CNC-Fräsen von Metall ist heute die schnellste Brücke von der Idee zum präzisen Bauteil. Ob Luft- und Raumfahrt, Automobil, Medizintechnik, Elektronik oder Maschinenbau – überall entstehen Teile mit engen Toleranzen, hoher Wiederholgenauigkeit und sauberer Oberfläche. Genau hier setzt dieser Leitfaden an. Er zeigt in klarer Sprache, wie der Prozess funktioniert, welche Metalle sich gut fräsen lassen, wie man Parameter wie Drehzahl und Vorschub einstellt, wie Kosten kalkuliert werden und woran Sie einen guten Dienstleister erkennen. Egal ob Industrie, Startup oder CNC fräsen lassen privat für Einzelstücke – der Prozess reicht vom Prototyp bis zur Serienfertigung, mit realistischen Toleranzen, kalkulierbaren Preisen und stabilen Lieferzeiten.
Vielleicht fragen Sie sich: Kann eine CNC-Fräse Metall schneiden? Welche Drehzahl brauche ich beim Metall Fräsen? Was ist CNC Metallbearbeitung genau? Welche CNC-Fräse kann Stahl zuverlässig bearbeiten? Wir beantworten diese Fragen im Verlauf – mit konkreten Kennzahlen, einfachen Formeln und praxisnahen Beispielen. Zusätzlich finden Sie einen Anbieter-Vergleich (DE/EU), einen einfachen Kostenrechner, Checklisten für die Angebotsanfrage, einen Überblick zu Normen und Qualitätszielen, sowie Trends wie Automatisierung, KI-gestützte CAM-Strategien und nachhaltige Kühlschmierung.
Metall CNC Fräsen: Fertigungskompetenz & Prozesssicherheit
Das Metall CNC Fräsen gehört heute zu den zentralen Fertigungsverfahren in der modernen Industrie. Ob Aluminium, Edelstahl, Werkzeugstahl, Messing oder Kupfer – mit einer CNC-Fräse lassen sich präzise Bauteile für Prototypen oder Serienfertigung herstellen. CNC steht für computerized numerical control und beschreibt eine computergesteuerte Steuerung, die den Fräser entlang der X – , Y- und Z-Achsen bewegt. Moderne 5-Achs-Fräsmaschinen ermöglichen sogar komplexe Schwenkbewegungen, wodurch selbst anspruchsvolle Geometrien, Hinterschneidungen oder feine Details effizient gefertigt werden können. Kugelumlaufspindeln und stabile Werkstückspannsysteme sorgen dabei für höchste Präzision und Wiederholgenauigkeit.
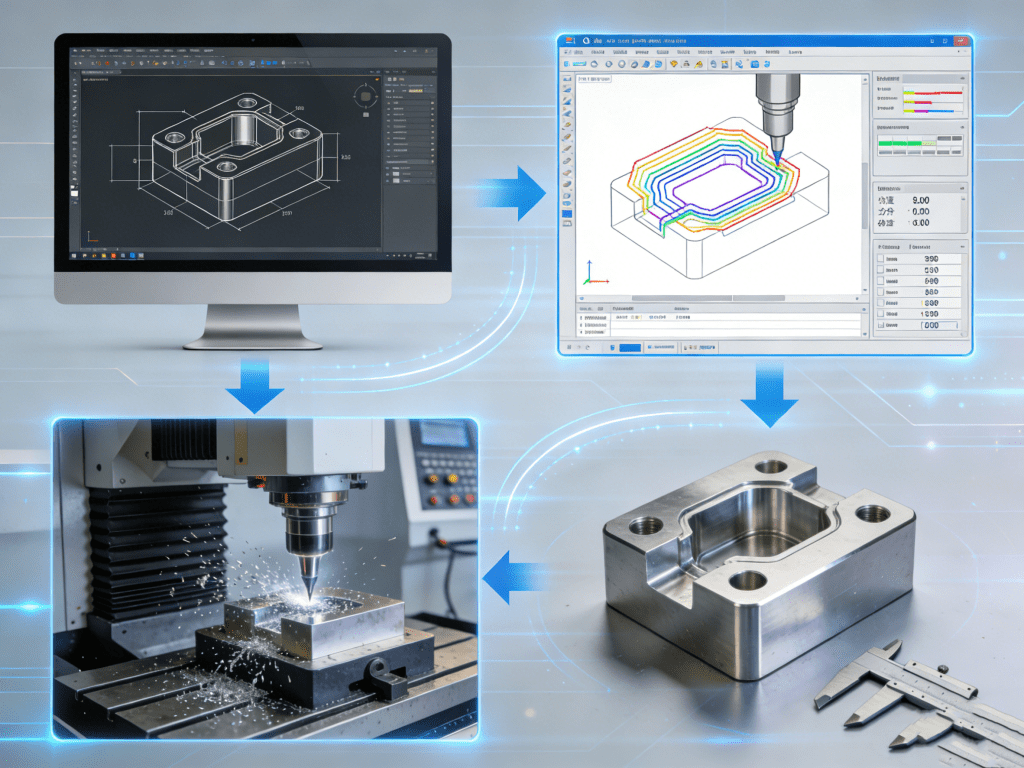
Strukturierter Fertigungsprozess in 6 Schritten – von CAD bis Finish
Der typische Ablauf beim Metall fräsen lässt sich in sechs wesentliche Schritte unterteilen, die entscheidend für die Qualität, Genauigkeit und Wirtschaftlichkeit sind:
Schritt 1: CAD Zuerst wird das Bauteil als detailliertes 3D-Modell erstellt. Alle Maße, Toleranzen, Gewinde und Oberflächenanforderungen (z. B. Ra-Werte) werden exakt definiert. Diese Spezifikationen dienen als Grundlage für die spätere CNC-Bearbeitung. Auch DFM-Überlegungen (Design for Manufacturing) helfen, die Fertigungskosten zu senken und unnötige Nacharbeit zu vermeiden.
Schritt 2: CAM In der CAM-Software werden aus dem CAD-Modell die Fräsbahnen generiert. Dabei werden Vorschubgeschwindigkeit, Schnittgeschwindigkeit, Zustellung und Werkzeugauswahl genau an Material, Werkzeugdurchmesser und gewünschte Oberflächenqualität angepasst. Eine präzise Werkzeugstrategie sichert eine lange Standzeit der Fräser und eine gleichbleibende Fertigungsqualität.
Schritt 3: Nullpunkt & Spannen Das Rohteil wird auf der Fräsmaschine eingespannt. Nullpunktspannsysteme reduzieren Rüstzeiten und erhöhen die Wiederholgenauigkeit, besonders bei Serienfertigung. Eine stabile Werkstückspannung verhindert Vibrationen und sorgt für sauberen Spanabtrag.
Schritt 4: Fräsvorgang Jetzt übernimmt die CNC-Maschine den Fräsvorgang. Typischerweise wird zuerst geschruppt, um Material schnell abzutragen, und anschließend geschlichtet, um die geforderte Präzision und Oberflächengüte zu erreichen. Kühlung oder MMS (Minimalmengenschmierung) halten die Temperatur niedrig, verbessern die Standzeit des Werkzeugs und sichern den zuverlässigen Abtransport der Späne aus dem Arbeitsraum.
Schritt 5: Messen In-Prozess-Messungen, Taster, optische Sensoren oder CMM-Messmaschinen prüfen Form, Maßhaltigkeit und Lagetoleranzen. Abweichungen werden direkt erkannt und korrigiert. Dies garantiert, dass die Bauteile den spezifizierten Anforderungen entsprechen.
Schritt 6: Finish Zum Abschluss erfolgt das Finishing: Entgraten, Gewindeschneiden, Polieren, Strahlen oder Beschichten. Erst danach werden die fertigen Werkstücke verpackt und versendet. So entsteht ein Bauteil, das nicht nur präzise, sondern auch optisch hochwertig ist.
Leistungskennzahlen & typische Fertigungsrealitäten
| Kennzahl | Typischer Bereich |
|---|---|
| Wiederholgenauigkeit in stabiler Serie | bis 99,5 % |
| Toleranzen (µm-Realität) | ±5–20 µm in Serie; ±10–50 µm in Prototypen |
| Oberflächengüte (Schlichten) | Ra 0,4–1,6 µm üblich |
| Materialeffizienz vs. konventionell | 30–50 % weniger Abfall |
| Anteil CNC-Fräsen an Fräsaufträgen (DE) | ca. 65 % |
Diese Kennzahlen sind typische Richtwerte, die bei präzisem Metall CNC Fräsen als Orientierung dienen. Sie helfen auch dabei, Kosten realistisch zu kalkulieren und die Maschinenleistung optimal auszunutzen.
Digitaler Datenfluss & geschlossener Qualitätsregelkreis
Beim CNC-Fräsen lassen fließt die Information vom CAD-Modell über CAM-Software bis zur Maschine:
- CAD-Modell inkl. Toleranzen, Passungen und Oberflächenangaben.
- CAM-Software wählt Werkzeug, Geometrie und Beschichtung.
- Toolpaths werden simuliert: Vorschub, Schnittgeschwindigkeit, Zustellung, Kühlung.
- CNC-Steuerung übernimmt die Fräsbahnen, kompensiert Werkzeugverschleiß und thermische Effekte.
- Messdaten (Taster, In-Prozess-Messung, CMM) fließen zurück und ermöglichen Korrekturen.
- Prüfplan steuert Umfang und Häufigkeit der Kontrolle – der Regelkreis zwischen Maschine, Werkzeug und Qualität ist geschlossen.
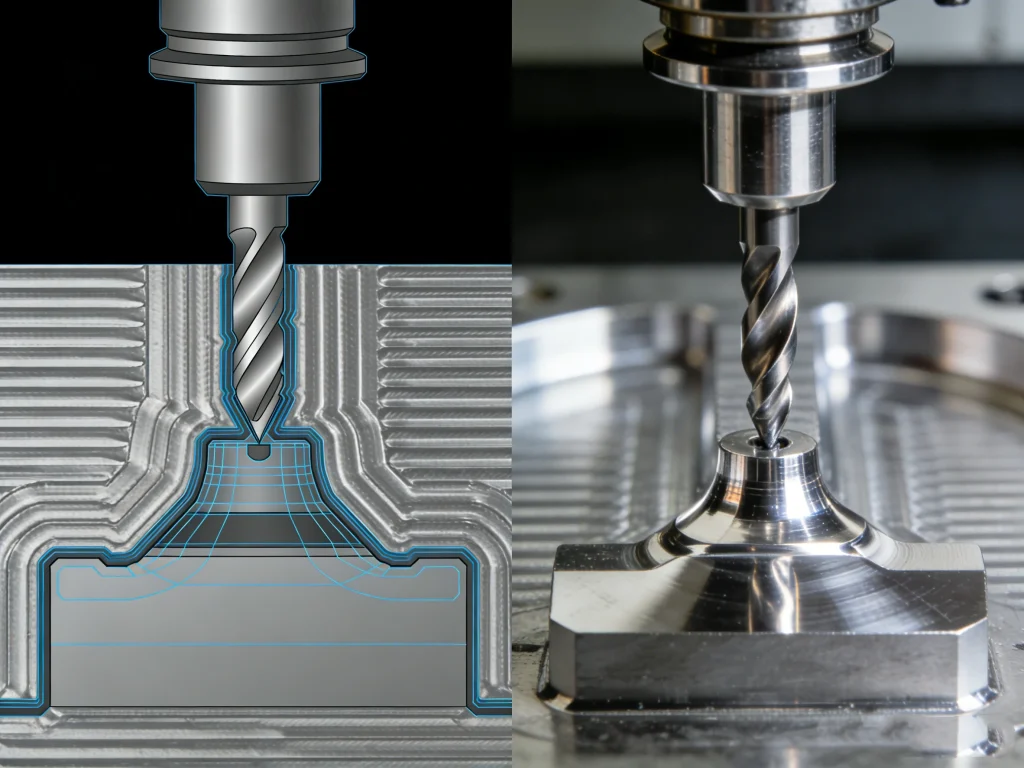
Funktionsprinzip & Prozesslogik des Metall CNC Fräsens
Kurz gesagt: Eine CNC-Maschine trägt Material aus einem Metallblock ab, bis die gewünschte Kontur erreicht ist. Ein rotierender Fräser bewegt sich entlang der programmierten Fräsbahnen, während Vorschub, Drehzahl, Zustellung und Kühlung optimal aufeinander abgestimmt sind. So werden präzise Werkstücke mit hoher Oberflächenqualität, geringen Abweichungen und langer Werkzeugstandzeit gefertigt. Wer Teile CNC fräsen lassen möchte, profitiert von dieser kontrollierten und wiederholgenauen Fertigung, sei es für Prototypen oder Serienproduktion.
Material-, Parameter- & Werkzeugkompetenz im Metall CNC Fräsen
Die Wahl des Materials entscheidet über Bearbeitbarkeit, Wärmekonduktivität und Eigenspannung. Dazu kommen Parameter wie Schnittgeschwindigkeit, Vorschub, Zustellung und Kühlstrategie. Das Ziel ist immer gleich: optimale Ergebnisse bei guter Standzeit und kalkulierbaren Zeiten.
Werkstoffauswahl nach Bearbeitbarkeit, Wärme & Anwendung
Aluminium fräst sehr schnell. Es leitet Wärme gut ab und erlaubt hohe Vorschubgeschwindigkeiten. Das ist ideal für Prototyp und Serienfertigung von Gehäusen, Kühlkörpern und Strukturbauteilen. Edelstahl ist zäher. Er braucht schärfere Geometrien und stabile Kühlung. Werkzeugstahl – im vergüteten oder gehärteten Zustand – verlangt sehr steife Maschinen und präzise CAM-Strategien. Messing ist dank Spanbruch sehr gut fräsbar und liefert feine Kanten und Bohrbilder. Kupfer leitet Wärme sehr gut, neigt aber zu Aufbauschneiden. Angepasste Geometrie, scharfe Werkzeugschneiden und saubere Kühlschmierung sind hier wichtig.
Prozessparameter & Schnittdaten für reproduzierbare Ergebnisse
Schnittgeschwindigkeit (vc), Spindeldrehzahl (n), Vorschub (vf) und Zustellung (ap/ae) wirken zusammen. Die einfache Formel hilft bei der Drehzahl:
n [min−1] = (vc [m/min] × 1000) / (π × D [mm])
Beispiel: 10-mm-Fräser in Aluminium, vc = 400 m/min → n ≈ 12.700 min−1. Gleiches Werkzeug in Edelstahl, vc = 120 m/min → n ≈ 3.800 min−1. Höhere vc und fz sind nur sinnvoll, wenn Kühlung, Abtransport der Späne und Maschinendynamik das tragen. High-Speed-Machining (HSM), adaptive Toolpaths und saubere Späneabfuhr senken die Wärme im Zerspanungsprozess und verlängern die Lebensdauer Ihrer Werkzeuge.
Bei der Kühlschmierung gilt: MMS spart Kühlmittel und hält den Arbeitsraum sauber. Volle Nasskühlung ist bei hohem Wärmeeintrag, schwer zerspanbaren Werkstoffen und beim Schlichten oft die sichere Wahl. Wichtig ist der gerichtete Luft- oder Emulsionsstrom zur Spanabfuhr, damit Späne aus dem Arbeitsraum heraus und nicht in die Kontur gedrückt werden.
Werkzeugstrategie & Standzeitmanagement
Hartmetall ist Standard für metall cnc fräsen. Beschichtungen wie TiAlN oder DLC reduzieren Reibung und erhöhen Standzeit. Für Aluminium helfen polierte Schneiden und großer Spanraum. Für Stahl und Edelstahl sind zähe Substrate, Hitzebeständigkeit und stabile Schneiden wichtig. Trockenbearbeitung funktioniert bei manchen Legierungen gut, setzt aber perfekte Werkzeugauswahl, kurze Kontaktzeiten und effiziente Fräsbahnen voraus. Denken Sie an den Unterschied zwischen Schruppen und Schlichten: Schruppen braucht hohe Spanvolumen und robuste Geometrie; Schlichten geringe Zustellung, hohe Genauigkeit und definierte Kantenqualität.
Typische Materialkennwerte & Zielparameter aus der Praxis
Tabelle: Richtwerte für Hartmetall-Fräser (abhängig von Legierung, Maschine und Werkzeugdurchmesser)
| Material | Bearbeitbarkeit (1=schwer, 5=leicht) | Wärmeleitfähigkeit (W/mK) | Typ. Anwendungen | vc (m/min) | fz (mm/Z) | Ra Schlicht (µm) |
|---|---|---|---|---|---|---|
| Aluminium | 5 | 150–220 | Gehäuse, Kühlkörper, Strukturteile | 250–600 | 0,03–0,20 | 0,4–1,6 |
| Edelstahl (austenitisch) | 2–3 | 14–16 | Medizinteile, Lebensmittel, Chemie | 60–180 | 0,02–0,08 | 0,8–3,2 |
| Werkzeugstahl (vergütet/gehärtet) | 2–3 | 25–45 | Formen, Matrizen, Wellen | 80–180 | 0,01–0,05 | 0,4–1,6 |
| Messing | 5 | 100–120 | Präzisionsteile, Ventile, Elektrik | 200–400 | 0,03–0,12 | 0,4–1,6 |
| Kupfer | 3 | 390–400 | Stromschienen, Wärmeleitplatten | 150–300 | 0,02–0,08 | 0,8–3,2 |
Branchen & Anwendungen: CNC-Fräsen im industriellen Einsatz
In der Luft- und Raumfahrt dominieren leichte, steife Strukturbauteile und 5-Achs-Fräsen aus Aluminium oder Titan. Enge Passungen, dünne Wandstärken und definierte Oberflächen sind Standard. In der Automobilindustrie werden Getriebeteile, Halter, Formen und Präzisionsgehäuse gefertigt – oft in Serienfertigung mit SPC-Überwachung.
In der Medizintechnik entstehen Implantate und chirurgische Instrumente aus Edelstahl oder Titan, oft mit dokumentierter Rückverfolgbarkeit nach ISO 13485. In der Elektronik stehen Kühlkörper, Fräskanäle, Gewinde und EMV-gerechte Gehäuse im Fokus, meist aus Aluminium oder Messing. Landwirtschaft und Maschinenbau nutzen die Flexibilität der CNC-Bearbeitung für Zahnräder, Wellen, Flansche, Vorrichtungen und Ersatzteile – vom Einzelstück bis zur Kleinserie.
Luft- & Raumfahrt sowie Automotive: Präzision, Leichtbau & Serie
5-Achs-Fräsmaschinen reduzieren Aufspannungen und liefern bessere Oberflächen in komplexen Bereichen. Adaptive CAM-Strategien halten die Belastung der Werkzeugschneiden konstant, was Genauigkeit und Standzeit erhöht. Getriebeteile und Gehäuse profitieren von Schruppen mit hohem Spanvolumen und anschließendem Feinschlichten für Maß- und Formtoleranzen.
Medizintechnik & Elektronik: Toleranzsicherheit und Rückverfolgbarkeit
Implantate verlangen spiegelglatte Oberflächen und enge Toleranzen im µm-Bereich. Fräsvorgänge mit kontrollierter Kühlung und feiner Zustellung liefern die gewünschte Oberfläche. Elektronikgehäuse brauchen planparallele Flächen, feine Nuten und saubere Gewinde. Hier sind wiederholgenaue 3- und 5-Achs-Zyklen mit kalibrierten Messmitteln gefragt.
Landwirtschaft & Maschinenbau: Flexible Fertigung von Einzelteil bis Kleinserie
Zahnräder und Wellen erfordern hohe Rundheit und Formhaltigkeit. Nullpunktspannsysteme und solide Werkstückspannung vermeiden Vibrationen. Für Vorrichtungen und Adapterplatten zählt vor allem Planlauf, winkeltreue Bezugskanten und schnelle Lieferzeit.
Case Snippets
- Ein norddeutscher Lohnfertiger fräste Lagerböcke aus Edelstahl für einen Maschinenbauer. Das Ziel: Passung unter 10 µm, nachweisbar per CMM. Ergebnis: stabile Serie mit Cpk > 1,33.
- Ein Hobby-Team fertigte Aluminiumteile für eine Drohne. Mit einer kleinen CNC-Fräse und guter Kühlung erreichten sie <0,1 mm Toleranz im Prototyp.
- Ein mittelständischer Betrieb lieferte 3D-Konturen in Werkzeugstahl. Ablauf: 5-Achs-Schruppen, Tempern zum Spannungsabbau, Feinschlichten, anschließendes Polieren bis Ra 0,4 µm.
Qualität, Toleranzen & Oberflächengüte: planbare Präzision in der CNC-Fertigung
Qualität ist planbar. Entscheidend sind klare Zeichnungen, sinnvolle Toleranzen, stabile Prozesse und verifizierbare Messmethoden.
Toleranzen & Normen: ISO-Standards und µm-Realitäten
Allgemeine Toleranzen nach ISO 2768 helfen, wo keine spezifischen Angaben stehen. Für kritische Maße sollten Sie Maß-, Form- und Lagetoleranzen (z. B. Position, Rechtwinkligkeit, Rundheit) gezielt angeben. Ein zertifiziertes Qualitätsmanagement nach ISO 9001 ist in Industrieprojekten verbreitet. Für Medizinprodukte gilt zusätzlich ISO 13485. Realistische Toleranzen beim Metallfräsen liegen – je nach Bauteilgröße, Material und Maschine – typischerweise zwischen ±0,005 und ±0,05 mm. Kleinere Werte sind möglich, aber kostenintensiver.
Wiederholgenauigkeit & SPC: statistisch abgesicherte Serienprozesse
In Serie ist eine Wiederholgenauigkeit bis 99,5% erreichbar, wenn der Prozess stabil ist. Statistische Prozesskontrolle (SPC) mit Cp/Cpk zeigt, wie sicher der Prozess im Toleranzfenster läuft. According to NIST, SPC is a key tool in manufacturing to monitor process variation and ensure consistent quality. Als Faustregel: Cpk ≥ 1,33 in Serie, ≥ 1,67 bei sicherheitskritischen Teilen.
Messmittel & Prüfpläne: verifizierbare Qualität vom FAI bis Serie
CMM (Koordinatenmessmaschinen), Messschrauben, Taster im Maschinenraum und optische Systeme decken den Messbedarf ab. Über die Rauheit entscheidet die Funktion: Ra 1,6–3,2 µm für viele mechanische Teile, Ra 0,4–0,8 µm für Dichtflächen, Lager- oder Gleitbereiche. Ein Prüfplan legt fest, was wann und wie gemessen wird – vom Erstmuster (FAI/PPAP) bis zur Prozessbegleitung.
Prozessfähigkeit im Überblick: Cp/Cpk im Verhältnis zum Toleranzfenster
Tabelle: Zielwerte und typische Toleranzfenster
| Bauteilfamilie | Typische Toleranz | Cp/Cpk Ziel |
|---|---|---|
| Automotive-Serienteil | ±0,02–0,05 mm | Cpk ≥ 1,33 |
| Luft- & Raumfahrt (kritisch) | ±0,01–0,02 mm | Cpk ≥ 1,67 |
| Maschinenbau (allg.) | ±0,05–0,10 mm | Cpk ≥ 1,33 |
Kostenkalkulation, Preise & Lieferzeit: transparente Faktoren für planbare CNC-Kosten
Was kostet metall cnc fräsen? Die Antwort hängt an wenigen, harten Faktoren: Material, Maschinenzeit, Rüstzeit, Werkzeugverschleiß, Nacharbeit, Qualitätssicherung und Logistik. Ein klarer Blick auf diese Treiber verhindert Überraschungen.
Kostenfaktoren im Detail: die entscheidenden Preistreiber im CNC-Fräsen
Material Der Preis für Ihr Bauteil beginnt beim Material vom Werkstück. Aluminium, Edelstahl, Messing oder Kupfer unterscheiden sich stark im Preis. Dazu kommen Zuschnittkosten und eventuelle Reststück-Verrechnung, falls Reste verwertet werden. Wer frühzeitig das richtige Material auswählt, kann viel sparen – z. B. Aluminium statt Edelstahl, wenn die Anwendung es zulässt.
Maschinenzeit Hier zählt, welche Fräsmaschinen arbeiten: 3-Achs oder 5-Achs, Spindelleistung, Stabilität und Zykluszeit je Teil. Komplexe 5-Achs-Bauteile benötigen oft längere Maschinenzeiten, besonders bei kleinen Toleranzen und feinen Oberflächen. Wer einfache Konturen entlang der X-, Y- und Z-Achse fertigen lässt, spart Zeit und damit Geld.
Rüstzeit Beinhaltet Einspannen, Nullpunkt setzen und Werkzeug einmessen. Ein optimiertes Setup mit wiederholbaren Spannsystemen reduziert Rüstzeit erheblich – besonders bei Serienfertigung.
Werkzeuge Fräser, Beschichtungen und Standzeit bestimmen, wie oft nachgeschliffen oder ersetzt werden muss. Für harte Werkstoffe oder große Stückzahlen können hochwertige Werkzeuge die Stückkosten deutlich senken.
Nacharbeit Dazu zählen Entgraten, Gewindeschneiden, Polieren, Strahlen oder Beschichten. Aufwändige Oberflächen oder komplizierte Gewinde erhöhen die Kosten spürbar.
Qualitätssicherung (QC) Messzeit, Prüfberichte und Erstmusterkontrolle (FAI/PPAP) sind bei präzisen Teilen unverzichtbar. Je höher die geforderte Wiederholgenauigkeit, desto mehr Aufwand fällt hier an.
Logistik Verpackung, Versand und Zollabwicklung – gerade bei internationalen Lieferungen – beeinflussen den Preis. Auch die Lieferzeit kann sich verlängern, wenn Materialien oder Maschinenkapazitäten knapp sind.
Kostenrechner: Stückzahl, Material und Genauigkeit im Vergleich
Rechnen Sie grob mit dieser einfachen Formel:
Teilepreis ≈ (Rüstzeit [h] × SatzRüst [€/h] / Stückzahl) + (Maschinenzeit [h] × SatzMaschine [€/h]) + Material + Finish + QC
Tabelle: Beispielkalkulation (Richtwerte DE/EU)
| Szenario | Satz 3-Achs (€/h) | Satz 5-Achs (€/h) | Rüstzeit (h) | Zyklus je Teil (min) | Stückzahl | Material/Teil (€) | Ergebnis/Teil (€) |
|---|---|---|---|---|---|---|---|
| Prototyp | 60–120 | 100–180 | 1,5–3,0 | 20–60 | 1 | 10–40 | 120–420 |
| Kleinserie | 60–120 | 100–180 | 2,0–4,0 | 10–30 | 50 | 8–30 | 35–95 |
| Großserie | 50–100 | 80–150 | 3,0–6,0 | 3–10 | 1000 | 5–20 | 6–25 |
Hinweis: Genauigkeit im µm-Bereich, Ra < 0,8 µm, komplexe 5-Achs-Konturen und aufwändige Prüfberichte erhöhen den Preis. Vereinfachen Sie Konturen, wählen Sie toleranzgerecht und nutzen Sie Standardgewinde, um Kosten zu senken.
Stundensätze im Überblick: 3-Achs- und 5-Achs-CNC-Fräsen
In Deutschland/EU liegen Stundensätze typischerweise bei:
- 3-Achs-CNC-Maschinen: 60–120 €/h
- 5-Achs-Fräsmaschinen: 100–180 €/h Die Bandbreite hängt von Region, Maschinenpark, Zertifikaten, Automatisierung und Auftragslage ab.
Lieferzeiten: von Prototyp bis Serie realistisch planen
Prototypen kommen oft in 2–10 Arbeitstagen. Kleinserien brauchen 1–3 Wochen, abhängig von Materialverfügbarkeit, Rüstaufwand, Oberflächenwunsch und Prüfplan. Gehärtete Stähle mit Tempern und Finishing benötigen mehr Zeit. Automatisierte Zellen verkürzen die Spanne, besonders bei wiederkehrenden Teilen.
Anbieter-Vergleich & CNC-Fräsen Services: den passenden Fertigungspartner finden
Wie finden Sie einen passenden Partner, um Teile CNC fräsen zu lassen – privat, für Startups oder als Industrieeinkauf? Achten Sie auf Zertifikate, Maschinenpark, Referenzen, Mindestmengen und Reaktionszeit.
Auswahlkriterien: worauf es bei CNC-Fräsdienstleistern wirklich ankommt
- Zertifikate: ISO 9001, bei Medizintechnik ISO 13485.
- Maschinenpark: 3-/4-/5-Achs, Spindeldrehzahl, Verfahrwege, Automatisierung.
- Branchen-Referenzen: Luftfahrt, Automotive, Medizintechnik, Elektronik, Maschinenbau.
- MOQ/MOX: Mindest- und Maximalmengen für Prototyp, Klein- und Großserie.
- Qualität & Messmittel: CMM, In-Prozess-Messung, Prüfberichte.
- Lieferzeit & Logistik: Kapazität, Schichtbetrieb, Exporterfahrung.
Anbieterlandschaft (DE/EU): Kompetenzen & Zertifizierungen im Überblick
Tabelle: Vergleichsrahmen zur Anbieterwahl (Beispielstruktur)
| Anbieter-Typ | Kernkompetenz | Maschinenpark | Zertifikate | Typische Lose | Geeignet für |
|---|---|---|---|---|---|
| Präzisions-Mikrofräsen | µm-Toleranzen, kleine Bauteile | 5-Achs, HSC, CMM | ISO 9001 | 10–1000 | Medizintechnik, Elektronik |
| 5-Achs Aerospace | komplexe Konturen | 5-Achs, Palettierung | ISO 9001 | 1–500 | Luft- & Raumfahrt, Proto/Serie |
| Serienfertiger Automotive | SPC, Cp/Cpk | 3-/5-Achs, Automatisierung | ISO 9001 | 100–100000 | Automotive, Maschinenbau |
| Rapid-Prototyping | schnelle Lieferzeiten | 3-/5-Achs, Additiv + CNC | ISO 9001 | 1–200 | Startups, Entwicklung |
| Regionaler Jobshop | flexible Aufträge | 3-Achs, Universal | —/ISO 9001 | 1–1000 | Reparatur, Ersatzteile |
Regionale Dienstleister finden: Filter nach Branche, Zertifikat & Kapazität
Ein praktischer Weg: Nutzen Sie Karten der regionalen Industrie- und Handelskammern, Verbandsverzeichnisse und lokale Herstellerdatenbanken. Filtern Sie nach Region, Branchenfokus und Zertifikat. Fragen Sie gezielt nach Maschinenliste, verfügbaren Werkzeugdurchmessern, maximalen Verfahrwegen und nachweisbaren Genauigkeiten.
Den richtigen CNC-Fräsdienstleister auswählen: ein strukturierter Ansatz
Starten Sie mit den Anforderungen: Material, Toleranz, Oberfläche, Stückzahl, Lieferzeit. Holen Sie 2–3 Angebote ein, stellen Sie dieselben Fragen, und vergleichen Sie auf Basis von Prozess, Maschinenzeit, Prüfplan und Preis. Ein sauberer Prüfbericht und klare Kommunikation zählen oft mehr als der letzte Euro.
Innovationen im CNC-Fräsen: Automatisierung, KI & nachhaltige Fertigung
CNC-Fräsmaschinen arbeiten heute automatisiert, zuverlässig und mit hoher Präzision – auch nachts. Der Trend geht zu lights-out Fertigung, KI-gestützten Toolpaths und smarter Nachhaltigkeit.
Lights-out-Fertigung & Automatisierung: Produktivität rund um die Uhr
Palettierung und Nullpunktspannsysteme reduzieren Rüstzeit. Werkzeugüberwachung misst Verschleiß und vermeidet Brüche. Automatisierte Teilehandhabung erhöht die Flexibilität, besonders bei wiederkehrenden Teilen mit komplexen Formen. So kann die Maschine losgelöst von Bedienzeiten produzieren.
Digitale Fertigung & KI: adaptive Toolpaths und vorausschauende Prozesse
Moderne CAM-Software simuliert Kollisionen, optimiert Vorschubgeschwindigkeiten und erzeugt adaptive Fräsbahnen. KI erkennt Muster im Werkzeugverschleiß und plant den nächsten Werkzeugwechsel. Predictive Maintenance reduziert Wartungsbedarf und hält die CNC-Maschinen länger in Takt. Simulation hilft, Wärmeentwicklung zu steuern und Verzug zu minimieren – wichtig bei langen, schlanken Werkstücken.
Nachhaltigkeit in der Zerspanung: Effizienz, Recycling und Energieeinsatz
Weniger Materialabfall, gezielte Kühlschmierung, Filtern und Recycling senken den Fußabdruck. MMS spart Emulsionen, trockene Strategien wirken bei passenden Legierungen. Aluminiumspäne werden sauber recycelt. Werkzeuge mit längerer Standzeit und intelligente Anpassung des Vorschubs reduzieren Energie pro Bauteil.
Trendradar 2025: relevante Entwicklungen für CNC-Fräsbetriebe
- Setup-Optimierung: Nullpunkttechnik, stabile Spannung, kurze Wege.
- Oberflächengüte: höhere Spindeldrehzahl, kleinere Zustellung, saubere Kühlschmierung.
- Lernkurve: Anwender lernen schneller über einfache Parameterregeln, klare DFM-Guides und kurze Feedbackschleifen aus der Messung.
Praxistipps & Checklisten: DFM-orientierte Vorbereitung für reibungslose CNC-Fertigung
Gute Bauteile beginnen mit guter Konstruktion. Mit DFM (Design for Manufacturing) sparen Sie Kosten und sichern Termine.
DFM für Frästeile: konstruktionstechnische Hebel für Kosten und Termine
Vermeiden Sie scharfe Innenkanten. Planen Sie Mindestradien von ≥ Werkzeugradius ein. Dünne Wände? In Aluminium sind 1,0–1,5 mm machbar, in Stahl 1,5–2,0 mm – mehr Stabilität ist oft günstiger. Gewinde besser standardisieren (z. B. M4–M12), Sacklöcher entgraten lassen und Anläufe vorsehen. Toleranz kostenoptimal wählen: Geben Sie nur dort enge Toleranzen an, wo Funktion und Montage es verlangen. Der Rest kann ISO 2768 folgen.
Checkliste für Angebotsanfragen: vollständige Daten für schnelle Angebote
So bringen Sie alles in einer Anfrage zusammen:
- CAD/CAM-Formate: STEP, Parasolid, Zeichnung (PDF) mit Toleranz und Ra.
- Material: Aluminium, Edelstahl, Werkzeugstahl, Messing, Kupfer; ggf. Norm.
- Stückzahl: Prototyp, Kleinserie, Großserie; gewünschte Lieferzeit.
- Spezifikation: Maß-, Form-, Lagetoleranzen; Gewinde; Passungen.
- Oberfläche: Ra-Ziel, Entgraten, Strahlen, Eloxal/Beschichtung (falls nötig).
- QC: Prüfplan, Erstmuster (FAI/PPAP), Messberichtstiefe.
- Logistik: Verpackung, Etikett, Zoll/Export (falls relevant).
Realistische Toleranzen beim Metallfräsen: praxisnahe Richtwerte
Als Richtwert gelten ±0,01–0,05 mm für viele Bauteile. Mit stabilem Setup, 5-Achs-Maschinen oder Drahterodieren (Wire EDM) und CMM-gestützter Korrektur sind ±0,005–0,01 mm erreichbar. Je größer das Bauteil, desto sinnvoller ist ein etwas größeres Toleranzfenster.
Praxisnahe Beispiele zur Parameterwahl: sichere Schnittdaten für reproduzierbare Ergebnisse
Stellen Sie sich vor, Sie fräsen ein Aluminiumgehäuse mit Taschen und Gewinden. Starten Sie mit hoher Schnittgeschwindigkeit, moderatem Vorschub pro Zahn und reichlich Luft/Emulsion für den Spanabtransport. Kontrollieren Sie nach dem Schruppen die Wärme in der Kontur, lassen Sie das Teil kurz relaxen und fahren Sie einen leichten Schlichtgang. Bei Edelstahl reduzieren Sie die Schnittgeschwindigkeit, erhöhen die Kühlleistung und wählen Sie eine zähere Werkzeugbeschichtung. Achten Sie auf gleichmäßigen Spanfluss. Ein zweiter Schlichtgang verbessert die Oberfläche und verringert Eigenspannung.
Maschinen- & Spanntechnik: unterschätzte Faktoren für Präzision
Eine leistungsstarke Spindel hilft, aber die beste Präzision kommt aus dem Zusammenspiel von Maschine, Werkzeug und Spannung. Saubere Linearführungen, spielfreie Kugelumlaufspindeln, thermische Stabilität, korrektes Einspannen und kurze Auskragungen sichern Genauigkeit. Die computergesteuerte Steuerung kompensiert Fehler, aber eine ruhige Aufspannung spart Zeit und Schlichtgänge. Planen Sie Wartungsbedarf ein: Saubere Führungen, gefilterte Kühlschmierstoffe und regelmäßige Kalibrierung halten die Genauigkeit hoch.
Serienfertigung: stabile Setups für konstante Cp/Cpk-Werte
Wenn Sie viele gleiche Teile fräsen lassen, lohnt sich ein Nullpunktspannsystem und ein wiederholbares Setup. Dokumentieren Sie Fräsbahnen, Vorschubgeschwindigkeiten und Werkzeugauswahl. Messen Sie in festen Intervallen kritische Maße und passen Sie kompensierend an. So halten Sie Cp/Cpk innerhalb der Ziele und reduzieren Ausschuss.

DFM-Quick-Wins: kleine Designanpassungen mit großem Kosteneffekt
- Erhöhen Sie Innenradien auf ≥ 1,5× Werkzeugradius.
- Vermeiden Sie tiefe, schmale Taschen ohne Entlastungsbohrungen.
- Setzen Sie Standardgewinde und vermeiden Sie exotische Steigungen.
- Geben Sie Oberflächenanforderungen nur dort eng an, wo es nötig ist.
- Stimmen Sie Material früh ab: Aluminium statt Edelstahl spart oft Zeit und Kosten, wenn die Anwendung es erlaubt.
Warum Uneed diesen Leitfaden entwickelt hat
Uneed hat sich bewusst dafür entschieden, fundierte Leitfäden wie diesen zum Metall CNC Fräsen zu veröffentlichen, weil präzise Fertigung nicht bei der Maschine beginnt, sondern beim Verständnis des gesamten Prozesses. Als Plattform für CNC-Fertigung und industrielle Auftragsbearbeitung verbinden wir technisches Know-how, verlässliche Fertigungspartner und reale Projektpraxis aus unterschiedlichen Branchen. Unsere Stärke liegt darin, komplexe Fertigungsverfahren – von CAD/CAM über Materialwahl bis hin zu Qualitätssicherung und Serienfähigkeit – transparent, vergleichbar und praxisnah darzustellen.
Dieser Leitfaden folgt genau diesem Anspruch: Er zeigt nicht nur, wie Metall CNC gefräst wird, sondern auch, worauf es in der Praxis ankommt, wenn Bauteile reproduzierbar, wirtschaftlich und normgerecht gefertigt werden sollen. Für Einkäufer, Entwickler, Start-ups und Ingenieure schafft Uneed damit eine belastbare Entscheidungsgrundlage – unabhängig davon, ob es um Prototypen, Kleinserien oder industrielle Serienfertigung geht. Die Inhalte spiegeln unsere tägliche Arbeit wider: Prozesse strukturieren, Risiken reduzieren und die passende Fertigungslösung entlang klar definierter Anforderungen zugänglich machen.
Häufig gestellte Fragen
Ja, absolut. Eine CNC-Fräse ist genau dafür gebaut und gehört heute zu den wichtigsten Verfahren in der modernen Metallbearbeitung. Ob Sie Aluminium fräsen, Edelstahl bearbeiten, Werkzeugstahl für Formenbau, Messing für feinmechanische Teile oder Kupfer für Elektronikgehäuse nutzen möchten – mit den richtigen Parametern und einer angepassten Werkzeugauswahl ist das Metall CNC Fräsen zuverlässig und wiederholgenau möglich. Entscheidend sind dabei Schnittgeschwindigkeit, Vorschub, Kühlung und die richtige Spannung des Werkstücks.
Eine pauschale Zahl gibt es nicht, weil sich die optimale Drehzahl nach Werkstoff, Fräserdurchmesser und gewünschter Oberflächenqualität richtet. Als Faustformel gilt:
n=vc×1000π×Dn = \frac{vc \times 1000}{\pi \times D}n=π×Dvc×1000
Beispiel: Ein 10-mm-Fräser in Aluminium mit vc = 400 m/min ergibt etwa 12.700 min⁻¹. In Edelstahl mit vc = 120 m/min sind es rund 3.800 min⁻¹. Wichtig: Nicht nur die Drehzahl zählt, sondern auch Vorschubgeschwindigkeit, Zustellung und eine saubere Kühlschmierung. So verlängern Sie die Standzeit der Werkzeuge und erreichen beim CNC Fräsen dauerhaft präzise Ergebnisse.
Unter CNC-Metallbearbeitung versteht man ein computergesteuertes Fertigungsverfahren, bei dem eine Maschine – z. B. eine CNC-Fräsmaschine oder ein Bearbeitungszentrum – präzise Bewegungen entlang der X-, Y- und Z-Achse ausführt. Dabei wird Material schrittweise abgetragen, bis das Werkstück die gewünschte Kontur erreicht. CNC kann beim Fräsen, Drehen oder Bohren eingesetzt werden und bietet eine Kombination aus hoher Präzision, Flexibilität und kosteneffizienter Fertigung, sowohl für Prototypen als auch für Serienproduktion.
Für das Fräsen von Stahl – besonders gehärteten Werkzeugstählen – braucht es eine robuste, steife CNC-Fräse mit hoher Spindelleistung, stabiler Bauweise und zuverlässiger Kühlung. Idealerweise verfügt die Maschine über Werkzeugüberwachung, um Werkzeugverschleiß frühzeitig zu erkennen. Für hochpräzise Bauteile sind HSC-Fräsmaschinen oder moderne 5-Achs-Fräsmaschinen mit Hartmetall- oder VHM-Mikrofräsern die richtige Wahl. Damit lassen sich selbst komplexe Geometrien und enge Toleranzen beim Metall CNC Fräsen realisieren.
Ganz einfach erklärt: CNC bedeutet, dass Metallteile nicht von Hand, sondern durch computergesteuerte Bewegungen gefertigt werden. Die CNC-Maschine nutzt einen rotierenden Fräser, der entlang der programmierten Fräsbahnen Material abträgt, bis die gewünschte Form erreicht ist. Durch die Kombination von präziser Steuerung, optimalem Vorschub, abgestimmter Kühlung und stabiler Werkstückspannung entstehen Bauteile mit hoher Genauigkeit und einer Oberflächenqualität, die in konventionellen Verfahren kaum erreichbar ist.
Referenzen
https://www.iso.org/iso-9001-quality-management.html


