L'usinage CNC de l'acier inoxydable est un choix courant pour la fabrication de pièces et de composants en acier de haute qualité résistants à la corrosion, alliant une excellente résistance à la corrosion, la solidité de l'acier, une longue durée de vie et une grande stabilité dimensionnelle. Il s'agit également d'une famille de matériaux pouvant présenter des risques de production si la nuance, la géométrie, l'outillage, le liquide de refroidissement et le plan de contrôle ne sont pas définis dès le départ, conformément aux directives de fabrication normalisées de ASTM International pour les spécifications des matériaux en acier inoxydable et les normes d'usinage.
La question principale n'est pas seulement de savoir si l'acier inoxydable peut être usiné. Dans la plupart des cas, c'est possible. La question la plus pertinente est de savoir si la nuance choisie et la conception de la pièce permettent un usinage reproductible, avec la finition et les tolérances requises, sans usure excessive des outils, écrouissage, bavures ou déformation.
Ce guide présente les critères pratiques à prendre en compte par les ingénieurs, les acheteurs et les responsables des achats techniques lors de l'évaluation de pièces usinées CNC en acier inoxydable.
Qu'est-ce que l'usinage CNC de l'acier inoxydable ? Et pourquoi est-ce important ?
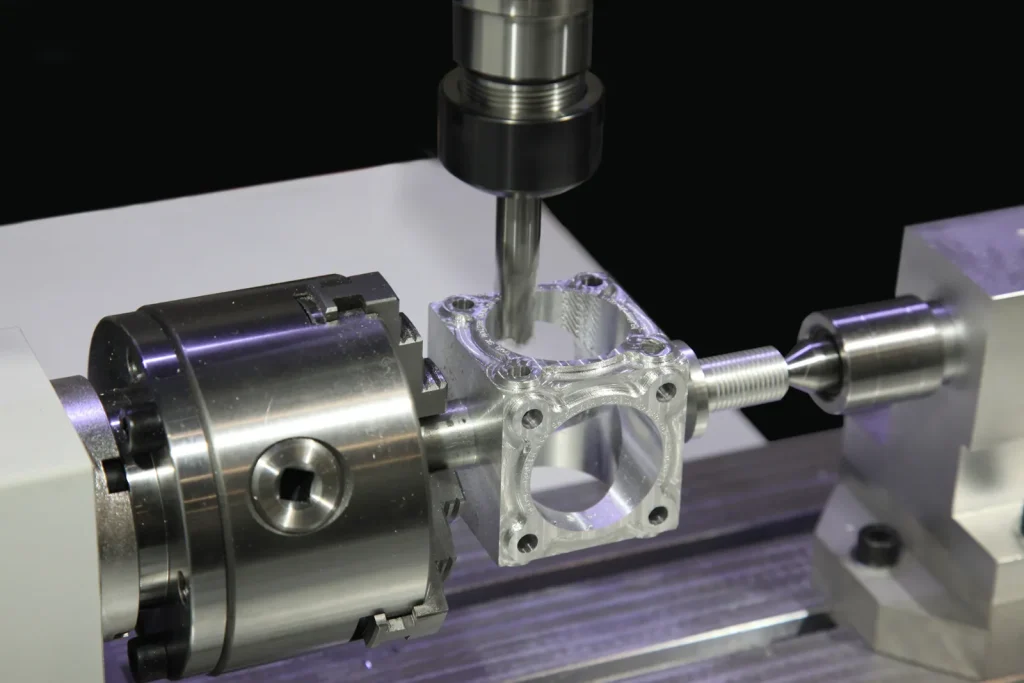
L'usinage CNC de l'acier inoxydable consiste à enlever de la matière sur des barres, des tôles, des pièces moulées ou des ébauches de forme proche de la pièce finale en acier inoxydable, à l'aide d'un fraisage contrôlé, tournage CNC usinage de l'acier inoxydable, perçage, alésage, taraudage ou tournage-fraisage, idéal pour tous les types de projets d'usinage CNC. Ce procédé est utilisé pour les prototypes, les pièces en petites séries et les composants de production où les performances du matériau sont tout aussi importantes que la forme.
On opte souvent pour l'acier inoxydable lorsque l'aluminium est trop tendre, que le titane est surdimensionné, que l'acier au carbone manque de résistance à la corrosion ou que le laiton n'est pas assez solide pour l'application ; sa teneur unique en chrome et sa composition en nickel déterminent les propriétés fondamentales du matériau. En contrepartie, l'acier inoxydable s'usine généralement plus lentement et impose des exigences plus élevées en matière d'outillage, de liquide de refroidissement, de contrôle des copeaux et de rigidité de la machine.
En quoi l'acier inoxydable se distingue-t-il de l'aluminium, du laiton et de l'acier au carbone ?
Comparé à l'aluminium et au laiton, l'acier inoxydable est plus dur, plus résistant et plus sujet à l'écrouissage. L'aluminium et le laiton se coupent souvent facilement et produisent des copeaux qui s'évacuent plus aisément. L'acier inoxydable a tendance à former des copeaux résistants et filandreux qui peuvent s'enrouler autour des outils, rayer les surfaces ou gêner le perçage et le tournage.
Comparé à l'acier au carbone, l'acier inoxydable offre une meilleure résistance à la corrosion et à l'oxydation. C'est souvent pour cette raison qu'il est choisi pour la fabrication d'équipements alimentaires, d'instruments médicaux, de matériel aérospatial, de composants sous pression, de robots et de pièces pour engins de chantier.
Les difficultés d'usinage sont bien réelles. L'acier inoxydable peut retenir la chaleur près de l'arête de coupe, ce qui accélère l'usure des outils et peut nuire au contrôle des dimensions. Les aciers inoxydables austénitiques, tels que les nuances 304 et 316, sont particulièrement connus pour leur ductilité et leur comportement face à l'écrouissage.
Pourquoi la résistance à la corrosion, la résistance mécanique, la ductilité et l'uniformité sont des critères déterminants dans le choix des matériaux
L'acier inoxydable est utilisé lorsque la pièce doit fonctionner en contact avec l'humidité, des produits de nettoyage chimiques, des fluides de process ou être exposée aux intempéries. La résistance à la corrosion est souvent le premier critère de sélection, mais elle ne doit pas être le seul.
La résistance est essentielle pour les pièces porteuses, les arbres, les supports, les accouplements, les carters et les composants de machines. La ductilité est importante lorsque la pièce est susceptible d'être soumise à des chocs, des vibrations, des contraintes de formage ou des charges d'assemblage. L'uniformité est importante lorsque la pièce doit présenter un comportement d'usinage constant sur plusieurs éléments ou sur l'ensemble d'un lot de production.
Le point essentiel est que le choix de l'acier inoxydable doit se fonder sur les conditions d'utilisation, et non pas uniquement sur l'usinabilité. Une nuance qui s'usine facilement mais qui ne résiste pas à l'exposition au chlorure ou aux produits de nettoyage chimiques ne constitue pas un choix économique.
La place de l'usinage CNC de l'acier inoxydable dans la fabrication de précision
L'usinage CNC de l'acier inoxydable est particulièrement adapté lorsque la pièce présente des caractéristiques que le moulage, l'estampage ou le formage ne permettent pas de reproduire avec suffisamment de précision. Parmi les exemples typiques, on peut citer les orifices filetés, les surfaces d'étanchéité, les logements de roulements, les cavités de précision, les supports sur mesure, les pièces d'instruments et les raccords.
Cette technique s'avère également utile lorsque la quantité demandée ne justifie pas l'utilisation d'outils spécifiques pour un autre procédé. L'usinage CNC permet de réaliser des géométries complexes en acier inoxydable sans recourir à des outils spéciaux, mais la complexité de la pièce influe néanmoins sur le coût et les délais de fabrication. Les trous profonds, les parois minces, les angles internes serrés, les petits trous taraudés et les exigences élevées en matière de finition esthétique augmentent tous les risques liés au processus.
Tableau : Facteurs déterminants pour l'usinage CNC de l'acier inoxydable en fonction de la priorité du projet
| Priorité du projet | Avantages de l'acier inoxydable | Principal risque lié à l'usinage | Ce qu'il faut vérifier avant la diffusion |
|---|---|---|---|
| Résistance à la corrosion | Une résistance élevée par rapport à l'acier au carbone | Les dommages ou la contamination de la surface après l'usinage peuvent réduire la résistance | Catégorie, besoin de passivation, environnement d'exposition |
| Résistance et durabilité | Convient aux pièces industrielles lourdes | La dureté et la ténacité augmentent l'usure des outils | Plan d'outillage, rigidité de la machine, accessibilité des éléments |
| Contrôle dimensionnel rigoureux | La composition homogène du matériau permet un usinage reproductible | L'accumulation de chaleur et les contraintes résiduelles peuvent nuire à la précision | Série de tolérances, méthode d'inspection, plan d'ébauche et de finition |
| Usinage à grand volume | Le 303 peut améliorer l'usinabilité | Résistance à la corrosion inférieure à celle de l'acier 304 | La norme 303 répond-elle aux exigences en matière d'environnement et de sécurité ? |
| Exposition au chlorure | L'acier 316 offre de meilleures performances que l'acier 304 dans les environnements chlorés | Le 316 est plus difficile à usiner que le 304 | Intensité de l'exposition, finition, passivation, contrôle |
| Contrôle des coûts | Une longue durée de vie peut réduire le coût du cycle de vie | Une vitesse de coupe plus faible et les coûts d'outillage peuvent faire augmenter le coût des pièces | Choix de la qualité, simplification géométrique, exigences de finition |

L'acier inoxydable peut-il être usiné par commande numérique pour votre pièce ?
La plupart des nuances d'acier inoxydable utilisées dans l'industrie peuvent être usinées par commande numérique, mais toutes ne conviennent pas de la même manière à toutes les pièces. La faisabilité dépend de la nuance, de l'état du matériau, de la géométrie, des tolérances, de l'état de surface, de l'accès au liquide de refroidissement et du type d'opération.
Une pièce simple en acier inoxydable présentant des ouvertures comporte généralement moins de risques. Une pièce en acier 316 à parois minces, dotée de trous profonds, exigeant une grande planéité et une finition soignée, présente quant à elle un risque bien plus élevé.
Quelles nuances d'acier inoxydable sont couramment utilisées pour l'usinage CNC ?
Les nuances d'acier inoxydable couramment usinées par CNC comprennent les nuances 303, 304, 316, 316L, 430 et l'acier inoxydable 17-4, qui font partie des alliages les plus courants et largement utilisés dans la fabrication. Chaque nuance se distingue par un équilibre différent entre résistance à la corrosion, résistance mécanique, usinabilité et coût.
Le 304 est l'acier inoxydable à usage général le plus répandu. Il est souvent choisi lorsqu'une bonne résistance à la corrosion et une bonne formabilité sont requises, sans pour autant nécessiter la résistance accrue au chlorure offerte par le 316.
L'acier 316 est généralement choisi lorsque l'environnement contient des chlorures ou présente un risque de corrosion plus important. Il est utilisé dans les secteurs maritime, chimique, médical et agroalimentaire, mais il est généralement plus difficile à usiner que l'acier 304.
Le 303 est une nuance d'acier inoxydable à usinage facile. Il est souvent plus facile à usiner que le 304, car il est conçu pour offrir une meilleure formation des copeaux et un meilleur comportement à la coupe. En contrepartie, sa résistance à la corrosion est inférieure à celle du 304.
En termes de classement pratique de l'usinabilité, l'acier 303 à usinage facile est généralement le plus facile à usiner parmi les nuances courantes évoquées ici, suivi par le 304, puis le 316, les nuances duplex nécessitant généralement la vérification la plus rigoureuse des processus. Ce type de classement ne constitue qu'un point de départ, car l'état du matériau, la géométrie de la pièce, la profondeur du trou, la taille du filetage et la rigidité de la machine peuvent modifier considérablement le risque réel.
La nuance 430 de la série 400, un acier inoxydable martensitique, peut constituer une option valable lorsque la réactivité magnétique, le coût réduit et une résistance modérée à la corrosion correspondent aux besoins de l'application ; toutefois, elle ne doit pas être considérée comme un simple substitut aux nuances austénitiques dans des environnements plus exigeants. Le 303 ne doit pas non plus être considéré comme un “ 304 plus rapide ”, car sa composition chimique facilitant l'usinage peut créer des limites dans les applications où la corrosion est un facteur critique, dans le soudage ou dans les applications en aval étroitement contrôlées.
L'acier inoxydable 17-4 durci par précipitation est utilisé lorsque la résistance mécanique et les propriétés structurelles de l'acier constituent des exigences essentielles ; toutefois, l'usinabilité, le risque de déformation et la planification des contrôles dépendent fortement de l'état et du traitement thermique plutôt que de la seule désignation de la nuance. Les acheteurs doivent vérifier si l'usinage sera effectué à l'état de solution ou à l'état vieilli et s'assurer que l'état final requis est indiqué sur le dessin et le certificat de matériau.
En quoi l'usinabilité diffère-t-elle entre l'acier inoxydable 303 et l'acier inoxydable 304 ?
La principale différence entre l'usinabilité de l'acier inoxydable 303 et celle de l'acier inoxydable 304 réside dans le comportement des copeaux. Le 303 est conçu pour faciliter l'usinage ; il se coupe donc de manière plus prévisible et permet de réduire la charge sur l'outil dans les applications appropriées.
Le 304 est plus courant, mais il est plus difficile à usiner. Il peut produire des copeaux filiformes, dégager de la chaleur et demander beaucoup d'efforts si l'outil frotte au lieu de couper. Cela peut rendre le 304 plus exigeant lors du tournage, du fraisage, du perçage et du taraudage.
Il ne faut pas choisir le 303 uniquement parce qu'il s'usine plus rapidement. Si la pièce nécessite la résistance à la corrosion du 304, le 303 peut présenter un risque en service. Le choix approprié dépend de la question de savoir si l'environnement permet un compromis en matière de corrosion.
Différences d'usinage entre l'acier inoxydable 304 et l'acier inoxydable 316
Les différences d'usinage entre l'acier inoxydable 304 et le 316 sont principalement liées à la ténacité, à la résistance à la corrosion, à la chaleur au niveau de l'arête de coupe, ainsi qu'à la manière dont chaque nuance se prête à l'usinage de pièces de précision en acier inoxydable 304 et de composants sur mesure en acier inoxydable 316. Le 316 est choisi car il offre une meilleure résistance dans les environnements contenant du chlorure que le 304. Cet avantage s'accompagne toutefois d'un inconvénient en termes d'usinage.
La raison pour laquelle l'acier inoxydable 316 est plus difficile à usiner que le 304 tient à son comportement à l'usinage. Il est plus résistant sous l'outil, peut se montrer moins indulgent lors du perçage et du taraudage, et nécessite souvent un contrôle plus minutieux de la vitesse, de l'avance, du liquide de refroidissement et de l'évacuation des copeaux.
Pour une pièce qui ne nécessite qu'une résistance générale à la corrosion, l'acier 304 peut constituer le choix le plus judicieux. En cas d'exposition aux chlorures, l'acier 316 peut se justifier, même si cela entraîne une augmentation des coûts d'usinage et des délais de livraison.
Liste de contrôle : facteurs de faisabilité à prendre en compte avant de choisir l'acier inoxydable pour l'usinage CNC
Avant de choisir l'acier inoxydable pour l'usinage CNC, tenez compte des facteurs suivants :
- Environnement : humidité, chlorures, produits chimiques de nettoyage, température et matériaux en contact.
- Nuances : 303, 304, 316, 430, 17-4 ou duplex, selon le cas.
- Géométrie : trous profonds, parois minces, angles internes aigus, petits filetages, éléments longs sans appui.
- Tolérance : déterminer si la pièce nécessite un contrôle dimensionnel standard ou un usinage de précision présentant un risque de déformation.
- Finition de surface : qu'il s'agisse d'une finition fonctionnelle, esthétique, d'étanchéité ou passivée.
- Accès des outils : les outils peuvent-ils atteindre toutes les surfaces sans créer de longs porte-à-faux ni provoquer de vibrations ?.
- Accès au liquide de refroidissement : le liquide de refroidissement, qu'il s'agisse d'un système à baignoire ou à haute pression, peut-il atteindre la zone de coupe ?.
- Évacuation des copeaux : en particulier pour les cavités, les rainures, les trous borgnes et les perçages profonds.
- Inspection : déterminer si les éléments sensibles à la corrosion ou soumis à des tolérances strictes nécessitent des contrôles supplémentaires.

Comment fonctionne concrètement l'usinage CNC de l'acier inoxydable
Dans la pratique, l'usinage de l'acier inoxydable repose moins sur des paramètres de coupe extrêmes que sur la maîtrise du processus. L'outil doit rester en contact avec la pièce pour assurer une coupe stable. La machine et le système de serrage doivent résister aux vibrations. Le liquide de refroidissement doit évacuer la chaleur et les copeaux. Il faut éviter tout frottement, car celui-ci peut durcir la surface et rendre la passe suivante plus difficile.
Les paramètres de départ doivent être définis à partir des données fournies par le fabricant d'outils pour la nuance et l'opération concernées, car la stabilité du processus d'usinage de l'acier inoxydable est très sensible à la géométrie de l'outil, au débit du liquide de refroidissement et à la rigidité de la machine. En pratique, les machines plus légères nécessitent généralement des paramètres plus prudents et une profondeur d'engagement moindre que les plateformes de production rigides, et le perçage profond ou le taraudage de petits trous dans le 316 nécessite une vérification distincte plutôt que de supposer que le même processus que celui utilisé pour le 303 ou le 304 s'applique.
Causes de l'écrouissage lors du tournage de l'acier inoxydable
Les principales causes de l'écrouissage lors du tournage de l'acier inoxydable sont le frottement de l'outil, les coupes trop légères qui ne permettent pas la formation d'un copeau correct, les arêtes de coupe émoussées et des conditions de réglage instables. Les aciers inoxydables austénitiques y sont particulièrement sensibles.
Le durcissement par déformation désigne le phénomène par lequel la surface du matériau devient plus dure après avoir été déformée. En tournage, cela peut se produire lorsque la plaquette glisse sur la surface au lieu de cisailler proprement le matériau. La passe suivante vient alors usiner une couche plus dure, ce qui accélère l'usure de l'outil et peut nuire à la qualité de la finition de surface.
Pour limiter l'écrouissage, la coupe doit être nette et régulière. Un outil bien affûté, une avance correcte, une profondeur de coupe adaptée et un serrage rigide de la pièce permettent à l'outil de couper sous la couche durcie plutôt que de la polir.
Équipement requis : outils en carbure, en céramique, revêtus de TiAlN et de TiCN, et dispositifs de serrage rigides
L'usinage CNC de l'acier inoxydable nécessite généralement un outillage hautement performant. Les outils en carbure et les fraises à queue sont couramment utilisés, car ils supportent des charges de coupe plus élevées, ce qui en fait le choix idéal pour maîtriser les techniques d'usinage appropriées sur les nuances d'acier inoxydable à haute résistance. Les outils en céramique peuvent être utilisés dans certaines applications, mais ils exigent des conditions d'usinage et un contrôle des processus adaptés.
Des revêtements tels que le TiAlN et le TiCN sont utilisés pour améliorer la résistance à l'usure et la résistance à la chaleur. La géométrie de l'outil joue également un rôle important. Des brise-copeaux sont souvent nécessaires, car l'acier inoxydable peut produire des copeaux longs et résistants.
Un serrage rigide est indispensable pour les pièces difficiles à usiner en acier inoxydable. Si le dispositif de serrage laisse la pièce bouger, l'outil risque de vibrer. Ces vibrations peuvent endommager la pièce, user l'outil et nuire à la qualité de la finition de surface. Un porte-à-faux réduit de l'outil, un serrage stable et une structure de machine solide permettent tous de réduire ce risque.
Gestion du liquide de refroidissement et de la chaleur : refroidissement par immersion ou par haute pression
Le liquide de refroidissement joue un rôle essentiel dans l'usinage CNC de l'acier inoxydable, car l'accumulation de chaleur affecte la durée de vie des outils, le contrôle des copeaux et la précision dimensionnelle. On utilise généralement un système de refroidissement par immersion pour évacuer la chaleur de la zone de coupe et chasser les copeaux.
L'utilisation d'un liquide de refroidissement à haute pression peut s'avérer utile lorsque les copeaux sont difficiles à évacuer, notamment lors du perçage, du rainurage, de l'alésage et de l'usinage de poches profondes. Dans certaines configurations, elle permet de briser ou d'évacuer les copeaux plus efficacement que le refroidissement par immersion.
Le choix entre un système de refroidissement par barbotage et un système de refroidissement à haute pression dépend de la géométrie de la pièce, du comportement des copeaux, du type d'outil et de l'accès à l'arête de coupe. Un mauvais écoulement du liquide de refroidissement peut entraîner une accumulation de chaleur au niveau de la pointe de l'outil, ce qui augmente l'usure et peut entraîner une dérive dimensionnelle.
Les défis liés au perçage de trous profonds dans les pièces en acier inoxydable
Les difficultés liées au perçage de trous profonds dans des pièces en acier inoxydable sont dues à la chaleur, à l'accumulation de copeaux, à la déviation de l'outil et à l'écrouissage. Un trou profond retient les copeaux et limite l'accès du liquide de refroidissement. Si les copeaux ne parviennent pas à sortir du trou, ils peuvent rayer l'alésage, bloquer l'outil ou casser le foret.
Les copeaux d'acier inoxydable sont durs et filandreux ; le perçage nécessite donc souvent une stratégie de perçage par à-coups minutieuse, un bon débit de liquide de refroidissement, une géométrie de foret adaptée et un contrôle efficace des copeaux. Les trous borgnes peuvent s'avérer plus difficiles à percer que les trous traversants, car les copeaux ont moins de possibilités de s'échapper.
Les trous profonds doivent être examinés dès les premières étapes de la conception. Si la profondeur d'un trou est importante par rapport au diamètre de l'outil, l'acheteur doit vérifier si ce trou peut être réalisé par perçage standard, perçage étagé, perçage au canon ou tout autre procédé contrôlé.

Avantages et limites des pièces CNC en acier inoxydable
Les pièces en acier inoxydable usinées par CNC offrent une longue durée de vie, une bonne résistance à la corrosion et une grande résistance mécanique. Leurs limites sont liées à la complexité de l'usinage, à la chaleur, à l'usure des outils, aux bavures et aux contraintes propres à chaque nuance.
Le choix judicieux dépend de la question de savoir si les avantages fonctionnels de l'acier inoxydable justifient le coût et les risques liés au processus.
La meilleure nuance d'acier inoxydable pour les pièces usinées résistantes à la corrosion
Le choix de la meilleure nuance d'acier inoxydable pour les pièces usinées résistantes à la corrosion dépend de l'environnement. Pour une résistance générale à la corrosion, on utilise souvent la nuance 304. Dans les environnements contenant du chlorure, on privilégie souvent la nuance 316, car elle offre une meilleure résistance à la corrosion au chlorure que la nuance 304.
L'acier 303 est peut-être plus facile à usiner, mais il offre une résistance à la corrosion inférieure à celle de l'acier 304. Il est donc moins adapté aux pièces exposées à des nettoyants agressifs, au sel ou à des fluides corrosifs.
Dans les environnements fortement corrosifs, l'acier inoxydable duplex peut être envisagé à la place du 316, mais le choix doit se fonder sur les fiches techniques des matériaux et les exigences d'utilisation, et non uniquement sur la désignation de la nuance.
Pourquoi l'acier inoxydable 316 est-il plus difficile à usiner que le 304 ?
L'acier 316 est plus difficile à usiner que l'acier 304, car il offre une plus grande résistance à la coupe et se montre souvent moins indulgent en cas de mauvaise gestion de la chaleur et des copeaux. Il peut entraîner une usure plus rapide de l'outil si celui-ci frotte ou si des copeaux restent dans la zone de coupe.
Cela ne signifie pas pour autant qu'il faille éviter l'acier 316. Cela signifie simplement que le plan d'usinage doit tenir compte d'un enlèvement de matière plus lent, de l'utilisation d'outils en carbure revêtus, d'une meilleure alimentation en liquide de refroidissement et d'une inspection minutieuse des éléments critiques.
Si une résistance à la corrosion chlorhydrique est requise, le fait d'opter pour l'acier 304 uniquement dans le but de réduire les coûts d'usinage peut entraîner un risque accru sur l'ensemble du cycle de vie.
Limites de l'usinage CNC des aciers inoxydables austénitiques
Les limites de Fraisage CNC Les aciers inoxydables austénitiques présentent des risques d'écrouissage, d'accumulation de chaleur, de copeaux filiformes, de formation de bavures et de déformation potentielle dans les sections minces. Les nuances austénitiques telles que le 304 et le 316 sont ductiles ; elles peuvent donc présenter des traces de frottement ou se déchirer si l'outil est émoussé ou si l'avance n'est pas adaptée.
Les parois minces et les éléments souples sont particulièrement sensibles. Les forces de fraisage peuvent déformer la pièce pendant l'usinage. Une fois le serrage relâché, la pièce peut bouger légèrement en raison de la modification des contraintes résiduelles.
Le risque augmente encore davantage lorsqu'une pièce combine des parois minces, de longues parties non soutenues, des trous profonds ou de petits filetages avec des nuances austénitiques ductiles, car le desserrage des serre-joints, les contraintes résiduelles dans le matériau et la chaleur générée par l'usinage peuvent modifier la géométrie de différentes manières. La planéité des sections minces, la coaxialité après plusieurs opérations, la position des trous profonds et la qualité des trous taraudés sont des points de vérification courants qui doivent être contrôlés avant la mise en service.
Les conceptions comportant des angles internes aigus, des rainures étroites et profondes ou des nervures fines doivent faire l'objet d'une évaluation de la faisabilité de fabrication avant que le choix de la nuance ne soit définitivement arrêté.
Matrice : compromis entre durabilité, résistance à la corrosion, usinabilité et cycle de vie
| Grade | Durabilité | Résistance à la corrosion | Usinabilité | Meilleure adéquation | Principal compromis |
|---|---|---|---|---|---|
| 303 | Moyen à bon | Inférieur à 304 | Mieux que le 304 | Pièces à fort volume d'usinage et à faible exposition | Résistance à la corrosion réduite |
| 304 | Bon | Bonne résistance générale | Modéré | Pièces industrielles en acier inoxydable | Durcissement par déformation et maîtrise des copeaux |
| 316 | Bon | Plus performant dans les environnements chlorés | Plus difficile que le 304 | Exposition à des substances corrosives ou à des chlorures | Une plus grande difficulté d'usinage |
| 430 | En fonction de l'application | En fonction de l'application | Compatible avec les machines à commande numérique | Quelques applications de l'acier inoxydable ferritique | Ne remplace pas directement les aciers 304/316 |
| 17 avril | Concentration maximale | En fonction de l'application | Nécessite une bonne organisation | Composants usinés robustes | Une résistance accrue peut entraîner des exigences d'usinage plus élevées |
| Duplex | Haute résistance et résistance à la corrosion | Résistant aux environnements corrosifs spécifiques | Nécessite une planification adaptée à chaque niveau scolaire | Conditions d'utilisation difficiles où l'acier 316 pourrait ne pas suffire | Vérification des matériaux et de l'usinage requise |
Risques courants de défaillance dans l'usinage de l'acier inoxydable
La plupart des défaillances liées à l'usinage de l'acier inoxydable sont dues au procédé et non au matériau. Le matériau est performant, mais le procédé peut ne pas permettre de maîtriser la chaleur, l'évacuation des copeaux, l'usure de l'outil ou le déplacement de la pièce.
Facteurs influant sur l'usure des outils lors de l'usinage CNC de l'acier inoxydable
Les principaux facteurs influant sur l'usure des outils lors de l'usinage CNC de l'acier inoxydable comprennent la nuance du matériau, la dureté, la vitesse de coupe, l'avance, la profondeur de coupe, le revêtement de l'outil, l'alimentation en liquide de refroidissement, le contrôle des copeaux et la rigidité du montage.
Un outil émoussé augmente la force de coupe et la chaleur. Dans le cas de l'acier inoxydable, cela peut déclencher un cercle vicieux : écrouissage, usure accrue de l'outil, finition médiocre et contrôle des dimensions insuffisant. Les copeaux longs et filandreux peuvent également endommager l'arête de coupe ou provoquer un ré-usinage de la surface.
L'usure des outils doit être prise en compte lors de l'établissement du devis et de la planification du processus. Une pièce comportant de nombreux petits trous, filetages et coupes interrompues use souvent les outils plus rapidement qu'un simple arbre tourné.
Comment l'accumulation de chaleur affecte la précision lors de l'usinage de l'acier inoxydable
L'accumulation de chaleur affecte la précision de l'usinage de l'acier inoxydable principalement par le biais de la dilatation thermique, de l'usure de l'outil et du déplacement de la pièce. Si la chaleur reste dans la zone de coupe, l'outil et la pièce peuvent changer de dimensions pendant l'usinage. La pièce mesurée peut alors se décaler après refroidissement.
La chaleur affaiblit également le tranchant et peut endommager les revêtements. Cela peut modifier la taille effective de l'outil, ce qui a une incidence sur les perçages, les rainures, les poches et les diamètres de tournage.
La stratégie de lubrification, les passes de finition, l'état de l'outil et la stabilité de la synchronisation des cycles contribuent tous à limiter ce risque.
Problèmes liés à la finition de surface lors de l'usinage CNC de l'acier inoxydable
Les problèmes de finition de surface lors de l'usinage CNC de l'acier inoxydable se manifestent souvent par des déchirures, des traces de graisse, des marques de vibration, des traces de surépaisseur ou des rayures causées par les copeaux. Ces problèmes sont plus fréquents lorsque les outils sont émoussés, que les forces de coupe sont instables ou que les copeaux ne sont pas évacués.
Les finitions fonctionnelles requièrent une attention particulière. Une surface d'étanchéité, une surface de glissement ou une surface en contact avec des éléments sanitaires peut nécessiter davantage qu'une simple finition lisse à l'œil nu. Elle peut nécessiter des trajectoires d'outils contrôlées, l'élimination des bavures, un nettoyage et une passivation.
Si l'état de surface est un critère essentiel, il convient de le préciser dans le plan. Des indications vagues concernant l'état de surface peuvent entraîner un décalage entre l'intention de conception et le processus d'usinage.
Problèmes courants liés à la formation de bavures lors du fraisage de l'acier inoxydable
Les problèmes courants liés à la formation de bavures lors du fraisage de l'acier inoxydable sont dus à la ductilité du matériau et aux conditions de sortie de l'outil. L'acier inoxydable ayant tendance à se déformer avant de se rompre, des bavures peuvent se former le long des arêtes, des fentes, des trous transversaux et des éléments de faible épaisseur.
Les bavures peuvent nuire à l'assemblage, à l'étanchéité, au nettoyage et à la sécurité. Elles revêtent une importance particulière dans les composants destinés aux secteurs médical, alimentaire, de la robotique et de la gestion des fluides.
L'ébavurage doit être intégré dès le début au plan de fabrication, et non pas être considéré comme une étape secondaire. Les petites bavures internes pouvant être difficiles à éliminer après l'usinage, il convient de vérifier l'accessibilité des éléments lors de la revue de conception.
Corrosion, état de surface et risques liés à l'usinage
La résistance à la corrosion de l'acier inoxydable n'est pas seulement une propriété inhérente au matériau lui-même. Elle dépend également de l'état de la surface. L'usinage peut laisser des marques d'outils, des impuretés incrustées, des zones affectées par la chaleur ou des particules de fer à la surface.
Évolution de la résistance à la corrosion après l'usinage CNC de l'acier inoxydable
La façon dont la résistance à la corrosion évolue après l'usinage CNC de l'acier inoxydable dépend de la nuance, des dommages superficiels, des conditions de coupe, du liquide de refroidissement, du nettoyage et du traitement post-usinage. Une surface usinée peut ne pas offrir les mêmes performances qu'une barre brute non usinée si des impuretés ou des dommages superficiels persistent.
L'usinage met à nu le matériau et peut modifier la texture de la surface. Les surfaces rugueuses ont tendance à retenir plus facilement les contaminants ou les fluides de traitement que les surfaces lisses. Les bavures et les rayures peuvent créer de petites zones où la corrosion s'installe plus rapidement.
Pour les pièces sensibles à la corrosion, l'état de la surface doit être considéré comme une exigence technique et non comme un simple détail esthétique.
L'influence de la passivation de surface sur la résistance à la corrosion des pièces usinées en acier inoxydable
L'influence de la passivation de surface sur la résistance à la corrosion des pièces usinées en acier inoxydable est liée au film de surface de l'acier inoxydable. La passivation sert à nettoyer et à rétablir l'état de surface résistant à la corrosion après l'usinage.
La passivation peut s'avérer nécessaire lorsque la pièce est amenée à entrer en contact avec des fluides médicaux, des produits alimentaires, des produits chimiques de nettoyage ou des environnements contenant du chlorure. Elle peut également s'avérer importante lorsque les pièces usinées doivent résister aux taches ou à la rouille pendant leur utilisation.
La nécessité d'une passivation doit être indiquée dans le plan ou le cahier des charges. Si la passivation est supposée mais non spécifiée, la surface livrée risque de ne pas répondre aux exigences d'utilisation.
Effets de l'exposition au chlorure sur les composants usinés en acier inoxydable 316
L'impact de l'exposition au chlorure sur les pièces usinées en acier inoxydable 316 est l'une des principales raisons pour lesquelles on préfère le 316 au 304. Le 316 offre une meilleure résistance à la corrosion dans les environnements chlorurés que le 304, mais cela ne signifie pas pour autant qu'il soit à l'abri de la corrosion.
La finition de surface, la passivation, les crevasses, les accumulations de liquide et les produits de nettoyage peuvent tous avoir une incidence sur les performances en service. Un composant usiné en acier 316 présentant des rayures profondes, des crevasses acérées ou un nettoyage insuffisant peut tout de même présenter un risque.
En cas d'exposition au chlorure, le choix de la nuance doit s'accompagner d'un contrôle de l'état de la surface et de caractéristiques de conception permettant d'éviter l'accumulation de fluides.
Note de référence : organismes de normalisation et fiches techniques des matériaux concernant les exigences en matière de passivation et de corrosion
La passivation doit être liée à une norme et à des exigences de procédé spécifiques plutôt que d'être mentionnée de manière générique, car le nettoyage, l'élimination du fer libre et la méthode de vérification ont une incidence sur le résultat. La rugosité de surface, les impuretés incrustées et les géométries présentant des interstices peuvent également modifier le comportement à la corrosion ; par conséquent, la finition, le nettoyage et la passivation doivent être spécifiés conjointement lorsque la surface joue un rôle fonctionnel essentiel.
Pour les pièces soumises à une réglementation ou liées à la sécurité, le dessin doit préciser la norme requise plutôt que d'utiliser des termes vagues tels que “ finition résistante à la corrosion ”.”
Facteurs de coût, de tolérance et de délai d'exécution
Le coût de l'usinage CNC de l'acier inoxydable dépend à la fois du coût des matériaux et des coûts de fabrication. L'acier inoxydable offre certes une longue durée de vie, mais il nécessite souvent un usinage plus minutieux que l'aluminium, le laiton ou certains aciers au carbone.
Quels sont les facteurs qui influencent le coût des pièces sur mesure en acier inoxydable usinées par CNC ?
Les facteurs qui influent sur le coût des pièces en acier inoxydable usinées sur mesure par CNC comprennent la nuance de l'acier, les dimensions du matériau de base, la géométrie, les tolérances, l'état de surface, l'accessibilité pour l'outillage, le nombre de réglages, les besoins en liquide de refroidissement, l'ébavurage, la passivation et le contrôle qualité.
La nuance de l'acier ne représente qu'une partie du coût. Une nuance bon marché avec une géométrie complexe peut s'avérer plus coûteuse à usiner qu'une nuance plus onéreuse présentant des caractéristiques simples. Les trous profonds, les parois minces, les cavités étroites et les nombreux trous taraudés augmentent la durée d'usinage et l'usure des outils.
Les mesures de réduction des coûts doivent viser à réduire la complexité inutile tout en préservant le niveau de performance requis des services.
Risques de déformation des pièces en acier inoxydable usinées avec précision
Les risques de déformation des pièces en acier inoxydable usinées avec précision sont plus élevés lorsque celles-ci présentent des parois minces, un enlèvement de matière irrégulier, de longues sections non soutenues ou des exigences strictes en matière de planéité. À mesure que la matière est enlevée, les contraintes internes peuvent se redistribuer. La pression de serrage peut également provoquer la déformation des pièces minces pendant l'usinage.
Le risque de déformation peut être réduit grâce à un ébauche équilibrée, à une planification de l'installation tenant compte des contraintes, à un montage adapté et à des passes de finition effectuées après un enlèvement important de matière. Pour les pièces de précision, le contrôle doit vérifier si la pièce est mesurée dans les mêmes conditions que celles dans lesquelles elle sera utilisée.
Comment la dureté de la matière, le contrôle des copeaux, le liquide de refroidissement et l'outillage influencent les délais de fabrication
La dureté et la ténacité du matériau déterminent la vitesse à laquelle celui-ci peut être enlevé. Le contrôle des copeaux influe sur la régularité du processus. Le liquide de refroidissement a une incidence sur la chaleur, la durée de vie de l'outil et la réussite du perçage. L'outillage détermine la fréquence à laquelle les outils doivent être remplacés ou réglés.
La fabrication d'une pièce en acier 316 comportant des trous profonds et nécessitant une finition soignée peut prendre plus de temps que celle d'une pièce identique en acier 303 ou 304. Les délais de livraison peuvent également s'allonger lorsque des opérations de passivation, d'inspection spéciale ou d'ébavurage des surfaces internes sont requises.
La première mesure la plus utile consiste à envoyer des plans complets accompagnés des indications relatives aux matériaux, aux finitions, aux tolérances et aux contrôles. Les informations manquantes entraînent souvent plus de retards que l'usinage lui-même.
Tableau : facteurs de coût au niveau sectoriel pour l'usinage CNC de l'acier inoxydable
| Inducteur de coûts | Pourquoi c'est important | Orientation de l'impact sur les coûts |
|---|---|---|
| Sélection de la classe | Les aciers 316 et 17-4 peuvent nécessiter un usinage plus précis que le 303 | Peut allonger la durée d'usinage et l'utilisation des outils |
| Géométrie des pièces | Les trous profonds, les cavités, les parois minces et les petits filetages augmentent les risques | Augmente le temps de réglage et la durée des cycles |
| Tolérance | Des tolérances serrées exigent des processus stables et davantage de contrôles | Accroît les besoins en matière de contrôle des processus |
| Finition de la surface | Une finition fine ou fonctionnelle peut nécessiter des passes de finition | Allonge la durée de l'usinage et du contrôle |
| Outillage | Il peut être nécessaire d'utiliser des outils en carbure revêtu, des outils en céramique et des brise-copeaux | Cela augmente les coûts d'outillage, mais peut réduire le nombre de défaillances |
| Alimentation en liquide de refroidissement | Il peut être nécessaire d'utiliser un jet d'eau ou un liquide de refroidissement sous haute pression | Influence la durée de vie de l'outil et la réussite du forage |
| Ébavurage | Les résidus d'acier inoxydable peuvent être difficiles à éliminer | Ajoute un travail manuel ou secondaire |
| Passivation | Indispensable pour de nombreuses pièces sensibles à la corrosion | Ajoute un traitement post-usinage |
| L'inspection | Les cotes critiques et la finition doivent être vérifiées | Allonge la durée du contrôle qualité |

Applications et cas d'utilisation par niveau scolaire
Les pièces en acier inoxydable usinées par CNC sont utilisées dans les applications où la résistance mécanique, la résistance à la corrosion, la propreté et la durabilité sont essentielles. L'adéquation à l'application dépend de la nuance d'acier et des conditions d'utilisation de la pièce.
Applications dans les secteurs médical, aérospatial, de la robotique, de l'agroalimentaire et des équipements lourds
Les instruments médicaux sont souvent fabriqués en acier inoxydable, car la résistance à la corrosion, la finition de surface et la propreté sont des critères essentiels. Dans le domaine aérospatial, l'acier inoxydable est utilisé pour les pièces où la résistance mécanique, la résistance à l'oxydation et l'exposition aux conditions environnementales sont des facteurs déterminants. En robotique, l'acier inoxydable est utilisé pour les arbres, les supports, les effecteurs terminaux, les boîtiers et les pièces soumises à l'usure.
Les équipements destinés à l'industrie agroalimentaire nécessitent souvent des pièces en acier inoxydable, car la résistance au lavage et à la corrosion est essentielle. Dans les applications impliquant des équipements lourds, on utilise de l'acier inoxydable lorsque les composants exposés doivent résister à la corrosion, à la pression ou à des conditions d'utilisation difficiles.
Dans chaque secteur d'activité, le choix de la nuance doit être adapté à l'environnement d'utilisation et aux normes en vigueur. L'usinage CNC permet d'obtenir la géométrie requise, mais l'état de la pièce après usinage est souvent tout aussi important que ses dimensions.
Quand l'acier inoxydable 17-4 est un meilleur choix que le 316 pour les pièces usinées
Lorsque l'acier inoxydable 17-4 s'avère un meilleur choix que le 316 pour les pièces usinées, c'est généralement pour des raisons de résistance. Si la pièce doit supporter des charges plus importantes ou résister à la déformation, le 17-4 peut être un meilleur choix que le 316.
L'acier 316 est souvent choisi pour sa résistance à la corrosion chlorhydrique. Si l'exposition au chlorure n'est pas le critère principal de conception et que la résistance mécanique prime, l'acier 17-4 peut offrir un meilleur compromis.
Cette décision doit tenir compte de la résistance requise, de l'environnement corrosif, des conditions de traitement thermique, du comportement à l'usinage et des besoins en matière de contrôle.
Compromis entre résistance mécanique et usinabilité de l'acier inoxydable 17-4
Le compromis entre résistance mécanique et usinabilité de l'acier inoxydable 17-4 dépend de l'état du matériau et de la géométrie de la pièce. Une résistance mécanique plus élevée peut améliorer les performances en service, mais elle peut également accroître les forces de coupe et l'usure des outils.
Il convient d'examiner attentivement la nuance 17-4 pour les parois minces, les tolérances serrées et les éléments susceptibles de se déformer après l'enlèvement de matière. Bien qu'elle puisse convenir aux pièces soumises à des contraintes importantes, elle ne constitue pas la solution par défaut pour les applications où seule la résistance à la corrosion est requise.
Lorsque l'acier inoxydable ferritique ne convient pas aux pièces usinées par CNC
L'acier inoxydable ferritique peut ne pas convenir aux pièces usinées par CNC lorsque l'application exige les propriétés de résistance à la corrosion, la ductilité ou le profil de service propres aux nuances austénitiques telles que le 304 ou le 316. Il peut également ne pas convenir lorsque le cahier des charges du client exige une autre famille d'aciers inoxydables.
Le 430 peut être utilisé dans des applications CNC, mais son remplacement ne doit pas se faire sans une analyse technique préalable. L'acheteur doit comparer les fiches techniques, la résistance à la corrosion, les besoins en matière de formage et les exigences d'assemblage avant de valider une nuance ferritique.
Comment choisir la bonne stratégie d'usinage CNC de l'acier inoxydable
Une bonne stratégie d'usinage CNC de l'acier inoxydable commence par l'analyse des conditions d'utilisation, puis passe à la nuance, à la géométrie, à l'outillage, au liquide de refroidissement, à la finition et au contrôle qualité. Choisir d'abord la nuance et ne vérifier l'environnement qu'ensuite peut entraîner une refonte coûteuse du projet.
Faut-il opter pour l'acier inoxydable 303, 304, 316, 430 ou 17-4 ?
Optez pour le 303 lorsque l'usinabilité est primordiale et que l'environnement ne nécessite pas la résistance à la corrosion offerte par les nuances 304 ou 316.
Optez pour l'acier 304 lorsque la pièce doit présenter une résistance à la corrosion générale et de bonnes performances globales en tant qu'acier inoxydable.
Optez pour l'acier 316 lorsque l'exposition aux chlorures ou une résistance à la corrosion plus élevée est une exigence essentielle.
Ne choisissez le 430 que si ses propriétés d'acier inoxydable ferritique correspondent à la conception et aux spécifications.
Optez pour l'acier 17-4 lorsque la résistance mécanique est un critère essentiel et que l'environnement est peu corrosif.
Acier duplex ou acier inoxydable 316 pour les environnements corrosifs
Le choix entre l'acier duplex et l'acier inoxydable 316 dans les environnements corrosifs doit être évalué en fonction des conditions d'exposition réelles. L'acier 316 est généralement privilégié dans les environnements chlorurés, mais les nuances duplex peuvent être envisagées lorsque les exigences en matière de résistance mécanique et de résistance à la corrosion sont plus élevées.
Le plan d'usinage pour l'acier duplex ne doit pas être copié tel quel à partir de celui du 316 sans avoir été revu. L'outillage, le liquide de refroidissement, les forces de coupe et le contrôle peuvent nécessiter des ajustements en fonction de la nuance exacte et de l'état de la pièce brute.
Arbre de décision : choix de la nuance en fonction de la résistance à la corrosion, de l'usinabilité, de la résistance mécanique et du coût
| Étape | Point de décision | Condition | Mesure recommandée / Matériel |
|---|---|---|---|
| 1 | Commencez par l'exposition des services | - | Commencer l'évaluation des matériaux |
| 2 | Présence de chlorures ou de corrosion agressive ? | Oui | Envisagez l'acier 316 ; envisagez l'acier duplex si les exigences en matière de résistance et de résistance à la corrosion sont plus élevées |
| Non | Passer à la décision suivante | ||
| 3 | La résistance est-elle le principal critère de conception ? | Oui | Considérez le paragraphe 17-4 |
| Non | Passer à la décision suivante | ||
| 4 | L'usinabilité est-elle le principal facteur influant sur les coûts ou les délais de livraison ? | Oui | Envisager le 303 si les exigences en matière de corrosion le permettent |
| Non | Passer à la décision suivante | ||
| 5 | Les performances générales de l'acier inoxydable sont-elles suffisantes ? | Oui | Considérez le 304 |
| Non | Norme 430, 17-4, duplex ou toute autre nuance spécifiée | ||
| 6 | Avant la sortie | - | Vérifier la finition et la passivation |
| Vérifiez les trous profonds, les parois minces et les bords susceptibles de présenter des bavures | |||
| Vérifier la stratégie de refroidissement et de gestion des copeaux | |||
| Définir les exigences en matière d'inspection |
Liste de contrôle pour l'acheteur : plans, tolérances, exigences de finition, stratégie de refroidissement et besoins en matière de contrôle
Une demande d'usinage CNC de l'acier inoxydable doit inclure un plan complet, la nuance du matériau, les exigences relatives à l'état du matériau (brut ou fini), les tolérances, l'état de surface, les instructions concernant l'ébavurage, les exigences en matière de passivation et les besoins en matière de contrôle.
Pour les pièces complexes, l'acheteur doit également signaler les trous profonds, les surfaces d'étanchéité, les zones sensibles à la corrosion et les surfaces esthétiques. Si la conception comporte des parois minces ou des éléments allongés, il convient de préciser si le contrôle de la déformation est essentiel.
La stratégie d'usinage doit être adaptée à la fonction de la pièce. Pour les pièces sensibles à la corrosion, vérifiez la passivation et l'état de la surface. Pour les pièces de précision, vérifiez les tolérances et la méthode de contrôle. Pour les pièces produites en grande série, vérifiez le choix du matériau et le contrôle des copeaux.
Conclusion
L'usinage CNC de l'acier inoxydable est possible pour de nombreux composants industriels, mais l'obtention d'un résultat optimal dépend de la compatibilité entre la nuance, la géométrie, l'outillage, le liquide de refroidissement, la finition et les exigences de contrôle.
Utilisez le 303 lorsque l'usinabilité est le critère principal et que les exigences en matière de résistance à la corrosion sont modérées. Utilisez le 304 pour les pièces en acier inoxydable à usage général. Utilisez le 316 lorsque la résistance aux chlorures est importante. Utilisez le 17-4 lorsque la résistance mécanique est plus importante que le choix par défaut du 316. N'envisagez l'acier duplex que lorsque l'environnement et les exigences de résistance le justifient.
Évitez de considérer l'acier inoxydable comme un substitut direct de l'aluminium, du laiton ou de l'acier au carbone sans tenir compte de la chaleur, de l'écrouissage, des bavures, des trous profonds et de l'état de surface. La démarche de conception la plus sûre consiste à définir d'abord l'environnement d'utilisation, puis à choisir la nuance et la stratégie d'usinage en fonction de ces exigences.
L'acier inoxydable peut s'avérer un mauvais choix lorsque les exigences en matière de résistance à la corrosion sont exagérées, que le poids de la pièce est soumis à des contraintes strictes, ou que la géométrie combine des parois minces, des cavités profondes et des tolérances serrées, ce qui se traduit par un rapport coût/risque défavorable. Avant de lancer l'appel d'offres, vérifiez la traçabilité de la nuance, l'état du stock, l'état de traitement thermique final le cas échéant, les exigences de passivation, les spécifications de rugosité de surface et les besoins d'inspection pour les éléments les plus susceptibles de bouger.
FAQ
Quelle nuance d'acier inoxydable est la mieux adaptée à l'usinage ?
Le 303 est largement reconnu comme la nuance d'acier inoxydable la plus facile à usiner, grâce à sa composition optimisée qui facilite la coupe et le contrôle des copeaux. Le 304 constitue le choix par excellence pour un usage général, offrant un bon compromis entre résistance à la corrosion et usinabilité au quotidien. Le 316 est le choix idéal pour les environnements difficiles exposés aux chlorures, au sel et à une forte corrosion.Il n'existe pas de nuance universelle qui convienne à tous les projets CNC en acier inoxydable. Votre choix final doit tenir compte de l'usinabilité, de la résistance à la corrosion, de la résistance structurelle et du coût global du projet.
Comment éviter l'écrouissage lors de l'usinage de l'acier inoxydable ?
Pour éviter l'écrouissage, il est essentiel de laisser l'outil couper proprement plutôt que de le faire frotter contre la surface du matériau. L'utilisation d'outils de coupe bien affûtés et d'un serrage rigide permet de créer des conditions de coupe stables qui empêchent l'écrouissage de surface. Des vitesses d'avance adaptées, une profondeur de coupe contrôlée et un apport suffisant de liquide de refroidissement contribuent également de manière significative à la stabilité.Il est essentiel d'éviter les outils émoussés et les coupes par frottement peu profondes tout au long du processus d'usinage. Ceci est particulièrement important lors du travail avec des nuances austénitiques résistantes telles que l'acier inoxydable 304 et 316.
Pourquoi l'acier inoxydable 316 est-il plus difficile à usiner que le 304 ?
L'acier inoxydable 316 est naturellement plus résistant et plus ductile lors de l'usinage, et bien plus sensible à l'accumulation de chaleur que le 304 standard. Une mauvaise gestion de la chaleur et un contrôle inadéquat des copeaux accélèrent l'usure des outils, nuisent à la qualité du perçage et entraînent des variations dimensionnelles des pièces.Il nécessite des réglages de vitesse et d'avance plus prudents ainsi qu'un contrôle plus strict du processus pour les opérations de perçage, de taraudage et de finition. Un accès fiable au liquide de refroidissement et une évacuation stable des copeaux sont essentiels pour un usinage fluide de l'acier inoxydable 316. Même si son usinage est plus difficile, le 316 reste le choix privilégié pour les pièces nécessitant une forte résistance à la corrosion chlorhydrique.
Quels traitements de surface sont utilisés pour les pièces CNC en acier inoxydable ?
La passivation est le traitement le plus couramment utilisé pour restaurer et préserver la résistance naturelle à la corrosion des pièces usinées en acier inoxydable. L'ébavurage est toujours nécessaire pour éliminer les arêtes vives et les bavures rugueuses laissées par les opérations de fraisage et de tournage CNC.Un nettoyage minutieux de la surface élimine les résidus d'usinage, les particules de fer libres et les contaminants qui nuisent aux performances à long terme. Des finitions de surface personnalisées et contrôlées sont également appliquées pour répondre aux exigences fonctionnelles en matière d'étanchéité, d'assemblage et d'aspect esthétique. Tous les traitements de surface nécessaires doivent être clairement définis à l'avance dans les plans des pièces et les spécifications techniques.
Comment réduire les coûts d'usinage de l'acier inoxydable ?
Vous pouvez réduire efficacement vos coûts en choisissant la nuance d'acier inoxydable la mieux adaptée à vos besoins réels. Évitez les tolérances trop strictes qui ne présentent aucun intérêt fonctionnel, car elles entraînent un allongement du temps d'usinage et une augmentation des frais d'inspection. Simplifiez les caractéristiques de conception complexes, telles que les trous profonds et étroits et les parois minces, afin de réduire la difficulté d'usinage et l'usure des outils.Ne spécifiez que l'état de surface dont vous avez réellement besoin, au lieu de surdimensionner des surfaces esthétiques non critiques. Ne lésinez jamais sur la passivation ou la nuance de matériau pour les pièces sensibles à la corrosion, sous peine de faire face à des défaillances coûteuses par la suite.