Esta guía sirve como introducción a la fundición de aluminio y cubre todo lo que necesita saber sobre la fundición de aluminio y metal, desde su definición básica y diferencias clave con el aluminio forjado hasta la selección de aleaciones, procesos de fundición, consideraciones de mecanizado y aplicaciones en el mundo real. Proporciona conocimientos prácticos de ingeniería que le ayudarán a evaluar, especificar e implementar componentes de fundición de aluminio de forma eficaz en la producción.
Qué es la fundición de aluminio y por qué es importante
Para entender el aluminio fundido hay que empezar por aclarar su definición básica y en qué se diferencia del aluminio forjado. Estas diferencias determinan directamente las opciones de diseño, las estrategias de mecanizado y el rendimiento en servicio en las aplicaciones industriales.
¿Qué es el aluminio fundido y en qué se diferencia del aluminio forjado?
En la fabricación, la fundición de aluminio suele consistir en verter aluminio fundido o inyectarlo en un molde y dejar que se solidifique hasta alcanzar la forma deseada. A diferencia del aluminio forjado, que se moldea en estado sólido mediante laminación, extrusión, forja o embutición.
Esta diferencia es importante porque la fundición y la forja crean estructuras internas, límites de diseño y necesidades de acabado diferentes. La fundición es un proceso muy versátil, por lo que el aluminio fundido puede producir formas que serían difíciles o costosas de mecanizar a partir de chapa, barra o extrusión. Las cavidades internas, las nervaduras, los resaltes y la geometría casi neta suelen ser más fáciles de moldear en una pieza de fundición. Por otra parte, los productos forjados suelen tener una estructura más controlada y direccional, lo que puede ser útil cuando se necesita una gran ductilidad, un comportamiento predecible a la fatiga o un control dimensional muy estricto.
En pocas palabras, el aluminio fundido suele elegirse cuando la complejidad de la forma y la consolidación de la pieza son importantes. El aluminio forjado suele elegirse cuando la pieza es lo bastante sencilla de mecanizar o cuando el perfil de propiedades mecánicas del material forjado se ajusta mejor.
Una fuente común de confusión es la denominación de las aleaciones. Algunas aleaciones forjadas conocidas, como la 6061, se utilizan ampliamente para el mecanizado y las estructuras soldadas, pero no suelen tratarse como la respuesta estándar cuando se habla de aleaciones de aluminio en fundición. En la práctica, las piezas de fundición suelen especificarse con aleaciones desarrolladas para el procesamiento en fundición en lugar de con los grados forjados comunes.
Aluminio fundido frente a aluminio: cuando la distinción afecta al diseño, el mecanizado y la vida útil
La frase aluminio fundido frente a aluminio suena simple, pero en ingeniería se trata en realidad de una comparación entre formas fundidas y forjadas de la misma familia de metales base. La distinción afecta al diseño de tres formas principales: libertad de geometría, riesgo de defectos y comportamiento tras el procesamiento.
Desde el punto de vista del diseño, las formas moldeadas permiten una mayor libertad de formas. Las paredes finas mezcladas con nervaduras, cavidades y elementos de montaje pueden integrarse a menudo en una sola pieza. Esto puede reducir el número de piezas ensambladas. Pero esta libertad conlleva límites de proceso. Las transiciones entre paredes, las secciones pesadas aisladas y las malas trayectorias de alimentación pueden aumentar el riesgo de contracción y porosidad. Por tanto, la forma debe diseñarse para la solidificación, no sólo para la función.
Desde el punto de vista del mecanizado, las piezas de fundición pueden ahorrar arranque de viruta, pero el comportamiento del mecanizado es menos uniforme que con la chapa o la barra forjadas. La microestructura variable, las diferencias de dureza de la piel y la porosidad oculta pueden afectar al taladrado, el roscado, la calidad de la rosca y el estado final de la superficie. Esta es una de las razones por las que los puntos de referencia críticos y las superficies de sellado suelen dejarse para un mecanizado secundario.
Desde el punto de vista de la vida útil, los componentes de fundición pueden funcionar muy bien cuando la aleación, la ruta de fundición y los controles de calidad se adaptan a la aplicación. Pero los defectos son más importantes en las piezas de fundición porque pueden actuar como iniciadores de grietas, vías de fuga o zonas débiles. El punto clave es que “aluminio” no es suficiente como material. La forma del producto y la ruta del proceso forman parte de la decisión de ingeniería.
Propiedades del aluminio fundido que influyen en las decisiones de ingeniería
Las propiedades del aluminio fundido que más importan no son sólo los valores básicos del material. Para la selección, los ingenieros suelen fijarse en un grupo de comportamientos vinculados.
La baja densidad y la resistencia a la corrosión del aluminio son dos de los principales impulsores de la selección de piezas de fundición. Permite reducir el peso de carcasas, cubiertas, soportes, cuerpos de bombas y piezas de transporte. Entre las diversas opciones de fundición disponibles, la moldeabilidad es otra de las principales ventajas del aluminio. El aluminio puede rellenar moldes complejos y admitir formas casi netas en varios métodos de fundición.
El comportamiento frente a la corrosión depende de la aleación, el entorno, el estado de la superficie y el contacto con otros metales. Los cloruros, el acoplamiento galvánico, los daños en el revestimiento, la humedad atrapada y las condiciones agresivas de pH pueden cambiar significativamente los resultados del servicio, por lo que debe revisarse la idoneidad de la corrosión para el montaje y la exposición reales. No considere el aluminio fundido uniformemente resistente a la corrosión en todas las condiciones industriales.
Al mismo tiempo, las decisiones de ingeniería deben tener en cuenta los límites. El aluminio fundido puede contener porosidad, inclusiones o variaciones estructurales locales. El estado de la superficie depende en gran medida del tipo de molde y del control del proceso. Las opciones de reparación pueden verse limitadas por el tipo de defecto, la composición química de la aleación y los requisitos de servicio. El rendimiento mecánico del aluminio también puede variar más que en el material forjado si el proceso de fundición no se controla estrictamente.
Así que cuando un comprador pregunta si el aluminio fundido es de buena calidad, la respuesta práctica es que la calidad depende menos de la palabra “fundido” y más de la elección de la aleación, el proceso, el diseño de la pieza y la disciplina de inspección.
Tabla: Aleaciones de aluminio habituales en fundición y sus factores de decisión típicos
| Familia de aleación / estilo de designación | Motivo típico de uso | Principales factores de decisión que hay que comprobar | Zonas comunes de precaución |
|---|---|---|---|
| Aleaciones de aluminio fundido que contienen silicio | Buena colabilidad y uso común en formas complejas | Fluidez, comportamiento de contracción, maquinabilidad, necesidades de estanqueidad a la presión | Sensibilidad a la porosidad, límites de soldadura, variación de las propiedades en función del tamaño de la sección |
| Aleaciones de aluminio-magnesio | Aplicaciones relacionadas con la corrosión y algunos usos marinos o al aire libre | Exposición a la corrosión, necesidades de soldabilidad, ruta de acabado | La dificultad de colada puede ser mayor que en las aleaciones más fluidas |
| Aleaciones de aluminio-cobre | Aplicaciones en las que puede buscarse una mayor resistencia | Objetivo de resistencia, ruta de tratamiento térmico, entorno de servicio | El comportamiento de la corrosión puede requerir un examen más detenido |
| Aleaciones fundidas tratables térmicamente | Cuando se necesita una mejora de la propiedad después de la fundición | Control del tratamiento térmico, riesgo de distorsión, plan de mecanizado final | Tiempo de proceso añadido y cambio dimensional tras el tratamiento térmico |
| Aleaciones para fundición de uso general | Uso generalizado en carcasas, cubiertas y piezas de equipos | Disponibilidad, equilibrio de costes, adecuación al proceso, experiencia en fundición | Puede no ser apto para tareas estructurales o de retención de presión exigentes sin validación. |
La denominación de la aleación de fundición debe estar vinculada a las especificaciones de la fundición y no confundirse con calidades de forja como 6061. Los compradores deben preguntar por la designación real de la aleación de fundición y su estado, ya que las familias de fundición, como las aleaciones Al-Si, se seleccionan por su fluidez, comportamiento de alimentación, respuesta al tratamiento térmico y comportamiento de mecanizado. Si los dibujos, presupuestos y registros de inspección utilizan sistemas de denominación diferentes, exija al proveedor que los asigne a una llamada de material controlada antes de la aprobación.

¿Se puede fabricar metal de fundición alu para su pieza?
Antes de pasar a la selección del proceso, el comportamiento de las aleaciones, las operaciones secundarias y la selección del diseño, es fundamental comprender cómo interactúa cada elemento para determinar si su componente encaja en un proyecto de fundición de aluminio.
Cómo elegir el método de fundición de aluminio adecuado para los objetivos de geometría, volumen y calidad
La elección del proceso entre los distintos métodos de fundición debe basarse en la complejidad de las características, la fase de producción, la carga de mecanizado y la sensibilidad a los defectos. La fundición en arena suele ser más tolerante con las piezas grandes y los cambios de diseño, mientras que los procesos como la fundición a la cera perdida, el molde permanente y la fundición a presión se eligen cuando la repetibilidad, los detalles más precisos o la mayor eficiencia de la producción justifican un control más estricto del proceso y un mayor compromiso con el utillaje. Si la pieza necesita retención de la presión, resistencia a la fatiga o un tratamiento térmico exhaustivo, considere la selección del proceso como una decisión de riesgo, no sólo de forma.
La fundición en arena suele considerarse cuando la pieza es más grande, de menor volumen o aún está cambiando durante el desarrollo. El utillaje es menos exigente que las rutas de utillaje permanente, y pueden formarse cavidades complejas con machos. La contrapartida es que el acabado superficial y la consistencia dimensional suelen ser menos refinados que con métodos de utillaje más duros.
La fundición a la cera perdida se suele considerar para producir piezas de aluminio con precisión para geometrías más pequeñas y detalladas en las que importa una definición más fina de la forma. Si el diseño tiene pasajes intrincados o detalles externos finos, la fundición a la cera perdida puede reducir el mecanizado posterior. Pero la ruta del proceso puede ser más sensible al coste y a la complejidad de manipulación.
La fundición en molde permanente se sitúa entre los moldes fungibles de bajo coste y la fundición a presión de alta velocidad. Suele ser útil cuando se necesita repetibilidad, mejor estado de la superficie y un volumen de producción moderado sin pasar a la mayor inversión en utillaje.
La fundición a presión se basa en equipos de fundición especializados y suele seleccionarse por sus elevados índices de producción y su capacidad para producir paredes finas, especialmente en el caso de las aleaciones no ferrosas. Puede producir una buena repetibilidad y características externas finas. Pero el gas atrapado, los límites de diseño de la matriz y las limitaciones de la aleación pueden afectar a la soldadura, el tratamiento térmico y el rendimiento de la presión.
Un proceso viable no es sólo el que puede fabricar la forma una vez. Es el que puede fabricarla repetidamente, con un riesgo de defectos aceptable y un plan de inspección práctico.
Diferentes aleaciones de aluminio y el impacto de la selección de la aleación de aluminio en el rendimiento de la fundición
El impacto de varias aleaciones de aluminio y el uso de aleaciones de aluminio en el rendimiento de la fundición es significativo porque la química de la aleación afecta al comportamiento de la fusión, la fluidez, la alimentación, la tendencia al desgarro en caliente, el comportamiento frente a la corrosión, la maquinabilidad y la respuesta de la soldadura.
El tratamiento térmico cambia algo más que la resistencia. También puede cambiar el riesgo de distorsión, la tensión residual, la estabilidad dimensional tras el mecanizado y el equilibrio entre dureza y mecanizabilidad, por lo que el estado requerido debe coincidir tanto con la carga de servicio como con el plan de acabado. Si una pieza de fundición va a ser mecanizada en características críticas después del tratamiento térmico, el plano y la hoja de ruta deben definir explícitamente esa secuencia.
Los procesos de fundición se adaptan a la función de la pieza, por lo que la elección de la aleación debe estar estrechamente vinculada a los requisitos del servicio. Por ejemplo, una carcasa que necesita estabilidad dimensional y superficies de sellado mecanizables puede no utilizar la misma lógica de aleación que una cubierta decorativa, un cuerpo de fluido o un soporte estructural. Si se prevé realizar una soldadura posterior a la fundición, una impregnación, un anodizado, un tratamiento térmico o un mecanizado exhaustivo, la decisión sobre la aleación debe tomarse teniendo en cuenta estos pasos desde el principio.
Aquí es también donde la confusión sobre el “mejor aluminio” provoca errores. No existe una mejor aleación universal. Seleccionar la aleación de aluminio adecuada es la elección práctica que equilibra la colabilidad, las condiciones de servicio y las operaciones secundarias con el menor riesgo de proceso.
¿Se puede soldar aluminio fundido después de fundirlo o repararlo, y qué limita la viabilidad?
¿Se puede soldar aluminio fundido? es una pregunta de fabricación válida porque muchos compradores suponen que la soldadura de reparación siempre está disponible. En la práctica, la viabilidad depende del tipo de aleación, el tipo de defecto, la ubicación, el nivel de contaminación y el servicio.
El aluminio fundido puede soldarse a veces para repararlo o modificarlo, pero no todas las piezas fundidas son buenas candidatas para la soldadura. La porosidad cerca de la zona de soldadura puede liberar gas durante la soldadura y crear una fusión deficiente o nuevos huecos. El aceite, el óxido y los contaminantes incrustados también dificultan la reparación. Algunas aleaciones de fundición son mucho más aptas para la soldadura que otras. Una fundición que ha estado en servicio puede ser aún más difícil de soldar debido a la contaminación absorbida o al crecimiento de grietas alrededor del defecto.
La cuestión del diseño es tan importante como la metalurgia. Si la zona reparada está sometida a grandes esfuerzos, es estanca a la presión o necesaria para la vida a fatiga, la soldadura puede no restablecer el mismo nivel de confianza que una fundición original en buen estado. Para zonas cosméticas o no críticas sometidas a poco esfuerzo, la reparación puede ser aceptable con un procedimiento controlado. Para un servicio crítico, el comprador debe confirmar si la reparación por soldadura está permitida, cómo se inspecciona y si la aleación y la ruta del proceso la admiten.
Así que la respuesta no es simplemente sí o no. A menudo es posible soldar piezas de fundición, pero no siempre es factible hacerlo de forma que se preserven la función y la calidad.
Lista de control: Análisis de viabilidad del grosor de las paredes, socavados, machos y postprocesado
Antes de pasar a la revisión de la oferta o del utillaje, el comprador debe examinar el diseño para comprobar el ajuste básico de la fundición:
| Área de viabilidad | Qué revisar | Por qué es importante |
|---|---|---|
| Distribución del grosor de las paredes | Evitar las transiciones bruscas de pesado a delgado | Reduce la contracción y el riesgo de puntos calientes |
| Socava | Compruebe si necesitan herramientas divididas, guías o núcleos | Aumenta la complejidad del utillaje y la posibilidad de defectos |
| Uso del núcleo | Revisar los pasajes internos y el apoyo básico | Afecta al riesgo dimensional, la limpieza y el rendimiento |
| Borrador y publicación | Confirmar que la geometría puede salir del molde o troquel | Evita daños y reduce el desgaste de las herramientas |
| Material de mecanizado | Dejar suficiente material en las caras críticas | Ayuda a eliminar la piel fundida y a corregir la variación |
| Características roscadas | Decidir si las roscas son fundidas o mecanizadas | Las roscas mecanizadas suelen ser más fiables |
| Superficies de sellado | Planificar el mecanizado secundario y el control de planitud | Las superficies coladas no suelen ser suficientes |
| Tratamiento térmico y acabado | Compruebe la distorsión, el enmascaramiento o las necesidades de preparación de la superficie. | Estos pasos pueden cambiar la tolerancia y el coste |
Guía de la fundición de aluminio: cómo funciona el proceso
Esta sección desglosa el flujo de trabajo completo de la fundición de aluminio y describe los pasos clave del proceso, desde la fusión inicial hasta el mecanizado final. También se comparan los métodos de fundición más comunes y se revisan los factores que determinan la calidad superficial de las piezas fundidas acabadas.
Diagrama del proceso: Desde la preparación de la masa fundida hasta el llenado del molde, la solidificación y el acabado
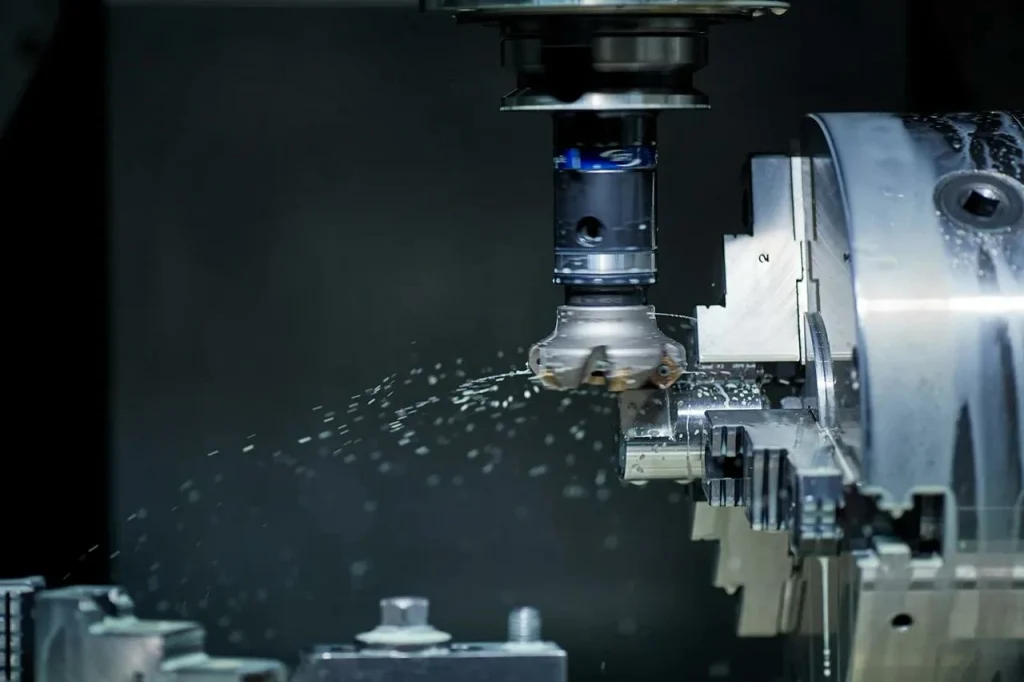
Una guía básica sobre la fundición de aluminio comienza con el proceso de fundición del metal y la preparación de la masa fundida. El metal se funde, se ajusta a la química requerida y se trata para controlar la contaminación y la calidad de la masa fundida. A continuación, la masa fundida se transfiere al sistema de molde, ya sea de arena, molde permanente, cilindro de revestimiento o matriz.
La etapa de llenado del molde es crítica porque la velocidad del flujo, la turbulencia, la temperatura y la ventilación afectan a la formación de óxido, la captación de gas y los errores de colada. Tras el llenado, el enfriamiento y la alimentación controlados guían la colada para garantizar una solidificación uniforme. Esta es la etapa en la que las vías de alimentación, el grosor de la sección y las velocidades de enfriamiento locales determinan si la pieza forma metal sólido o desarrolla cavidades de contracción, roturas en caliente o porosidad interna.
Una vez solidificada, la pieza se extrae del molde y se somete a las fases de acabado. Éstas pueden incluir la retirada de la chapa, el granallado o la limpieza, el tratamiento térmico, la inspección y el mecanizado. En muchas piezas industriales, la fundición no es el producto final hasta que las superficies y características clave se mecanizan a su tamaño final.
Un diagrama de proceso sencillo en palabras tiene este aspecto:
Preparación de la masa fundida → preparación del molde → llenado del molde → solidificación y alimentación → agitación o expulsión → retirada de compuertas y bandas → limpieza → inspección → tratamiento térmico si es necesario → mecanizado → acabado superficial si es necesario.
Esta secuencia ayuda a explicar por qué las decisiones de diseño tomadas al principio tienen efectos más adelante. Una forma que llena bien puede solidificar mal. Una fundición sólida puede requerir más mecanizado del esperado. Hay que evaluar todo el recorrido, no sólo la fase de colada.
Comparación entre la fundición en arena y la fundición a la cera perdida para aluminio
La comparación entre la fundición en arena y la fundición a la cera perdida para el aluminio suele reducirse a los detalles de la geometría, el estado de la superficie, el volumen y la estrategia de utillaje.
Las técnicas de fundición en arena y molde son más tolerantes con las formas grandes y los cambios de diseño. Los machos pueden crear espacios internos sin necesidad de utillajes permanentes muy costosos. Esto hace que la fundición en arena resulte atractiva para piezas de equipos industriales, bases de máquinas, cuerpos de bombas y prototipos. Pero la superficie fundida suele ser más rugosa y la variación dimensional suele ser mayor que en la fundición a la cera perdida.
La fundición a la cera perdida es más adecuada para piezas más pequeñas o complejas en las que la precisión de la forma y el detalle de la superficie pueden reducir el mecanizado secundario. El proceso puede ser útil para geometrías complejas que resultarían incómodas en moldes de arena. Por otra parte, suele ser menos atractivo para piezas de fundición muy grandes o para piezas cuya geometría puede cambiar a menudo.
La elección de la técnica de fundición de aluminio adecuada rara vez tiene que ver con qué proceso es “mejor” en abstracto. Se trata de saber qué proceso ofrece la geometría y el nivel de calidad necesarios con un coste y un riesgo de desecho manejables.
Cuándo la fundición en molde permanente es mejor que la fundición a presión
Cuándo es mejor la fundición en molde permanente que la fundición a presión depende del equilibrio entre la inversión en utillaje, el rendimiento de la pieza y los límites del proceso.
La fundición en molde permanente suele ser preferible cuando el volumen objetivo es moderado y se necesita una mayor repetibilidad que la que suele ofrecer la fundición en arena. También puede resultar atractiva cuando el comprador desea un proceso de llenado por gravedad con menos preocupación por el atrapamiento de gas asociado a algunas condiciones de fundición en coquilla. Si el tratamiento térmico posterior a la fundición o determinados objetivos de propiedades son importantes, las rutas de molde permanente pueden ofrecer ventajas en función de la aleación y el diseño de la pieza.
Con equipos de fundición específicos, la fundición a presión suele ser más fuerte en paredes finas, producción rápida y detalles externos altamente repetibles en gran volumen. Pero si el diseño es de sección más gruesa, requiere un conjunto de aleaciones diferente o necesita operaciones posteriores que son sensibles al gas atrapado o a la porosidad interna, el molde permanente puede ser la mejor ruta de ingeniería.
El punto clave es que una mayor capacidad de volumen no siempre significa un menor riesgo total. El proceso debe ajustarse tanto a la geometría como a los requisitos del servicio.
Factores que afectan al acabado superficial de las piezas de fundición de aluminio
De acuerdo con las directrices del sector y las normas sobre materiales referenciadas a partir de ASTM, ISOy ASM Internacional, Antes de que un comprador dé por sentado que la pieza de fundición saldrá “suficientemente lisa”, deben comprobarse varios factores que afectan al acabado superficial de las piezas de fundición de aluminio.”
El tipo de molde es uno de los factores más importantes. Los moldes duros suelen ofrecer una superficie más controlada que los sistemas de arena suelta. La fluidez de la aleación también es importante, ya que un llenado deficiente puede dejar rugosidades, solapamientos o cierres en frío. El revestimiento del molde, los agentes desmoldeantes, el diseño de las compuertas, las condiciones de vertido y el grosor de la sección también influyen.
La geometría de la pieza también cambia el resultado. Las cavidades profundas, las nervaduras finas y las zonas de difícil ventilación pueden producir variaciones locales en el acabado aunque el resto de la pieza tenga buen aspecto. Los métodos de limpieza de superficies después de la fundición pueden cambiar el aspecto, pero no eliminar los defectos de origen. Esto es importante cuando se considera el acabado superficial de las piezas de fundición. El acabado puede mejorar la adherencia del revestimiento, el sellado o el comportamiento de contacto, pero no siempre puede corregir la porosidad subyacente o los defectos de forma.
Para un uso técnico, lo importante no es sólo el aspecto estético. La cuestión es si la superficie conseguida cumple su función, como el sellado de juntas, el rendimiento del revestimiento, el contacto eléctrico o el comportamiento frente al desgaste.

Ventajas de la fundición de aluminio frente a sus principales limitaciones
La fundición de aluminio ofrece claras ventajas de rendimiento y producción, aunque conlleva distintas compensaciones relacionadas con el proceso.
Ventajas de la fundición de aluminio para la reducción de peso, la complejidad de formas y la consolidación de piezas
Las principales ventajas de la fundición de aluminio empiezan por el bajo peso y la libertad de formas. Para muchos componentes industriales, reducir la masa disminuye la carga de manipulación, la inercia en movimiento o el peso del vehículo. Esta es una de las razones por las que las piezas duraderas de aluminio y el aluminio fundido aparecen a menudo en el transporte, cubiertas de máquinas, carcasas y estructuras de soporte.
La fundición también admite geometrías complejas en una sola pieza. Pueden integrarse salientes, nervaduras, pasos de cables, aletas de refrigeración y almohadillas de montaje en lugar de mecanizarse a partir de un bloque sólido o ensamblarse a partir de varias piezas. Esta consolidación de piezas puede reducir las operaciones de unión y las variaciones de alineación.
También hay una ventaja práctica en la fabricación. Si la forma de la pieza se aproxima materialmente a la forma final después de la fundición, puede ser necesario retirar menos material que con el mecanizado de tochos. Esto puede ahorrar tiempo de mecanizado en el caso de formas grandes o complicadas, aunque hay que sopesarlo con el coste y el plazo de entrega del utillaje y el proceso de fundición.
Ventajas del aluminio en comportamiento frente a la corrosión, rendimiento térmico y reciclabilidad
Las ventajas más generales del aluminio incluyen un comportamiento útil frente a la corrosión en muchos entornos, un buen rendimiento térmico para el movimiento del calor y una alta reciclabilidad. Estas ventajas no son iguales en todas las aleaciones y condiciones de servicio, pero son razones comunes para la selección de materiales.
Para armarios eléctricos, carcasas de motores y piezas disipadoras de calor, la conductividad térmica puede ser un argumento de peso a favor del aluminio frente a metales fundidos más pesados. En el caso de las carcasas para exteriores o servicios húmedos, el comportamiento frente a la corrosión puede reducir las exigencias de revestimiento o la carga de mantenimiento, aunque el entorno real aún debe revisarse.
La reciclabilidad es a menudo relevante en la adquisición porque se han establecido flujos de refundición para el aluminio. En términos de diseño, esto puede favorecer la recuperación de material sin cambiar la ruta básica de fabricación. No elimina la necesidad de controlar las aleaciones, pero es una de las razones por las que el aluminio fundido sigue utilizándose ampliamente.
Ventajas del uso del aluminio en comparación con otros metales fundidos en situaciones generales de diseño
Las ventajas de utilizar aluminio en comparación con metales fundidos más pesados suelen venir dadas por el peso, el comportamiento frente a la corrosión y el rendimiento térmico. En muchos casos de diseño general, se prefiere el aluminio cuando una masa menor mejora la manipulación, la eficiencia del transporte o la respuesta térmica.
Frente al hierro fundido, la ventaja de utilizar aluminio se muestra a menudo en el peso y el rendimiento de la transferencia de calor. El hierro fundido puede seguir siendo preferible en los casos en que predominen la amortiguación, el comportamiento frente al desgaste, las necesidades de rigidez o la estabilidad a altas temperaturas. Así que si alguien pregunta si el aluminio fundido es tan bueno como el hierro fundido, la respuesta de ingeniería es que cada uno es bueno por diferentes razones. El aluminio no es un sustituto universal, y la fundición no es automáticamente de mejor calidad.
Frente a otros metales fundidos, el aluminio también puede ofrecer un manejo más sencillo y una mejor adaptación a estructuras complejas y ligeras. Pero si el diseño requiere una rigidez muy alta en un espacio determinado, una resistencia específica al desgaste o unas condiciones de servicio fuera del rango de confort del aluminio, otro metal fundido puede ser la opción más segura.
Tabla: Ventajas y limitaciones del aluminio fundido en cuanto a resistencia, porosidad, acabado y reparabilidad
| Zona | Ventaja típica | Limitación típica |
|---|---|---|
| Peso | Baja masa para un tamaño de pieza dado | Puede ser necesario modificar la sección para cumplir los objetivos de rigidez |
| Complejidad de la forma | Bueno para funciones integradas y consolidación de piezas | La geometría compleja puede aumentar el riesgo de uso del núcleo y de defectos |
| Comportamiento de la corrosión | A menudo favorable en muchos entornos de servicios | Sigue siendo necesaria una revisión específica del medio ambiente |
| Rendimiento térmico | Útil para carcasas y piezas disipadoras de calor | No todas las aleaciones o vías de fundición dan el mismo resultado |
| Acabado superficial | Puede ser bueno en procesos controlados | Muy dependiente del proceso; puede necesitar mecanizado o acabado |
| Fuerza | Adecuado para muchas piezas industriales cuando se diseña correctamente | Los defectos y las variaciones de sección pueden reducir el rendimiento local |
| Reparabilidad | Algunas piezas de fundición pueden repararse o modificarse | La viabilidad de la reparación de soldaduras depende de la aleación y del defecto |
| Rentabilidad | Buena para la producción repetida de piezas complejas | Las herramientas y el control de calidad pueden ser factores de coste significativos. |
Problemas comunes y riesgos de fallo en piezas de aluminio fundido
Varios problemas típicos pueden comprometer el rendimiento y la fiabilidad de los componentes de aluminio fundido.
Defectos comunes en piezas de fundición de aluminio y sus causas
Los defectos comunes más importantes en las piezas de fundición de aluminio son la porosidad, las cavidades de contracción, las inclusiones, los errores de fabricación, los cortes en frío, los desgarros en caliente y la distorsión dimensional.
La porosidad suele deberse a gas atrapado, hidrógeno disuelto o turbulencias durante el llenado del molde. Las cavidades de contracción se forman cuando el metal líquido no puede alimentar las regiones que se contraen durante la solidificación. Las inclusiones proceden de películas de óxido, contaminación refractaria u otros materiales no metálicos que entran en el flujo de metal. Los errores de colada y los cierres en frío se producen cuando el metal no se llena o fusiona correctamente, a menudo por problemas de temperatura, flujo o sección. El desgarro en caliente se produce cuando la fundición se frena mientras aún está débil durante la solidificación tardía.
Estos defectos no son aleatorios. Suelen estar relacionados con la geometría de la pieza, el diseño de la inyección, el comportamiento de la aleación, la manipulación de la masa fundida y el control del proceso.
Cómo afectan la porosidad, la contracción, las inclusiones y el desgarro en caliente a la aceptación de la pieza.
Los defectos son importantes porque afectan al funcionamiento de distintas maneras. La porosidad puede impedir la estanqueidad a la presión, debilitar las regiones roscadas o crear fugas durante el mecanizado. La contracción puede reducir las zonas de carga en secciones críticas. Las inclusiones pueden actuar como iniciadores de grietas o producir superficies mal mecanizadas. El desgarro en caliente puede crear grietas visibles u ocultas, especialmente cerca de cambios bruscos de sección o uniones restringidas.
La aceptación de la pieza depende de dónde se encuentre el defecto, de su tamaño y de lo que la pieza deba hacer en servicio. Un área cosmética no crítica puede tolerar una condición que rechazaría el mismo defecto en una pared que contenga presión o en un saliente sometido a fatiga. Por tanto, los compradores deben evitar el lenguaje genérico de “cero defectos” y, en su lugar, definir la aceptación en torno a la función, las superficies críticas y el método de inspección.
Desafíos en el mecanizado CNC de piezas de fundición de aluminio tras defectos de fundición o microestructura variable
El mecanizado CNC de piezas de fundición de aluminio plantea verdaderos retos, incluso cuando la pieza parece aceptable en bruto. La microestructura variable puede cambiar el desgaste de la herramienta, la formación de viruta y el comportamiento local del corte. La piel de la pieza fundida puede mecanizarse de forma diferente al metal interior. Los puntos duros o las inclusiones pueden dañar las herramientas o dejar superficies rasgadas. La porosidad oculta puede abrirse sólo después de mecanizar una cara, un orificio o un agujero roscado.
Esto es importante a la hora de taladrar y roscar aluminio fundido. Un agujero taladrado que parece aceptable en la entrada puede romperse en material poroso más profundo en la sección. En ese caso, el roscado puede resultar poco fiable. Por esta razón, las roscas críticas se colocan a menudo en secciones sólidas, se les da material extra o se rediseñan con insertos si la aplicación requiere una mayor confianza.
Cuando la tolerancia de material es demasiado baja, el mecanizado puede no limpiar toda la superficie. Si es demasiado alta, aumenta el tiempo de ciclo y la carga de la herramienta. Por tanto, el plan de mecanizado debe integrarse en el diseño de la pieza desde el principio.
Qué deben comprobar los compradores en la inspección, las pruebas y la documentación de calidad
Nota de referencia: organismos de normalización, directrices de calidad de la industria
Los compradores deben verificar la trazabilidad del material, el método de inspección dimensional y la capacidad de control de defectos para las áreas de riesgo específicas de la pieza. En el caso de las piezas fundidas sensibles a la presión o la estructura, la petición de oferta debe indicar el método de prueba de fugas, los requisitos de inspección interna, si se permite la impregnación y si la reparación de soldaduras está prohibida, limitada o controlada por procedimientos. Confirme también si el proveedor puede respaldar la aprobación del primer artículo, la inspección del mecanizado y los registros que relacionan la pieza acabada con el historial de fundición o lote.
Las comprobaciones clave incluyen la especificación de la aleación, el proceso de fundición, cualquier condición de tratamiento térmico, el método de inspección dimensional y los criterios de defectos visuales o internos. Si la estanqueidad a la presión es importante, las pruebas de estanqueidad deben ser claras. Si existen regiones críticas, el plano o la especificación deben identificarlas para que el esfuerzo de inspección se dirija allí donde es importante.
La documentación también debe aclarar si se permite la reparación, qué normas de no conformidad se aplican y cómo se mantiene la trazabilidad. En resumen, el control de calidad debe relacionar los tipos de defectos con el riesgo del servicio.
Factores de coste, tolerancia y plazo de entrega del aluminio fundido
Varios elementos clave determinan la economía general y los plazos de entrega de los componentes de aluminio fundido.
Qué determina el coste en el utillaje, la elección de la aleación, la selección del proceso y los pasos de acabado.
El coste de la fundición de aluminio va más allá del peso del material. El utillaje es un factor importante, especialmente en el caso del molde permanente, la fundición a presión o cualquier diseño que necesite núcleos o guías complejas. La complejidad de la geometría afecta a la separación, la fabricación de machos y el riesgo de defectos, lo que a su vez repercute en la chatarra y el esfuerzo de inspección.
La elección de la aleación también puede modificar el coste, ya que algunas aleaciones son más fáciles de fundir, moldear, mecanizar o acabar que otras. La selección del proceso es importante porque cada ruta tiene su propia estructura de costes. Un proceso de bajo mecanizado puede tener una mayor variación por pieza y más mecanizado. Un proceso de mayor mecanizado puede reducir la mano de obra unitaria pero aumentar el compromiso inicial.
Los pasos de acabado suelen añadir más de lo previsto. La limpieza, el tratamiento térmico, la impregnación, la preparación del revestimiento y el mecanizado aumentan el plazo y el coste. Esto es especialmente cierto cuando el acabado superficial de las piezas de fundición se basa más en la función que en el aspecto.
Tolerancias esperadas según el método de fundición y por qué suele ser necesario un mecanizado secundario
La planificación de las tolerancias debe separar las características fundidas de las mecanizadas antes de la publicación de la petición de oferta. Los puntos de referencia, las caras de sellado, los asientos de cojinetes, los orificios roscados y las relaciones geométricas estrechas suelen ser más seguros de mecanizar después de la fundición, dejando suficiente material para la limpieza y la alineación con los puntos de referencia funcionales. Un plano de colada debe identificar qué superficies son sólo casi netas y qué características se controlan sólo después del mecanizado y la inspección.
El mecanizado secundario suele ser necesario porque las piezas de fundición se contraen durante la solidificación y el enfriamiento, y la geometría local puede moverse de diferentes maneras. Elementos como los orificios de los cojinetes, las caras de las juntas, los puntos de referencia y los puertos roscados suelen requerir mecanizado si el ajuste o la estanqueidad son importantes.
Esto también responde a la comparación habitual entre fundición de aluminio y mecanizado a partir de material en bruto. Si la pieza necesita muchas caras de precisión y una complejidad de formas modesta, el mecanizado a partir de material puede ser más sencillo. Si la pieza tiene una geometría compleja pero solo unas pocas superficies mecanizadas críticas, la fundición más el mecanizado de acabado pueden ser la mejor opción.
Acabado superficial de piezas de fundición: cuando el acabado mejora la función frente a la apariencia únicamente
El acabado superficial de las piezas de fundición debe elegirse en primer lugar por su función. La limpieza y el granallado pueden eliminar residuos y mejorar la adherencia del revestimiento. El mecanizado mejora la planitud, la calidad del orificio o las caras de sellado. Los revestimientos protectores o de conversión pueden mejorar el comportamiento frente a la corrosión, el comportamiento eléctrico o la preparación de la pintura.
Por otra parte, algunos acabados son principalmente estéticos. Si el requisito de servicio no depende de la apariencia, el acabado decorativo puede añadir costes sin cambiar el rendimiento. El punto de revisión importante es si el acabado responde a una necesidad real, como el desgaste, el sellado, la conductividad, el comportamiento frente a la corrosión o la manipulación por parte del cliente.
Roscado y taladrado de aluminio fundido y cómo afectan las necesidades de mecanizado al plazo total de entrega
Nota de referencia: informes de la industria, normas de fabricación
El roscado y taladrado del aluminio fundido son operaciones secundarias habituales, pero afectan tanto a la fabricabilidad como al plazo de entrega. Si se necesitan muchos orificios, roscas y almohadillas mecanizadas, la aparente ventaja de la fundición casi neta puede reducirse.
El plazo de entrega aumenta cuando la pieza fundida debe limpiarse, inspeccionarse y fijarse antes del mecanizado. Si los defectos no aparecen hasta después de taladrar o roscar, el reprocesado o el rechazo pueden aumentar el retraso. La calidad de la rosca también puede depender de la solidez local, por lo que los puntos de fijación muy cargados pueden requerir cambios de diseño, como resaltes más gruesos, orificios reubicados o insertos.
Para los compradores, la lección práctica es sencilla: cuente las características de mecanizado con antelación. Una pieza de fundición con muchos orificios de precisión puede comportarse más de lo esperado como una pieza mecanizada en cuanto a plazos y costes.
Dónde funciona mejor la fundición de aluminio en aplicaciones reales
Los componentes de aluminio fundido aparecen en innumerables casos de uso industrial y comercial, y su idoneidad depende de los requisitos de carga, las condiciones ambientales y las prioridades funcionales.
Aplicaciones de la fundición de aluminio en automoción, equipos industriales, eléctricos y carcasas
Entre las aplicaciones habituales de la fundición de aluminio y los productos de fundición de aluminio se incluyen carcasas y cubiertas de automóviles, carrocerías de equipos industriales, componentes de bombas y válvulas, cajas eléctricas, carcasas de cajas de cambios, carcasas de motores, soportes y estructuras de maquinaria en general.
Se trata de piezas en las que el peso, la libertad de geometría, el comportamiento térmico o la resistencia a la corrosión pueden justificar la fundición. Las carcasas y los cerramientos son especialmente comunes porque se benefician de nervaduras, resaltes, bridas de montaje y volumen interno formados en una sola pieza.
Cuándo el aluminio fundido es adecuado para componentes estructurales y cuándo para no estructurales
La idoneidad estructural depende de la sensibilidad a los defectos, el modo de carga, el espesor de la sección y la clase de inspección, no sólo de la resistencia nominal de la aleación. Por lo general, las piezas de fundición son más seguras para carcasas, cubiertas y piezas geométricas que para elementos muy sensibles a la fatiga, a menos que el diseño, el proceso y el plan de inspección estén controlados para ese servicio. Cuando el fallo pueda deberse a cargas cíclicas, integridad del sellado o concentración local de tensiones, se requiere una revisión más estricta de la solidez y la estrategia de mecanizado.
En resumen, el aluminio fundido suele ser más adecuado para piezas no estructurales y soportes sometidos a cargas moderadas que para elementos estructurales muy sensibles a la fatiga. El uso estructural es posible, pero debe abordarse con una planificación más estricta del proceso y la calidad.
Situaciones prácticas en las que la conductividad térmica, el peso o la resistencia a la corrosión determinan la selección.
La conductividad térmica a menudo determina la selección en carcasas de motores, recintos que disipan el calor y piezas que deben alejar el calor de los componentes internos. El peso determina la selección en equipos de transporte, conjuntos de máquinas móviles y productos manipulados manualmente. La resistencia a la corrosión determina la selección en carcasas exteriores, determinadas piezas de sistemas de fluidos y equipos expuestos a la humedad.
Se trata de razones de selección prácticas, no teóricas. Si ninguna de estas propiedades importa mucho, y si la complejidad de la forma es baja, otra ruta de fabricación puede ser más sensata.
Tabla: Correspondencia entre los requisitos de la aplicación y las opciones de aleación y proceso de fundición
| Necesidad de la solicitud | Lógica típica del planteamiento de fundición | Lógica de selección de la aleación |
|---|---|---|
| Vivienda compleja de volumen moderado | Molde permanente o arena según tamaño y necesidad de acabado | Aleación de fundición de uso general con buena maquinabilidad |
| Caja de pared delgada de gran volumen | Fundición a presión si la geometría y el servicio se ajustan al proceso | Aleación elegida por su moldeabilidad y repetibilidad |
| Gran carrocería industrial con cavidades internas | Colada en arena con machos | Aleación seleccionada por su moldeabilidad y entorno de servicio |
| Componente más pequeño y detallado con geometría fina | Fundición a la cera perdida | Aleación adaptada a las necesidades de retención de detalles y postprocesado |
| Componente expuesto a la corrosión | Proceso elegido por geometría y necesidad de calidad | Familia de aleaciones revisada en función del comportamiento frente a la corrosión y las necesidades de soldadura |
Cómo evaluar y elegir el enfoque de aluminio fundido adecuado
Seleccionar la solución ideal de aluminio fundido requiere equilibrar los factores de material, proceso y funcionamiento en toda la cadena de producción.
Matriz de decisión: Aleación, método de fundición, acabado, mecanizado y requisitos de inspección.
Un método práctico de selección consiste en comparar cinco decisiones vinculadas al mismo tiempo: aleación, método de fundición, acabado, mecanizado e inspección. Si cambia una, a menudo tienen que cambiar también las demás.
| Área de decisión | Pregunta principal | Si la respuesta es exigente, lo que suele seguir |
|---|---|---|
| Aleación | ¿El servicio necesita resistencia a la corrosión, soldabilidad o respuesta al tratamiento térmico? | Menor selección de aleaciones y mayor control del proceso |
| Método de colada | ¿Se trata de una pieza de gran volumen, de pared fina, grande o muy detallada? | Diferente ruta de utillaje y estructura de costes |
| Acabado | ¿Necesita la superficie sellado, adherencia de revestimientos o control cosmético? | Limpieza, mecanizado o preparación de revestimientos añadidos |
| Mecanizado | ¿Hay muchos taladros, caras o roscas críticos? | Más margen de maniobra y mayor recorrido tras la colada |
| Inspección | ¿La pieza es estructural, estanca o relevante para la seguridad? | Criterios de aceptación y documentación más definidos |
Esta matriz ayuda a evitar decisiones aisladas. Un proceso de fundición de bajo coste puede dejar de serlo si la inspección y el mecanizado secundario se vuelven pesados.
Cuando el aluminio fundido frente al aluminio en bruto es la mejor opción
La decisión entre fundición de aluminio o mecanizado de aluminio en bruto suele estar clara cuando se analiza la geometría. Si la pieza tiene cavidades internas, nervaduras integradas o características de forma que harían desperdiciar mucho material de tocho, la fundición suele merecer una revisión seria. Si la pieza es básicamente un bloque prismático, una placa o una forma torneada sencilla con tolerancias estrechas, el mecanizado a partir de material forjado puede ser la ruta más limpia.
El material forjado mecanizado también resulta atractivo cuando las propiedades del material deben ser más predecibles y cuando los cambios de desarrollo siguen siendo frecuentes. La fundición resulta más atractiva a medida que aumenta la complejidad de la geometría y mejora la estabilidad del diseño.
Preguntas que debe hacerse antes de especificar aluminio fundido para una pieza nueva o rediseñada
Antes de especificar aluminio fundido, el equipo de diseño debe confirmar:
- ¿El valor principal es la reducción de peso, la complejidad de la forma, el comportamiento térmico, el rendimiento frente a la corrosión o el coste en volumen?
- ¿Qué superficies deben mecanizarse para que funcionen?
- ¿Qué defectos provocarían realmente el fracaso o el rechazo?
- ¿Necesita la aleación soportar soldaduras, tratamientos térmicos o revestimientos?
- ¿Se trata de una pieza estructural, de retención de presión o principalmente de un cerramiento?
- ¿Son las características roscadas lo suficientemente críticas como para requerir insertos o material adicional?
- ¿El volumen previsto justifica la ruta de las herramientas?
- ¿Pueden los métodos de inspección verificar los riesgos más importantes?
Estas preguntas ayudan a separar a un buen candidato para el casting de un papel que sólo parece adecuado a primera vista.
Lista de comprobación: Cómo elegir el método de fundición de aluminio adecuado en función del rendimiento, el riesgo y la fabricabilidad
Utilice aluminio fundido cuando estas condiciones se cumplan en su mayor parte:
| Punto de control | Utilice aluminio fundido cuando... | Reconsidere cuándo... |
|---|---|---|
| Geometría | La pieza se beneficia de una forma compleja casi neta | De todos modos, la pieza es sencilla y está mecanizada en su mayor parte |
| Volumen | La repetición facilita la configuración de herramientas y procesos | El volumen es demasiado bajo para justificar el esfuerzo de utillaje |
| Objetivo de calidad | Las zonas críticas pueden mecanizarse e inspeccionarse | La aceptación depende de una perfección interna difícil de verificar |
| Ajuste de aleación | Una aleación fundida soporta el servicio y el tratamiento posterior | El diseño depende de una expectativa de aleación sólo forjada |
| Estrategia de reparación | Se acepta la reparación limitada o controlada | La pieza depende de la fácil reparación de soldaduras en zonas críticas |
| Plazo de entrega | Utillaje más fundición más mecanizado se ajustan al plan del proyecto | Los ciclos de cambio rápidos favorecen el mecanizado de existencias |
| Riesgo | Las zonas sensibles a los defectos pueden eliminarse o apantallarse. | Los pequeños defectos ocultos crearían un riesgo importante para el servicio |
La fundición de aluminio es una buena opción cuando la pieza necesita una geometría compleja, poco peso y un número manejable de interfaces mecanizadas. Resulta menos atractiva cuando el diseño requiere una geometría sencilla, tolerancias muy ajustadas en todas partes, cambios de diseño fáciles en las últimas fases o un rendimiento crítico muy sensible a los defectos ocultos de la fundición.
La mejor decisión rara vez es “fundir aluminio o no” de forma aislada. Es una decisión combinada sobre aleación, proceso, geometría, mecanizado e inspección. Si estos cinco elementos se apoyan mutuamente, la fundición de aluminio puede ser una vía de fabricación práctica y duradera. Si entran en conflicto, puede ser mejor rediseñar la pieza con otro método de fundición o mecanizarla a partir de material forjado.
Preguntas frecuentes
El metal fundido de aluminio, comúnmente conocido como aluminio fundido, designa las piezas de aluminio fundido formadas por vertido o inyección de aluminio fundido en un molde, que abarcan las piezas de aluminio fundido producidas mediante fundición en arena, fundición a presión, fundición por inversión y otros procesos para uso industrial y comercial; en las aplicaciones de ingeniería, la selección de las aleaciones fundidas y los procesos de fundición correspondientes es fundamental, ya que determinan la compacidad, la maquinabilidad y el rendimiento de servicio de las piezas, y la elección de las aleaciones y los procesos adecuados garantiza que las piezas fundidas de aluminio mecanizadas mediante CNC satisfagan las necesidades funcionales y mantengan una vida útil estable.
Las piezas de fundición de aluminio de alta calidad ofrecen una calidad fiable cuando sus aleaciones de fundición, procesos de producción y esquemas de inspección se ajustan a los requisitos funcionales de los componentes, con un metal de fundición de aluminio de alta calidad que depende de un control estricto de la fusión, el llenado del molde y la solidificación para evitar la porosidad, la contracción, las inclusiones y otros defectos, en lugar de depender simplemente del material en sí; las piezas de fundición de aluminio estructurales o que soportan presión requieren pruebas y verificaciones adicionales para garantizar un rendimiento constante, lo que respalda el roscado y taladrado posteriores del aluminio de fundición y el acabado superficial de las piezas de fundición.
6061 es una aleación típica de aluminio forjado adecuada para extrusión, procesamiento de placas y Mecanizado CNC, No se trata de una aleación de fundición profesional diseñada para la fusión y el moldeo de fundición, por lo que los ingenieros suelen seleccionar aleaciones de aluminio de fundición dedicadas, como los componentes de aluminio A380 CNC en la producción de fundición, ya que dichos materiales específicos de fundición presentan una mejor fluidez, rendimiento de alimentación y adaptabilidad al tratamiento térmico para ajustarse a las características de moldeo del metal de fundición de aluminio.
No existe una superioridad absoluta entre la fundición de aluminio y el aluminio forjado ordinario, ya que la fundición de aluminio y el aluminio forjado se adaptan a diferentes escenarios de fabricación, destacando la fundición de aluminio en la formación de piezas complejas de fundición de aluminio de forma casi neta para reducir los costes de montaje y materiales, mientras que el aluminio forjado es más aplicable para formas simples con alta precisión y rendimiento de mecanizado estable, y la selección depende de la estructura de la pieza, las demandas de rendimiento y la eficiencia de la producción, afectando también a los procesos subsiguientes como se puede soldar la fundición de aluminio, el roscado y taladrado para la fundición de aluminio y el acabado superficial de las piezas de fundición.
Sí, la fundición de aluminio permite taladrar y roscar en el mecanizado CNC secundario, y es habitual reservar un margen de mecanizado suficiente en la fundición de aluminio para garantizar un material sólido para las estructuras roscadas, donde la restricción clave es la compacidad local del material, ya que la porosidad o las inclusiones pueden debilitar la calidad de la rosca y la resistencia de la fijación, por lo que las posiciones de fijación críticas a menudo necesitan salientes o insertos más gruesos para garantizar un acoplamiento fiable de la rosca en las fundiciones de aluminio mecanizadas por CNC.
El aluminio fundido y el hierro fundido tienen sus propias ventajas de ingeniería, sin ventajas ni desventajas absolutas, ya que el metal fundido de aluminio se caracteriza por su ligereza y alta conductividad térmica, adecuadas para aplicaciones sensibles al peso, mientras que el hierro fundido tiene mejor amortiguación de vibraciones, resistencia al desgaste y estabilidad a altas temperaturas para piezas estructurales de gran resistencia, y la elección viene determinada por las condiciones de carga, el entorno de servicio y las prioridades de rendimiento, lo que también influye en la aplicación de las aleaciones de fundición y el acabado superficial de las piezas fundidas.
Las aleaciones de fundición más utilizadas son las aleaciones de la serie aluminio-silicio ricas en silicio, que se adoptan ampliamente para las piezas de fundición de aluminio y metal de fundición de aluminio debido a su excelente colabilidad, fluidez del molde y resistencia al desgarro en caliente, compatibles con la mayoría de los procesos de fundición convencionales; estas aleaciones equilibran la mecanizabilidad, la resistencia a la corrosión y las propiedades mecánicas para escenarios industriales generales, con grados representativos que incluyen componentes CNC A380 de aluminio ampliamente utilizados en carcasas, soportes y piezas estructurales en todas las industrias, que combinan bien con las piezas de fundición de aluminio mecanizadas por CNC y el acabado superficial de las piezas de fundición.



