Szorstki obrót to najszybszy sposób na usunięcie materiału sypkiego z części na Tokarka CNC. Zwiększasz posuw, głębokość skrawania i obciążenie wiórami, aby zwiększyć szybkość usuwania materiału, a następnie wracasz z toczeniem wykańczającym, aby uzyskać odpowiedni rozmiar i powierzchnię. Sztuczka jest oczywista dla każdego, kto stał przy tokarce: jak wykonać zgrubne cięcia bez niszczenia wykończenia powierzchni, naruszania tolerancji lub walki z ptasimi gniazdami wiórów? Ten przewodnik zawiera dane robocze i prosty sposób myślenia o tym.
Zobaczysz jasne definicje, porównania obok siebie z toczeniem wykańczającym, dane skrawania, wybór narzędzi, przepływ konfiguracji, rozwiązywanie problemów i rzeczywiste studia przypadków. Otrzymasz również szybkie kalkulatory, których możesz użyć bezpośrednio przy maszynie oraz listę kontrolną dostawcy/RFQ. Zaczniemy od szybkich odpowiedzi i krytycznych liczb, następnie zagłębimy się w optymalizację, kontrolę jakości i testy porównawcze na hali produkcyjnej, a zakończymy prostymi krokami, które można zastosować przy następnym zadaniu.
Wyjaśnienie toczenia zgrubnego: Definicja, cel i zwrot z inwestycji
Czym jest i dlaczego ma znaczenie
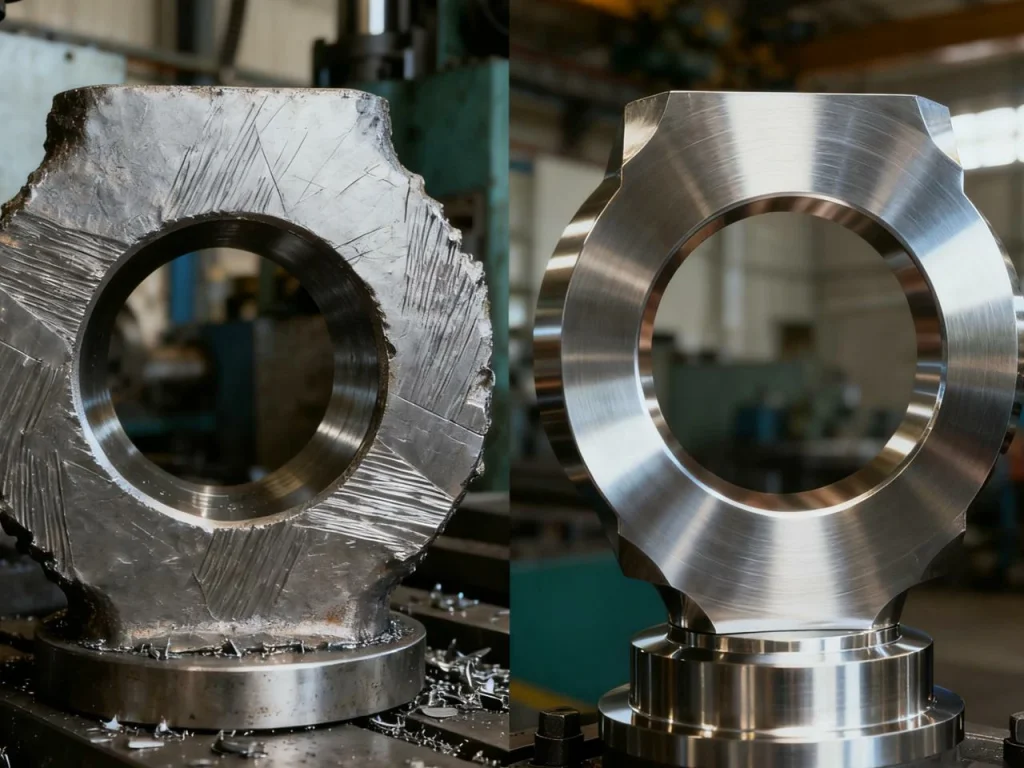
Nierówne toczenie to Operacja toczenia CNC ukierunkowane na jedną rzecz: wysoka wydajność usuwania materiału. Wykorzystuje duży posuw na obrót i dużą głębokość skrawania, aby szybko usunąć nadmiar materiału. Celem nie jest ładna powierzchnia. Celem jest przygotowanie przedmiotu obrabianego, aby toczenie wykańczające mogło zablokować ostateczny rozmiar i jakość powierzchni.
W praktyce szorstka powierzchnia toczona będzie wyglądać matowo i może wykazywać ślady posuwu. Dokładność wymiarowa jest niższa niż w przypadku obróbki wykańczającej. Pozostawiasz niewielki, równomierny naddatek na wykończenie wokół części, a następnie przechodzisz do przejścia wykańczającego. To ostatnie przejście ma niższy posuw, płytsze cięcie i ostrzejszą krawędź.
Jeśli zastanawiasz się "co to jest szorstki obrót?", jest to po prostu powierzchnia pozostała po tych ciężkich, szybkich przejściach. Często można zaobserwować chropowatość Ra powyżej 6,3 mikrometra po obróbce zgrubnej i Ra 0,8-1,6 mikrometra po zakończeniu.
Dlaczego ma to znaczenie? Ponieważ prawdziwe oszczędności wynikają z czasu cyklu, a nie tylko z kosztu narzędzia. Toczenie zgrubne pozwala usunąć większość materiału w ułamku całkowitego czasu cyklu. Oznacza to więcej części na zmianę, bardziej przewidywalne planowanie i mniej czasu wrzeciona marnowanego na cięcia pneumatyczne.
Gdzie jest używany (motoryzacja, lotnictwo, ciężki sprzęt)
Toczenie zgrubne można zobaczyć wszędzie tam, gdzie odkuwki, odlewy lub cięte pręty wymagają szybkiego kształtowania.
- W motoryzacjaWałki rozrządu, koła zębate, piasty i wały zaczynają się od ciężkiej obróbki zgrubnej.
- W lotnictwoPodwozia, korpusy siłowników i kołnierze konstrukcyjne wymagają głębokich cięć w twardych stopach.
- W ciężki sprzętDuże sworznie i tuleje wymagają dużych obciążeń wiórowych.
- W wielu sklepyObróbka zgrubna usuwa ponad 80% nadmiaru materiału, jednocześnie zajmując mniej niż 25% czasu cyklu CNC. Dotyczy to zarówno toczenia CNC, obróbki zgrubnej na frezarkach i tokarkach, jak i wysokonakładowej obróbki produkcyjnej.
Czym jest toczenie zgrubne i dlaczego jest konieczne?
- Jest to proces tokarski, który wykorzystuje wysoki posuw i głębokie cięcia w celu szybkiego usunięcia materiału.
- Konieczne jest skrócenie czasu cyklu i kontrolowanie zużycia narzędzia podczas kształtowania części przed wykończeniem.
- Z założenia pozostawia szorstką powierzchnię i niższą dokładność. Pozostawia się 0,2-0,5 mm z każdej strony na obróbkę wykańczającą.
- Pozwala to na użycie bardziej wytrzymałych krawędzi wkładki do usuwania luzem i zachowanie świeżej krawędzi do wykończenia.
Toczenie zgrubne a toczenie wykańczające: Różnice, które mają znaczenie
Wskaźniki obok siebie
Podstawową różnicą jest równowaga między prędkość oraz jakość. Toczenie zgrubne ma na celu uzyskanie dużego obciążenia wióra i stabilnego łamania wióra. Toczenie wykańczające ma na celu uzyskanie niskiej siły, małych przegrzebków i ciasnego rozmiaru.
Tabela: Typowe zakresy obróbki zgrubnej i wykańczającej
| Parametr | Zakres obróbki zgrubnej | Zakres wykończenia |
|---|---|---|
| Posuw na obrót (fn) | 0,25-0,6 mm/obr. | 0,05-0,2 mm/obr. |
| Głębokość cięcia, ap (promieniowa) | 2-8 mm (może być wyższa w przypadku dużych części) | 0,1-0,5 mm |
| Prędkość cięcia (stal, węglik) | 120-220 m/min | 140-260 m/min (różni się w zależności od klasy) |
| Odczucie obciążenia wiórami | Ciężkie, grube wióry | Cienkie, ciągłe wióry |
| Chropowatość powierzchni, Ra | >6,3 µm | 0,8-1,6 µm (lub lepiej z geometrią Wiper) |
| Typowy promień końcówki narzędzia | 0,8-1,2 mm | 0,4-0,8 mm (lub Wiper) |
Tolerancje i cele jakościowe
Do obróbki zgrubnej należy zaplanować okno wymiarowe, takie jak ±0,3-0,5 mm i spójny naddatek na wykończenie wokół profilu. W przypadku toczenia wykańczającego należy kierować się objaśnieniami na rysunku. Powszechne jest zachowanie ±0,01 mm lub lepszej wartości dla średnic czopów, powierzchni czołowych i elementów współpracujących z łożyskami lub uszczelnieniami. Należy pamiętać, że wzrost termiczny ma znaczenie. Obróbka zgrubna może rozgrzać część. Jeśli rozmiar zostanie pobrany, gdy część jest gorąca, po ostygnięciu może skurczyć się poza specyfikację. Wymiarowanie należy przeprowadzać po krótkim zatrzymaniu lub kontrolowanym przepływie chłodziwa.
Czy mogę użyć tej samej płytki do obróbki zgrubnej i wykańczającej?
Można, ale nie jest to najlepsza praktyka. Zużyta krawędź może nadal dobrze szorstkować, ale porysuje przejście wykończeniowe i zmniejszy rozmiar. Bezpiecznym planem jest zachowanie oddzielnych krawędzi: użycie twardszych łamaczy wiórów i przygotówek krawędzi do obróbki zgrubnej, a następnie przełączenie na świeżą ostrą krawędź do toczenia wykańczającego. Co najmniej zaprogramować ogranicznik rewolwerowy, aby indeksował nową krawędź przed wykańczającą ścieżką narzędzia.
Dane skrawania i optymalizacja toczenia zgrubnego
Podstawowe parametry i elementy sterujące
Dostępne są cztery główne pokrętła:
- Głębokość cięcia (ap): Zaangażowanie promieniowe. Większa ap oznacza grubsze wióry i większe obciążenie.
- Posuw na obrót (fn)mm/obr. Ustawia, jak daleko narzędzie przesuwa się przy każdym obrocie wrzeciona.
- Prędkość cięcia (Vc) lub stopy powierzchniowe na minutę (SFM): Jak szybko krawędź widzi materiał.
- Stała prędkość powierzchniowa (CSS): Układ sterowania ustawia prędkość obrotową, aby utrzymać Vc na stałym poziomie wraz ze zmianą średnicy.
Inne przydatne elementy sterujące obejmują:
- Strategia wejścia/wyjścia: Delikatne wprowadzanie i wyprowadzanie w celu uniknięcia karbowania narzędzia.
- Nos promień: Większe promienie zwiększają wytrzymałość narzędzia i umożliwiają większe posuwy, ale mogą zwiększać drgania w przypadku smukłych części.
- Przygotowanie krawędzi: Szlifowane krawędzie lepiej znoszą obróbkę zgrubną i przerywane cięcia niż krawędzie ostre jak brzytwa.
Szybkość usuwania materiału (MRR) i zakresy docelowe
- W przypadku obrotu, proste oszacowanie MRR jest następujące:
MRR ≈ π × D × fn × ap × RPM (w mm³/min, jeśli jednostki się zgadzają) lub użyj średnicy w mm i RPM plus posuw na obrót.
Szybkim sposobem, w jaki wielu mechaników myśli o tym jest objętość wióra na obrót: grubość wióra (podawana przez fn i łamacz wióra) razy szerokość skrawania (ap) razy obwód. W codziennej pracy można korzystać z tego wygodnego podejścia:
- Oblicz RPM na podstawie SFM lub Vc.
- Obliczyć prędkość posuwu (mm/min) = fn × RPM.
- Obliczenie MRR (mm³/min) = MRR (mm³/min) = π × D × ap × fn × RPM
Co się liczy: nierówne obracanie często działa 4-6 razy MRR ukończonego przejazdu. Jest to bezpieczny współczynnik planowania dla wycen i celów konfiguracji. Jeśli końcowy przejazd ciągnie 200 cm³/minNieostrożne włączanie tej samej konfiguracji może być celem 800-1200 cm³/min ze stabilnymi wiórami i akceptowalnym zużyciem narzędzia.
Parametry początkowe według materiału
Użyj ich jako rozsądnych punktów początkowych, a następnie dostrój w oparciu o gatunek płytki, łamacz wiórów, sztywność i chłodziwo. Naddatek na wykończenie to zapas pozostawiony do ostatniego przejścia.
Tabela: Punkty początkowe dla popularnych materiałów
| Materiał (grupa ISO) | ap (głębokość cięcia) | fn (Feed per rev) | Vc (prędkość cięcia) | Naddatek na wykończenie (na stronę) |
|---|---|---|---|---|
| Stal średniowęglowa (ISO P) | 3-6 mm | 0,25-0,45 mm/obr. | 150-220 m/min | 0,3-0,5 mm |
| Stal nierdzewna (ISO M) | 2-5 mm | 0,20-0,40 mm/obr. | 110-180 m/min | 0,3-0,5 mm |
| Aluminium (ISO N) | 4-8 mm | 0,30-0,60 mm/obr. | 250-600 m/min (obserwować ograniczenia maszyny) | 0,2-0,4 mm |
Liczby te zakładają przyzwoitą sztywność i powódź chłodziwo. W przypadku małych średnic, części o cienkich ściankach lub długich wystających elementów może być konieczne zmniejszenie ap lub fn, aby uniknąć drgań. W przypadku bardzo dużych średnic lub stabilnych konfiguracji, można wcisnąć głębiej.
Narzędzia interaktywne
Skorzystaj z tych szybkich kalkulatorów bezpośrednio na panelu sterowania lub w notatniku.
- RPM od prędkości cięcia:
- Metryczne: RPM = (1000 × Vc) / (π × D), gdzie Vc w m/min, D w mm
- Imperialne: RPM = (3,82 × SFM) / D, gdzie SFM w stopach powierzchniowych/min, D w calach
- Liniowa prędkość posuwu:
- Prędkość posuwu (mm/min) = fn × RPM
- Szybkość usuwania materiału (w przybliżeniu, toczenie):
- MRR (cm³/min) ≈ (π × D × ap × fn × RPM) ÷ 1000, z D i ap w mm
- Praktyczna zasada naddatku na wykończenie:
- W przypadku większości stali należy pozostawić 0,2-0,5 mm na stronę. Pozostaw nieco więcej na gumowatej stali nierdzewnej lub jeśli wzrost temperatury jest wysoki.
Narzędzia, płytki i kontrola wiórów do toczenia zgrubnego
Stopnie wkładek, łamacze wiórów, promień noska
Do ostrego toczenia należy wybrać twardszy wkładka oraz łamacz wiórów przeznaczony do formowania i łamania grubszych wiórów. Płytki z ujemnym kątem natarcia są powszechne w obróbce zgrubnej, ponieważ są mocne i radzą sobie z dużymi obciążeniami, choć dodatni kąt natarcia może być pomocny w przypadku maszyn o niskiej mocy lub części o cienkich ściankach.

Typowe wkładki i miejsce ich montażu:
- Wkładki CNMG/CP: Świetne ogólne szorstkie. Mocne narożniki, mogą wykonywać głębokie cięcia.
- WNMG: Opcja z trzema narożnikami o dużej wytrzymałości; dobra do obróbki zgrubnej wielu rodzajów stali i stali nierdzewnej.
- RN/RNGN (okrągły): Stabilny do ciężkich cięć przerywanych i obróbki zgrubnej odlewów.
- Promień nosa: 0,8-1,2 mm to dobry zakres obróbki zgrubnej. Większe promienie przenoszą większe obciążenia i mogą być gładsze przy wyższym posuwie, ale mogą drgać na smukłych częściach.
Uchwyty narzędziowe i sztywność
Sztywność jest twoją ukryta prędkość.
Zachowaj jak najkrótszy dystans. Użyj największego trzpienia, który pasuje do rewolweru. Uchwyt narzędziowy należy zablokować czysto i prostopadle. W przypadku dłuższych wysięgów lub wytaczadeł należy używać drążków antywibracyjnych lub amortyzowanych uchwytów. Sprawdź wyrównanie głowicy względem środka wrzeciona. Niewłaściwie ustawione narzędzie będzie przedwcześnie nacinać i przesuwać się.
Strategia chłodzenia i smarowania
Płyn chłodzący nie tylko chłodzi. Rozbija wióry i spłukuje je.
- Dla węgiel oraz stale stopowePłyn chłodzący jest odpowiedni do większości toczenia zgrubnego.
- Dla nierdzewnydobre dostarczanie chłodziwa zmniejsza gromadzenie się krawędzi.
- Dla aluminiumPłyn chłodzący pomaga uniknąć tworzenia się krawędzi i poprawia powierzchnię.
Chłodziwo pod wysokim ciśnieniem może zmienić zasady gry w zakresie kontroli wiórów i żywotności płytek, zwłaszcza w głębokich rowkach i otworach. Smarowanie minimalną ilością (MQL) może działać na niektórych materiałach, ale obróbka zgrubna często korzysta z silnego odprowadzania wiórów, które zapewniają systemy zalewowe lub wysokociśnieniowe.
Jak zatrzymać długie, żylaste wióry podczas toczenia zgrubnego?
Zwiększaj posuw na obrót, aż łamacz zacznie pracować. Wybrać łamacz do obróbki zgrubnej przeznaczony do danej grupy materiałów. Zwiększyć głębokość skrawania w celu pełniejszego włączenia łamacza wióra. Dodaj chłodziwo pod wysokim ciśnieniem do strefy skrawania. Zaprogramuj dziobanie lub makro łamanie wiórów w długich, głębokich rowkach lub otworach ID. Jeśli wióry nadal tworzą ptasie gniazda, zmień łamacz na inny i przetestuj go ponownie.
Konfiguracja, programowanie i przepływ pracy procesów
Uchwyty robocze i wsparcie
Dobry roughing zaczyna się od pewnego chwytu.
- Używaj uchwytu lub tulei zaciskowej, która zapewnia pełny kontakt i znane bicie.
- W przypadku szczęk miękkich należy je wywiercić zgodnie ze średnicą części.
- Jeśli część jest długa, należy podeprzeć ją za pomocą konika środkowego lub stabilnego podparcia.
- Kontroluj bicie przy pierwszym elemencie i odnotuj je w dzienniku pracy.
- Jeśli szczęki są płytkie lub materiał jest szorstki, przed przepchnięciem szorstkiej powierzchni zewnętrznej należy wykonać przejście w celu wyrównania powierzchni czołowej.
Planowanie przepustek i strategia zapasów
Zaplanuj kolejność. Obróbka czołowa, toczenie średnicy zewnętrznej i obróbka zgrubna średnicy wewnętrznej w stabilnej kolejności. Zachowaj spójność materiału. Jeśli surowy pręt jest nieokrągły, wykonaj lekkie czyszczenie przed głęboką obróbką zgrubną, aby grubość wiórów pozostała stabilna. Pozostaw jednolity naddatek na wykończenie. Unikaj "przejść sprężynowych" podczas obróbki zgrubnej. Wydłużają one czas i mogą ukryć odchylenie rozmiaru, które można zobaczyć dopiero po ostygnięciu części. Narzędzie do obróbki wykańczającej nie powinno przeżuwać zmiennego materiału.
Strategie ścieżki narzędzia i odprowadzanie wiórów
W przypadku OD, osiowa obróbka zgrubna (przejścia w kierunku Z) jest prosta i skuteczna. W przypadku głębokich ramion należy wypróbować promieniowe zejścia z wyraźnymi ewakuacjami między przejściami. Użyj stałej prędkości powierzchniowej (CSS), aby zapewnić płynne obciążenie narzędzia przy większych zmianach średnicy, ale ogranicz maksymalne obroty, aby uniknąć nadmiernej prędkości przy małych średnicach. W przypadku rowków i średnic ID zaprogramuj przerwy na dziobanie lub zatrzymanie w celu zatrzymania wiórów. Inteligentne wycofywanie: usuń wióry przed kolejnym zagłębieniem. Utrzymuj narzędzie na środku, aby uniknąć karbowania.
Typowe problemy i poprawki
Wiele problemów z roughingiem powtarza się. Oto szybka mapa, której można użyć na podłodze.
| Objaw | Prawdopodobna przyczyna | Quick Fix |
|---|---|---|
| Rozmowy na temat OD | Długi stick-out, słaby uchwyt, zbyt duży promień nosa | Skrócenie wysięgu, użycie sztywniejszego uchwytu, zmniejszenie promienia noska lub posuwu, mniejsza prędkość |
| Wycięcie na ramieniu | Twarda zgorzelina, słaby cel chłodziwa, agresywne wejście | Usuń zgorzelinę lub powierzchnię wstępną, skieruj chłodziwo, użyj łuku prowadzącego, zmniejsz posuw wejściowy |
| Wbudowana krawędź (BUE) na stali nierdzewnej/aluminium | Zbyt niska prędkość, tępa krawędź, niewłaściwy płyn chłodzący | Większa prędkość, ostrzejsza krawędź, lepsze chłodzenie |
| Długie, żylaste chipsy | Zbyt niskie podawanie, niewłaściwy łamacz, niskie ciśnienie chłodziwa | Zwiększenie fn/ap, przełączenie łamacza chipów, użycie chłodziwa pod wysokim ciśnieniem lub dziobanie |
| Zwężenie lub owalność | Odchylenie robocze, ciepła część, niewspółosiowość | Podpora z konikiem/stała, pomiar po ostygnięciu, ponowne ustawienie narzędzia |
| Słaba powierzchnia po obróbce zgrubnej powodująca problemy z wykończeniem | Zbyt mało materiału wykończeniowego, uszkodzona krawędź | Pozostaw więcej naddatku, zamień na świeżą krawędź wykończeniową |
Kontrola i akceptacja w trakcie procesu
Podczas roughingu sprawdź, co jest najważniejsze:
- Zapas pozostały do wykończenia: potwierdź, że nadal posiadasz 0,2-0,5 mm na stronę.
- Bicie i koncentryczność: nagrywaj po pierwszej części, aby złapać dryf.
- Pasma chropowatości powierzchni: chropowatość Ra >6,3 µm jest normalne; nie należy jeszcze gonić za jakością wykończenia.
- Stan narzędzia: należy zwrócić uwagę na nacięcia i odpryski na nosku.
Użycie sondowanie w cyklu jeśli jest dostępny, aby potwierdzić kluczowe średnice i wyregulować przesunięcia. W przypadku kontroli ręcznych, przy maszynie należy trzymać miernik go/no-go lub mikrofon, a częstotliwość kontroli należy określić na podstawie krytyczności części i wielkości partii.
Zarządzanie żywotnością narzędzi
Zdecyduj z wyprzedzeniem, kiedy indeksować lub wymienić płytkę. W przypadku obróbki zgrubnej kuszące jest, aby "pracować do końca". Może to kosztować więcej czasu niż zaoszczędzić w przypadku złomowania części lub awarii kontroli wiórów.
Ustal widoczny limit zużycia, taki jak głębokość nacięcia lub liczba części, i trzymaj się go. Zachowaj jedną świeżą krawędź zarezerwowaną do wykańczania. Śledź żywotność narzędzia w układzie sterowania lub na prostym arkuszu.
Pamiętaj również, aby nauczyć zespół, jak wygląda zużycie typowych płytek w sklepie (zużycie boczne, zużycie kraterowe, wyszczerbiony nosek).

Studia przypadków i benchmarki z hali produkcyjnej
Obróbka zgrubna wałków rozrządu w przemyśle motoryzacyjnym
Warsztat produkujący stalowe wałki rozrządu stosował standardową strategię obróbki zgrubnej: umiarkowany posuw, bezpieczna głębokość skrawania i częste wycofywanie w celu rozbicia wiórów. Średni czas obróbki zgrubnej na część był długi, a zakończenie toczenia Czasami musiałem brać dodatkowe przepustki, ponieważ dodatek był różny.
Zmienili trzy rzeczy:
- W pierwszej kolejności wybrano łamacz wiórów przeznaczony do obróbki zgrubnej stali.
- Po drugie, zwiększyli ilość paszy na obrót z 0,22 do 0,35 mm/obr. i ustaw ap na 4,5 mm.
- Po trzecie, dodano krótkie makro przerwy w celu zatrzymania wiórów w pobliżu korzeni płata i zastosowano stałą prędkość powierzchni z ograniczoną liczbą obrotów na minutę.
Rezultatem był Czas cyklu 30-40% redukcja w segmencie obróbki zgrubnej, bardziej równomierny materiał dla czopów i stabilne stosy wiórów. Toczenie wykańczające zostało przeniesione do pojedynczego przejścia oczyszczającego przy 0,12 mm/obr. z Ra w pobliżu 1,0 µm na czopach łożysk.
Głęboka obróbka zgrubna w przemyśle lotniczym
W przypadku dużego elementu podwozia zespół musiał wykonać obróbkę zgrubną głębokich naroży w twardym stopie stali. Użyto mocnej CNMG w uchwycie z ujemnym kątem natarcia i uzyskano głębokość skrawania do 8 mm przy sztywnym ustawieniu. Posuw na obrót utrzymywał się na poziomie 0,35 mm/obr.. Chłodziwo pod wysokim ciśnieniem utrzymywało wióry na niskim poziomie. Pozostało 0,3-0,5 mm na stronę. Pomimo ciężkich cięć, toczenie wykończeniowe utrzymywało ±0,01 mm na krytycznych średnicach, ponieważ materiał do obróbki zgrubnej był równy, a część mogła ostygnąć przed ostatecznym wymiarowaniem.
Wpływ na czas i koszty
Zmiany te nie wyglądają dobrze tylko na papierze. Gdy obróbka zgrubna usuwa więcej niż 80% całkowitego zapasu i robi to w czasie krótszym niż 25% czasu cyklu, sklep może zaplanować więcej części dziennie. Zwalnia to również wydajność maszyny dla innych zadań. W obu powyższych przypadkach liczba nadgodzin spadła, a produkcja w toku przyspieszyła, ponieważ wąskim gardłem nie była już obróbka zgrubna.
Bezpieczeństwo, zarządzanie ryzykiem i zrównoważony rozwój
Bezpieczeństwo operatora i maszyny
- Nierówna praca CNC może powodować wyrzucanie gorących, ostrych wiórów. Należy nosić okulary ochronne z osłonami bocznymi, rękawice do przenoszenia wiórów i ochronniki słuchu. Osłony powinny pozostawać na swoim miejscu.
- Wysokie ciśnienie chłodziwo potrzebuje opieki. Nigdy nie otwieraj drzwi ani nie sięgaj do środka, gdy program jest uruchomiony. Do usuwania wiórów należy używać haka lub szczypiec, a nie rąk. Ustaw bezpieczne limity obrotów podczas korzystania z CSS, szczególnie w przypadku małych średnic, aby uniknąć nadmiernej prędkości.
Kontrola ryzyka procesowego
- Zawsze weryfikuj nowe programy za pomocą pojedynczego bloku pracy na sucho i przy wyłączonym wrzecionie.
- Używaj przesunięć roboczych i przesunięć długości narzędzia zgodnych z arkuszem ustawień.
- Zachowaj wyraźną "domową" płaszczyznę zwijania nad częścią.
- Dodaj monitorowanie obciążenia wrzeciona, jeśli sterownik je obsługuje.
- W przypadku gwałtownego wzrostu obciążenia, zaprogramuj wycofanie i alarm zamiast przepychania.
Dźwignie zrównoważonego rozwoju
Można sprawić, że obróbka zgrubna będzie bardziej ekologiczna bez wpływu na czas cyklu:
- Wydłuż żywotność narzędzia, wybierając łamacze wiórów, które zapobiegają powstawaniu długich wiórów i gromadzeniu się ciepła.
- Utrzymanie stężenia i czystości płynu chłodzącego. Odtłuszczanie oleju i filtrów w celu wydłużenia żywotności chłodziwa.
- Segregacja wiórów według materiału do recyklingu. Suche wióry odprowadzają mniej chłodziwa do pojemników.
- Zaplanuj podobne zadania jeden po drugim, aby skrócić czas wymiany narzędzi i rozgrzewania.

Końcowe kluczowe wnioski i lista kontrolna
10-punktowy szybki rozruch do toczenia zgrubnego CNC
- Prawidłowa identyfikacja materiału (dopasowanie do grupy ISO).
- Wybierz gatunek płytki i łamacz wiórów przeznaczony do obróbki zgrubnej tego materiału.
- Zacznij od ap 3-6 mm w stali, 2-5 mm w stali nierdzewnej, 4-8 mm w aluminium, a następnie dostrój.
- Zacznij od fn 0,25-0,45 mm/obr w stali, 0,20-0,40 w stali nierdzewnej, 0,30-0,60 w aluminium, a następnie dostrój.
- Ustaw prędkość cięcia w bezpiecznym średnim zakresie i używaj CSS z maksymalnym limitem obrotów.
- Zwis narzędzia powinien być krótki. Użyj największego trzpienia, jaki pasuje. W razie potrzeby dodaj konik lub podpórkę.
- Urlop 0,2-0,5 mm na stronę do wykończenia i utrzymania jednolitości.
- Skieruj chłodziwo na miejsce cięcia. Jeśli wióry są żylaste, należy użyć chłodziwa pod wysokim ciśnieniem.
- Zarezerwować świeżą krawędź płytki do toczenia wykańczającego. Indeksowanie przed przejściem wykańczającym.
- Udokumentuj ostateczne parametry i żywotność narzędzia dla następnego cyklu.
Dźwignie kosztów i czasu
Jeśli chcesz zwiększyć MRR bez niszczenia rzeczy, zmieniaj jedną dźwignię na raz:
- Najpierw należy zwiększyć ilość paszy. Jest to najszybsza droga do stabilnego złamania chipa.
- Następnie zwiększ głębokość cięcia. Powoduje to zagęszczenie wiórów i zwiększa obciążenie narzędzia; obserwuj drgania.
- Rzwiększyć prędkość cięcia na końcu. Prędkość może być pomocna w przypadku aluminium i czystych stali, ale w przypadku stali nierdzewnej może powodować wzrost temperatury i narastanie krawędzi.
Jeśli chropowatość powierzchni powoduje problemy podczas obróbki wykańczającej, należy pozostawić nieco więcej materiału, spowolnić posuw wykańczający lub użyć płytki wykańczającej typu wiper. Jeśli żywotność narzędzia spada, należy przyjrzeć się zarządzaniu ciepłem i kontroli wiórów przed zbyt dużym zmniejszeniem prędkości skrawania.
Zapytanie ofertowe i lista kontrolna wyboru dostawcy
Jeśli pozyskujesz części do toczenia zgrubnego, poproś dostawców o zaznaczenie tych pól:
- Certyfikaty: ISO 9001 dla jakości; jeśli lotnictwo i kosmonautyka, AS9100; jeśli motoryzacja, zdolność PPAP/FAI.
- Tolerancja zdolność: Czy mogą one pomieścić objaśnienia wykończenia (na przykład ±0,01 mm) w wymaganych ilościach?
- Obsługiwane materiały: Potwierdź stal, stal nierdzewną, aluminium i wszelkie superstopy, których planujesz użyć.
- Rozmiar i pojemność partii: Prototypowe, niskoseryjne i produkcyjne.
- Lista wyposażenia: Centra tokarskie CNC z narzędziami pod napięciem lub wrzecionami pomocniczymi w razie potrzeby; chłodziwo pod wysokim ciśnieniem, jeśli kontrola wiórów ma krytyczne znaczenie.
- Metrologia: Pomiary w trakcie procesu, pomiary chropowatości powierzchni i uwagi dotyczące kontroli końcowej.
- Czas realizacji i kontrola zmian: Jak radzą sobie z poprawkami i przyspieszają.
- Zrównoważony rozwój: Obsługa chłodziwa, recykling wiórów i program bezpieczeństwa.
Szukasz niezawodnego partnera w zakresie obróbki CNC i produkcji części?
U-Need jest profesjonalnym dostawcą precyzyjnej obróbki skrawaniem, specjalizującym się w toczeniu CNC, frezowaniu i produkcji niestandardowych części. Dzięki zaawansowanemu sprzętowi, ścisłej kontroli jakości (certyfikat ISO) i doświadczeniu w branży motoryzacyjnej, lotniczej i przemysłowej, firma może pomóc w przekształceniu wymagań dotyczących obróbki zgrubnej i wykańczającej w gotowe części o wąskich tolerancjach i szybkim czasie realizacji. Niezależnie od tego, czy potrzebujesz prototypów, małych partii, czy pełnych serii produkcyjnych, U-Need oferuje kompleksowe usługi obróbki skrawaniem i elastyczne wsparcie, aby spełnić Twoje potrzeby projektowe.
Zasoby i narzędzia
Normy i wytyczne techniczne mogą pomóc w pogłębieniu wiedzy na temat tekstury powierzchni, oznaczania płytek, testowania trwałości narzędzi i bezpiecznych praktyk maszynowych. Oto proste wskazówki i kluczowe terminy, które można wyszukać w tych witrynach:
- ISO 1302 dla definicji tekstury powierzchni
- ISO 1832 dla systemu oznaczania wkładek
- ISO 3685 dla metod testowania trwałości narzędzi
- ISO 513 dla grup materiałów (P, M, N, K, S, H), aby wybrać wkładki
- NIST zasoby dotyczące obróbki skrawaniem i procesów produkcyjnych
- OSHA Zasoby dotyczące osłon maszyn i bezpieczeństwa chłodziwa
- EPA informacje na temat zarządzania chłodziwem i odpadami z obróbki metali
Pytania wplecione w praktykę
Nadal możesz się zastanawiać:
- Jakie są główne cechy toczenia zgrubnego?
Jest to duże obciążenie wiórami, wysoki posuw, głębokie cięcia i bardziej szorstka powierzchnia, która ustawia przejście wykańczające.
- Co to jest chropowatość powierzchni do obracania?
Wartość ta jest zwykle podawana jako Ra, przy czym wartość ta dla obróbki zgrubnej często przekracza 6,3 µm, a dla obróbki wykańczającej wynosi 0,8-1,6 µm lub więcej.
- Jaka jest różnica między toczeniem zgrubnym a wykańczającym?
Obróbka zgrubna nadaje priorytet MRR, podczas gdy obróbka wykańczająca nadaje priorytet rozmiarowi i powierzchni.
- Jak poprawić wykończenie powierzchni podczas toczenia?
Pozostaw jednolity materiał, użyj ostrej krawędzi wykańczającej, zmniejsz posuw, wybierz odpowiedni promień noska lub wkładkę wiper oraz kontroluj ciepło i wibracje.
Krótka uwaga dotycząca frezowania pomaga również odpowiedzieć na często wyszukiwane pytania. Co to jest frez do obróbki zgrubnej? W przypadku frezów walcowo-czołowych frez zgrubny ma ząbki, które łamią wióry i zmniejszają siłę skrawania. Służy do obróbki zgrubnej cnc na frezarkach. Frez wykańczający jest gładki i pozostawia drobniejszą powierzchnię. Idea jest taka sama jak w przypadku tokarki: obróbka skrawaniem i wykańczanie to oddzielne etapy. Zgrubne operacje CNC, czy toczenie czy frezowanie, szybko usuwają materiał. Frezowanie wykańczające lub toczenie wykańczające doprowadza części do specyfikacji.
Praktyczne podsumowanie, które można zastosować już dziś
- Zaplanuj obróbkę zgrubną, która tworzy krótkie, spójne wióry, pozostawia równomierny materiał wykończeniowy i utrzymuje obciążenie narzędzia na stałym poziomie.
- Najpierw ustaw posuw na łamanie wiórów, potem głębokość, a następnie prędkość. Zapisz zwycięski przepis.
- Utrzymuj sztywną konfigurację. Podeprzyj część. Wyrównaj narzędzie. Skierować chłodziwo.
- Oddziel krawędzie zgrubne od wykańczających. Zmierz, gdy część ostygnie.
- Śledź żywotność narzędzia i kształt wiórów. Mówią one, jak przebiega proces, nawet zanim zrobią to liczby.
Najczęściej zadawane pytania
Roughing in Toczenie CNC jest pierwszym krokiem do szybkiego i wydajnego usunięcia większości dodatkowego materiału. Wykorzystuje wysokie prędkości posuwu i głębokie cięcia, aby zbliżyć część do ostatecznego kształtu, pozostawiając niewielki naddatek na wykończenie. Skupiamy się tutaj na prędkość oraz efektywnośćnie wykończenie powierzchni, więc przejście zgrubne pozostawia stosunkowo szorstką powierzchnię.
Wybór odpowiedniego narzędzia, ustawienie właściwych parametrów skrawania i zapewnienie sztywności maszyny mają kluczowe znaczenie. Wytrzymałe płytki lub łamacze wiórów zaprojektowane do ciężkich cięć pomagają zarządzać siłami i ciepłem. Prawidłowo wykonana obróbka zgrubna skraca czas cyklu i przygotowuje do płynnego, precyzyjnego przejścia wykańczającego.
Podczas przygotowań do toczenia wykańczającego, pozostawienie odpowiedniej ilości materiału jest kluczem do uzyskania gładkiej powierzchni i dokładnych wymiarów.
Dla większości stal i stal nierdzewna, 0,2-0,5 mm na stronę działa dobrze. Jeśli część nagrzewa się podczas obróbki zgrubnej lub szorstka powierzchnia jest nierówna, należy dążyć do wyższego końca. Wystarczająca ilość materiału pozwala na usunięcie drobnych niedoskonałości podczas obróbki wykańczającej bez obciążania narzędzia, co pomaga wydłużyć jego żywotność i zapobiega drganiom.
Zbyt mała ilość materiału może negatywnie wpłynąć na jakość powierzchni i dokładność, podczas gdy zbyt duża ilość spowalnia produkcję. Bilansowanie zapasów z materiałem, jakość obróbki zgrubnej i stabilność maszyny zapewniają spójne, niezawodne wyniki.
Możesz używają tej samej krawędzi płytki zarówno do obróbki zgrubnej, jak i wykańczającej, ale zwykle wiąże się to z pewnymi kompromisami. Obróbka zgrubna naraża narzędzie na duże siły, wysoką temperaturę i duże obciążenia wiórami, które szybko tępa krawędź. Użycie tej samej krawędzi do wykańczania może skutkować chropowatą powierzchnią, błędami wymiarowymi, a nawet uszkodzeniem części.
Mądrzejszym podejściem jest użycie twardsza, odporna na zużycie krawędź do obróbki zgrubnej i zachować świeżą, ostrą krawędź do obróbki wykańczającej. Pozwala to utrzymać wysoką jakość powierzchni końcowej, zapewnia dokładne wymiary, wydłuża żywotność narzędzia i zmniejsza potrzebę przeróbek, dzięki czemu obróbka jest bardziej niezawodna i wydajna.
Po toczeniu zgrubnym chropowatość powierzchni, Ra, jest stosunkowo wysoka, często ponad 6,3 µmponieważ celem jest wydajne usuwanie materiału, a nie uzyskanie idealnego wykończenia. Takie czynniki jak geometria narzędzia, prędkość posuwu, głębokość skrawania i materiał odgrywają istotną rolę. Używanie dużych posuwów lub zużytych narzędzi zwiększy Ra, podczas gdy ostre płytki i dobrze dobrane posuwy mogą nieznacznie go poprawić. Po usunięciu większości materiału,zakończenie toczenia sprowadza Ra do 0,8-1,6 µm lub lepsza, szczególnie w przypadku płytek z wycieraczkami. Stabilne maszyny, odpowiednie podparcie przedmiotu obrabianego i kontrolowanie wibracji mają kluczowe znaczenie dla zapewnienia stałej jakości i zmniejszenia zużycia narzędzi.
Długie, cienkie wióry na tokarce zwykle powstają, gdy posuw jest zbyt mały, łamacz wiórów nie pasuje do materiału, głębokość skrawania jest zbyt mała lub ciśnienie chłodziwa jest słabe.
- Aby to naprawić, należy nieco zwiększyć posuw na obrót, upewniając się, że jest to bezpieczne dla narzędzia i maszyny.
- Wybierz Szorstki łamacz wiórów który pasuje do materiału i rozważyć głębsze cięcie, aby ułatwić prawidłowe łamanie wiórów.
- Chłodziwo pod wysokim ciśnieniem utrzymuje wióry w ruchu i chłodzi obrabiany przedmiot.
- W przypadku trudnych materiałów, takich jak aluminium lub stal nierdzewnaSpróbuj dziobania lub przerywanych cięć.
- Utrzymywanie ostrej krawędzi narzędzia również ma duże znaczenie, poprawiając zarówno kontrolę wiórów, jak i wykończenie powierzchni.



