Tornitura approssimativa è il modo più veloce per rimuovere il materiale sfuso da un pezzo su una Tornio CNC. Si spinge l'avanzamento, la profondità di taglio e il carico di trucioli per aumentare il tasso di asportazione del materiale, quindi si torna indietro con una passata di finitura per ottenere dimensioni e superficie. Il trucco è ovvio per chiunque abbia avuto a che fare con un tornio: come si fa a eseguire tagli di sgrossatura senza rovinare la finitura della superficie, far saltare le tolleranze o lottare contro i nidi di trucioli? Questa guida fornisce i dati di lavoro e un modo semplice di pensare.
Vedrete definizioni chiare, confronti fianco a fianco con la finitura della tornitura, dati di taglio, scelta degli utensili, flusso di impostazione, risoluzione dei problemi e casi di studio reali. Inoltre, avrete a disposizione calcolatori rapidi da utilizzare direttamente in macchina e una lista di controllo fornitori/RFQ. Inizieremo con risposte rapide e numeri critici, poi approfondiremo l'ottimizzazione, il controllo qualità e i parametri di riferimento in officina, per finire con semplici passi da applicare al prossimo lavoro.
Spiegazione della tornitura grezza: Definizione, scopo e ROI
Cos'è e perché è importante
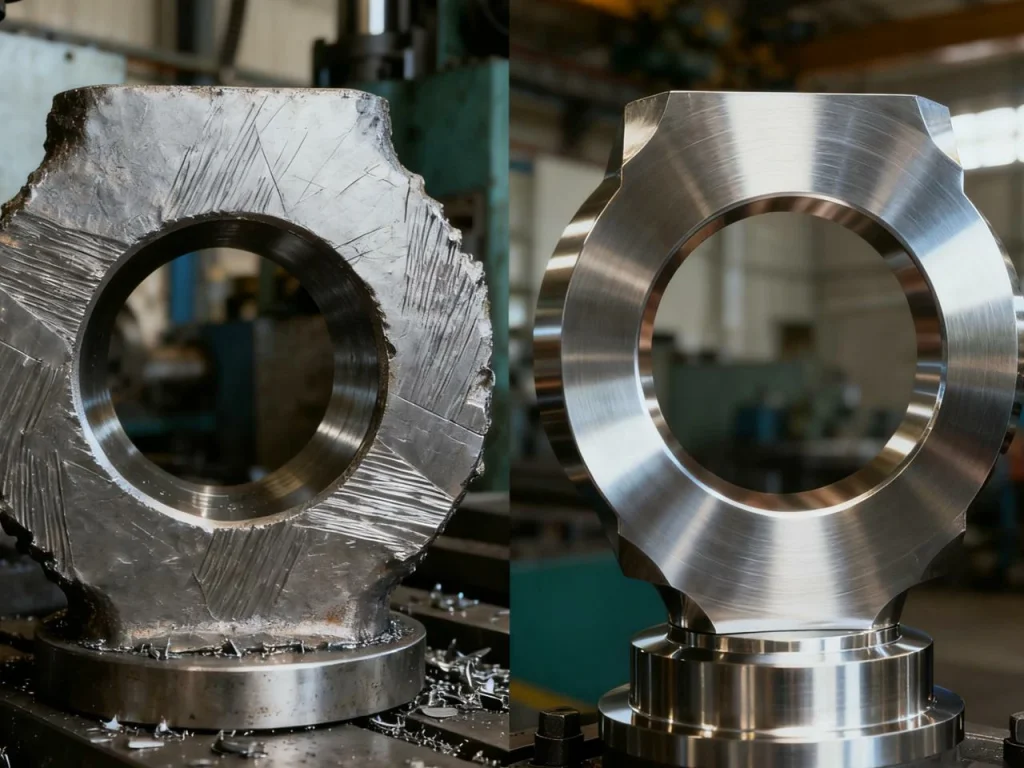
La tornitura grezza è un Operazioni di tornitura CNC mirato a una sola cosa: elevato tasso di rimozione del materiale. Utilizza un elevato avanzamento per giro e una profonda profondità di taglio per rimuovere rapidamente il materiale in eccesso. L'obiettivo non è una bella superficie. L'obiettivo è preparare il pezzo da lavorare, in modo che la tornitura di finitura possa bloccare le dimensioni finali e la qualità della superficie.
In pratica, una superficie tornita grezza avrà un aspetto opaco e potrà mostrare segni di avanzamento. La precisione dimensionale è inferiore rispetto alla finitura. Si lascia un piccolo margine di finitura uniforme intorno al pezzo, quindi si passa a una passata di finitura. L'ultima passata ha un avanzamento inferiore, un taglio meno profondo e un bordo più affilato.
Se vi state chiedendo "cos'è la tornitura grezza?", si tratta semplicemente di una superficie lasciata dopo quei passaggi pesanti e veloci. È comune vedere la rugosità Ra superiore a 6,3 micrometri dopo la sgrossatura, e Ra 0,8-1,6 micrometri dopo aver terminato.
Perché è importante? Perché i veri risparmi derivano dal tempo di ciclo, non solo dal costo degli utensili. La sgrossatura può rimuovere la maggior parte del materiale in una frazione del tempo di ciclo totale. Ciò significa più pezzi per turno, una programmazione più prevedibile e meno tempo sprecato dal mandrino per i tagli ad aria.
Dove viene utilizzato (settore automobilistico, aerospaziale, attrezzature pesanti)
La tornitura grezza è presente in tutti i punti in cui i pezzi forgiati, le fusioni o le barre tagliate devono essere sagomate rapidamente.
- In automobilistico, alberi a camme, ingranaggi, mozzi e alberi iniziano con una pesante sgrossatura.
- In aerospaziale, carrelli di atterraggio, corpi attuatori e collari strutturali necessitano di tagli profondi in leghe resistenti.
- In attrezzature pesanti, perni e boccole di grandi dimensioni richiedono elevati carichi di truciolo.
- In molti negoziLa sgrossatura rimuove oltre 80% di materiale in eccesso con un tempo di ciclo CNC inferiore a 25%. Questo vale per la tornitura CNC, la lavorazione di sgrossatura su frese e torni e la lavorazione di produzione in grandi volumi.
Che cos'è la tornitura grezza e perché è necessaria?
- È un processo di tornitura che utilizza avanzamenti elevati e tagli profondi per rimuovere rapidamente il materiale.
- È necessario ridurre il tempo di ciclo e controllare l'usura degli utensili durante la sagomatura del pezzo prima della finitura.
- Lascia una superficie ruvida e una precisione inferiore per design. Si lasciano 0,2-0,5 mm per lato per una passata di finitura.
- Consente di utilizzare bordi di inserto più resistenti per l'asportazione della massa e di conservare un bordo fresco per la finitura.
Tornitura grezza e tornitura di finitura: Le differenze che contano
Metriche affiancate
La differenza fondamentale è l'equilibrio tra velocità e qualità. La tornitura grezza mira a un elevato carico di truciolo e a una rottura stabile del truciolo. La tornitura di finitura mira a ottenere una forza ridotta, piccoli smerli e dimensioni ridotte.
Tabella: Intervalli tipici in sgrossatura e finitura
| Parametro | Gamma di sgrossatura | Gamma di finitura |
|---|---|---|
| Avanzamento per giro (fn) | 0,25-0,6 mm/giro | 0,05-0,2 mm/giro |
| Profondità di taglio, ap (radiale) | 2-8 mm (può essere più alto sui pezzi grandi) | 0,1-0,5 mm |
| Velocità di taglio (acciaio, metallo duro) | 120-220 m/min | 140-260 m/min (varia a seconda del grado) |
| Sensazione di carico del truciolo | Patatine pesanti e spesse | Trucioli sottili e continui |
| Rugosità superficiale, Ra | >6,3 µm | 0,8-1,6 µm (o meglio con la geometria Wiper) |
| Raggio tipico del naso dell'utensile | 0,8-1,2 mm | 0,4-0,8 mm (o tergicristallo) |
Tolleranze e obiettivi di qualità
Per la sgrossatura, prevedere una finestra dimensionale come ±0,3-0,5 mm e un margine di finitura costante attorno al profilo. Per la tornitura di finitura, attenersi alle indicazioni del disegno. È comune mantenere ±0,01 mm o meglio sui diametri dei perni, sulle facce e sugli elementi che si accoppiano con cuscinetti o guarnizioni. Tenere presente che la crescita termica è importante. La sgrossatura può riscaldare il pezzo. Se si esegue la misura mentre il pezzo è caldo, quando si raffredda potrebbe ridursi al di fuori delle specifiche. Prendere la misura dopo una breve sosta o un flusso controllato di refrigerante.
Posso utilizzare lo stesso inserto per la sgrossatura e la finitura?
È possibile, ma non è la pratica migliore. Un tagliente consumato può ancora sgrossare bene, ma graffierà la passata di finitura e farà perdere dimensioni. Il piano sicuro consiste nel mantenere bordi separati: utilizzare i rompitruciolo più duri e le preparazioni dei bordi per sgrossare, quindi passare a un bordo fresco e affilato per la tornitura di finitura. Come minimo, programmare un arresto della torretta per passare a un nuovo tagliente prima del percorso utensile di finitura.
Dati di taglio e ottimizzazione per la tornitura grezza
Parametri e controlli fondamentali
Le manopole principali sono quattro:
- Profondità di taglio (ap): Ingaggio radiale. Un ap più grande significa trucioli più spessi e un carico maggiore.
- Avanzamento per giro (fn)mm/giro. Imposta la distanza percorsa dall'utensile ad ogni giro del mandrino.
- Velocità di taglio (Vc) o piedi di superficie al minuto (SFM): Velocità con cui il bordo vede il materiale.
- Velocità di superficie costante (CSS): Il controllo imposta il numero di giri per mantenere costante Vc al variare del diametro.
Altri controlli utili sono:
- Strategia di entrata/uscita: Ingresso e uscita delicati per evitare l'intaglio dell'utensile.
- Naso raggio: Raggi più ampi aumentano la resistenza dell'utensile e consentono avanzamenti più elevati, ma possono aumentare le vibrazioni sui pezzi sottili.
- Preparazione dei bordi: I bordi levigati resistono meglio alle forze di sgrossatura e ai tagli intermittenti rispetto ai bordi affilati.
Tasso di asportazione del materiale (MRR) e campi target
- Per la tornitura, una semplice stima del MRR è:
MRR ≈ π × D × fn × ap × RPM (in mm³/min se le unità corrispondono), oppure utilizzare il diametro in mm e il RPM più l'avanzamento per giro.
Un modo rapido in cui molti macchinisti pensano è il volume di truciolo per giro: spessore del truciolo (alimentato da fn e rompitruciolo) per la larghezza di taglio (ap) per la circonferenza. Nel lavoro quotidiano, è possibile utilizzare questo pratico approccio:
- Calcolare l'RPM da SFM o Vc.
- Calcolare l'avanzamento (mm/min) = fn × RPM.
- Calcolo dell'MRR (mm³/min) = MRR (mm³/min) = π × D × ap × fn × RPM
Ciò che conta: la tornitura è spesso irregolare 4-6 volte l'MRR di un passaggio di finitura. Questo è un rapporto di pianificazione sicuro per i preventivi e gli obiettivi di allestimento. Se il vostro passaggio di finitura sta tirando 200 cm³/minuna rotazione approssimativa della stessa configurazione può avere come obiettivo 800-1200 cm³/min con trucioli stabili e usura accettabile.
Parametri di partenza per materiale
Utilizzate questi valori come punti di partenza, quindi modificateli in base alla qualità dell'inserto, al rompitruciolo, alla rigidità e al refrigerante. Il margine di finitura è lo stock che si lascia per la passata finale.
Tabella: Punti di partenza per materiali comuni
| Materiale (Gruppo ISO) | ap (profondità di taglio) | fn (avanzamento per giro) | Vc (velocità di taglio) | Tolleranza di finitura (per lato) |
|---|---|---|---|---|
| Acciaio al carbonio medio (ISO P) | 3-6 mm | 0,25-0,45 mm/giro | 150-220 m/min | 0,3-0,5 mm |
| Acciaio inox (ISO M) | 2-5 mm | 0,20-0,40 mm/giro | 110-180 m/min | 0,3-0,5 mm |
| Alluminio (ISO N) | 4-8 mm | 0,30-0,60 mm/giro | 250-600 m/min (osservare i limiti della macchina) | 0,2-0,4 mm |
Questi numeri presuppongono una discreta rigidità e alluvione refrigerante. Sui piccoli diametri, sui pezzi a parete sottile o sulle lunghe aste, potrebbe essere necessario ridurre ap o fn per evitare il chattering. Su diametri molto grandi o configurazioni stabili, è possibile spingere più a fondo.
Strumenti interattivi
Utilizzate queste calcolatrici rapide direttamente sul controllo o su un taccuino.
- NUMERO DI GIRI dalla velocità di taglio:
- Metrico: RPM = (1000 × Vc) / (π × D), dove Vc in m/min, D in mm
- Imperiale: RPM = (3,82 × SFM) / D, dove SFM in superficie ft/min, D in pollici
- Velocità di avanzamento lineare:
- Avanzamento (mm/min) = fn × RPM
- Tasso di asportazione del materiale (circa, tornitura):
- MRR (cm³/min) ≈ (π × D × ap × fn × RPM) ÷ 1000, con D e ap in mm
- Regola empirica del margine di finitura:
- Lasciare 0,2-0,5 mm per lato sulla maggior parte degli acciai. Lasciare un po' di più sugli inossidabili gommosi o se la crescita termica è elevata.
Utensili, inserti e controllo truciolo per la tornitura grossolana
Gradi di inserto, rompitruciolo, raggio del naso
Per una tornitura difficile, scegliere un prodotto più duro inserto e un rompitruciolo realizzato per formare e rompere i trucioli più spessi. Gli inserti a spoglia negativa sono comuni nella sgrossatura perché sono robusti e sopportano carichi pesanti, anche se la spoglia positiva può essere utile su macchine a bassa potenza o su pezzi a parete sottile.

Gli inserti più comuni e la loro collocazione:
- Inserti CNMG/CP: Ottimi ruvidi in generale. Angoli forti, in grado di sopportare tagli profondi.
- WNMG: Opzione a tre angoli con resistenza; ottima per la sgrossatura di molti acciai e acciai inossidabili.
- RN/RNGN (rotondo): Stabile per tagli pesanti interrotti e sgrossatura di getti.
- Raggio del naso: 0,8-1,2 mm è un buon intervallo di sgrossatura. I raggi più grandi sopportano un carico maggiore e possono essere più morbidi con un avanzamento più elevato, ma possono fare rumore sui pezzi sottili.
Utensili e rigidità
La rigidità è il vostro velocità nascosta.
Mantenere il più breve possibile l'uscita del gambo. Utilizzare il gambo più grande adatto alla torretta. Bloccate il portautensili in modo pulito e regolare. Per le sporgenze più lunghe o le barre di alesatura, utilizzare barre antivibranti o supporti smorzati. Controllare l'allineamento della torretta rispetto al centro del mandrino. Un utensile disallineato si intaglia prematuramente e spinge le dimensioni.
Strategia di raffreddamento e lubrificazione
Il liquido di raffreddamento non si limita a raffreddare. Rompe i trucioli e li lava.
- Per carbone e acciai legatiIl liquido di raffreddamento allagato va bene per la maggior parte dei lavori di tornitura.
- Per inossidabileUna buona erogazione del refrigerante riduce i bordi accumulati.
- Per alluminio, il refrigerante aiuta a evitare l'accumulo di bordi e migliora la superficie.
Il refrigerante ad alta pressione può cambiare le carte in tavola per il controllo dei trucioli e la durata dell'inserto, soprattutto nelle scanalature e negli alesaggi profondi. Lubrificazione a quantità minima (MQL) può funzionare su alcuni materiali, ma la sgrossatura spesso beneficia di una forte evacuazione dei trucioli che i sistemi a diluvio o ad alta pressione forniscono.
Come faccio a fermare i trucioli lunghi e filanti nella tornitura grezza?
Aumentare l'avanzamento per ogni giro finché il rompitruciolo non inizia a funzionare. Scegliere un rompitruciolo per sgrossatura adatto al proprio gruppo di materiali. Aumentare la profondità di taglio per impegnare maggiormente il rompitruciolo. Aggiungere refrigerante ad alta pressione nella zona di taglio. Programmare la fresatura o una macro rompitruciolo in scanalature o ID lunghi e profondi. Se i trucioli sono ancora a nido d'uccello, passare a un altro rompitruciolo e ripetere il test.
Impostazione, programmazione e flusso di lavoro dei processi
Attrezzature e supporto per le lavorazioni
Una buona sgrossatura inizia con una presa sicura.
- Utilizzare un mandrino o una pinza di serraggio che garantisca un contatto completo e un'oscillazione nota.
- Per le ganasce morbide, alesarle in base al diametro del pezzo.
- Se il pezzo è lungo, è bene sostenerlo con un centro contropunta o con un appoggio stabile.
- Controllare il runout al primo articolo e annotarlo nel registro dei lavori.
- Se le ganasce sono poco profonde o il materiale è grezzo, eseguire una passata di spianatura per squadrare la faccia anteriore prima di spingere l'OD grezzo.
Pianificazione dei passaggi e strategia delle scorte
Pianificare l'ordine. Sfacciatura, tornitura OD e sgrossatura ID in una sequenza stabile. Mantenere il materiale coerente. Se la barra grezza è storta, eseguire una leggera pulizia prima della sgrossatura profonda in modo da mantenere stabile lo spessore del truciolo. Lasciare un margine di finitura uniforme. Evitare le "passate a molla" nella sgrossatura. Aggiungono tempo e possono nascondere un errore di misura che si nota solo dopo che il pezzo si è raffreddato. L'utensile di finitura non deve masticare il materiale variabile.
Strategie di percorso utensile ed evacuazione del truciolo
Sul diametro esterno, la sgrossatura assiale (passaggi in direzione Z) è semplice ed efficace. Sulle spalle profonde, provare la sgrossatura radiale con evacuazioni chiare tra le passate. Utilizzare una velocità di superficie costante (CSS) per un carico uniforme dell'utensile sui cambi di diametro più grandi, ma limitare il numero di giri massimo per evitare la sovravelocità sui piccoli diametri. Per le scanalature e gli ID, programmare le pause di beccatura o di sosta per eliminare i trucioli. Ritrarre in modo intelligente: eliminare i trucioli prima del tuffo successivo. Mantenere l'utensile al centro per evitare l'intaglio.
Problemi e soluzioni comuni
Molti problemi di sgrossatura si ripetono. Ecco una mappa rapida da utilizzare sul pavimento.
| Sintomo | Probabile causa | Correzione rapida |
|---|---|---|
| Chiacchiere su OD | Lunga uscita, supporto debole, raggio di curvatura troppo ampio | Accorciare la sporgenza, utilizzare un supporto più rigido, ridurre il raggio del naso o l'avanzamento, ridurre la velocità. |
| Usura da intaglio sulla spalla | Incrostazioni dure, scarso orientamento del refrigerante, ingresso aggressivo | Sbavare le incrostazioni o la prefabbricazione, puntare il refrigerante, utilizzare l'arco di entrata, ridurre l'avanzamento di entrata |
| Bordo integrato (BUE) su acciaio/alluminio | Velocità troppo bassa, bordo opaco, refrigerante sbagliato | Aumento della velocità, utilizzo di bordi più affilati, miglioramento del refrigerante |
| Trucioli lunghi e filanti | Alimentazione troppo bassa, rompitruciolo sbagliato, refrigerante a bassa pressione | Aumentare fn/ap, commutare il rompitruciolo, utilizzare un refrigerante ad alta pressione o una beccatura. |
| Conicità o ovalizzazione | Deviazione del lavoro, parte calda, disallineamento | Sostenere con la contropunta/stazionario, misurare dopo un raffreddamento, riallineare l'utensile |
| Superficie scadente dopo la sgrossatura che causa problemi di finitura | Troppo poco materiale di finitura, bordo danneggiato | Lasciare un margine più ampio, passare al bordo di finitura fresco |
Ispezione e accettazione in-process
Durante la sgrossatura, controllate ciò che conta di più:
- Scorte rimaste per la finitura: confermate di avere ancora 0,2-0,5 mm per lato.
- Rallentamento e concentricità: registrare dopo la prima parte, in modo da poter prendere la deriva.
- Bande di rugosità superficiale: una sgrossatura Ra >6,3 µm è normale; non inseguire ancora la qualità della finitura.
- Stato dell'utensile: verificare la presenza di tacche e scheggiature sul naso.
Utilizzo sondaggio in ciclo se disponibile, per confermare i diametri delle chiavette e regolare gli offset. Per i controlli manuali, tenere un calibro go/no-go o un microfono sulla macchina e definire la frequenza dei controlli in base alla criticità del pezzo e alle dimensioni del lotto.
Gestione della vita utile degli utensili
Decidere in anticipo quando indicizzare o cambiare un inserto. Per la sgrossatura, si è tentati di "andare fino alla fine". Questo può costare più tempo di quanto se ne risparmi se si scarta un pezzo o si blocca il controllo truciolo.
Stabilite un limite di usura visibile, come la profondità dell'intaglio o il numero di pezzi, e rispettatelo. Tenere un bordo fresco per la finitura. Tracciate la durata dell'utensile nel controllo o su un semplice foglio.
Ricordate anche di insegnare al team come si presenta l'usura sugli inserti comuni dell'officina (usura del fianco, usura del cratere, naso scheggiato).

Casi di studio e parametri di riferimento dall'officina
Sgrossatura di alberi a camme per autoveicoli
Un'officina che produce alberi a camme in acciaio utilizzava una strategia di sgrossatura standard: avanzamento moderato, profondità di taglio sicura e frequenti rientri per rompere i trucioli. Il tempo medio di sgrossatura per pezzo era lungo, e finitura della tornitura A volte dovevo prendere dei pass in più perché l'indennità variava.
Hanno cambiato tre cose:
- In primo luogo, hanno scelto un rompitruciolo costruito per la sgrossatura dell'acciaio.
- In secondo luogo, hanno aumentato il mangime per rev da Da 0,22 a 0,35 mm/giro e impostare ap a 4,5 mm.
- In terzo luogo, hanno aggiunto una breve pausa per rompere i trucioli in prossimità delle radici dei lobi e hanno utilizzato una velocità di superficie costante con un numero di giri massimo.
Il risultato è stato un Tempo di ciclo 30-40% riduzione nel segmento di sgrossatura, un'impronta più uniforme per i perni e mucchi di trucioli stabili. La tornitura finale si è spostata su un'unica passata di pulizia a 0,12 mm/giro con Ra vicino a 1,0 µm sui perni dei cuscinetti.
Sgrossatura profonda aerospaziale
Su un componente del carrello di atterraggio di grandi dimensioni, il team ha dovuto sgrossare spalle profonde in una lega di acciaio resistente. Hanno utilizzato una robusta CNMG in un supporto a spoglia negativa e hanno lavorato fino a 8 mm di profondità di taglio quando la configurazione era rigida. L'avanzamento per giro è rimasto intorno a 0,35 mm/giro. Il refrigerante ad alta pressione ha mantenuto i trucioli corti. Hanno lasciato 0,3-0,5 mm per lato. Nonostante i tagli pesanti, il tornio di finitura ha mantenuto ±0,01 mm sui diametri critici perché l'impasto di sgrossatura era uniforme e il pezzo è stato lasciato raffreddare prima del dimensionamento finale.
Impatto su tempi e costi
Queste modifiche non sono solo belle sulla carta. Quando la sgrossatura rimuove più di 80% del totale delle scorte, e lo fa in meno di 25% di tempo ciclo, l'officina può programmare più pezzi al giorno. Inoltre, libera la capacità della macchina per altri lavori. In entrambi i casi sopra descritti, gli straordinari sono diminuiti e il WIP si è ridotto più rapidamente perché il collo di bottiglia non era più il passaggio di sgrossatura.
Sicurezza, gestione del rischio e sostenibilità
Sicurezza dell'operatore e della macchina
- Le lavorazioni CNC più grossolane possono provocare la formazione di trucioli caldi e taglienti. Indossare occhiali di sicurezza con schermi laterali, guanti per la manipolazione dei trucioli e protezioni per l'udito. Mantenere le protezioni in posizione.
- Alta pressione refrigerante ha bisogno di cure. Non aprite mai le porte e non allungate le mani mentre il programma è in funzione. Per la rimozione dei trucioli utilizzare un gancio o una pinza, non le mani. Impostare limiti di giri sicuri quando si utilizza il CSS, soprattutto su piccoli diametri, per evitare di superare la velocità.
Controllo del rischio di processo
- Verificare sempre i nuovi programmi con una corsa a secco di un solo blocco e con il mandrino spento.
- Utilizzare gli offset di lavoro e gli offset di lunghezza degli utensili che corrispondono al foglio di configurazione.
- Mantenere un piano di rientro libero sopra il pezzo.
- Aggiungere il monitoraggio del carico del mandrino se il controllo lo supporta.
- Se un passaggio ha un picco di carico, programmare una ritrazione e un allarme piuttosto che una spinta.
Leve di sostenibilità
È possibile rendere più ecologica la sgrossatura senza compromettere il tempo di ciclo:
- Per prolungare la vita dell'utensile, scegliete dei rompitruciolo che impediscano la formazione di trucioli lunghi e l'accumulo di calore.
- Mantenere la concentrazione e la pulizia del refrigerante. Eliminare l'olio di scarto e i residui del filtro per prolungare la durata del refrigerante.
- Separare i trucioli per materiale per il riciclaggio. I trucioli secchi gocciolano meno refrigerante nei contenitori.
- Programmate lavori simili uno dietro l'altro per ridurre il cambio degli utensili e il tempo di riscaldamento.

Punti chiave finali e lista di controllo
Avviamento rapido a 10 punti per la tornitura grezza CNC
- Identificare correttamente il materiale (corrispondere al gruppo ISO).
- Scegliere un inserto e un rompitruciolo adatti alla sgrossatura di quel materiale.
- Iniziare con ap 3-6 mm nell'acciaio, 2-5 mm nell'acciaio inossidabile, 4-8 mm nell'alluminio, quindi regolare.
- Iniziare con fn 0,25-0,45 mm/giro nell'acciaio, 0,20-0,40 nell'inox, 0,30-0,60 nell'alluminio, quindi regolare.
- Impostare la velocità di taglio nella fascia media di sicurezza e utilizzare CSS con un limite massimo di giri/min.
- Mantenere una breve sporgenza dell'utensile. Utilizzare il gambo più grande possibile. Aggiungere la contropunta o la base di appoggio se necessario.
- Lasciare 0,2-0,5 mm per lato per la finitura e mantenerla uniforme.
- Puntare il refrigerante sul taglio. Utilizzare il refrigerante ad alta pressione se i trucioli sono filanti.
- Riservare un nuovo bordo dell'inserto per la tornitura di finitura. Indicizzare prima della passata di finitura.
- Documentare i parametri finali e la durata dell'utensile per il ciclo successivo.
Leve di costo e tempo
Se volete aumentare il MRR senza rovinare tutto, cambiate una leva alla volta:
- Aumentare prima il mangime. È il percorso più rapido per ottenere una rottura stabile del chip.
- Aumentare poi la profondità di taglio. Questo addensa i trucioli e aumenta il carico dell'utensile; attenzione alle vibrazioni.
- Razionare la velocità di taglio per ultima. La velocità può essere utile per l'alluminio e gli acciai puliti, ma nell'acciaio inossidabile può aumentare il calore e la formazione di bordi.
Se la rugosità della superficie causa problemi di finitura, lasciare un po' più di materiale, rallentare l'avanzamento di finitura o utilizzare un inserto di finitura di tipo wiper. Se la durata dell'utensile diminuisce, prima di ridurre eccessivamente la velocità, è necessario considerare la gestione del calore e il controllo dei trucioli.
Lista di controllo RFQ e selezione dei fornitori
Se vi rifornite di pezzi grezzi di tornitura, chiedete ai fornitori di spuntare queste caselle:
- Certificazioni: ISO 9001 per la qualità; se aerospaziale, AS9100; se automobilistico, capacità PPAP/FAI.
- Tolleranza capacità: Sono in grado di mantenere le vostre indicazioni di finitura (ad esempio ±0,01 mm) sui volumi richiesti?
- Materiali trattati: Confermare l'acciaio, l'acciaio inossidabile, l'alluminio e tutte le superleghe che si intende utilizzare.
- Dimensione e capacità del lotto: Prototipi, volumi ridotti e corsie di produzione.
- Elenco delle attrezzature: Centri di tornitura CNC con utensili vivi o mandrini secondari, se necessario; refrigerante ad alta pressione se il controllo del truciolo è fondamentale.
- Metrologia: Misurazione in corso d'opera, misurazione della rugosità superficiale e note di controllo finale.
- Tempi di consegna e controllo delle modifiche: Come gestiscono le revisioni e l'accelerazione.
- Sostenibilità: Gestione del refrigerante, riciclaggio dei trucioli e programma di sicurezza.
Cercate un partner affidabile per la lavorazione CNC e la produzione di componenti?
U-Need è un fornitore professionale di lavorazioni meccaniche di precisione specializzato in tornitura, fresatura e produzione di pezzi personalizzati. Grazie ad attrezzature avanzate, a un rigoroso controllo di qualità (certificato ISO) e all'esperienza maturata nel settore automobilistico, aerospaziale e industriale, U-Need può aiutarvi a trasformare i requisiti di sgrossatura e finitura in pezzi finiti con tolleranze ristrette e tempi di consegna rapidi. Sia che abbiate bisogno di prototipi, di lotti a basso volume o di serie complete, U-Need offre servizi di lavorazione completi e un supporto reattivo per soddisfare le vostre esigenze di progetto.
Risorse e strumenti
Standard e guida tecnica possono aiutarvi ad approfondire i temi della struttura superficiale, della designazione degli inserti, del test di durata degli utensili e delle pratiche sicure in macchina. Ecco semplici indicazioni e i termini chiave da ricercare su questi siti:
- ISO 1302 per le definizioni di texture di superficie
- ISO 1832 per il sistema di designazione degli inserti
- ISO 3685 per i metodi di verifica della durata degli utensili
- ISO 513 per gruppi di materiali (P, M, N, K, S, H) per scegliere gli inserti
- NIST risorse per la scienza della lavorazione e i processi di produzione
- OSHA risorse per la protezione delle macchine e la sicurezza del refrigerante
- EPA informazioni sulla gestione dei refrigeranti e dei rifiuti di lavorazione dei metalli
Domande intrecciate alla pratica
Ci si può ancora chiedere:
- Quali sono le caratteristiche principali della tornitura grezza?
Il carico di trucioli, l'avanzamento elevato, i tagli profondi e la superficie più ruvida sono i fattori che determinano una passata di finitura.
- Che cosa è rugosità della superficie per girare?
Di solito viene indicato come Ra, con la sgrossatura spesso superiore a 6,3 µm e la finitura spesso a 0,8-1,6 µm o superiore.
- Qual è la differenza tra tornitura grezza e tornitura di finitura?
La sgrossatura privilegia il MRR, mentre la finitura privilegia le dimensioni e la superficie.
- Come migliorare la finitura superficiale in tornitura?
Lasciare il materiale uniforme, utilizzare un bordo di finitura affilato, ridurre l'avanzamento, scegliere un raggio di punta o un inserto raschiante appropriato e controllare il calore e le vibrazioni.
Una breve nota a margine sulla fresatura aiuta a rispondere a una ricerca comune. Che cos'è una fresa per sgrossatura? Sulle frese, una fresa per sgrossatura ha dentellature che rompono i trucioli e riducono la forza di taglio. Serve per la sgrossatura cnc sulle frese. Una fresa per finitura è liscia e lascia una superficie più fine. L'idea è la stessa del tornio: la lavorazione e la finitura sono fasi separate. Le operazioni di sgrossatura CNC, sia di tornitura che di fresatura, rimuovono rapidamente il materiale. La fase di finitura della fresatura o della tornitura porta i pezzi alle specifiche.
Riassunto attuabile che potete applicare oggi stesso
- Pianificate una passata di sgrossatura che produca trucioli corti e consistenti, lasci un materiale di finitura uniforme e mantenga costante il carico dell'utensile.
- Impostare prima l'avanzamento per la rottura dei trucioli, poi la profondità, quindi la velocità. Registrare la ricetta vincente.
- Mantenere l'assetto rigido. Sostenere il pezzo. Allineare l'utensile. Puntare il refrigerante.
- Separare i bordi di sgrossatura da quelli di finitura. Misurare quando il pezzo si raffredda.
- Tracciare la durata dell'utensile e la forma del truciolo. I dati indicano l'andamento del processo, prima ancora dei numeri.
Domande frequenti
Raggruppamento Tornitura CNC è il primo passo per rimuovere la maggior parte del materiale in eccesso in modo rapido ed efficiente. Utilizza velocità di avanzamento elevate e tagli profondi per avvicinare il pezzo alla sua forma finale, lasciando un piccolo margine per la finitura. L'attenzione è rivolta a velocità e efficienza, non finitura superficiale, per cui la passata di sgrossatura lascia una superficie relativamente grossolana.
La scelta dell'utensile giusto, l'impostazione di parametri di taglio adeguati e la garanzia di rigidità della macchina sono tutti fattori critici. Inserti resistenti o rompitruciolo progettati per tagli pesanti aiutano a gestire le forze e il calore. Se eseguita correttamente, la sgrossatura riduce il tempo di ciclo e prepara un passaggio di finitura preciso e uniforme.
Quando si prepara la finitura della tornitura, lasciare la giusta quantità di materiale è fondamentale per ottenere una superficie liscia e dimensioni precise.
Per la maggior parte acciaio e acciaio inossidabile, 0,2-0,5 mm per lato funziona bene. Se il pezzo si riscalda durante la sgrossatura o la superficie grezza è irregolare, è meglio puntare verso l'estremità superiore. Una quantità sufficiente di materiale consente alla passata di finitura di eliminare le piccole imperfezioni senza sollecitare l'utensile, il che contribuisce a prolungarne la durata e a prevenire le vibrazioni.
Troppo poco stock può compromettere la qualità della superficie e la precisione, mentre troppo stock rallenta la produzione. Bilanciamento dello stock con il materiale, la qualità della sgrossatura e la stabilità della macchina garantisce risultati costanti e affidabili.
È possibile utilizzare lo stesso tagliente per la sgrossatura e la finitura, ma di solito questo comporta dei compromessi. La sgrossatura sottopone l'utensile a forze elevate, a calore e a un forte carico di truciolo, che rapidamente smussare il bordo. L'utilizzo dello stesso bordo per la finitura può causare una superficie ruvida, errori dimensionali e persino danni al pezzo.
Un approccio più intelligente è quello di utilizzare un bordo più duro e resistente all'usura per la sgrossatura e conservare un bordo fresco e affilato per la finitura. In questo modo si mantiene alta la qualità della superficie finale, si assicurano dimensioni precise, si prolunga la durata degli utensili e si riduce la necessità di rilavorazioni, rendendo la lavorazione più affidabile ed efficiente.
Dopo la sgrossatura, è normale che la rugosità della superficie, Ra, sia relativamente elevata, spesso oltre 6,3 µmperché l'obiettivo è rimuovere il materiale in modo efficiente piuttosto che ottenere una finitura perfetta. Elementi come la geometria dell'utensile, l'avanzamento, la profondità di taglio e il materiale giocano tutti un ruolo importante. L'uso di avanzamenti elevati o di utensili usurati aumenta l'indice Ra, mentre inserti affilati e avanzamenti ben scelti possono migliorarlo leggermente. Una volta rimossa la maggior parte del materiale,finitura della tornitura porta Ra a 0,8-1,6 µm o migliore, soprattutto con gli inserti a raschietto. Macchine stabili, un adeguato supporto del pezzo e il controllo delle vibrazioni sono fondamentali per ottenere una qualità costante e ridurre l'usura degli utensili.
I trucioli lunghi e sottili su un tornio si verificano di solito quando l'avanzamento è troppo basso, il rompitruciolo non è adatto al materiale, la profondità di taglio è troppo piccola o la pressione del refrigerante è debole.
- Per risolvere questo problema, aumentare un po' l'avanzamento per giro, assicurandosi che sia sicuro per l'utensile e la macchina.
- Scegliere un rompitruciolo sgrossante che si adatta al materiale, e considerare un taglio più profondo per aiutare i trucioli a rompersi correttamente.
- Refrigerante ad alta pressione mantiene il movimento dei trucioli e il raffreddamento del pezzo.
- Per materiali difficili come alluminio o acciaio inoxprovare a beccare o a tagliare a intermittenza.
- Anche l'affilatura degli utensili fa la differenza, migliorando il controllo dei trucioli e la finitura superficiale.



