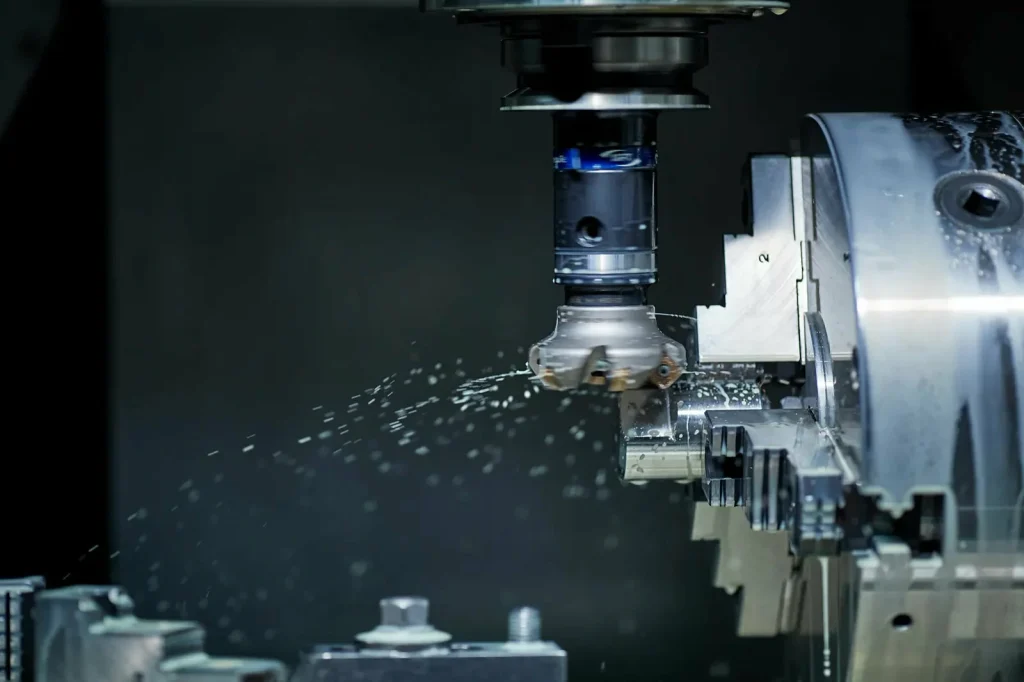
Fraisage et tournage CNC : le moyen le plus rapide de prendre une décision
Si vous devez choisir entre Fraisage CNC et Tournage CNCDans le cas de l'usinage des métaux, tout commence par une question : la pièce est-elle "essentiellement ronde" ou "essentiellement multiface" ? Ce choix unique détermine l'accès à l'outil, la stratégie de référence (comment vous localisez et mesurez la pièce), le comportement de la finition de surface, et ce qui sera facile par rapport à ce qui sera risqué. Le choix entre le fraisage et le tournage CNC peut influencer la stratégie globale d'usinage.
Le tournage s'articule autour d'une pièce en rotation. Il est performant lorsque la conception est dominée par des caractéristiques concentriques (au même centre) telles que les diamètres, les épaulements et les filetages. Le fraisage s'articule autour d'un outil rotatif. Il est performant lorsque la conception est dominée par des faces multiples, des poches, des fentes et des formes 3D qui nécessitent une approche de l'outil à partir de différentes directions.
De nombreuses pièces sont mixtes. Dans ces cas-là, la décision à prendre est moins de savoir "qui peut le faire" que de savoir ce que vous voulez contrôler étroitement, combien de fois vous pouvez resserrer la pièce et quelles opérations secondaires vous pouvez accepter.
Liste de contrôle des décisions : forme de la pièce, caractéristiques et volume de production
- Géométrie dominante : rotationnelle (cylindrique) vs prismatique (en forme de bloc) vs mixte
- Caractéristiques critiques : diamètres concentriques, faces planes, poches, fentes, trous transversaux, rainures de clavette, filetages, surfaces 3D.
- Priorité à la tolérance : rondeur/concentricité par rapport aux relations entre plusieurs faces (position entre les faces, perpendicularité, parallélisme).
- Priorité à la finition : OD/ID ronds vs faces planes vs surfaces sculptées
- Volume : unique / faible / moyen / élevé (utilisez vos définitions internes)
- Limites de manipulation des pièces : parois minces, longues découpes, caractéristiques délicates qui ne peuvent pas être reprises en toute sécurité.
Quelle est la différence entre le fraisage et le tournage CNC ?
La principale différence entre le fraisage et le tournage CNC est ce qui tourne. Dans le tournage CNC, la pièce tourne tandis que les outils sont généralement à pointe unique pour le profilage, le perçage et l'alésage étant généralement effectués sur l'axe. Le tournage est plus efficace lorsqu'il s'agit de pièces rotatives, telles que les arbres et les bagues. Le fraisage CNC fait appel à des fraises rotatives et à des pièces stationnaires, ce qui est idéal pour créer des caractéristiques complexes à plusieurs faces. Les opérations de fraisage et de tournage diffèrent considérablement dans leur dynamique de mouvement et dans les types de caractéristiques qu'elles excellent à créer. Les opérations de fraisage et de tournage diffèrent par leur dynamique de mouvement primaire.
Une deuxième différence réside dans la manière dont chaque procédé "aime" mesurer et contrôler la géométrie. Le tournage contrôle naturellement les diamètres et les relations concentriques parce que l'axe de rotation devient la référence. Le fraisage contrôle naturellement les relations entre plusieurs faces parce que la pièce peut être indexée et usinée dans différentes directions.
Tableau comparatif : applications les mieux adaptées (cylindrique/rotatif vs prismatique/complexe 3D)
| Partie / exigence | Tour CNC (tour CNC / centre de tournage CNC) le mieux adapté | Fraisage CNC (fraiseuse CNC / centre d'usinage CNC) le mieux adapté |
|---|---|---|
| Forme dominante | Cylindrique, à symétrie de révolution | Prismatique, 3D complexe, irrégulier |
| Géométrie critique typique | Diamètres concentriques, épaulements, cônes, filets | Plats, poches, fentes, motifs de trous, contours en 3D |
| Accès aux outils | Excellent le long de l'axe de rotation et des surfaces OD/ID | Excellente à partir de plusieurs directions d'approche (en particulier multi-axes) |
| Résistance de l'état de surface | Surfaces rondes/concentriques dues à la coupe continue | Faces planes et surfaces sculptées |
| Moteur de sélection commun | Pièces rondes simples de grand volume ; répétabilité | Pièces complexes de faible à moyen volume ; flexibilité |
Ce tableau ne signifie pas que l'"autre" procédé ne peut pas produire la caractéristique. Il indique où chaque processus tend à être le moins risqué et le plus direct.
Quand "l'un ou l'autre fonctionne" : comment choisir en fonction des priorités de tolérance et des opérations secondaires ?
De nombreux appels d'offres se situent dans la zone grise : la pièce est essentiellement ronde, mais elle présente quelques méplats ; ou bien elle est essentiellement prismatique, mais elle présente un alésage critique.
Si l'un ou l'autre de ces procédés peut produire de la géométrie, il convient de prendre une décision en fonction de ces deux questions :
1) Quelle est la famille de caractéristiques qui détermine votre tolérance ? Si l'exigence fonctionnelle de votre dessin est motivée par des diamètres concentriques, des alésages coaxiaux ou des relations de type faux-rond, le tournage en premier est souvent la voie la plus propre parce que l'axe de la broche devient le point de référence naturel. Si la fonction est déterminée par la position et l'orientation de plusieurs faces et trous les uns par rapport aux autres, le fraisage en premier donne généralement un schéma de référence plus simple.
2) Quelles opérations secondaires accepterez-vous ? Si vous fraisez une pièce ronde à partir d'une barre ou d'une plaque, vous pouvez accepter davantage d'étapes de maintien pour atteindre toutes les surfaces. Si vous tournez une pièce ronde qui a besoin de trous transversaux ou de méplats, vous pouvez accepter un deuxième réglage sur une fraise (ou un plan de fraisage-tournage). La différence de coût entre les pièces fraisées et les pièces tournées provient souvent moins du temps de coupe lui-même que du serrage supplémentaire, des réglages d'inspection supplémentaires et du risque de reprise.
Comment fonctionne le tournage CNC (et à quoi il sert le mieux)
Le tournage CNC est idéal pour les pièces qui nécessitent une symétrie de rotation, en particulier lorsque la géométrie comporte des caractéristiques telles que des diamètres et des épaulements. Les applications du tournage CNC comprennent les arbres, les douilles et les composants filetés. Le processus de tournage excelle dans la production de pièces rondes, en particulier lorsque la géométrie est centrée autour d'un axe de rotation. L'utilisation du tournage CNC garantit la précision nécessaire pour les caractéristiques concentriques telles que les diamètres et les filetages. Dans de nombreux cas, les applications du tournage CNC comprennent les arbres, les douilles et les composants à symétrie de rotation.
Principe de base du mouvement : pièce en rotation + outil à point unique se déplaçant linéairement
Dans le tournage CNC, la pièce tourne tandis qu'un outil à point unique se déplace le long de la pièce pour créer des caractéristiques telles que des diamètres ou des épaulements. C'est la raison principale pour laquelle le tournage excelle dans la géométrie concentrique : la rotation crée une référence intégrée.
Figure : Le tournage crée un diamètre extérieur en avançant parallèlement à l'axe de la broche ; le surfaçage est perpendiculaire à l'axe. Le flux continu des copeaux assure des conditions thermiques stables, contrairement à la coupe intermittente du fraisage.
Familles de pièces idéales : arbres, bagues, filetages, composants à symétrie de rotation
L'utilisation du tournage CNC est généralement évidente lorsque la famille de pièces ressemble à l'une d'entre elles :
Pièces en forme d'arbre avec des marches, des rainures et des sièges de roulement.
Les pièces de type douille ou manchon avec un diamètre extérieur, un alésage intérieur et des faces d'extrémité.
Composants filetés pour lesquels la forme du filetage et la coaxialité avec le diamètre sont importantes.
Pièces à symétrie de rotation nécessitant des transitions douces entre les diamètres.
Le tournage s'adapte également bien aux pièces qui partent d'une barre ronde ou d'une pièce forgée proche de la forme ronde. Plus le matériau de départ ressemble à l'enveloppe finale, moins il faut enlever de matière et moins la coupe doit être agressive.
Résistance de l'état de surface des éléments concentriques/ronds
Le tournage CNC excelle dans l'obtention d'une finition lisse et cohérente sur les pièces cylindriques grâce à l'engagement continu de la coupe sur la circonférence.
Attention aux hypothèses : une bonne finition du tournage dépend toujours de l'état de l'outil, de la rigidité et des paramètres de coupe corrects. Le fait est que la mécanique des procédés permet souvent d'obtenir plus facilement une finition homogène sur des surfaces concentriques qu'avec des coupes de fraisage intermittentes.
Principes de base de l'installation et de la fixation pour des pièces rondes répétables (liste de contrôle du serrage du tour)
La plus grande partie de la répétabilité du tournage provient d'un maintien stable du travail et d'une sortie contrôlée (la distance entre la pièce et le mandrin ou la pince de serrage). Voici une liste de contrôle simple pour l'examen de la configuration d'un tour à commande numérique :
- La pièce est-elle maintenue de manière à ce que l'axe de rotation reste stable (mandrin, pince de serrage ou entre deux centres si nécessaire) ?
- L'encombrement est-il minimisé afin de réduire les risques de flexion et de vibration ?
- En cas d'alésage ou de logement de roulement critique, le point de référence est-il lié à l'axe de la broche au début de la séquence ?
- Si la pièce doit être retournée, existe-t-il un moyen fiable de la localiser sur une surface de référence tournée plutôt que sur une surface brute ?
- Les parois minces sont-elles protégées contre les déformations dues à la pression de la mâchoire ?
C'est pourquoi le tournage est souvent moins complexe à mettre en œuvre pour les pièces rondes reproductibles : une fois que l'axe est établi et que la pièce est maintenue de manière rigide, de nombreuses caractéristiques critiques sont créées avec la même référence.
Comment fonctionne le fraisage CNC (et ce qu'il fait de mieux)
Le fraisage CNC est un processus d'usinage qui utilise des fraises rotatives, ce qui en fait le choix par défaut lorsque la pièce est définie par de multiples surfaces, poches et caractéristiques qui ne sont pas toutes coaxiales à un axe. Le fraisage utilise des fraises rotatives pour découper la matière, ce qui le rend idéal pour créer des pièces prismatiques, des caractéristiques irrégulières et des formes complexes en 3D. Le fraisage CNC permet une coupe multidirectionnelle à partir de différentes approches, ce qui est essentiel pour les géométries complexes. Les fraiseuses CNC sont également la seule option pratique lorsque la caractéristique nécessite une approche de l'outil à partir d'une direction qu'un tour ne peut pas fournir. Le fraisage et le tournage pour créer des pièces complexes nécessitent souvent des approches distinctes en fonction de la géométrie du composant.
Principe de base du mouvement : outil rotatif + pièce stationnaire
Dans le cas du fraisage CNC, l'outil tourne tandis que la pièce est maintenue immobile, et l'outil se déplace sur plusieurs axes pour découper différentes caractéristiques.
Figure : Le fraisage utilise un outil rotatif pour usiner le matériau sur plusieurs axes. La pièce à usiner reste immobile tandis que l'outil se déplace dans plusieurs directions.
Géométrie optimale : formes 3D complexes, pièces prismatiques, caractéristiques irrégulières, usinage sur plusieurs faces
Une fraiseuse est le choix naturel pour.. :
Pièces prismatiques avec plusieurs faces fonctionnelles.
Poches, fentes et cavités ouvertes.
Motifs et caractéristiques des trous localisés à partir des arêtes et des faces.
Géométrie extérieure irrégulière, y compris les surfaces 3D complexes.
Pièces nécessitant un usinage sur plus d'une face avec des relations contrôlées entre ces faces.
C'est la "différence entre le tour et le moulin" dans la pratique : le moulin est conçu pour atteindre différentes faces et créer des formes qui ne résultent pas de la rotation d'un profil autour d'un axe.
Compromis entre capacité multi-axes et complexité de la programmation (diagramme de flux de travail 3 axes vs 5 axes)
Le fraisage multi-axes modifie la faisabilité de certaines pièces, mais aussi le travail de planification.
Une fraise à 3 axes peut usiner dans une seule direction à la fois. Si une pièce doit présenter des caractéristiques sur plusieurs faces, il faut soit la re-serrer, soit utiliser un dispositif de fixation permettant l'indexation. Chaque repositionnement ajoute un risque au transfert de données et à l'inspection.
Une fraise multi-axes (souvent appelée fraisage 5 axes) peut incliner et faire pivoter l'outil ou la pièce pour atteindre des caractéristiques avec moins de pinces. Cela peut réduire la manipulation des pièces, mais augmente la complexité de la programmation et de la vérification, car l'orientation de l'outil, le risque de collision et la génération de surface sont plus difficiles à prévoir.
Figure : Flux de travail pour les opérations de fraisage 3 axes et 5 axes. Les machines à 3 axes nécessitent un nouveau serrage pour l'usinage de plusieurs faces, tandis que les machines à 5 axes permettent d'usiner plusieurs faces en un seul serrage.
- 3 axes : serrage → haut de la machine → serrage à nouveau → côté de la machine → serrage à nouveau → autre côté de la machine
- multi-axes : serrer une fois → usiner plusieurs faces en indexant/basculant
L'essentiel n'est pas que le multi-axe soit "meilleur". C'est que le multi-axe peut être le chemin le plus propre lorsque la géométrie l'exige et lorsque le re-serrage brise votre schéma de tolérance.
Le fraisage CNC permet-il de créer des caractéristiques et des filets ronds ?
Oui, une fraiseuse CNC peut créer des caractéristiques et des filets ronds, mais la méthode d'usinage est essentielle pour déterminer la meilleure approche. Une fraiseuse CNC peut interpoler un alésage circulaire ou utiliser le fraisage CNC ou le tournage CNC dans une stratégie hybride pour obtenir la concentricité et la précision requises. Le fraisage CNC est la méthode préférée pour les caractéristiques complexes, mais le tournage est idéal pour les pièces qui nécessitent une grande concentricité.
Une fraise peut interpoler un alésage circulaire (se déplacer dans un cercle) et peut usiner des bossages et des rayons ronds. Elle peut également couper des filets en utilisant le fraisage de filets. Ce qui peut s'avérer plus difficile, c'est d'obtenir le même type de contrôle concentrique naturel que le tournage lorsque plusieurs diamètres doivent partager un axe commun, en particulier si la pièce est re-serrée entre les opérations.
C'est pourquoi la question "Une fraiseuse CNC peut-elle effectuer des opérations de tournage ? Une fraise peut approximer de nombreuses caractéristiques de tournage, mais elle ne devient pas un processus de tournage à moins que la pièce ne tourne autour d'un axe contrôlé d'une manière similaire au tournage. Pour les pièces où l'axe de la broche est le point de référence principal, le tournage ou un plan hybride est souvent plus simple à contrôler.

Capacités géométriques et caractéristiques : ce que chaque processus peut (et ne peut pas) faire
Dans les études de faisabilité, la géométrie est le premier filtre. De nombreux problèmes d'approvisionnement viennent du fait que l'on choisit la bonne machine mais que l'on ne tient pas compte de l'accès, de l'orientation de l'outil ou des risques liés à la manutention.
Symétrie de rotation ou caractéristiques multi-surfaces : choix en fonction de la géométrie dominante (tableau de la matrice de décision)
| Géométrie dominante sur le dessin | Processus commun de "premier choix | Pourquoi cela a tendance à fonctionner |
|---|---|---|
| Principalement des diamètres autour d'un axe | Tournage | L'axe est le point de référence ; les traits concentriques sont directs. |
| Principalement plats, poches, multi-faces | Fraisage | Les caractéristiques sont référencées à partir des faces/contours ; approche facile de l'outil |
| Noyau rond + plats/trous/clés | Tournage + fraisage secondaire, ou fraisage-tournage | Établir d'abord l'axe, puis ajouter les caractéristiques non rotationnelles |
| Noyau prismatique + un alésage critique | Fraisage d'abord, ou hybride | Contrôler d'abord les relations avec le public ; planifier soigneusement la stratégie d'ennui |
Il s'agit d'une matrice de décision et non d'une règle. Elle vous aide à éviter l'erreur qui consiste à choisir un processus sur la base d'une seule caractéristique en ignorant le reste du dessin.
Guide des caractéristiques : plats, poches, fentes, trous, épaulements, rainures, filets (tableau des capacités)
| Fonctionnalité | Capacité de retournement | Capacité de fraisage | Notes affectant la faisabilité |
|---|---|---|---|
| Appartement | Limité sans opérations secondaires | Fort | Les méplats sur les pièces rondes poussent souvent vers le fraisage ou le fraisage-tournage. |
| Poches | Ce n'est pas une fonction tournante en général | Fort | La profondeur de la poche et la portée de l'outil déterminent le risque |
| Machines à sous | Limité sans opérations secondaires | Fort | Les fentes étroites peuvent nécessiter un outillage spécial, quel que soit le procédé. |
| Trous (axial) | Forte (perçage sur l'axe) | Fort | Les trous dans l'axe s'alignent bien sur les points de référence du tournage |
| Trous (transversaux / angulaires) | Limité sans opérations secondaires | Solide (en particulier multi-axes) | La direction d'approche de l'outil est le facteur déterminant |
| Épaulements/marches sur les diamètres | Fort | Possible | Le tournage permet de maintenir l'épaule perpendiculaire à l'axe de façon naturelle |
| Les rainures | Fort en OD/ID | Possible | L'accès à la gorge et la rigidité de l'outil sont importants |
| Fils | Fort (point unique, etc.) | Forte (fraisage de filets) | L'emplacement du fil et le schéma de référence déterminent la meilleure méthode |
Ce tableau permet de prendre des décisions rapides, mais il devrait également susciter une deuxième question : quelles sont les caractéristiques critiques et quelles sont celles qui ne le sont pas ? Ce classement détermine si vous pouvez accepter une deuxième configuration.
Limitations qui imposent un changement de procédé (ou un plan hybride) : accès, orientation de l'outil, manipulation de la pièce.
La plupart des moments où l'on se dit qu'il faut changer de processus sont dus à trois contraintes :
L'accès : Le choix entre le fraisage et le tournage CNC se résume généralement à l'accès : L'outil doit physiquement atteindre la surface avec un dégagement suffisant pour le support. Les cavités profondes et les contre-dépouilles peuvent bloquer l'accès sur une fraiseuse. Sur un tour, tout ce qui n'est pas accessible à partir de l'OD/ID le long de l'axe peut être difficile à atteindre sans outils entraînés ou sans une deuxième machine. Le choix entre le fraisage et le tournage CNC dépend généralement de l'accès et de l'orientation de l'outil.
Orientation de l'outil : Certaines surfaces exigent que l'arête de coupe soit approchée selon un angle spécifique. Le fraisage peut modifier l'approche en s'inclinant dans les configurations multi-axes. L'approche de l'outil de tournage est limitée par l'orientation de la tourelle et la rotation de la pièce.
Manipulation des pièces : Le resserrage peut déformer les parois minces, abîmer les surfaces finies ou rompre la chaîne de référence. Si le dessin présente des relations étroites entre des éléments fabriqués dans des pinces différentes, vous aurez peut-être besoin d'un plan hybride pour réduire les manipulations.
Ces contraintes expliquent pourquoi une pièce à caractéristiques mixtes se retrouve souvent dans un plan de fraisage-tournage ou de "tournage puis fraisage", même si chaque caractéristique peut être réalisée sur des machines distinctes.
Notes DFM : comment de petits ajustements de conception peuvent faire passer une pièce du fraisage au tournage (ou vice versa)
De petites modifications de la conception peuvent réduire les risques et les coûts sans changer la fonction. Exemples qui modifient souvent la faisabilité :
Une pièce qui est "presque ronde" mais qui présente un petit méplat qui n'existe que pour le serrage ou l'alignement du capteur. Si ce méplat peut être remplacé par une méthode anti-rotation différente ou déplacé dans une zone moins critique, la pièce peut devenir à dominante tournante.
Une pièce prismatique avec un alésage critique qui est appelé par rapport à plusieurs faces. Si le schéma de référence est ajusté de manière à ce que l'alésage soit le point de référence principal (ou que les faces soient liées à l'alésage), vous pouvez débloquer une stratégie de tournage d'abord, suivie d'un fraisage léger.
Le choix de la forme et de l'emplacement du filet peut également modifier le meilleur procédé. Si le filet doit être étroitement aligné sur un axe de diamètre, le tournage peut être la première opération la plus sûre. Si le filet doit être positionné par rapport à une poche ou à un motif de face fraisée, le fraisage en premier peut mieux contrôler les relations.
L'essentiel est que la DFM ne consiste pas à "tout simplifier", mais à "aligner les exigences critiques du dessin sur les forces naturelles du processus". Il s'agit d'"aligner les exigences critiques du dessin sur les forces naturelles du processus".
Finition de surface, tolérances et précision : où chacun gagne ?
Les ingénieurs demandent souvent quel procédé est "le plus précis". Les deux peuvent être très précis. La meilleure question est la suivante : quel type de précision est important pour vous ?
Avantage du tournage : finition supérieure sur les surfaces rondes/concentriques grâce à la coupe continue.
Le tournage permet souvent d'obtenir un meilleur état de surface sur les éléments ronds, car l'engagement de la coupe est continu et les conditions thermiques peuvent être plus stables. Sur les surfaces concentriques, cela permet également d'obtenir de meilleures performances fonctionnelles lorsque la caractéristique est un siège de roulement, une surface d'étanchéité ou un diamètre d'accouplement.
Cela ne signifie pas que le tournage donne toujours la meilleure finition. Les pièces longues et élancées peuvent s'entrechoquer et les coupes interrompues peuvent dégrader la finition. Mais lorsque la géométrie est stable et que la coupe est continue, la mécanique du tournage est bien adaptée aux besoins de finition concentrique.
Avantage du fraisage : faces planes et surfaces sculptées ; contrôle dimensionnel multi-faces
Le fraisage est bien adapté au contrôle des faces planes, des épaulements aigus sur les pièces prismatiques et des surfaces à contours complexes. Il est également plus facile de contrôler les dimensions d'une face à l'autre, en particulier lorsque la pièce peut être usinée dans un dispositif stable et indexée sans perdre la référence.
Pour les surfaces sculptées, le fraisage est également un choix pratique car la surface n'est pas générée par une rotation autour d'un axe. La qualité de la surface dépend de la stratégie du parcours d'outil, de l'état de l'outil et de la manière dont la fraise engage le matériau à chaque passage.
Précision : concentricité/rondesse (tournage) ou relations dimensionnelles complexes (fraisage)
Si vos principaux contrôles métrologiques portent sur la circularité, la concentricité ou les relations coaxiales entre plusieurs diamètres et alésages, le tournage est généralement le moyen le plus propre de créer et de vérifier ces caractéristiques, car l'axe de rotation sert de référence principale.
Si vos principales vérifications portent sur la position et l'orientation entre les faces, les poches et les modèles de trous, le fraisage contrôle généralement ces relations de manière plus directe. C'est là que le choix entre le fraisage multi-axes et le tournage devient une décision concernant le nombre d'orientations dont vous avez besoin et le degré de confiance que vous pouvez accorder au re-serrage sans introduire de dérive.
Qu'est-ce qui donne une meilleure finition de surface - le fraisage ou le tournage ? (inclure un tableau comparatif des finitions)
Références suggérées pour les plages de tolérances/finitions quantifiées : Normes ISO/ASME, manuels de métrologie, articles universitaires (Google Scholar)
Cela dépend du type de surface. Le tournage donne souvent une meilleure finition sur les surfaces rondes concentriques parce qu'il crée la surface de manière continue autour de l'axe. Le fraisage donne souvent de meilleurs résultats sur les faces planes et les surfaces complexes en 3D, car il permet de contrôler l'orientation de l'outil et d'atteindre des surfaces que le tournage ne peut pas atteindre.
Les objectifs quantifiés dépendent de vos spécifications ; utilisez les normes ISO/ASME sur l'état de surface et les normes GD&T pour définir les critères d'acceptation.
| Type de surface | Tendance au retournement | Tendance au fraisage | Ce qu'il faut voir |
|---|---|---|---|
| Cylindres OD/ID | Fort | Possible | Intention de concentration et risque de re-clampage |
| Faces d'extrémité normales à l'axe | Fort | Fort | Rigidité du serrage et engagement de l'outil |
| Faces prismatiques plates | Limitée | Fort | La stratégie du parcours d'outil affecte les festons et les motifs |
| Forme libre / sculptée | Pas d'adéquation avec le tournage | Fort | Accès multi-axes, orientation de l'outil, schéma de passage à l'étape suivante |
Temps de cycle, configuration et inducteurs de coûts (sans chiffres non justifiés)
Le temps de cycle et le coût sont de véritables facteurs de décision entre le fraisage et le tournage CNC, mais ils sont également faciles à interpréter de manière erronée car ils dépendent de ce que vous comptez : la programmation, le réglage, l'inspection, les changements d'outils, les boucles de reprise et le temps de manipulation. Il est essentiel de comprendre ces facteurs pour déterminer le processus d'usinage le mieux adapté à votre pièce.
La manière la plus sûre de comparer est d'identifier les facteurs de coût, et non de partir d'une règle universelle "le fraisage est plus lent" ou "le tournage est moins cher".
Efficacité de la production en fonction du volume : tournage pour les pièces rondes simples de grand volume ; fraisage pour les pièces peu à moyennement complexes
Le tournage est souvent la solution la plus efficace pour la production en grande quantité de pièces rondes simples, car la coupe est directe et reproductible, et le maintien en position de travail peut être rapide et cohérent pour les composants alimentés par une barre ou maintenus par un mandrin.
Le fraisage tend à être plus efficace pour les pièces complexes de faible à moyen volume, car il permet de créer de nombreuses caractéristiques en un seul réglage et de s'adapter aux changements de conception sans nécessiter une nouvelle stratégie axée sur le tournage. En pratique, plus la pièce ressemble à "un ensemble de poches et de faces", plus le fraisage l'emporte en termes de faisabilité.
Cela répond également à une question fréquente : le tournage est-il plus rapide que le fraisage pour les pièces rondes ? Souvent oui, d'un point de vue qualitatif, car le tournage est conçu pour enlever rapidement et directement de la matière sur des pièces rondes. La différence de vitesse exacte dépend du matériau, de la machine et de l'ensemble des caractéristiques, et les sources fournies ne permettent pas de faire des comparaisons numériques.
Comparaison de la complexité des réglages : réglages rapides pour le tournage et programmation/fixation plus complexe pour le fraisage
Les réglages de tournage sont souvent plus simples lorsque la pièce est ronde et peut être localisée par un diamètre ou par des centres. De nombreuses caractéristiques clés sont créées sans déplacer la pièce, ce qui réduit les erreurs de transfert de données.
Les configurations de fraisage nécessitent souvent une planification plus poussée, car le dispositif doit résister à des forces de coupe provenant de différentes directions, et le programme doit gérer les parcours d'outils, les longueurs d'outils et la prévention des collisions sur plusieurs faces. Le fraisage multi-axes peut réduire le nombre de configurations, mais il tend à augmenter les exigences en matière de programmation et de vérification.
Le tournage est-il moins cher que le fraisage (cadre des coûts : liste de contrôle des facteurs de coûts par pièce) ?
Le tournage peut être moins cher pour les pièces rondes simples en volume, mais le terme "moins cher" est généralement déterminé par un ensemble de facteurs, et non par le nom du processus.
Utilisez cette liste de contrôle pour comparer les inducteurs de coûts par pièce sans vous fier à des chiffres non étayés :
| Inducteur de coûts | Tend à privilégier les virages lorsque... | Tend à favoriser le fraisage lorsque... |
|---|---|---|
| Forme matérielle | La pièce commence par une barre/tube rond(e) | La pièce commence comme une plaque/un bloc/un filet prismatique |
| Nombre de faces critiques | Un axe principal domine | De nombreux visages doivent être étroitement liés |
| Nombre de configurations | Une ou deux pinces tournantes couvrent la plupart des caractéristiques | Le fraisage peut produire de nombreuses caractéristiques dans une seule orientation de fixation (ou multi-axes). |
| Effort de programmation | Les parcours d'outils sont des profils simples | La géométrie 3D nécessite des parcours d'outils avancés |
| Effort d'inspection | Caractéristiques concentriques vérifiées par rapport à l'axe | Les relations multi-faces nécessitent un contrôle minutieux des données |
| Risque de rebut/travail | Le resserrage est minimal | Le resserrage est évité grâce à une fixation intelligente ou à un système multi-axes. |
En ce qui concerne le coût des pièces fraisées par rapport aux pièces tournées, le facteur caché est souvent le nombre de fois où vous devez toucher la pièce : serrer, retourner, indiquer, remettre à zéro, inspecter et protéger les surfaces finies.
Ventilation des temps de cycle, compromis entre temps de préparation et temps d'exécution
Figure : Tableau comparatif des temps de cycle et de réglage pour le fraisage CNC et le tournage, montrant les répartitions en fonction des volumes de production.
Références suggérées pour les points de référence : études chronologiques de l'industrie, rapports techniques, recherche universitaire sur la fabrication (Google Scholar), organismes de normalisation (par exemple, NIST).
Si vous pouvez obtenir des données internes ou des références publiées, deux graphiques tendent à clarifier les décisions :
Barre empilée montrant le temps de préparation, le temps d'exécution et le temps d'inspection pour le tournage et le fraisage d'une famille de pièces.
Courbe montrant comment le coût par pièce évolue en fonction du volume lorsque la mise en place est amortie.
L'esquisse est intentionnelle : en l'absence de chiffres de référence vérifiés dans les sources fournies, il est préférable de montrer la structure plutôt que de deviner des ordres de grandeur.
Outillage, charges de coupe et considérations opérationnelles
L'outillage et la mécanique de coupe sont importants car ils influencent la stabilité de la finition, la dérive et la tolérance du processus. La différence ne tient pas seulement à des "outils différents". Il s'agit de modèles de charge différents sur l'arête de coupe.
Dynamique de la durée de vie des outils : charges de coupe régulières en tournage et passes de coupe progressives en fraisage
Le tournage s'effectue souvent avec des charges de coupe plus régulières, car l'outil reste engagé de manière cohérente tout au long de la coupe. Les copeaux sont formés en continu et l'arête présente un schéma d'engagement stable.
Le fraisage implique généralement un engagement intermittent lorsque la fraise rotative entre et sort de la coupe. Même lorsque la coupe est optimisée, la fraise subit un cycle de charge répété. Cela peut influencer les schémas d'usure de l'outil et affecter la cohérence si l'outil commence à s'émousser à mi-course.
Cela ne signifie pas que la durée de vie d'un outil est toujours supérieure à celle de l'autre, mais cela explique pourquoi le tournage est souvent décrit comme "doux" pour l'arête de coupe dans des conditions stables.
Formation de copeaux et implications de la stabilité thermique pour la cohérence (diagramme de comparaison des processus)
La formation de copeaux influe sur la chaleur, et la chaleur influe sur la taille. Un processus avec une chaleur stable tend à être plus facile à maintenir cohérent.
Le tournage produit souvent un flux continu de copeaux sous engagement régulier, de sorte que le comportement thermique peut être plus uniforme au cours d'une passe. Le fraisage produit souvent des copeaux segmentés en raison d'une coupe intermittente, ce qui peut créer un rythme thermique différent.
Figure : Le tournage crée un diamètre extérieur en avançant parallèlement à l'axe de la broche ; le surfaçage est perpendiculaire à l'axe. Le flux continu des copeaux assure des conditions thermiques stables, contrairement à la coupe intermittente du fraisage.
Maintenance et planification opérationnelle : plaquettes, changements d'outils et stabilité du processus (liste de contrôle de l'atelier)
Même pour un acheteur qui n'utilise pas de machines, il est utile de comprendre ce qui détermine la stabilité. Une liste de contrôle de base à discuter avec un service d'usinage CNC (sans lui demander de révéler ses méthodes internes) est la suivante :
- Comment l'usure des outils est-elle contrôlée pour les surfaces critiques ?
- Les inserts/outillages sont-ils modifiés en fonction d'une règle basée sur la criticité des caractéristiques ?
- Le processus est-il stable sur l'ensemble du volume prévu ou dépend-il de réglages fréquents ?
- Pour les travaux multi-axes, comment le risque de collision est-il géré lors des révisions ?
- Pour les pièces tournées avec un long dépassement, quel est le plan pour contrôler le risque de broutage ?
Il ne s'agit pas d'auditer un atelier. Il s'agit d'aligner vos attentes en matière de risques sur la physique des processus.
Dépannage des problèmes de qualité : broutage, usure de l'outil, mauvaise finition, dérive dimensionnelle (symptôme → tableau des causes)
| Symptôme | Déclencheur le plus courant dans les tournantes | Déclencheur le plus courant dans le domaine du broyage | Thèmes typiques des causes profondes |
|---|---|---|---|
| Marques de bavardage | Parties longues et minces, DOC lourd, support faible | Dépassement d'outil, parois minces, parcours d'outils agressifs | Manque de rigidité, de résonance, mauvais support |
| Finition médiocre | Insert terne, contrôle instable des copeaux | Couteau usé, mauvais pas de montée/descente | Usure des outils, vibrations, effets thermiques |
| Dérive dimensionnelle | Accumulation de chaleur sur les longs trajets, variation du serrage | Usure de l'outil sur de nombreuses caractéristiques, mouvement du dispositif de fixation | Changement thermique, usure de l'outil, transfert de données |
| Bavures sur les bords | Aux épaules et aux rainures | Sur les bords des poches et les sorties de fentes | État de l'outil, comportement du matériau, sortie du parcours d'outil |
Ce tableau est utile à deux égards : il définit les attentes en matière d'erreurs possibles et vous aide à rédiger un plan de dessin ou d'inspection ciblant les bons domaines de risque.
Matériel et adéquation de l'application (ce que les sources soutiennent)
Le choix du matériau modifie les forces de coupe, le comportement des copeaux et la sensibilité du processus aux vibrations et à la chaleur. Le fraisage fonctionne bien avec divers matériaux, tandis que le tournage est souvent préféré pour les composants métalliques, comme le décrit ISO des normes et des guides élaborés par des organisations telles que ASME et NIST. Les contraintes liées aux matériaux affectent généralement la stratégie de maintien, le choix de l'outil et la séquence, et il convient donc de confirmer le comportement des matériaux en fonction de la conception de la pièce.
Aperçu de la compatibilité des matériaux : le fraisage s'applique à divers matériaux ; le tournage est souvent préféré pour les composants métalliques.
Le fraisage est largement utilisé dans de nombreux types de matériaux parce qu'il permet de traiter une gamme de formes et d'utiliser de nombreux types de fraises et de parcours d'outils. Le tournage est généralement associé aux composants métalliques, en partie parce que de nombreuses familles de pièces métalliques sont rotatives (arbres, bagues) et parce que la mécanique du processus de tournage convient à ces géométries.
Si vous vous procurez des pièces non métalliques avec une géométrie tournée, la faisabilité est encore possible dans de nombreux cas, mais vous devez confirmer le contrôle des copeaux, le risque de distorsion de serrage et les exigences de finition avec le fabricant en utilisant les conseils spécifiques au matériau.
L'interaction entre le choix des matériaux et les exigences en matière de géométrie et de finition (tableau de sélection)
| Exigence | Une interaction matérielle qui compte | Implication dans le processus |
|---|---|---|
| Parois minces | Déformation due aux charges de serrage et de coupe | Favoriser la réduction du nombre de resserrages ; stratégie de référence stable |
| Finition de surface fine sur les zones fonctionnelles | Usure des outils et sensibilité à la chaleur | Favoriser le processus avec un engagement plus régulier sur ce type de surface |
| Contrôle géométrique serré | Stabilité thermique et stabilité de la fixation | Favoriser la réduction du nombre d'installations ; contrôler l'endroit où la chaleur est générée |
| Caractéristiques 3D complexes | Accès à l'outil et engagement de la fraise | Pousse souvent vers le fraisage avec un accès à l'axe approprié |
Ce tableau reste qualitatif car les sources fournies ne permettent pas d'avancer des chiffres sur des matériaux, des vitesses ou des résultats spécifiques.
Lorsque les contraintes matérielles vous poussent vers le fraisage, le tournage ou une approche hybride
Les contraintes matérielles n'imposent généralement pas le fraisage ou le tournage en soi. Elles obligent à modifier la stratégie de maintien, le choix des outils et la séquence.
Le choix du procédé est dicté par le matériau lorsque la pièce est sensible aux marques de resserrage ou à la déformation. Une approche hybride peut réduire la manipulation en consolidant les caractéristiques dans un seul réglage de machine, ce qui peut être plus important pour les pièces sensibles que le temps de coupe brut.
Où citer les conseils d'usinage spécifiques aux matériaux (sans inventer de revendications) ?
Références suggérées : manuels sur les matériaux, catalogues techniques des fabricants d'outils de coupe, études universitaires sur l'usinage (Google Scholar).
Si vous devez justifier une combinaison matériau/processus dans un environnement contrôlé, utilisez des références publiées telles que des manuels sur les matériaux et des études sur l'usinage évaluées par des pairs. En ce qui concerne le comportement de l'outillage, les catalogues techniques des fabricants d'outils fournissent souvent des conseils d'application, mais il s'agit de sources commerciales qui ne sont pas répertoriées dans la section Références.
L'essentiel est d'éviter les suppositions : l'usinabilité spécifique à un matériau est nuancée, et les sources fournies n'apportent pas les détails nécessaires à l'établissement de limites numériques défendables.
Options hybrides et émergentes : flux de travail combinés et de type "mill-turn" (tournage-fraisage)
De nombreuses pièces modernes combinent des caractéristiques de tournage et de fraisage. La question de l'hybridation n'est pas nouvelle, mais l'équipement et les méthodes de planification ont rendu plus pratique la consolidation du travail.
Qu'est-ce que l'usinage par fraisage-tournage et quand est-il utile (diagramme de flux de travail) ?
L'usinage par fraisage-tournage combine les capacités de tournage et de fraisage en une seule installation. La pièce à usiner peut tourner comme un tour et la machine peut également entraîner des outils de fraisage pour découper des plats, des fentes et des caractéristiques transversales.
Figure : Déroulement d'un processus de fraisage-tournage : La pièce est d'abord tournée pour établir les diamètres, puis indexée pour le fraisage d'un plat et le perçage de trous transversaux, le tout sans retirer la pièce de la machine.
Avantages démontrés par les sources : réduction des opérations de préparation/manipulation et consolidation de l'usinage pour les pièces comportant des caractéristiques de tournage et de fraisage.
Les sources fournies confirment ces avantages qualitatifs pour le fraisage-tournage :
Moins de réglages, car les caractéristiques de tournage et de fraisage peuvent être créées sans déplacer la pièce d'une machine à l'autre.
Moins de manipulation des pièces, ce qui réduit le risque de marquer les surfaces ou de perdre la référence.
Temps d'usinage total plus court dans de nombreux cas de caractéristiques mixtes, car les opérations sont consolidées.
Le matériel fourni ne permet pas de réaliser des économies chiffrées. Il convient donc de s'en tenir à une analyse de rentabilité en termes de réduction des étapes de manipulation et de réduction des risques plutôt qu'à des pourcentages quantifiés.
Quand dois-je utiliser une fraiseuse-tourneuse au lieu d'installations séparées ?
Utilisez le fraisage-tournage lorsque la pièce présente à la fois des caractéristiques tournées (diamètres critiques, concentricité) et des caractéristiques fraisées (méplats, trous transversaux, poches) et lorsque le resserrage rendrait difficile le maintien des relations entre les deux.
Il s'agit également d'une option intéressante lorsque les points de référence du dessin sont liés à un axe tourné, mais qu'ils comprennent des éléments fraisés qui doivent être étroitement localisés par rapport à cet axe. Si les éléments fraisés sont lâches et que le volume est faible, il peut être judicieux d'opter pour des configurations séparées.
Planification d'un itinéraire hybride : séquencement des éléments, stratégie de référence et minimisation du resserrage (liste de contrôle du processus)
La planification hybride réussit ou échoue en fonction de la séquence. Voici une liste de contrôle pratique :
- Quelle caractéristique définit le point de référence primaire : un axe/diamètre tourné ou une face fraisée ?
- Pouvez-vous créer ce point de référence à l'avance et le protéger d'un serrage ultérieur ?
- Quelles sont les caractéristiques qui doivent être usinées dans la même pince pour contrôler leur relation ?
- Le sondage et l'inspection peuvent-ils être liés au même système de référence dans toutes les opérations ?
- Y a-t-il des éléments qui devraient être laissés à l'abandon parce qu'ils sont faciles à endommager ?
Il s'agit de la même logique que celle utilisée dans les configurations de fraisage et de tournage séparées, mais la machine hybride vous offre davantage d'options pour conserver la chaîne de référence intacte.
Exemples concrets + cadre de sélection finale
La "bonne" décision est celle qui fait correspondre les exigences critiques de votre dessin avec les forces naturelles du processus, tout en minimisant les reprises de serrage et les problèmes d'accès aux outils.
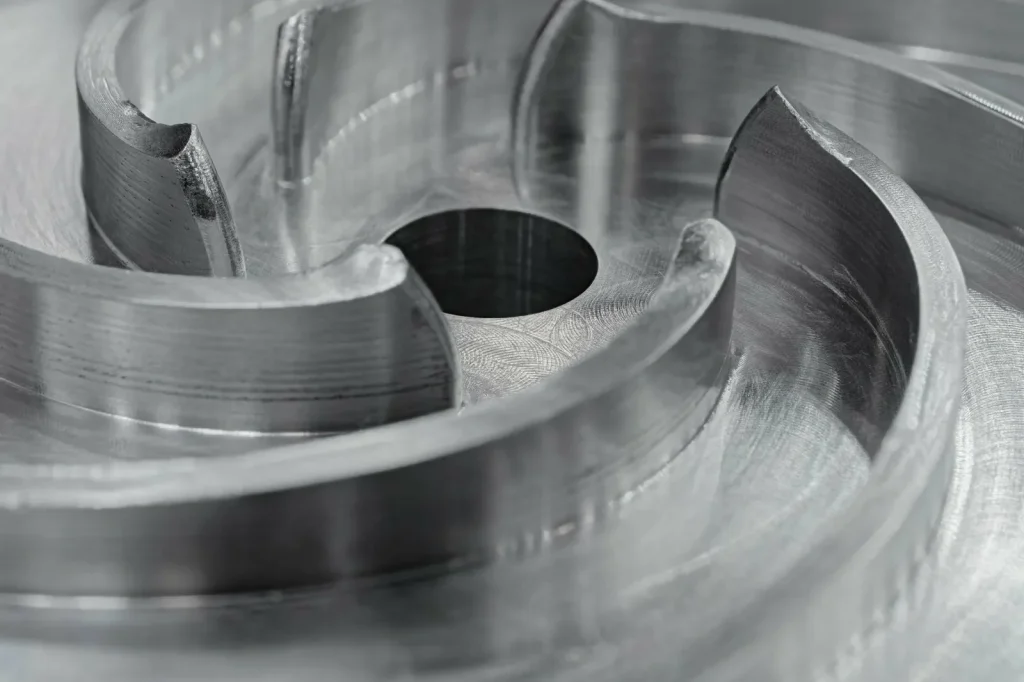
Étude de cas : les besoins d'une pale de turbine aérospatiale → fraisage CNC pour une géométrie multidirectionnelle complexe
Une pale de turbine est une pièce classique de fraisage CNC car la géométrie est complexe et multidirectionnelle. Le fraisage et le tournage diffèrent ici, car le fraisage CNC est la seule solution possible pour créer ces surfaces, car le tournage ne peut pas générer ces surfaces en raison de l'absence d'un axe de rotation unique décrivant la forme de l'aube. Les fraises utilisées dans l'usinage multi-axes permettent d'atteindre toutes les surfaces requises.
En termes de faisabilité, le choix ne se résume pas à "le fraisage est meilleur", mais plutôt à "le tournage ne permet pas d'accéder aux surfaces requises ou de les générer". Le fraisage multiaxial devient la méthode la plus adaptée, car il permet d'orienter l'outil pour maintenir le contact et éviter les collisions sur les surfaces courbes.
Étude de cas : arbres de précision en grande quantité → Tournage CNC pour des cycles rapides et une finition homogène
Les arbres de précision font partie de la famille du tournage CNC car la fonction est souvent dominée par des diamètres concentriques, des épaulements et des filetages. Le tournage CNC excelle dans la production de ces caractéristiques avec une efficacité et une répétabilité élevées, en particulier dans la production en grande série. La pièce à usiner rotative des centres de tournage CNC avancés offre une configuration idéale pour les pièces qui nécessitent une symétrie de rotation. L'axe de rotation est le point de référence naturel, et de nombreuses caractéristiques critiques peuvent être réalisées en une seule fois avec une fixation répétable.
Pour les gros volumes, le cycle simple et reproductible du tournage est généralement efficace et permet d'obtenir une finition homogène sur les surfaces fonctionnelles rondes. Si l'arbre nécessite des caractéristiques fraisées telles que des rainures de clavette ou des trous transversaux, c'est là qu'intervient le fraisage secondaire ou le fraisage-tournage.

Arbre de décision / diagramme de flux : choisir le fraisage, le tournage ou le fraisage-tournage en fonction de la géométrie, de la finition et du volume.
Figure : Arbre de décision pour sélectionner le processus approprié en fonction de la géométrie : la pièce présente-t-elle une symétrie de rotation ? A-t-elle besoin de caractéristiques non rotationnelles ?
- La partie est-elle dominée par la symétrie de rotation autour d'un axe ?
- Oui → passer à 2
- Non → passer à 4
- Les exigences critiques concernent-elles principalement les diamètres/alésages/filets concentriques ?
- Oui → Tourner en premier
- Non → passer à 3
- La pièce doit-elle également présenter des caractéristiques non rotatives qui doivent être étroitement situées sur l'axe (méplats, trous transversaux, fentes) ?
- Oui → Fraisage-tournage ou tournage + fraisage secondaire contrôlé
- Non → Tournant
- La pièce est-elle dominée par des faces multiples, des poches, des fentes ou des surfaces 3D ?
- Oui → Fraisage d'abord
- Non → Révision hybride (géométrie mixte)
Cet arbre de décision est destiné à guider le premier appel à la fabrication, et non à remplacer un plan de traitement.

Liste de contrôle finale à emporter : ce qu'il faut spécifier dans un devis ou une demande de prix (caractéristiques, tolérances, zones de finition, matériaux, volume).
Pour aider un atelier à choisir le bon processus (et à citer le bon risque), précisez :
- Quelles sont les caractéristiques essentielles à la fonction et quelles sont celles qui sont d'ordre cosmétique ?
- Quelles sont les surfaces qui nécessitent la meilleure finition et pourquoi (joint, roulement, glissement) ?
- Si le contrôle du style de concentricité/rondesse est la priorité, ou le contrôle positionnel multi-face.
- Matériau et contraintes éventuelles liées à la déformation ou au marquage
- Le volume prévu et l'éventualité d'une modification de la conception
En fin de compte, le choix entre le fraisage et le tournage CNC est d'abord une question de géométrie et de données, puis une question de vitesse et de coût. Si vous alignez les exigences clés du dessin avec le processus qui les contrôle naturellement, le reste du plan devient plus simple et plus prévisible.
FAQ
La principale différence entre le fraisage et le tournage réside dans ce qui tourne. Dans le tournage CNC, la pièce tourne tandis qu'un outil de coupe stationnaire se déplace le long de la pièce. Le tournage est donc idéal pour les formes cylindriques, les diamètres et les caractéristiques concentriques. Alors que le tournage fonctionne mieux pour les géométries rotatives, le fraisage CNC implique un outil de coupe rotatif et une pièce stationnaire, ce qui lui permet de créer des coupes multidirectionnelles pour des formes complexes à plusieurs faces. Le choix entre les deux procédés dépend généralement de la géométrie de la pièce et des caractéristiques requises.
Oui, une fraiseuse CNC peut effectuer certaines opérations de tournage, comme la création de formes rondes et de filets. Cependant, ce n'est pas la même chose qu'un véritable tournage CNC, où la pièce tourne autour d'un axe fixe. Les opérations de fraisage et de tournage peuvent être combinées dans une configuration hybride pour les caractéristiques complexes. Le service de tournage peut être la méthode préférée lorsque la concentricité est essentielle. Les fraiseuses CNC peuvent reproduire approximativement de nombreuses caractéristiques associées au tournage, mais pour les pièces qui nécessitent une concentricité sur plusieurs diamètres ou une rondeur précise, le véritable tournage CNC ou une approche hybride fraisage-tournage est généralement le choix le plus fiable.
Vous devez choisir le tournage lorsque la pièce est principalement rotative, comme les arbres, les bagues ou les pièces avec des diamètres, des alésages ou des filetages concentriques. Le tournage est souvent plus efficace lorsque les caractéristiques critiques de la pièce sont symétriques par rapport à un seul axe. Lorsque la conception exige que les caractéristiques concentriques soient au centre des préoccupations, le tournage en premier fournira probablement une solution plus simple. Le fraisage ne doit être ajouté que pour les caractéristiques non rotatives qui sont essentielles à la fonction de la pièce.
Le tournage est généralement plus précis lorsqu'il s'agit de créer des cylindres. En effet, la rotation de la pièce établit l'axe de symétrie, ce qui facilite le contrôle de la rondeur et de la concentricité. Le fraisage CNC peut également créer des formes cylindriques, mais la précision dépend davantage de la configuration et de la présence ou non de pinces multiples. Le tournage est généralement la meilleure option pour les caractéristiques cylindriques précises, en particulier lorsqu'elles doivent respecter une tolérance serrée en matière de rondeur.
La principale différence d'outillage entre le fraisage et le tournage réside dans la manière dont les outils de coupe s'engagent dans le matériau. Dans le tournage, on utilise un outil à point unique qui maintient un engagement continu avec la pièce pendant qu'elle tourne. Il en résulte une formation régulière de copeaux et une usure moindre de l'outil. Le fraisage, quant à lui, utilise des outils rotatifs à plusieurs arêtes qui s'engagent par intermittence dans le matériau, ce qui peut entraîner une usure plus importante des arêtes de coupe. Les différents modes d'engagement ont un impact sur des facteurs tels que la durée de vie de l'outil, la formation de copeaux et la qualité de finition globale de la pièce.



