Frézování na stoupání, nazývané také frézování dolů, je CNC frézování metoda, při níž se fréza otáčí ve stejném směru jako posuv. Tříska je nejsilnější na vstupu a ztenčuje se, jak zub opouští řez. Tento tvar třísky udržuje nízké tření, zlepšuje kvalitu povrchu a řeže chladněji. Dílny uvádějí delší životnost nástroje (často až 50%), nižší spotřebu energie a stabilnější síly, které tlačí obrobek dolů do upínače. U moderních CNC frézek, které kontrolují vůli, je stoupavé frézování první volbou pro dokončovací průchody a mnoho hrubovacích drah nástrojů.
Pokud hledáte přesné CNC obrábění služby nebo vysoce kvalitní zakázkové díly, navštivte společnost U-Need - důvěryhodného dodavatele, který nabízí pokročilá CNC řešení a výrobu dílů pro průmyslová odvětví po celém světě.
Pokud jste sem přišli pro stručnou odpověď: na moderním CNC s těsnými kuličkovými šrouby a dobrým upínáním zvolte pro většinu operací frézování dolů. Pro hrubování, litinové kůže a starší stroje se znatelnou vůlí použijte konvenční frézování (nazývané také frézování nahoru). Ve zbytku této příručky najdete přehledné srovnání, fyzikální zákonitosti frézování, vyzkoušené kroky nastavení, rady pro konkrétní materiál, případové studie a opravy běžných problémů - můžete tak s jistotou zlepšit kvalitu povrchu, životnost nástroje a výkonnost.
Stoupání vs. konvenční frézování: Přehledné srovnání
Pochopení různých frézovacích procesů, včetně frézování s výstupkem a konvenčního frézování, usnadňuje pochopení toho, proč se konvenční a frézování s výstupkem chovají odlišně z hlediska povrchové úpravy, životnosti nástroje a sil stroje.
Definice, pohyb a tvorba třísek
Lidé se často ptají na rozdíly mezi stoupáním a konvenčním frézováním a na to, jak zuby řezného nástroje stoupají na povrch obrobku. Při stoupavém frézování se fréza otáčí ve směru řezu, čímž vzniká silná až tenká tříska, která snižuje tření a zlepšuje kontrolu nad řezným procesem. Síla působící při stoupavém frézování směrem dolů je zpravidla dostatečná k přitlačení obrobku ke stolu stroje, což pomáhá snižovat chvění a vibrace. Proto může stoupavé frézování vést k hladšímu povrchu ve srovnání s konvenčním frézováním. Tříska se vytvoří a poté se odloupne za frézou, takže se nevleče zpět pod další zub. Při konvenčním frézování se fréza otáčí proti posuvu. Každý zub začíná třením s tenkou třískou a odchází s tlustou třískou. Tyto tenké třísky a tření při vstupu zvyšují teplo a opotřebovávají břit a třísky se s větší pravděpodobností znovu vybrousí.
Zjednodušeně si to lze představit takto: při stoupavém frézování zuby "vylezou" na povrch obrobku a zatlačí ho do stolu; při běžném frézování se zuby "vytáhnou" ze strany stolu a zvednou obrobek, pokud je přídržný prvek slabý. Rozdíl mezi těmito dvěma způsoby frézování se projevuje v povrchové úpravě, životnosti nástroje a silách, které musí váš stroj ovládat.
Výhody a nevýhody podle výsledků (kvalita povrchu, životnost nástroje, výkon, upevnění)
Zde je kompaktní srovnání, které odráží běžné výsledky v dílnách na moderních CNC strojích.
Povrchová úprava
- Frézování stoupání: Frézování stoupáním je často upřednostňováno pro hladší povrch díky stoupání zubů na obrobek a tvorbě třísek od tlusté po tenkou, což vede k menšímu počtu znovu vyříznutých třísek.
- Konvenční frézování: Vždy konvenční frézování zpočátku na drsných nebo šupinatých površích vytváří na čistém materiálu drsnější povrch díky tenkým vstupním třískám, které třou materiál.
Životnost nástroje
- Frézování stoupání: Často +40-60% životnost nástroje; až +50% je běžné pravidlo.
- Konvenční frézování: Základní úroveň; větší opotřebení třením a teplem.
Odběr energie
- Frézování stoupání: Nižší řezné síly a výkon při stejném úběru materiálu
- Konvenční frézování: Vyšší síla a teplo
Obráběcí síly
- Frézování stoupání: Výsledné síly směřující dolů pomáhají udržet obrobek a snižují chvění.
- Konvenční frézování: Síly působící vzhůru mohou obrobek zvedat; je třeba silnějších upínačů.
Citlivost na stav zásob
- Frézování stoupání: Nejlepší pro čistý nebo opracovaný materiál; na tvrdé kůži může dojít k odštěpení.
- Konvenční frézování: Bezpečnější na šupinách, litinovém plášti a velmi drsných površích.
Požadavky na stroj
- Frézování stoupání: Potřebuje minimální vůli a dobré ovládání osy.
- Konvenční frézování: Šetrnější ke starším nebo ručním strojům
Kdy se rozhodnout pro každou z nich (rozhodovací pravidla)
Při dokončovacích frézováních začíná frézování stoupavým řezem, aby se na moderních CNC strojích dosáhlo hladšího povrchu a snížilo opotřebení nástroje. Volba konvenčního nebo stoupavého frézování závisí na stavu materiálu, materiálu a tuhosti stroje. Osvědčuje se u dokončovacích průchodů, tenkých podlah, tenkých stěn a stabilních hrubovacích drah nástrojů s lehkým radiálním záběrem. Je obzvláště efektivní při obrábění hliníku a nerezu a pomáhá při regulaci tepla v titanu. Na ruční frézce nebo starším CNC s vůlí vás konvenční frézování často udrží v bezpečí. U materiálů, jako je litina, je konvenční frézování zpočátku bezpečnější, aby se zabránilo odštípnutí hrany nástroje. U přerušovaných řezů a svárů nejprve vyzkoušejte konvenční frézování nebo před přechodem na stoupání odstraňte plášť.
Jednoduchý rozhodovací proces, který můžete sledovat:
- Stav stroje: Pokud má stroj znatelnou vůli nebo lepivé dráhy, nakloňte konvenční. Pokud je vůle minimální a serva jsou napnutá, stoupejte.
- Materiál: Materiál: čisté oceli, hliník, titan a většina plastů. Litina a za tepla válcované šupiny mají přednost před konvenčními, dokud není odstraněna slupka.
- Stav zásob: Pokud je povrch drsný nebo s tvrdou kůží, postupujte tak dlouho, dokud nevytvoříte čistý povrch. Poté se vyšplhejte.
- Provoz: Pro dokončování použijte výstup. Pro hrubování použijte stoupání s lehkým radiálním a hlubokým axiálním (adaptivní/HEM), pokud není materiál velmi hrubý.
Je stoupavé frézování lepší než konvenční frézování?
- Mezi výhody stoupavého frézování patří lepší kvalita povrchu, delší životnost nástroje a nižší spotřeba energie na moderních CNC strojích.
- Výjimky: V závislosti na stroji a materiálu můžete zvolit frézování nebo konvenční frézování, ale moderní nastavení často upřednostňují stoupavé průchody.

Jak funguje frézování stoupání: Síly, třísky, teplo (frézování dolů)
Pochopení sil, tvorby třísek a tepla během frézování pomáhá vysvětlit, proč frézování dílů pomocí stoupavého frézování často zlepšuje povrchovou úpravu a snižuje opotřebení. Rozdíly mezi frézováním stoupáním a konvenčním frézováním se projevují v tloušťce třísky, teple a odklonu nástroje. Pochopení těchto základů pomáhá vysvětlit, proč zlepšuje povrchovou úpravu, snižuje opotřebení a vyžaduje pečlivé nastavení stroje.
Vektory síly, citlivost na vůli a stabilita
Při frézování dolů směřuje hlavní vektor síly dolů do stolu s mírným tahem ve směru posuvu. To stabilizuje obrobek a pomáhá tenkým podlahám a stěnám odolávat chvění. Tato síla směřující dolů je hlavním důvodem, proč stoupavé frézování často poskytuje lepší povrchovou úpravu tenkých řezů. U strojů náchylných na vůle však může být nutné konvenční frézování, aby se zabránilo uchopení nástroje nebo jeho vychýlení během řezání. Stejný tah však může "zachytit" vůli v opotřebovaném vodicím šroubu. U volné osy může nástroj vyskočit dopředu, zabořit se a zlomit nebo vydloubnout díl. Proto stoupavé frézování vyžaduje malou vůli a dobře vyladěnou smyčku serva. Moderní CNC stroje to zvládají dobře, a proto je dnes stoupání standardem.
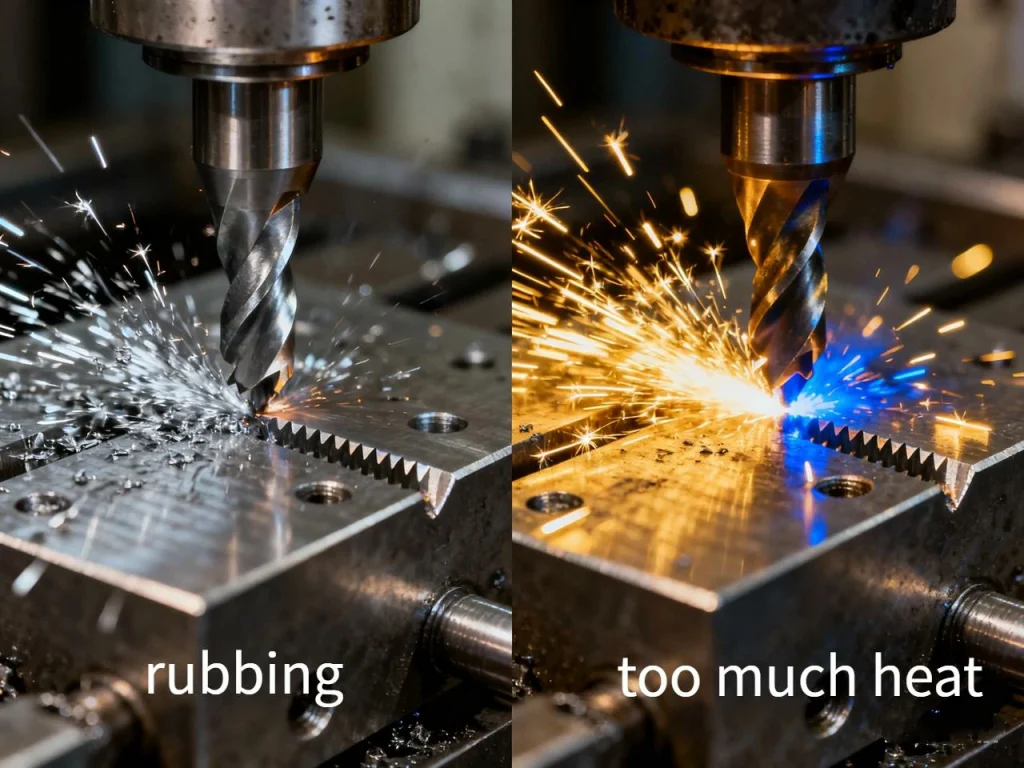
Evakuace třísek, generování tepla a zpevňování práce
Při stoupavém frézování se třísky vrhají za frézu, mimo řeznou hranu. Méně opakovaného řezání znamená menší tření a méně tepla. Protože zub začíná silnou třískou, spíše řeže, než aby se třepil. To snižuje pracovní kalení u houževnatých materiálů, jako je austenitická nerez. Při konvenčním frézování se zub před řezáním třepí, čímž udržuje teplo v blízkosti hrany a potenciálně kalí obrobený povrch. Obsluha by měla sledovat tepelné působení a používat správné chladicí médium. WHO uvádí, že dlouhodobé vystavení teplu a kontaminovaným řezným tekutinám může zvýšit zdravotní rizika při práci, a zdůrazňuje význam správného hospodaření s tekutinami. Jedno upozornění: žárově válcovaná ocel a lité povrchy mají často tvrdou slupku. Stoupavé frézování naráží na tuto tvrdou vrstvu při maximální tloušťce třísky, což může způsobit odštípnutí hrany. V těchto případech je konvenční zpočátku bezpečnější.
Opotřebení nástroje, integrita hran a průhyb
Protože při frézování dolů nedochází ke tření na vstupu, je opotřebení hran pomalejší a rovnoměrnější. Mnoho dílen zaznamenává zvýšení životnosti nástroje v rozmezí 40-60%, když přejdou z konvenčního dokončování na stoupání. Opotřebení je stále vázáno na teplo, třísky a materiál nástroje, ale tvar třísky od tlusté po tenkou je šetrný ke karbidovým hranám. Odklon nástroje při stoupání je většinou kolmý na řez a může nástroj mírně tlačit do stěny nebo podlahy. To je dobré pro dokončování, pokud je materiál ponechán pro závěrečný průchod, ale může to posunout velikost, pokud s tím nepočítáte. Ponechte si malý přídavek na dokončování a měřte uprostřed procesu, když jsou tolerance přísné.
Snižuje stoupavé frézování opotřebení nástroje?
Ano. Menší tření při vstupu, chladnější třísky a menší počet opakovaně řezaných třísek snižují abrazivní a tepelné opotřebení, což prodlužuje životnost nástroje.
Požadavky na stroje, nástroje a nastavení pro frézování stoupání
Úspěšné frézování stoupání vyžaduje tuhý stroj, minimální vůle a správně zvolené nástroje a upínání. Pochopení klíčových požadavků na tuhost, vůle, volbu nástroje a upnutí vytváří předpoklady pro bezpečné, efektivní a přesné řezání.
Zohlednění vůlí, tuhosti a servopohonu/šroubu s vodítkem
Frézování dolů vyžaduje těsný stroj. Vůle by měla být minimální. Kuličkové šrouby by měly být v dobrém stavu a eliminátor vůle nebo kompenzace v ovládání pomáhají bezpečně provádět frézování stoupání. Dráhy, lineární vedení a ložiska vřetena musí být v pořádku. Pokud se stůl pohybuje, když na něj tlačíte rukou, nebo pokud cítíte vůli při zpětném pohybu osy, řešte nejprve tento problém. Pomůže vám krátký kontrolní seznam:
- Zkontrolujte vůli na každé ose pomocí indikátoru.
- Zkontrolujte kulové šrouby a spojky; pokud jsou uvolněné, seřiďte je nebo vyměňte.
- Zkontrolujte házivost vřetena a ložisek; poslouchejte, zda se neozývá hluk a teplo.
- Potvrďte funkce ladění os a look-ahead v ovládání.
- U ručních frézek zajistěte nebo přitáhněte šrouby; před výstupem vyzkoušejte vůli.

Geometrie nástrojů, povlaky a volba držáků
Frézování stoupání se nejlépe provádí s ostrým břitem. U hliníku pomáhá pozitivní sklon a leštěné drážky. U ocelí pomáhají předbroušené nebo vybroušené rohy a malý poloměr rohu, které odolávají mikrootřepům. Povlaky by měly odpovídat materiálu: povlaky s vysokou teplotou pro oceli a superslitiny; povlaky s nízkou přilnavostí pro hliník. Na dobrých držácích záleží, protože házení ničí hrany. Smršťovací, hydraulické nebo dobře udržované upínače udržují nízkou házivost a stabilní dráhu.
Obrábění, upínání a tenkostěnná podpora
Síla působící při frézování směrem dolů pomáhá při upínání obrobku, ale stále potřebujete inteligentní podpěru. Tenké stěny potřebují podepření. Tenké podlahy potřebují materiál pod sebou až do posledního průchodu. Pro desky použijte svěrák s rovnoběžkami nebo vakuové nastavení s obětní vrstvou. U tenkých pásů ponechte záložky nebo žebra a odstraňte je později. Pokud je prvek choulostivý, naplánujte postupné snižování a obrábění v klidu tak, abyste odebrali jen to, co nástroj zvládne, aniž by se díl ohnul.
Bezpečnost a zmírnění rizik (Pull-in, Kickback, Chatter)
Hlavními riziky při frézování dolů jsou vytažení nástroje na volné ose, chvění při pružném nastavení a zlomení nástroje při ostrém vstupu. Nižší radiální záběr snižuje silové skoky. Mírné záběry, jako jsou rampy nebo šroubovice, rozkládají zatížení. Pokud je to možné, vyhněte se drážkování po celé šířce. Pokud musíte drážkovat, zvažte pilotní drážku s konvenčním frézováním, abyste očistili plášť, a poté vyfrézujte stoupání na konečnou velikost. Záleží na volbě chladicí kapaliny: vzduch nebo MQL pomáhá při frézování hliníku a plastů; vysokotlaká chladicí kapalina může pomoci ocelím, ale vyhněte se odstřikování třísek zpět do řezu. Podle OSHApodle pokynů pro hodnocení expozice kapalinám pro obrábění kovů je mlha z kapalin pro obrábění kovů považována za nebezpečí přenášené vzduchem a pro kontrolu expozice mlze musí dílny používat odsávací ventilaci nebo místní odsávací systémy spolu s osobními ochrannými prostředky. Složité dráhy nástrojů vždy provádějte na sucho nad dílem.
Parametry a návody: Posuvy, rychlosti, dráhy nástrojů
Před volbou posuvů, rychlostí a drah nástrojů je vhodné dodržet jasnou posloupnost nastavení. Nejprve zkontrolujte stroj, nástroje a upínání, abyste zajistili bezpečné, efektivní a konzistentní stoupací frézování.
Kontrolní seznam nastavení a pořadí operací
Tento kontrolní seznam vám krok za krokem pomůže provádět bezpečné a efektivní stoupací frézování na jakémkoli pevném CNC.
- Ověřte vůli stroje a základní tuhost.
- Zvolte ostrý nástroj a držák s nízkým úběrem vhodný pro daný materiál.
- Zvolte dráhu nástroje, která udržuje radiální záběr lehký a zatížení třísky konstantní (adaptivní, trochoidální nebo jiné dráhy typu HEM).
- Naplánujte upnutí obrobku a vyzkoušejte upínací sílu na šrotu nebo zkušebním bloku.
- Naprogramujte konzervativní vstupní pohyby (rampa/šroubovice) a vyhněte se zahrabání nástroje.
- Proveďte zkušební řez s bezpečným krokováním a změřte třísky a zvuk řezu.
- Nastavte posuv na zub tak, abyste dosáhli cílové tloušťky třísky, nikoliv na základě "pocitu".
- Ponechte si malou rezervu na dokončení a použijte speciální výstupový průjezd.
Podání, rychlosti a cíle zapojení
Stoupavé frézování funguje nejlépe, když se kontroluje tloušťka třísky. Jak se zmenšuje radiální záběr (krokování), musíte zvýšit posuv na zub, aby tloušťka třísky neklesla do zóny tření. Pokud můžete, použijte kalkulačku pro ztenčení třísky nebo použijte vestavěnou funkci CAM. Dobrým výchozím vzorem pro vysoce účinné frézování je hlubší axiální záběr (často 2-3× průměr u vhodných nástrojů a strojů) a lehký radiální (často 10-20% průměru). Tím se teplo rozprostře podél větší části drážky, sníží se síly a velmi dobře vyhovuje stoupavému frézování.
Pokud si všimnete lesklé stěny bez viditelných stop po podávání, může se jednat o tření. Mírně zvyšte posuv na zub, snižte krokování nebo přidejte pružinový průchod, pokud se velikost posouvá. Sledujte zatížení vřetena a barvu třísek. Suché šedé třísky v oceli mohou znamenat tření. Slámové nebo modré mohou znamenat přílišné zahřátí. U hliníku naznačují dlouhé vláknité třísky špatné odvádění třísek nebo příliš nízký posuv.
Taktika vstupu/výstupu, nástupu a přechodu
Záleží na tom, jak proces začíná: vždy používejte nájezdové nebo šikmé vjezdy, abyste se vyhnuli náhlému uchopení nástroje na začátku stoupání. Používejte nájezdy a výjezdy, které zabraňují tření o cílovou stěnu. Ponechte si na stěnách a podlahách zásoby pro závěrečný výstupový průchod. Při tomto průchodu by se měl používat nízký radiální záběr a vysoké otáčky vřetena s rovnoměrným posuvem, aby se dosáhlo co nejlepší povrchové úpravy. Pokud to váš CAM umožňuje, nastavte na tenkých stěnách jednosměrný dokončovací obrábění pouze stoupáním, abyste omezili stopy po průhybu.
Lze na ruční frézce šplhat?
Můžete, ale je to riskantní, pokud má stroj vůli. Udržujte šrouby napnuté, používejte velmi lehké řezy a buďte připraveni zastavit. U mnoha ručních nastavení použijte pro hrubování konvenční frézování a ponechte jen velmi lehké stoupání, pokud je stroj těsný.
Příručka pro konkrétní materiál (hliník, ocel, litina, plasty)
Různé materiály se při stoupavém frézování chovají různě. Porozumění zvláštnostem každého materiálu - měkkosti, tvrdosti, citlivosti na teplo nebo chování třísek - vám pomůže zvolit posuvy, rychlosti a strategie, které ochrání nástroj a zajistí nejlepší povrchovou úpravu.
Slitiny hliníku a titanu
Hliník miluje stoupavé frézování. Ostré nástroje s vysokým zdvihovým momentem, leštěnými drážkami a povlakem s nízkou přilnavostí frézují čistě a jasně. Vysoké otáčky vřetena s tryskáním vzduchem nebo MQL udržují třísky mimo řez. Udržujte nízký radiální posuv a posuv pro udržení tloušťky třísky. U titanu je klíčová kontrola tepla. Pomáhá stoupavé frézování, protože tříska odvádí teplo. Používejte mírné povrchové rychlosti, vysokou tuhost a vydatné množství chladicí kapaliny. Vyhněte se přebývání. Nízký radiál a stálé zatížení třísky snižují únavu nástroje a zvyšují jeho životnost.
Uhlíkové/legované oceli a nerezové oceli
U ocelí zlepšuje frézování stoupání životnost hran a snižuje otřepy. Používejte žáruvzdorné povlaky a zvažte malý poloměr rohu pro ochranu hrany. Radiální záběr udržujte skromný a pokud možno plánujte hluboké axiální průchody. Nerezové oceli, zejména austenitické druhy, se při tření zpevňují. To činí stoupavé frézování cenným, ale pouze pokud se chráníte před třením. Udržujte posuv na zub v rozsahu doporučeném nástrojem a při náběhu nástroj nešetřete. Snažte se o pevný a čistý řez na začátku dráhy zubu.
Litina a za tepla válcovaná ocel
Litina má často tvrdou, abrazivní slupku. Ocel válcovaná za tepla má tvrdou vnější vrstvu z válcovny. V obou případech je konvenční frézování zpočátku bezpečnější, protože tenká až silná tříska se do tvrdé vrstvy uvolňuje a chrání hranu před náhlým úderem. Jakmile obráběním překonáte slupku a odhalíte konzistentní materiál, přejděte na stoupavé frézování pro lepší povrchovou úpravu a delší životnost. Litina obvykle vysychá, protože třísky se rozpadají na prach; udržujte stroj chráněný a dobře odsávejte prach.
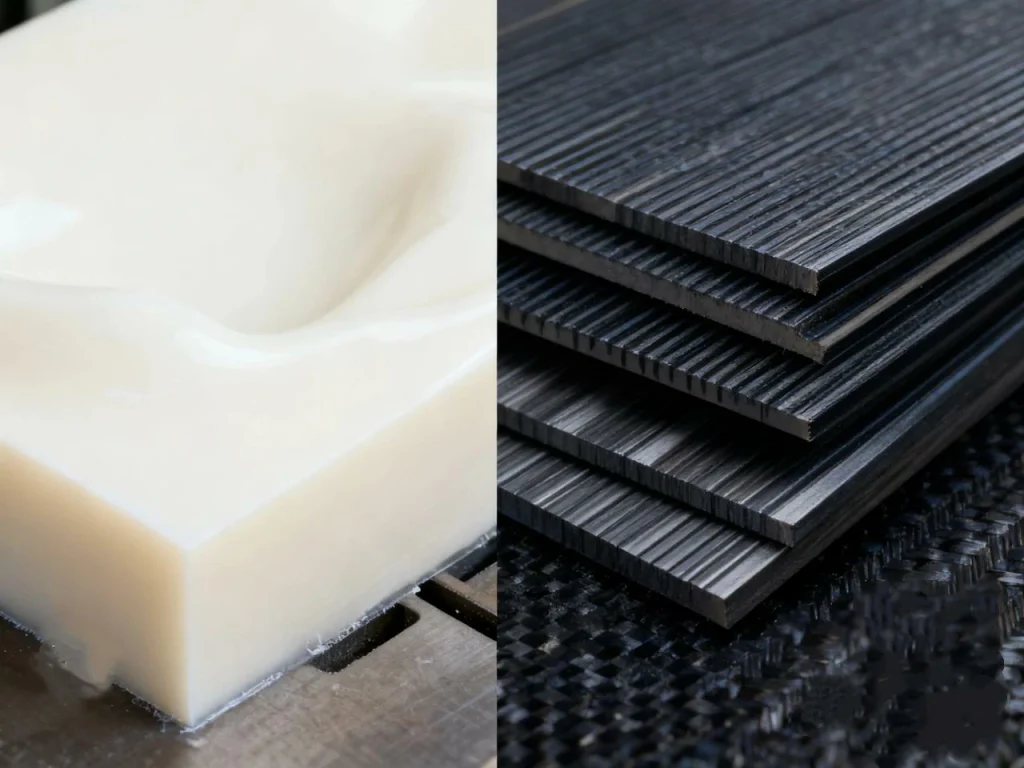
Plasty a kompozity
Plasty vyžadují ostré nástroje s vysokým počtem úderů a pečlivou kontrolu tepla. Frézování ve stoupání pomáhá snižovat množství otřepů, protože řezání je čisté a třísky jsou odváděny pryč. K odklízení třísek používejte vzduch, vyhněte se tření a udržujte dostatečně vysoké posuvy, aby se vytvořila tříska. U kompozitů dobře podepřete díl a zvažte speciální geometrii, abyste zabránili delaminaci. Stoupání často poskytuje čistší hranu, když je nastavení stabilní.
Případové studie, metriky a návratnost investic z průmyslu
Výsledky z reálného světa ukazují, jak frézování na stoupání ovlivňuje kvalitu povrchu, životnost nástroje a celkovou produktivitu. Případové studie z leteckého a automobilového průmyslu a moderních CNC provozů ukazují měřitelné přínosy a návratnost investic, které můžete očekávat.
Letecký a automobilový průmysl vyhrává (povrchová úprava, životnost nástrojů)
Při dokončování hliníkových a titanových dílů v letectví a kosmonautice se přechodem z běžného frézování na stoupavé dokončovací průchody často sníží drsnost povrchu přibližně o třetinu, přičemž mnoho týmů hlásí zlepšení Ra přibližně o 30%. U těchto dokončovacích řezů je běžné zvýšení životnosti nástroje o 40-60%, což odpovídá myšlence, že menší tření a méně opakovaných řezů zachovává ostří. Při obrábění ocelových skříní a držáků v automobilovém průmyslu snižuje stoupavé frézování při adaptivním hrubování nárazy zatížení a udržuje stabilnější výkon vřetena, což udržuje frézy déle živé.
Zvýšení propustnosti a MRR na moderních CNC strojích
Na strojích s těsnými kuličkovými šrouby a moderními řídicími jednotkami dosahují dílny často až o 25% vyššího úběru materiálu, když přejdou na stoupavé frézování s optimalizovanými drahami nástrojů. Tajemství nespočívá jen ve směru - je to celý recept: lehčí radiální, hlubší axiální, správný posuv na zub a stabilní záběr. Protože nástroj není na výstupu zatloukán tlustými třískami, zůstává ostrý a cykly mohou probíhat rychleji po delší dobu.
Referenční hodnoty před a po a co se změnilo
Tabulka: Příklady referenčních snímků
| Část / materiál | Změna metody | Výsledek | Co se změnilo |
| Hliníkový plech 6061, dokončovací stěny | Konvenční povrchová úprava → povrchová úprava Climb | Ra se zlepšilo z 1,2 µm na 0,8 µm; životnost nástroje +50%; doba cyklu -10%. | Pouze cílový průjezd stoupáním, vyšší otáčky, lehký axiální záběr (ae), nájezd s rampou |
| hrubování kapes z oceli 4140 | Drážkování konvenční → Adaptivní stoupání | Doba cyklu -22%; životnost nástroje +45% | 15% radiální záběr, 2×D axiální hloubka, konstantní zatížení třískou, vzduch + chladicí kapalina |
| Povrchová úprava příruby Ti-6Al-4V | Smíšené → Pouze stoupání s odpočinkem na závěr | Přísnější kontrola velikosti; životnost nástroje +35%; méně otřepů | povrchová úprava stoupání, snížený krok, řízený ohřev, kontroly sondou |
Jakou produktivitu může zvýšit frézování po stoupání?
Očekávejte zvýšení času cyklu 10-25% při hrubování se správnou dráhou nástroje a řízením stroje a výrazné zvýšení životnosti nástroje, které sníží náklady na nástroje a výměnu. Výsledky závisí na tuhosti, upnutí a strategii CAM.
Řešení problémů
Když se při stoupavém frézování něco pokazí, obvykle se to projeví jako drnčení, zachycení nástroje nebo špatná kvalita povrchu. Porozumění běžným příznakům a jejich příčinám vám pomůže efektivně řešit problémy a dosáhnout konzistentních výsledků.
Drnčení, vibrace a špatná povrchová úprava
Pokud vaše stoupací pruhy drnčí nebo zanechávají stopy, podívejte se nejprve na tuhost a záběr. Vysoké převýšení zatěžuje nástroj. Snižte radiální záběr na 10-20% průměru, zvyšte posuv na zub, abyste udrželi tloušťku třísky, a zvažte hlubší axiální řez, pokud to váš nástroj umožňuje. Zkontrolujte, zda třísky nepadají zpět do frézy; otryskání vzduchem často opraví stopy po rozmazání v hliníku. Změňte předstih a předstih, aby nedocházelo k zatěžování nástroje na tenkých stěnách. Kratší vyložení a tužší držák mohou znamenat rozdíl jako noc a den.

Vtažení nástroje, zlomení a rozměrový posun
Náhlé uchopení nástroje ukazuje na zpětný ráz nebo agresivní vstup. Ověřte vůli osy pomocí indikátoru a místo přímých ponorů používejte rampové nebo šroubovicové vstupy. Pokud se nástroj tříští, může být tupý nebo je vaše třískové zatížení při záběru příliš nízké. Nástroj nabruste nebo vyměňte a zajistěte správný posuv, aby nástroj řezal a netřel se. Rozměrový posun může být způsoben vychýlením. Ponechávejte dokončovací materiál, používejte lehký stoupavý dokončovací průchod a u těsných dílů měřte uprostřed procesu.
Pokročilé strategie a trendy ve frézování stoupání
Pokročilé stoupavé frézování kombinuje chytřejší dráhy nástrojů, technologie stroje a monitorování procesu. Pochopení těchto strategií vám pomůže zvýšit efektivitu, chránit nástroje a udržet přesnost na moderních CNC strojích.
Vysoce efektivní frézování (HEM) vs. tradiční stoupací průchody
Vysoce účinné frézování není jen "stoupání". Využívá lehký radiální záběr, hluboký axiální záběr a konstantní zatížení třísky. Cílem je stálé teplo a síla působící na frézu. Stoupavé frézování této myšlence vyhovuje, protože tlustá až tenká tříska snižuje tření a teplo na hraně. Pokud stále hrubujete s těžkými krokovými záběry, vyzkoušejte dráhy nástrojů ve stylu HEM. Často dosáhnete rychlejších cyklů, menších silových skoků a delší životnosti nástroje.
Funkce CAM a optimalizace dráhy nástroje
Moderní nástroje CAM zahrnují trochoidní cesty, adaptivní vymazávání, vyhlazovací filtry a zaoblování rohů. Tyto funkce udržují konzistentní záběr frézy a zabraňují náhlým skokům síly. Například adaptivní dráha nástroje, která omezuje maximální krokování v rozích, udržuje konstantní zatížení třísky. Ve spojení se stoupavým frézováním se graf zatížení vřetena stane plynulým, což je dobré pro hrany a ložiska.
Strojní technika: Kompenzace vůle, tuhost servopohonů, řídicí funkce
Řízení s dobrým výhledem vpřed, řízením trhání a dynamickým posunem pomáhá stroji sledovat dráhy stoupání bez překročení. Kompenzace vůle, těsné seřízení servopohonů a zdravé kulové šrouby zabraňují vytahování. Pokud vaše řízení nabízí omezení záběru nebo možnosti vyhlazování posuvu, využijte je, abyste udrželi předvídatelnost sil na tenkých stěnách a podlahách.
Měření a ověřování
Inline sonda může měřit prvky mezi hrubováním a dokončováním, takže můžete aktualizovat opotřebení nástroje nebo posunutí obrobku před kritickým výstupem. Snímače síly a vibrací včas varují před chvěním a tepelná kompenzace udržuje rozměry při dlouhých pojezdech. Tyto kontroly vám pomohou zvýšit rychlost stoupavého frézování bez ztráty přesnosti.
Rychlý odkaz na parametry
Níže uvedená čísla jsou obecnými výchozími body pro testování na pevném CNC s ostrým nástrojem. Vždy je upravte podle konkrétního nástroje, držáku a stroje.
Tabulka: Typické výchozí cíle (frézování stoupání)
| Operace | Radiální záběr (ae) | Axiální zapojení (ap) | Vstup | Chladicí kapalina |
| HEM hrubování, oceli | 10-20% průměru nástroje | 1,5-3× průměr nástroje (pokud to nástroj a držák dovolí) | Šroubovice nebo rampa; vyhněte se přímým zanořením | Zaplavení nebo vysoký tlak; udržujte třísky venku |
| HEM hrubování, hliník | 10-20% průměru nástroje | 2-3× průměr nástroje (v závislosti na nástroji) | Helix; vzduch nebo MQL pro odsávání třísek | Vzduch/MQL; zamezte opětovnému řezání třísek |
| Finální průchod, většina kovů | 2-8% průměru nástroje | Plná výška funkce nebo podle potřeby | Nástup/výstup; pouze výstupová úprava | Podle potřeby materiálu; cílové čisté třísky |
Praktické scénáře, které vám pomohou při výběru
- Při horizontálním frézování ovlivňuje volba mezi konvenčním a stoupavým frézováním odvod třísek, směr posuvu a síly na stole, např. při frézování dílu, jako je čistá deska 6061, na moderním CNC. Finální průchod by znamenal velký rozdíl, pokud by byl radiální záběr příliš vysoký. Naprogramujte adaptivní dráhu hrubovacího nástroje s lehkým radiálním a hlubokým axiálním záběrem. Dokončete pouze stoupavým průchodem a lehkým krokovým záběrem.
- Na starší kolenové frézce se setkáváte s ocelí válcovanou za tepla s viditelnými okujemi: začněte konvenčně. Proveďte lehké odškrabání, abyste odstranili slupku. Pokud je třeba zlepšit povrchovou úpravu a stroj to umožňuje, následuje velmi lehká stoupavá úprava.
- Provádíte obrábění kapes z nerezové oceli 304: používejte stoupání se stálým zatížením třísky, abyste zabránili jejímu ztvrdnutí. Udržujte nástroj ostrý a vyvarujte se pomalých vstupů.
- Dokončujete tenkou stěnu v titanu: pouze stoupání, nízký radiál, vysoké otáčky a dobrá chladicí kapalina. Pokud je velikost těsná, použijte kontrolní sondy.
Nejčastější mýty a užitečná pravidla
- "U ocelí vždy používejte konvenční frézování." Na moderních CNC strojích to neplatí. Frézování stoupáním je často lepší, jakmile zmizí kůže, protože zuby stoupají na povrch obrobku ve správném směru jako posuv, což frézování může zlepšit v kvalitě povrchu.
- "Frézování stoupání vždy táhne stůl." Pouze pokud máte vůli. Těsné stroje to zvládají dobře.
- "Drážkování je v pořádku při plné šířce, pokud jsou otáčky vysoké." Ne vždy. I při vysokých otáčkách za minutu zvyšuje drážkování v plné šířce silové špičky. Použijte raději pilotní drážky nebo adaptivní dráhy.
- "Pokud je povrch lesklý, je řez dobrý." Lesklý může znamenat odřený. Zkontrolujte tvar a tloušťku třísky; snažte se o čistou, konzistentní třísku.
60sekundový tok řešení problémů
- Povrchová úprava vypadá drsně? Zkontrolujte přebroušení třísek. Zlepšete odvod třísek a snižte radiální záběr.
- Životnost nástroje je krátká? Zvyšte posuv na zub, abyste zabránili tření, přejděte na stoupání, zlepšete chladicí kapalinu a ověřte házivost.
- Velikost dílu není v pořádku? Ponechte povrchovou úpravu, snižte krokování, změřte uprostřed procesu a zvažte pružinový průchod.
- Klábosení v blízkosti rohů? Použijte vyhlazování dráhy nástroje, snižte záběr v rozích a zkraťte vyčnívání.
Nejčastější dotazy
Stoupavé frézování, nazývané také frézování dolů, je v podstatě frézování, při kterém se fréza otáčí ve stejném směru jako posuv. Představte si to jako "šplhání" frézy po materiálu. Tříska začíná na začátku silnější a ztenčuje se, jak opouští řez, což je jakýsi opak běžného frézování. Proč je to důležité? No, tento přístup obecně poskytuje hladší povrch, pomáhá nástroji vydržet déle a méně zatěžuje CNC, což je zvláště příjemné, pokud pracujete s těsným nebo přesným nastavením. Je to něco jako nechat frézu přirozeně pracovat, místo abyste s ní bojovali.
Frézování stoupání zní skvěle, ale není to jen sluníčko. U strojů, které mají vůli - v podstatě malou "vůli" v pohybu - může stroj táhnout do řezu, což je ošidné a může být nebezpečné. Pokud pracujete na opravdu drsném nebo tvrdém povrchu materiálu, může dojít k odštípnutí břitu frézy. Také zahájení řezu vyžaduje opatrnější vstup, protože nechcete, aby se nástroj příliš agresivně chytil. Na starších strojích nebo při přerušovaném řezu může být stoupavé frézování obtížně kontrolovatelné a možná i nebezpečné. Je to tedy nástroj, který chcete používat, když jsou k tomu vhodné podmínky.
Frézování stoupání je ideální pro moderní CNC stroje. Často se používá k dokončovacímu frézování, ale můžete ho použít i pro mnoho hrubovacích řezů, pokud je materiál čistý a konzistentní. Dobře funguje na materiálech, jako je hliník, oceli, titan a plasty. Skvělou výhodou je, že u tenkých stěn nebo podlah tlačí řezná síla dolů do stolu, což pomáhá stabilizovat díl a snižuje vibrace. V podstatě platí, že pokud je váš stroj aktuální a váš materiál je pěkný a hladký, je stoupací frézování vaším přítelem.
Ve skutečnosti v tom není žádný rozdíl. "Frézování dolů" je jen jiný výraz pro frézování stoupání. Lidé tyto termíny používají zaměnitelně, takže se nenechte zmást, pokud se v příručkách nebo v obchodním styku setkáte s oběma termíny.
Pokud používáte moderní CNC s malou vůlí, obvykle vítězí frézování stoupáním. Poskytuje lepší kvalitu povrchu, prodlužuje životnost nástroje a je efektivnější. Konvenční frézování (nazývané také frézování nahoru) je lepší, pokud pracujete s tvrdými vnějšími vrstvami, velmi hrubým materiálem nebo na starších strojích, kde může být problémem vůle. Opravdu tedy záleží na stroji a materiálu, ale na čistém, moderním zařízení je obvykle vhodnější frézování stoupáním.
Konvenční frézování má své výhody. Je bezpečnější při řezání drsných nebo šupinatých povrchů a obvykle je vhodnější pro litinový plášť na samém začátku řezu. Na starších strojích je šetrnější, protože netahá stůl do frézy, jako to může způsobit stoupavé frézování. Takže i když není tak efektní jako stoupací frézování, je spolehlivé, zejména v náročných podmínkách.
Frézování nahoru (konvenční frézování) začíná třením povrchu, při kterém vzniká více tepla a často vede k hrubšímu povrchu. Může zkrátit životnost nástroje, protože tříska je na začátku ztenčená a na výstupu zesílená, což znamená, že fréza může znovu odříznout materiál, který právě odřízla. Takže i když je to v některých situacích bezpečnější, je to méně efektivní a šetrnější k povrchové úpravě.
Tady je hlavní pravidlo: vždy se snažte udržet skutečnou třísku na hraně nože. Chcete mít od začátku až do konce řezu stejnou tloušťku zdravé třísky. Na moderních strojích to obvykle znamená upřednostňovat stoupavé frézování, vyhýbat se tření a používat dráhy nástrojů, které udržují stálý záběr. Pokud budete dodržovat tuto zásadu, budou vaše řezy čistší, nástroje vydrží déle a CNC nebude bojovat s materiálem.
Odkazy
https://www.osha.gov/metalworking-fluids/exposure-evaluation



