Le plastique ABS est un thermoplastique robuste et polyvalent, apprécié pour sa résistance aux chocs, sa facilité de traitement et sa rentabilité dans les secteurs de l'automobile, de l'électronique et du prototypage. Si vous avez besoin de boîtiers durables, de finitions de surface nettes et d'une production évolutive (de l'impression 3D au moulage par injection), l'ABS répond à vos attentes. Ce guide commence par des réponses rapides et des données clés, puis explore la composition, les propriétés et les processus. Vous verrez des études de cas d'applications réelles, l'ABS par rapport aux matériaux alternatifs, les réalités de la durabilité et de la sécurité, ainsi qu'un guide de l'acheteur avec des outils pour la tarification et la sélection des fournisseurs. L'ouvrage se termine par une liste de contrôle concise et des références qui font autorité. Cet ouvrage est votre ressource de référence, prête à être utilisée par les ingénieurs pour choisir, concevoir et fabriquer avec l'acrylonitrile-butadiène-styrène.
Réponses rapides : Le plastique ABS en un coup d'œil
Si vous ne connaissez pas encore le matériau ABS ou si vous souhaitez simplement avoir une vue d'ensemble rapide sans vous plonger dans des tableaux techniques détaillés, cette section vous donne l'essentiel. Des propriétés de l'ABS, telles que la densité et la résistance à la traction, aux principales utilisations du plastique ABS dans les industries, voici un guide compact qui explique pourquoi l'ABS est considéré comme un choix polyvalent et rentable dans le monde des matériaux plastiques.
Faits et chiffres clés
- Densité : 1,03-1,06 g/cm³
- Résistance à la traction : ≈ 40 MPa (qualité typique non chargée)
- Résistance aux chocs : Élevée, en particulier dans les essais d'impact entaillé
- Structure : Polymère thermoplastique amorphe (pas de véritable point de fusion)
- Température d'utilisation continue : ≈ 80°C (en fonction du grade)
- Production mondiale : >10 millions de tonnes/an (estimation de l'industrie)
Quand choisir l'ABS par rapport à d'autres plastiques ?
- Choisissez l'ABS lorsque vous avez besoin d'une résistance aux chocs et d'une bonne finition cosmétique (mate ou brillante) à un coût raisonnable.
- Utilisez l'ABS lorsque vous planifiez un parcours allant du prototypage à la production : Imprimez en 3D dès le début, passez à l'étape suivante Usinage CNC ou le moulage par injection.
- Choisissez l'ABS pour les boîtiers électriques qui doivent être isolés et faciles à peindre ou à imprimer.
- Envisagez d'autres solutions si votre pièce doit présenter une résistance élevée à la chaleur (>100°C), une exposition prolongée aux UV sans stabilisation ou une forte résistance aux solvants.
Les avantages et les inconvénients en un coup d'œil
- Avantages : Robustesse, usinabilité, aptitude à la peinture, compatibilité avec le surmoulage, bonne stabilité dimensionnelle, temps de cycle courts pour le moulage.
- Inconvénients : sensibilité aux UV sans stabilisants, risque de fissuration sous l'effet des solvants, limite de chaleur modérée, inflammabilité à moins d'être classé FR, risque de déformation lors de l'impression 3D.
Résumé en un seul écran + mini tableau comparatif
| Propriété (typique) | ABS | PC | PVC (rigide) | HIPS |
|---|---|---|---|---|
| Résistance aux chocs | Haut | Très élevé | Moyen | Moyen |
| Résistance à la chaleur (HDT, °C) | 80-100 | 115-130 | 60-80 | 70-90 |
| Transparence | Opaque (certains grades clairs) | Transparent | Opaque | Opaque |
| UV/intempéries | Besoin de stabilisateurs | Mieux que l'ABS (il faut encore des stabilisateurs) | Médiocre-moyen | Pauvre |
| Coût (relatif) | Faible-moyen | Moyenne-élevée | Faible-moyen | Faible |
| Capacité de traitement | Facile | Modéré | Facile (mais soin thermique) | Facile |
Note : Les valeurs varient en fonction de la qualité ; vérifier les fiches techniques des fournisseurs.
Qu'est-ce que le matériau ABS ? Composition et production
Avant de se plonger dans les applications du plastique ABS, il est important de comprendre la signification du matériau ABS et son mode de production. Le matériau ABS (Acrylonitrile Butadiène Styrène) est l'un des matériaux plastiques les plus utilisés grâce à ses propriétés mécaniques équilibrées, sa durabilité et sa facilité de traitement. En examinant les rôles de ses monomères et le processus de production de la résine ABS, nous pouvons comprendre pourquoi elle est devenue un matériau de choix dans des industries allant de l'automobile aux dispositifs médicaux.
Rôles et morphologie de l'acrylonitrile-butadiène-styrène
ABS signifie Acrylonitrile Butadiène Styrène. Il s'agit d'un mélange où chaque partie joue un rôle précis :
- L'acrylonitrile ajoute une résistance à la chaleur et une stabilité chimique.
- Le butadiène (phase caoutchouteuse) renforce la ténacité et la résistance aux chocs, en particulier à basse température.
- Le styrène assure la rigidité, la brillance de la surface et la facilité de traitement.
L'ABS est un polymère amorphe, ce qui signifie qu'il n'a pas de véritable point de fusion. Au lieu de cela, il se ramollit à sa température de transition vitreuse (Tg ~105°C). Cela facilite le moulage et le thermoformage, mais explique aussi pourquoi l'ABS ne supporte pas les températures élevées et soutenues aussi bien que certains plastiques cristallins.
Des monomères aux granulés : polymérisation en masse/émulsion et compoundage
L'ABS industriel est fabriqué en polymérisant de l'acrylonitrile et du styrène en présence de caoutchouc polybutadiène. Deux voies principales sont courantes :
- Polymérisation en masse continue (bulk)
- Polymérisation en émulsion
Au cours de la production, il y a greffage : des chaînes de styrène-acrylonitrile se greffent sur des particules de polybutadiène, formant des domaines durcis par le caoutchouc à l'intérieur d'une matrice rigide. Les producteurs ajoutent ensuite au polymère de base des colorants, des stabilisateurs (chaleur, UV), des lubrifiants et parfois des fibres ou des retardateurs de flamme. La matière fondue est extrudée et transformée en granulés de résine utilisés pour le moulage par injection, l'extrusion et la production de filaments pour l'impression 3D.
Grades et modificateurs
L'ABS est disponible dans de nombreuses qualités pour répondre à des besoins spécifiques :
- Standard (usage général)
- FR/UL 94 difficilement inflammable (de HB à V-0, en fonction du grade)
- Transparent et brillant
- Résistance à la chaleur (HDT plus élevée grâce à la formulation)
- Remplie de verre ou de carbone pour une plus grande rigidité et une meilleure stabilité dimensionnelle
- Qualités platinables (pour la métallisation)
- ABS recyclé et mélanges bio-ABS
- Additifs : Stabilisateurs UV, modificateurs d'impact, agents antistatiques, colorants.
Propriétés et données de performance
Lorsqu'ils évaluent un matériau plastique ABS pour la conception ou la production, les ingénieurs se concentrent souvent sur l'équilibre entre ses propriétés mécaniques, son comportement thermique et ses propriétés d'isolation électrique. En tant que thermoplastique ABS polyvalent, il offre ténacité, stabilité dimensionnelle et facilité de traitement, ce qui en fait un matériau de choix pour les boîtiers, les enceintes et les produits de consommation. Comprendre les propriétés de l'ABS permet de déterminer s'il est le bon choix par rapport à d'autres matériaux plastiques tels que le PC, le PVC ou le HIPS.
Propriétés mécaniques et implications pour la conception
L'ABS non chargé se trouve dans une position idéale : il est à la fois résistant et suffisamment rigide pour les boîtiers et les systèmes d'éclairage. pièces en plastique tels que les clips, les supports et les panneaux. Valeurs typiques (vérifiez les fiches techniques de votre qualité) :
- Résistance à la traction : ~40 MPa
- Allongement à la rupture : ~10-50% (large gamme selon le grade)
- Module de flexion : ~2-2,5 GPa
- Impact Izod (entaillé) : souvent >150 J/m ; les qualités à fort impact vont au-delà.
- Dureté : Rockwell R100-R120 (environ)
Notes de conception :
- L'ABS est sensible aux entailles. Les angles vifs augmentent les contraintes et peuvent provoquer des fissures. Ajoutez des filets et des rayons.
- L'emplacement de la porte dans le moulage par injection affecte l'orientation moléculaire et les propriétés locales - planifiez les portes de manière à éviter les zones de faiblesse près des boutons-pression et des bossages.
- Les nervures et les bossages permettent de renforcer les parois minces sans ajouter de masse importante.
- Pour les tolérances serrées, contrôlez la température du moule, le refroidissement et l'éjection des pièces afin de limiter les déformations.
Comportement thermique et électrique
L'ABS a une Tg de ~105°C. De nombreux grades indiquent une HDT ~80-100°C, ce qui montre la capacité de l'ABS à supporter une chaleur modérée en service à long terme (70-85°C), à moins qu'un grade résistant à la chaleur ne soit sélectionné.
Notes thermiques :
- Le coefficient de dilatation est relativement élevé par rapport aux métaux, ce qui permet une dilatation dans les assemblages.
- Les performances à basse température dépendent de la teneur en butadiène ; certains grades restent résistants à une température proche de 0°C, tandis que d'autres deviennent cassants en dessous de cette température.
Électrique :
- L'ABS offre de bonnes propriétés d'isolation électrique (résistance diélectrique élevée, faible dissipation). Il est couramment utilisé dans les boîtiers électriques et les boîtiers d'appareils.
Résistance aux produits chimiques et à l'environnement
L'ABS supporte assez bien de nombreux acides et bases aqueux, mais les solvants organiques (cétones, esters, solvants chlorés) peuvent fissurer le matériau sous l'effet de la contrainte. C'est pourquoi l'acétone peut être utilisée pour le collage au solvant ou le lissage à la vapeur dans l'impression 3D, mais cela signifie également qu'il faut éviter l'exposition aux solvants en service, à moins qu'elle ne soit prévue à cet effet.
- Exposition aux UV : l'ABS non stabilisé jaunit et se fragilise à l'extérieur. Utiliser des qualités, des revêtements ou des mélanges stabilisés aux UV pour les pièces extérieures.
- Finition de la surface : L'ABS supporte bien la peinture, l'impression et le placage avec un prétraitement approprié.
- Humidité : Faible absorption d'eau par rapport à certains nylons ; bonne stabilité dimensionnelle à l'intérieur.
Quelle température l'ABS peut-il supporter ?
Réponse courte : ~80°C pour une utilisation continue dans de nombreuses qualités ; de brèves pointes plus élevées sont possibles, mais elles risquent d'entraîner un ramollissement et un fluage. Pour les pièces automobiles situées sous le capot, à proximité de sources de chaleur, il convient d'envisager l'utilisation d'ABS ou de mélanges PC/ABS stabilisés à la chaleur.
| Matériau | Utilisation continue typique (°C) | Tg ou indicateur de ramollissement | Notes |
|---|---|---|---|
| ABS | 70-85 | Tg ~105°C | Degré de résistance à la chaleur plus élevé |
| PC | 100-115 | Tg ~145°C | Clair, très résistant |
| PVC (rigide) | 50-70 | Tg ~80°C | Bon comportement chimique/à la flamme |
| HIPS | 60-80 | Tg ~95°C | Impact plus faible que l'ABS |
| PLA (impression 3D) | 45-55 | Tg ~60°C | Rigidité, faible résistance à la chaleur |
Méthodes de traitement et de fabrication
La façon dont le matériau ABS est transformé a un impact direct sur la qualité des pièces, la stabilité dimensionnelle et les performances. Grâce à sa facilité de mise en œuvre, le plastique ABS est couramment utilisé pour le moulage par injection, l'extrusion, le thermoformage et même l'impression 3D. Que vous conceviez des pièces en ABS avec des tolérances serrées, que vous fabriquiez des produits de consommation ou que vous exploriez l'usinage CNC de l'ABS, la compréhension des principales méthodes de fabrication du plastique permet de garantir des résultats cohérents et de minimiser les défauts tels que le gauchissement ou les fissures dues à la contrainte. Pour la fabrication professionnelle de pièces en ABS, l'usinage CNC ou les services de post-traitement personnalisés, U-Need offre des solutions de bout en bout pour les composants de précision.
L'essentiel du moulage par injection + étude de cas 110T
L'ABS se prête naturellement au moulage par injection. Il se remplit bien, refroidit rapidement et conserve les détails.
Plages de traitement typiques :
- Température de fusion : 220-260°C
- Température du moule : 60-80°C
- Pression d'injection : modérée à élevée, en fonction de la longueur du flux et de l'épaisseur de la paroi
- Rétrécissement : 0,4-0,8% (varie en fonction de la qualité, du moule, du remplissage en fibres)
- Temps de cycle : souvent 20-40 s pour des pièces petites/moyennes
Étude de cas : Presse de 110 tonnes (110T)
- Dimensions de la pièce : 88,3 × 81,3 × 31,2 mm
- Moule : à canaux froids, à une ou plusieurs cavités
- Durée du cycle : environ 25-35 s, en visant un remplissage équilibré et un refroidissement uniforme
- Conception des portillons : portillons à bord ou à goupille ; placer les portillons pour réduire les lignes de soudure sur les raccords rapides et les bossages.
- Finition : garniture de vestige de porte, microbillage léger ou polissage de la surface souhaitée, peinture/impression en option.
Pratique conseils:
- Sécher la résine si la fiche technique l'exige (typiquement 80°C pendant 2-4 h).
- Veiller à ce que l'épaisseur de la paroi soit régulière (par exemple, 2 à 3 mm en général) afin de minimiser le gauchissement et l'enfoncement.
- Ajouter des angles de dépouille : 1-2° sur les murs ; plus pour les surfaces texturées.
Extrusion, formage de feuilles et formage sous vide
L'ABS est extrudé sous forme de profilés, de tuyaux et surtout de feuilles. Ces feuilles sont chauffées et formées sous vide à l'aide d'outils pour créer :
- Panneaux intérieurs d'automobiles, revêtements de baignoires et de douches, façades d'appareils électroménagers et boîtiers de baignoires de pédicure.
Lignes directrices pour l'extrusion de feuilles :
- Les zones du tonneau sont souvent fixées à 180-230°C en fonction de la qualité et de l'épaisseur.
- Maintenir la fusion uniforme pour éviter la peau d'orange ou l'ondulation de la surface.
Thermoformage conseils:
- Pré-sécher les feuilles si cela est spécifié.
- Le chauffage doit être homogène ; la présence d'un affaissement est le signe d'une température de formage correcte.
- Utiliser les aides à la prise pour les tirages profonds.
- Concevoir avec des rayons et des parois cohérentes pour éviter les amincissements et les fissures.
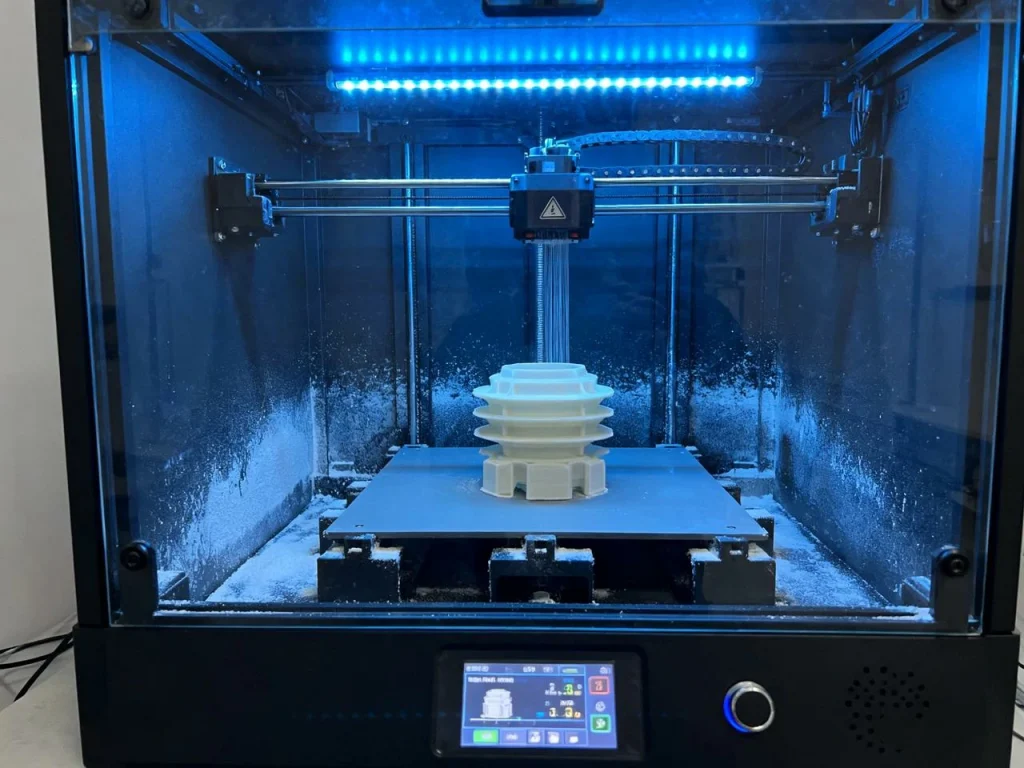
Impression 3D (FDM/FFF) : contrôle du gauchissement et finition
Le plastique ABS est un choix populaire dans l'impression 3D pour les prototypes fonctionnels et les boîtiers. Mais il se déforme s'il est refroidi trop rapidement ou de manière irrégulière. Pourquoi ? Parce qu'il est amorphe et que son coefficient de dilatation est relativement élevé ; un refroidissement irrégulier crée des tensions qui arrachent les bords du lit.
Contrôle de la déformation (étape par étape) :
- Utiliser un lit chauffé : 90-110°C.
- Imprimer dans une enceinte pour maintenir la chaleur ambiante et la stabilité.
- Utiliser des aides à l'adhésion : Feuille PEI, pâte ABS ou bâton de colle.
- Régler la première couche : vitesse plus lente, débit légèrement plus élevé, décalage Z approprié.
- Réduire les courants d'air et la vitesse du ventilateur de refroidissement (souvent éteint ou très bas pour l'ABS).
- Régler la buse autour de 230-250°C (en fonction du filament).
- Ajoutez des bordures ou des radeaux pour les pièces plus grandes.
- Laisser les pièces refroidir dans l'enceinte pour réduire les chocs thermiques.
Ventilation / dégagement gazeux :
- L'ABS peut libérer des COV (comme le styrène) et des particules ultrafines pendant l'impression. Utilisez un système d'aspiration local, des filtres HEPA ou à charbon, ou imprimez dans un endroit bien ventilé.
Finition :
- Lissage à la vapeur d'acétone pour les surfaces brillantes (utiliser avec précaution, exposition contrôlée).
- Un léger ponçage, l'application d'une couche d'apprêt et l'application d'une couche de peinture donnent de bons résultats.
- Un recuit lent et peu intense peut réduire les tensions internes, mais il faut d'abord faire un essai sur de la ferraille.
Opérations secondaires et processus hybrides
- Le surmoulage du TPE sur l'ABS permet d'obtenir une bonne adhérence et une bonne ergonomie pour les outils et les produits de consommation.
- Le soudage par ultrasons permet de réaliser rapidement et proprement des joints hermétiques ou mécaniques.
- Usinage (CNC) : L'ABS se coupe proprement avec des outils tranchants, des vitesses modérées et des coupes en escalade légères ; éviter l'accumulation de chaleur. Pour l'usinage de pièces en ABS sur mesure et les processus hybrides, U-Need fournit des services professionnels pour des composants de précision et prêts pour la production.
- Peinture et apprêt : nettoyer, érafler, apprêter ; décaper les revêtements compatibles avec l'ABS.
- Collage au solvant : les colles à base d'acétone ou de MEK peuvent fusionner les pièces ; vérifiez qu'il n'y a pas de fissures dues aux contraintes.
A quoi sert le plastique ABS ? Applications et études de cas
Le plastique ABS est utilisé dans les secteurs de l'automobile, de l'électronique et des produits de consommation en raison de sa résistance aux chocs, de sa stabilité dimensionnelle et de sa facilité de traitement. Les études de cas ci-dessous illustrent les utilisations les plus courantes du plastique ABS et la manière dont les fabricants appliquent ses propriétés uniques dans des produits du monde réel.
Automobile
L'ABS est couramment utilisé dans les tableaux de bord, les garnitures de montants, les consoles et les revêtements de pare-chocs (souvent en mélange). Pourquoi les constructeurs automobiles utilisent-ils l'ABS ? Parce qu'il concilie la résistance aux chocs, la formabilité et un bon état de surface pour l'ajustement et la finition de l'intérieur. Les ingénieurs prennent également en compte les NVH (bruits, vibrations, rudesse) : Les panneaux ABS, associés à des mousses et à des clips, contribuent à réduire les cliquetis et à améliorer les sensations dans l'habitacle. La plupart des pièces intérieures ont une épaisseur de paroi de 2 à 3 mm, avec des tolérances serrées de l'ordre de ±0,2 à 0,5 mm après moulage et post-traitement, en fonction de la géométrie.
Électronique grand public et outils électriques
Pour les boîtiers d'appareils, les claviers d'ordinateurs, les couvercles de batterie et les coques d'outils électriques, l'ABS présente le bon rapport entre rigidité et ténacité. Il supporte les bossages à vis, les charnières vivantes (à courte durée de vie) et les fonctions d'encliquetage. Les encliquetages doivent être conçus avec des languettes arrondies et une introduction adéquate pour réduire les contraintes et le blanchiment. Les boîtiers électriques bénéficient de l'isolation électrique de l'ABS et de la possibilité de peindre des logos et des icônes.

Jouets et appareils
Le contrôle des couleurs et la brillance de la surface de l'ABS permettent d'obtenir des pièces nettes et reproductibles pour les briques à emboîter, les coques d'aspirateurs et les boîtiers de petits appareils électroménagers. Pour les produits destinés aux enfants, il convient d'utiliser des qualités conformes et de procéder à des tests de sécurité des jouets. Pour les appareils électroménagers, l'ABS peut être métallisé ou peint pour obtenir un aspect inoxydable à moindre coût et à moindre poids.
Prototypage et boîtiers imprimés en 3D
Le cheminement commun est le suivant : impression 3D rapide → usinage CNC pour des tolérances plus étroites → outillage de pont (moule à faible cavitation) → production complète. Principaux points de contrôle DFM en cours de route : uniformité de la paroi, dépouille, planification de la ligne d'entrée/de sortie et contrôle du rétrécissement pour atteindre les objectifs esthétiques et dimensionnels.
Visuel : Galerie annotée montrant les côtes, les patrons, les ébauches et les pressions.
Choix du matériau : ABS et autres matériaux
Lorsqu'ils évaluent les matériaux plastiques, les concepteurs comparent souvent le plastique ABS avec des alternatives telles que le polycarbonate (PC), le PVC, le HIPS, le PLA et le nylon (PA). Chaque matériau offre des atouts différents - résistance à la chaleur, ténacité, rentabilité ou facilité de traitement - et il est donc essentiel de connaître les différences pour choisir le matériau. En comparant l'ABS à d'autres plastiques, les ingénieurs peuvent décider si l'ABS reste le matériau de choix ou si un autre polymère est mieux adapté à l'application.
ABS vs polycarbonate (PC)
Le PC est plus résistant et supporte une chaleur et une transparence plus élevées que l'ABS, mais il est plus cher et plus difficile à traiter. L'ABS est plus facile à traiter, moins coûteux et souvent plus rigide à épaisseur égale dans les petites pièces en raison de la morphologie, mais il n'est pas plus résistant en termes absolus. De nombreux produits utilisent des mélanges PC/ABS pour équilibrer l'impact, la chaleur et le coût.
ABS vs PVC & HIPS
- PVC (rigide) : Meilleure résistance aux flammes et aux produits chimiques ; peut émettre du HCl en cas de combustion ; chaleur et impact moindres par rapport au PC ; coût compétitif. L'ABS est préféré pour sa résistance mécanique, son aspect et l'impression 3D. Pour les gaines de fils/câbles et certains environnements chimiques, le PVC peut être préférable.
- HIPS : Coût inférieur, bonne aptitude à la transformation, mais impact et vieillissement inférieurs à ceux de l'ABS. Choisissez le HIPS pour les emballages simples ou les panneaux où l'impact est modéré.
ABS vs PLA/nylon (PA) dans l'impression 3D
- ABS vs PLA : le PLA s'imprime plus facilement avec moins de déformation, mais sa résistance à la chaleur est plus faible et il peut être cassant. L'ABS est plus résistant, résiste mieux à la chaleur et peut être lissé à l'acétone, mais il nécessite une enceinte et une ventilation.
- ABS vs Nylon (PA) : Le nylon offre une plus grande robustesse et une meilleure résistance à l'usure tout en étant flexible, mais il absorbe l'humidité, doit être séché et peut être plus difficile à imprimer. L'ABS est plus rigide, plus facile à finir et plus stable sur le plan dimensionnel à l'intérieur.
Arbre de décision + sélecteur de matériaux
- Besoin d'un impact et d'une chaleur maximum ? Pensez au PC ou au PC/ABS.
- Besoin d'un coût faible et d'une mise en forme simple ? Pensez au HIPS ou au PVC (vérifiez les produits chimiques/la flamme).
- Besoin d'une impression 3D avec facilité de post-traitement ? Utilisez l'ABS (avec boîtier) ou le PLA pour des ébauches rapides.
- Vous avez besoin de performances chimiques et de résistance à la flamme ? Evaluez le PVC ou l'ABS FR (vérifiez l'indice UL 94).
- Utilisation en extérieur ? Choisissez un ABS stabilisé aux UV, des revêtements ou envisagez l'ASA comme alternative.
Durabilité, sécurité et réglementation
Le thermoplastique ABS est un matériau de choix pour de nombreuses industries en raison de sa durabilité, de ses propriétés et de sa capacité à être recyclé. Le plastique ABS est solide, polyvalent et très apprécié pour sa fabrication durable et sûre, répondant aux normes réglementaires dans toutes les applications.
ABS recyclé et bio-ABS
L'ABS recyclé peut donner de bons résultats pour de nombreux boîtiers et pièces non critiques. Attendez-vous à.. :
- Impact ou chaleur légèrement plus faible dans certains mélanges.
- Variation de couleur à moins d'être composée.
- Avantages : empreinte carbone réduite, coût inférieur sur certains marchés.
Les mélanges Bio-ABS (partiellement biosourcés) existent mais varient d'un fournisseur à l'autre. Dans les deux cas, demandez des certifications et testez les propriétés critiques pour votre conception.
Conception pour désassemblage:
- Utiliser des raccords rapides dans la mesure du possible.
- Évitez les revêtements qui entravent le recyclage.
- Marquez les pièces avec des ID de matériaux (ABS, ABS+GF, etc.) pour faciliter le tri.
Santé et sécurité : COV/dégagements gazeux, ventilation, EPI
L'utilisation du plastique ABS est-elle sans danger ?
Pour la plupart des utilisations grand public et industrielles, oui, s'il est traité et utilisé correctement. L'ABS en tant que matière solide n'est pas considéré comme présentant une toxicité aiguë. Mais le traitement peut libérer du styrène et d'autres COV, et l'impression produit des particules ultrafines. Utilisez un système d'aspiration local, une protection respiratoire si nécessaire et suivez les directives OSHA/NIOSH. Dans les ateliers de moulage, contrôler les fumées et la chaleur pour éviter les produits de décomposition.
Le plastique ABS est-il sans danger pour les bébés ?
L'ABS est utilisé dans de nombreux jouets et produits pour enfants lorsqu'il répond aux normes de sécurité des jouets et aux normes chimiques. Pour les enfants en bas âge, il convient de s'assurer que la qualité et le produit final sont testés et conformes aux règles applicables (par exemple, les limites imposées aux produits chimiques spécifiques et aux petites pièces). Vérifiez toujours la conformité réglementaire et les certificats. Selon la Commission américaine pour la sécurité des produits de consommation (CPSC)Les matériaux utilisés dans les jouets pour enfants doivent respecter les limites imposées aux produits chimiques dangereux et aux risques d'étouffement afin de garantir la sécurité.
Est ABS le plastique est-il recyclable et sans danger ?
- Recyclable : Oui, l'ABS est mécaniquement recyclable. D'après le Agence américaine de protection de l'environnement (EPA)Les plastiques marqués du code d'identification de résine 7 sont classés dans la catégorie "Autres" et peuvent inclure l'ABS ; la disponibilité du recyclage varie selon les installations locales.
- Sûr : En tant que produit fini, l'ABS est généralement sûr. Pendant l'impression ou le moulage, la ventilation et les EPI réduisent l'exposition aux émissions.
Conformité : RoHS, REACH, UL 94, FDA/contact alimentaire
- RoHS/REACH : De nombreuses qualités d'ABS sont conformes ; vérifiez les SVHC et les substances à usage restreint.
- UL 94 : Indices de résistance au feu de HB à V-0 pour l'ABS FR ; choisir FR en cas de besoin pour l'électronique.
- FDA/contact alimentaire : Certaines qualités d'ABS sont répertoriées pour le contact alimentaire indirect, mais beaucoup ne le sont pas. Confirmer avec la documentation du fournisseur et les règles régionales ou de la FDA applicables.
- Étiquetage et traçabilité : Utiliser le suivi des lots, l'identification des matériaux et conserver les COA (certificats d'analyse).
Guide d'approvisionnement, coûts, outils et références
Le choix d'un matériau plastique ABS ou de pièces en ABS avec des tolérances serrées nécessite une sélection minutieuse des matériaux, une vérification des fournisseurs et une planification des coûts. Comprendre les propriétés de l'ABS, les processus de fabrication et les qualités de résine ABS permet de garantir la qualité, de réduire les risques et d'optimiser la production pour les applications industrielles, l'industrie automobile et les applications médicales.
Sélection des fournisseurs et des mouleurs
Comment choisir un fournisseur de matériaux ? ABS des pièces en plastique ou moulées ?
- Certifications : ISO 9001 (qualité), ISO 14001 (environnement).
- Projets automobiles : Demandez de l'expérience en matière de PPAP et d'APQP.
- Capacité et outillage : Nombre de presses, gamme de tonnage, capacité d'outillage, délais d'exécution.
- Matériaux : Accès à plusieurs qualités d'ABS (standard, FR, GF, stabilisé aux UV).
- Contrôles de qualité : Inspection à l'entrée, SPC, inspection CMM pour les pièces en ABS avec des tolérances serrées.
- Post-traitement : Peinture, impression, soudage, assemblage.
Liste de contrôle de l'appel d'offres (ce qu'il faut inclure) :
- Qualité (par exemple, FR V-0, résistant à la chaleur, stabilisé aux UV)
- Couleur (moulage ou peinture), finition (indice SPI ou spécification de texture)
- Volume annuel et taille des commandes
- Dimensions/tolérances critiques
- Préférences en matière de portes et de lignes de séparation
- Exigences réglementaires (UL, RoHS, REACH, FDA)
- Emballage et besoins en matière d'ESD pour l'électronique
Échantillon QA termes :
- L'inspection du premier article est requise.
- Niveau dimensionnel du PPAP, le cas échéant.
- COA matériel avec chaque lot.
- SPC sur les CTQ (caractéristiques critiques pour la qualité).

Facteurs de coûts et tendances du marché
Ce qui bouge ABS coût de la pièce ?
- Qualité de la résine : Les qualités FR, GF ou stabilisées aux UV coûtent plus cher que les qualités générales.
- Colorants : La résine pré-colorée réduit la peinture mais peut augmenter le coût du matériau.
- Temps de cycle : Des parois plus épaisses et un refroidissement lent augmentent le temps machine.
- Complexité de l'outillage : Les glissières, les releveurs, la texture, les surfaces très polies augmentent les coûts.
- Géométrie de la pièce : Les nervures et les bossages permettent de réduire la matière tout en conservant la rigidité.
- Le volume : Un volume plus important permet de répartir les coûts d'outillage et de créer des moules à cavités multiples.
- Marché : Les prix des résines ABS peuvent fluctuer en fonction des coûts des matières premières styrène et acrylonitrile.
Outils
- Estimation du poids et du coût des pièces : Saisissez la densité (par exemple, 1,04 g/cm³), le volume de la pièce, le temps de cycle et le nombre de cavités pour estimer les coûts des matériaux et de la machine.
- Calculateur de retrait/tolérance : Appliquez un retrait de 0,4-0,8% par axe ; ajoutez la sécurité pour les grades remplis de fibres.
- Aide à la localisation de l'écoulement et des vannes : Utilisez l'estimation de l'indice d'écoulement de la matière fondue et la longueur de l'écoulement par rapport à l'épaisseur pour guider le placement des vannes.
- Liste de contrôle DFM : Ébauche, paroi uniforme, rapports nervure-paroi (~40-60% de paroi), conception du bossage et évitement des lignes de tricotage.
Principaux enseignements
- Le plastique ABS est un polymère thermoplastique à fort impact et rentable qui est utilisé dans les secteurs de l'automobile, de l'électronique, de l'électroménager et du prototypage.
- Il se distingue lorsque vous avez besoin de boîtiers durables, d'une surface de qualité et d'un chemin clair du prototype à la production.
- Surveillez les limites de chaleur, l'exposition aux solvants et aux UV ; sélectionnez des qualités et des finitions adaptées à votre environnement.
- Pour plus de sécurité, assurez une bonne ventilation pendant l'impression 3D et le moulage, et respectez les règles d'exposition sur le lieu de travail.
- Prêt à passer à l'action ? Définissez vos besoins, présélectionnez les qualités, demandez des fiches techniques et faites des essais pour valider les performances.
FAQ
Le plastique ABS est-il de bonne qualité ?
Absolument ! Le plastique ABS est connu pour sa résistance, sa durabilité et ses propriétés physiques constantes. Il est facile à transformer, c'est pourquoi les fabricants le choisissent souvent pour les pièces automobiles, l'électronique grand public, les appareils médicaux et les produits ménagers en plastique. Sa combinaison de rigidité et de résistance aux chocs en fait un choix populaire parmi les autres matériaux plastiques.
L'utilisation du plastique ABS est-elle sans danger ?
Oui, en tant que matériau solide, l'ABS est généralement considéré comme sûr pour les applications grand public et industrielles. Pendant l'impression 3D ou le moulage, il peut libérer des COV comme le styrène et des particules ultrafines. Il est donc important d'utiliser une ventilation, des EPI ou un système d'échappement local pour réduire l'exposition. Le respect des directives OSHA/NIOSH garantit la sécurité pendant le traitement.
Le plastique ABS est-il sans danger pour les bébés ?
Lorsqu'il est fabriqué conformément aux normes de sécurité des jouets et aux réglementations chimiques applicables, l'ABS peut être sans danger pour les enfants. Il convient de toujours vérifier la qualité et de s'assurer que le produit final a fait l'objet de tests de conformité. Les applications médicales et les produits pour bébés nécessitent souvent des qualités d'ABS certifiées afin de garantir l'absence d'exposition nocive.
Le plastique ABS est-il meilleur que le PVC ?
Cela dépend de votre application. ABS vs PVC : l'ABS offre généralement une meilleure résistance aux chocs, une meilleure stabilité dimensionnelle et est plus facile à finir ou à imprimer en 3D. Le PVC, cependant, peut être plus performant que l'ABS en termes de résistance chimique et de comportement à la flamme pour des applications industrielles ou de câblage spécifiques. Le choix du bon matériau plastique dépend de la priorité accordée à la résistance mécanique ou à la durabilité chimique.
Quels sont les inconvénients du plastique ABS ?
L'ABS présente certaines limites : il est sensible à l'exposition aux UV, sauf s'il est stabilisé, présente une résistance modérée à la chaleur (utilisation continue ~80°C), peut être inflammable sans additifs FR et est susceptible de se fissurer sous l'effet des solvants s'il est exposé à des solvants organiques puissants. Comprendre les propriétés de ces matériaux permet d'éviter les problèmes dans les applications réelles.
Le plastique ABS se casse-t-il facilement ?
Non. L'ABS est très résistant aux chocs et solide pour un usage quotidien. Toutefois, il peut se fissurer dans les angles vifs, en cas d'exposition prolongée à des solvants ou à des températures très basses s'il n'est pas utilisé dans la bonne qualité. Pour l'usinage CNC ou le moulage par injection, la conception avec des congés, une épaisseur de paroi appropriée et l'évitement des concentrateurs de contrainte peuvent maximiser la durabilité de la pièce.



