kontrolu 7075 kvůli důrazu na pevnost, poté potvrďte korozní prostředí a plán povrchové úpravy. Pokud ne, nejprve prověřte 6061 kvůli vyvážené výkonnosti a širokému komfortu povrchové úpravy.
- Je hlavním faktorem odolnost proti korozi (venkovní prostředí, vlhkost, smíšené kovy v okolí)? Pokud ano, upřednostněte 6061 jako výchozí bod a povrchovou úpravu (eloxování/prachový nátěr) jako součást antikorozního plánu. Pokud ne, máte větší volnost při výběru podle mechanických potřeb.
- Je kosmetický vzhled (jednotný eloxovaný vzhled) rozhodující? Pokud ano, považujte výběr slitiny a povrchovou úpravu za propojené. Některé slitiny jsou povrchově upraveny důsledněji než jiné a vizuální rozdíly mezi jednotlivými díly mohou být způsobeny jak stopami po obrábění, tak i rozdíly mezi slitinou a teplotou.
- Potřebujete velmi jemné závity nebo vysokou spolehlivost záběru závitu? Pokud ano, zaměřte se na plánování závitování již na začátku. Slitina má vliv na to, jak se tvoří třísky a jak šetrný je proces závitování.
- Jedná se o prototyp, který se může přesunout do výroby? Pokud ano, začněte se “známou stabilní” slitinou (často 6061), pokud požadavek na výkon nevyžaduje slitinu 7075. Pak se při validaci držte stejné slitiny, aby se přenesly tolerance, povrchová úprava a výsledky kontrol.
Která třída hliníku je nejlepší pro rychlou výrobu prototypů a pro sériovou výrobu?
Pro rychlé prototypy se často používá materiál 6061, protože vyvažuje obrobitelnost, odolnost proti korozi a předvídatelnou povrchovou úpravu. Pro sériovou výrobu může být správná varianta 6061 nebo 7075, ale volba by se měla řídit zatěžovacím stavem a prostředím dílu. Pokud je výrobní díl zaměřen na výkon a omezením je pevnost, běžně se zvažuje 7075, přičemž se věnuje zvýšená pozornost povrchové úpravě a plánování kontrol.
Základní CNC procesy pro hliníkové díly (výběr toho správného)
Výběr správného CNC procesu pro hliníkové díly je v první řadě závislý na geometrii a riziku. Ačkoli se hliník stal jedním z nejpoužívanějších technických materiálů, ne každý prvek se při obrábění hliníku chová stejně.
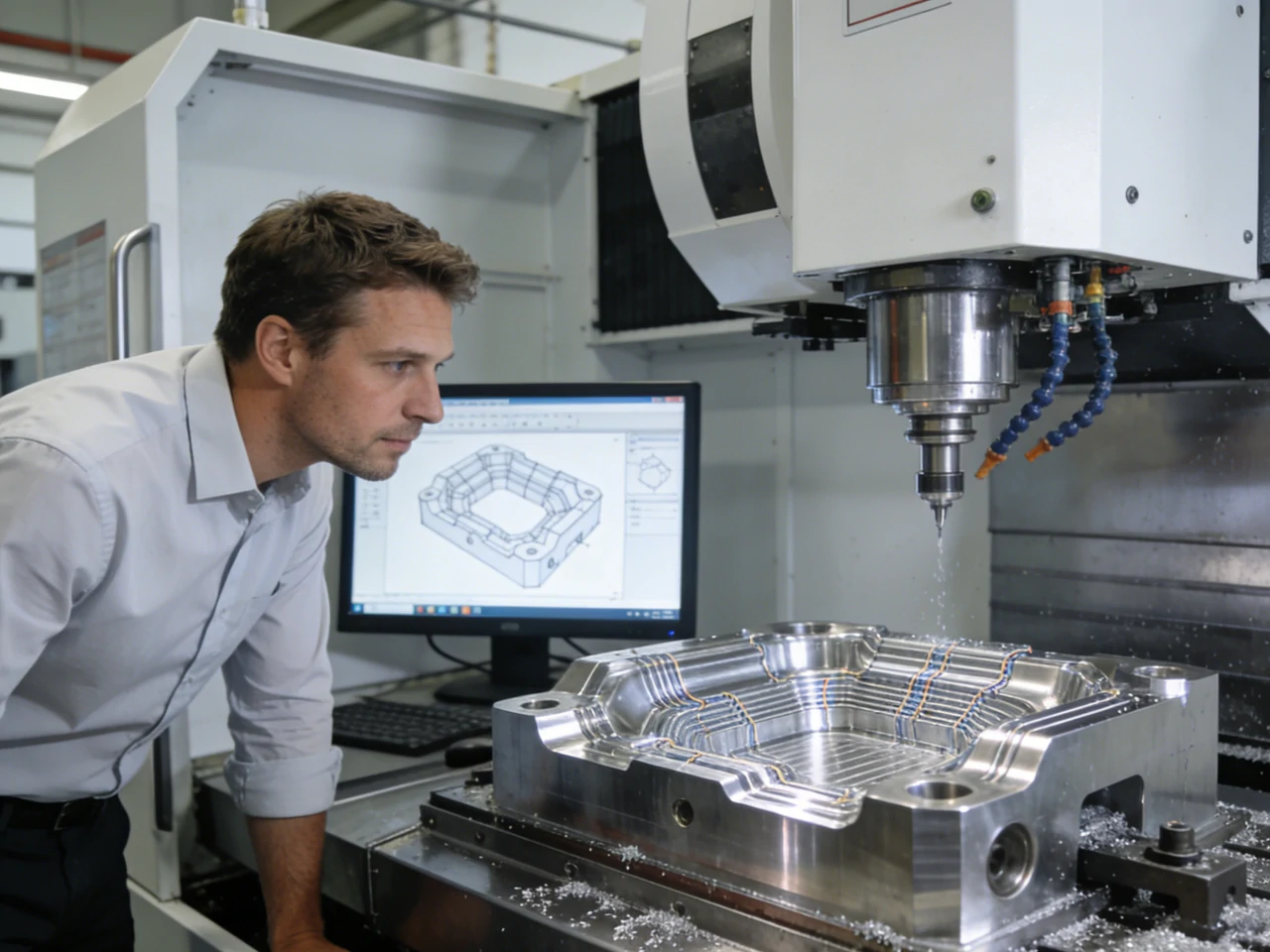
CNC frézování hliníku: nejvhodnější geometrie, důsledky pro povrchovou úpravu, typické případy použití
CNC frézování je základní metodou používanou na CNC frézkách k výrobě hranolové a vícetvárné geometrie z tepaného hliníkového materiálu. Typickými prvky jsou kapsy, ploché plochy, drážky, drážky, žebra a složité kontury. Víceosé frézování rozšiřuje přístup v případech, kdy je třeba prvky obrábět z více směrů.
Drsnost povrchu při frézování je ovlivněna strategií dráhy nástroje, geometrií nástroje a odvodem třísek. Na hliníku jsou zřetelné stopy po nástroji, zejména na širokých plochách. Pokud plánujete eloxování, mohou být tyto stopy viditelnější, takže požadavek na povrchovou úpravu “po obrábění” musí odpovídat kosmetickému požadavku.
Frézování je také místem, kde se projevuje mnoho problémů s otřepy, zejména na hranách kolem kapes a otvorů. Tvorba otřepů není pouze problémem odjehlování. Často je známkou toho, že je třeba upravit ostrost nástroje, řezné parametry nebo chování na výstupu z dráhy nástroje.
CNC soustružení hliníku: rotační díly, výhody doby cyklu, typické případy použití
CNC soustružení je nejvhodnější pro hliníkové součásti obráběné na CNC, jejichž geometrie je rotační: průměry, drážky, otvory, kužely a ramena. Soustružení efektivně přeměňuje kulatý hliníkový materiál na hotové díly s menším počtem výměn nástrojů a kratšími časy cyklů.
Z hlediska tolerancí poskytuje soustružení často stabilní kruhovitost a soustřednost, pokud je proces dobře nastaven. Hlavními riziky jsou stopy po upnutí obrobku (od upnutí) a deformace u tenkostěnných kroužků nebo dlouhých štíhlých hřídelí, kde může průhyb vytvořit kužel.
Soustružení se také dobře kombinuje s následným frézováním (nebo obráběním s živými nástroji), pokud má díl kulaté i hranolové prvky.
Vrtání + řezání závitů v hliníku: kvalita otvorů, úvahy o závitech, častá úskalí
Vrtání a řezání závitů vypadá na výkresu jednoduše, ale při CNC obrábění hliníku se jedná o časté závady.
U vrtání je častou příčinou špatné povrchové úpravy otvoru a kolísání velikosti třísky. Pokud se třísky nemohou odvádět, vrták se tře, stoupá teplo a otvor může být hrubý nebo předimenzovaný.
U odboček jsou hlavním rizikem poškozené kohouty. Hliník může tvořit dlouhé souvislé třísky, které zasekávají drážky. Špatné mazání nebo nesprávné dimenzování otvorů může zvýšit krouticí moment a zlomit závitníky. Protože se zlomené závitníky obtížně odstraňují, ovlivňuje tento krok neúměrně výtěžnost při výrobě vysoce kvalitních hliníkových dílů.
Záleží také na specifikaci vlákna. Pokud vlákno není kritické, může volnější třída nebo jiný přístup k formě vlákna snížit riziko. Pokud je kritický, možná budete potřebovat kontrolovanější strategii závitování a více kontrol.
Diagram: mapa procesů (funkce → doporučený proces) (odkaz: příručky/technické zprávy o obrábění)
Níže je uvedena jednoduchá mapa procesů k funkcím, kterou můžete použít během raného DFM.
| Funkce části / požadavek | Doporučený postup CNC (typický) | Proč se hodí | Běžné riziko u hliníku |
|---|---|---|---|
| Ploché plochy, kapsy, drážky, obrysy | CNC frézování | Flexibilní geometrie a snadné ovládání referenčních bodů | Stopy po nástrojích, otřepy, navařování třísek, pokud jsou třísky znovu nařezány |
| Válce, otvory, drážky, ramena | CNC soustružení | Efektivní pro rotační symetrii | Značky po obrobku, kužel z průhybu |
| Rovné otvory (průchozí/zaslepené) | Vrtání (často na frézce nebo soustruhu) | Rychlé a opakovatelné | Balení třísek, hrubá povrchová úprava otvorů |
| Vnitřní závity | Závitování (nebo frézování závitů, pokud je plánováno) | Standardní hardwarové rozhraní | Zlomené závitníky, špatná povrchová úprava závitu, pokud se třísky zaseknou |
Toto mapování je také užitečné, když se rozhodujete, zda má být funkce přepracována. Pokud si prvek vynucuje méně stabilní postup (například hluboké závitování v těžko přístupné kapse), může se vyplatit změnit návrh před řezáním kovu.
Nastavení CNC stroje, nástroje, rychlosti/podání a strategie chladicí kapaliny
Většina problémů při obrábění hliníku souvisí s teplem a třískami. Hliník se sám o sobě snadno řeže, ale může se lepit na nástroje. Jakmile se třísky začnou přivařovat k řezné hraně, klesá kvalita povrchu a kontrola rozměrů se stává méně stabilní.
Volba nástrojů, rychlostí a posuvů a strategie chladicí kapaliny spolupracují. Pokud změníte jednu z nich, musíte často upravit i ostatní.
Nástroje pro hliník: počet drážek, povlaky a geometrie
Pro frézování hliníku se běžně doporučují karbidové frézy s 2-3 drážkami, s vysokým úhlem sklonu a leštěnými povlaky (nebo leštěnými drážkami), které snižují adhezi a zlepšují tok třísek.
Kompromis v počtu fléten je praktický:
- Dvoubřité nástroje se často upřednostňují v případech, kdy je hlavním problémem vůle třísek, například při drážkování nebo v případech, kdy mají třísky tendenci se shlukovat.
- Tříbřité nástroje se často volí v případě, že chcete dosáhnout rovnováhy mezi třískovým prostorem a pevností nástroje, zejména pokud nefrézujete plně drážky a chcete vyšší posuv na otáčku bez ztráty třískového prostoru.
Neexistuje žádný univerzální “nejlepší” počet drážek pro všechny hliníkové aplikace. Geometrie, hloubka řezu, dosah nástroje a volba chladicí kapaliny ovlivňují výsledek. Klíčovým bodem je výběr nástroje, který udržuje třísky v pohybu směrem od řezné hrany.
Rychlosti a posuvy: proč hliník běží rychle
V mnoha příručkách pro obrábění se uvádí, že CNC obrábění hliníku často probíhá při vysokých otáčkách vřetena. Hliník může podporovat rychlejší řezání, protože řezné síly jsou v porovnání s mnoha ocelemi relativně nízké a vyšší otáčky pomáhají udržovat konzistentní tvorbu třísek.
Rychlost posuvu musí stále odpovídat průměru nástroje, záběru a hloubce řezu. Pokud je posuv příliš nízký, může nástroj místo řezání drhnout, čímž se zahřívá a zvyšuje se pravděpodobnost vzniku náběhu hrany. Pokud je posuv příliš vysoký vzhledem k tuhosti nastavení a dosahu nástroje, zvyšuje se průhyb a chvění, což poškozuje kvalitu povrchu a toleranci.
Protože přesné tabulky parametrů závisí na konstrukci nástroje a mezích stroje, je lepší považovat “>10 000 ot/min” za indikátor možností a poté vyladit posuvy a záběr na základě tvaru třísky a výsledků povrchové úpravy.
Volba chladicí kapaliny: Chlazení MQL vs. zaplavení - výhody/nevýhody pro regulaci tepla, odvod třísek, čistotu (zvýrazněte nejistotu).
Strategie chlazení ovlivňuje životnost nástroje i čistotu dílu.
Zaplavovací chlazení se často používá při kontinuální výrobě, protože pomáhá s regulací tepla a odvodem třísek. Může snížit pravděpodobnost opětovného odfrézování třísek, které je častou příčinou špatné povrchové úpravy u hliníkových frézovaných dílů.
Mazání v minimálním množství (MQL) používá malé množství maziva dodávaného ve formě aerosolu nebo mlhy. Lidé se pro něj rozhodují, protože může udržovat stroje čistší a omezit manipulaci s chladicí kapalinou. Může dobře fungovat, pokud je již silně odváděna tříska a pokud je proces vyladěn.
Preference a výsledky se skutečně liší. Někteří uživatelé uvádějí, že zaplavovací chlazení je šetrnější k dlouhým cyklům a vysokému úběru materiálu. Jiní dávají přednost MQL kvůli čistotě a snížení množství odpadu. Správná volba závisí na geometrii dílu, krytu/řízení čipu a na tom, zda je prioritou maximální odvod tepla nebo řízené mazání na řezné hraně.
Je vysokorychlostní obrábění pro hliník vždy lepší, nebo se při něm nástroje příliš rychle opotřebovávají?
Vysokorychlostní obrábění je u hliníku běžné, protože může zlepšit tvorbu třísek a udržet nižší řezné síly na zub. Není vždy “lepší”, pokud dráha nástroje způsobuje opětovné odřezávání třísek, pokud se nástroj tře kvůli nízkému zatížení třískou nebo pokud chladicí kapalina a odvod třísek nestíhají. Opotřebení nástroje může rychle vzrůst, když se začne vytvářet nahromaděná hrana, takže nejlepší přístup je ten, který udržuje třísky v pohybu a řeznou hranu čistou, nikoli ten s nejvyššími otáčkami.
Povrchová úprava, následné zpracování a výsledky připravené pro specifikace
Hliníkové díly mohou vypadat skvěle hned po vyjetí ze stroje - nebo překvapivě hrubě. Rozdíl je obvykle v kontrole třísek, nikoli v kvalitě materiálu. To platí bez ohledu na to, zda obrábíte standardní slitiny nebo specializovanější druhy, jako je hliník lithium, které přinášejí další citlivost procesu.
Pokud bude váš díl eloxován nebo potažen, měli byste obráběný povrch považovat za základní vrstvu, kterou povrchová úprava zvýrazní, nikoli zakryje.
Proč může povrchová úprava hliníku vypadat “drsně”: svařování třísek, stopy po nástrojích, teplo, faktory upínání.
Drsný vzhled hliníkových dílů obráběných na CNC strojích je často způsoben jednou nebo více z těchto příčin:
- Svařování třísek (zastavěný okraj): Hliníkové třísky mohou ulpět na hraně nástroje. Nástroj pak místo čistého střihu povrch roztrhne. Vzniká tak rozmazaný vzhled a nestejná odrazivost.
- Stopy po volbě dráhy nástroje: Nastavení krokování a krokování dolů může na tvarovaných plochách zanechat viditelné vroubky. Na rovných plochách může špatná strategie obrábění zanechat opakující se čáry.
- Teplo a tření: Pokud se nástroj tře, může se na některých místech leštit a na jiných trhat. Teplo také zvyšuje pravděpodobnost přilnavosti na řezné hraně.
- Deformace nebo vibrace obrobku: Pokud není obrobek držen pevně, mohou vibrace způsobit otřepy. Pokud se obrobek při upínání deformuje, můžete po odepnutí pozorovat změny vzoru.
Jedná se spíše o problémy fyziky obrábění než o “dovednosti obsluhy”. Náprava obvykle spočívá ve změně zatížení třísky, geometrie nástroje, strategie chladicí kapaliny nebo počtu nastavení, aby byl díl lépe podepřen.
Možnosti následného zpracování
Mezi běžné možnosti následného zpracování hliníku patří:
Eloxování zvyšuje tloušťku a kontrolu oxidové vrstvy. Používá se pro zvýšení odolnosti proti korozi a opotřebení a může také dodat kosmetickou barvu. Eloxování interaguje s podkladovými stopami po obrábění, takže záleží na přípravě povrchu.
Práškové lakování přidává povlak na bázi polymerů, který může zlepšit odolnost proti korozi a vzhled. Může zakrýt drobné odchylky povrchu, ale hrany a ostré prvky mohou stále pronikat, pokud je základní povrchová úprava špatná.
Pískování (nebo podobné tryskání) mění strukturu povrchu. Používá se ke snížení viditelných stop po nástroji a k vytvoření jednotného matného vzhledu před eloxováním nebo potažením. Mírně také mění rozměry, takže je třeba s ním počítat, pokud jsou tolerance přísné.
Graf: Výběr povrchové úpravy podle cíle (kosmetická úprava vs. koroze vs. opotřebení) + poznámky k příspěvku na konstrukci
| Primární cíl | Typická možnost povrchové úpravy | Co zlepšuje | Co sledovat v oblasti designu/spec |
|---|---|---|---|
| Kosmetická jednotnost | Pískování, následné eloxování nebo lakování | Jednotnější vzhled díky omezení viditelných stop po nástrojích | Tryskání mění strukturu povrchu a může ovlivnit definici hran; přizpůsobte se potřebám tolerance. |
| Odolnost proti korozi | eloxování nebo práškové lakování | Bariéra pro životní prostředí; při eloxování se používá řízený oxid | Eloxování vytváří vrstvu oxidu; kritická uložení mohou vyžadovat přídavek a jasnou specifikaci. |
| Odolnost povrchu proti opotřebení | eloxování (typy zaměřené na opotřebení) | Tvrdší oxidový povrch ve srovnání s holým hliníkem | Povrch je odolnější proti opotřebení, ale vzhled se může lišit v závislosti na slitině a přípravě. |
Pokud zadáváte eloxované hliníkové díly CNC s těsným uložením, je bezpečné určit, které povrchy jsou “funkční uložení” a které kosmetické, a podle toho přizpůsobit specifikaci povrchové úpravy. I když je povrchová úprava řízená, změna z holého hliníku na hotový hliník může ovlivnit montáž.
Proč vypadá můj hliníkový povrch ve srovnání s ocelí drsně?
Hliník je náchylnější k ulpívání třísek na řezné hraně, takže nahromaděná hrana může povrch rozmazat a vypadat roztrhaně. Ocel často tvoří třísky, které se lámou jinak a za srovnatelných podmínek nepřilnou stejným způsobem. U hliníku má odvádění třísek, leštění nástroje a strategie chladicí kapaliny velký vliv na to, zda povrch vypadá čistě nebo drsně.
3osé vs. 5osé a víceosé strategie pro složité díly
Počet os není symbolem statusu. Je to rozhodnutí o strategii nastavení. Většina ztrát tolerance při obrábění pochází z nastavení: pokaždé, když díl odepnete a znovu upnete, přidáte chybu souososti a riziko deformace. Víceosé obrábění může snížit počet seřízení tím, že při jednom upnutí dosáhnete více ploch.
Kdy má pětiosé CNC obrábění význam: složité geometrie, méně nastavení, zvýšení přesnosti
Pětiosé CNC obrábění se stává relevantním, pokud platí jedna nebo více z těchto podmínek:
- Díl má prvky na více plochách, které spolu musí těsně souviset.
- Díl má šikmé otvory, složené povrchy nebo problémy s přístupem podobným podřezání, které jsou v tříosém obrábění nepříjemné.
- Chcete snížit počet nastavení, abyste omezili chyby při skládání a zlepšili opakovatelnost.
Zlepšení přesnosti často vyplývá z omezení manipulace, nikoli z toho, že by stroj byl “přesnější”. Pokud pětiosý plán změní čtyři nastavení na jedno nebo dvě, snížíte možnosti chyb a omezíte možnost, že se mezi operacemi změní zkreslení upnutí.
Případová studie: 5osé frézování hliníkové skříně dronu 7075 → 30% zkrácení doby montáže; složitost nad rámec 3osého frézování
V příkladu pro letecký průmysl byl vyroben kryt dronu na zakázku pomocí pětiosého CNC frézování z hliníku 7075. Uváděným výsledkem bylo zkrácení doby montáže o 30% a díl zahrnoval složitost, které nebylo možné stejným způsobem dosáhnout na tříosém stroji.
Pro proveditelnost není poučením, že pětiosé obrábění je vždy rychlejší. Jde o to, že některé konstrukce se na systémové úrovni zjednoduší, když obráběný díl může integrovat prvky, které by jinak vyžadovaly samostatné součásti, sekundární operace nebo seřizovací kroky. Pokud pouzdro nahradí montážní komín, může se doba montáže snížit, i když je doba obrábění jednotlivého dílu vyšší.
Frézovací centra: kombinace prizmatického + rotačního obrábění
Frézovací centrum kombinuje soustružení (rotační obrábění) a frézování (prizmatické prvky) na jedné platformě. To má význam, když se u vašeho dílu mísí průměry a roviny nebo když potřebujete, aby otvory a frézované drážky byly těsně zarovnané.
Na příkladu lékařských přístrojů (ortopedické implantáty) se díky integrovanému frézování a soustružení snížilo množství nastavení a zlepšila se rozměrová přesnost složitých geometrií. Z toho vyplývá, že kombinací procesů lze chránit vaše referenční hodnoty. Pokud musí být vývrt a frézovaný prvek soustředné nebo přesně umístěné vůči sobě, může jejich výroba v jednom kontrolovaném stavu upnutí snížit chybu stack-up.
Schéma: pracovní postup pro snížení počtu seřízení (víceosé seřízení vs. 5osé / frézování) (odkaz: technické zprávy z průmyslu; akademické studie o chybách seřízení)
Cíl: Zachovat vztahy mezi jednotlivými funkcemi.
tříosé obrábění (obvykle vyžaduje více nastavení):
- Nejprve upnete díl v nastavení 1 a obrobíte všechny dosažitelné plochy/výlisky.
- Poté díl odepnete, překlopíte nebo otočíte pro nastavení 2, označíte nebo lokalizujete a obrobíte další sadu ploch.
- Tento postup můžete opakovat pro nastavení 3 a další nastavení podle potřeby.
- Riziko: Každé další nastavení přináší potenciální chyby způsobené změnou polohy a změnami zkreslení svorky.
5osé obrábění (obvykle vyžaduje méně nastavení):
- V nastavení 1 upnete díl a poté otáčíte nebo nakláníte nástroj nebo obrobek, abyste mohli v jednom nastavení obrábět více ploch/dílů.
- Volitelně lze k dokončení zbývajících ploch použít nastavení 2.
- Výhody: Je třeba méně přemisťování, takže se déle zachovávají vztahy mezi jednotlivými prvky.
Frézování (kombinované soustružení a frézování):
- V nastavení 1 upnete obrobek do vřetena a otočíte kritické průměry nebo otvory.
- Ve stejném nastavení můžete frézovat roviny, otvory nebo drážky pomocí nástrojů pod napětím.
- Výhody: Rotační a prizmatické vyrovnání je zachováno bez nutnosti opětovného upínání.
Pokud se rozhodujete mezi těmito přístupy, počítejte nastavení včas. Počet nastavení je jedním z nejspolehlivějších ukazatelů rizika tolerance a zátěže při kontrole.
Kvalita, tolerance a plánování kontrol
Plánování kvality pro CNC obrábění hliníku není jen o stanovení těsné tolerance. Jde o to rozhodnout, kde jsou těsné tolerance důležité, jak se budou ověřovat a jak se vyhnout problémům při kontrole, které nezlepšují funkci.
Praktické plánování tolerance: “Typické” vs. “pokročilé nastavení” a důsledky pro náklady/dobu realizace
Jak již bylo uvedeno, jako běžná toleranční úroveň pro frézování a soustružení hliníku se běžně uvádí ±0,005 palce (±0,127 mm), přičemž pokročilá nastavení jsou schopna dosáhnout větších tolerancí. Důležitá část tohoto tvrzení je “nastavení”. Přísnější tolerance obvykle vyžadují větší kontrolu v:
- Obrábění a definice referenčního bodu
- Řízení a kompenzace opotřebení nástrojů
- Teplotní stabilita při obrábění a kontrole
- Metoda kontroly a plán odběru vzorků
I když stroj dokáže držet pevná čísla, váš díl nemusí. Tenké rysy, dlouhé nástroje a vztahy mezi více plochami zvyšují riziko. Pokud je tolerance těsnější než funkční potřeba, můžete zaplatit za riziko kontroly a zmetkovitosti, aniž byste zlepšili výkonnost sestavy.
Přehled inspekčních přístupů
Plánování kontrol funguje nejlépe, když je rozdělíte na kontroly v průběhu procesu a závěrečnou kontrolu.
Kontroly v průběhu procesu se zaměřují na rozměry, které se mohou v průběhu výroby měnit, jako jsou kritické průměry, šířky kapes a signály kvality závitů. Cílem je zachytit opotřebení nástroje, nárůst hran a tepelný posun dříve, než se celá dávka stane zmetkem.
Závěrečná kontrola se zaměřuje na vlastnosti, které určují shodnost a funkčnost: umístění vzorových prvků, styčné plochy a případné toleranční hnací prvky. U eloxovaných nebo lakovaných dílů může být při závěrečné kontrole nutné vyjasnit, zda se rozměry měří před nebo po povrchové úpravě, v závislosti na tom, co vyžaduje výkres.
Klíčovým bodem je sladit kontrolu s rizikem. Hliníkové díly mohou být rozměrově správné, a přesto při montáži selžou, protože závit se zadře, otřep zablokuje usazení nebo povrchová úprava změní lícující plochu.
Tabulka: toleranční pásma → typický přístup k procesu/kontrole
| Toleranční pásmo (koncept) | Typický přístup k obrábění | Typický přístup ke kontrole | Poznámky k hliníkovým dílům |
|---|---|---|---|
| “Typické” (přibližně ±0,005 in / 0,127 mm) | Standardní frézování/soustružení se stabilním upínáním obrobku | Základní rozměrové kontroly; konečné ověření klíčových prvků | Dobrý základ pro mnoho držáků, pouzder a obecných hliníkových komponent. |
| “Těsnější než typické” (pokročilé nastavení) | Zkrácení seřizování, kontrolované opotřebení nástroje, stabilnější upínání, pečlivé dráhy nástroje. | Častější kontroly během procesu; podrobnější závěrečná kontrola dat/prvků. | Teplo, zkreslení při upínání a přilnavost třísek se stávají většími příčinami odchylek. |
| “Velmi těsné / kritické uložení” | Strategie specifická pro daný prvek; může vyžadovat víceosé nebo kombinované procesy | Definovaný metrologický plán vázaný na vztažné body; vyjasnění měření před/po dokončení. | Vyhněte se nadměrnému tolerování; specifikujte pouze tam, kde to funkce vyžaduje. |
Tato tabulka je záměrně nečíselná, protože to, co se považuje za “těsné”, závisí na velikosti dílu, geometrii a vztazích mezi prvky.
Jakých tolerancí lze běžně dosáhnout při CNC obrábění hliníku?
Typická dílenská tolerance pro frézování a soustružení hliníku závisí na velikosti prvku, počtu nastavení a způsobu kontroly. U pokročilých nastavení je možné dosáhnout přísnějších tolerancí, ale úspěch závisí na geometrii dílů, tuhosti upínání a tepelných podmínkách. Obvykle je lepší dotahovat pouze prvky kritické pro funkci než celý díl.
Návrh pro vyrobitelnost (DFM) + prevence poruch
DFM pro CNC obrábění hliníku spočívá v odstranění rizik, kterým se lze vyhnout. Hliník se v mnoha případech snadno obrábí, ale trestá se za malé chyby v kontrole třísek a závitů. Mnoho poruch je opakovatelných: gumovité třísky, špatná povrchová úprava, otřepy na hranách a zlomené závitníky.
Tato část se zaměřuje na to, co je obvykle příčinou zmetkovitosti nebo přepracování a co je třeba změnit jako první.
Kontrolní seznam: DFM pro hliníkové CNC díly (prvky, které zvyšují náklady, riziko nebo přepracování)
Tento kontrolní seznam použijte při kontrole návrhu. Je napsán tak, aby označil rizikové faktory, aniž by předpokládal konkrétní stroj nebo dodavatele.
- Hluboké kapsy a nástroje s dlouhým dosahem: Zvyšují riziko průhybu a chvění, což poškozuje kvalitu povrchu a kontrolu velikosti. Zvažte, zda je hloubka kapsy funkčně nutná nebo zda se může sestava měnit.
- Tenké stěny a tenké podlahy: Ty se při upínání deformují a mohou při řezání vibrovat. To vede ke kuželovitosti, otřesům a potížím s dodržováním přísných tolerancí.
- Ostré vnitřní rohy: Frézy jsou kulaté, takže ostré vnitřní rohy vyžadují malé nástroje, které jsou méně tuhé a prodlužují dobu cyklu. Pokud musí být roh ostrý kvůli funkci, počítejte s pomalejším obráběním a vyšším zaměřením kontroly.
- Kritické rysy se rozprostírají na mnoha tvářích: To zvyšuje počet nastavení při tříosém obrábění. Pokud záleží na umístění jednotlivých prvků, zvažte, zda víceosé obrábění nesnižuje riziko.
- Zavádění nití v těžko přístupných oblastech: Při závitování hluboko v kapse nebo v blízkosti stěny se zvyšuje pravděpodobnost špatného nastavení a zaseknutí třísky. Pokud je to možné, změňte konstrukci pro snadnější přístup k nástroji.
- Nejasné požadavky na povrchovou úpravu: Pokud výkres neodděluje kosmetické a funkční povrchy, může se stát, že po eloxování nebo pokovení bude díl splňovat rozměry, ale nebude splňovat kosmetické požadavky.
Tyto problémy nejsou u hliníku výjimečné, ale díky jeho sklonu k tvorbě hran a otřepů se důsledky projeví rychle.
Předcházení “zanášení” fréz: odvod třísek, volba nástroje, povlaky, chladicí kapalina, úvahy o dráze nástroje.
“Gumování” obvykle znamená, že hliník ulpívá na řezné hraně, pak trhá povrch obrobku a vytváří teplo. Náprava obvykle spočívá v kombinaci, nikoliv v použití jediného knoflíku.
Evakuace čipů je první branou. Pokud třísky zůstávají v řezu, dochází k jejich opětovnému řezání, stoupá teplo a zhoršuje se přilnavost. Na nástrojích záleží, protože leštěné drážky a vhodné úhly sklonu napomáhají uvolňování třísek namísto jejich svařování. Chladicí kapalina nebo mazivo pak podporují rozhraní: zaplavovací chlazení může odplavit třísky a odvést teplo, zatímco MQL může snížit tření na řezné hraně, pokud je odvod třísek již dobrý.
Záleží také na volbě dráhy nástroje. Dráhy nástrojů, které se vyhýbají dlouhému uložení nástroje v drážce, mají tendenci snižovat zahřívání a zanášení třísek. Pokud si geometrie vynucuje drážkování, je volba nástroje a odvod třísek ještě důležitější.
To přímo souvisí s častou otázkou kupujícího: Je hliník snadno opracovatelný? V mnoha případech ano, protože řezné síly jsou nízké a vysoké otáčky vřetena běžné. Ve skutečné výrobě je hliník “snadný” pouze tehdy, když jsou třísky pod kontrolou. Špatná kontrola třísek může způsobit, že hliník se hůře čistě opracovává než některé oceli.
Předcházení zlomení závitníků v hliníku: dimenzování otvorů, strategie závitování, mazání/chladicí kapalina
Prasklé závitníky v hliníku jsou obvykle způsobeny krouticím momentem. Krouticí momenty vznikají v důsledku zaseknutí třísek, špatného seřízení nebo nedostatečného mazání.
Na velikosti otvorů záleží, protože příliš malé otvory zvyšují řezné zatížení a točivý moment. Na strategii závitování záleží, protože odvádění třísek se mění s typem závitníku a hloubkou závitu. Na mazání záleží, protože hliník může žluknout, což zvyšuje tření a točivý moment. Součástí je i strategie chlazení, protože ovlivňuje pohyb třísek a mazání na rozhraní závitů.
Krok na straně návrhu, který pomáhá, je vyhnout se vytváření hlubších vláken, než je nutné pro funkci. Další možností je vyhnout se umístění závitů tam, kde třísky nemají kam odejít, například na dno slepého otvoru bez odlehčení. Pokud je zapotřebí slepý otvor se závitem, naplánujte hloubku závitu a geometrii dna tak, aby bylo možné závitování dokončit bez nabalování třísek.
Zmírnění rizika závitování
U hliníku jsou běžné zlomené kohouty. Zvažte alternativy:
- Frézování závitů: Použitelné pro hluboké otvory, těsnou kontrolu třísek nebo slepé otvory.
- Tvarovací kohouty: Beztřísková varianta; vyžaduje vyšší krouticí moment a omezení materiálu.
- Poznámka ke konstrukci: Vyhněte se místům, která jsou “nepřístupná”, jako jsou těžko přístupné kapsy; vyžádejte si doporučení dodavatele ohledně strategie použití nití.
Uveďte “frézování závitů povoleno” nebo povolte výběr dodavatele pro nekritické závity.
Jsem nováček v CNC a moje hliníkové díly neustále zanášejí frézy - jaké nastavení nástrojů je nejlepší?
Běžným základem jsou tvrdokovové frézy s 2-3 drážkami, geometrií s velkým sklonem a leštěnými drážkami nebo leštěnými povlaky pro snížení ulpívání třísek. K tomu je třeba přidat strategii chlazení, která podporuje odvádění třísek, protože opětovné frézování třísek je častým spouštěcím mechanismem pro vznik náběžné hrany. Pokud se kvalita povrchu v průběhu obrábění rychle zhoršuje, často to ukazuje na ulpívání třísek na břitu nebo na tření v důsledku příliš nízkého zatížení třísky.
Aplikace a reálné pracovní postupy (důkaz prostřednictvím případových studií)
CNC obrábění hliníku se objevuje v mnoha odvětvích, ale pracovní postupy se liší. Součásti pro letecký průmysl často vyžadují pevnost slitin a možnost obrábění ve více osách. Díly pro automobilový průmysl se často zaměřují na opakovatelnost a kontrolu koroze. Zdravotnické díly se často zaměřují na redukci nastavení a kontrolu rozměrů u složitých geometrií.
Níže uvedené případové studie jsou shrnuty na úrovni rozhodování: výběr slitiny, výběr procesu a měřitelný výsledek, který ovlivnil proveditelnost.
Outsource vs. In-House: Průvodce rozhodováním o dodavateli vs. stroji
Při plánování CNC obrábění hliníku zvažte outsourcing oproti vlastní výrobě:
- Outsourcing: Přerušovaná poptávka, smíšené geometrie, specializovaná kontrola kvality, víceosé stroje.
- Vlastní: Stabilní skupiny dílů, specializovaná kontrola kvality, interní kontrola a kontrola dokončování.
Kontrolní seznam schopností dodavatele:
- Počet os (3/4/5, frézování)
- Kontrolní zařízení a plán odběru vzorků
- Kontrola eloxování nebo povlaku
- Strategie vláken a správa čipů
- Odjehlování a následné zpracování
- Dokumentace a sledovatelnost
Rekapitulace příkladu z letectví a kosmonautiky: 7075 + 5osý pro výkonnostní/komplexní výsledky
V příkladu pouzdra dronu byla použita ocel 7075 a pětiosé frézování k výrobě složité geometrie pouzdra. Uváděným výsledkem bylo výrazné zkrácení doby montáže díky integraci dílů a jejich složitosti, které nebylo možné stejným způsobem dosáhnout na tříosém frézování.
Pokud posuzujete podobný přístup, otázka proveditelnosti zní: může obráběný díl nahradit sestavu a přitom být kontrolovatelný a dokončený podle specifikace? Pokud ano, zisk na úrovni systému může ospravedlnit víceosé obrábění, i když se náklady na díl zvýší.
Pracovní postupy v automobilovém průmyslu: 6061 soustružení + frézování + eloxování pro lehkou odolnost a odolnost proti korozi.
V příkladu držáku automobilového senzoru byl použit materiál 6061, který byl soustružen a frézován a následně eloxován. Uváděný výsledek se zaměřil na lehké díly s konzistentní kvalitou a zvýšenou odolností proti korozi.
Z toho vyplývá, že mnoho hliníkových dílů pro automobilový průmysl je úspěšných, protože pracovní postup je stabilní: běžná slitina (6061), geometrie, která vyhovuje síle soustružení/frézování, a povrchová úprava (eloxování), která podporuje potřeby koroze. Pokud se váš díl pohybuje v blízkosti postřiku vozovky nebo smíšených kovů, měl by být plán koroze považován za součást návrhu, nikoli za dodatečnou myšlenku.
Pracovní postup ve zdravotnictví: frézovací centrum pro snížení počtu nastavení a zlepšení rozměrové přesnosti u složitých geometrií
V kontextu ortopedických implantátů se díky integrovanému přístupu frézování a soustružení snížilo množství nastavení a zvýšila se rozměrová přesnost, přičemž se umožnila výroba komplexní geometrie. Snížení počtu seřízení je přímým nástrojem tolerance: menší počet opětovných upnutí obvykle znamená méně příležitostí k posunu vztažných bodů a méně překvapení při kontrole.
Požadavky na proveditelnost ve zdravotnickém stylu vás často nutí k včasnému definování referenčních hodnot a kontrolních plánů. Pokud má díl prizmatické a rotační prvky, které musí být těsně zarovnány, často se zvažuje frézování, protože může zachovat vztahy prvků při jednom kontrolovaném upnutí.
Tabulka: použití → doporučené kombinace slitin/procesů/povrchových úprav
| Kontext aplikace | Běžná volba slitiny (z příkladů) | Společná volba procesu | Běžná volba povrchové úpravy | Zaměření na proveditelnost |
|---|---|---|---|---|
| Letecký kryt (dron) | 7075 | 5osé CNC frézování | Povrchová úprava závisí na prostředí / specifikaci | Integrace dílů, menší počet sestav, přístup ke komplexní geometrii |
| Automobilový držák (držák snímače) | 6061 | Soustružení + frézování | Eloxování | Opakovatelnost, odolnost proti korozi, zvládnutelná kontrola |
| Zdravotnická součást (kontext implantátu) | Není specifikováno nad rámec případu použití hliníku | Frézování (kombinované) | Dokončení závisí na požadavcích zařízení | Redukce nastavení, kontrola referenčního bodu, rozměrová přesnost |
Nejedná se o univerzální recepty. Ukazují vzor: přizpůsobte slitinu mechanickým a environmentálním potřebám, přizpůsobte proces souboru vlastností a poté zvolte povrchovou úpravu, která podporuje požadavky na korozi, opotřebení a vzhled.
Pokud se rozhodujete, zda je CNC obrábění hliníku vhodné, je logika rozhodování obvykle jednoduchá. Začněte s primárním omezením dílu: hmotnost, pevnost, korozní prostředí nebo kosmetická úprava. Poté zvolte slitinu, která tomuto omezení vyhovuje, přičemž 6061 a 7075 jsou běžnými výchozími body. Poté namapujte vlastnosti na procesy a spočítejte nastavení, protože počet nastavení je silným prediktorem rizika tolerance. Nakonec zadejte tolerance pouze tam, kde je funkce potřebuje, a přizpůsobte kontrolu a dokončování těmto funkčním povrchům.
Tento postup je vhodný, pokud geometrie umožňuje stabilní upínání, třísky se mohou čistě odvádět a plán povrchové úpravy je kompatibilní se slitinou i tolerančním zásobníkem. Rizikovým se stává, když se hluboké kapsy, tenké prvky a těžko přístupné závity kombinují s přísnými tolerancemi a vysokými kosmetickými nároky bez jasného plánu procesu a kontroly.
ČASTO KLADENÉ DOTAZY
Hliník je oblíbeným materiálem pro CNC obrábění, protože je dostatečně pevný, aby držel tvar, a zároveň dostatečně lehký, aby se s ním lépe manipulovalo a usnadnila přeprava. Jeho přirozená vrstva oxidu mu dodává slušnou odolnost proti korozi, takže díly vydrží déle bez dalšího ošetření, a je kompatibilní s eloxováním a dalšími dokončovacími procesy. Hliník se také obrábí rychleji než mnohé tvrdší kovy, protože řezné síly jsou nižší, což umožňuje vyšší otáčky vřetena, které mohou při dobrém řízení třísek urychlit výrobu. Přesto není zcela spolehlivý - bez správného odvodu třísek a řízení tepla se hliník může přilepit na řezné nástroje nebo vytvořit nahromaděné hrany, což ovlivňuje kvalitu povrchu a rozměrovou přesnost. Celkově lze říci, že kombinace jeho obrobitelnosti, úspory hmotnosti a odolnosti proti korozi z něj činí mimořádně univerzální materiál pro vše od leteckých konzol až po skříně pro elektroniku, zejména ve spojení se správným CNC nastavením.
Výběr správné třídy hliníku závisí na rovnováze mezi obrobitelností, pevností a odolností proti korozi. Pro univerzální frézování se často volí 6061, protože se snadno obrábí, dobře odolává korozi a předvídatelně drží rozměry, takže je ideální pro prototypy nebo standardní výrobní díly. Pokud je klíčovým požadavkem vyšší pevnost, jako například u leteckých komponentů nebo vysoce namáhaných mechanických dílů, obvykle se dává přednost materiálu 7075. Materiál 7075 je však citlivější na teplo a strategii obrábění, takže je třeba pečlivě zvážit dokončovací procesy, jako je eloxování a kontrolní plány. Kromě toho existují další slitiny pro specifické potřeby, jako je vodivost, odolnost proti opotřebení nebo komplexní působení prostředí, ale začít s 6061 nebo 7075 pokrývá většinu aplikací. Klíčovým poznatkem je, že třída, kterou si vyberete, by měla odpovídat jak funkčnímu zatížení, tak i očekávání povrchové úpravy po obrábění, abyste se vyhnuli překvapením během výroby.
Otřepy mohou být při obrábění hliníku jedním z nejsložitějších problémů, ale jejich kontrola je především o plánování. Ostré nástroje jsou nezbytné a dráha nástroje se musí vyhnout přetahování materiálu na výstupech a v rozích, kde se obvykle tvoří otřepy. Rozhodující je také stabilní upnutí obrobku - jakýkoli pohyb součásti může zhoršit tvorbu otřepů. Vznik otřepů je pravděpodobnější, pokud dojde k opětovnému vyříznutí třísek nebo pokud se na řezném nástroji vytvoří nahromaděná hrana, takže stejně důležitý je účinný odvod třísek a správná strategie chladicí kapaliny. Mnohé dílny kombinují tato preventivní opatření s technikami odstraňování otřepů po procesu, jako jsou ruční nástroje, kartáče nebo lehké bubnové obrábění, ale skutečné úspory přináší návrh procesu, který od počátku minimalizuje tvorbu otřepů. Včasné věnování pozornosti těmto faktorům pomáhá snížit zmetkovitost, snižuje náklady na dokončovací práce a zajišťuje, že díly splňují funkční i kosmetické požadavky.
Hliník může mít v závislosti na zamýšlené funkci širokou škálu povrchových úprav. Eloxování je oblíbené, protože zvětšuje a stabilizuje vrstvu oxidu, zvyšuje odolnost proti korozi a opotřebení a zároveň umožňuje kosmetické zbarvení. Práškové lakování přidává vrstvu polymeru pro ochranu a jednotný vzhled, ale na ostrých hranách a rozích mohou být stále patrné stopy po nástroji, pokud není základní povrch hladký. Pískování nebo podobné abrazivní techniky mohou pomoci vytvořit jednotnou matnou strukturu a připravit povrch pro následné nátěry, přičemž se mírně upraví rozměry. Klíčové je určit, které povrchy jsou funkční a které kosmetické, protože oblasti s kritickou tolerancí mohou při dokončování vyžadovat zvýšenou pozornost. Plánováním povrchové úpravy s ohledem na estetiku i výkonnost se můžete vyhnout překvapením, jako je nerovnoměrná barva, opotřebované hrany nebo uložení, které se správně nesestavuje.
Hliník je často označován za “snadný” na obrábění ve srovnání s ocelí nebo titanem, protože obrábí menšími silami, umožňuje vyšší otáčky vřetena a obecně se nástroje neopotřebovávají tak rychle. Snadnost však neznamená, že obrábění není náročné - je snadné pouze tehdy, když jsou třísky správně odstraněny, teploty kontrolovány a jsou použity správné nástroje. Hliník se rád lepí na řezné hrany, a pokud se vytvoří nahromaděné hrany, mohou povrchy vypadat drsně nebo rozmazaně. Tenké stěny, dlouhé rysy nebo hluboké kapsy zvyšují další riziko, proto je důležité pečlivě plánovat upínání a dráhy nástrojů. Po provedení těchto opatření lze hliník obrábět rychle a přesně, což je ideální pro rychlou výrobu prototypů i sériovou výrobu. Klíčem je pozornost věnovaná odvádění třísek, nástrojům a strategii chladicí kapaliny, které dohromady činí hliník předvídatelným, nikoliv složitým.
Pro typické CNC frézování a soustružení hliníku obchody často uvádějí běžnou toleranci kolem ±0,005 palce (±0,127 mm). Tato úroveň funguje dobře pro většinu držáků, pouzder a obecných součástí bez specializovaných nastavení. Pokud jsou potřeba přísnější tolerance, mohou pokročilá nastavení - jako jsou víceosé stroje, stabilizované upínání, řízené teploty a pečlivé řízení nástrojů - posunout limity dále. Dosažitelné tolerance jsou silně ovlivněny geometrií dílů, počtem potřebných nastavení a tím, jak dobře jsou během obrábění řízeny třísky a teplo. Často je rozumnější zpřísnit pouze kritické prvky než celý díl, protože nadměrné tolerance zvyšují nároky na kontrolu, riziko zmetků a náklady bez funkčního přínosu. Při dobrém plánování procesu lze u hliníku spolehlivě dosáhnout přísných tolerancí a zároveň využít jeho výhod nízké hmotnosti a obrobitelnosti.



