Hrubé soustružení je nejrychlejší způsob, jak z dílu odstranit sypký materiál na stroji. CNC soustruh. Posunutím posuvu, hloubky řezu a zatížení třísky zvýšíte rychlost úběru materiálu a pak se vrátíte k dokončovacímu soustružení, abyste se trefili do velikosti a povrchu. Trik je zřejmý každému, kdo někdy stál u soustruhu: jak provádět hrubovací řezy natvrdo, aniž byste zničili kvalitu povrchu, porušili tolerance nebo bojovali s ptačími hnízdy třísek? Tento průvodce vám poskytne pracovní údaje a jednoduchý způsob, jak o tom přemýšlet.
Uvidíte jasné definice, porovnání s dokončováním soustružení, řezné údaje, volbu nástrojů, průběh seřizování, řešení problémů a skutečné případové studie. Získáte také rychlé kalkulačky, které můžete použít přímo u stroje, a kontrolní seznam dodavatelů/RFQ. Začneme rychlými odpověďmi a kritickými čísly, pak se budeme věnovat optimalizaci, kontrole kvality a dílenským měřítkům a skončíme jednoduchými kroky, které můžete použít při další zakázce.
Vysvětlení hrubého soustružení: Definice, účel a návratnost investic
Co to je a proč je to důležité
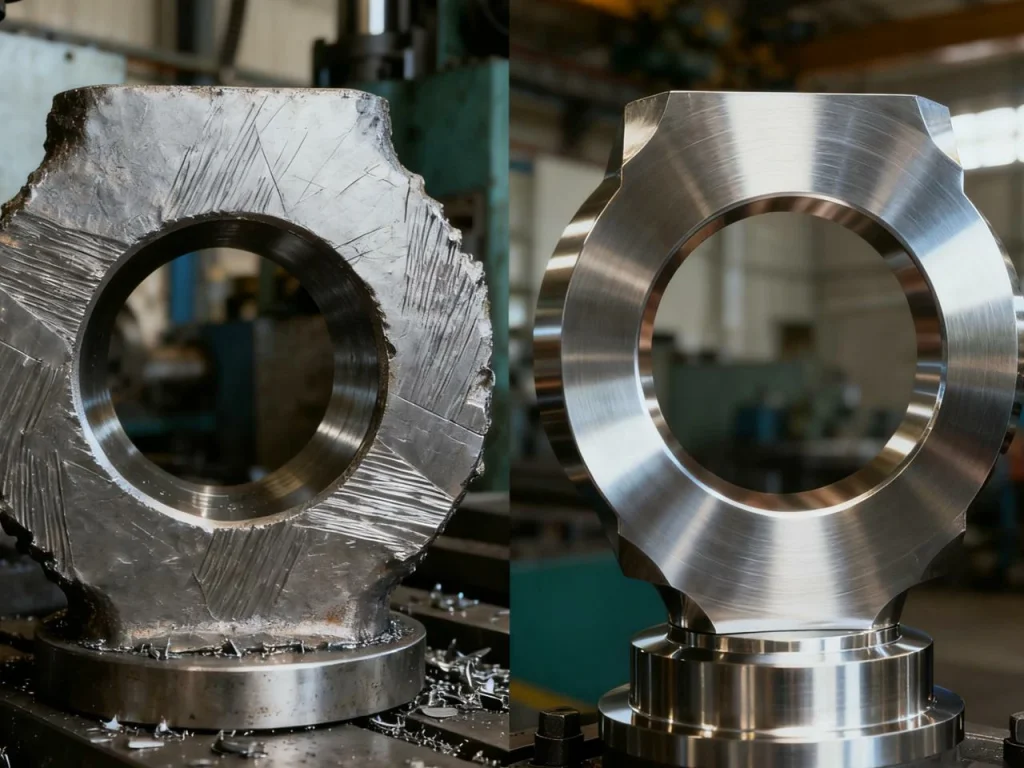
Hrubé soustružení je CNC soustružení zaměřené na jednu věc: vysoká rychlost úběru materiálu. Využívá vysoký posuv na otáčku a velkou hloubku řezu k rychlému odstranění přebytečného materiálu. Cílem není pěkný povrch. Cílem je připravit obrobek tak, aby se při dokončování soustružením mohl zafixovat konečný rozměr a kvalita povrchu.
V praxi bude hrubý soustružený povrch vypadat matně a mohou na něm být patrné stopy po podávání. Rozměrová přesnost je nižší než při dokončování. Kolem dílu ponecháte malou, rovnoměrnou přídavnou plochu a poté přejdete na dokončovací průchod. Tento poslední průchod má nižší posuv, mělčí řez a ostřejší hranu.
Pokud se ptáte, "co je to hrubý soustruh?", je to jednoduše povrch vlevo po těchto těžkých, rychlých průjezdech. Běžně se vyskytuje drsnost Ra nad 6,3 mikrometru po hrubování a Ra 0,8-1,6 mikrometru po dokončení.
Proč na tom záleží? Skutečné úspory totiž plynou z doby cyklu, nikoli pouze z nákladů na nástroje. Hrubým soustružením lze odstranit většinu materiálu za zlomek celkové doby cyklu. To znamená více dílů za směnu, předvídatelnější plánování a méně času vřetena promarněného na vzduchové řezy.
Kde se používá (automobilový průmysl, letecký průmysl, těžká zařízení).
S hrubým soustružením se setkáte všude tam, kde je třeba rychle tvarovat výkovky, odlitky nebo řezané tyče.
- Na adrese automobilový průmysl, vačkové hřídele, ozubená kola, náboje a hřídele začínají silným hrubováním.
- Na adrese letectví a kosmonautika, podvozků, těles pohonů a konstrukčních nákružků je třeba hlubokých řezů v tvrdých slitinách.
- Na adrese těžké vybavení, velké čepy a pouzdra vyžadují vysoké zatížení třískami.
- V mnoha obchody, hrubováním se odstraní více než 80% přebytečného materiálu, přičemž doba CNC cyklu je kratší než 25%. To platí pro CNC soustružení, hrubovací obrábění na frézkách a soustruzích i velkosériové výrobní obrábění.
Co je to hrubé soustružení a proč je nutné?
- Jedná se o soustružení, při kterém se používá vysoký posuv a hluboké řezy k rychlému odebírání materiálu.
- Je nutné zkrátit dobu cyklu a kontrolovat opotřebení nástroje při tvarování dílu před dokončením.
- Z konstrukčního hlediska zanechává drsný povrch a nižší přesnost. Pro dokončovací průchod ponechte 0,2-0,5 mm na každé straně.
- Umožňuje použít odolnější hrany vložek pro hromadné odstraňování a ušetřit čerstvou hranu pro dokončovací práce.
Hrubé soustružení vs. dokončovací soustružení: Rozdíly, na kterých záleží
Metriky vedle sebe
Základním rozdílem je rovnováha mezi rychlost a kvalita. Hrubé soustružení je zaměřeno na vysoké zatížení třísek a stabilní lámání třísek. Cílem dokončovacího soustružení je nízká síla, malé úlomky a malá velikost.
Tabulka: Typické rozsahy při hrubování a dokončování
| Parametr | Rozsah hrubování | Rozsah dokončovacích prací |
|---|---|---|
| Podávání na otáčku (fn) | 0,25-0,6 mm/otáčku | 0,05-0,2 mm/otáčku |
| Hloubka řezu, ap (radiální) | 2-8 mm (u velkých dílů může být větší) | 0,1-0,5 mm |
| Řezná rychlost (ocel, karbid) | 120-220 m/min | 140-260 m/min (liší se podle třídy) |
| Pocit zatížení čipu | Těžké, silné třísky | Tenké, souvislé třísky |
| Drsnost povrchu, Ra | >6,3 µm | 0,8-1,6 µm (nebo lepší s geometrií Wiper) |
| Typický poloměr špičky nástroje | 0,8-1,2 mm | 0,4-0,8 mm (nebo stěrač) |
Tolerance a cíle kvality
Při hrubování počítejte s rozměrovým oknem, jako je například ±0,3-0,5 mm a jednotný přídavek na povrchovou úpravu v celém profilu. Při dokončování soustružení se zaměřte na výkresové výkresy. Běžně se dodržují hodnoty ±0,01 mm nebo lepší u průměrů čepů, čel a prvků, které se spojují s ložisky nebo těsněními. Mějte na paměti, že záleží na tepelném růstu. Hrubování může díl zahřát. Pokud budete honit rozměry, dokud je díl horký, může se po ochlazení zmenšit mimo specifikaci. Velikost mějte po krátkém zdržení nebo kontrolovaném průtoku chladicí kapaliny.
Mohu použít stejnou destičku pro hrubování i dokončování?
Můžete, ale není to nejlepší postup. Opotřebovaná hrana může být stále dobře zdrsněná, ale poškrábe povrchový průchod a posune velikost. Bezpečným plánem je udržovat oddělené hrany: pro hrubování používejte tvrdší třísky a přípravek na hrany, pak přejděte na čerstvou ostrou hranu pro dokončovací soustružení. Minimálně naprogramujte stopku revolveru tak, aby indexovala na novou hranu před dráhou dokončovacího nástroje.
Řezná data a optimalizace pro hrubé soustružení
Základní parametry a ovládací prvky
Máte čtyři hlavní knoflíky:
- Hloubka řezu (ap): Radiální záběr. Větší ap znamená silnější třísky a vyšší zatížení.
- Posuv na otáčku (fn): mm/obr. Nastavuje se podle toho, jak daleko se nástroj posune při každé otáčce vřetena.
- Řezná rychlost (Vc) nebo povrchové stopy za minutu (SFM): Jak rychle okraj vidí materiál.
- Konstantní povrchová rychlost (CSS): Řídicí jednotka nastavuje otáčky tak, aby se při změně průměru udržovala konstantní hodnota Vc.
Mezi další užitečné ovládací prvky patří:
- Strategie vstupu/výstupu: Šetrné zavádění a vytahování, aby nedocházelo k vrubování nástroje.
- Nos poloměr: Větší poloměry zvyšují pevnost nástroje a umožňují vyšší posuvy, ale mohou zvyšovat chvění u štíhlých dílů.
- Příprava hran: Broušené hrany odolávají hrubování a přerušovaným řezům lépe než hrany ostré jako břitva.
Rychlost úběru materiálu (MRR) a cílové rozsahy
- Pro otočení je jednoduchý odhad MRR následující:
MRR ≈ π × D × fn × ap × ot/min (v mm³/min, pokud se jednotky shodují), nebo použijte průměr v mm a otáčky plus posuv na otáčku.
Mnoho obráběčů si to představuje takto: objem třísky na otáčku: tloušťka třísky (podávaná fn a třískovým lámacím zařízením) krát šířka řezu (ap) krát obvod. Při každodenní práci můžete tento šikovný přístup použít:
- Výpočet otáček z SFM nebo Vc.
- Vypočítejte rychlost posuvu (mm/min) = fn × otáčky za minutu.
- Vypočítejte MRR (mm³/min) = MRR (mm³/min) = π × D × ap × fn × otáčky za minutu
Na čem záleží: hrubé otáčení často probíhá 4-6krát MRR cílového průjezdu. To je bezpečný poměr pro plánování cenových nabídek a cílů nastavení. Pokud váš cílový průjezd táhne 200 cm³/min, hrubé otáčení při stejném nastavení může být zaměřeno na 800-1200 cm³/min se stabilními třískami a přijatelným opotřebením nástroje.
Výchozí parametry podle materiálu
Použijte je jako rozumné výchozí body a poté je dolaďte podle třídy vložky, třísky, tuhosti a chladicí kapaliny. Přídavek na dokončení je zásoba, kterou ponecháte pro závěrečný průchod.
Tabulka: Výchozí body pro běžné materiály
| Materiál (skupina ISO) | ap (hloubka řezu) | fn (krmivo na otáčku) | Vc (řezná rychlost) | Příspěvek na konečnou úpravu (na stranu) |
|---|---|---|---|---|
| Středně vysoká uhlíková ocel (ISO P) | 3-6 mm | 0,25-0,45 mm/otáčku | 150-220 m/min | 0,3-0,5 mm |
| Nerezová ocel (ISO M) | 2-5 mm | 0,20-0,40 mm/otáčku | 110-180 m/min | 0,3-0,5 mm |
| Hliník (ISO N) | 4-8 mm | 0,30-0,60 mm/otáčku | 250-600 m/min (sledujte limity stroje) | 0,2-0,4 mm |
Tato čísla předpokládají slušnou tuhost a Povodně chladicí kapalina. U malých průměrů, tenkostěnných dílů nebo dlouhých výčnělků může být nutné snížit ap nebo fn, aby se zabránilo chvění. U velmi velkých průměrů nebo stabilních sestav můžete zatlačit hlouběji.
Interaktivní nástroje
Tyto rychlé kalkulačky můžete použít přímo při ovládání nebo v zápisníku.
- RPM z rychlosti řezání:
- Metrické údaje: (1000 × Vc) / (π × D), kde Vc v m/min, D v mm.
- Imperial: (3,82 × SFM) / D, kde SFM v ploše ft/min, D v palcích.
- Lineární rychlost posuvu:
- Rychlost posuvu (mm/min) = fn × otáčky za minutu
- Rychlost úběru materiálu (přibližně, soustružení):
- MRR (cm³/min) ≈ (π × D × ap × fn × otáčky) ÷ 1000, přičemž D a ap jsou v mm.
- Pravidlo přídavku na dokončovací práce:
- U většiny ocelí ponechte 0,2-0,5 mm na každé straně. U gumovitých nerezových materiálů nebo při vysokém nárůstu tepla nechte o něco více.
Nástroje, destičky a řízení třísek pro hrubé soustružení
Třídy vložek, třísky, poloměr nosu
Pro hrubé soustružení zvolte tvrdší vložit a třídič třísek vyrobený pro tvorbu a lámání silnějších třísek. Při hrubování se běžně používají destičky se záporným hrabáním, protože jsou silné a zvládnou velké zatížení, i když u strojů s malým výkonem nebo u tenkostěnných dílů může pomoci kladné hrabání.

Běžné vložky a jejich umístění:
- Vložky CNMG/CP: Skvělé obecné drsňáky. Silné rohy, snesou hluboké zářezy.
- WNMG: Tříúhelníková varianta s pevností; vhodná pro hrubování mnoha ocelí a nerezových ocelí.
- RN/RNGN (kulatý): Stabilní pro těžké přerušované řezy a hrubování odlitků.
- Poloměr nosu: 0,8-1,2 mm je dobrý hrubý rozsah. Větší poloměry přenášejí větší zatížení a mohou být hladší při vyšším posuvu, ale u štíhlých dílů se mohou třepit.
Držáky nástrojů a tuhost
Rigidita je vaše skrytá rychlost.
Držte se co nejkratší dobu. Použijte největší stopku, která se hodí pro vaši věž. Držák nástroje zajistěte čistě a pravoúhle. U delších převisů nebo vyvrtávacích tyčí používejte antivibrační tyče nebo tlumené držáky. Zkontrolujte souosost revolveru se středem vřetena. Nesouosý nástroj bude předčasně vroubkovat a posouvat velikost.
Chladicí a mazací strategie
Chladicí kapalina slouží nejen k chlazení. Rozbíjí třísky a odplavuje je.
- Pro uhlík a legované oceli, pro většinu hrubých soustružení je vhodná chladicí kapalina.
- Pro nerezová, dobrá dodávka chladicí kapaliny snižuje nahromaděné hrany.
- Pro hliník, chladicí kapalina pomáhá zamezit vzniku nánosů na hranách a zlepšuje povrch.
Vysokotlaká chladicí kapalina může změnit pravidla hry pro kontrolu třísek a životnost destiček, zejména v hlubokých drážkách a otvorech. Minimální množství maziva (MQL) může na některých materiálech fungovat, ale hrubování často těží ze silného odvodu třísek, který zajišťují záplavové nebo vysokotlaké systémy.
Jak zastavím dlouhé vláknité třísky při hrubém soustružení?
Zvyšujte posuv na otáčky, dokud nezačne pracovat lamač třísek. Zvolte hrubovací třískový lámací stroj určený pro vaši skupinu materiálů. Zvětšete hloubku řezu, aby se lámání třísek plněji zapojilo. Přidejte vysokotlakou chladicí kapalinu zaměřenou na řeznou zónu. V dlouhých, hlubokých drážkách nebo ID naprogramujte pecking nebo makro třískového lámání. Pokud se třísky stále tvoří jako ptačí hnízda, vyměňte je za jiný třískový lamač a proveďte test znovu.
Nastavení, programování a pracovní postup procesu
Obrábění a podpora
Dobrá hrubá jízda začíná bezpečným úchopem.
- Použijte sklíčidlo nebo upínací kleštinu, která zajišťuje plný kontakt a známou házivost.
- U měkkých čelistí je vyvrtejte přesně podle průměru dílu.
- Pokud je díl dlouhý, podepřete jej koníkovým centrem nebo stabilní opěrkou.
- Zkontrolujte házení u prvního článku a zaznamenejte ho do pracovního deníku.
- Pokud jsou čelisti mělké nebo je materiál hrubý, proveďte před zatlačením na hrubý vnější povrch čelní rovinu.
Plánování průjezdu a strategie zásob
Naplánujte objednávku. Ve stabilním pořadí proveďte čelní opracování, soustružení vnějšího povrchu a hrubování vnitřního povrchu. Udržujte stálý stav materiálu. Pokud je surová tyč nekulatá, před hlubokým hrubováním ji lehce očistěte, aby tloušťka třísky zůstala stabilní. Ponechte rovnoměrný přídavek na povrchovou úpravu. Při hrubování se vyhněte "pružinovým průchodům". Přidávají čas a mohou skrývat velikostní odchylku, kterou uvidíte až po vychladnutí dílu. Váš dokončovací nástroj by se neměl prokousávat variabilním materiálem.
Strategie dráhy nástroje a odvádění třísek
Na vnější straně je axiální hrubování (průchody ve směru Z) jednoduché a účinné. Na hlubokých ramenech vyzkoušejte radiální hrubování s jasným vyprázdněním mezi jednotlivými průchody. Pro plynulé zatížení nástroje při větších změnách průměru použijte konstantní povrchové otáčky (CSS), ale omezte maximální otáčky, abyste se vyhnuli překročení otáček při malých průměrech. U drážek a ID naprogramujte pecking nebo dwell breaky pro zachycení třísek. Chytré vracení: před dalším ponorem odstraňte třísky. Udržujte nástroj na středu, aby nedocházelo k vrubování.
Běžné problémy a opravy
Mnoho problémů s hrubováním se opakuje. Zde je rychlá mapa, kterou můžete použít na podlaze.
| Symptom | Pravděpodobná příčina | Rychlá oprava |
|---|---|---|
| Chat na OD | Dlouhé vyčnívání, slabý držák, příliš velký poloměr nosu | Zkrácení převisu, použití tužšího držáku, zmenšení poloměru čela nebo posuvu, snížení rychlosti. |
| Opotřebení zářezu na rameni | Tvrdý vodní kámen, špatné zaměření chladicí kapaliny, agresivní vjezd | Odeberte okuje nebo povrchovou úpravu, nasměrujte chladicí kapalinu, použijte náběhový oblouk, snižte vstupní posuv |
| Vestavěný okraj (BUE) na nerezové/hliníkové konstrukci | Příliš nízké otáčky, tupý okraj, špatná chladicí kapalina | Zvýšení rychlosti, použití ostřejšího břitu, zlepšení chladicí kapaliny |
| Dlouhé vláknité hranolky | Příliš nízký přívod, špatný lámací čip, nízký tlak chladicí kapaliny | Zvýšit fn/ap, přepnout chipbreaker, použít vysokotlakou chladicí kapalinu nebo pecking |
| Zúžení nebo ovalita | Průhyb dílu, teplý díl, nesouosost | Podepřete koníkem, změřte po vychladnutí, seřiďte nástroj. |
| Špatný povrch po hrubování způsobující problémy s povrchovou úpravou | Příliš malý povrchový materiál, poškozená hrana | Ponechte větší přídavek, vyměňte za čerstvý dokončovací okraj |
Průběžná kontrola a přejímka
Při hrubé přípravě zkontrolujte, co je nejdůležitější:
- Zbývající zásoby k dokončení: potvrďte, že máte ještě k dispozici 0,2-0,5 mm na stranu.
- Rozteč a soustřednost: zaznamenávejte po první části, abyste mohli zachytit drift.
- Pásma drsnosti povrchu: hrubování Ra >6,3 µm je normální; zatím se neohánějte kvalitou dokončování.
- Stav nástroje: hledejte zářezy a odštěpky na čele.
Použijte sondování v cyklu pokud je k dispozici, abyste potvrdili průměry klíčů a nastavili posunutí. Při manuálních kontrolách mějte u stroje měřidlo nebo mikrofon pro kontrolu chodu a definujte frekvenci kontrol podle kritičnosti dílu a velikosti dávky.
Správa životnosti nástrojů
Rozhodněte se předem, kdy indexovat nebo měnit vloženou položku. Při hrubování je lákavé "dotáhnout to do konce". To vás může stát více času, než kolik ušetříte, pokud dojde k vyřazení dílu nebo poruše řízení třísky.
Stanovte si viditelnou hranici opotřebení, například hloubku zářezu nebo počet dílů, a držte se jí. Jednu čerstvou hranu si nechte vyhrazenou pro dokončovací práce. Sledujte životnost nástroje v řídicím systému nebo na jednoduchém listu.
Nezapomeňte také tým naučit, jak vypadá opotřebení běžných destiček v obchodě (opotřebení boků, opotřebení kráterů, odštípnutý nos).

Případové studie a srovnávací testy z dílny
Hrubování vačkových hřídelí v automobilovém průmyslu
Dílna vyrábějící ocelové vačkové hřídele používala standardní strategii hrubování: mírný posuv, bezpečná hloubka řezu a časté vtahování pro odlamování třísek. Průměrná doba hrubování jednoho dílu byla dlouhá a dokončení soustružení někdy si musel vzít další průkazy, protože se příspěvek lišil.
Změnili tři věci:
- Nejprve vybrali lámací stroj určený k hrubování oceli.
- Zadruhé, zvýšili krmnou dávku na ot. 0,22 až 0,35 mm/otáčku a nastavte ap na 4,5 mm.
- Zatřetí přidali krátké makro s přestávkou, aby se třísky zachytily v blízkosti kořenů lopatek, a použili konstantní povrchovou rychlost s omezenými otáčkami.
Výsledkem byl 30-40% doba cyklu snížení hrubování, rovnoměrnější zásoba pro čepy a stabilní hromady třísek. Dokončovací soustružení se přesunulo na jeden čisticí průchod při 0,12 mm/otáčku s Ra v blízkosti 1,0 µm na čepy ložisek.
Hluboké hrubování v letectví a kosmonautice
U velké součásti podvozku musel tým zdrsnit hluboká ramena v houževnaté ocelové slitině. Použili silný CNMG v držáku s negativním sklonem a zajeli až do hloubky řezu 8 mm, kde bylo nastavení tuhé. Posuv na otáčku se pohyboval kolem 0,35 mm/otáčku. Vysokotlaká chladicí kapalina udržovala třísky krátké. Na každé straně zůstalo 0,3-0,5 mm. Navzdory těžkým řezům si dokončovací soustružení udrželo ±0,01 mm na kritických průměrech, protože hrubovací materiál byl rovnoměrný a díl se nechal před konečným dimenzováním vychladnout.
Dopad na čas a náklady
Tyto změny nevypadají dobře jen na papíře. Při hrubování se odstraní více než 80% z celkových zásob, a to za méně než 25% času cyklu, může obchod naplánovat více dílů za den. Uvolňuje také kapacitu stroje pro jiné práce. V obou výše uvedených případech se snížil počet přesčasů a WIP se pohybovala rychleji, protože úzkým místem již nebyl hrubovací průchod.
Bezpečnost, řízení rizik a udržitelnost
Bezpečnost obsluhy a stroje
- Při hrubé práci na CNC mohou vznikat horké a ostré třísky. Používejte ochranné brýle s bočními štíty, rukavice pro manipulaci s třískami a ochranu sluchu. Ochranné kryty udržujte na místě.
- Vysoký tlak chladicí kapalina potřebuje péči. Nikdy neotvírejte dveře ani nesahejte dovnitř, když program běží. K odstranění třísek používejte hák nebo kleště, nikoli ruce. Při používání systému CSS nastavte bezpečné limity otáček, zejména u malých průměrů, aby nedošlo k překročení otáček.
Řízení procesních rizik
- Nové programy vždy ověřujte pomocí suchého chodu s jedním blokem a vypnutým vřetenem.
- Používejte pracovní posuny a délkové posuny nástrojů, které odpovídají seřizovacímu listu.
- Udržujte nad dílem volnou rovinu vtažení "domů".
- Přidejte sledování zatížení vřetena, pokud to vaše řízení podporuje.
- Pokud dojde k prudkému zvýšení zatížení, naprogramujte zatažení a alarm, nikoliv protlačení.
Páky udržitelnosti
Hrubování můžete udělat ekologičtější, aniž by se snížila doba cyklu:
- Prodlužte životnost nástroje výběrem třískových odlamovačů, které zabraňují vzniku dlouhých třísek a zahřívání.
- Udržujte koncentraci a čistotu chladicí kapaliny. K prodloužení životnosti chladicí kapaliny odstraňte zbytky oleje a jemné nečistoty z filtrů.
- Třídění třísek podle materiálu pro recyklaci. Suché třísky odkapávají do zásobníků méně chladicí kapaliny.
- Naplánujte si podobné úlohy za sebou, abyste zkrátili dobu výměny nástrojů a zahřívání.

Závěrečné klíčové poznatky a kontrolní seznam
10bodový rychlý start pro CNC hrubé soustružení
- Správně identifikujte materiál (přiřaďte ke skupině ISO).
- Vyberte si třídu destiček a třískového lámadla určeného pro hrubování daného materiálu.
- Začněte s ap 3-6 mm u oceli, 2-5 mm u nerezu, 4-8 mm u hliníku, pak dolaďte.
- Začněte s fn 0,25-0,45 mm/otáčku u oceli, 0,20-0,40 u nerezu, 0,30-0,60 u hliníku, pak dolaďte.
- Nastavte řezné otáčky v bezpečném středním rozsahu a používejte CSS s maximálním limitem otáček.
- Přesah nástroje udržujte krátký. Použijte největší stopku, která se hodí. Podle potřeby přidejte koník nebo stabilní opěrku.
- Opusťte 0,2-0,5 mm na stranu pro dokončování a udržování jednotnosti.
- Chladicí kapalinu nasměrujte na řez. Pokud jsou třísky vláknité, použijte vysokotlakou chladicí kapalinu.
- Čerstvou hranu destičky si nechte pro dokončovací soustružení. Před dokončovací frézou indexujte.
- Zdokumentujte konečné parametry a životnost nástroje pro další běh.
Nákladové a časové páky
Pokud chcete zvýšit MRR, aniž byste něco zničili, vyměňte postupně jednu páku:
- Nejprve zvyšte krmnou dávku. Je to nejrychlejší cesta ke stabilnímu zlomu čipu.
- Dále zvyšte hloubku řezu. To zahušťuje třísky a zvyšuje zatížení nástroje; sledujte chvění.
- Raise rychlost řezání poslední. Rychlost může pomoci u hliníku a čistých ocelí, ale u nerezových ocelí může zvýšit teplo a nahromaděné hrany.
Pokud drsnost povrchu způsobuje problémy při dokončování, ponechte o něco více materiálu, zpomalte dokončovací posuv nebo použijte dokončovací destičku se stěračem. Pokud klesá životnost nástroje, podívejte se na řízení tepla a kontrolu třísek dříve, než začnete příliš snižovat rychlost.
Kontrolní seznam RFQ a výběru dodavatele
Pokud sháníte hrubé soustružené díly, požádejte dodavatele, aby tyto položky zaškrtli:
- Certifikace: ISO 9001 pro kvalitu; v případě leteckého průmyslu AS9100; v případě automobilového průmyslu schopnost PPAP/FAI.
- Tolerance schopnost: Dokáží udržet vaše dokončovací požadavky (například ±0,01 mm) na objemech, které potřebujete?
- Materiály, se kterými se manipuluje: Potvrďte ocel, nerez, hliník a všechny superslitiny, které plánujete použít.
- Velikost a kapacita dávky: Prototypové, malosériové a výrobní linky.
- Seznam vybavení: CNC soustružnická centra s živými nástroji nebo v případě potřeby s podvřeteny; vysokotlaká chladicí kapalina, pokud je kontrola třísek kritická.
- Metrologie: Měření v průběhu procesu, měření drsnosti povrchu a poznámky ke konečné kontrole.
- Dodací lhůty a řízení změn: Jak zpracovávají revize a urychlují.
- Udržitelnost: Manipulace s chladicí kapalinou, recyklace třísek a bezpečnostní program.
Hledáte spolehlivého partnera pro CNC obrábění a výrobu dílů?
Společnost U-Need je profesionální dodavatel přesného obrábění, který se specializuje na CNC soustružení, frézování a výrobu dílů na zakázku. Díky modernímu vybavení, přísné kontrole kvality (certifikát ISO) a zkušenostem v automobilovém, leteckém a průmyslovém průmyslu vám pomůže proměnit požadavky na hrubování a dokončování v hotové díly s přísnými tolerancemi a rychlým provedením. Ať už potřebujete prototypy, nízkoobjemové série nebo kompletní výrobní série, společnost U-Need nabízí komplexní služby obrábění a pohotovou podporu, která splní potřeby vašeho projektu.
Zdroje a nástroje
Normy a technické pokyny vám pomůže prohloubit informace o struktuře povrchu, označení břitových destiček, testování životnosti nástrojů a bezpečných postupech při obrábění. Zde jsou uvedeny jednoduché pokyny a klíčové pojmy, které můžete na těchto stránkách vyhledávat:
- ISO 1302 pro definice textury povrchu
- ISO 1832 pro systém označování vložek
- ISO 3685 pro metody testování životnosti nástrojů
- ISO 513 pro skupiny materiálů (P, M, N, K, S, H) pro výběr vložek
- NIST zdroje pro vědu o obrábění a výrobních procesech
- OSHA zdroje pro ochranu strojů a bezpečnost chladicí kapaliny
- EPA informace o nakládání s chladicí kapalinou a odpadem z obrábění kovů.
Otázky vetknuté do praxe
Možná se stále divíte:
- Jaké jsou hlavní charakteristiky hrubého soustružení?
Je to velké zatížení třískami, vysoký posuv, hluboké řezy a drsnější povrch, který vytváří dokončovací průchod.
- Co je to drsnost povrchu pro otáčení?
Obvykle se udává jako Ra, přičemž hrubovací hodnota je často vyšší než 6,3 µm a dokončovací hodnota je často 0,8-1,6 µm nebo lepší.
- Jaký je rozdíl mezi hrubováním a dokončováním soustružení?
Při hrubování je prioritou MRR, zatímco při dokončování je prioritou velikost a povrch.
- Jak zlepšit kvalitu povrchu při soustružení?
Ponechte rovnoměrný materiál, použijte ostrou dokončovací hranu, snižte posuv, zvolte vhodný poloměr špičky nebo stírací destičky a kontrolujte teplo a vibrace.
Rychlá poznámka k frézování pomáhá odpovědět i na časté hledání. Co je to hrubovací fréza? Na frézách má hrubovací fréza zoubky, které odlamují třísky a snižují řeznou sílu. Je určena pro hrubování na CNC frézách. Dokončovací fréza je hladká a zanechává jemnější povrch. Myšlenka je stejná jako u soustruhu: obrábění a dokončování jsou samostatné kroky. Hrubovací CNC operace, ať už jde o soustružení nebo frézování, rychle odstraňují materiál. Krok dokončovacího frézování nebo dokončovacího soustružení uvádí díly do souladu se specifikací.
Akční shrnutí, které můžete použít ještě dnes
- Naplánujte si hrubovací frézování, které vytvoří krátké a rovnoměrné třísky, zanechá rovnoměrný povrch a udrží stabilní zatížení nástroje.
- Nejprve nastavte posuv pro lámání třísek, pak hloubku a nakonec rychlost. Zaznamenejte vítězný recept.
- Udržujte pevné nastavení. Podepřete díl. Vyrovnejte nástroj. Zaměřte chladicí kapalinu.
- Oddělte hrubovací a dokončovací hrany. Po vychladnutí dílu proveďte měření.
- Sledujte životnost nástroje a tvar třísky. Prozradí vám, jak si proces vede, ještě dříve než čísla.
Nejčastější dotazy
Drsné zacházení CNC soustružení je prvním krokem k rychlému a účinnému odstranění většiny přebytečného materiálu. Používá vysoké rychlosti posuvu a hluboké řezy, aby se díl přiblížil svému konečnému tvaru a zároveň ponechal malou rezervu pro dokončovací práce. Důraz je zde kladen na rychlost a účinnost, ne povrchová úprava, takže hrubovací průchod zanechává poměrně hrubý povrch.
Rozhodující je výběr správného nástroje, nastavení správných řezných parametrů a zajištění tuhosti stroje. Síly a teplo pomáhají zvládat houževnaté břitové destičky nebo lámací nástroje určené pro těžké řezy. Správně provedené hrubování zkracuje dobu cyklu a připravuje hladký a přesný dokončovací průchod.
Při přípravě na dokončovací soustružení je klíčem k dosažení hladkého povrchu a přesných rozměrů ponechání správného množství materiálu.
Pro většinu ocel a nerezová ocel, 0,2-0,5 mm na stranu funguje dobře. Pokud se díl během hrubování zahřívá nebo je hrubý povrch nerovný, zaměřte se na vyšší hodnotu. Dostatečné množství materiálu umožňuje při dokončovacím průchodu odstranit drobné nedokonalosti bez namáhání nástroje, což pomáhá prodloužit životnost nástroje a zabránit jeho chvění.
Příliš málo materiálu může poškodit kvalitu a přesnost povrchu, zatímco příliš mnoho materiálu zpomaluje výrobu. Vyrovnávání zásob s materiálem, kvalitou hrubování a stabilitou stroje zajišťuje konzistentní a spolehlivé výsledky.
Můžete používat stejnou břitovou destičku pro hrubování i dokončování, ale obvykle je to spojeno s kompromisy. Při hrubování je nástroj vystaven velkým silám, teplu a velkému zatížení třískami, které rychle otupit hranu. Použití téže hrany pro dokončovací práce může vést k hrubému povrchu, rozměrovým chybám, a dokonce k poškození dílu.
Chytřejším přístupem je použití pevnější hrana odolná proti opotřebení pro hrubování a ponechat si čerstvou ostrou hranu pro dokončovací práce. Tím se udržuje vysoká kvalita finálního povrchu, zajišťují se přesné rozměry, prodlužuje se životnost nástroje a snižuje se potřeba dodatečných úprav, takže obrábění je spolehlivější a efektivnější.
Po hrubém soustružení je normální, že drsnost povrchu Ra je poměrně vysoká, často nad 6,3 µm, protože cílem je spíše účinně odstranit materiál než dosáhnout dokonalé povrchové úpravy. Svou roli hraje geometrie nástroje, rychlost posuvu, hloubka řezu a materiál. Použití vysokých posuvů nebo opotřebovaných nástrojů zvyšuje Ra, zatímco ostré destičky a dobře zvolené posuvy ho mohou mírně zlepšit. Jakmile je většina materiálu odstraněna,dokončení soustružení snižuje Ra na 0,8-1,6 µm nebo lepší, zejména s vložkami stěračů. Stabilní stroje, správné podepření obrobku a kontrola vibrací jsou klíčem ke stálé kvalitě a snížení opotřebení nástroje.
K dlouhým a tenkým třískám na soustruhu obvykle dochází, když je posuv příliš nízký, třískovač nevyhovuje materiálu, hloubka řezu je příliš malá nebo tlak chladicí kapaliny je slabý.
- Chcete-li to napravit, zvyšte trochu posuv na otáčku a ujistěte se, že je to bezpečné pro váš nástroj a stroj.
- Vyberte si hrubý chipbreaker a zvažte hlubší řez, aby se třísky lépe lámaly.
- Vysokotlaká chladicí kapalina udržuje třísky v pohybu a obrobek chladný.
- U složitých materiálů, jako jsou hliník nebo nerezová ocel, zkuste klovat nebo přerušované řezy.
- Velký význam má také udržování ostré hrany nástroje, což zlepšuje kontrolu třísek i kvalitu povrchu.



